An Investigation into the Theft of Concentrates and Their Upgrading to Saleable Platinum-Products
by
Robert Schouwstra
1,2,3,*, 
Johan Mocke
4,
Michael Duncan
5,
Siksha Bramdeo
6 and
Yolanda Scharneck
7 1
Independent Consultant: Minerals, Materials and Products, Poortview, Roodepoort 2040, South Africa
2
Minerals to Metals Initiative, Department of Chemical Engineering, University of Cape Town; Rondebosch 7103, South Africa
3
Department of Geology, University of the Free State, Bloemfontein 9301, South Africa
4
Protection Services Manager–Specialised, Product Protection Unit, Anglo American Platinum Limited, Rustenburg 0299, South Africa
5
Mineralogist–Process Support and Method Development, Minerals Processing and Mineralogy, Technical Solutions, Anglo American, Theta, Johannesburg 2001, South Africa
6
Section Manager Routine Services, Minerals Processing and Mineralogy, Technical Solutions, Anglo American, Theta, Johannesburg 2001, South Africa
7
Technologist–Minerals Processing and Mineralogy, Technical Solutions, Anglo American, Theta, Johannesburg 2001, South Africa
*
Author to whom correspondence should be addressed.
Geosciences 2018, 8(11), 411; https://doi.org/10.3390/geosciences8110411
Submission received: 30 September 2018
/
Revised: 31 October 2018
/
Accepted: 6 November 2018
/
Published: 9 November 2018
(This article belongs to the Special Issue Forensic Geoscience)
Abstract
:Over the years the theft of material from platinum producers has mainly taken place from high-grade areas such as the precious- and base-metal refineries and the converter and smelting operations. At some concentrators, the metallic stream, which concentrated the larger platinum group mineral (PGM) grains using shaking tables (a gravity process), was also at risk due to its high grade. However, the processing of metallics was discontinued many years ago. The relative low grade of concentrator products has led to the belief that the concentrators are a low-risk area for theft. The final products are still very diluted by the gangue minerals, and to recover and purify the various metals contained in these products requires costly processing techniques (i.e., smelting and refining). High-grade stolen products are generally offered to small refineries who either further process, and package, or directly ship the material overseas for refining. In the case of stolen concentrates, the volume and value of the material would make that an unprofitable option. This assumption, as well as the risk the thieves run of being caught while removing large quantities of material from the concentrators, has resulted in management considering theft from concentrators of lesser importance than theft from the smelters or refineries. However, over the past few years investigations by protection services at concentrators have shown that high-grade platinum products are smuggled off-site. These products have been found on the concentrator as well as at illegal smelthouses where these type of products are processed further. Forensic investigations indicated that these upgraded products are much higher in grade than the normal concentrator products, characterised by high platinum contents, and contain high-density minerals such as galena (lead sulphide) and chromite. This suggests that these materials are significantly upgraded prior to smuggling these out of the operations. The method used by the perpetrators results in much of the value minerals being discarded, giving rise to concentrates that are atypical of Bushveld products. To better understand the process of upgrading these products and to get more information for the ‘fingerprinting’ database on the ‘at-risk products’, concentrator products were obtained from areas where material is stolen for further upgrading. This paper describes the upgrading process used by the illegal ‘processors’ and discusses the mineralogy and chemistry of the various products down the illegal processing chain. The study indicates that products containing coarse, liberated platinum-group minerals are the most favorable for upgrading. Flotation products with high precious metal grades and low chromite contents are preferred by the syndicate members. These are typically the first cells of the rougher banks, final concentrates, and the various cleaners and re-cleaners feeding into the final concentrates.
1. Introduction
Mining companies on the Bushveld Complex (South Africa), mine different reefs for their platinum-group metal contents. After mining, the ore is milled and further upgraded using a froth flotation process. In this process, the value metals (PGE: the platinum group elements (Pt, Pd, Rh, Ru, Ir, and Os) and gold (Au)) are collected in a concentrate. To further increase the precious metal grade, the concentrate is melted in a furnace to form a high-grade sulphide rich matte, while the non-value phases are discarded in a slag. A further upgrade in value metals is achieved by oxidising and removing iron and sulphur in a converting process. The converter matte is treated in a base-metal refinery to remove the base metals, while the precious metals are separated and further refined in the precious-metal refinery.
Precious metals producers (gold mines, platinum mines, and those mines producing gold and precious metals as by-products) are exposed to theft of their products and are impacted by artisanal and, at times, illegal mining activities on their property [1,2].
The complexity of platinum group-metal processing and refining means that illegal mining is almost unheard of in the platinum industry. The theft of products is, however, a much more serious problem, and mining companies have put extensive security procedures and systems in place to protect the refineries where the high-grade materials are produced. As a result, product theft has moved upstream, with smelter products being especially at risk. However, over the last few years the theft from concentrators has increased.
Stolen products are frequently recovered in operations led by the South African Police Service with assistance and support from mining companies. Successful prosecution of the offenders requires the stolen material to be sourced back to the most likely origin [3], which also allows return of the material to the legal owner.
Determining the most likely origin of products (including intermediate precious metal-bearing materials) is usually achieved by using a combination of techniques to ascertain the physical, chemical, and mineralogical characteristics of the stolen products. Knowledge of the processes used by mining companies is essential to pinpoint the site of theft, which also helps companies to put additional security measures into place. To assist in the identification of the stolen material, the characteristics are compared to a database of the products most ‘at-risk’ of being stolen.
This database is updated with small samples of products on a regular basis as per legal requirements [4]. Most of the data in the database pertains to smelter and refinery products, but with the theft of material from concentrators increasing, additional information on final flotation concentrates has now also been incorporated.
On-site investigations, combined with forensic analyses, indicate that the initial upgrading of platinum concentrates takes place at the concentrator, after which the products are smuggled off-site. These derivatives are much higher in grade than the normal concentrator products and are characterised by high platinum contents and other high-density minerals such as lead sulphide and chromite. The method used by the perpetrators results in many of the value minerals being discarded. This gives rise to materials that are atypical of Bushveld products.
Investigations have shown that these products are further upgraded at illegal smelthouses through a combination of washing, acid treatment, and smelting—ultimately resulting in a precious, metal-rich buttons of up to a few hundred grams in weight. These buttons are subsequently sold on and combined into larger consignments and shipped out of the country, ultimately finding their way into the legal supply-chain.
To better understand the process of the illicit upgrading of flotation concentrate and intermediate products at concentrators and to obtain more information for the ‘fingerprinting’ database on the ‘at-risk’ materials, the following investigation was undertaken.
(1) Materials from two concentrators were obtained from areas where products are stolen for further upgrading. The areas selected for sampling were based on information obtained from intelligence operations.
(2) The material was upgraded by washing. The washing process was performed by an informant previously involved in the theft of products from site. The upgrading was done in a secluded location as not to expose the informant. For personal protection, safety glasses were worn at all times, while gloves were used during the remixing of the slurry.
(3) The upgraded products were treated with nitric acid and again washed to remove more of the unwanted minerals. Respirators and rubber gloves were worn while working with the nitric acid. Some of the upgraded products were smelted with a cutting torch to create platinum-rich buttons. This process, also performed by the informant, replicates the process used at illegal smelt houses. Safety equipment consisted of heat resistant gloves, welding goggles, and respirators.
Small aliquots were taken from the feed material (plant products), the upgraded or washed products, discards (tailings of the washing process), the prills (also known as buttons) produced, as well as the slags of the smelting process. These aliquots were submitted for detailed mineralogical and chemical characterisation. The information assists in better understanding the process used by the perpetrators, determining which products at the concentrators are the most at risk of being targeted and providing information to update the security database. The whole process was also recorded on video, which is used to create awareness among plant personnel of the theft of material at concentrators.
2. The Upgrading Process
2.1. The Washing Process at the Concentrator
The informant provided a list of several areas that were targeted by the criminals. Not all areas were easily accessible for obtaining products. In many areas one would either have to obtain permission or ignore the safety rules (mainly the ‘confined space’, ‘working at height’, or ‘lock-out’ procedures). Obviously, the perpetrators would not feel bound by these rules and would access these areas.
In most cases, the syndicate members work as a team, with one or more of the team members being on lookout (warning system), with the others accessing the various areas. The perpetrators actually wash (upgrade) the material either in, or near, the targeted area. Plant water is used for the upgrading process, and the discards (tailings) are put back in the process. There is thus little evidence of the activity. Sometimes ‘tools of the trade’ are stored nearby the targeted areas. These include scoops or dippers to remove material from cells and launders, buckets and chairs for washing, and screens for screening out coarse material and woodchips. The final upgraded product is usually packaged in small parcels and smuggled off-site by hiding these in gloves, body cavities, or amongst scrap metal. Figure 1 is an example of parcels recovered at one of the concentrators.
2.2. Off-site Duplication of the Washing Process
In our investigation, we collected material from various concentrator streams and took these off-site for further upgrading by washing. To safeguard the identity of some of the participants as well as for reasons of confidentiality, the upgrading was done at a secluded site. Although this impacted on the equipment available (e.g., the material could not be filtered or dried in an oven, nitric acid treatment had to be done in the open air, etc.), the illegal smelting houses operate in a similar fashion, and it is believed that the process was an accurate replication of that used by the perpetrators.
The materials collected were weighed, and aliquots of the various discards and concentrates were weighed wet and dry to determine the amount of moisture and give an indication of the amount of material that is being discarded and the upgrade in value taking place during the process.
For the upgrading process, the various products were washed one at a time.
As the material collected had settled in the drums, and some of the water had been discarded, it first had to be remixed into a slurry again. Samples of this material (the feed to the process) were taken before remixing. After remixing, the slurry was left to settle for a short time-period, and the fine-grained and light fraction that was still in suspension was decanted into a second basin (Figure 2 and Figure 3). More water was added to the material in the original basin, and it was washed again by slowly agitating the slurry and decanting it again. This process was repeated until the slurry was almost clear, after which the washed sample was set aside. All feed material was processed this way.
The upgraded product was now further cleaned or concentrated using either the ‘chair-washing’ method, the ‘fast-washing method’, or the ‘fast-cleaning method’. This terminology was used by the informant, and it is not known if all syndicate members use the same terminology. Figure 4, Figure 5, Figure 6 and Figure 7 are photographs illustrating the three different ‘washing’ processes.
(a) In the ‘chair-washing’ method, a small portion of the washed material is placed upon a chair (preferably black in color, as this shows off the light-colored material best). Small amounts of running water are then used to remove the last of the light density and fine material. Again, the process is repeated until all material has been treated.
(b) The ‘fast-washing’ method is similar. In this case, the material is placed into a bucket or basin, and small amounts of running water are used to wash off the light density material and fines by shaking the bucket and agitating the contents.
(c) The ‘fast-cleaning method’ removes the fines and light-density minerals by scooping small amounts of water into the container and slowly swishing it around continuously, decanting to remove the slurry.
The final concentrate was set aside to dry, after which the material was weighed, before a small aliquot was taken for mineralogy and chemistry.
The oval basins containing the discard slurry were set aside to give the material time to settle, and the water was scooped off, until the basins could be decanted. All the discards were then combined for drying and sampling.
2.3. The Nitric Acid Washing Process
Once the upgraded product has been smuggled off site, it is taken to one of the illegal smelthouses in the nearby villages. There, a further upgrading results in a platinum-rich prill or button, which, according to the informant, reaches a price of ~US$ 20 per gram (at 2017 prices). Since 2015, to date 23 smelthouses have been raided by the South African Police Services (SAPS) and Anglo American’s Platinum Product Protection Unit (PPU) in the Rustenburg, Lerome, Mogwase, and Moruleng areas. Many products and materials have been confiscated—however, platinum-rich buttons are rarely found, as the small size of these makes them quite easy to hide.
The process taking place at the illegal smelthouses was reproduced by the informant. The first step in the process is actually a further wash to remove any remaining gangue minerals as well as sulphides. This is partially achieved by treating the upgraded concentrates with nitric acid. The following is a short description of the process followed.
Nitric acid was added to the dry concentrates in the round plastic basins. It is assumed that at the smelthouses the material is treated as is—i.e., still moist. The reaction of the material with nitric acid was allowed to continue for approximately 2 hours. Some products (those with high silicate or sulphide contents) reacted violently, giving off clouds of orange-colored vapour, whereas concentrates rich in chromite and low sulphide content barely reacted (Figure 8 and Figure 9).
After 2 hours, the products were again washed with water (it is understood that at the illegal smelthouses, the material is left in the nitric acid for much longer time periods). The concentrate was further upgraded using the ‘chair-washing process’.
Very little material remained after this final washing. A thin streak of silver-colored minerals was discernible after washing some of the concentrates (Figure 10). According to the informant, this is what represents the high grade. Concentrates were sampled for mineralogical and chemical analysis. In some cases, the amounts remaining were very small; therefore, some concentrates (those originating from the same concentrator) were combined for smelting.
Where possible (depending on the amount of material remaining), the discards from the nitric acid wash were also sampled.
2.4. The Smelting Process
For the smelting process, the final concentrates are mixed with flux (Borax) and some water to form a paste. In the exercise, a di-sodium tetraborate decahydrate (Na2B4O7 10H2O) was used. Bags of anhydrous borax (sodium tetraborate—Na2B4O7) have been confiscated at smelthouses. Flux is added to reduce the melting point of the concentrate and improve slag viscosity, which improves the collection of PGE in the button.
A cutting torch is used to melt the concentrate-flux paste. Acetylene cutting torches can reach temperatures between 3200 °C and 3500 °C and can thus easily melt a precious metal-containing concentrate. A crucible is broken in half, and one half is placed at a slight incline, presumably to assist the movement of the precious metal prills to the base of the crucible. The flame is also used to stir the slag with repeated downward motions to force the small prills to the base of the crucible. Flux is added throughout the smelting process. Overall, approximately 20 g of flux was used per smelt. Once the operator is satisfied that the process is completed, a final amount of flux is sprinkled on top of the slag and the half crucible is quenched in water. After quenching, the slag is broken up to recover the button that formed.
The smelting process takes about 20 min. Distinct differences in viscosity were noted for the different materials that were smelted.
3. Mineralogical and Chemical Changes during the Upgrading Process
The samples taken during the process were characterised using a variety of mineralogical and chemical techniques (Table 1 lists the type of analyses used in this investigation). In total, 18 different samples were collected from different areas in four different concentrators (two UG-2 concentrators, a Merensky concentrator, and a Platreef concentrator). As much of the information is deemed confidential and will be used in pending investigations, changes taking place during upgrading will be elucidated by using two examples only, i.e., the upgrading of a concentrate with a low sulphide content (typical of a UG-2 operation), and the upgrading of a concentrate with high sulphide content—more typical of a Merensky or Platreef concentrator (in this case we used Platreef concentrate as a feed to the illegal process). For the same reason, not all of information obtained during the investigation will be revealed.
3.1. The Upgrading of the Plant Products Collected
Table 2, Table 3, Table 4 and Table 5 list the most important chemical and mineralogical changes taking place during the upgrading process.
Perusal of the tables indicates that the trends in chemistry and mineralogy, from the plant products (the feed to the upgrading process) to the nitric acid washed product, are different, which is a function of the differences in the starting materials. However, in both examples the processes used resulted in a significant upgrade in the grades of the materials. The following is a general discussion based on the detail summarised in the tables.
Table 2 and Table 3 Chemical changes (focusing on the 3E, total grade as 7E, the base metal contents, and Pb, Cr, and Si values) during the upgrading process from a bulky high-grade plant product to a small mass, high-grade concentrate. The upgrading of Rh, Ir, Ru, and Os is insignificant compared to the Pt, Pd, and Au contents.
Table 4 and Table 5 Mineralogical changes (focusing on PGM, the major sulphides, and silicates) during the upgrading process. Note that only the major sulphides and platinum-group minerals are listed. The sulphide liberation data is only given as liberated or high-grade middlings—the difference is made up by locked sulphides. Similarly, grain sizes are only given as +40 µm, the difference being the finer sized sulphides. The PGM data is treated the same way.
3.1.1. Upgrading of the UG-2 plant Product (Low Sulphide Content)
The feed to this concentrator plant is a low-sulphide, chromite-rich reef that is mined for its precious metal content. The concentrator upgrades the sulphides and precious metals, rejecting the chromite and silicates. The plant product used for this investigation therefore comprises a large percentage of silicates (mainly pyroxenes and its alteration minerals), lesser chromite, and approximately 8% sulphide. The sulphides are dominated by pentlandite, chalcopyrite, and pyrrhotite. Most of the sulphides are liberated, with roughly half of the sulphides coarser than 40 µm in size. The PGM are finer grained (<38 µm in size, as measured in two-dimensions and expressed as equivalent circle diameter) and are either liberated (~49%) or associated with the sulphides (~40%). The platinum-group minerals are dominated by PGE-sulphides, ferroplatinum, alloys and arsenides and sulpharsenides. Although palladium occurs as discrete platinum-group minerals (sulphides, tellurides, arsenides, alloys, etc.), a significant portion of palladium also occurs as solid solution within the sulphide mineral pentlandite. Although literature data indicates that pentlandite may contain up to 55% of the palladium in this type of reef ([5,6]), the distribution of palladium in this specific product is not known. However, it is not unlikely that a significant amount of palladium occurs with the pentlandite, and recovery or losses of this sulphide will impact the palladium recoveries.
The plant product has a grade of 457 ppm, made up predominantly of platinum and palladium (Table 2); the remainder is made up by rhodium, ruthenium, and iridium. The gold content is low. The platinum-to-palladium ratio is at ~2.3, which is roughly the ratio of the reef that is mined and processed.
Figure 13, a MLA false-color image of the various mineral particles shows the typical occurrence of the various minerals making up the plant product.
The washing of flotation products is essentially a gravity process. The process concentrates the heavier and larger minerals and washes out the fine-grained phases. As a result, the upgraded concentrate contains a larger percentage of sulphides (~33%), chromite (~22%), and lesser silicate-minerals. The washing increased the amount of chalcopyrite over pentlandite, but as pentlandite has a higher density, this is most likely the result of pentlandite exhibiting a finer grain size (pentlandite is quite brittle and fractures easily—it quite often concentrates in the finer size fractions). More than 94% of the sulphides now report to the coarser size fraction (>40 µm). Figure 14 summarises the nature of the particles reporting the gravity concentrate.
The distribution of the PGM type in the upgraded concentrate is similar to that of the plant product, but the process concentrated a significant amount of the coarser PGM (in excess of 45% now report to the +38 µm fraction), with equal amounts of these either occurring as liberated grains or in association with sulphides.
The concentrate has been considerably enriched, with both the platinum and palladium grade increasing significantly (Table 2). Lead (Pb), which is present as the mineral galena (PbS), has increased from trace amounts to over 1%. Galena is a high-density mineral but also occurs in association with the other sulphides, explaining its concentration in the gravity concentrate.
A detailed study of the discard indicates that a large percentage of sulphides, especially the finer grained, liberated sulphides, are lost during the process. Pentlandite dominates the sulphides reporting to the discards. The process also discards a large percentage of the PGM, both liberated and BMS-associated, although the distribution in PGM-type stays the same as in the feed to the washing process.
The grade of the gravity discard is high, especially taking into account that it constitutes over two thirds of the original product. Platinum-to-palladium ratios of the gravity discard are similar to that of the plant product.
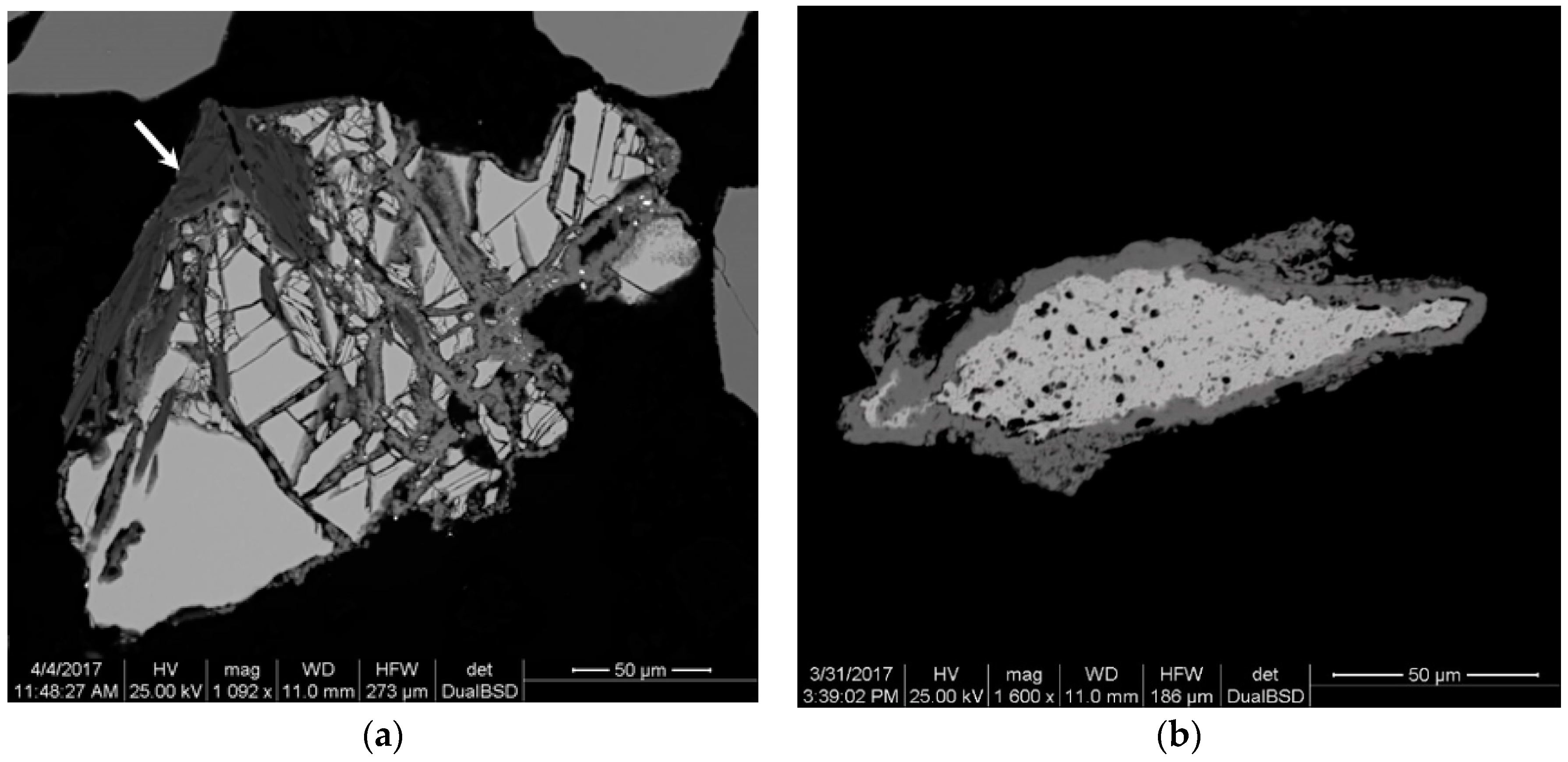
Exposing the gravity concentrate to nitric acid, followed by further gravity separation (washing), significantly upgrades the material. Mineralogical data highlight that most of the silicate minerals are removed during this process, whereas the sulphide content has also significantly decreased. This results in a significant upgrade in the chromite content (the product contains ~84% chromite). The sulphides that are still present are mainly liberated, large, and dominated by pentlandite. The sulphide present show signs of leaching (Figure 15 and Figure 16), and a longer exposure to the nitric acid would most likely have reduced the sulphide content even further. More than 80% of the PGM report to the coarser size range, and are mainly liberated (Figure 17). It is assumed that the PGM-sulphide association has been destroyed by the exposure to nitric acid.
The nitric acid washed material contains over 3% precious metals, mainly platinum, palladium, and gold. Especially, platinum has been significantly enriched, resulting in an atypically high platinum-to-palladium ratio. The final amount of product represents less than 1% of the starting material.
There was insufficient acid-wash waste material for more detailed chemical analyses and mineralogical characterisation.
3.1.2. Upgrading of the Platreef Plant Product (High Sulphide Content)
Compared to the feed resulting in the low-sulphide product, the feed to this concentrator is a silicate-rich reef, which is low in chromite, and has a higher sulphide content. This gives rise to a plant product consisting of almost equal amounts of gangue minerals and sulphides. The chromite content is negligible. The sulphides, which are predominantly liberated (Figure 18) and report to the coarser size fraction, consist of pyrite, pentlandite, chalcopyrite, and pyrrhotite.
The platinum-group minerals are coarser in grain size (~51% reporting to the +38 µm fraction) and largely liberated (~98%). The PGM are dominated by PGE-sulphides, arsenide and sulpharsenides, and PGE-tellurides. It is known that significant amount of palladium occurs within the pentlandite structure (as solid solution or submicroscopic grains, [7]) in this reef type, but the distribution in this particular sample has not been determined. The plant product also contains a significant amount of gold.
The plant product is lower in grade than the low sulphide product investigated but has a significantly high gold content. The platinum-to-palladium ratio of the product is about 1.7, which is slightly higher than that of the reef mined. The other PGE (Rh, Ru, Ir, and Os) contribute less than 10 ppm combined.
More than 95% of the original material was discarded during the washing process. As for the previous material, the washing process concentrated the larger and higher density minerals, generating a gravity concentrate consisting predominantly of large, liberated sulphides. The ratios of the various sulphides are similar to those in the feed. Similarly, the gravity concentrate contains the larger (almost 80% in excess of 38 µm) liberated or sulphide-associated PGM. The PGM type distribution is similar to that in the feed.
The precious metal content of the gravity product is lower than that of the feed material, presumably due to the losses of significant amounts of sulphides (and associated PGM) to the discard. Platinum was preferentially lost, while palladium and gold are at similar levels. This results in a very low platinum-to-palladium ratio of ~0.3. The other PGE did not show any upgrade.
A discard from the washing process is also rich in sulphides. Although most of the sulphides in the waste are also liberated, a large percentage of these sulphides (~40%) report to the finer size class (Figure 19). The washing process also discards most of the fine-grained liberated PGM (~76% smaller than 38 µm). There is no obvious preferential loss of a specific PGM type.
The grade of the discard is lower than that of the feed and contains similar amounts of platinum and palladium. The platinum content of the discard is almost double that of the gravity concentrate, confirming the preferential loss of Pt-rich minerals. The high palladium content of the gravity waste is probably due to its association with pentlandite—the latter is the most abundant sulphide in this discard. Gold preferentially reports to the concentrate, with the gold content of the discard being significantly lower than that of both the plant product and the gravity concentrate. There is little upgrade of galena (Pb) to the concentrate, and it is assumed that the galena occurs as small grains associated with the other sulphides and not as larger discrete grains.
Treatment of the gravity concentrate with nitric acid, followed by a further washing, reduced the sulphide content significantly. Most of the pyrrhotite and chalcopyrite have been removed, and the sulphides are dominated by the larger, liberated pyrite and pentlandite.
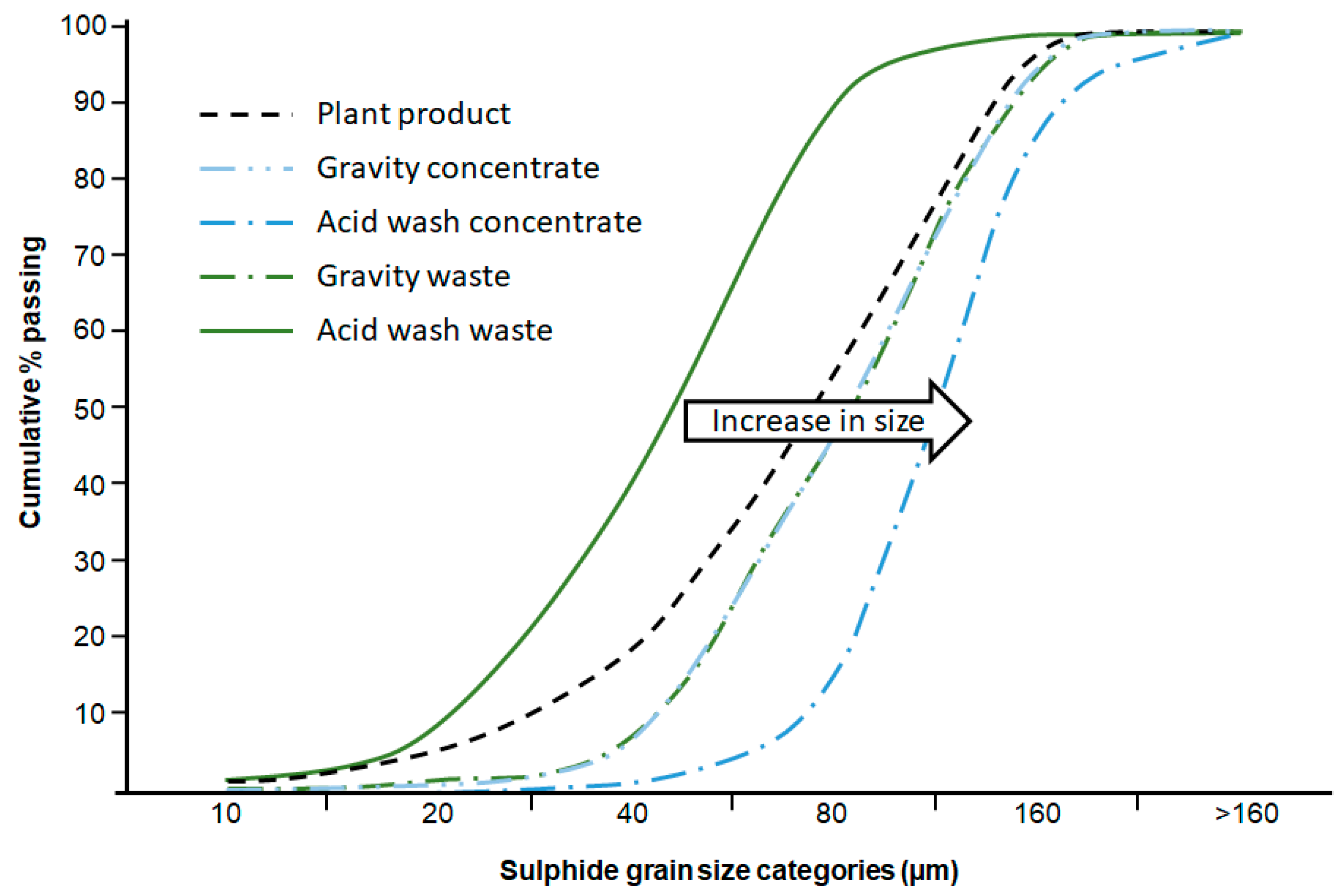
The acid-wash concentrate (less than 1% of the starting material) is enriched in gold but also contains considerable amounts of platinum and palladium. Although additional data does confirm that gold has been substantially upgraded, the very high gold content could be due to a sampling bias with the presence of larger gold particles (the so-called nugget effect) impacting both sampling and analysis. Interestingly, the platinum to palladium is similar to that of the original product. Figure 20 shows how the sulphide grain size increases from the product (feed) through the washing process.
Enough material was available to also study a small sample of the acid-wash waste. It is assumed that most of the residue of the dissolved minerals was lost suspended in the waste water. However, the discard did show the presence of abundant liberated and high-grade middling sulphides of a relative coarse size (~92% reporting to the +40 µm size class). The sulphides were comprised of pyrite, pentlandite, chalcopyrite, and pyrrhotite, the latter two in larger amounts than was detected in the acid-wash concentrate.
Losses of platinum-group minerals to the discard are mainly as liberated grains, with just over 30% of these reporting to the −38 µm fraction. Chemical analyses show a preferential loss in palladium, with smaller losses of platinum and gold.
3.1.3. Final upgrading of the washed products by smelting
Table 6 and Table 7 list the chemical compositions of the buttons and slags formed during the smelting process. The small masses of acid-wash concentrates produced from the UG-2 products required that concentrates had to be combined for smelting purposes. However, as the various concentrates produced during this testwork showed similar characteristics, it is assumed that the composition of the button is representative of the illegal processing of UG-2 concentrate (low sulphur products) from the specific operation sampled. One button was also produced from the acid-wash product from the Platreef (high sulphide feed).
Smelting of the concentrates produced high-grade buttons, enriched in platinum. Prill 1 produced from the UG-2 product has a very low palladium and gold content, with the remaining PGE totaling ~1.3%. The prill produced from the Platreef product is higher in palladium (reflecting the higher palladium content of the feed) and enriched in gold (reflecting and confirming the upgrading of this metal in the acid-wash concentrate). The prills are characterised by very different PGE ratios compared to the respective starting materials.
Other metals constituting the buttons are extremely variable, with Fe, Ni, and Cu being the most important.
Mineralogical examination was only carried out on one of the prills, i.e., the one produced from the low-sulphide concentrate. This prill was texturally quite dense (Figure 21) and comprised of more than 98% of a Pt,Ni-rich alloy (containing trace of other PGE). The remainder of the prill consists of a Ni, Pd, Pt phase, which also contains small amounts of arsenic and antimony.
The slags were difficult to separate from the crucibles and therefore contain applicable amounts of Al (the crucibles consist of an Al-Si refractory compound). However, it is clear that the smelting process is also inefficient. Both slags contain significant grade, dominated by platinum (Table 7).
The value metals are present as tiny prills (PGE-rich Ni,Fe,Cu alloys), in a matrix of Fe,Ni,Al,Si-glass. The slag formed during the smelting of the UG-2 product contains abundant Cr-rich spinel, while in the Platreef sample the spinel is present as Fe,Ni,Al-oxide, containing only low levels of chrome. The slag also contains abundant small grains of Ni,Cu,Fe-alloy.
4. Discussion of the Major Changes during Processing
The illicit upgrading of high-grade products from a flotation plant using a process of washing, followed by nitric acid treatment, another washing stage, and finally smelting, produces a Pt-rich button or prill of very high grade that fetches around US$ 20 per gram on the black market (@ 2017 prices).
The process was reproduced with samples taken at different operations, not only to demonstrate how the process works but, more importantly, to provide details on changes in chemical and mineralogical composition throughout the process. The data obtained is essential for updating the Protection Services database used for the identification of recovered products. The information obtained explains the upgrading process and highlights which types of products will upgrade better than others (this is not only a function of grade but also of the mineralogical composition). These data can be further used to highlight operations and specific areas in the operation that are more at risk.
4.1. Washing at the Operation (Concentrator)
The washing of flotation products is essentially a gravity process. It is evident from the data obtained that the process concentrates the coarser, liberated platinum-group minerals and sulphides. The process also recovers galena (lead sulphide) as well as chromite. These minerals have a density higher than that of the major sulphides. Chromite is disliked by the syndicate members, as high chromite contents interfere with the smelting process.
The discards from this washing process contains the lower grade-middling particles, locked PGM and sulphides, and fine-grained PGM. These discards, which are still high in grade, are returned to the flotation process. Depending on where and how these are fed back into the system, the fine PGM might not be recovered to the final concentrate, thus leading to additional losses at the operation.
With the composition of the final upgraded product being very much a function of the starting material, i.e., UG-2, Merensky, or Platreef ore; the area within the concentrator the product has been obtained from (final concentrate, cleaners, etc.); as well as the quality of the upgrading process (the proficiency of the perpetrator doing the washing), the product composition is expected to be extremely variable.
However, there are some indicators that make it possible to at least differentiate between some of the operations.
The recovery of chromite to the gravity concentrate makes it easy to differentiate between upgraded products from UG-2 operations and Merensky or Platreef concentrators. The data collected indicates that Platreef gravity concentrates have very low chromite contents. Although not shown in this paper, Merensky reef contains more chromite that the Platreef, and it is postulated that upgraded Merensky reef products would therefore have a higher Cr-content than that of upgraded Platreef products (but much less than that produced from a UG-2 precursor).
UG-2 ores are also characterised by a low sulphide content, although the precious metal content is of the same order of magnitude as that of the Merensky and Platreef ore. This ratio is reflected in the upgraded concentrate, with the UG-2 product exhibiting a low sulphide content but a significantly enhanced precious-metal content. In contrast, washing of the Platreef concentrate increased the sulphide content of the product considerably. Palladium occurs in close association with the nickel sulphide pentlandite, explaining the increase in palladium content in the gravity concentrate. However, platinum, which occurs mainly as discrete minerals, was preferentially lost to the tailings of the washing process. Although one would expect an ugraded Platreef concentrate to be similar in composition to a product obtained from a Merensky concentrator, the Platreef ore has a different sulphide distribution (pyrite is quite common in Platreef, but less prevalent in Merensky ore) and also contains different types of gangue minerals. Determining the presence or absence of certain types of gangue minerals will further assist in determining whether an upgraded product has a Merensky reef or Platreef origin.
4.2. Nitric Acid Washing
After the high-grade materials have been smuggled off-site, the materials are further treated at the smelthouses. Here, the products are subjected to an aggressive acid treatment using nitric acid. Nitric acid is a strong oxidising agent and will react with silicates and sulphides. The amount of dissolution achieved will be dependent on the amount of acid and the time allowed for the material to react. In the test case, the reaction with the material was quite violent and the acid was topped up regularly. The material was rinsed with water when the obvious reaction with the acid had dissipated. According to the informant and observations at smelthouses that have been searched, the material is left standing in acid for very long periods. However, investigations on acid-washed products seized at illegal smelt houses underlined that these products still contain abundant sulphides. Textures observed, such as rimming and dissolution around cracks and grain boundaries, are similar to features seen in this study, signifying that the procedures used in this study replicated the illegal process.
After the residue has been washed off and discarded, the remaining material is further washed, increasing the grade significantly. The washing is aggressive, and in our test case less than 10% of the upgraded concentrates remained after this process. Most of the material was removed by the gravity washing and not as result of the nitric acid treatment. Minerals reporting to the final concentrates are chromite (one of the typical minerals in all samples collected on the UG-2 operation), the sulphides (although many sulphides are removed during the washing and acid treatment), and coarse-liberated PGM or PGM associated with the sulphides. The only PGMs that seem to be affected by the acid treatment are the PGE-alloys, the abundance of which shows a decrease in the materials studied.
The discards contain silicate minerals, chromite, as well as abundant sulphides and PGM, and are of significant grade. Although it was impossible to mass balance the process due to significant losses in the washing process (the high volumes of washing water and the fact that the exercise was done in a remote location made it impossible to filter all the water and collect the fines), the data collected indicates that the process is quite basic and has very high losses in the final washing process. A rough calculation of amount of platinum reporting to the final concentrates indicates recoveries varying between 1 and 15 percent during acid treatment and final washing.
The products have changed significantly, but it is still relatively easy to differentiate between products originating from UG-2 operations vs. concentrates produced from the more sulphide-rich ore types (Merensky reef and Platreef ores). With the chromite being unaffected by the acid wash, it is the dominant mineral in the final UG-2 product.
Pyrite, one of the more resistant sulphides, upgrades in the Platreef product, and its presence can possibly be used to differentiate between products obtained from Platreef and Merensky concentrators. Some specific gangue minerals are also refractory to the process, and the presence or absence of certain indicator minerals will make it possibly to further differentiate between precursor ores. More detailed work on specific mineral compositions (e.g., chromite and sulphide compositions) would be required to enhance knowledge on specific indicator minerals.
4.3. Smelting
Final PGE collection to form a button is less than perfect. It is assumed that some of the PGE volatilise during the process (osmium, especially, is highly volatile at the temperatures reached during smelting), but most losses are most likely due to the viscosity of the slag. Sulphide-rich concentrates have a higher viscosity, while chromite-rich concentrates are less viscous. The lower viscosity as well as the fairly short time that is used for the smelting process (like the washing, the smelting is also a labour-intensive process) impedes prill formation and settling. The slags contain appreciable amounts of fine-grained PGE alloys from micrometer size to just less than 1 mm. With more time, these would probably have coalesced and migrated to the base of the crucible. Due to the relatively poor PGE collection, the slags are high in grade, although variable in composition. The high-chrome slags exhibit the highest PGE values, confirming the impact of chromite on slag viscosity and the adequate collection of PGE. According to information received, some smelt houses retreat the slag to improve the final recoveries.
At first glance, the compositions of the buttons produced show little resemblance to the precursor products. However, the button produced from UG-2 ore exhibits a higher Cr- and lower sulphur content than the button produced from the Platreef concentrate. The Platreef button also has a much higher gold content, reflecting the significant upgrade of gold during the washing and acid-treatment process.
Continued smelting or retreatment of these buttons would, most likely, further enrich the composition. Although this might make it more challenging to determine the original ore type, the buttons retain enough of the characteristics of Bushveld-precursor material (the precious metals contents, base metal contents, and typical trace elements) to differentiate them from legally obtained and processed materials such as those originating from the recycling of autocatalysts, jewellery, or e-waste.
5. Conclusions
The study has confirmed that various concentrator products can be upgraded using a number of washing stages, nitric acid treatment, as well as smelting.
The study indicates that products containing coarse, liberated platinum-group minerals are the most favorable to upgrading. High-grade flotation products with low chromite contents are preferred by the syndicate members. These types of products include (but are not limited to) the following:
Roughers concentrates: these are high-grade; contain the coarser, more easily recoverable sulphides and PGM; and have very low chromite contents.
Final concentrates: high-grade with a high percentage of larger liberated PGM and sulphides and low chromite contents.
Primary cleaners and recleaners: feeding into the final concentrate these are high-grade, contain recoverable PGM and sulphide, and are low in chromite content.
Fast and slow recleaners: high-grade intermediate products, with recoverable PGM. In the UG-2 operation, these intermediate products contain chromite.
Though the syndicate members would prefer products from the Merensky concentrator or Platreef concentrators, as these generally contain larger, liberated PGM; higher sulphide grades; and lower chromite contents. Investigations by the PPU have shown that UG-2 flotation products are just as much at risk.
The study provides information on the products and process streams that are at risk. Although focused on the two different concentrators, the outcomes of the study can be extended to other concentrators highlighting areas that require more protection from theft.
The information obtained (chemical data as well as mineralogical information) has been incorporated in the security database to assist with the identification of other materials. Additional information on the PGM buttons is especially important, as these are very different from the standard products produced by the various platinum operations. These types of investigations need to continue, as additional information on the smelting process and the changes in composition will assist future investigations into the origin of confiscated prills, buttons, and bars.
The information as documented as well as the video of the process will help to create awareness of the importance of also protecting the concentrators from the theft of products and will also provide additional evidence in court cases.
Author Contributions
Conceptualization and methodology by R.S. and J.M. Mineralogical analyses and data processing by M.D., S.B. and Y.S. Collection of data, processing, interpretation, writing, reviewing and editing by R.S.
Funding
This research was funded by Anglo American Platinum Limited.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Rosenfeld Sweeting, A.; Clark, A.P. Lightening the Lode: A Guide to Responsible Large-Scale Mining; Conservation International: Washington, DC, USA, 2000; p. 111. [Google Scholar]
- Liskowich, M. Strategies Large-Scale Mining Operations May Employ in Dealing with Artisanal Mining; SRK: Johannesburg, South Africa, 2013; pp. 4–5. [Google Scholar]
- Smith, T. Materials Profiling: Identification of Source within a Legal Context. Master’s Thesis, University of Pretoria, Pretoria, South Africa, 2008. [Google Scholar]
- South African Government Gazette, Precious Metals Act [No. 37 of 2005]; No. 28764; Government Gazette: Cape Town, South African; Volume 490, p. 29.
- Osbahr, I.; Oberthür, T.; Klemd, R.; Josties, A. Platinum-group element distribution in base-metal sulphides of the UG2 chromitite, Bushveld Complex, South Africa—A reconnaissance study. Miner Dépos. 2014, 49, 655–665. [Google Scholar] [CrossRef]
- Junge, M.; Wirth, R.; Oberthür, T.; Melcher, F.; Schreiber, A. Mineralogical siting of platinum-group elements in pentlandite from the Bushveld Complex, South Africa. Miner Depos. 2015, 50, 41–54. [Google Scholar] [CrossRef]
- Klemd, R.; Junge, M.; Oberthür, T.; Herderich, T.; Schouwstra, R.; Roberts, J. Platinum-group element concentrations in base-metal sulphides from the Platreef, Mogalakwena Platinum mine, Bushveld Complex, South Africa. S. Afr. J. Geol. 2016, 119, 623–638. [Google Scholar] [CrossRef]
Figure 1.
Photographs of material concealed in a condom and gloves—both parcels were confiscated at a platinum concentrator.
Figure 1.
Photographs of material concealed in a condom and gloves—both parcels were confiscated at a platinum concentrator.

Figure 2.
Remixing the material into a slurry and removing some of the plastic, fibers, and woodchips present.
Figure 2.
Remixing the material into a slurry and removing some of the plastic, fibers, and woodchips present.

Figure 3.
Decanting of the slurry to remove the low-density gangue minerals and fines.

Figure 4.
The ‘chair-washing’ process—note how only the fine-grained material is washed away.

Figure 5.
The final product of the ‘chair-washing’ process—in this case rich in sulphide.

Figure 6.
The ‘fast-washing’ process: small amounts of running water are used to wash off the light density material and fines. This process has also been recorded by a covert camera on one of the operations.
Figure 6.
The ‘fast-washing’ process: small amounts of running water are used to wash off the light density material and fines. This process has also been recorded by a covert camera on one of the operations.

Figure 7.
The ‘fast-cleaning’ process. Similar to the ‘fast-washing’ process, this process has also been recorded by a covert camera on one of the operations. Small amounts of water are scooped into the bucket by hand. The contents are then stirred, and the bucket is decanted to remove the lighter material. The water and suspended material are run over the hand for visual inspection.
Figure 7.
The ‘fast-cleaning’ process. Similar to the ‘fast-washing’ process, this process has also been recorded by a covert camera on one of the operations. Small amounts of water are scooped into the bucket by hand. The contents are then stirred, and the bucket is decanted to remove the lighter material. The water and suspended material are run over the hand for visual inspection.

Figure 8.
Nitric acid wash: photograph of the reaction of the nitric acid with materials containing abundant sulphides and silicates. Using this nitric acid wash for the illegal upgrading of concentrates is an unsafe practice. Although we applied the same method to replicate the results of this process, the informant was issued with appropriate personal protective equipment.
Figure 8.
Nitric acid wash: photograph of the reaction of the nitric acid with materials containing abundant sulphides and silicates. Using this nitric acid wash for the illegal upgrading of concentrates is an unsafe practice. Although we applied the same method to replicate the results of this process, the informant was issued with appropriate personal protective equipment.

Figure 9.
Nitric acid wash: photograph of the reaction of the nitric acid with material containing high levels of chromite and only small amounts of sulphide (middle basin) compared to the reaction with products containing abundant sulphide (to the left and right).
Figure 9.
Nitric acid wash: photograph of the reaction of the nitric acid with material containing high levels of chromite and only small amounts of sulphide (middle basin) compared to the reaction with products containing abundant sulphide (to the left and right).

Figure 10.
Final product of the washing process. Note the silver streak of the value minerals (arrows). For scale purposes, the photograph is approximately 7 cm in the longest dimension.
Figure 10.
Final product of the washing process. Note the silver streak of the value minerals (arrows). For scale purposes, the photograph is approximately 7 cm in the longest dimension.

Figure 11.
Half crucible containing the molten slag and button just after smelting.

Figure 12.
A platinum-rich button—the product of the illicit processing of flotation concentrates. The button is just over 2 cm in diameter.
Figure 12.
A platinum-rich button—the product of the illicit processing of flotation concentrates. The button is just over 2 cm in diameter.

Figure 13.
MLA false-color images of the various mineral particles in the plant products. The first column shows the liberated platinum-group minerals, the second column shows some examples of sulphides and associated platinum-group minerals, and columns 3 and 4 display various silicate and oxide minerals (many with associated sulphides).
Figure 13.
MLA false-color images of the various mineral particles in the plant products. The first column shows the liberated platinum-group minerals, the second column shows some examples of sulphides and associated platinum-group minerals, and columns 3 and 4 display various silicate and oxide minerals (many with associated sulphides).

Figure 14.
MLA false-color images of the various mineral particles in the gravity concentrate. The first column shows the liberated platinum-group minerals, the second column some examples of sulphides and associated platinum-group minerals, and columns 3 and 4 the various silicate and oxide minerals (many with associated sulphides). Note that some of the larger particles totally fill the field of view, hence their square nature.
Figure 14.
MLA false-color images of the various mineral particles in the gravity concentrate. The first column shows the liberated platinum-group minerals, the second column some examples of sulphides and associated platinum-group minerals, and columns 3 and 4 the various silicate and oxide minerals (many with associated sulphides). Note that some of the larger particles totally fill the field of view, hence their square nature.

Figure 15.
(a) Pentlandite grain showing pitting of the mineral surface and along cracks in the mineral grain. Secondary electron image: nitric acid treated concentrate. (b) Enlargement of area outlined in (a). Notice the pitted surface of the mineral grain as a result of the dissolution of the sulphide phase. Secondary electron image.
Figure 15.
(a) Pentlandite grain showing pitting of the mineral surface and along cracks in the mineral grain. Secondary electron image: nitric acid treated concentrate. (b) Enlargement of area outlined in (a). Notice the pitted surface of the mineral grain as a result of the dissolution of the sulphide phase. Secondary electron image.

Figure 16.
(a) Pentlandite grain with cracks filled with sulphate compounds containing a variety of elements such as iron, lead, nickel, copper, silica, etc. The dark phase on the left-hand side (arrow) is a highly altered silicate. Backscatter electron image: nitric acid-treated concentrate. (b) Altered galena grain now consisting of lead (with minor oxygen and trace sulphur) rimmed by lead sulphate. Note the dissolution channels in the highly altered mineral grain. Backscatter electron image: nitric acid treated concentrate.
Figure 16.
(a) Pentlandite grain with cracks filled with sulphate compounds containing a variety of elements such as iron, lead, nickel, copper, silica, etc. The dark phase on the left-hand side (arrow) is a highly altered silicate. Backscatter electron image: nitric acid-treated concentrate. (b) Altered galena grain now consisting of lead (with minor oxygen and trace sulphur) rimmed by lead sulphate. Note the dissolution channels in the highly altered mineral grain. Backscatter electron image: nitric acid treated concentrate.

Figure 17.
MLA false-color images of the various mineral particles in the nitric acid-washed concentrate. The first column shows the liberated platinum-group minerals, the second column some examples of sulphides and associated platinum-group minerals, and column 3 illustrates some of the silicate and oxide minerals (some still with associated sulphides).
Figure 17.
MLA false-color images of the various mineral particles in the nitric acid-washed concentrate. The first column shows the liberated platinum-group minerals, the second column some examples of sulphides and associated platinum-group minerals, and column 3 illustrates some of the silicate and oxide minerals (some still with associated sulphides).

Figure 18.
QEMSCAN false-color images of the various mineral particles in the Platreef plant product. Note the abundance of coarse liberated sulphides.
Figure 18.
QEMSCAN false-color images of the various mineral particles in the Platreef plant product. Note the abundance of coarse liberated sulphides.

Figure 19.
QEMSCAN false-color images of the various mineral particles in the discard of the gravity upgrade. Note that the sulphides (yellow), although liberated, are much finer-grained than those shown in Figure 18 (product prior to upgrading).
Figure 19.
QEMSCAN false-color images of the various mineral particles in the discard of the gravity upgrade. Note that the sulphides (yellow), although liberated, are much finer-grained than those shown in Figure 18 (product prior to upgrading).

Figure 20.
Cumulative sulphide size distribution of the sulphides present in the plant product, gravity concentrate, and acid-wash concentrate. The apparent increase in size is the result of the removal of the finer sulphide sizes.
Figure 20.
Cumulative sulphide size distribution of the sulphides present in the plant product, gravity concentrate, and acid-wash concentrate. The apparent increase in size is the result of the removal of the finer sulphide sizes.

Figure 21.
Optical microscope images of the examined prill. (a) is a low magnification image. (b) (high magnification) shows the presence of two phases. The bulk of the prill consists of a Pt,Ni-rich alloy (light colored), while the brownish phase (darker colored–arrows) contains the palladium. The black areas are voids.
Figure 21.
Optical microscope images of the examined prill. (a) is a low magnification image. (b) (high magnification) shows the presence of two phases. The bulk of the prill consists of a Pt,Ni-rich alloy (light colored), while the brownish phase (darker colored–arrows) contains the palladium. The black areas are voids.

Figure 22.
SEM image of the slag from the UG-2 product (low sulphur feed). Note the presence of large amounts of Cr-rich spinel and the fine droplets on PGE. The large amounts of spinel would have reduced the viscosity of the slag-inhibiting settling of the PGE-alloys.
Figure 22.
SEM image of the slag from the UG-2 product (low sulphur feed). Note the presence of large amounts of Cr-rich spinel and the fine droplets on PGE. The large amounts of spinel would have reduced the viscosity of the slag-inhibiting settling of the PGE-alloys.

Figure 23.
Backscattered electron image of the Platreef product (high sulphide feed) showing a small prill trapped between the spinel crystals. In this case, the spinels are iron-rich.
Figure 23.
Backscattered electron image of the Platreef product (high sulphide feed) showing a small prill trapped between the spinel crystals. In this case, the spinels are iron-rich.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Type of analysis requested for the different samples collected during the project.
| Material Type | Chemical Analysis | Mineralogical Analysis |
|---|---|---|
| The feed to the process (plant product), gravity concentrate, acid-wash concentrate, gravity waste, and acid-wash waste. | PGE, base metal, silicate analysis, and trace elements. PGE and Au and trace elements by ICP-MS (in ppm) and base metals, Cr and silicate analysis (in %) by ICP-MS, S by Leco. | X-ray diffractometry (XRD). Bulk modal by QEMSCAN. Sulphide type, size, and liberation (QEMSCAN). PGM size, type, and liberation (MLA or QEMSCAN). |
| Buttons. | PGE, base metal, silicate analysis, and trace elements. All analyses by ICP-OES. | Phase identification and bulk modal (SEM and MLA). |
| Slags. | PGE, base metal, silicate analysis, and trace elements. PGE and Au and trace elements by ICP-MS (in ppm) and base metals, Cr and silicate analysis (in %) by ICP-MS, and S by Leco. | XRD. Phase identification and bulk modal (SEM and QEMSCAN). |
ICP-MS—inductively coupled plasma mass spectrometry, ICP-OES—inductively coupled plasma optical emission spectrometry, and QEMSCAN and MLA—automated mineral analysis systems used for particle characterization. The equipment is based on scanning-electron microscopic techniques and uses proprietary software to map, identify, and measure mineral phases.
Table 2.
Chemical compositions of the UG-2 plant product (low sulphide content).
| Element | Unit | Plant Product | Gravity Concentrate | Acid-Wash Concentrate | Gravity Waste |
|---|---|---|---|---|---|
| Pt | ppm * | 268 | 680 | 25,400 | 413 |
| Pd | 115 | 437 | 3500 | 176 | |
| Au | 2 | 9 | 830 | 2 | |
| 7E | ppm | 457 | 1297 | 30,652 | 703 |
| Pt:Pd | 2.3 | 1.6 | 7.3 | 2.4 | |
| Cu | % | 0.8 | 3.6 | insufficient material for analyses | 1.0 |
| Ni | 1.5 | 6.2 | 2.4 | ||
| Fe | 8.9 | 19.1 | 10.5 | ||
| S | 2.9 | 11.1 | 3.7 | ||
| Cu:Ni | 0.5 | 0.6 | 0.4 | ||
| Cr | % | 2.1 | 6.5 | 1.9 | |
| Si | 22.5 | 10.9 | 22.8 | ||
| Pb | ppm | 778 | 11,615 | 708 |
* ppm: Parts per million. 3E: Pt, Pd, Au. 7E: Pt, Pd, Rh, Ru, Ir, Os, and Au.
Table 3.
Chemical compositions of a Platreef plant product (high sulphide content).
| Element | Unit | Plant Product | Gravity Concentrate | Acid-Wash Concentrate | Gravity Waste | Acid-Wash Waste |
|---|---|---|---|---|---|---|
| Pt | ppm | 176 | 43 | 5549 | 81 | 22 |
| Pd | 103 | 123 | 3267 | 96 | 113 | |
| Au | 92 | 114 | 10,319 | 24 | 83 | |
| 7E | ppm | 380 | 286 | 19,157 | 208 | 222 |
| Pt:Pd | 1.7 | 0.3 | 1.7 | 0.8 | 0.2 | |
| Cu | % | 3.9 | 5.5 | insufficient material for analyses | 4.4 | 6.3 |
| Ni | 7.3 | 8.9 | 8.8 | 8.7 | ||
| Fe | 22.7 | 30.6 | 23.9 | 30.6 | ||
| S | 19.9 | 31.3 | 20.9 | 31.5 | ||
| Ni:Cu | 1.8 | 1.6 | 2.0 | 1.4 | ||
| Cr | % | 0.1 | 0.1 | 0.1 | 0.1 | |
| Si | 13.0 | 6.2 | 12.5 | 6.9 | ||
| Pb | ppm | 160 | 198 | 148 | 136 |
Table 4.
Mineralogical data of the UG-2 plant product (low sulphide content). All values in per cent as determined by QEMSCAN (gangue mineral and sulphide data) and MLA (PGM data).
Table 4.
Mineralogical data of the UG-2 plant product (low sulphide content). All values in per cent as determined by QEMSCAN (gangue mineral and sulphide data) and MLA (PGM data).
| Minerals | Plant Product | Gravity Concentrate | Acid-Wash Concentrate | Gravity Waste |
|---|---|---|---|---|
| Chromite | 7.0 | 22.0 | 83.8 | 6.5 |
| Pyroxene | 62.4 | 29.9 | 1.3 | 59.1 |
| Feldspar | 2.9 | 3.6 | 0.1 | 2.4 |
| Alteration Minerals | 14.9 | 6.9 | 0.5 | 16.7 |
| Other Minerals | 4.2 | 5.0 | 3.1 | 4.5 |
| BMS | 8.5 | 32.6 | 11.3 | 10.8 |
| BMS detailed data | ||||
| Chalcopyrite | 29.4 | 36.2 | 17.3 | 26.0 |
| Pentlandite | 50.0 | 41.6 | 76.5 | 52.8 |
| Pyrrhotite | 16.1 | 15.4 | 4.6 | 17.9 |
| Liberated BMS | 88.4 | 90.9 | 98.1 | 87.2 |
| High-grade middlings | 7.7 | 5.8 | 0.7 | 8.0 |
| Grain size (+40 µm) | 53.1 | 94.5 | 95.3 | 51.3 |
| PGM detailed data * | ||||
| PGE-sulphides | 52.3 | 50.0 | 47.2 | 57.8 |
| PGE-arsenides and sulpharsenides | 11.7 | 8.6 | 13.5 | 8.7 |
| PGE-tellurides | 2.0 | 3.3 | 2.6 | 2.5 |
| Ferroplatinum | 20.0 | 21.0 | 33.9 | 21.5 |
| PGE-alloys | 13.5 | 16.5 | 2.0 | 9.3 |
| Gold | 0.4 | 0.4 | 0.8 | 0.2 |
| Liberated PGM | 48.8 | 47.9 | 96.4 | 31.3 |
| Liberated PGM-BMS ** | 39.5 | 45.8 | 2.8 | 58.4 |
| Grain size (+38 µm) | 0.0 | 45.6 | 83.0 | 2.8 |
* The Bushveld ores contain a variety of platinum-group minerals. For simplification, these are commonly grouped into different classes such as alloys or intermetallic compounds, or they are based on the ligands the platinum group elements are bonded to, i.e., PGE-sulphides such as braggite ((Pt,Pd)S), cooperite (PtS), etc.; ** liberated PGM-BMS: particles consisting of platinum-group minerals and base-metal sulphides. PGM may be fully included in the sulphide grain or occur as grains attached to the sulphide. The combination of PGM and sulphide is recoverable by flotation as well as gravity separation.
Table 5.
Mineralogical data of the Platreef plant product (high sulphide content). All values in per cent as determined by QEMSCAN (gangue mineral and sulphide data) and MLA (PGM data).
Table 5.
Mineralogical data of the Platreef plant product (high sulphide content). All values in per cent as determined by QEMSCAN (gangue mineral and sulphide data) and MLA (PGM data).
| Minerals | Plant Product | Gravity Concentrate | Acid-Wash Concentrate | Gravity Waste | Acid-Wash Waste |
|---|---|---|---|---|---|
| Pyroxene | 32.1 | 10.7 | 17.0 | 5.6 | 9.8 |
| Feldspar | 8.6 | 8.6 | 20.3 | 4.1 | 8.5 |
| Alteration Minerals | 6.1 | 2.9 | 3.9 | 7.3 | 3.2 |
| Other Minerals | 4.5 | 4.0 | 14.1 | 4.6 | 3.9 |
| BMS | 48.7 | 73.8 | 44.6 | 78.4 | 74.6 |
| BMS detailed data | |||||
| Pentlandite | 32.4 | 30.4 | 25.9 | 37.6 | 31.5 |
| Chalcopyrite | 19.5 | 18.4 | 2.9 | 22.2 | 20.7 |
| Pyrite | 38.6 | 44.2 | 68.0 | 30.6 | 40.2 |
| Pyrrhotite | 9.0 | 6.6 | 2.6 | 9.0 | 7.1 |
| Liberated BMS | 84.4 | 91.1 | 98.1 | 92.3 | 87.9 |
| High-grade middlings | 10.5 | 5.0 | 1.7 | 3.9 | 6.7 |
| Grain size (+40 µm) | 80.6 | 92.7 | 98.1 | 59.6 | 91.9 |
| PGM detailed data | |||||
| PGE-sulphides | 28.0 | 32.0 | 30.2 | 34.8 | 35.8 |
| PGE-arsenides and sulpharsenides | 34.1 | 34.0 | 43.3 | 23.4 | 40.3 |
| PGE-tellurides | 22.9 | 17.0 | 5.2 | 35.0 | 5.9 |
| Ferroplatinum | 2.3 | 3.5 | 5.2 | 0.0 | 3.0 |
| PGE-alloys | 4.1 | 5.2 | 1.9 | 1.3 | 2.6 |
| Gold | 8.7 | 8.2 | 14.3 | 5.6 | 12.4 |
| Liberated PGM | 97.6 | 93.5 | 96.8 | 95.5 | 96.1 |
| Liberated PGM-BMS | 1.5 | 6.3 | 2.4 | 2.7 | 1.8 |
| Grain size (+38 µm) | 51.3 | 78.0 | 94.9 | 23.8 | 67.9 |
Table 6.
PGE and base metal contents of the prills produced during the smelting process.
| Element | Unit | UG-2 Button | Platreef Button |
|---|---|---|---|
| Pt | % | 40.3 | 49.8 |
| Pd | 2.1 | 6.5 | |
| Au | 1.6 | 16.9 | |
| Rh | 0.1 | <0.1 | |
| Ir | 0.1 | 0.1 | |
| Ru | 0.9 | <0.1 | |
| Os | 0.2 | <0.1 | |
| 7E | % | 45.3 | 73.3 |
| Pt:Pd | 19.2 | 7.7 | |
| Cu | % | 0.9 | 3.6 |
| Ni | 35.2 | 17.9 | |
| Fe | 19.2 | 1.1 | |
| Cr | 0.3 | 0.01 | |
| S | 0.0 | 0.3 | |
| Co | 0.5 | 0.05 | |
| Pb | <1 ppm | <3 ppm |
Table 7.
Precious-metal and base-metal contents of 3 slag samples resulting from the smelting process. Note the variation in PGE contents. The Al content gives an indication of the amount of refractory included in the analysis (the crucible consists of an Al-Si compound).
Table 7.
Precious-metal and base-metal contents of 3 slag samples resulting from the smelting process. Note the variation in PGE contents. The Al content gives an indication of the amount of refractory included in the analysis (the crucible consists of an Al-Si compound).
| Element | Unit | UG-2 Slag | Platreef Slag |
|---|---|---|---|
| Pt | ppm | 1274 | 954 |
| Pd | 64 | 135 | |
| Au | 45 | 376 | |
| Rh | < 1 | 3 | |
| Ir | 5 | 2 | |
| Ru | 25 | < 0.5 | |
| Os | 3 | < 0.5 | |
| 7E | ppm | 1415 | 1470 |
| Pt:Pd | 19.9 | 7.1 | |
| Cu | % | 0.0 | < 0.1 |
| Ni | % | 0.3 | 0.5 |
| Fe | % | 3.6 | 5.3 |
| S | % | 0.0 | 0.14 |
| Pb | ppm | 49 | 47 |
| Cu:Ni | 0.1 | 0.2 | |
| Cr | % | 1.9 | 0.05 |
| Al | % | 18.8 | 19.9 |
| Si | % | 26.5 | 26.9 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Schouwstra, R.; Mocke, J.; Duncan, M.; Bramdeo, S.; Scharneck, Y. An Investigation into the Theft of Concentrates and Their Upgrading to Saleable Platinum-Products. Geosciences 2018, 8, 411. https://doi.org/10.3390/geosciences8110411
AMA Style
Schouwstra R, Mocke J, Duncan M, Bramdeo S, Scharneck Y. An Investigation into the Theft of Concentrates and Their Upgrading to Saleable Platinum-Products. Geosciences. 2018; 8(11):411. https://doi.org/10.3390/geosciences8110411
Chicago/Turabian StyleSchouwstra, Robert, Johan Mocke, Michael Duncan, Siksha Bramdeo, and Yolanda Scharneck. 2018. "An Investigation into the Theft of Concentrates and Their Upgrading to Saleable Platinum-Products" Geosciences 8, no. 11: 411. https://doi.org/10.3390/geosciences8110411
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.