1. Introduction
Duplex stainless steels (DSS) consist of two phases: austenite and ferrite. The two phases, in combination with the alloying elements, result in a steel with superior mechanical properties and corrosion resistance compared to steels with similar cost. DSS was first developed by the oil and gas industry for use in the North Sea. Here, it is typically used in process pipe systems and fittings exposed to corrosive environments at elevated temperature (up to 150 °C in H
2S atmosphere) [
1]. DSS typically contains 22% Cr, 5% Ni and 0.18% N, to achieve the desired phase composition and corrosion properties. If better corrosion properties are required, super duplex stainless steel (SDSS) can be used instead. This alloy contains a higher amount of Cr, Ni and N typically 25%, 7% and 0.3%, respectively. In order to achieve the desired phase composition, it is annealed at 1050 °C, and left there until a 50-50 phase balance between ferrite and austenite is obtained. During cooling after the heat treatment, precipitation of intermetallic phases (
,
,
and
R) may occur. These intermetallics have been found to considerably reduce the mechanical properties and corrosion resistance of the material [
2,
3,
4,
5,
6,
7,
8,
9,
10,
11,
12,
13]. The most common of these phases is the
-phase. Even small amounts (<0.5%) of
-phase will significantly reduce the fracture toughness [
2,
14]. This reduction, combined with the short time it takes for the phase to form and the deteriorating effect on corrosion properties, is what makes
-phase a dangerous and strongly unwanted intermetallic.
The
precipitates on ferrite/ferrite grain boundaries and occurs before the
-phase [
13,
15]. In addition, the
-phase is a metastable phase, consumed during
-phase precipitation [
13].
-phase typically forms on austenite/ferrite boundaries, but can also form on ferrite/ferrite boundaries. The
-phase forms in the temperature range 675 °C–900 °C. After 10 min at 850 °C, small amounts of
-phase will start to precipitate [
6,
16,
17].
-phase has a body centered tetragonal crystal structure with the lattice parameters a = 8.8 Å and c = 4.55 Å, while the
-phase has a body centered cubic crystal structure with lattice parameter a = 8.8 Å [
18]. The lattice parameters of both are significantly larger than the 2.87 Å and 3.65 Å for ferrites and austenite, respectively [
19,
20]. The chemical composition of
-phase includes, in addition to Fe, approximately 30–60% Cr and 4–10% Mo. The
-phase differs from
-phase with a higher Mo content and a lower content of Cr [
15]. As a result, since
-phase has a higher atomic weight, it is possible to distinguish it from
-phase in a scanning electron microscope (SEM) using Z-contrast. In such an image, the
-phase will appear brighter. Since Cr and Mo are stabilizing elements for ferrite, the
and
-phase will form at the expense of ferrite. Following the eutectoid reaction
or
, an increase in the austenite phase will also occur [
15,
17]. The surrounding area will be depleted of Cr and Mo, which are important elements for corrosion protection and, as a consequence, leaving the material exposed. This is especially troublesome in SDSS since these are mostly selected to operate in areas requiring a corrosion resistance superior to DSS.
A study by Børvik et al. [
2] looked into the low-temperature effect on
-phase in DSS. It was found that the temperature had a minor effect on the tensile ductility, while increasing amounts of
-phase in the structure considerably reduced the ductility. Another study by Kim et al. [
21] investigated the low-temperature mechanical behavior of SDSS containing
-phase. Here, the material was tested in a universal tensile test machine, equipped with a sub-zero chamber. After the specimens were tested, the microstructure was investigated, comparing the amount of
-phase present with microcrack length. Microcracks were found to have propagated through the entire
-phase, relating the crack length to the size of
-phase inclusions. As in Børvik et al. [
2], the influence of temperature was observed to be minor. In addition, in the tensile tests performed at −50 °C, no strain-induced martensite was produced.
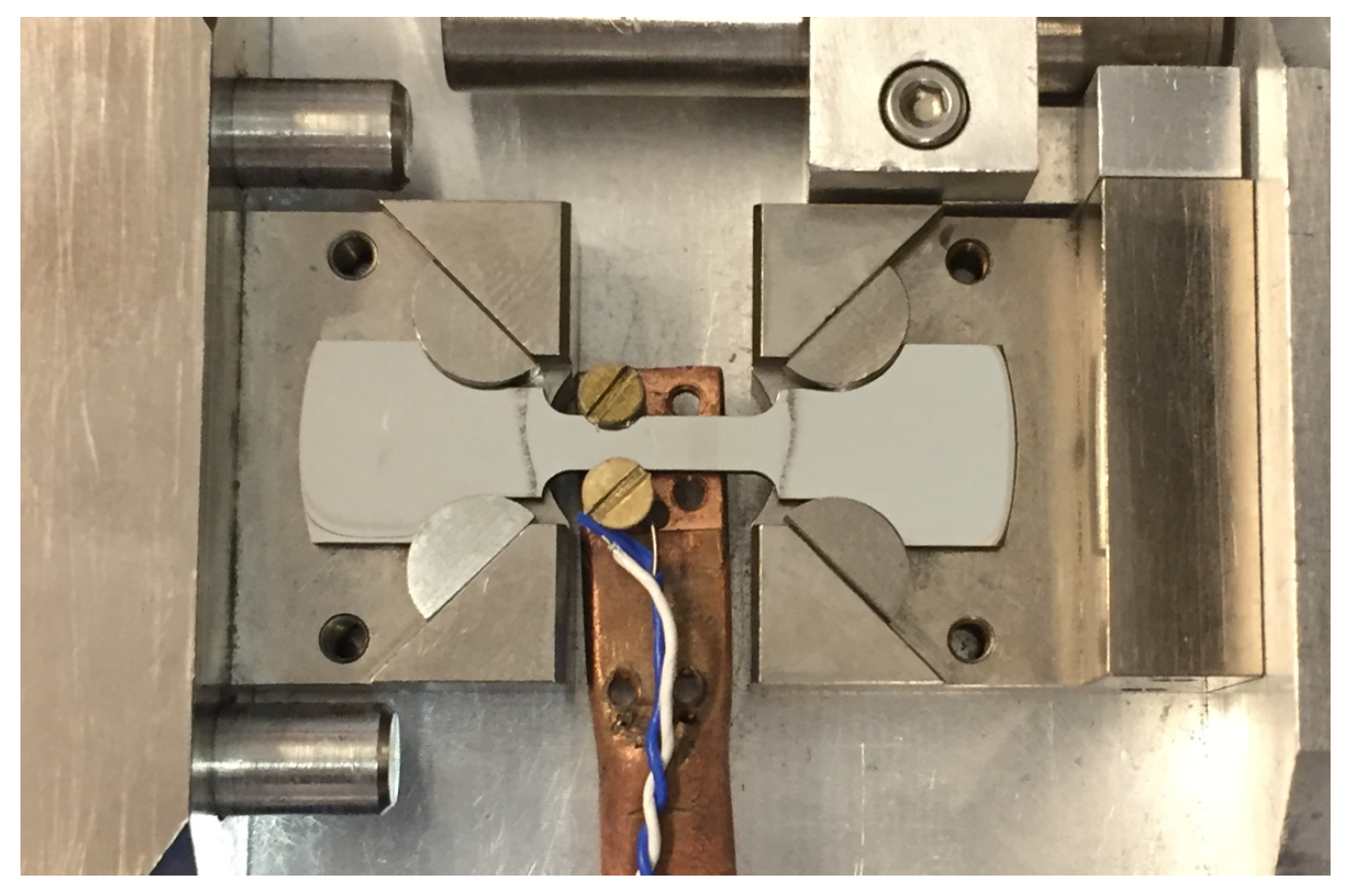
In the present study, in situ SEM tensile tests have been conducted on an SDSS with 0%, 5% and 10% -phase present in the microstructure. The tensile tests were carried out at both room temperature and sub-zero temperature (−40 °C). The microstructure was monitored with secondary electron imaging and electron backscatter diffraction (EBSD). Images were acquired at different loading steps. From these results, it is possible to observe the microstructure evolution and study the effects of -phase and -phase on the microstructure during the deformation process.
4. Discussion
During this work, different specimens of super duplex stainless steel, containing varying amounts of
-phase have been investigated, during an in situ SEM tensile test. Each specimen was taken from a pipe segment and heat treated to get different amounts of
-phase present. In general, it took roughly 10 min for the intermetallic phases to start forming at 850 °C. During the next 10 min, approximately 15% of
-phase had precipitated, and the material had changed to an utterly brittle behavior, as seen in
Figure 4. It proved hard to meet our targets of 5% and 10%
-phase, sometimes achieving 0% after 13 min and other times 15% after 15 min at 850 °C. However, when the
-phase starts to precipitate, it forms fast. Since duplex steels are being heat treated, typically at 1050 °C, to achieve its final microstructure and often goes through other heat treatment, e.g., welding, a thorough control of the cooling rate is crucial. In addition, no ductile-to-brittle transition was observed in this work. This was also the case in the work of Børvik et al. [
2] and Kim et al. [
21]. In these works, DSS and SDSS, respectively, were tested at −50 °C and no transition was observed. This means that, if the material has a ductile-to-brittle transition temperature, it is lower than −50 °C.
As seen from
Figure 4, additions of
-phase significantly reduce the ductility. This phenomenon is also well documented by others in previous studies [
2,
3,
5,
7,
9]. However, in this study, the microstructure has been closely monitored during the tensile test to elucidate how it is accommodating the
-phase in relation to deformation. The GOS in grains from the austenite and ferrite (shown in
Figure 10) suggests that the presence of
-phase and low temperature (−40 °C) is influencing the deformation behavior of the matrix. A consequence of presence of
-phase is a lower fraction of ferrite. This altered phase balance, in combination with much harder particles containing numerous cracks explains this difference in behavior between specimens with and without
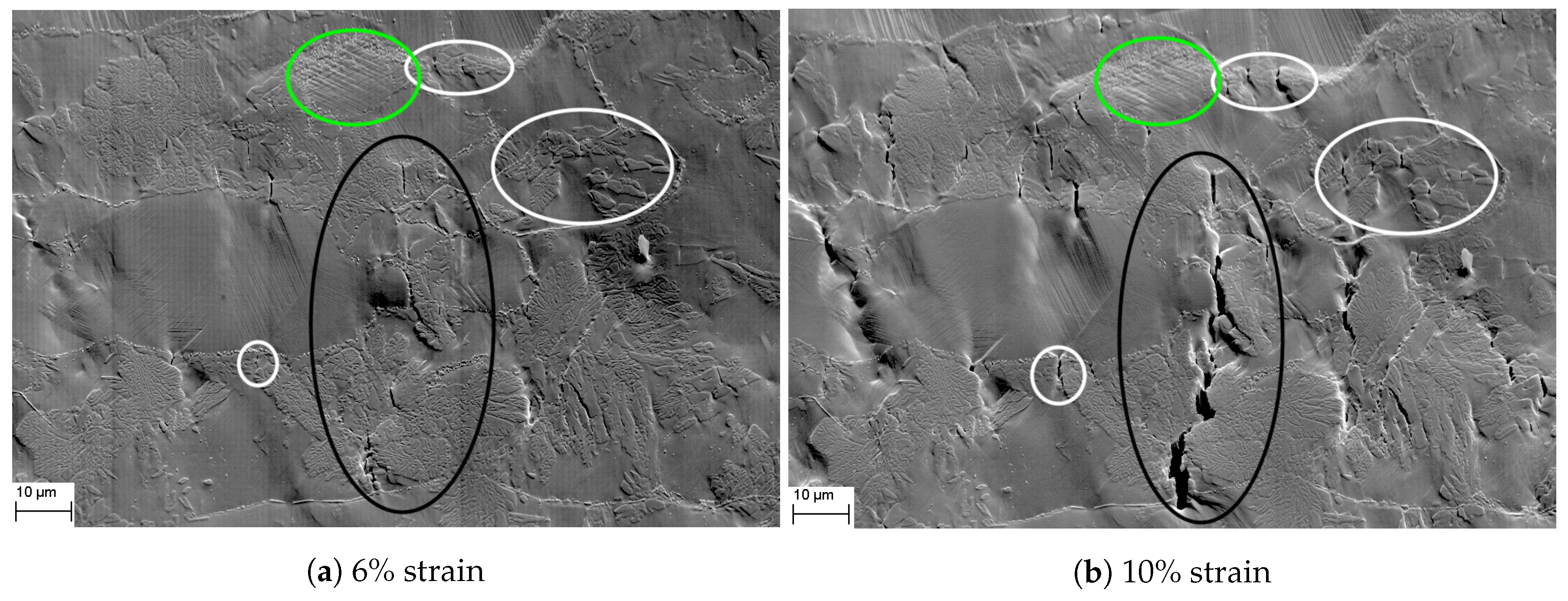
-phase present. However, the primary concern is the brittle nature of
-phase. Cracks were observed in the
-phase at 3–4% strain in all specimens, and all cracks were oriented perpendicular to the tensile direction. During the initial stages, the surrounding matrix restricts the growth of the crack. As the material is strained further, the cracks continues to widen. Eventually, the cracks start to propagate and coalesce. In specimens with higher amounts of
-phase, the propagation occurs earlier, following the shorter distance to the nearest
-phase inclusion. In addition, the
-phase particles are larger and the cracks, therefore, grow to a larger size.
The influence of temperature seems to make the
-phase somewhat more brittle, resulting in a higher UTS and lower ductility. Austenite and ferrite grains seem to behave similarly during the low-temperature tests with
-phase present when studying
Figure 10b. However, during the test at room temperature, the ferrite accommodates more deformation compared to the austenite. This is seen from the curves in
Figure 10a. The reason for the ferrite being more active is believed to be due to the fact that ferrite has 48 active slip systems at room temperature. Conversely, austenite has 12 slip systems and they are not dependent on temperature. With more slip systems available, there are more ways for the dislocations to propagate. In addition, the specimens without any
-phase present have a larger GOS compared to the specimens containing
-phase. This indicates that the presence of
-phase in the structure is retarding the deformation of ferrite and austenite. This is also observed through visual inspection of micrographs. There are more slip lines present, at equal strain level, in specimens without
-phase present.
An observation of a specimen with 0%
-phase, tested at −40 °C, has a greater fracture strain than the specimen tested at room temperature. It could be expected that the ferrite would have a brittle behavior at this temperature. A reason for this behavior might be due to the fact that SDSS is a highly alloyed material, containing elements improving the low-temperature performance of ferrite. In addition, the presence of austenite will improve low-temperature performance. It has been reported in several studies that austenitic steels have increased ductility at −50 °C in static uniaxial tensile tests [
26,
27,
28].
Looking at the tensile test curve in
Figure 4 for the tests with 5%
-phase, a lower tensile strength compared to the curve without any
-phase present is observed. Conversely, a greater amount of
-phase gives a contribution towards increased strength. An explanation for this can be the relative amount of
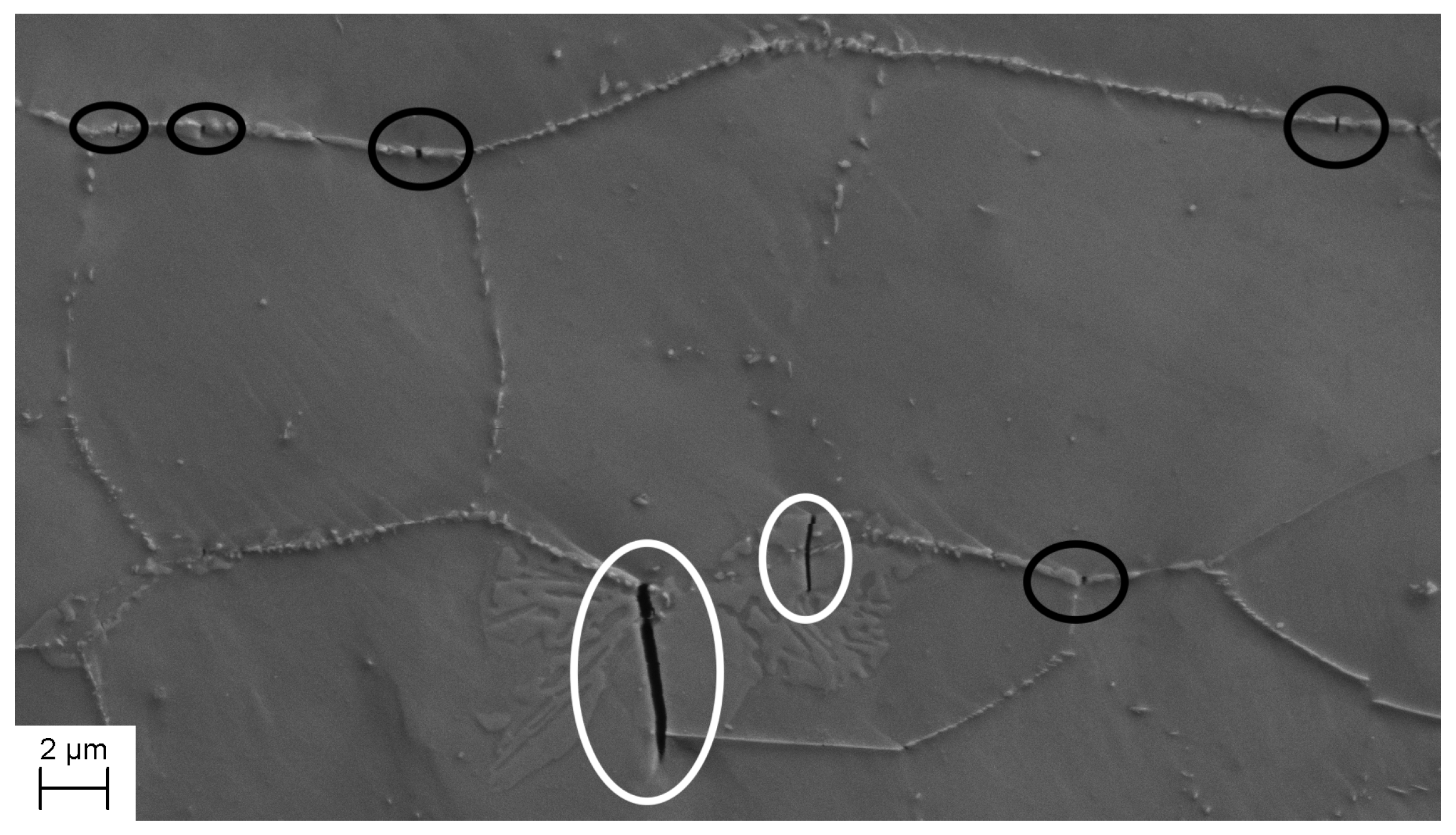
-phase present. As seen from the black circles in
Figure 5, the
-phase precipitates along grain boundaries and is very brittle containing many cracks. These cracks result in the observed reduction of tensile strength. However, the size of the cracks in
-phase are subcritical and does not contribute towards a large reduction in ductility. The specimen containing 5%
-phase is still a very ductile material, with a fracture strain of 35%–38%. This is in contrast to previously reported literature. As mentioned in the Introduction, it has been reported that specimens with only 0.5%
-phase have significantly reduced fracture toughness. However, as discussed in Børvik et al. [
2] and Børvik et al. [
3], DSS are more sensitive towards
-phase with respect to fracture toughness than to tensile ductility. In this work, all specimens were tested strain rate of 1.11 × 10
−4 s
−1. In addition, the tensile tests were paused at certain intervals to acquire images and EBSD scans. In Børvik et al. [
2], an increase in flow stress of about 30% was found for DSS when the strain rate was increased from 5 × 10
−4 s
−1 to 50 s
−1 based on tensile tests.
No strain-induced martensite was observed in any of the specimens investigated in this work. This indicates a very stable austenitic phase. However, this is not unexpected, since the
-phase is formed at the expense of ferrite, not austenite. The alloying elements added to stabilize the austenitic phase are still present in the matrix. In the work by Kim et al. [
21], there was also no martensite observed.

 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}