Strongly Orthotropic Open Cell Porous Metal Structures for Heat Transfer Applications


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Manufacturing Techniques
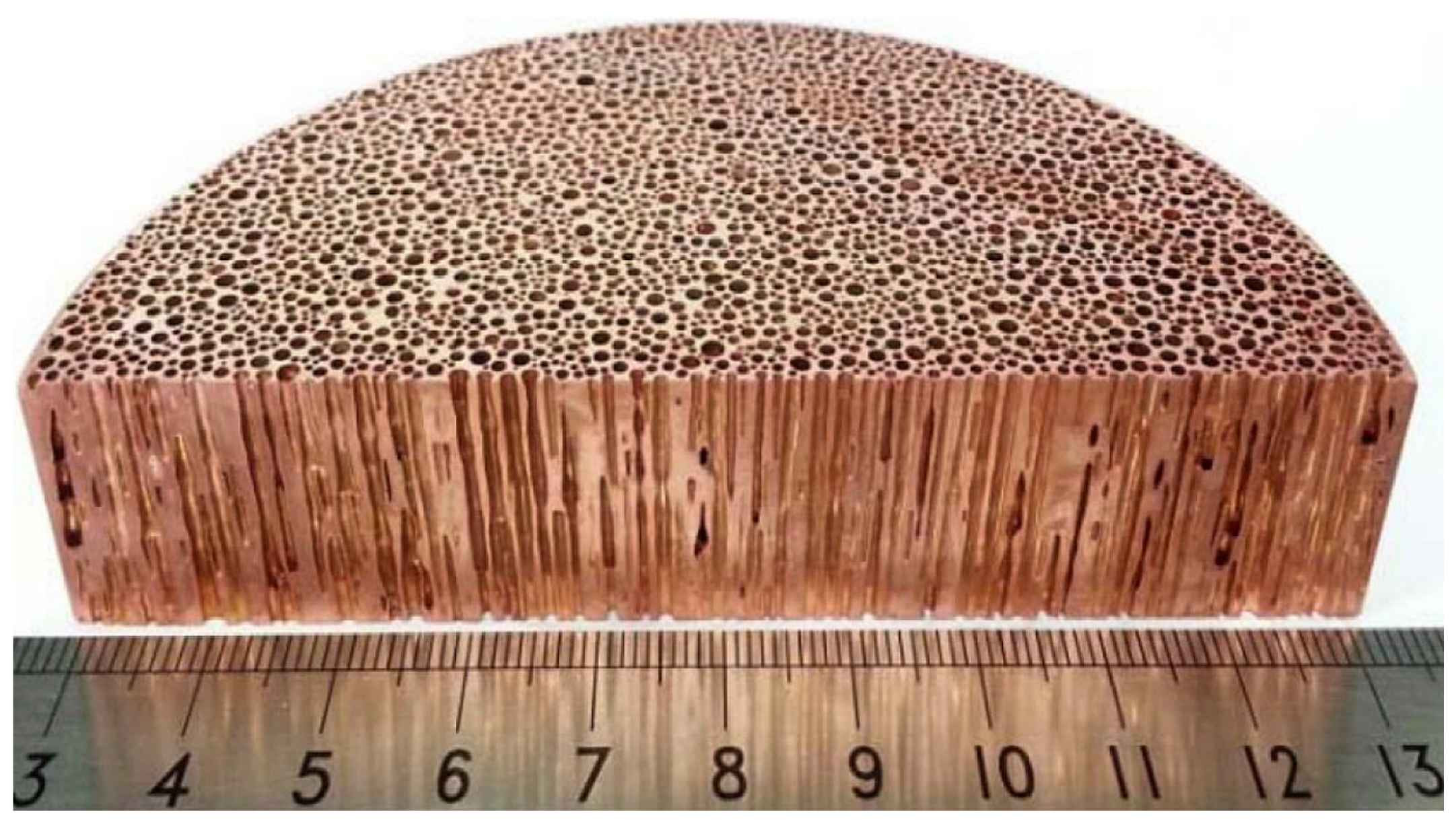
2.1. Manufacturing of Lotus-Type Structures
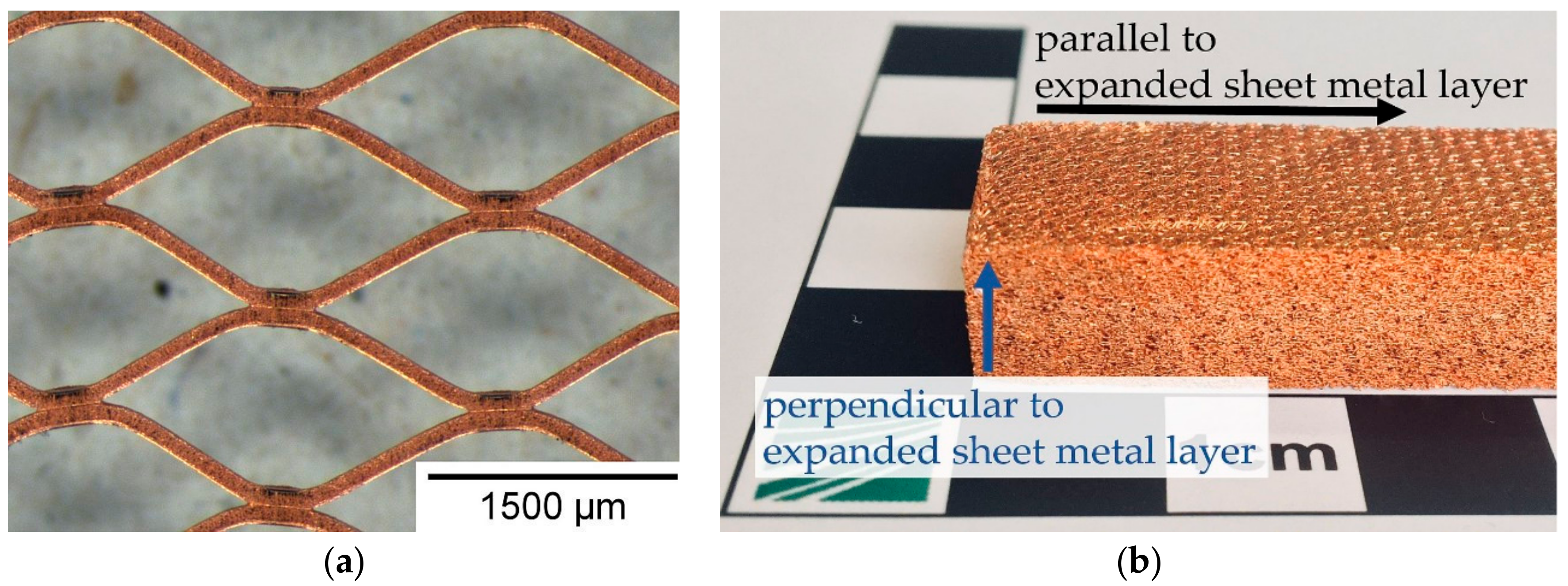
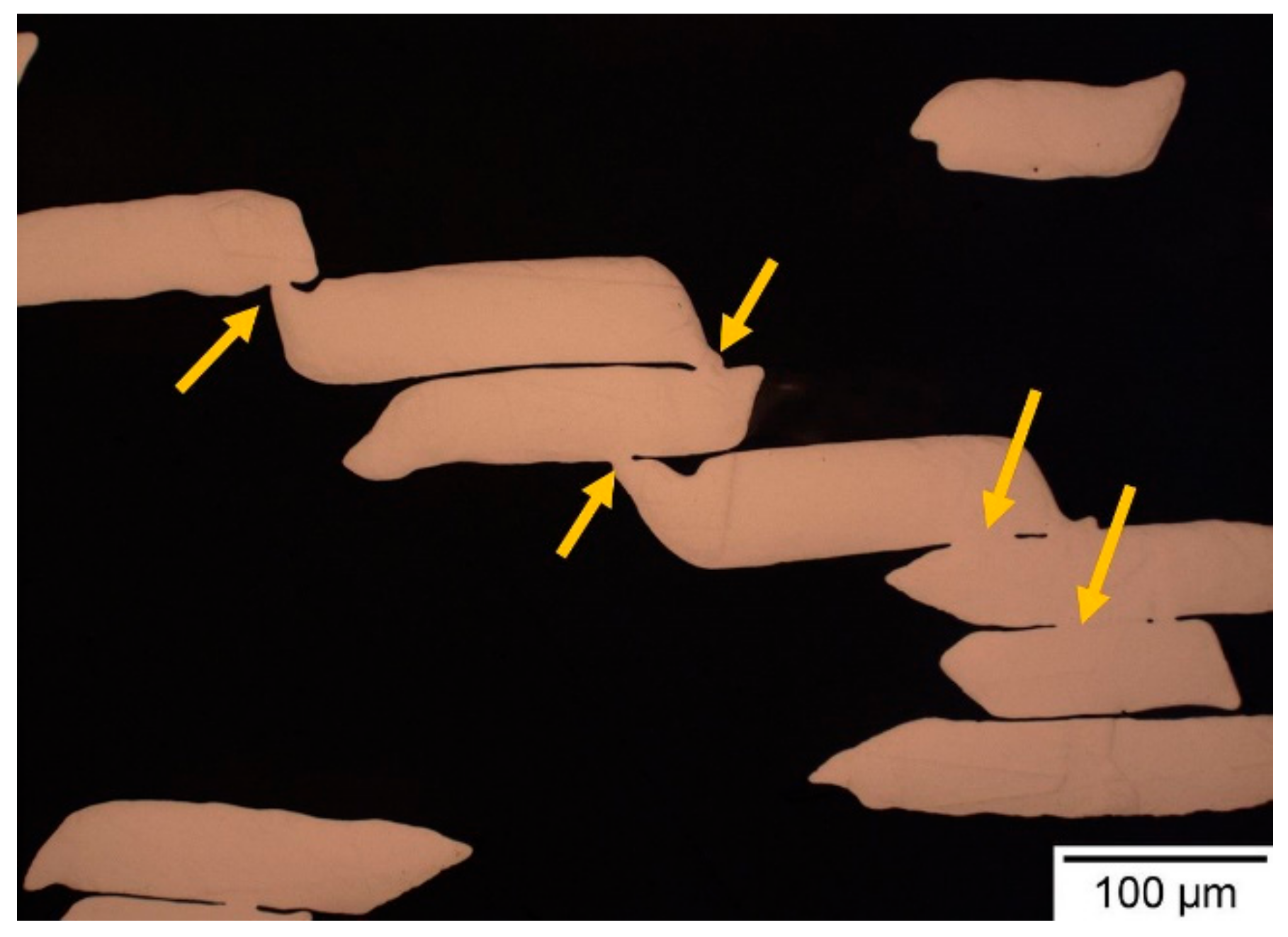
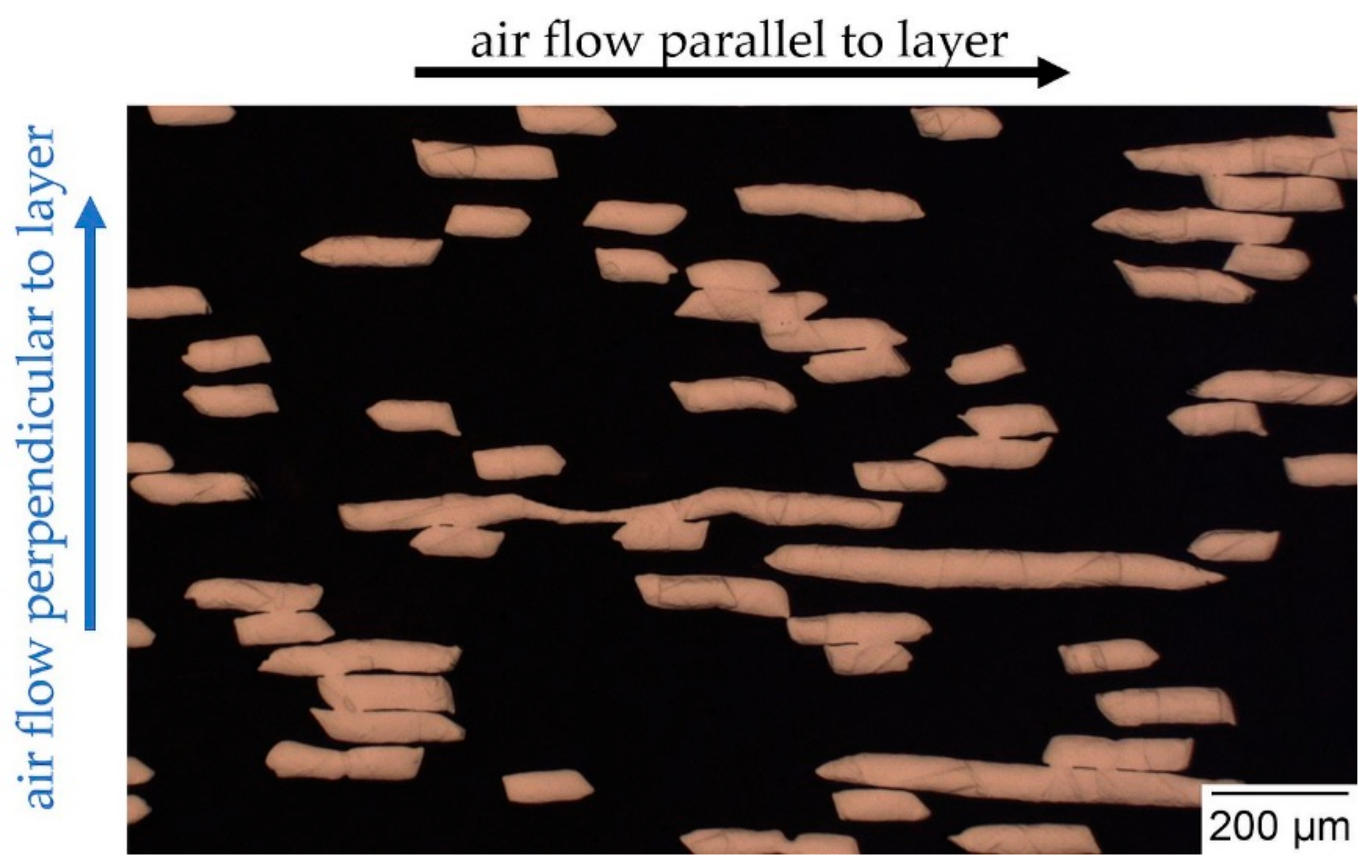
2.2. Manufacturing of Sintered Expanded Sheet Metal Structures
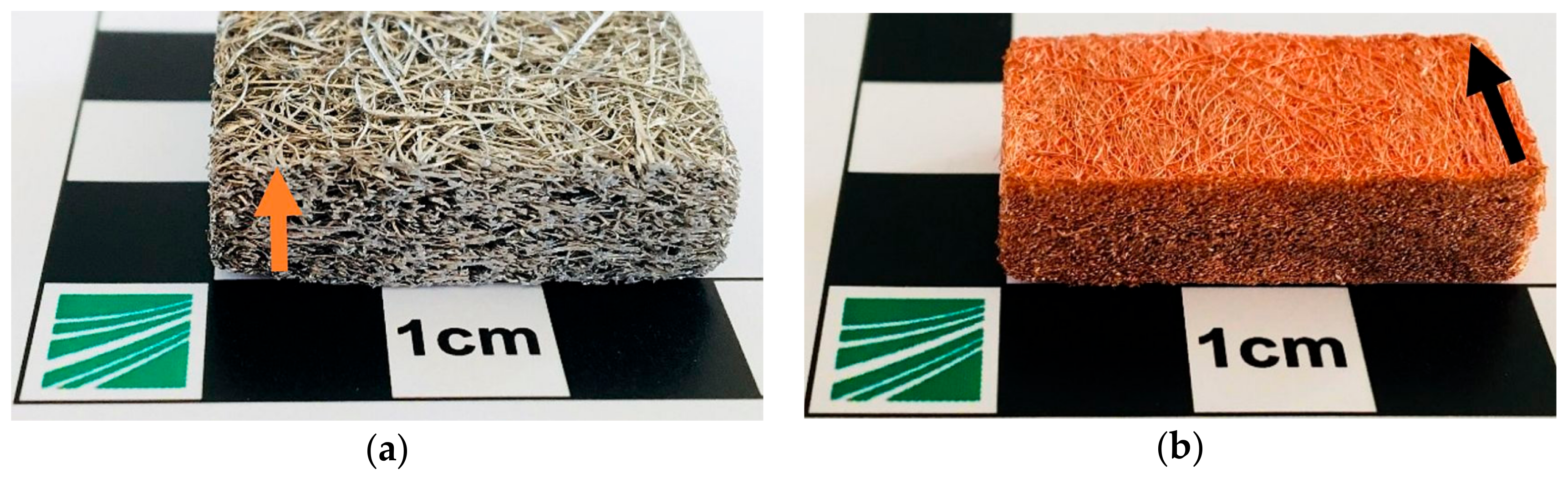
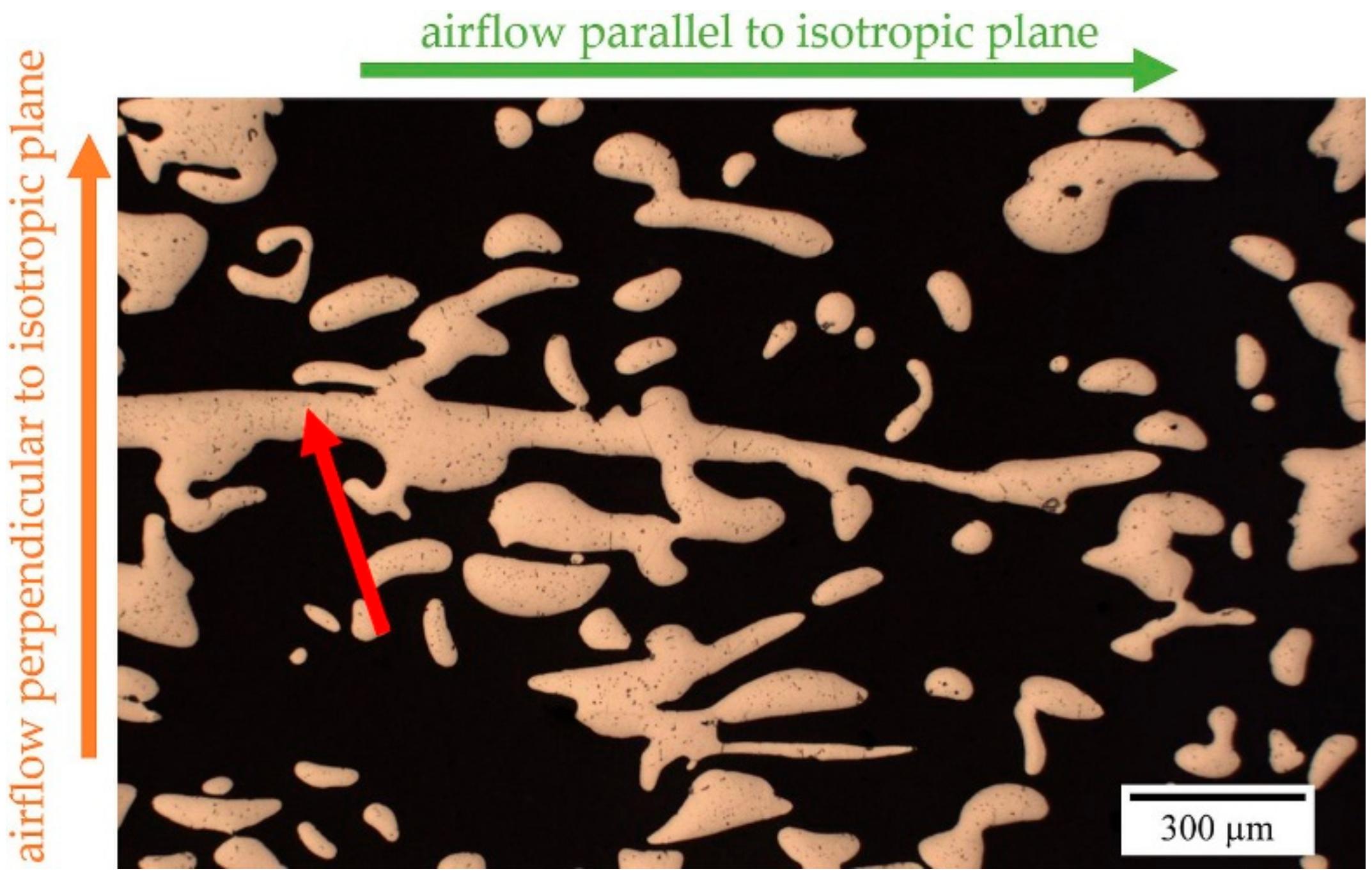
2.3. Manufacturing of Sintered Metal Fiber Structures
3. Heat Conductivity
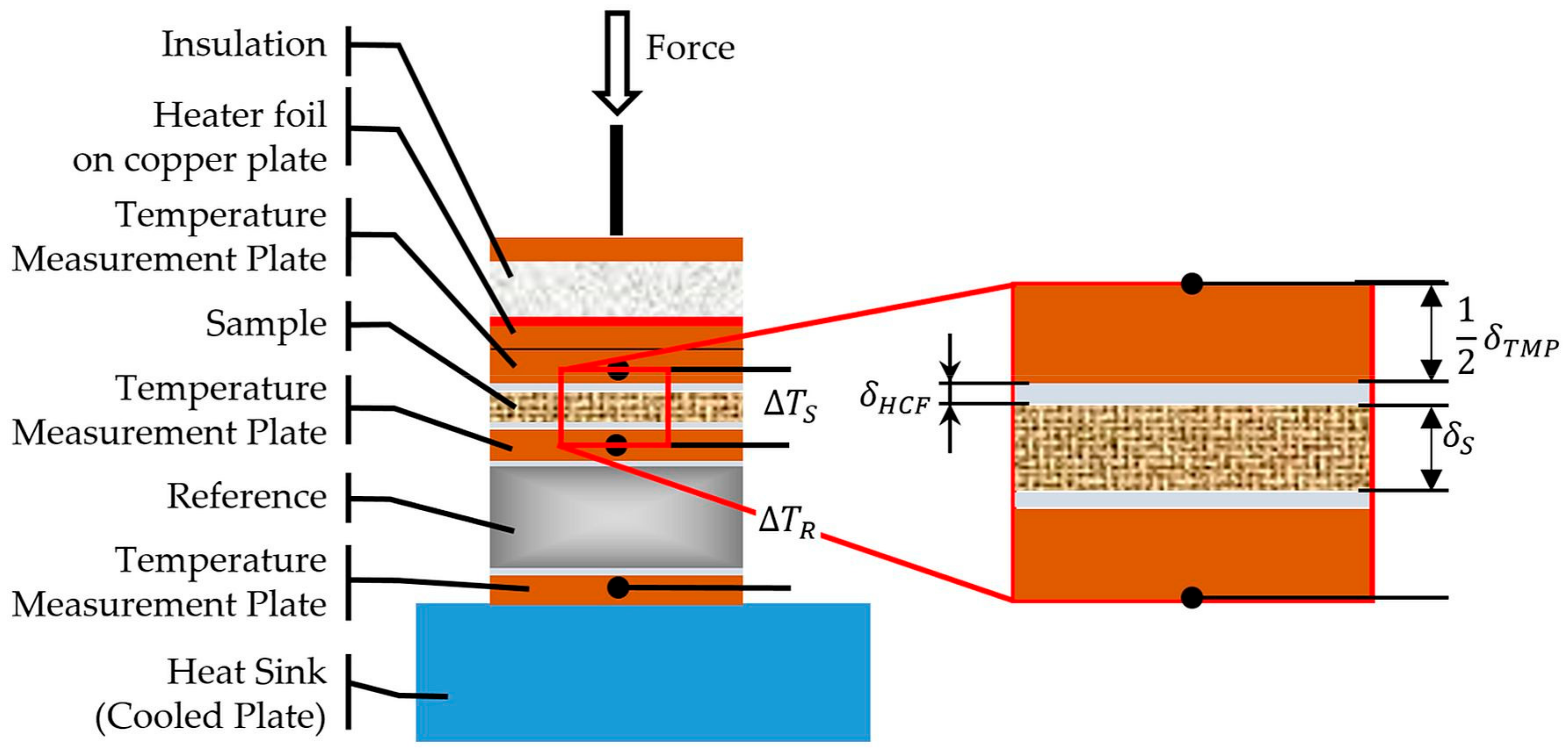
3.1. Measurement Setup
3.2. Heat Conductivity of Lotus-Type Structures
3.3. Heat Conductivity of Expanded Sheet Metal Structures
3.4. Heat Conductivity of Metal Fiber Structures
4. Pressure Drop
4.1. Measurement Setup
4.2. Pressure Drop of Lotus-Type Structures
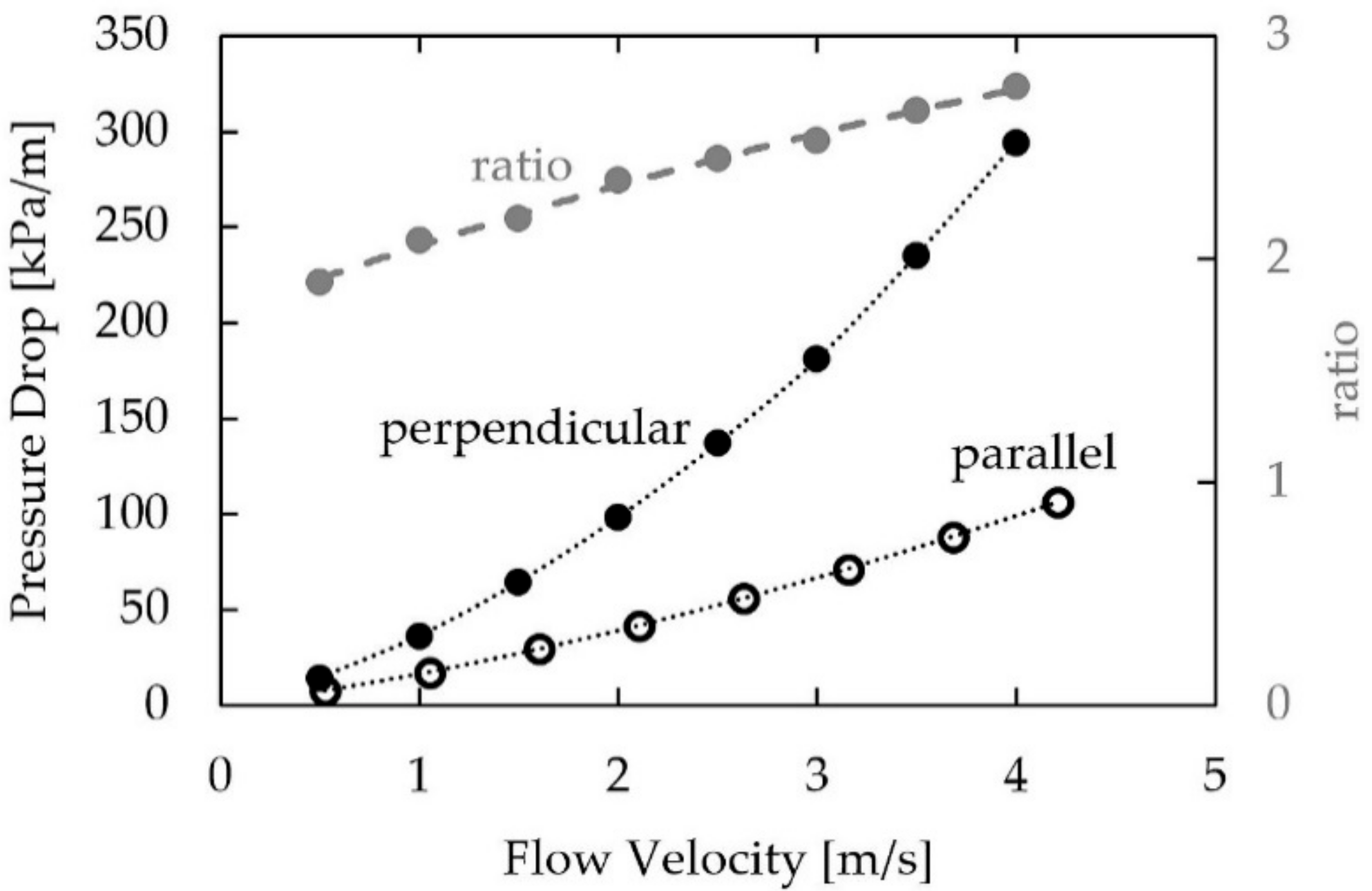
4.3. Pressure Drop of Expanded Sheet Metal Structures
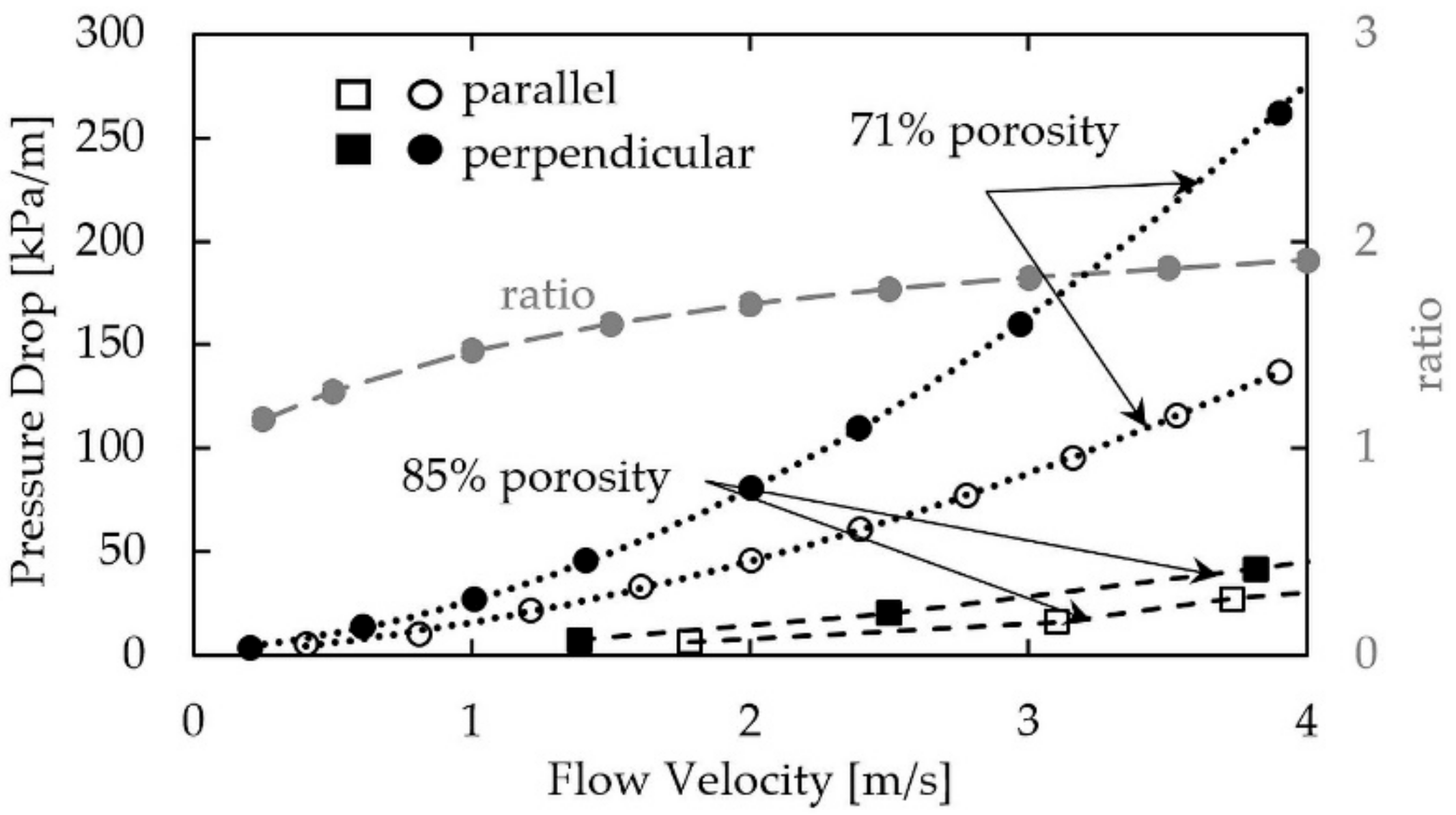
4.4. Pressure Drop of Fiber Structures
5. Applications
5.1. Application of Lotus-Type Structures
5.2. Application of Metal Fiber Structures
6. Conclusions and Outlook
Author Contributions
Funding
Conflicts of Interest
References
- Fiedler, T.; Borovinšek, M.; Hokamoto, K.; Vesenjak, M. High-performance thermal capacitors made by explosion forming. Int. J. Heat Mass Transf. 2015, 83, 366–371. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, H.F.; Zhang, H.W.; Li, Y.X. Heat transfer performance of lotus-type porous copper heat sink with liquid GaInSn coolant. Int. J. Heat Mass Transf. 2015, 80, 605–613. [Google Scholar] [CrossRef]
- Andersen, O.; Kostmann, C.; Stephani, G.; Korb, G. Application-related properties of sintered metallic fiber structures. In Cellular Metals, Proceedings of MetFoam, 2003; Banhart, J., Fleck, N.A., Mortensen, A., Eds.; MIT Publ.: Berlin, Germany, 2003; pp. 481–486. [Google Scholar]
- Klemm, T.; Hassabou, A.; Abdallah, A.; Andersen, O. Thermal energy storage with phase change materials to increase the efficiency of solar photovoltaic modules. Energy Procedia 2017, 135, 193–202. [Google Scholar] [CrossRef]
- Zhao, C.Y. Review on thermal transport in high porosity cellular metal foams with open cells. Int. J. Heat Mass Transf. 2012, 55, 3618–3632. [Google Scholar] [CrossRef]
- Wittstadt, U.; Füldner, G.; Andersen, O.; Herrmann, R.; Schmidt, F. A new adsorbent composite material based on metal fiber technology and its application in adsorption heat exchangers. Energies 2015, 8, 8431–8446. [Google Scholar] [CrossRef]
- Velte, A.; Herrmann, R.; Andersen, O.; Wittstadt, U.; Füldner, G.; Schnabel, L. Experimental characterization of aluminum Fibre/SAPO-34 composites for adsorption heat pump applications. In Proceedings of the Heat Powered Cycles Conference, Nottingham, UK, 27–29 June 2016; Eames, I.W., Tierney, M.J., Eds.; [Google Scholar]
- Veyhl, C.; Fiedler, T.; Andersen, O.; Meinert, J.; Bernthaler, T.; Belova, I.V.; Murch, G.E. On the thermal conductivity of sintered metallic fibre structures. Int. J. Heat Mass Transf. 2012, 55, 2440–2448. [Google Scholar] [CrossRef]
- Fiedler, T.; Veyhl, C.; Belova, I.V.; Tane, M.; Nakajima, H.; Bernthaler, T.; Merkel, M.; Öchsner, A.; Murch, G.E. On the Anisotropy of Lotus-Type Porous Copper. Adv. Eng. Mater. 2012, 14, 144–152. [Google Scholar] [CrossRef]
- Veyhl, C. Numerical and Experimental Analysis of Advanced Cellular Materials. Ph.D. Thesis, University of Newcastle Australia, Newcastle, Australia, October 2012. [Google Scholar]
- Belova, I.V.; Veyhl, C.; Fiedler, T.; Murch, G.E. Analysis of anisotropic behaviour of thermal conductivity in cellular metals. Scr. Mater. 2011, 65, 436–439. [Google Scholar] [CrossRef]
- Shapovalov, V. Porous Metals. MRS Bull. 1994, 19, 24–28. [Google Scholar] [CrossRef]
- Chiba, H.; Ogushi, T.; Nakajima, H. Heat transfer capacity of lotus-type porous copper heat sink for air cooling. J. Therm. Sci. Technol. 2010, 5, 222–237. [Google Scholar] [CrossRef]
- Nakajima, H.; Ikeda, T.; Hyun, S.K. Fabrication of Lotus-type Porous Metals and their Physical Properties. Adv. Eng. Mater. 2004, 6, 377–384. [Google Scholar] [CrossRef]
- Nakajima, H. Fabrication, properties, and applications of porous metals with directional pores. Proc. Jpn. Acad. Ser. B 2010, 86, 884–899. [Google Scholar] [CrossRef]
- Muramatsu, K.; Ide, T.; Nakajima, H.; Eaton, J.K. Heat Transfer and Pressure Drop of Lotus-Type Porous Metals. J. Heat Transf. 2013, 135, 72601. [Google Scholar] [CrossRef]
- Dukhan, N. Metal Foams: Fundamentals and Applications; Destech Publications: Lancaster, PA, USA, 2013; ISBN 9781605950143. [Google Scholar]
- Kim, T.B.; Tane, M.; Suzuki, S.; Nakajima, H. Pore Morphology of Porous Al-Ti Alloy Fabricated by Continuous Casting in Hydrogen Atmosphere. Mater. Trans. 2010, 51, 1871–1877. [Google Scholar] [CrossRef]
- Hyun, S.K.; Nakajima, H. Effect of solidification velocity on pore morphology of lotus-type porous copper fabricated by unidirectional solidification. Mater. Lett. 2003, 57, 3149–3154. [Google Scholar] [CrossRef]
- Hokamoto, K.; Shimomiya, K.; Nishi, M.; Krstulović-Opara, L.; Vesenjak, M.; Ren, Z. Fabrication of unidirectional porous-structured aluminum through explosive compaction using cylindrical geometry. J. Mater. Process. Technol. 2018, 251, 262–266. [Google Scholar] [CrossRef]
- Hayashida, T.; Suzuki, S.; Ichikawa, J.; Toyoyama, R. Fabrication of Porous Aluminum Alloys with Aligned Unidirectional Pores by Dipping Pipes into Liquid and Semi-solid base Metals. Proc. Mat. Sci. 2014, 4, 85–89. [Google Scholar] [CrossRef]
- Andersen, O.; Meinert, J.; Studnitzky, T.; Stephani, G.; Kieback, B. Highly heat conductive open-porous aluminium fibre based parts for advanced heat transfer applications. Materiawiss. Werkstofftech. 2012, 43, 328–333. [Google Scholar] [CrossRef]
- Neelakantan, S.; Bosbach, W.; Woodhouse, J.; Markaki, A.E. Characterization and deformation response of orthotropic fibre networks with auxetic out-of-plane behaviour. Acta Mater. 2014, 66, 326–339. [Google Scholar] [CrossRef]
- Tang, Y.; Zhou, W.; Xiang, J.; Liu, W.; Pan, M. An Innovative Fabrication Process of Porous Metal Fiber Sintered Felts with Three-Dimensional Reticulated Structure. Mater. Manuf. Process. 2010, 25, 565–571. [Google Scholar] [CrossRef]
- DIN. Thermal Performance of Building Materials and Products—Determination of Thermal Resistance by Means of Guarded Hot Plate and Heat Flow Meter Methods—Dry and Moist Products of Medium and Low Thermal Resistance; DIN EN 12664:2001-05; German version EN 12664:2001; DIN: Berlin, Germany, 2001. [Google Scholar]
- DIN. Thermal Performance of Building Materials and Products—Determination of Thermal Resistance by Means of Guarded hot Plate and Heat Flow Meter Methods—Products of High and Medium Thermal Resistance; DIN EN 12667:2001-05; German version EN 12667:2001; DIN: Berlin, Germany, 2001. [Google Scholar]
- DIN. Thermal Performance of Building Materials and Products—Determination of Thermal Resistance by Means of Guarded Hot Plate and Heat Flow Meter Methods—Thick Products of High and Medium Thermal Resistance; DIN EN 12939:2001-02; German version EN 12939:2000; DIN: Berlin, Germany, 2001. [Google Scholar]
- Schlott, A.; Zimmermann, S.; Andersen, O.; Meinert, J.; Kieback, B. Impact of sample preparation on the accuracy of heat conductivity measurements of metal fiber structures. In Proceedings of the CelMat 2014, Dresden, Germany, 22–24 October 2014. [Google Scholar]
- Yang, X.H.; Bai, J.X.; Yan, H.B.; Kuang, J.J.; Lu, T.J.; Kim, T. An Analytical Unit Cell Model for the Effective Thermal Conductivity of High Porosity Open-Cell Metal Foams. Transp. Porous Media 2014, 102, 403–426. [Google Scholar] [CrossRef]
- Ogushi, T.; Chiba, H.; Nakajima, H.; Ikeda, T. Measurement and analysis of effective thermal conductivities of lotus-type porous copper. J. Appl. Phys. 2004, 95, 5843–5847. [Google Scholar] [CrossRef]
- Behrens, E. Thermal conductivities of composite materials. J. Compos. Mater. 1968, 2, 2–17. [Google Scholar] [CrossRef]
- Ashby, M.F. Metal Foams: A Design Guide; Butterworth-Heinemann: Boston, UK, 2000; ISBN 9780080511467. [Google Scholar]
- Ranut, P. On the effective thermal conductivity of aluminum metal foams: Review and improvement of the available empirical and analytical models. Appl. Therm. Eng. 2016, 101, 496–524. [Google Scholar] [CrossRef]
- Veyhl, C.; Belova, I.V.; Murch, G.E.; Öchsner, A.; Fiedler, T. Thermal analysis of aluminium foam based on micro-computed tomography. Materiawiss. Werkstofftech. 2011, 42, 350–355. [Google Scholar] [CrossRef]
- Andersen, O.; Meinert, J. Heat Transfer and Fluid Flow in Sintered Metallic Fiber Structures. Mater. Sci. Forum 2010, 638, 1884–1889. [Google Scholar] [CrossRef]
- Huang, X.; Zhao, Y.; Wang, H.; Qin, H.; Wen, D.; Zhou, W. Investigation of transport property of fibrous media: 3D virtual modeling and permeability calculation. Eng. Comput. 2017, 33, 997–1005. [Google Scholar] [CrossRef]
- Kostmann, C.; Andersen, O.; Gimsa, A.; Domann, L. Sintered Metal Fiber Structures for Fast Heat Storage and Regeneration. In Proceedings of the CELLMET2008: International Symposium on Cellular Metals for Structural and Functional Applications, Dresden, Germany, 8–10 October 2008; Stephani, G., Kieback, B., Eds.; pp. 24–29. [Google Scholar]
- Andersen, O.; Meinert, J.; Göhler, H.; Kieback, B. Application of powder metallurgy in the development of fast PCM heat accumulators for domestic and industrial heat storage. In Proceedings of the International Porous and Powder Materials Symposium and Exhibition PPM 2015, İzmir, Turkey, 15–18 September 2015; Sevgi, K.Ö., Polat, M., Tanoğlu, M., Eds.; pp. 7–11. [Google Scholar]
- Andersen, O.; Enders, T.; Fieback, K.; Lindenberg, G.; Meinert, J.; Schubert, V. Latent heat storage element comprises housing that is closed in a fluid tight manner and includes tubular conduit for temperature medium, metallic open-pore structure in space within housing and tubular conduit, and phase change medium. Patent No. DE102012005359 A1, 13 March 2012. [Google Scholar]






















© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fink, M.; Andersen, O.; Seidel, T.; Schlott, A. Strongly Orthotropic Open Cell Porous Metal Structures for Heat Transfer Applications. Metals 2018, 8, 554. https://doi.org/10.3390/met8070554
Fink M, Andersen O, Seidel T, Schlott A. Strongly Orthotropic Open Cell Porous Metal Structures for Heat Transfer Applications. Metals. 2018; 8(7):554. https://doi.org/10.3390/met8070554
Chicago/Turabian StyleFink, Marcel, Olaf Andersen, Torsten Seidel, and André Schlott. 2018. "Strongly Orthotropic Open Cell Porous Metal Structures for Heat Transfer Applications" Metals 8, no. 7: 554. https://doi.org/10.3390/met8070554
APA StyleFink, M., Andersen, O., Seidel, T., & Schlott, A. (2018). Strongly Orthotropic Open Cell Porous Metal Structures for Heat Transfer Applications. Metals, 8(7), 554. https://doi.org/10.3390/met8070554