Alkali-Activated Mortars for Sustainable Building Solutions: Effect of Binder Composition on Technical Performance

Abstract
1. Introduction
2. Materials and Methods
3. Results
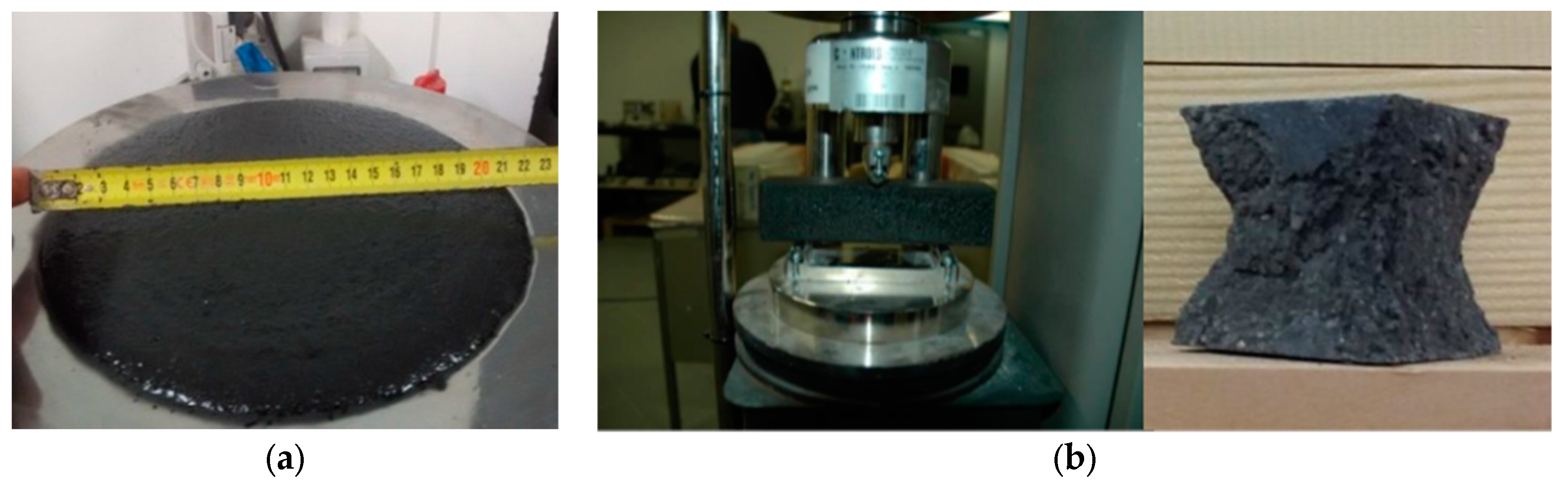
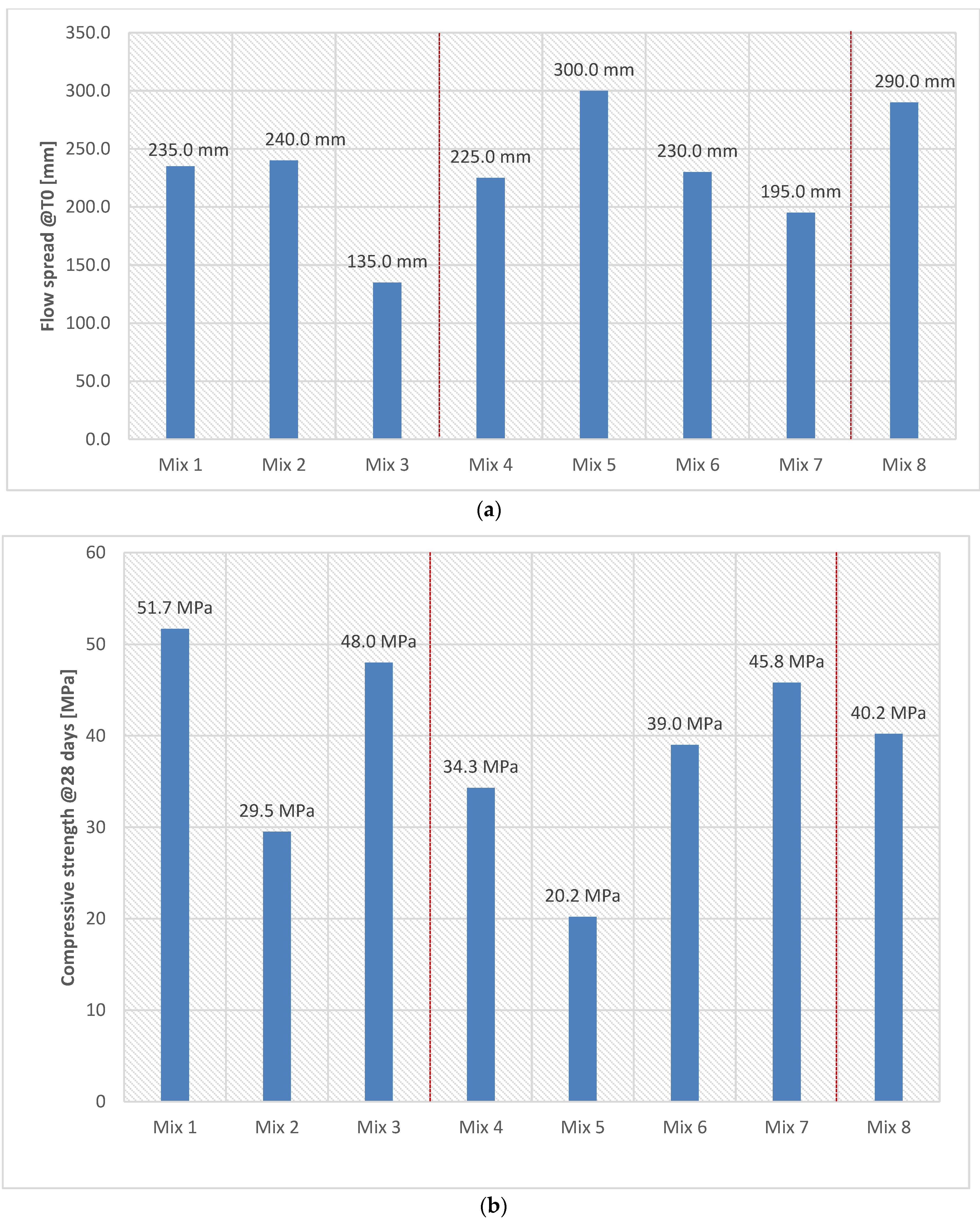
3.1. Technical Performance of Alkali-Activated Mortars
3.2. Preliminary Durability Evaluations
4. Discussion
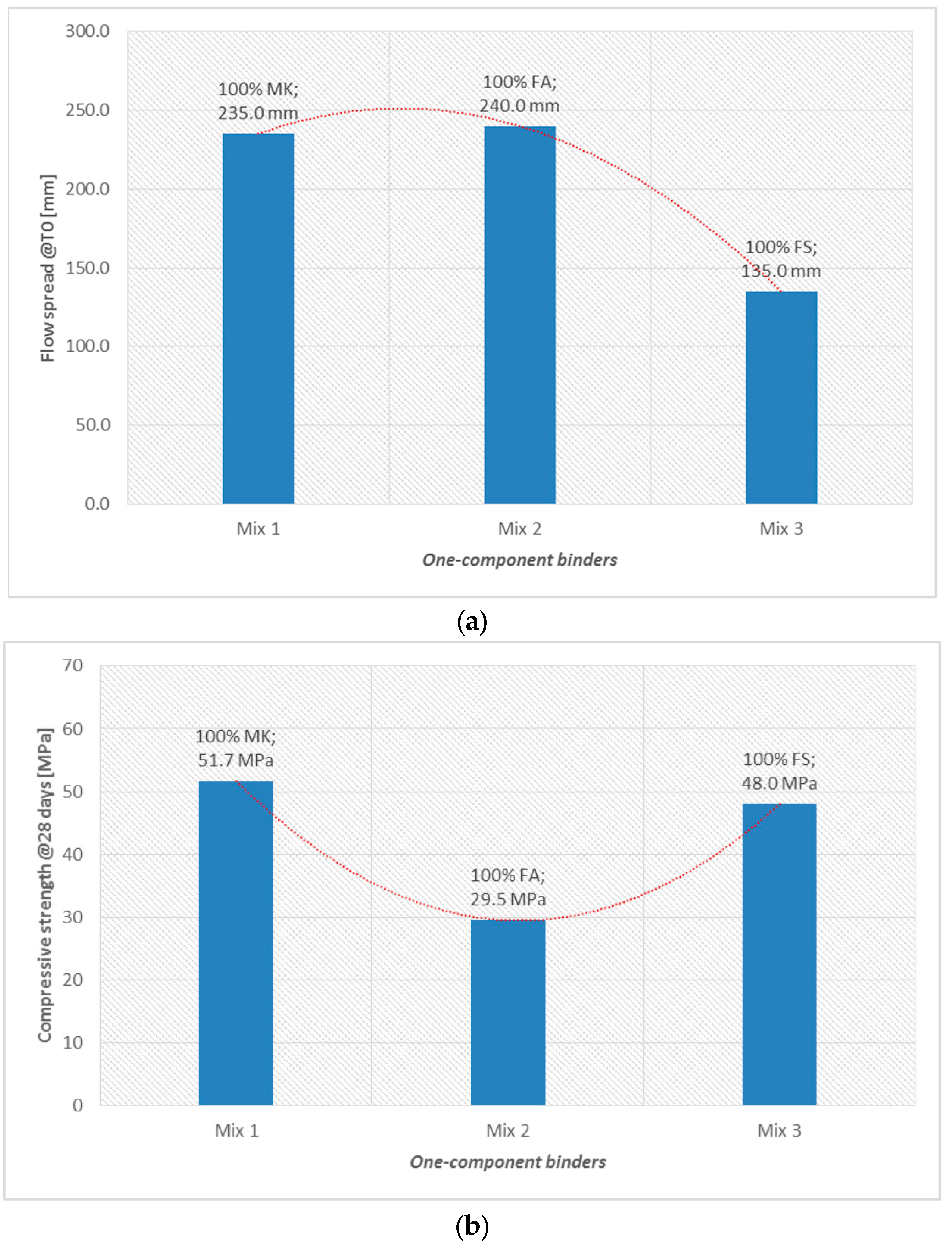
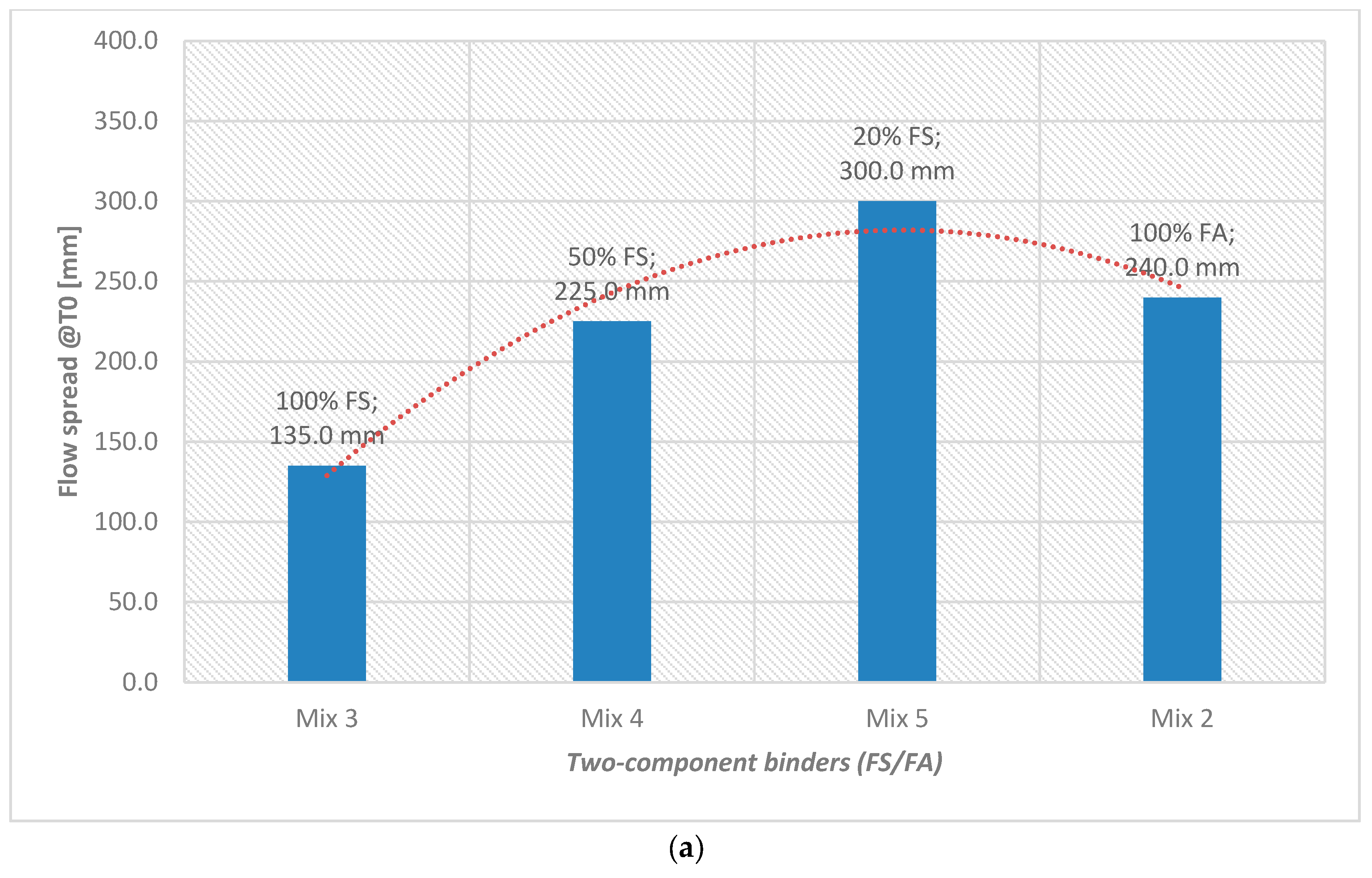
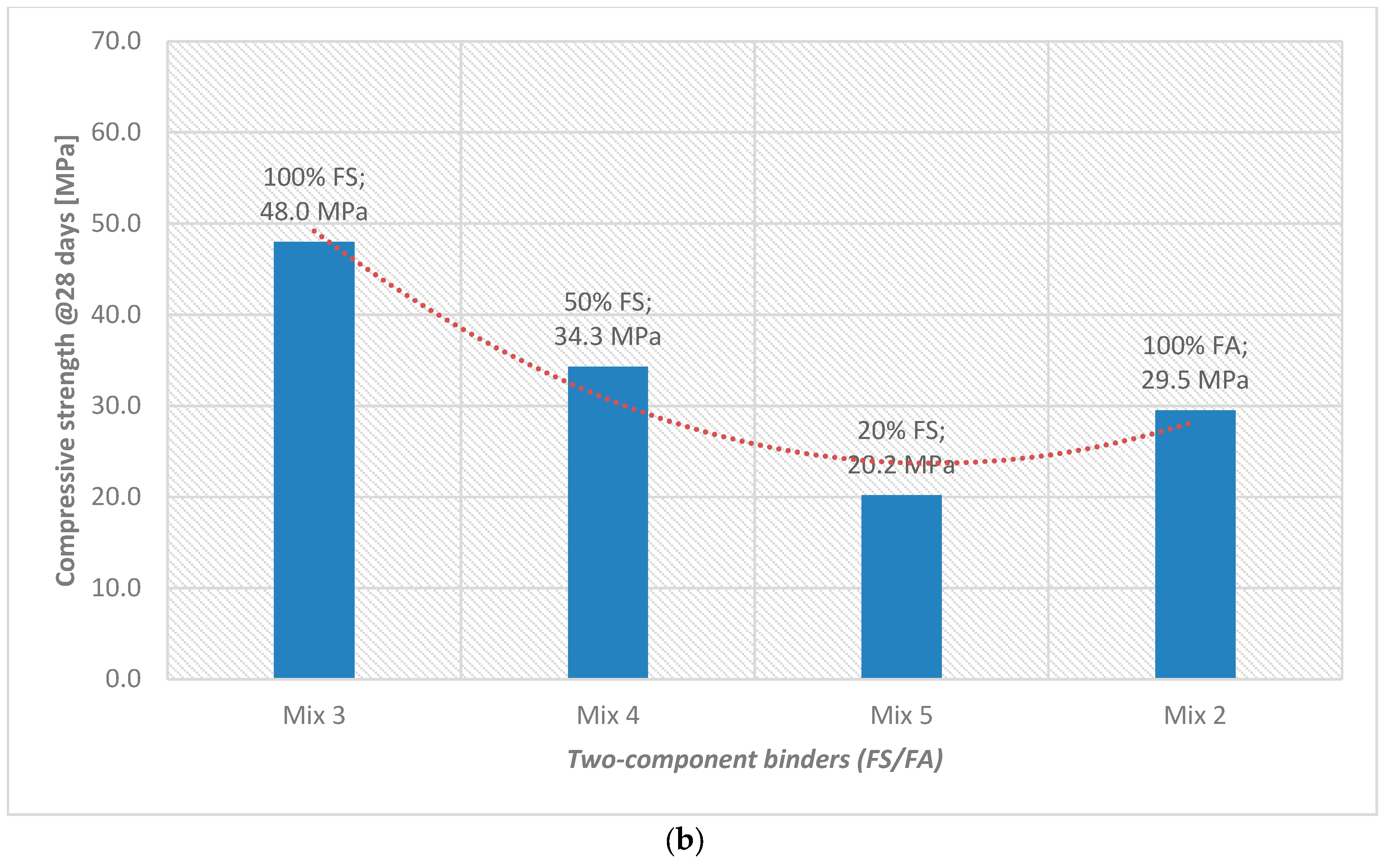
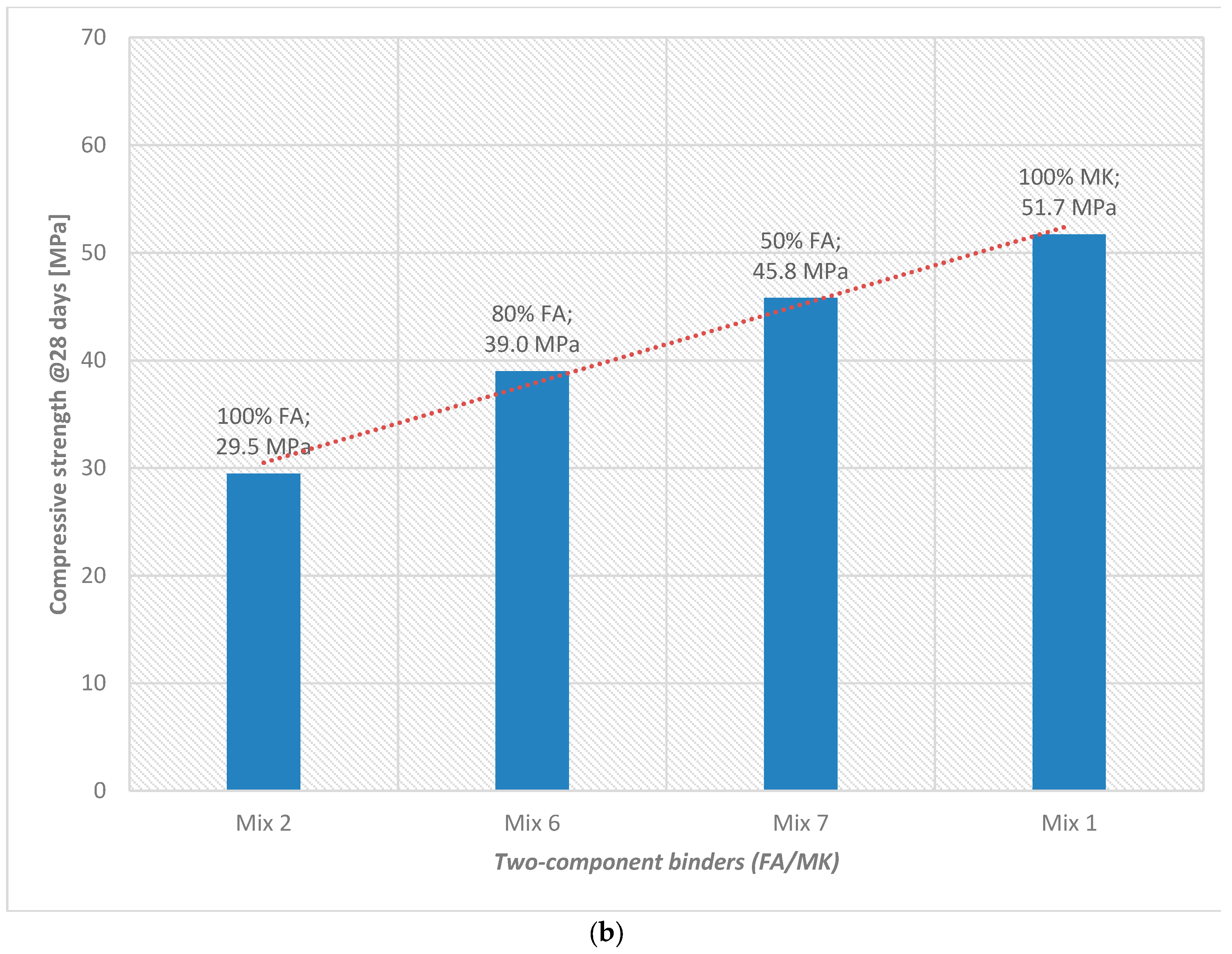
4.1. Effect of Binder Composition on Technical Performance of Mortars
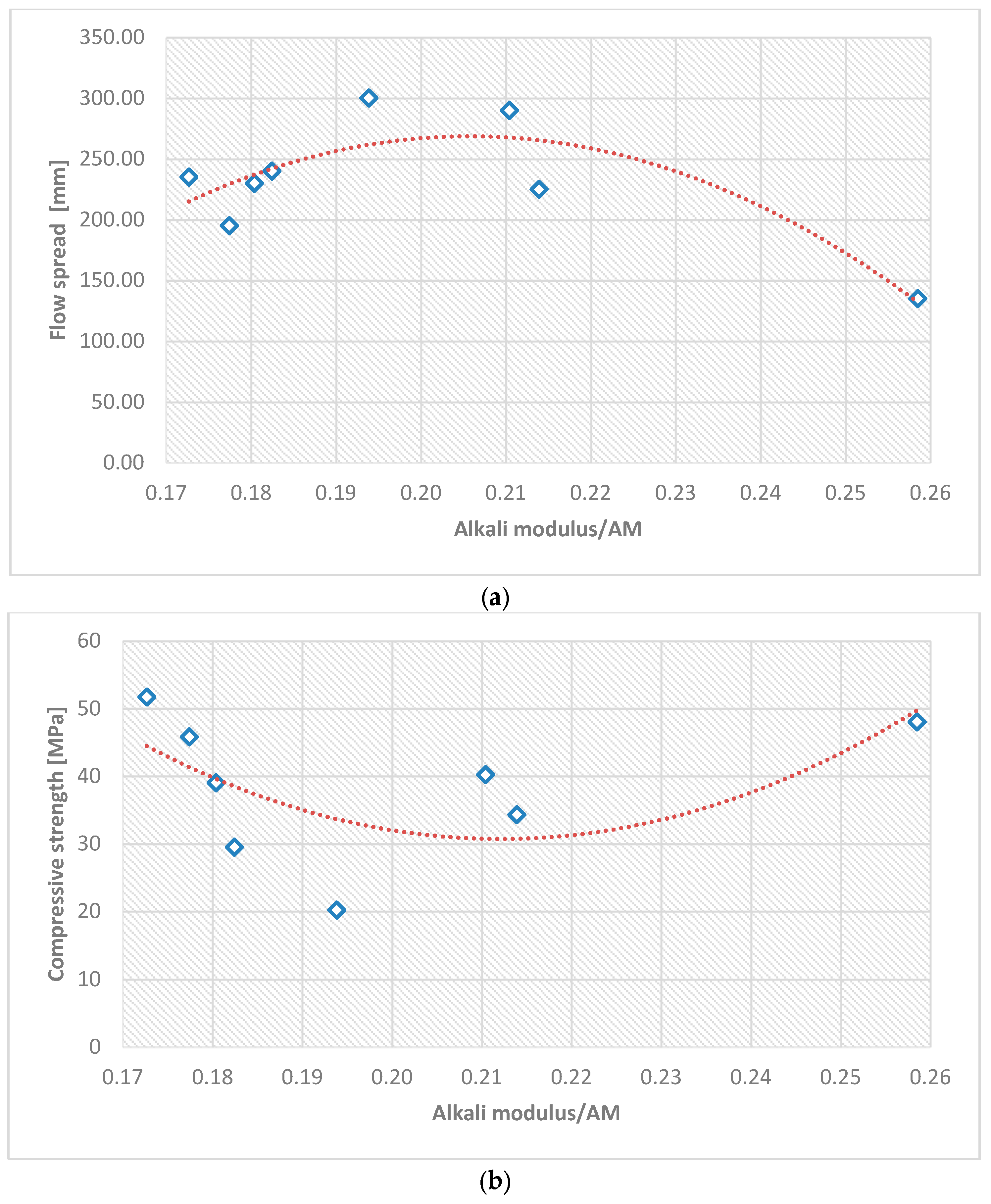
4.2. Effect of SiO2, Al2O3, CaO, and Na2O on Technical Performance of Mortars
5. Conclusions
- -
- general guidelines to monitor the performance (e.g., workability, compressive strength) of alkali-activated mortars by the binder composition are proposed;
- -
- the curing in room conditions, the use of standard procedures and equipment, the suitable workability and the high compressive strength (ranging from 20.0 MPa to 52.0 MPa) confirm the potential of the investigated mortars for masonry applications (M20 and Md class);
- -
- overall, the developed formulations seem suitable as alternatives to traditional cementitious mortars, and their performance are competitive with those based on conventional binders;
- -
- the developed alkali-activated binders, when used in concretes, resulted in superior durability performance (reduced water penetration) in comparison with conventional binders;
- -
- the investigated cement-free binders can be used as reference for sustainable building materials (e.g., mortars, concretes) development, thus opening new perspectives for a more sustainable construction sector.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Petermann, J.C.; Saeed, A. Alkali-Activated Geopolymers: A Literature Review; Defense Technical Information Center: Fort Belvoir, VA, USA, 2010.
- McLellan, B.C.; Williams, R.P.; Lay, J.; Van Riessen, A.; Corder, G.D. Costs and carbon emissions for geopolymer pastes in comparison to ordinary Portland cement. J. Clean. Prod. 2011, 19, 1080–1090. [Google Scholar] [CrossRef]
- Bernal, S.A.; Provis, J.L. Durability of alkali-activated materials: Progress and perspectives. J. Am. Ceram. Soc. 2014, 97, 997–1008. [Google Scholar] [CrossRef]
- Provis, J.L.; Bernal, S.A. Geopolymers and related alkali-activated materials. Annu. Rev. Mater. Res. 2014, 44, 299–327. [Google Scholar] [CrossRef]
- Provis, J.L.; van Deventer, J.S.J. Alkali-Activated Materials: State-Of-The-Art Report, RILEM TC 224-AAM; Springer/RILEM: Dordrecht, The Netherlands, 2014. [Google Scholar]
- Scrivener, K.L. Options for future of cement. Indian Concr. J. 2014, 88, 11–21. [Google Scholar]
- Fernandez-Jimenez, A.; Palomo, A.; Revuelta, D. Alkali-activation of industrial by-products to develop new earth-friendly cements. In Proceedings of the 11th International Conference on Non-Conventional Materials and Technologies, Bath, UK, 6–9 September 2009. [Google Scholar]
- Panagiotopoulou, C.; Kontori, E.; Perraki, T.; Kakali, G. Dissolution of aluminosilicate minerals and by-products in alkaline media. J. Mater. Sci. 2007, 42, 2967–2973. [Google Scholar] [CrossRef]
- Sadaqat, U.K.; Muhammad, F.N.; Tehmina, A.; Nasir, S. Effects of Different Mineral Admixtures on the Properties of Fresh Concrete. Sci. World J. 2014, 1–11. [Google Scholar] [CrossRef]
- Bignozzi, M.C.; Manzi, S.; Lancellotti, I.; Kamseu, E.; Barbieri, L.; Leonelli, C. Mix-design and characterization of alkali activated materials based on metakaolin and ladle slag. Appl. Clay Sci. 2013, 73, 78–85. [Google Scholar] [CrossRef]
- Luukkonen, T.; Abdollahnejad, Z.; Yliniemi, J.; Kinnunen, P.; Illikainen, M. One-part alkali-activated materials: A review. Cem. Concr. Res. 2018, 103, 21–34. [Google Scholar] [CrossRef]
- Van Deventer, J.S.; Provis, J.L.; Duxson, P.; Lukey, G.C. Reaction mechanisms in the geopolymeric conversion of inorganic waste to useful products. J. Hazard. Mater. 2007, 139, 506–513. [Google Scholar] [CrossRef] [PubMed]
- Palomo, A.; Grutzeck, M.W.; Blanco, M.T. Alkali-activated fly ashes. A cement for the future. Cem. Concr. Res. 1999, 29, 1323–1329. [Google Scholar] [CrossRef]
- Rajesh, D.V.S.P.; Narender Reddy, A.; Venkata Tilak, U.; Raghavendra, M. Performance of alkali activated slag with various alkali activators. Int. J. Innov. Res. Sci. Eng. Technol. 2013, 2, 378–386. [Google Scholar]
- Harbert, G.; D’Espinose de Lacaillerie, J.B.; Lanta, E.; Roussel, N. Environmental evaluation for cement substitution with geopolymers. In Proceedings of the 2nd International Conference on Sustainable Construction Materials and Technologies, Ancona, Italy, 28–30 June 2010; pp. 345–356. [Google Scholar]
- Bignozzi, M.C. Geopolymeri e cementi: Due materiali a confronto. Ceram. Inf. 2009, 480, 411–414. [Google Scholar]
- Van Deventer, J.S.; Provis, J.L.; Duxson, P. Technical and commercial progress in the adoption of geopolymer cement. Miner. Eng. 2012, 29, 89–104. [Google Scholar] [CrossRef]
- Provis, J.L. Alkali-activated materials. Cem. Concr. Res. 2017, in press. [Google Scholar] [CrossRef]
- Roya, D.M. Alkali-activated cements Opportunities and challenges. Cem. Concr. Res. 1999, 29, 249–254. [Google Scholar] [CrossRef]
- Provis, J.L.; Bernal, S.A. Milestones in the analysis of alkali-activated binders. J. Sustain. Cem. Based Mater. 2014, 4, 74–84. [Google Scholar] [CrossRef]
- Provis, J.L.; Palomo, A.; Shi, C. Advances in understanding alkali-activated materials. Cem. Concr. Res. 2015, 78, 110–125. [Google Scholar] [CrossRef]
- Leonelli, C.; Romagnoli, M. Geopolymeri—Polimeri Inorganici Chimicamente Attivati; ICerS: Fredericton, NB, Canada, 2013. [Google Scholar]
- Davidovits, J. Geopolymers: Inorganic polymeric new materials. J. Therm. Anal. 1991, 37, 1633–1656. [Google Scholar] [CrossRef]
- Davidovits, J. Geopolymer Chemistry and Applications; Geopolymer Institute: Saint-Quentin, France, 2008. [Google Scholar]
- Pacheco-Torgal, F.; Castro-Gomes, J.; Jalali, S. Alkali-activated binders: A review Part 1. Historical background, terminology, reaction mechanisms and hydration products. Constr. Build. Mater. 2008, 22, 1305–1314. [Google Scholar] [CrossRef]
- Pacheco-Torgal, F.; Castro-Gomes, J.; Jalali, S. Alkali-activated binders: A review Part 2. About materials and binders manufacture. Constr. Build. Mater. 2008, 22, 1315–1322. [Google Scholar] [CrossRef]
- Heidrich, C.; Sanjayan, J.; Berndt, M.L.; Foster, S.; Sagoe-Crentsil, K. Pathways and barriers for acceptance and usage of geopolymer concrete in mainstream construction. In Proceedings of the 2015 World of Coal Ash (WOCA), Nashville, TN, USA, 4–8 May 2015. [Google Scholar]
- Komnitsas, K.; Zaharaki, D. Geopolymerization: A review and prospects for the mineral industry. Miner. Eng. 2007, 20, 1261–1277. [Google Scholar] [CrossRef]
- De Weerdt, K. Geopolymers—State of the Art; COIN Project Report 37; COIN: Oslo, Norway, 2011. [Google Scholar]
- European Commission for Standardization. UNI EN 196-1|Methods of Testing Cement. Part 1: Determination of Strength; Chapter 5: Mortar Constituents; CEN: Brussels, Belgium, 2016. [Google Scholar]
- European Commission for Standardization. UNI EN 196-1|Methods of Testing Cement. Part 1: Determination of Strength; Chapter 6: Preparation of Mortar; CEN: Brussels, Belgium, 2016. [Google Scholar]
- European Commission for Standardization. UNI EN 1015-3|Methods of Test for Mortar for Masonry. Part 3: Determination of Consistence of Fresh Mortar (by Flow Table); CEN: Brussels, Belgium, 1999. [Google Scholar]
- European Commission for Standardization. UNI EN 196-1|Methods of Testing Cement. Part 1: Determination of Strength; Chapter 7: Preparation of Test Specimens; CEN: Brussels, Belgium, 2016. [Google Scholar]
- European Commission for Standardization. UNI EN 1015-10|Methods of Test for Mortar for Masonry. Determination of Dry Bulk Density of Hardened Mortar; CEN: Brussels, Belgium, 1999. [Google Scholar]
- European Commission for Standardization. UNI EN 196-1|Methods of Testing Cement. Part 1: Determination of Strength; Chapter 9: Testing Procedures; CEN: Brussels, Belgium, 2016. [Google Scholar]
- European Commission for Standardization. UNI EN 998-2|Specification for Mortar for Masonry. Part 2: Masonry Mortar; CEN: Brussels, Belgium, 2016. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Compounds | Unit Measure | Metakaolin (MK) | Fly Ash (FA) | Furnace Slag (FS) | Activator |
|---|---|---|---|---|---|
| Al2O3 | % | 42.0 | 49.0 | 28.2 | 0.0 |
| SiO2 | % | 53.0 | 23.0 | 13.9 | 21.7 |
| CaO | % | 0.0 | 2.0 | 27.0 | 0.0 |
| Na2O | % | 0.0 | 0.0 | 0.0 | 12.9 |
| Materials | Mix 1 | Mix 2 | Mix 3 | Mix 4 | Mix 5 | Mix 6 | Mix 7 | Mix 8 | |
|---|---|---|---|---|---|---|---|---|---|
| One-Component Binders | Two-Component Binders | Three-Component Binder | |||||||
| Metakaolin | MK | 100% | 0% | 0% | 0% | 0% | 20% | 50% | 25% |
| Fly ash | FA | 0% | 100% | 0% | 50% | 80% | 80% | 50% | 25% |
| Furnace slag | FS | 0% | 0% | 100% | 50% | 20% | 0% | 0% | 50% |
| Performance | Mix 1 | Mix 2 | Mix 3 | Mix 4 | Mix 5 | Mix 6 | Mix 7 | Mix 8 |
|---|---|---|---|---|---|---|---|---|
| Flow spread
@ T0 (mm) | 235.0 | 240.0 | 135.0 | 225.0 | 300.0 | 230.0 | 195.0 | 290.0 |
| Density
@ 7 days (kg/m3) | 2291.0 | 2185.0 | 2200.0 | 2130.0 | 2155.0 | 2134.0 | 2017.0 | 2220.0 |
| Compressive strength
@ 7 days (MPa) | 45.1 | 19.2 | 39.2 | 28.2 | 16.6 | 31.3 | 43.9 | 26.1 |
| Density
@ 28 days (kg/m3) | 2244.0 | 2155.0 | 2204.0 | 2190.0 | 2108.0 | 2100.0 | 2079.0 | 2205.0 |
| Compressive strength
@ 28 days (MPa) | 51.7 | 29.5 | 48.0 | 34.3 | 20.2 | 39.0 | 45.8 | 40.2 |
| Density
@ 60 days (kg/m3) | 2200.0 | 2110.0 | - | 2198.0 | 2067.0 | 2070.0 | 2048.0 | - |
| Compressive strength
@ 60 days (MPa) | 52.0 | 29.2 | 41.7 | 35.5 | 21.1 | 45.2 | 51.5 | - |
| Performance | Alkali-Activated | Traditional |
|---|---|---|
| Water penetration @ 28 days (mm) | 4 | 14 |
| Compressive strength @ 7 days (MPa) | 37.1 | 32.0 |
| Compressive strength @ 28 days (MPa) | 54.6 | 42.5 |
| Compressive strength @ 60 days (MPa) | 58.9 | 44.0 |
| Elastic modulus @ 28 days (GPa) | 31.97 | 32.50 |
| Main Constituents/Parameters | Mix 1 | Mix 2 | Mix 3 | Mix 4 | Mix 5 | Mix 6 | Mix 7 | Mix 8 |
|---|---|---|---|---|---|---|---|---|
| Binders composition | ||||||||
| SiO2 + Al2O3 (g) | 116.70 | 93.70 | 63.80 | 78.75 | 87.72 | 98.30 | 105.20 | 84.50 |
| SiO2/Al2O3 | 1.78 | 3.07 | 3.59 | 3.27 | 3.14 | 2.67 | 2.24 | 2.64 |
| CaO (g) | 0.00 | 2.00 | 27.00 | 14.50 | 7.00 | 1.60 | 1.00 | 14.00 |
| Na2O (g) | 12.90 | 12.90 | 12.90 | 12.90 | 12.90 | 12.90 | 12.90 | 12.90 |
| AM (Alkali modulus) | 0.17 | 0.18 | 0.26 | 0.21 | 0.19 | 0.18 | 0.18 | 0.21 |
| Mortars performance | ||||||||
| Flow spread @ T0 (mm) | 235.0 | 240.0 | 135.0 | 225.0 | 300.0 | 230.0 | 195.0 | 290.0 |
| Compressive strength (MPa) | 51.7 | 29.5 | 48.0 | 34.3 | 20.2 | 39.0 | 45.8 | 40.2 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Attanasio, A.; Pascali, L.; Tarantino, V.; Arena, W.; Largo, A. Alkali-Activated Mortars for Sustainable Building Solutions: Effect of Binder Composition on Technical Performance. Environments 2018, 5, 35. https://doi.org/10.3390/environments5030035
Attanasio A, Pascali L, Tarantino V, Arena W, Largo A. Alkali-Activated Mortars for Sustainable Building Solutions: Effect of Binder Composition on Technical Performance. Environments. 2018; 5(3):35. https://doi.org/10.3390/environments5030035
Chicago/Turabian StyleAttanasio, Agnese, Livio Pascali, Vito Tarantino, Wanda Arena, and Alessandro Largo. 2018. "Alkali-Activated Mortars for Sustainable Building Solutions: Effect of Binder Composition on Technical Performance" Environments 5, no. 3: 35. https://doi.org/10.3390/environments5030035
APA StyleAttanasio, A., Pascali, L., Tarantino, V., Arena, W., & Largo, A. (2018). Alkali-Activated Mortars for Sustainable Building Solutions: Effect of Binder Composition on Technical Performance. Environments, 5(3), 35. https://doi.org/10.3390/environments5030035