Development of Low Silver AgCuZnSn Filler Metal for Cu/Steel Dissimilar Metal Joining

1
School of Materials Science and Engineering, Nanjing University of Science and Technology, Nanjing 210094, China
2
State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology, Harbin 150001, China
3
State Key Laboratory of Advanced Brazing Filler Metals & Technology, Zhengzhou Research Institute of Mechanical Engineering, Zhengzhou 450001, China
4
College of Materials Science and Technology, Nanjing University of Aeronautics & Astronautics, Nanjing 210016, China
5
Jinhua Jinzhong Welding Materials Co., Ltd., Jinhua 321016, China
*
Author to whom correspondence should be addressed.
Metals 2019, 9(2), 198; https://doi.org/10.3390/met9020198
Submission received: 20 January 2019
/
Revised: 4 February 2019
/
Accepted: 6 February 2019
/
Published: 8 February 2019
(This article belongs to the Special Issue Dissimilar Metal Welding)
Abstract
:The microstructure and properties of a Cu/304 stainless steel dissimilar metal joint brazed with a low silver Ag16.5CuZnSn-xGa-yCe braze filler after aging treatment were investigated. The results indicated that the addition of Ce could reduce the intergranular penetration depth of the filler metal into the stainless steel during the aging process. The minimum penetration depth in the Ag16.5CuZnSn-0.15Ce brazed joint was decreased by 48.8% compared with the Ag16.5CuZnSn brazed joint. Moreover, the shear strength of the brazed joint decreased with aging time while the shear strength of the AgCuZnSn-xGa-yCe joint was still obviously higher than the Ag16.5CuZnSn joint after a 600 h aging treatment. The fracture type of the Ag16.5CuZnSn-xGa-yCe brazed joints before aging begins ductile and turns slightly brittle during the aging process. Compared to all the results, the Ag16.5CuZnSn-2Ga-0.15Ce brazed joints show the best performance and could satisfy the requirements for cost reduction and long-term use.
1. Introduction
The increasing demand for advanced manufacturing has required equipment with complex structures and diversified properties. This demand has made the use of mixed-materials an urgent need in various fields. For example, brass has excellent electrical and thermal conductivity, but the low strength of brass joints can’t satisfy the requirements of industrial applications, such as bearing compressing loads. Meanwhile, stainless steel posseses high strength but has poor thermal performance [1,2,3]. Therefore, a combination of brass and stainless steel could possibly satisfy requirements for both conductivity and mechanical properties. Currently, the composite structure of brass and stainless steel has been widely used in the fabrication of cooling equipment, pressure vessels, liquid cryogenic storage tanks, and heat exchangers [4,5,6].
Brazing has been proved to be an efficient way to achieve the joining of dissimilar metals by using appropriate filler metals. Currently, the Ag-Cu-Zn series filler metal possess a number of advantages: excellent wetting performance, excellent mechanical properties, outstanding conductivity, and corrosion resistance. Therefore, Ag-Cu-Zn series filler metals have been commonly used in brazing various ferrous metals and most non-ferrous metals, including steel to steel, copper to steel, copper to copper, and titanium alloy to steel [5,6,7,8]. To further improve the performance of a brazed joint, a series of trace additions including Ca [9], In [10], Ni [11], and rare earth elements [12] has been used to improve the mechanical properties and reliability of a Ag-Cu-Zn brazed joint. However, with increasing competitive pressures in the manufacturing industry, silver-based filler metals are unable to satisfy present requirements, due to the high cost of Ag (>30 wt.%). Therefore, the research of low silver filler metal without sacrificing the properties of Ag-Cu-Zn based filler metal has become an urgent issue.
Present research mainly focuses on improving the properties of Ag-Cu-Zn based filler metals and the microstructure of joints through micro alloying [13,14,15], while research on the brazed joints of brass/stainless steel, especially on their mechanical properties during the aging process, is still rare. Considering the reliability of a brass/stainless steel joint in long-term service, filler metals with designed additions of Ga and Ce were prepared in this paper. The effect of Ga and Ce addition on the microstructure, properties, and fracture morphology of a brass/stainless steel joint after aging treatment was investigated, and the relationship between the microstructure and its mechanical properties was analyzed.
2. Experimental Procedure
All alloys were made from pure Ag (99.95 wt.%), pure Cu (99.95 wt.%), pure Zn (99.95 wt.%), pure Sn (99.95 wt.%), pure Ga (99.95 wt.%), and pure Ce (99.5 wt.%). Raw materials of Ag, Cu, Zn, and Ga were first melted in a medium induction furnace. Then, Sn-5Ce master alloy ingots were added into the melted liquid alloy, which was held for 15 min, and mechanical stirring was performed every 5 min. Based on the previous research [16,17], the designed additions of Ga and Ce in the filler metal are listed in Table 1.
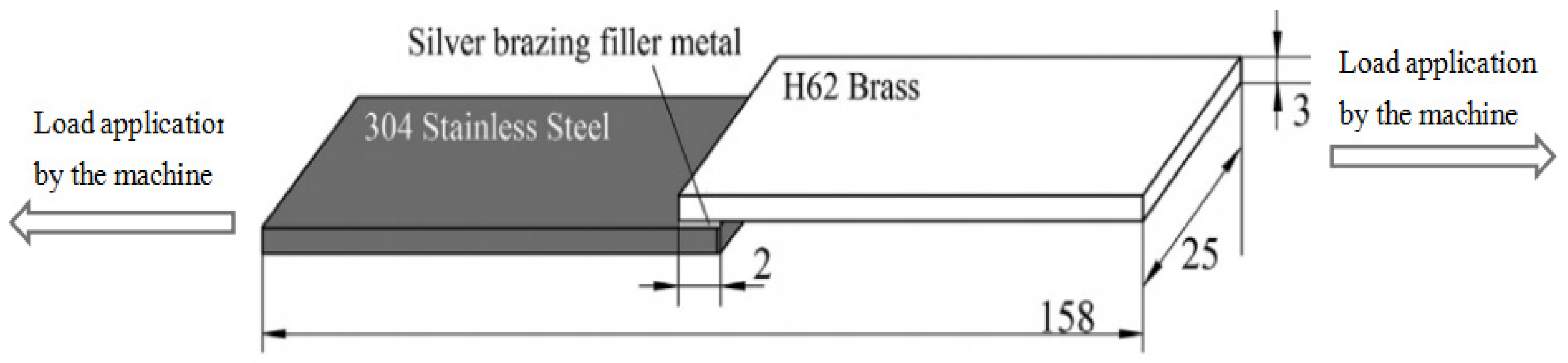
Figure 1 shows the geometry and dimensions of the brazing specimens for the shear strength test. According to China’s National Standard, GB/T 11363-2008 [18], H62 brass and 304 stainless steel were used as base metals and were cut into plates with dimensions of 80 mm × 25 mm × 3 mm. The brazed joint specimens were prepared through automatic torch brazing using FB102 flux (B2O3(35 wt.%) + KBF4(23 wt.%) + KF(42 wt.%)). All specimens were cleaned in an ultrasonic batch using DI water for 20 min after brazing. The strength of the brazed joints was tested on a SANS-CMT5105 electromechanical universal testing system (MTS, Minnesota, MN, USA) at room temperature, with a constant crosshead speed of 2 mm/min. To ensure the accuracy of the results, each test was conducted five times under the same conditions, and the average value was taken as the final result.
According to the test method, the military standard for microelectronics, MIL-STD-883 [19], the specimens were placed in an oven maintained at a constant temperature for performing a high temperature storage (HTS) test to determine the reliability of the brass/304 stainless steel brazed joints. The aging temperature was 150 °C and the storage time was 0 h, 200 h, 400 h, and 600 h. The cross sections of the brass/304 stainless steel joints were prepared by standard polishing techniques and subsequently etched with etchant solutions ((NH4)2S2O8(15 g) + H2O (100 mL) + NH3·H2O (2 mL)). Microstructure observations were conducted with an optical microscope and a thermal field emission scanning electron microscope (SEM) (Hitachi, Tokyo, Japan) equipped with energy dispersive X-ray spectroscopy (EDS) (Hitachi, Tokyo, Japan).
3. Results and Discussion
3.1. Effect of the Aging Treatments on the Interfacial Microstructure of the Brazed Joints
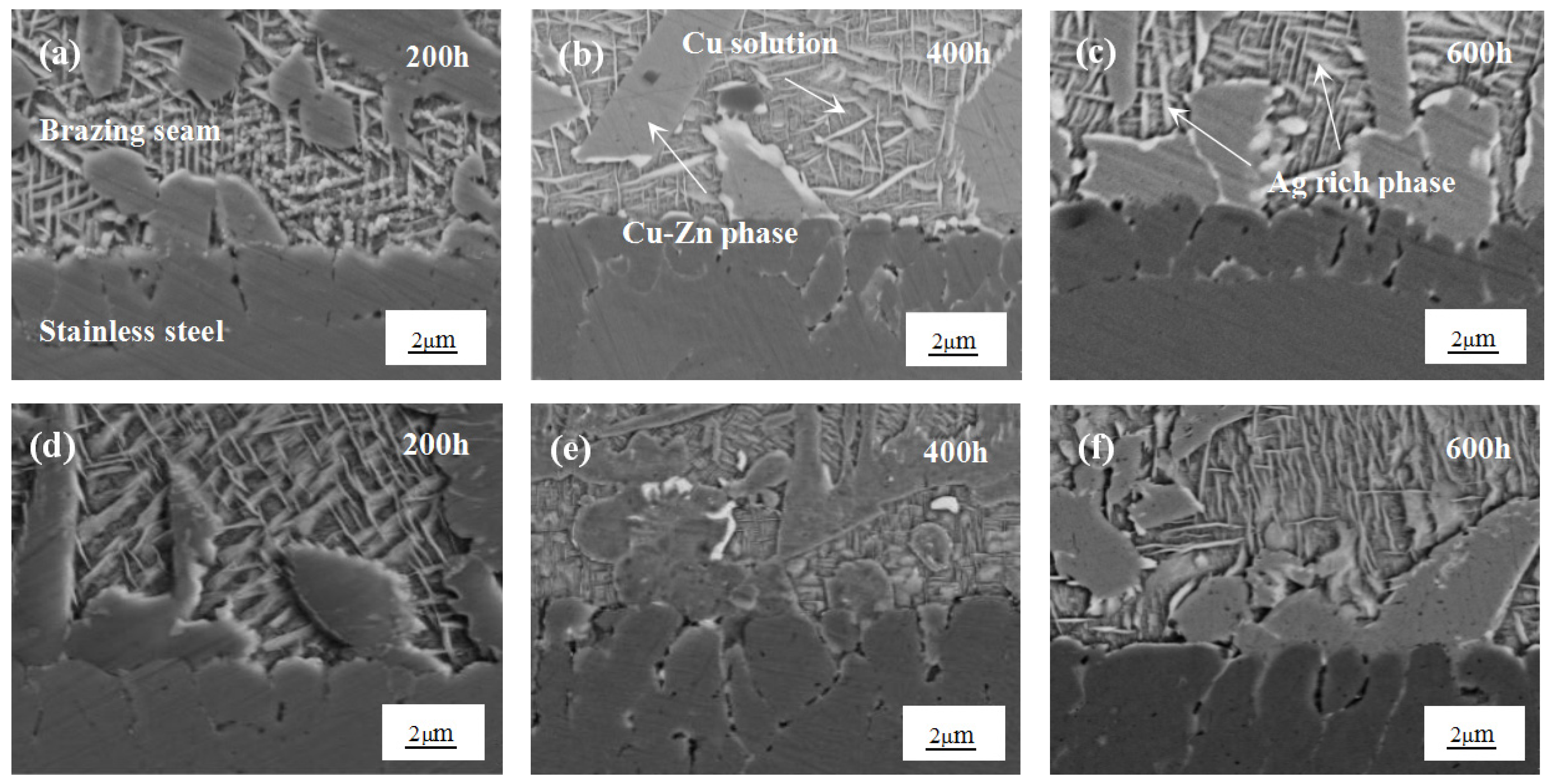
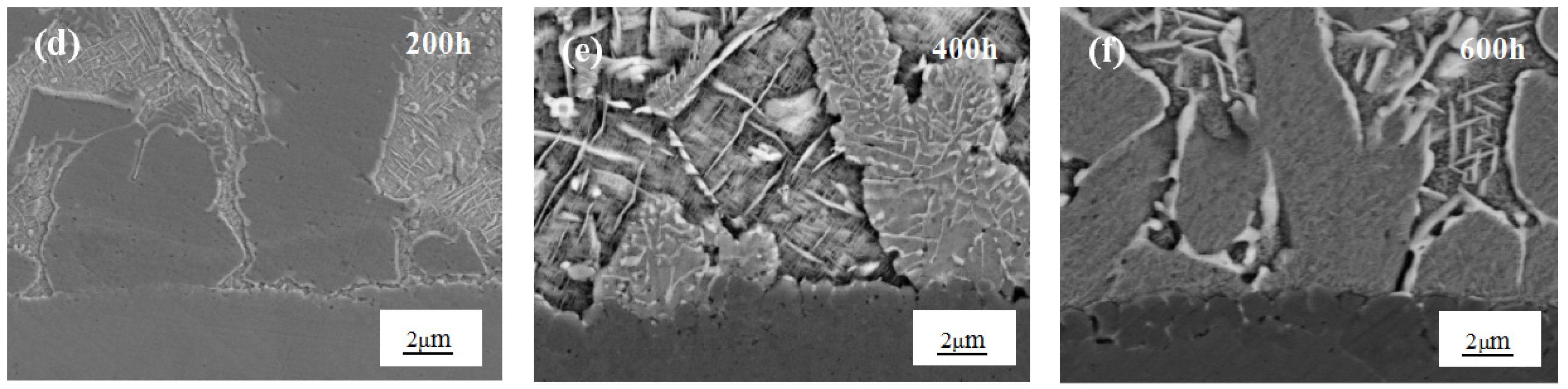
Figure 2 and Figure 3 illustrate the interfacial microstructure of the brazed joints near the stainless steel side after various aging times. The major composition of the brazing seams consisted of a Cu based solution, a Cu-Zn phase, and a Ag-rich phase. It can be seen that the major composition in the interfacial microstructure and morphology of the brazing seams had no significant change after aging treatment. Moreover, the intergranular penetration phenomenon from the filler metal into the stainless steel could be evidently observed, and the penetration depth increased with aging time. Moreover, the white phase appeared in the brazing seam, and the interfacial microstructure became more bulky over time.
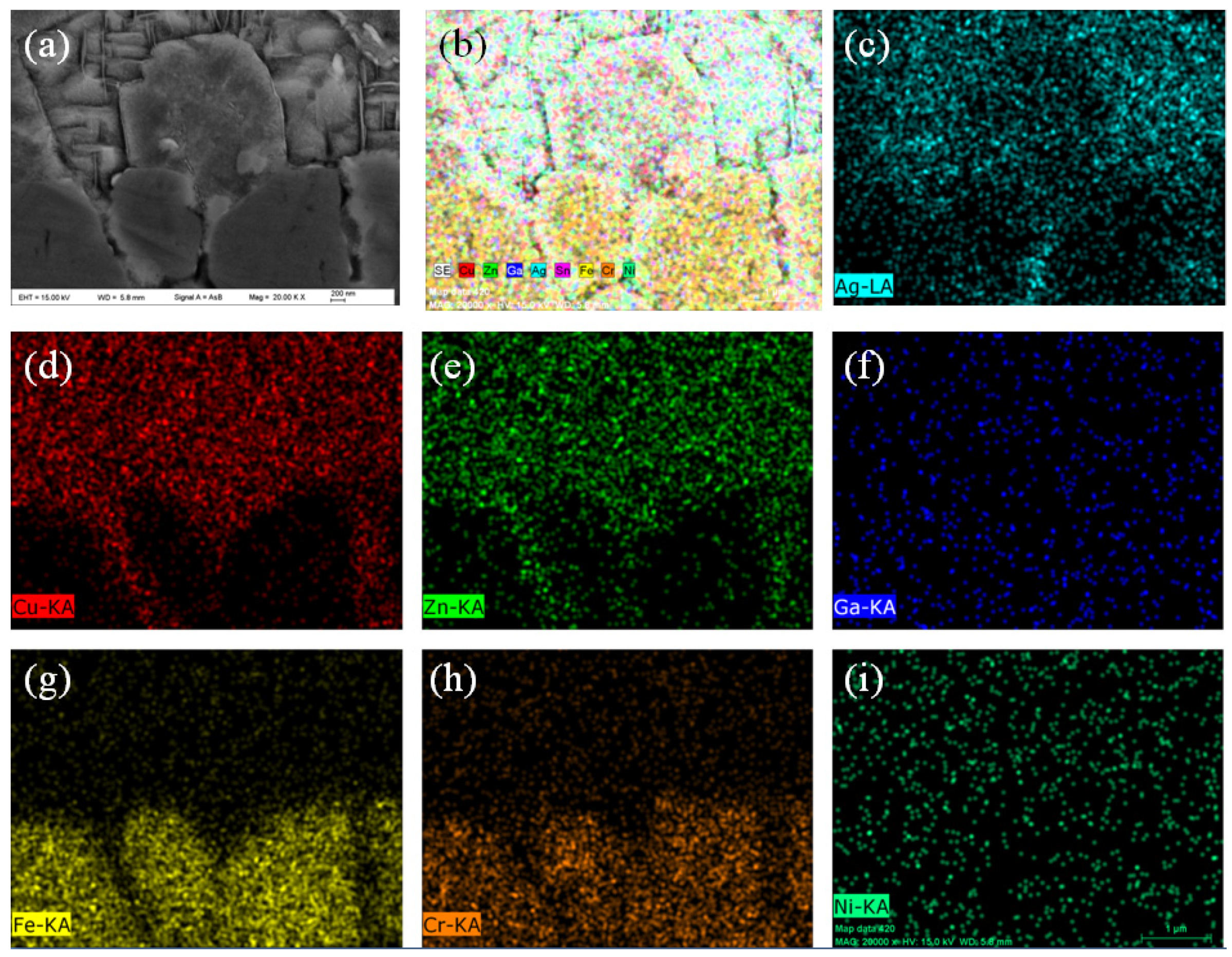
Figure 4 illustrates the EDS results of the Ag16.5CuZnSn-2Ga brazed joints near the stainless steel side after a 400 h aging treatment. As a result of intergranular penetration of the filler metal into the stainless steel, it can be found that Ag accumulated at the grain boundary, but no obvious accumulation of elements Fe and Cr was observed near the stainless steel side. Intergranular penetration has proven to be the key factor which affects the microstructure and mechanical properties of a brazed joint. Extensive intergranular penetration may significantly deteriorate the strength and plasticity of the brazed joint, resulting in fractures and connection failures [20,21]. Hence, the intergranular penetration depth during the aging process was calculated to further determine the reliability of the brazed joints after aging treatment.
3.2. Effect of the Aging Treatment on Intergranular Penetration Depth in the Brazed Joints
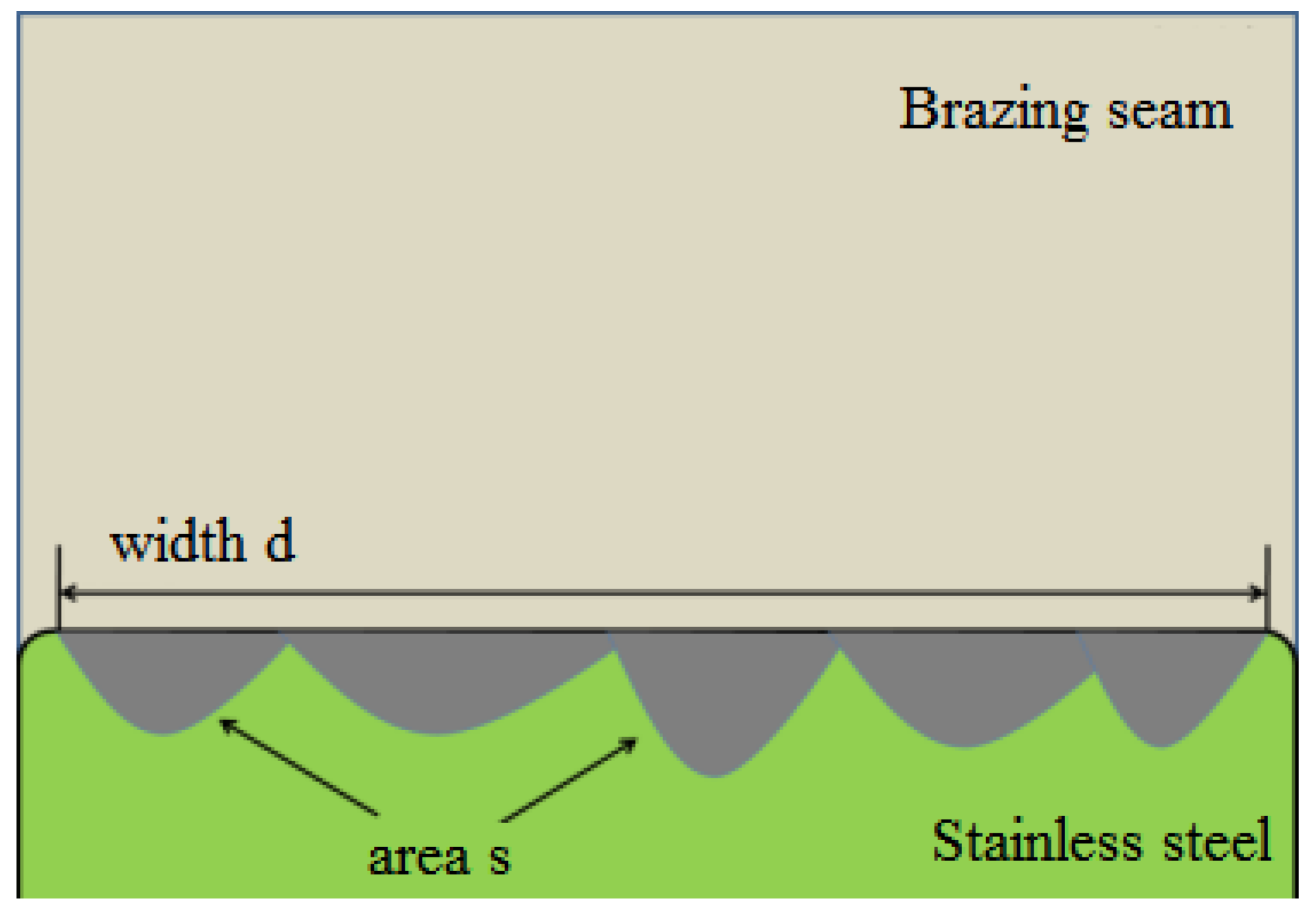
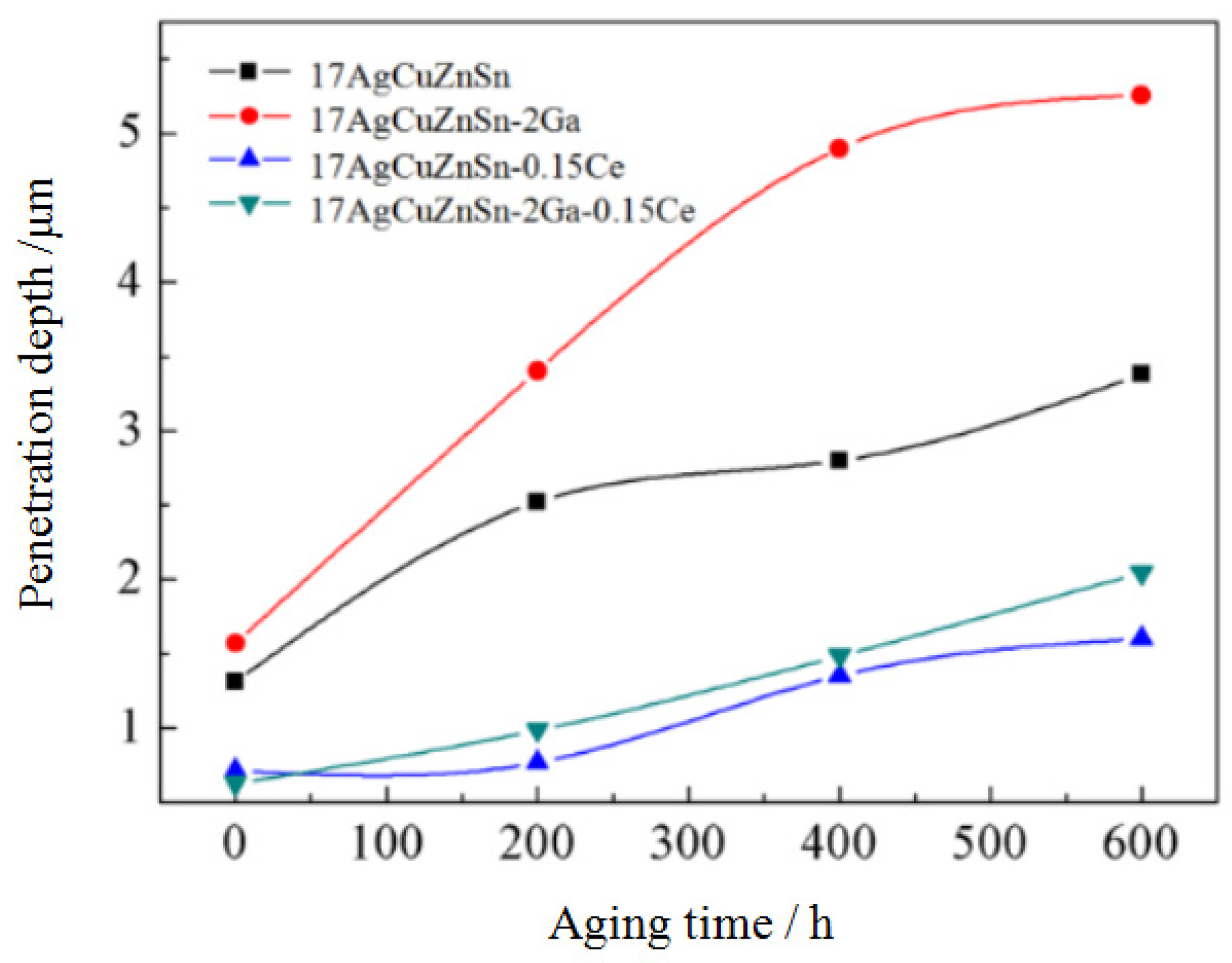
Figure 5 shows a diagram of intergranular penetration depth calculation. The intergranular penetration depth H from the filler metal into the stainless steel was calculated by H = S/d, where S represents the penetration area, which was analyzed by image process software, and d was measured as the width of the interface. Figure 6 shows the average intergranular penetration depth in the Ag16.5CuZnSn-xGa-yCe brazed joints during aging. It can be seen that the intergranular penetration depth from the filler metal into the stainless steel increased with aging time. Compared to the original Ag16.5CuZnSn filler metal, the intergranular penetration depth was greatly affected by the addition of Ga/Ce during the aging process. After a 600 h aging treatment, the maximum intergranular penetration depth was obtained in the Ag16.5CuZnSn-2Ga brazed joint, with a value of 5.258 μm, while the minimum penetration depth in Ag16.5CuZnSn-0.15Ce was about 1.6 μm. The penetration depth in the Ag16.5CuZnSn-2Ga-0.15Ce brazed joint reached 2.044 μm after a 600 h aging treatment, which decreased by 48.8% compared to the original Ag16.5CuZnSn brazed joint. From the results above, it can be concluded that the addition of Ce could reduce the intergranular penetration depth of filler metal into stainless steel during the aging process. Previous studies have proven that the pining effect caused by moderate intergranular penetration could be beneficial to the mechanical properties of brazed joints [22]. However, excessive intergranular penetration would destabilize the interfacial layer in the brazed joint near the stainless side, resulting in the formation of voids and fractures in the non-planar interfacial layer, which would greatly reduce the mechanical properties of the brazed joint. Therefore, the penetration depth is expected to be well controlled.
3.3. Effect of the Aging Treatment on the Microstructure of the Brazing Seam
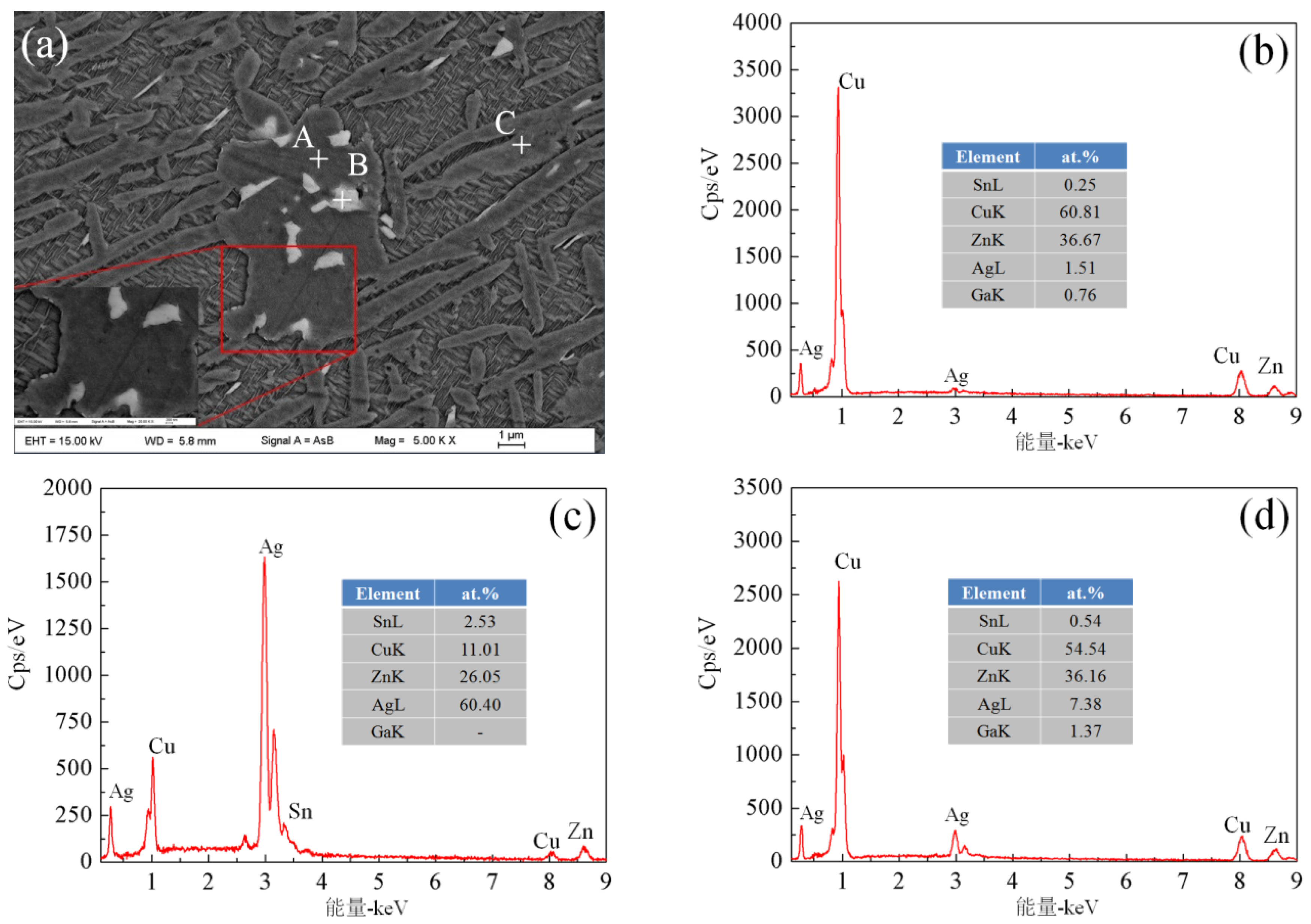
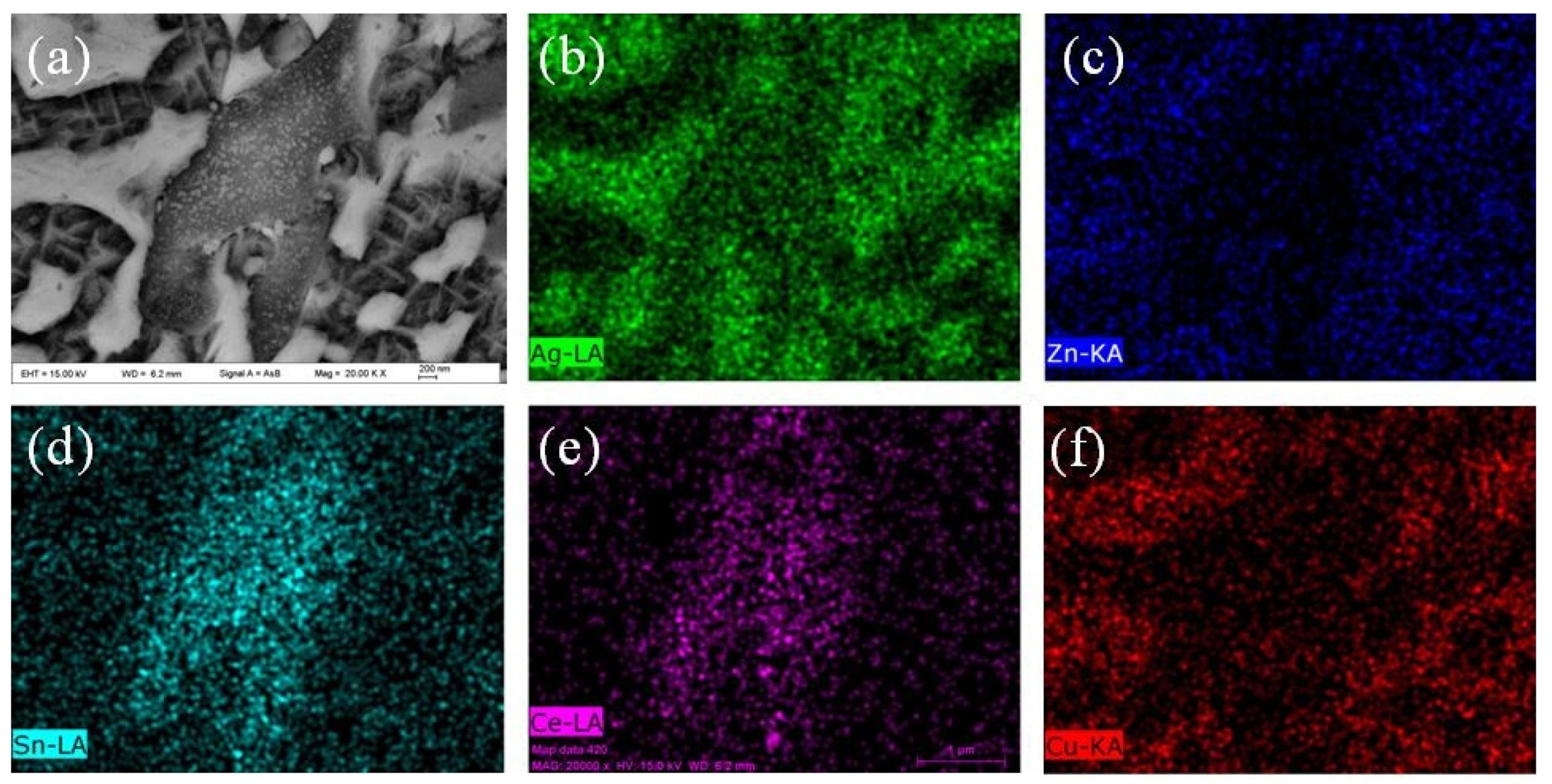
Figure 7 illustrates the microstructure of the Ag16.5CuZnSn-2Ga brazing seam after aging for 600 h. After a long time aging, a white phase appeared in the brazing seam; the composition of this white phase consisted of Cu: 11.01 at.%, Zn: 26.05 at.%, and Ag: 60.40 at.%, based on the EDX result in Figure 7c. Therefore, it can be concluded that the white phase is a Ag-rich phase. Moreover, a bulk-like phase was found in the Ag16.5CuZnSn-0.15Ce brazing seam after 600 h of aging, as shown in Figure 8a. These intermetallic compounds(IMCs) were surrounded by a white phase. From the EDX results in Figure 8b–f, the white phase consisted of a Ag-rich phase, while the composition of the bulk-like phase, which can be interpreted as an RE-phase, consisted of elements Ce, Sn, and Ag. According to the Hume-Rothery theory, the element Ce possess a large atomic radius and prefers to form an intermetallic compound, instead of a solution, with Sn, Ag, and Cu, due to the large deviation of its atomic radius [23]. Furthermore, formations of these IMCs tend to accumulate ahead of the solid liquid interface during the brazing process, resulting in an increase of the under-cooling rate of the filler metals; hence, the microstructure of the brazing seam is refined.
3.4. Effect of the Aging Treatment on the Mechanical Properties of Brazed Joints
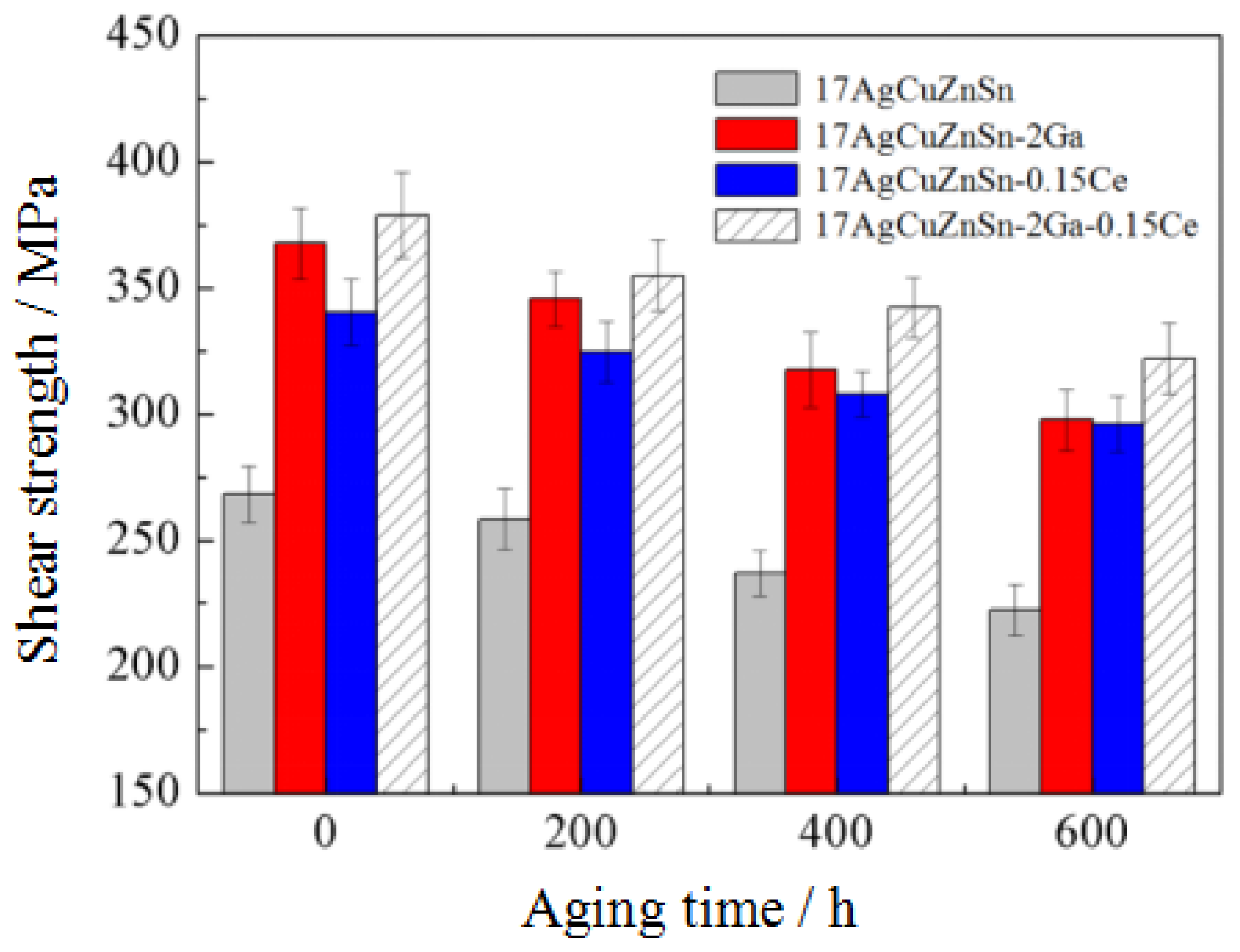
Figure 9 illustrates the effect of an aging treatment on the mechanical properties of the brazed joints; it can be seen that the shear strength of the brazed joints decreases with aging time. After an aging treatment for 600 h, the shear strength of Ag16.5CuZnSn, Ag16.5CuZnSn-2Ga, Ag16.5CuZnSn-0.15Ce, and Ag16.5CuZnSn-2Ga-0.15Ce was lowered by 16.5%, 18.99%, 13.1%, and 15.0% respectively. Based on the results from Figure 7 and Figure 8, since the Ag-rich phase possessed higher hardness compared to the phases in the brazing seam, the detached Ag-rich phase during the aging process caused defects due to the difference of physical properties with the surrounding microstructure [24], which led to the deterioration of the mechanical properties of the brazed joints.
Moreover, the shear strength of the brazed joints bearing Ga/Ce was still obviously higher than the original Ag16.5CuZnSn joint. It can be concluded that the addition of Ga and Ce could significantly improve the mechanical properties of Ag16.5CuZnSn brazed joints after an aging treatment. Therefore, brazed joints could satisfy the requirements for long-term use.
3.5. Effect of the Aging Treatment on the Fracture Morphology of Brazed Joints
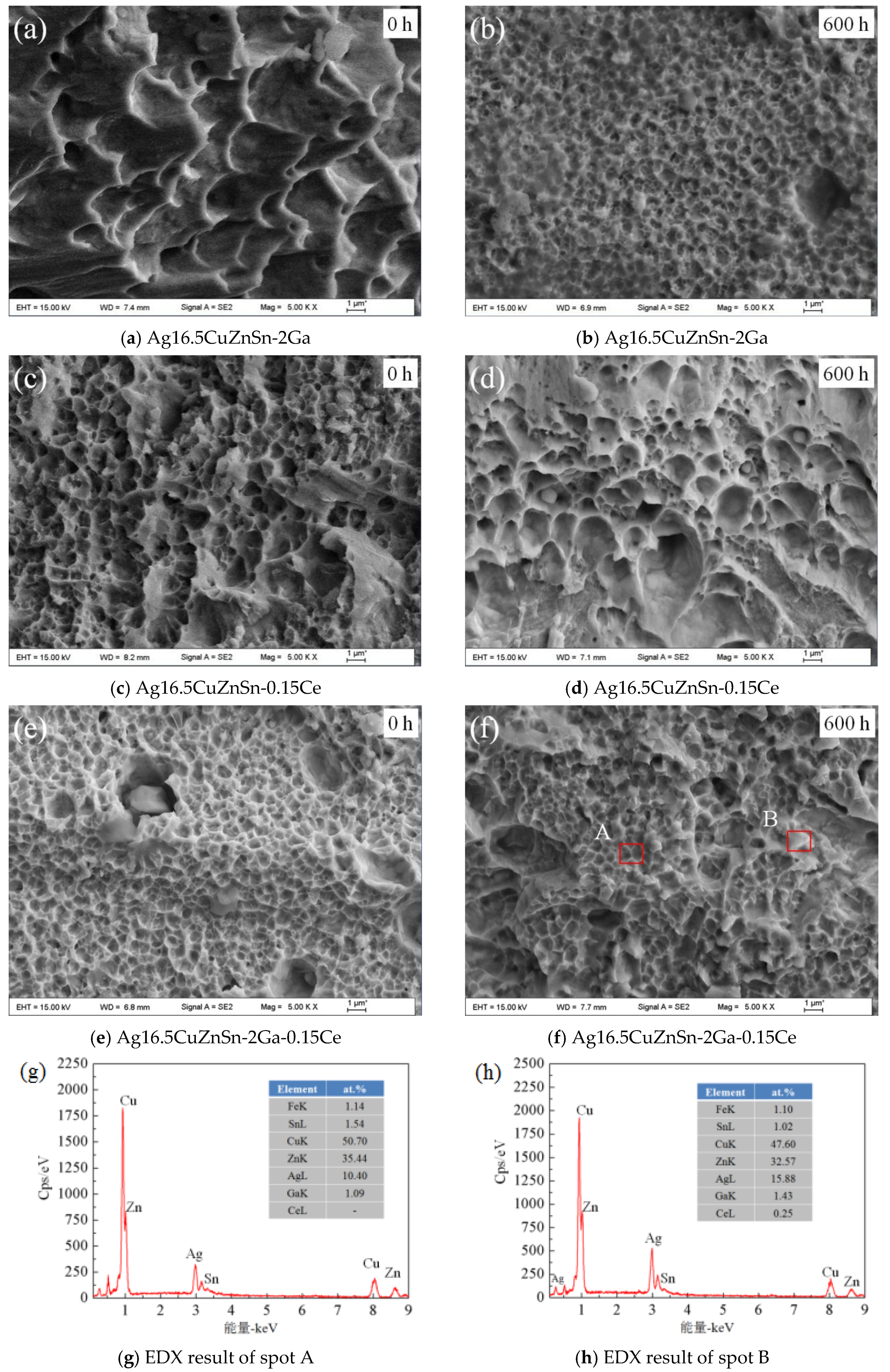
The fracture morphology of brazed joints can describe the effect of Ga and Ce additions on the mechanical properties of filler metals. Figure 10 illustrates the fracture morphology of Ag16.5CuZnSn-2Ga, Ag16.5CuZnSn-0.15Ce, and Ag16.5CuZnSn-2Ga-0.15Ce brazed joints with and without aging treatment. It can be seen that the fracture morphology of brazed joints before aging showed a dimpled structure, which means that the fracture type was ductile. Meanwhile, the fine and uniform dimples in the fracture of the Ag16.5CuZnSn-2Ga-0.15Ce brazed joint showed excellent performance compared to the other joints. Moreover, the microstructure of the fractures in the brazed joints became coarse; there were particles and cracks observed in the fracture after aging treatment for 600 h, resulting in a slightly more brittle fracture type. The EDX results of spot A and B illustrate that the main composition of the fracture microstructure consists of Ag, Cu, and Zn, which demonstrates that the fracture occurred in the brazing seam. Based on the results in Figure 6, Figure 7 and Figure 8, the transformation of the microstructure, including intergranular penetration and the detached Ag-rich phase, could be the main factor that deteriorated the mechanical properties of the brazed joints during the aging process.
4. Conclusions
(1) The addition of Ce could reduce the intergranular penetration depth from filler metal to stainless steel during the aging process. The minimum penetration depth in the Ag16.5CuZnSn-0.15Ce brazed joint was 1.6 μm after a 600 h aging treatment, which was decreased by 48.8% compared to the original Ag16.5CuZnSn brazed joint.
(2) The shear strength of brazed joints decreased with aging time, and the brazed joints bearing Ga/Ce possessed notably higher mechanical properties than the original Ag16.5CuZnSn joint after a 600 h aging treatment. The optimum shear strength was obtained in the Ag16.5CuZnSn-2Ga-0.15Ce brazed joint.
(3) The fracture type of the Ag16.5CuZnSn-xGa-yCe brazed joints before aging began ductile and turned slightly brittle during the aging process. The Ag16.5CuZnSn-2Ga-0.15Ce brazed joint showed optimum performance compared to the other joints.
Author Contributions
Conceptualization, P.X. and Y.Z.; methodology, P.X. and Y.Z; software, P.X.; validation, P.X., Y.Z and P.H.; formal analysis, P.X. and Y.P.; investigation, P.X. and H.S.; resources, Y.P., H.S. and J.L.; data curation, P.X., C.M. and J.L.; writing—original draft preparation, P.X.; writing—review and editing, P.X. and P.H.; visualization, P.X.; supervision, P.H.; project administration, P.X.; funding acquisition, P.X.
Funding
This work is supported by the National Natural Science Foundation of China (Grant No.51605226) and the Zhejiang Postdoctoral Science Foundation. The authors would like to express gratitude to the support from the Chinese Scholars Council (No.201706845020).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Phanikumar, G.; Manjini, S.; Dutta, P.; Chattopadhyay, K.; Mazumder, J. Characterization of a continuous CO2 laser-welded Fe-Cu dissimilar couple. Metall. Mater. Trans. A 2005, 36, 2137–2147. [Google Scholar] [CrossRef]
- Jafari, M.; Abbasi, M.; Poursina, D.; Gheysarian, A.; Bagheri, B. Microstructures and mechanical properties of friction stir welded dissimilar steel-copper joints. J. Mech. Sci. Technol. 2017, 31, 1135–1142. [Google Scholar] [CrossRef]
- Yao, C.; Xu, B.; Zhang, X.; Huang, J.; Fu, J.; Wu, Y. Interface microstructure and mechanical properties of laser welding copper-steel dissimilar joint. Opt. Lasers Eng. 2009, 47, 807–812. [Google Scholar] [CrossRef]
- Chen, S.; Zhai, Z.; Huang, J.; Zhao, X.; Xiong, J. Interface microstructure and fracture behavior of single/dual-beam laser welded steel-Al dissimilar joint produced with copper interlayer. Int. J. Adv. Manuf. Technol. 2016, 82, 631–643. [Google Scholar] [CrossRef]
- Leon-Patino, C.A.; Aguilar-Reyes, E.A.; Braulio-Sanchez, M.; Rodríguez-Ortiz, G.; Bedolla-Becerril, E. Microstructure and shear strength of sintered Cu-Al2O3 composite joined to Cu using Ag-Cu and Cu-Zn filler alloys. Mater. Des. 2014, 54, 845–853. [Google Scholar] [CrossRef]
- Zhang, L.; Feng, J.; Zhang, B.; Jing, X. Ag-Cu-Zn Alloy for Brazing TiC Cermet/Steel. Mater. Lett. 2005, 59, 110–113. [Google Scholar] [CrossRef]
- Venkateswaran, T.; Xavier, V.; Sivakumar, D.; Pant, B.; Janaki Ram, G.D. Brazing of stainless steels using Cu-Ag-Mn-Zn braze filler: Studies on wettability, mechanical properties, and microstructural aspects. Mater. Des. 2017, 121, 213–228. [Google Scholar]
- Alexander, V.; Joerg, B.; Sigurd, J.; Dieter, K.; Georg, P.; Wolfgang, K. Use of Silver Alloys as Cadium-Free Brazing Solder. U.S. Patent 5352542, 4 October 1994. [Google Scholar]
- Sui, F.; Long, W.; Liu, S.; Zhang, G.; Bao, L.; Li, H.; Chen, Y. Effect of Calcium on the Microstructure and Mechanical Properties of Brazed Joint Using Ag-Cu-Zn Brazing Filler Metal. Mater. Des. 2013, 46, 605–608. [Google Scholar] [CrossRef]
- Ma, X.; Li, L.-F.; Zhang, Z.-H.; Wang, H.; Wang, E.-Z.; Qiu, T. Microstructure and Melting Properties of Ag-Cu-In Intermediate Temperature Brazing Alloys. Rare Met. 2015, 34, 324–328. [Google Scholar] [CrossRef]
- Lai, Z.; Xue, S.; Han, X.; Gu, L.; Gu, W. Study on Microstructure and Property of Brazed Joint of AgCuZn-X (Ga, Sn, In, Ni) Brazing Alloy. Rare Metal. Mater. Eng. 2010, 39, 397–400. [Google Scholar]
- Li, Z.; Jiao, N.; Feng, J.; Chen, Y. Effect of P and rare-earth La on microstructure and property of AgCuZnSn brazing alloy. Trans. Chin. Weld. Inst. 2007, 28, 1–4. [Google Scholar]
- Wang, X.; Yu, D.; He, Y.; Huang, S.; Chen, R. Effect of Sn Content on Brazing Properties of Ag Based Filler Alloy. Mater. Sci. 2013, 3, 16–21. [Google Scholar]
- Ma, C.; Xue, S.; Zhang, T.; Jiang, J.; Long, W.; Zhang, G.; Zhang, Q.; He, P. Influences of In on the Microstructure and Mechanical Properties of Low Silver Ag-Cu-Zn Filler Metal. Rare Met. Mater. Eng. 2017, 46, 2565–2570. [Google Scholar]
- Cao, J.; Zhang, L.X.; Wang, H.Q.; Wu, L.Z.; Feng, J.C. Effect of Silver Content on Microstructure and Properties of Brass/steel Induction Brazing Joint Using Ag-Cu-Zn-Sn Filler Metal. J. Mater. Sci. Technol. 2011, 27, 377–381. [Google Scholar] [CrossRef]
- Ma, C.; Xue, S.; Wang, B. Study on novel Ag-Cu-Zn-Sn brazing filler metal bearing Ga. J. Alloys Compd. 2016, 688, 854–862. [Google Scholar] [CrossRef]
- Lai, Z.M. Effects of Ga/In and rare earth Ce on microstructures and properties of brazed joint of 30AgCuZn filler metal. Ph.D. Thesis, Nanjing University of Aeronautics and Astronautics, Nanjing, China, 1 March 2011. [Google Scholar]
- GB/T 11363-2008. Test Method of the Strength for Brazed and Soldered Joint; Standardization Administration of China: Beijing, China, 2008. [Google Scholar]
- Test Method Standard Microcircuits, MIL-STD-883G, METHOD 2019.7, Die Shear Strength; Military and Government Specs & Standards (Naval Publications and Form Center) (NPFC): Englewood, CO, USA, 2018.
- Ina, K.; Koizumi, H. Penetration of liquid metals into solid metals and liquid metal embrittlement. Mater. Sci. Eng. A 2004, 387–389, 390–394. [Google Scholar] [CrossRef]
- Lian, X.; Qu, W.; Li, H.; Wang, G. Grain boundary penetration behavior analysis of OFC brazed with AgCu28 brazing filler. J. Beijing Univ. Aeronaut. Astronaut. 2014, 40, 717–720. [Google Scholar]
- Beura, V.K.; Xavier, V.; Venkateswaran, T.; Kulkarni, K.N. Interdiffusion and microstructure evolution during brazing of austenitic artensitic stainless steel and aluminum-bronze with Ag-Cu-Zn based brazing filler material. J. Alloys Compd. 2018, 740, 852–862. [Google Scholar] [CrossRef]
- Troparevsky, M.C.; Morris, J.R.; Daene, M.; Wang, Y.; Lupini, A.R.; Stocks, G.M. Beyond Atomic Sizes and Hume-Rothery Rules: Understanding and Predicting High-Entropy Alloys. JOM 2015, 67, 2350–2363. [Google Scholar] [CrossRef]
- Chi, C.-T.; Chao, C.-G.; Liu, T.-F.; Lee, C.-H. Aluminum element effect for electron beam welding of similar and dissimilar magnesium-aluminum-zinc alloys. Scr. Mater. 2007, 56, 733–736. [Google Scholar] [CrossRef]
Figure 1.
Brazing specimens for shear strength test.

Figure 2.
Interfacial microstructure of the Ag16.5CuZnSn-xGa brazed joints after aging treatment: (a–c) Ag16.5CuZnSn, (d–f) Ag16.5CuZnSn-2Ga.
Figure 2.
Interfacial microstructure of the Ag16.5CuZnSn-xGa brazed joints after aging treatment: (a–c) Ag16.5CuZnSn, (d–f) Ag16.5CuZnSn-2Ga.

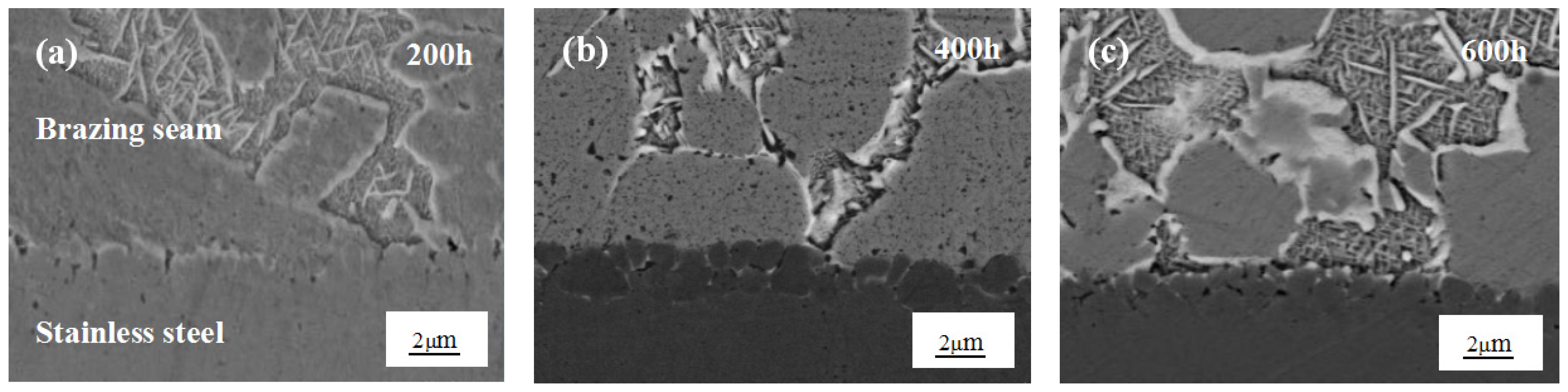
Figure 3.
Interfacial microstructure of the Ag16.5CuZnSn-xGa-yCe brazed joints after aging treatment: (a–c) Ag16.5CuZnSn-0.15Ce, (d–f) Ag16.5CuZnSn-2Ga-0.15Ce.
Figure 3.
Interfacial microstructure of the Ag16.5CuZnSn-xGa-yCe brazed joints after aging treatment: (a–c) Ag16.5CuZnSn-0.15Ce, (d–f) Ag16.5CuZnSn-2Ga-0.15Ce.

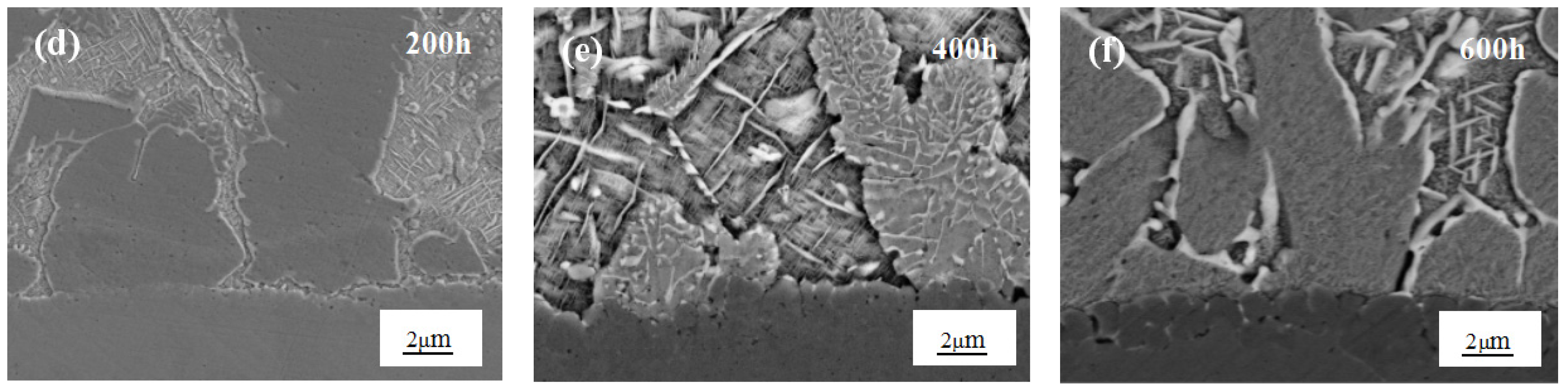
Figure 4.
EDS results of the Ag16.5CuZnSn-2Ga brazed joints after 400 h: (a) Cross section morphology of brazed joints, (b) surface scanning, (c) Ag, (d) Cu, (e) Zn, (f) Ga, (g) Fe, (h) Cr, (i) Ni.
Figure 4.
EDS results of the Ag16.5CuZnSn-2Ga brazed joints after 400 h: (a) Cross section morphology of brazed joints, (b) surface scanning, (c) Ag, (d) Cu, (e) Zn, (f) Ga, (g) Fe, (h) Cr, (i) Ni.

Figure 5.
Diagram of intergranular penetration depth calculation.

Figure 6.
Effect of the aging treatment on intergranular penetration depth in the Ag16.5CuZnSn-xGa-yCe brazed joints.
Figure 6.
Effect of the aging treatment on intergranular penetration depth in the Ag16.5CuZnSn-xGa-yCe brazed joints.

Figure 7.
Microstructure of the Ag16.5CuZnSn-2Ga brazing seam after aging treatment for 600 h: (a) microstructure of Ag16.5CuZnSn-2Ga brazing seam, (b) EDX result of spot A, (c) spot B, (d) spot C.
Figure 7.
Microstructure of the Ag16.5CuZnSn-2Ga brazing seam after aging treatment for 600 h: (a) microstructure of Ag16.5CuZnSn-2Ga brazing seam, (b) EDX result of spot A, (c) spot B, (d) spot C.

Figure 8.
EDX result of the RE-phase in the Ag16.5CuZnSn-0.15Ce brazed joint after aging treatment for 600 h: (a) microstructure of the RE-phase, (b) Ag, (c) Zn, (d) Sn, (e) Ce, (f) Cu.
Figure 8.
EDX result of the RE-phase in the Ag16.5CuZnSn-0.15Ce brazed joint after aging treatment for 600 h: (a) microstructure of the RE-phase, (b) Ag, (c) Zn, (d) Sn, (e) Ce, (f) Cu.

Figure 9.
Shear strength of Ag16.5CuZnSn-xGa-yCe after the aging treatment.

Figure 10.
Fracture morphology of Ag16.5CuZnSn-xGa-yCe brazed joints after a 600 h aging treatment.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Compositions of filler metals (wt.%).
| No. | Ag | Cu | Zn | Sn | Ga | Ce |
|---|---|---|---|---|---|---|
| 1 | 16.5 | Bal. | 35.44 | 2 | 0 | 0 |
| 2 | 16.5 | Bal. | 34.60 | 2 | 2 | 0 |
| 3 | 16.5 | Bal. | 34.26 | 2 | 0 | 0.15 |
| 4 | 16.5 | Bal. | 32.70 | 2 | 2 | 0.15 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Xue, P.; Zou, Y.; He, P.; Pei, Y.; Sun, H.; Ma, C.; Luo, J. Development of Low Silver AgCuZnSn Filler Metal for Cu/Steel Dissimilar Metal Joining. Metals 2019, 9, 198. https://doi.org/10.3390/met9020198
AMA Style
Xue P, Zou Y, He P, Pei Y, Sun H, Ma C, Luo J. Development of Low Silver AgCuZnSn Filler Metal for Cu/Steel Dissimilar Metal Joining. Metals. 2019; 9(2):198. https://doi.org/10.3390/met9020198
Chicago/Turabian StyleXue, Peng, Yang Zou, Peng He, Yinyin Pei, Huawei Sun, Chaoli Ma, and Jingyi Luo. 2019. "Development of Low Silver AgCuZnSn Filler Metal for Cu/Steel Dissimilar Metal Joining" Metals 9, no. 2: 198. https://doi.org/10.3390/met9020198
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.