Valorization of Mining Waste by Application of Innovative Thiosulphate Leaching for Gold Recovery


1
Institute of Environmental Geology and Geoengineering, Italian National Research Council, Area della Ricerca di Roma RM 1—Montelibretti, Via Salaria Km 29,300—Monterotondo Stazione, 00015 Roma, Italy
2
Department of Industrial and Information Engineering and Economics, University of L’Aquila—via G. Gronchi 18, Zona Ind. le di Pile, 67100 L’Aquila, Italy
3
Department of Earth Sciences and Environmental Technologies, Italian National Research Council, 00015 Roma, Italy
*
Author to whom correspondence should be addressed.
Metals 2019, 9(3), 274; https://doi.org/10.3390/met9030274
Submission received: 18 January 2019
/
Revised: 20 February 2019
/
Accepted: 23 February 2019
/
Published: 28 February 2019
(This article belongs to the Special Issue Leaching Kinetics of Valuable Metals)
Abstract
:The metals and industrial minerals contained in the tailings of mining and quarrying activities, can degrade natural environments as well as human health. The objective of this experimental work is the application of innovative and sustainable technologies for the treatment and exploitation of mining tailings from Romania. Within this approach, the recovery of high grade raw materials to be placed on the market is achieved and reduction of these wastes volume are achieved. The current study is focused on hydrometallurgical process for the recovery of gold. The innovative treatment chosen is the thiosulphate process that, compared with the conventional cyanide, has several advantages (e.g., it is more ecologically friendly and is not toxic to humans). The conventional cyanidation process shows operating limits in the case of auriferous refractory minerals, such as Romanian wastes, the object of the study. An important characteristic of thiosulphate leaching process it has the best selectivity towards gold; it does not attack the majority of the gangue mineral constituents. Gold extraction of 75% was obtained under ambient conditions of temperature. Moreover, the overall process achieved about 65–67% Au recovery, this being in line with the conventional cyanidation process. As these results are obtained by application of the thiosulfate process on a low gold content ore, they may be considered encouraging. The optimization of process parameters and operating conditions, should permit the best results in terms of process yields to be achieved.
1. Introduction
Several studies have shown that mining activities can significantly damage, pollute and alter the environment (e.g., soil, sediments, water and air quality) as well as human health [1,2,3,4]. Furthermore, mining involves the creation of surface features that are unstable, prone to landslides and collapses, but, especially, expose the environment to exogenous vast areas of mineralized rocks and byproducts of mineral treatment. These outcomes produce significant changes in the chemical environment [5,6]. The large volumes of wastes produced by mining occupy huge areas; these accumulations can substantially change the original landscape.
Alongside mining, mining wastes, if managed properly, can be important to the economic growth of countries. The application of a proper treatment ensures environmental sustainability and minimize the risks to human health. In fact, the deposits of mining tailings should not be treated as inert wastes, but as a neo-mine: only a short-sighted vision would be limited solely to neutralize the harmful and toxic waste stored and to put in place procedures and interventions that allow the restoration of the original environmental conditions.
Instead, the enhancement of the tailings, in addition to the sale of raw materials grade high (precious metals such as gold), allows a complete and effective recovery of environmental conditions sustainable because the recycling activity also determines an economic convenience for the treatment.
Romania, like many other nations affected by a long history of mining, is now grappling with environmental and social issues related to tailings produced by mining activities. On the Romanian territory a total of 300 tailings deposits, produced by exploitation of different minerals, have been inventoried. All are of significant proportion and should be submitted to amelioration procedures, such as the neutralization of treatment residues [7,8]. These waste materials are a result of mining activities that have reached the end of the production cycle due to depletion of the reservoir or, after stopping of the process for environmental reasons (i.e., regulations put in place at the time of the Convention for Romania’s entry into the EU). In Romania, the administration of these landfills is carried out by the Romanian National Agency for Mineral Resources (ANMR). The mining sites considered within this study are Bălan, Deva deposit 1, Deva deposit 2, Brad Ribita and Brad Criscior. Mine Bălan, for example, which ceased its operations in 2006, under the Convention for the entry of Romania into the EU, is a tabular deposit tectonized in metamorphic rocks. The main mineral is chalcopyrite. The remaining reserves amounted to 500,000 tonnes at 0.8% of copper content. These reserves are substantially unavailable. The costs of re-mining and carrying out of modifications to enrich the mineral are too high compared to the value of resources and costs of extraction [7,8,9,10].
The deposits of tailings, left on the land during the mining of copper ore, contain 24.5 million tonnes of slag and more than 10 million cubic meters of materials that constitute a toxic and harmful waste. These deposits are located at a distance of few kilometers from the mining center (at the neighborhood of the Bălan town) [7,8].
The removable high-grade raw materials, from the tailings of Bălan, like those of the other mentioned sites, are:
- industrial minerals, such as quartz, pyrite and chlorite, recoverable through metallurgical processes;
- base metals, including copper and zinc, and precious metals such as gold and silver, extracted with hydrometallurgical processes.
The aim of this work is to apply innovative technologies for the treatment and exploitation of Romanian mining tailings. In particular, this study is focused on the development of an hydrometallurgical process for the recovery of gold from solid wastes of mining industry. The innovative treatment chosen was the thiosulphate process, that has advantages over the conventional cyanide and is non-toxic to humans; in fact, it is environmental impact is lower than for cyanidation [11,12,13,14,15,16,17,18].
The kinetics of the thiosulphate process has been studied with the main aim to improve the characteristics that distinguishes from the conventional cyanide process for gold recovery. The main potential advantages of this innovative treatment for gold recovery, can be summarized in the following points:
- solubilization of gold with an appreciable rate of dissolution;
- ammonia-containing solutions do not attack most of the gangue mineral constituents;
- production of leach solutions, practically free of metallic elements that hinder the subsequent recovery operations;
- ability to recirculate the ammonia leaching solutions;
- non-toxicity of the reagents used in the leaching process;
- possibility for recovery of the dissolved gold by known techniques, such as carbon adsorption and electrodeposition.
The greatest criticality of the process is constituted by the chemistry of the ammonia-thiosulphate system, that is very complicated due to the simultaneous presence of complexing ligands such as ammonia and thiosulphate, the Cu(II)–Cu(I) redox couple and the possibility of oxidative decomposition reactions of thiosulphate involving the formation of additional sulphur compounds such as tetrathionate [11].
The ultimate purpose of this work is to develop a process scheme on the basis of results obtained at laboratory scale. This will be used to perform a preliminary study of the technical feasibility of process. Figure 1 shows an example of a mining site with tailings from Romania.
2. Materials and Methods
2.1. Sampling
The mining sites under study were: Bălan, Deva deposit 1, Deva deposit 2, Brad Ribita and Brad Criscior. For each mining site homogeneous and representative samples were prepared for subsequent characterization. To this end, after being dried in oven at 80 °C for one day and sieved to 4 mm, the fractions were then homogeneously and representatively sampled using a RETSCH rotary splitter. From each site, eight samples were collected.
For the characterization of the particles sizes, the prepared samples were quartered with a manual sampler and submitted to wet sieving using sieves of following sizes: 0.5 mm, 0.351mm, 0.250 mm, and 0.125 mm. The obtained granulometric fractions were filtered, dried in a laboratory oven at 80 °C for one day and then weighed. On the basis of the obtained weights, the distribution curves were constructed (data not showed here).
For each mineral deposit, one of the eight prepared samples was submitted to gravimetric separation by a flow table. The four fractions obtained (light, intermediate, mixed and heavy) were filtered, dried in a stove at 80 °C for a day and then weighed.
This rotary splitter allows the separation of sample into various fractions whose composition corresponds exactly to that of the initial sample, because only a representative sample of the initial rate can provide significant analytical results.
This procedure ensures a high degree of accuracy and reproducibility. It is used in combination with the vibrating feeder RETSCH DR 100, utilized for the homogeneous and uniform assay during the conveying of the material; this is an automatic process of sampling, without interruptions and loss of material. The speed was monitored and kept constant.
A planetary ball mill agate mod. FRITSCH pulverisette, was used for the fine grinding of the samples. The jars and grinding balls were made of agate to prevent samples contamination.
2.2. Characterization
The mineralogical characterization was carried out by the technique of X-ray diffraction (X-ray diffractometer Bruker, mod. D8 Advance).
The analytical determination of metals and gold content of the fractions obtained from the table, was carried out by Perkin Elmer, mod. 400 optical plasma spectrometer (ICP-AES) with data station. This analysis was performed on the solutions achieved after sample chemical dissolution.
Homogeneous and representative samples of approximately 10 g, submitted to chemical attack, were prepared by rotary and manual splitters and subsequently milled in a planetary mill with agate jars and balls. The milling was performed till the particles sizes was less than 80 μm, this being appropriate for the subsequent leaching tests [11]. The sample for gold recovery tests was chosen considering the gold content.
The experimental work was carried out on the heavy fraction constituted by a mix between Brad Ribita and Brad Criscior samples, which had an average gold content of 3 g/t.
2.3. Physical Process
The samples from mining sites Brad Ribita and Brad Criscior, chosen for their higher gold content, were sieved to −0.5 mm, and the fractions submitted to gravimetric separation by the flow table. The table was set with the aim to obtain a richer heavy fraction The heavy fractions recovered were filtered and dried in a stove at 80 °C for one day.
2.4. Grinding
The heavy fractions, obtained by gravimetric separation, were subjected to comminution (<80 μm), using a bar mill, to make them suitable to determination of the content of gold and for the subsequent leaching tests. The grain sizes obtained were analyzed with the SYMPATEC laser granulometer.
At the end of the comminution, the drum was emptied and the slurry after being filtered was dried in a stove at 80 °C. The heavy fractions, after comminution, were mixed homogeneously using the rotary splitter to prepare samples of the mix Brad Ribita-Brad Criscior, and submitted to leaching tests. The gold content of the mixture of minerals was determined after chemical dissolution, with an Atomic Absorption Spectrometer (AAS Perkin Elmer mod. 460).
2.5. Chemical Process
The study of the thiosulphate process, was conducted in mechanical stirred reactors made of Pyrex glass that have a capacity of 2000 mL. Leaching experiments were carried out to study the influence of the concentration of ammonia and the concentration of thiosulphate on gold dissolution, using reagents of analytical grade and distilled water.
The leaching solutions consist of sodium thiosulfate (Na2S2O3∙5H2O), used as active leaching agent, ammonia (NH4OH 30%)—for the control of pH—and copper (II) sulphate (CuSO4∙5H2O)—which acts as an oxidant of gold [11,16,17].
The tests were carried out at atmospheric pressure and room temperature, while the speed of mechanical agitation was kept constant at 400 rev/min. The leaching time was 4 h, the weight of the samples of 500 g, the particle size minus 80 μm, pH of 10.5 and a redox potential +0.1 V. At set time intervals, small volumes (10 mL) of leaching solution were taken from the reactor. These were analyzed to determine their Au content and, therefore for the kinetic study of gold dissolution [19,20].
The pH and the oxidation-reduction potential of the slurry, were measured using a combined glass electrode and a platinum combination electrode, respectively, both being connected to a digital pH meter.
At the end of each test, the reactor was emptied, while the filtration of the slurry was realized through pressure filters. The solid residue was submitted to washing with distilled water and ammonia; moreover, gold content was determined, after chemical dissolution of homogeneous and representative samples, with an Atomic Absorption Spectrometer (AAS Perkin Elmer mod. 460).
After leaching, the gold was purified by selective adsorption onto granular activated coconut carbon. The influence of the carbon concentration was studied.
This was conducted in Pyrex glass reactors of capacity of 2000 mL under mechanical stirring (400 rev/min), at room temperature, for a total contact time of 1 hour [20,21,22].
The tests were carried out by placing in contact leached solution (500 mL) with the different amounts of coconut charcoal, an activated carbon material. The influence of the contact time was investigated by performing liquor withdrawals at set intervals. The concentration of the activated carbon was varied from 5 g/L to 15 g/L. After each experiment, carbon was recovered from the solution and left air drying. Representative samples of carbon were collected and submitted to quantitative chemical analysis.
The desorption of gold from carbon was carried out by elution with a water-ethyl alcohol solution prepared using absolute ethanol (C2H5OH) [22]. The gold stripping tests were conducted in a Pyrex glass reactor, with a capacity of 250 mL. The reactor was fitted with three necks: the first one had reflux condenser for the removal of vapors, the second one housed a probe that was connected to a shaking-heating plate for stabilizing the temperature and a thermometer for temperature control was inserted through the third port. The tests were conducted varying the temperature from 40 to 85 °C.
Sampling was performed also at determined time intervals and then chemically analyzed to determine their Au content. These data were used to determine the kinetics of the process.
The final recovery of purified metallic gold from the water-alcohol solution, was carried out by the electrochemical process [19,20,23].
Gold recovery conducted in an electrolytic cell with a capacity of 200 ml in a jacketed Pyrex glass, connected to a Julabo, mod. 5B thermostat (control from −20 to +100 °C). The cell was fitted with a saturated calomel reference electrode, a working electrode (cathode) constituted by a net of platinum wire, having a surface area of 100 cm2, and a counter-electrode (anode) consisting of a spiral platinum.
The cell was connected to a AMEL, model 555 B potentiostat-galvanostat. The current flowing through the cell was converted into a numerical value by an AMEL, model 721 integrator. The potential difference between the cathode and the anode was measured with an AMEL, model 631 differential electrometer.
The presence of a magnetic stirrer bar allows stirring of the solution into the cell. The electrolysis tests were conducted using 200 mL of strip solution.
3. Results
3.1. Physical Process
The homogeneous and representative samples, achieved after screening, to retain particles with a diameter greater than 0.5 mm, were submitted to gravimetric separation by the flow table. The goal of the physical process was to concentrate pyrite, and then the gold associated with it, in the heavy fraction. The light fraction consists predominantly of quartz.
The heavy fraction for none of the deposits reaches 10%, therefore we must consider that most of the pyrite could be concentrated in the mixed fraction. For all sites the light fraction exceeds 40%, with over 61% in Balan samples.
The chemical analysis, allowed the gold content of the mixed fractions and heavy minerals to be studied. Based on this data the mining sites of greatest interest from the point of view of the gold content are: Brad Ribita and Brad Criscior. These sites were chosen to the study the process of Au recovery. The X-ray diffraction performed on the heavy and mixed fractions from Brad Ribita and Brad Criscior allowed the mineralogical composition to be determined. In detail, the mineralogical species contained in the heavy fraction Brad Ribita are the following: quartz—(SiO2) (48.3%); pyrite (FeS2) (20.4%); muscovite—(K, Ba, Na)0.75(Al, Mg, Cr, V)2(Si, Al, V)4O10(OH, O)2 (15.5%); albite—(Na0.75Ca0.25)(Al1.26Si2.74O8) (8.7%); chamosite—(Mg5.036Fe4.964)Al2.724(Si5.70Al2.30O20)(OH)16 (4.9%); Calcite—CaCO3 (2.1%) and Chalcopyrite—CuFeS2 (0.1%).
The following main elements have been determined by chemical analysis of the heavy fraction Brad Ribita: Si (27.0%), S (11.0%), Fe (10.6%), Al (3.3%), V (3.1%), Ca (1.2%), Ba (1.2%), Mg (0.9%), Na (0.8%).
Regarding heavy Brad Criscior, the mineralogical composition is constituted by: quartz—(SiO2) (66.2%); pyrite (FeS2) (10.2%); muscovite—(K, Ba, Na)0.75(Al, Mg, Cr, V)2(Si, Al, V)4O10(OH, O)2 (14.2%); albite—(Na0.75Ca0.25)(Al1.26Si2.74O8) (5.1%); chamosite—(Mg5.036Fe4.964)Al2.724(Si5.70Al 2.30O20)(OH)16 (2.9%); Calcite—CaCO3 (1.1%) and Chalcopyrite—CuFeS2 (0.3%).
Main elements detected by chemical analysis of the heavy fraction Brad Criscior are: Si (33.9%), S (5.5%), Fe (5.4%), V (2.9%), Al (2.5%), Ba (1.1%), Cr (0.8%), Ca (0.6%), Mg (0.7%), Na (0.5%), K (0.3%), Cu (0.1%).
FeS2 in the mixed fraction for Brad Ribita is 6.3%.
The results of the gravimetric separation are shown in the following Table 1.
3.2. Chemical Process
3.2.1. Gold Leaching
The experimental work was carried out on the heavy fraction, mix of the Brad Criscior and Brad Ribita samples, with an average gold content of 3 g/t. Gold was recovered by leaching with sodium thiosulphate as previously described.
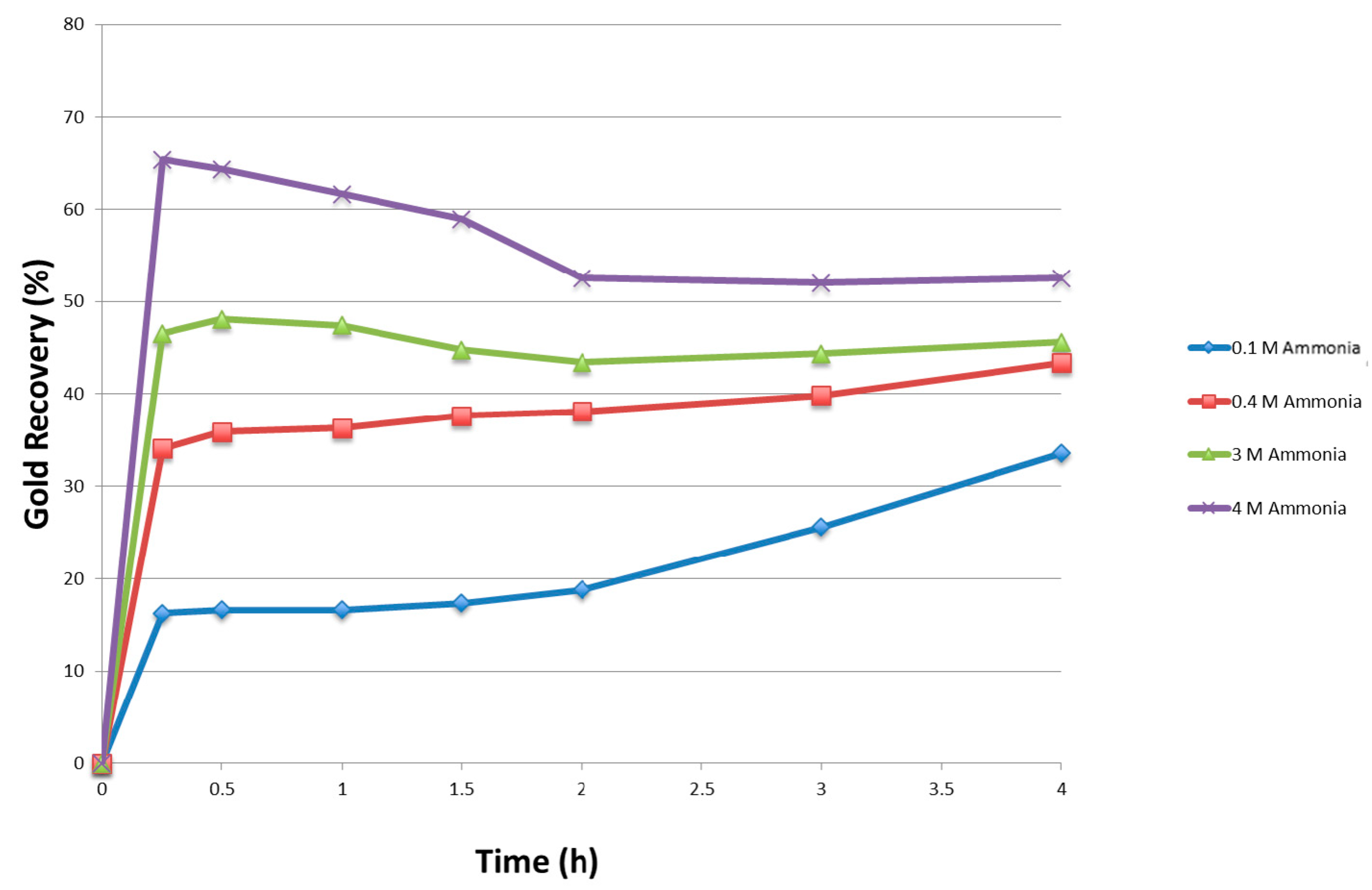
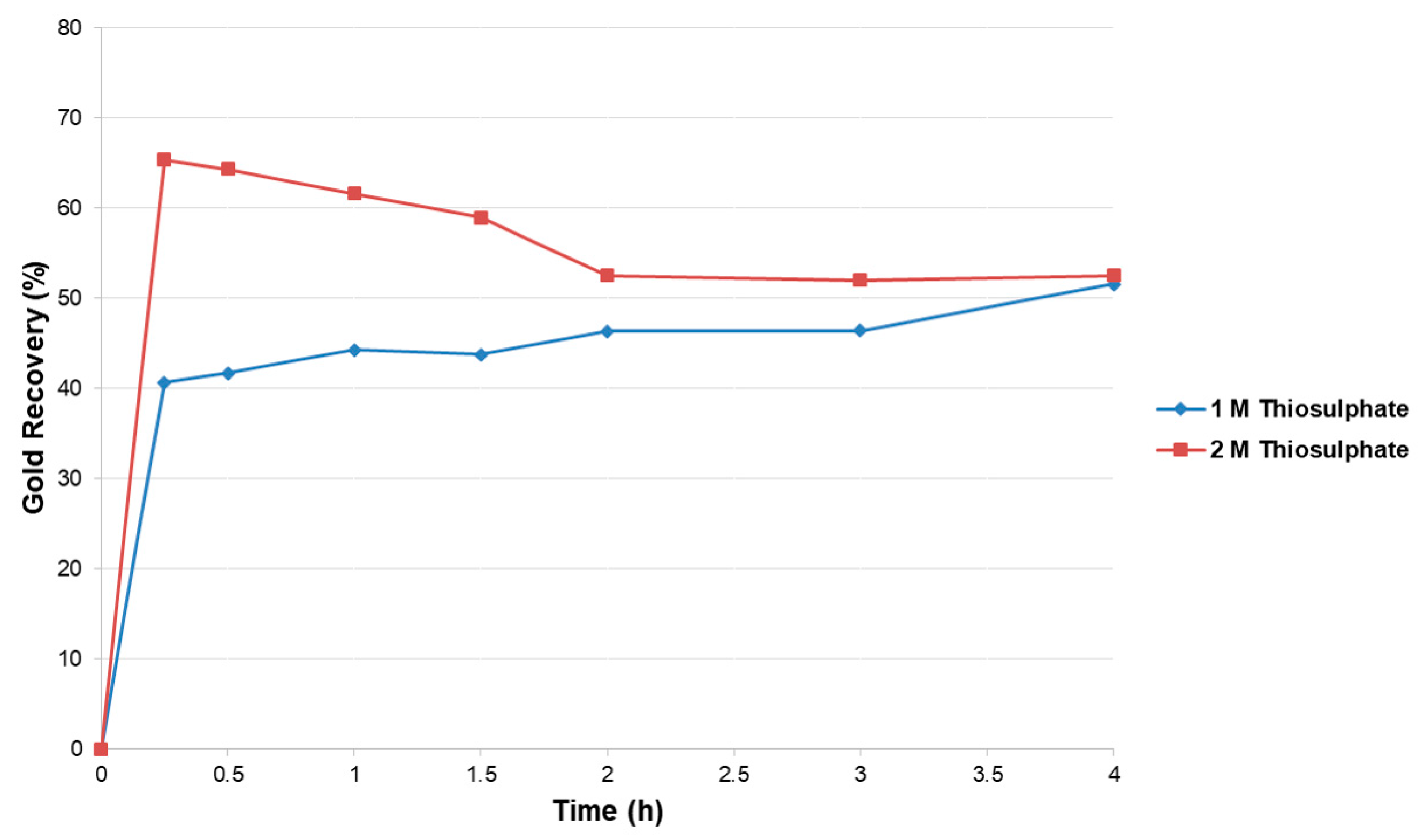
After the preliminary experiment—carried out using conditions from the literature [11,15]—leaching enabled a gold recovery of 38.10% (for the calculation of efficiency there was considered also the gold content within the washing solution and solid residue). The investigation permits the influence and the interactions between S2O32−, CuSO4 and NH3 concentration on gold kinetics to be studied (Figure 2 and Figure 3).
Figure 2 shows the influence of NH3 concentration on gold recovery, while Figure 3 shows the influence of S2O32− concentration. In both cases, CuSO4 concentration was constant at 0.1 M [11,14,22]: the thermodynamic condition that allows the best gold recovery was achieved with a solution of the following composition: 2 M S2O32−, 0.1 M CuSO4 and 4 M NH3.
Table 2 describes the best kinetic with higher gold recoveries (about 75% Au after 15 min, without washing). It was observed that the kinetics of extraction decreases by approximately 20% at the end of the experiment (about 65% Au after 4 h, with washing) [11].
The following Table 3 shows the parameters that allowed the best gold leaching kinetics.
The goals of the further work will be to optimize the leaching process conditions, with the aim to increase gold extraction yields, and to reduce the reagents consumption, such as the concentration of thiosulphate used.
3.2.2. Gold Adsorption
The leaching solution containing gold in the form of soluble complex, is placed in contact with the activated carbon to selectively separate the gold by adsorption. The experimental conditions described in Section 2, were applied to study the influence of the mass ratio of carbon to solution on the gold recovery process. The purification process of the solutions achieved after leaching allowed high gold recoveries to be obtained (Table 4).
The results show an almost complete recovery of the gold present in solution. From the trend it is clear that the increase of the concentration of carbon in solution favors the recovery. In particular, after 1 h, at a concentration of carbon of 5 g/L, about 86% Au was adsorbed, but the recoveries reach 99% Au when the concentration of the adsorbent increases to 10 g/L. Also it was found with a concentration of 15 g/L, that 99% Au adsorption was achieved after only 30 min.
The parameters that allowed the best gold adsorption onto activated carbon have been reported in Table 5.
3.2.3. Gold Desorption
The purpose of desorption was to re-extract the gold adsorbed and concentrate it. The duration of process was fixed at 6 h.
From the experimental results, shown in Table 6, it can be observed that the final gold recovery was of 79.0%: further studies using other types of alcohol such as isopropyl alcohol and ethylene glycol, may improve the efficiency, shortening the duration of the stripping process.
The process parameters for the desorption of gold from activated carbon that permitted to achieve 99.0% Au recovery—including washing—after 6 h, are shown in Table 7.
3.2.4. Electrowinning
The last step of the process was electrowinning. The goal of this step was the recovery of gold from the strip solution by cathodic deposition of the metal. Table 8 shows the experimental results obtained. Table 9 shows the optimized process parameters of the phase of gold electrodeposition.
The kinetics of electrodeposition in cell of laboratory is quick and the final metallic gold recovery was high (98% Au). The concentration of gold in the sterile solution was below the detection limit of the instrument) after the first 30 min. A dark deposit was uniformly distributed on the surface of the cathode.
From the reported data, it was noted that the intensity of the measured current is around 210 mA, which corresponds to a current density of about 2.1 mA/cm2, given that the cathode surface is 100 cm2. As can be seen from the experimental results, the amount of charge that passes through the cell after 30 min was 254 Coulombs. Hence the current efficiency was low (5%); this is due to parasitic reactions, such as the reduction of the water and of dissolved oxygen. The consumption of energy was high; about 20 kWh/kg of gold deposited.
4. Discussion
The preliminary study of the parameters and operating conditions for the various stages of the thiosulphate process shows, for the sample composed of mining wastes from Brad Ribita and Brad Criscior, the technical viability of the process. The experimental results obtained indicate good gold dissolution kinetics in the aqueous ammoniacal solution of thiosulphate, which can be used without special precautions and restrictions.
The gold extraction reached an average final value of 75% Au, working at room temperature, but, the trends for dissolution demonstrate that the thermodynamic parameters were not optimized, because gold recovery decreases during the best experiment. This fact, probably, is due to the thermodynamic instability of the complexing ligands (ammonia and thiosulphate) and oxidizing agents (copper ions) present in the system, tested for the first time on this type of material [11,24].
It is noted that the extraction of gold is already very high in the first 15 minutes: this is due to the gravimetric enrichment and means that a part of the gold is free and is not incorporated into the mineral matrix (see Table 2).
Gold recoveries for the overall process including leaching (extraction yield of about 75% Au) and complete adsorption-desorption–electrodeposition cycle (about 90% Au recovered) were about 65–67% (considering the gold content in the washing) in line with the conventional cyanidation process, as demonstrated in previous experimental work [25].
These results are very encouraging, considering that it is commercially an innovative process, applied to a gold ore with a low content.
Samples were leached after comminution <80 μm: a finer grinding would probably result in an increase in gold extraction, but its convenience can only be determined after careful cost analysis.
The optimization of the process is still required to identify the best process parameters and operating conditions. Considering the progressive depletion of gold mining reserves and the inability of the gold production to quickly react to the prospect of a change in prices and to changes in demand, it is providential to recover gold from mining tailings. The high price of the precious metal allows, as preliminary economic analysis shows, the feasibility of alternative processes despite the low levels of gold, the large amount of sterile to be treated and the high costs of extraction.
The enhancement of the tailings, in addition to the sale of raw materials of high grade, allows to implement an effective and sustainable recovery technology. In this way it is possible to guarantee over time the use of two indispensable resources of primary importance: the environment as a whole on one side and raw materials mining the other.
In addition to the economic and environmental aspects, we must consider the social benefits that the application of these innovative processes may generate such as providing many jobs and contributing thus to the development of repressed areas, improving the competitiveness of and creating added value and new jobs in raw materials processing, refining, equipment manufacturing and downstream industries.
In the next step of investigation, pre-treatment of components such as pyrite will be investigated before the extraction of gold. For this purpose a treatment circuit that employs biotechnological processes, with low energy consumption, will be integrated.
The elimination of pyrite will help to reduce the cost of extracting gold, reducing the consumption of the reagents. The application of physical-chemical and biological-chemical methods will allow the treatment of the Acid Mine Drainage, together with the recovery of heavy metals such as copper [26]; moreover, the optimization of leaching kinetics will be performed. The complete leaching process analysis will be outlined, including detailed description of the process scheme together with the economic analysis.
5. Conclusions
The present work examined a potential innovative application of a treatment for gold recovery, based on the thiosulphate process.
The challenge here was to apply it to the recovery from resources with low gold content. The preliminary application of this circuit allowed the following results in the various steps to be obtained:
- (1)
- Leaching: the gold extraction reached a final value of about 75% Au at room temperature.
- (2)
- Purification (adsorption/desorption on/by activated carbon and electrowinning) about 90% Au.
- (3)
- Recoveries of the overall process of about 65–67% Au, in line with the conventional cyanidation process.
These results are very encouraging, considering that this is a commercially innovative process, applied to a low gold content ore.
The next objective is to study parameters that allow the improvement of the gold dissolution kinetics and the subsequent steps of recovery from purified solutions, thereby determining beforehand the technical feasibility of the scheme of process developed at the laboratory scale.
The optimization of process parameters and operating conditions, and scale up of the process at industrial level will permit the best results in terms of process yields to be achieved, and in turn will allow us to exploit important resources for the European economy.
Author Contributions
Conceptualization, F.V. and V.G.; Data curation, F.V. and D.G.; Formal analysis, S.U. and F.V.; Investigation, D.G.; Methodology, D.G.; Supervision, S.U.; Writing—original draft, S.U.; Writing—review & editing, S.U. and V.G.
Funding
The work was supported financially by the Istituto di Geologia Ambientale e Geoingegneria, CNR, through special funds for free theme research.
Acknowledgments
This experimental work was carried out during the course of the experimental degree thesis of Dr. Alessia Panone from Università degli Studi dell’Aquila. The authors are grateful to Dr. Alessia Panone and Mr. Pietro Fornari for their helpful collaboration during the experimental work.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Obiri, S. Determination of heavy metal in water from boreholes in Dumasi in the Wassa West District ofWestern Region of Republic of Ghana. Environ. Monit. Assess. 2007, 130, 455–463. [Google Scholar] [CrossRef] [PubMed]
- Saldarriaga-Isaza, A.; Villegas-Palacio, C.; Arango, S. The public good dilemma of a non-renewable common resource: A look at the facts of artisanal gold mining. Res. Policy 2013, 38, 224–232. [Google Scholar] [CrossRef]
- Ako, T.A.; Onoduku, U.S.; Oke, S.A.; Adamu, I.A.; Ali, S.E.; Mamodu, A.; Ibrahim, A.T. Environmental impact of artisanal gold mining in Luku, Minna, Niger State, North Central Nigeria. J. Geoscienc. Geomatics 2014, 2, 28–37. [Google Scholar]
- Bawua, S.A.; Owusu, R. Analyzing the effect of Akoben Programme on the environmental performance of mining in Ghana: A case study of a Gold Mining Company. J. Sustain. Min. 2018, (in press). [Google Scholar] [CrossRef]
- Piga, L.; Abbruzzese, C.; Fornari, P.; Massidda, R.; Ubaldini, S. Thiourea leaching of a siliceous Au-Ag bearing ore using a four-factor composite design. In Proceedings of the XIX International Mineral Processing Congress, San Francisco, CA, USA, 22–27 October 1995; Society for Mining, Metallurgy, and Exploration: Littleton, CO, USA, 1995. [Google Scholar]
- De Michelis, I.; Olivieria, A.; Ubaldini, S.; Ferella, F.; Beolchini, F.; Vegliò, F. Roasting and chlorine leaching of gold-bearing refractory concentrate: Experimental and process analysis. Int. J. Min. Sci. Technol. 2013, 23, 709–715. [Google Scholar] [CrossRef]
- Annual Report 2011: Geological Romanian Institute; Geological Romanian Institute—National Geological Survey of Romania: Bucharest, Romania, 2011.
- Annual Report 2011; Romanian National Agency Mineral Resources (ANRM): Bucharest, Romania, 2011.
- Ubaldini, S.; Vegliò, F.; Toro, L.; Abbruzzese, C. Gold recovery from Pyrrhotite by Bioleaching and Cyanidation: A preliminary study using statistical methods. Miner. Bioprocess. 1995, 2, 145–155. [Google Scholar]
- Ubaldini, S.; Massidda, R.; Abbruzzese, C.; Veglió, F.; Toro, L. Gold recovery from finely disseminated ore by use of cyanidation and thioureation. In Proceedings of the 6th International Mineral Processing Symposium, Kuşadası, Turkey, 24–26 September 1996; Balkema: Rotterdam, The Netherlands, 1996. [Google Scholar]
- Abbruzzese, C.; Fornari, P.; Massidda, R.; Vegliò, F.; Ubaldini, S. Thiosulphate leaching for gold hydrometallurgy. Hydrometallurgy 1995, 39, 265–276. [Google Scholar] [CrossRef]
- Aylmore, M.G.; Muir, D.M. Thiosolfate leaching of gold—A review. Miner. Eng. 2001, 14, 135–174. [Google Scholar] [CrossRef]
- Grosse, A.C.; Dicinoski, G.W.; Shaw, M.J.; Haddad, P.R. Leaching and recovery of gold using ammoniacal thiosulfate leach liquors. Hydrometallurgy 2003, 69, 1–21. [Google Scholar] [CrossRef]
- Rath, R.; Hiroyosh, N.; Tsunekawa, M.; Hirajima, T. Ammoniacal thiosulphate leaching of gold ore. Eur. J. Miner. Process. Environ. Prot. 2003, 3, 344–352. [Google Scholar]
- Ubaldini, S.; Veglio’, F.; Massidda, R.; Abbruzzese, C. A new technology for gold extraction from activated carbon after cyanidation. In Proceedings of the XXII International Mineral Processing Congress (IMPC), Cape Town, South Africa, 29 September–3 October 2003; South African Institute of Mining & Metallurgy: Johannesburg, South Africa, 2003. [Google Scholar]
- Bas, A.D.; Ozdemir, E.; Yazici, E.Y.; Celep, O.; Deveci, H. Ammoniacal thiosulphate leaching of a copper-rich gold ore. In Proceedings of the 15th Conference on Environment and Mineral Processing, VŠB-TU Ostrava, Czech, 8–10 June 2011. [Google Scholar]
- Liu, X.; Xu, B.; Yang, Y.; Li, Q.; Jiang, T.; Zhang, X.; Zhang, Y. Effect of galena on thiosulfate leaching of gold. Hydromettallurgy 2017, 171, 157–164. [Google Scholar] [CrossRef]
- Seisko, S.; Lampinen, M.; Aromaa, J.; Laari, A.; Koiranen, T.; Lundstrom, M. Kinetics and mechanisms of gold dissolution by ferric chloride leaching. Miner. Eng. 2018, 115, 131–141. [Google Scholar] [CrossRef]
- Ubaldini, S.; Fornari, P.; Massidda, R.; Abbruzzese, C. An innovative thiourea gold leaching process. Hydrometallurgy 1998, 48, 113–124. [Google Scholar] [CrossRef]
- Ubaldini, S.; Massidda, R.; Abbruzzese, C.; Veglio’, F. A cheap process for gold recovery from leached solutions. Chem. Eng. T. 2003, 3, 485–490. [Google Scholar]
- Jeffrey, M.I.; Hewitt, D.M.; Dai, X.; Brunt, S.D. Ion exchange adsorption and elution for recovering gold thiosulfate from leach solutions. Hydrometallurgy 2010, 100, 136–143. [Google Scholar] [CrossRef]
- Ubaldini, S.; Massidda, R.; Veglio’, F.; Beolchini, F. Gold stripping by hydro-alcoholic solutions from activated carbon: Experimental results and data analysis by a semi-empirical model. Hydrometallurgy 2006, 81, 40–44. [Google Scholar] [CrossRef]
- Ubaldini, S.; Veglio’, F.; Toro, L.; Abbruzzese, C. Combined bio-hydrometallurgical process for gold recovery from refractory stibnite. Miner. Eng. 2000, 13, 1641–1646. [Google Scholar] [CrossRef]
- Povar, I.; Ubaldini, S.; Lupascu, T.; Spinu, O.; Pintilie, B. The Solution Chemistry of the Copper(II)-Ammonia Thiosulfate Aqueous System. Proceedings Book of the 21st International Symposium “The Environment and the Industry”, SIMI 2018, Bucharest, Romania; National Research and Development Institute for Industrial Ecology–ECOIND: Bucharest, Romania, 2018.
- Panone, A. Valorisation of mining landfills in Romania: Process of gold recovery from tailings. Master’s Thesis, Faculty of Engineering of the University of L’Aquila, L’Aquila, Italy, 2011. [Google Scholar]
- Luptakova, A.; Ubaldini, S.; Macingova, E.; Fornari, P.; Giuliano, V. Application of Physical-chemical and Biological-chemical Methods for Heavy Metals Removal from Acid Mine Drainage. Process Biochem. 2012, 47, 1633–1639. [Google Scholar] [CrossRef]
Figure 1.
Tailings of a mining site in Romania.

Figure 2.
The influence of NH3 concentration on gold recovery (2 M Na2S2O3; 0.1 M CuSO4).

Figure 3.
The influence of S2O32− concentration on gold recovery (4 M NH3; 0.1 M CuSO4).


{kind=link}
{kind=link}
{kind=link}
Table 1.
Heavy fractions separated from the flow table.
| Fraction | % |
|---|---|
| Heavy Brad Ribita | 8.0 |
| Heavy Brad Criscior | 12.0 |
Table 2.
Gold recovery obtained with a ammoniacal leaching solution having the following composition: 2 M S2O32−, 0.1 M CuSO4 and 4 M NH3.
Table 2.
Gold recovery obtained with a ammoniacal leaching solution having the following composition: 2 M S2O32−, 0.1 M CuSO4 and 4 M NH3.
| Time (h) | Au (mg) | Au Recovery (%) |
|---|---|---|
| 0.25 | 0.91 | 73.38 |
| 0.5 | 0.90 | 72.31 |
| 1 | 0.86 | 69.63 |
| 1.5 | 0.82 | 66.95 |
| 2 | 0.74 | 60.52 |
| 3 | 0.73 | 59.99 |
| 4 | 0.74 | 60.52 |
| Washing | 0.033 | 2.33 |
Table 3.
Best process parameters of the gold leaching.
| Parameters | Values |
|---|---|
| Temperature (°C) | 25 |
| Particle size (µm) | <80 |
| Pulp density (w/v %) | 50 |
| pH | 10.5 |
| Stirring conditions (rpm) | 400 |
| Time of treatment (h) | <1 |
| S2O32− | 2 M |
| CuSO4 | 0.1 M |
| NH3 | 4 M |
Table 4.
Kinetics of Au adsorption at different concentrations of carbon in solution.
| Time (min) | 5 g/L Carbon % Au | 10 g/L Carbon % Au | 15 g/L Carbon % Au |
|---|---|---|---|
| 15 | 53.59 | 50.00 | 82.05 |
| 30 | 61.54 | 70.52 | 98.72 |
| 45 | 76.65 | 87.18 | 98.72 |
| 60 | 85.90 | 98.72 | 98.72 |
Table 5.
Best process parameters of gold adsorption on activated carbon.
| Parameters | Value |
|---|---|
| Temperature (°C) | 25 |
| Carbon concentration (g/L) | 15 |
| pH | 10.5 |
| Stirring conditions (rpm) | 400 |
| Time of treatment (min) | 30 |
Table 6.
Kinetics of Au desorption at different concentrations of carbon in solution.
| Time (h) | Au (mg) | Au Yield (%) |
|---|---|---|
| 1 | 0.20 | 18.0 |
| 2 | 0.34 | 30.0 |
| 4 | 0.46 | 41.0 |
| 6 | 0.88 | 79.0 |
| Washing | 0.30 | 20.0 |
Table 7.
Best process parameters of gold desorption from the activated carbon.
| Parameters | Value |
|---|---|
| Temperature | 80 °C |
| Speed of agitation | 300 rpm |
| Time of extraction | 6 h |
| Mass ratio of coal and stripping solution | 75 g/L |
Table 8.
Experimental gold electrowinning parameters.
| Time (min) | Cathodic Voltage (V) | Cell Voltage (V) | Current Intensity (mA) | Electric Charge (C) |
|---|---|---|---|---|
| 15 | 1.4 | 2.25 | 100 | 161 |
| 30 | 1.4 | 2.51 | 210 | 254 |
| 45 | 1.4 | 2.47 | 210 | 352 |
| 60 | 1.4 | 2.52 | 210 | 448 |
| 75 | 1.4 | 2.51 | 210 | 564 |
Table 9.
Best process parameters of the phase of gold electrodeposition.
| Parameters | Value |
|---|---|
| Temperature | 40 °C |
| Time of electrolysis | 75 min |
| Voltage at the cathode | −1.4 V |
| Voltage of the cell | 2.50 V |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Ubaldini, S.; Guglietta, D.; Vegliò, F.; Giuliano, V. Valorization of Mining Waste by Application of Innovative Thiosulphate Leaching for Gold Recovery. Metals 2019, 9, 274. https://doi.org/10.3390/met9030274
AMA Style
Ubaldini S, Guglietta D, Vegliò F, Giuliano V. Valorization of Mining Waste by Application of Innovative Thiosulphate Leaching for Gold Recovery. Metals. 2019; 9(3):274. https://doi.org/10.3390/met9030274
Chicago/Turabian StyleUbaldini, Stefano, Daniela Guglietta, Francesco Vegliò, and Veronica Giuliano. 2019. "Valorization of Mining Waste by Application of Innovative Thiosulphate Leaching for Gold Recovery" Metals 9, no. 3: 274. https://doi.org/10.3390/met9030274
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.