Assessment of Handover Prediction Models in Estimation of Cycle Times for Manual Assembly Tasks in a Human–Robot Collaborative Environment

Abstract
:1. Introduction
1.1. Handover Tasks
1.2. Handover Timing Prediction and Fluency of Robots
2. Materials and Methods
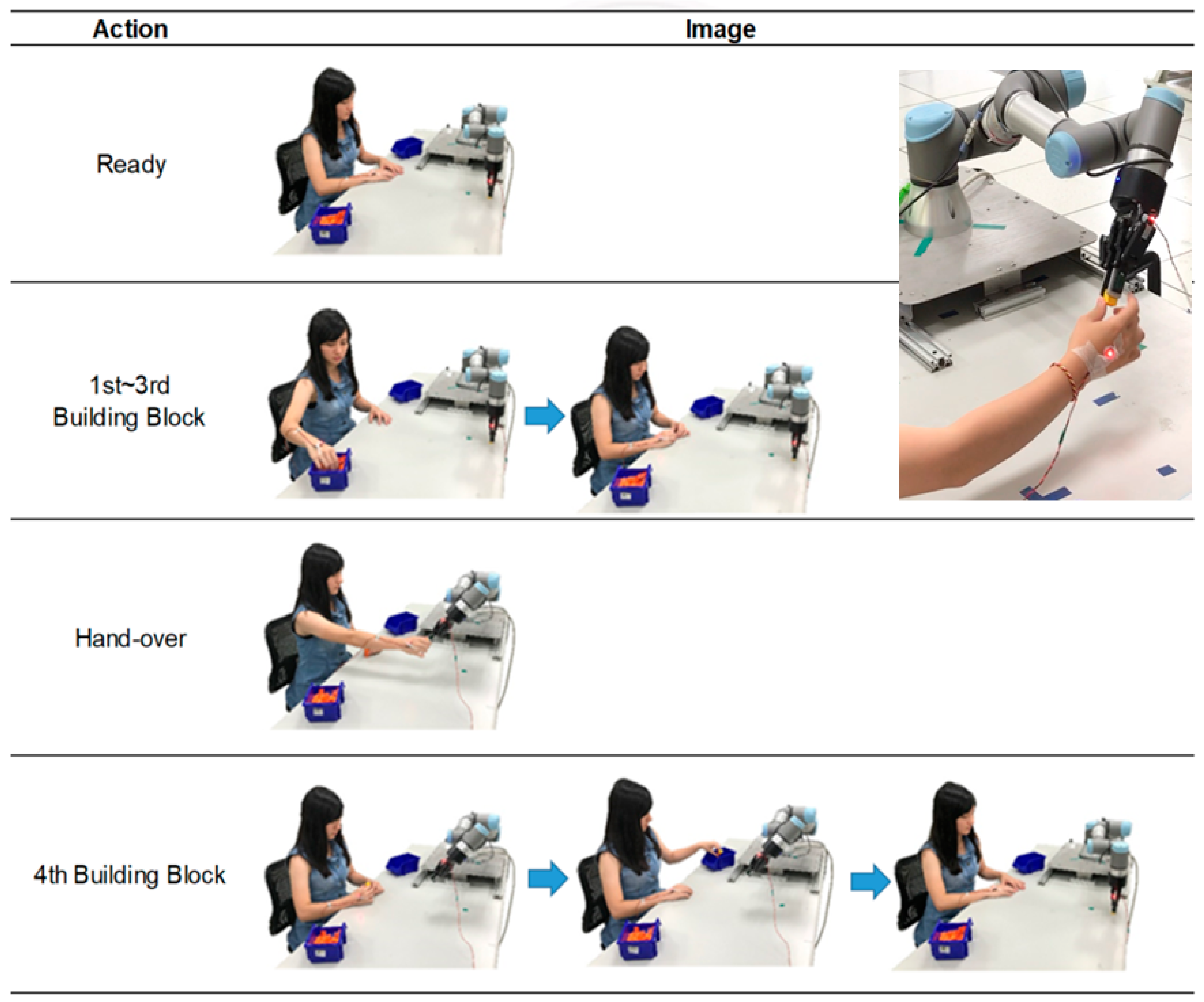
2.1. Assembly Task and Measurement System
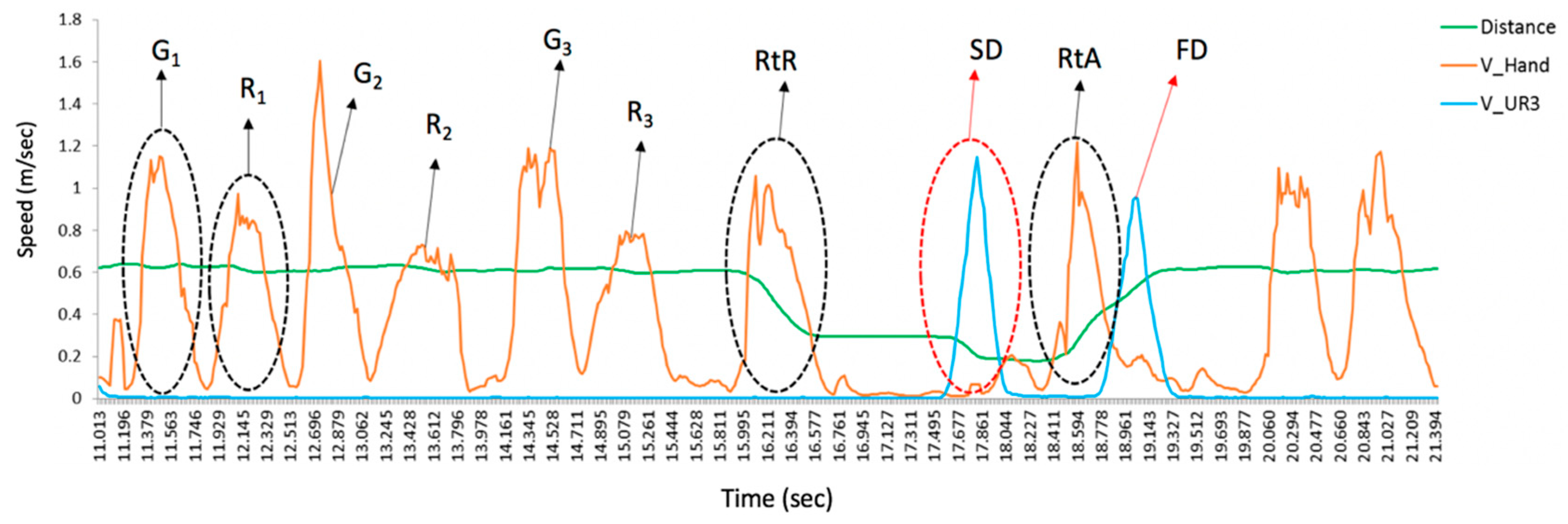
2.2. Handover Prediction Models
2.2.1. Method of Time Measurement
2.2.2. Kalman Filter
2.2.3. Trigger Sensor
2.3. Task Cycle Time and Waiting Time
2.4. Subjective Measurement of Collaboration Fluency
2.5. Experimental Procedures
2.5.1. Experiment 1: Repetitive Assembly
2.5.2. Experiment 2: Assembly Learning Effect
3. Results
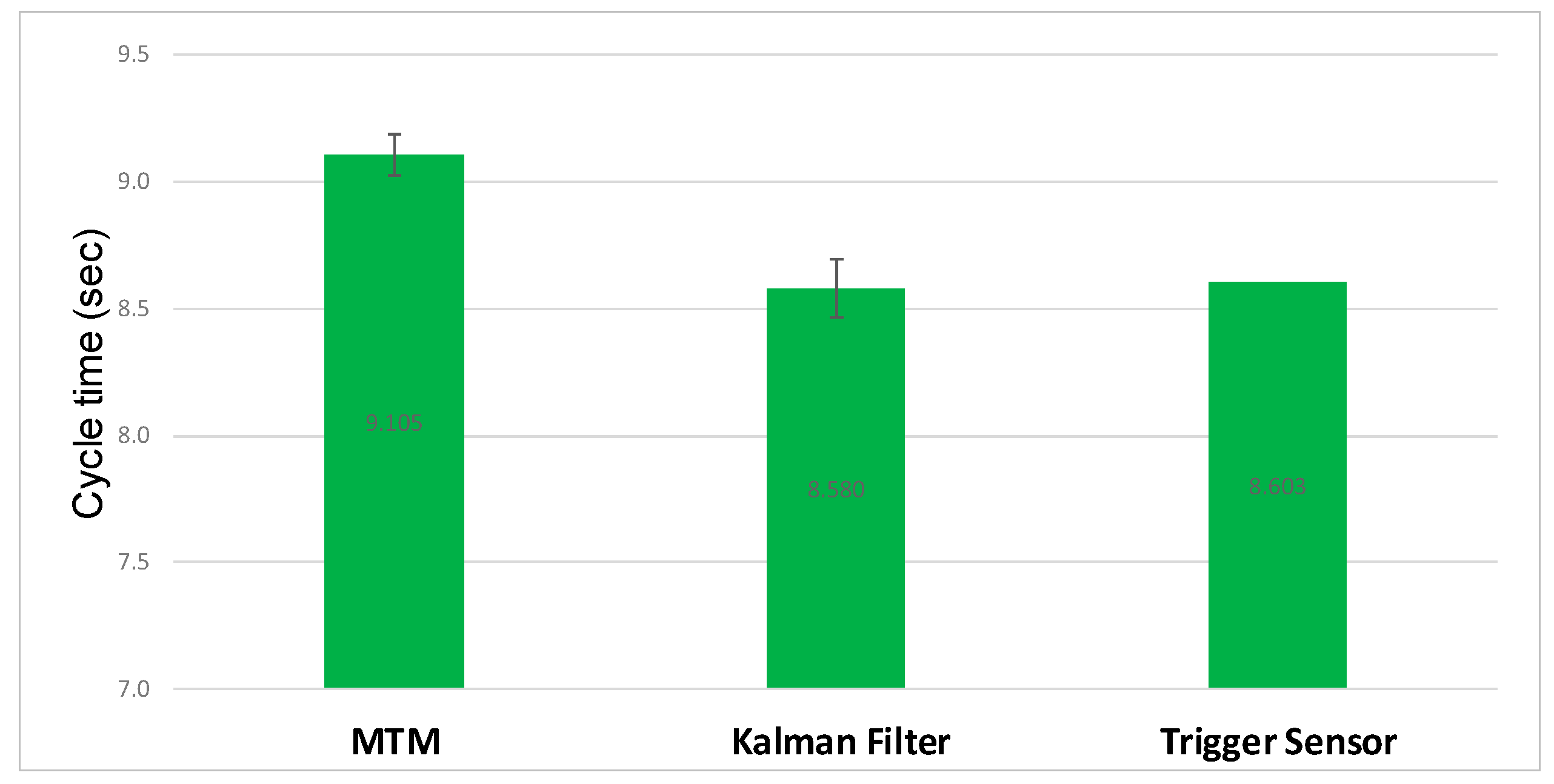
3.1. Experiment 1: Repetitive Assembly
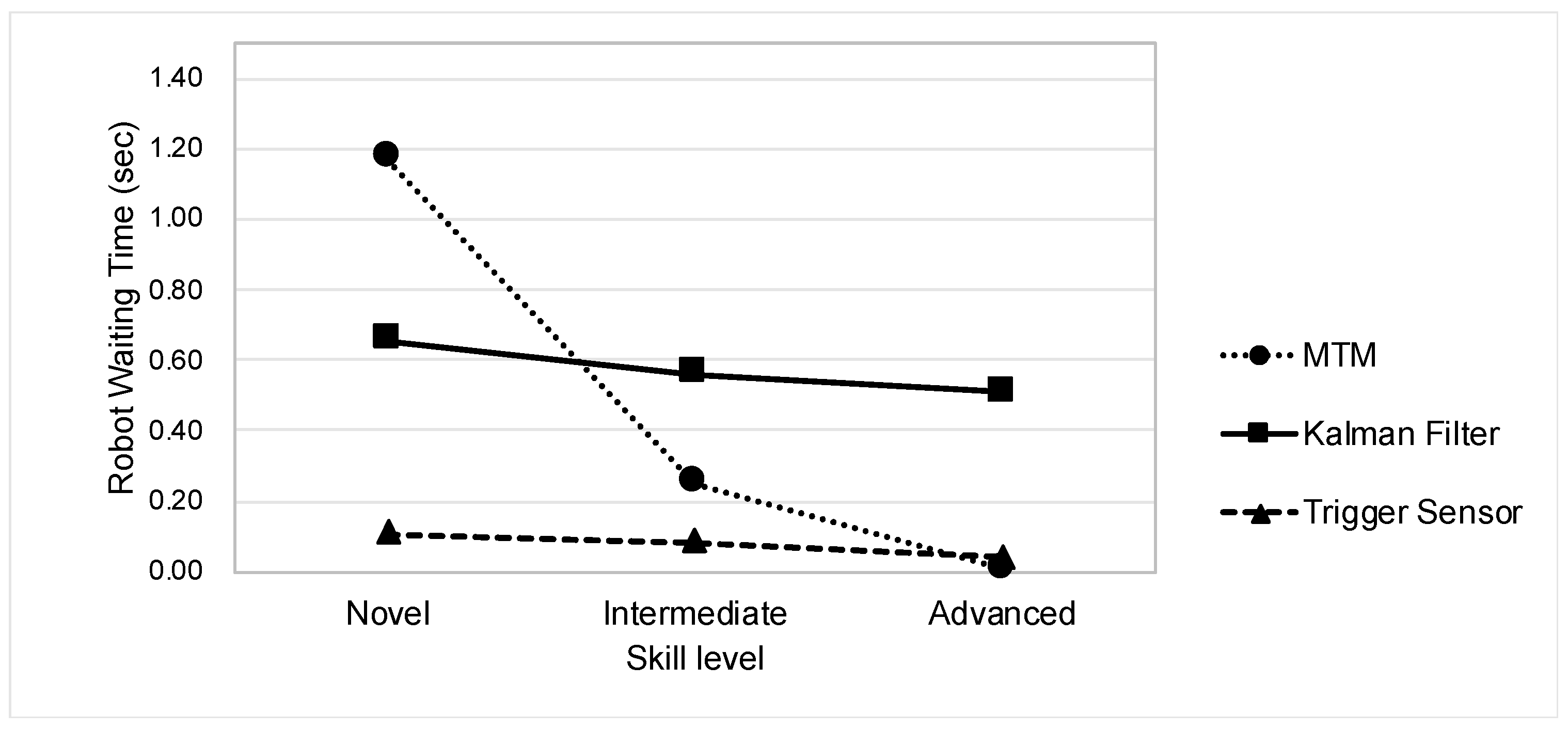
3.2. Experiment 2: Assembly Learning Effect
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Dragan, A.D.; Bauman, S.; Forlizzi, J.; Srinivasa, S.S. Effects of robot motion on human-robot collaboration. In Proceedings of the Tenth Annual ACM/IEEE International Conference on Human-Robot Interaction, Portland, OR, USA, 2–5 March 2015; ACM: New York, NY, USA, 2015; pp. 51–58. [Google Scholar] [CrossRef] [Green Version]
- Lasota, P.A.; Shah, J.A. Analyzing the effects of human-aware motion planning on close-proximity human–robot collaboration. Hum. Factors 2015, 57, 21–33. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tsarouchi, P.; Makris, S.; Chryssolouris, G. Human–robot interaction review and challenges on task planning and programming. Int. J. Comput. Integr. Manuf. 2016, 29, 916–931. [Google Scholar] [CrossRef]
- Hoang Dinh, K.; Oguz, O.S.; Elsayed, M.; Wollherr, D. Adaptation and Transfer of Robot Motion Policies for Close Proximity Human-Robot Interaction. Front. Robot. AI 2019, 6, 69. [Google Scholar] [CrossRef] [Green Version]
- Duchaine, V.; Gosselin, C. Safe, stable and intuitive control for physical human-robot interaction. In Proceedings of the 2009 IEEE International Conference on Robotics and Automation, Kobe, Japan, 12–17 May 2009; pp. 3383–3388. [Google Scholar]
- Krüger, J.; Bernhardt, R.; Surdilovic, D.; Spur, G. Intelligent assist systems for flexible assembly. CIRP Ann. 2006, 55, 29–32. [Google Scholar] [CrossRef]
- Krüger, J.; Lien, T.K.; Verl, A. Cooperation of human and machines in assembly lines. CIRP Ann. 2009, 58, 628–646. [Google Scholar] [CrossRef]
- Maurtua, I.; Ibarguren, A.; Kildal, J.; Susperregi, L.; Sierra, B. Human–robot collaboration in industrial applications: Safety, interaction and trust. Int. J. Adv. Robot. Syst. 2017, 14. [Google Scholar] [CrossRef]
- Ajoudani, A.; Zanchettin, A.M.; Ivaldi, S.; Albu-Schäffer, A.; Kosuge, K.; Khatib, O. Progress and prospects of the human–robot collaboration. Auton. Robot. 2018, 42, 957–975. [Google Scholar] [CrossRef] [Green Version]
- Mayer, M.P.; Odenthal, B.; Faber, M.; Winkelholz, C.; Schlick, C.M. Cognitive engineering of automated assembly processes. Hum. Factors Ergon. Manuf. 2014, 24, 348–368. [Google Scholar] [CrossRef]
- Moniz, A. Robots and Humans as Co-Workers? The Human-Centred Perspective of Work with Autonomous Systems; IET Working Papers Series; IET/CESNOVA: Monte de Caparica, Portugal, 2013; pp. 1–21. [Google Scholar]
- Ruskowski, M.; Legler, T.; Beetz, M.; Bartels, G. Special Issue on Smart Production. KI Künstl. Intell. 2019, 33, 111–116. [Google Scholar] [CrossRef] [Green Version]
- Michalos, G.; Makris, S.; Tsarouchi, P.; Guasch, T.; Kontovrakis, D.; Chryssolouris, G. Design considerations for safe human-robot collaborative workplaces. Procedia CIRP 2015, 37, 248–253. [Google Scholar] [CrossRef]
- Roy, S.; Edan, Y. Investigating joint-action in short-cycle repetitive handover tasks: The role of giver versus receiver and its implications for human–robot collaborative system design. Int. J. Soc. Robot. 2018, 1–16. [Google Scholar] [CrossRef]
- Cakmak, M.; Srinivasa, S.S.; Lee, M.K.; Forlizzi, J.; Kiesler, S. Human preferences for robot-human hand-over configurations. In Proceedings of the 2011 IEEE/RSJ International Conference on Intelligent Robots and Systems, San Francisco, CA, USA, 25–30 September 2011; pp. 1986–1993. [Google Scholar]
- Lopez-Damian, E.; Sidobre, D.; DeLaTour, S.; Alami, R. Grasp planning for interactive object manipulation. In Proceedings of the 5th International Symposium on Robotics and Automation 2006, San Miguel Regla Hidalgo, Mexico, 25–28 August 2006. [Google Scholar]
- Sisbot, E.A.; Clodic, A.; Alami, R.; Ransan, M. Supervision and motion planning for a mobile manipulator interacting with humans. In Proceedings of the 3rd ACM/IEEE International Conference on Human Robot Interaction, Amsterdam, The Netherlands, 12–15 March 2008; ACM: New York, NY, USA, 2008; pp. 327–334. [Google Scholar]
- Nagata, K.; Oosaki, Y.; Kakikura, M.; Tsukune, H. Delivery by hand between human and robot based on fingertip force-torque information. In Proceedings of the 1998 IEEE/RSJ International Conference on Intelligent Robots and Systems. Innovations in Theory, Practice and Applications, Victoria, BC, Canada, 17 October 1998; Volume 2, pp. 750–757. [Google Scholar]
- Hoffman, G. Evaluating Fluency in Human-Robot Collaboration. IEEE Trans. Hum. Mach. Syst. 2019, 49, 209–218. [Google Scholar] [CrossRef]
- Fischer, K.; Jensen, L.C.; Kirstein, F.; Stabinger, S.; Erkent, Ö.; Shukla, D.; Piater, J. The effects of social gaze in human-robot collaborative assembly. In Proceedings of the 7th International Conference on Social Robotics, Paris, France, 26–30 October 2015; Tapus, A., André, E., Martin, J.-C., Ferland, F., Ammi, M., Eds.; Springer: Cham, Switzerland, 2015; pp. 204–213. [Google Scholar]
- Koay, K.L.; Sisbot, E.A.; Syrdal, D.S.; Walters, M.L.; Dautenhahn, K.; Alami, R. Exploratory study of a robot approaching a person in the context of handing over an object. In Proceedings of the AAAI Spring Symposium: Multidisciplinary Collaboration for Socially Assistive Robotics, Stanford, CA, USA, 26–28 March 2007; AAAI: Palo Alto, CA, USA, 2007; pp. 18–24. [Google Scholar]
- Rahman, S.M.; Wang, Y. Dynamic affection-based motion control of a humanoid robot to collaborate with human in flexible assembly in manufacturing. In Proceedings of the ASME 2015 Dynamic Systems and Control Conference, Columbus, OH, USA, 28–30 October 2015; American Society of Mechanical Engineers: New York, NY, USA, 2015; p. V003T40A005. [Google Scholar]
- Strabala, K.; Lee, M.K.; Dragan, A.; Forlizzi, J.; Srinivasa, S.S.; Cakmak, M.; Micelli, V. Toward seamless human-robot handovers. J. Hum. Robot Interact. 2013, 2, 112–132. [Google Scholar] [CrossRef] [Green Version]
- Huber, M.; Lenz, C.; Wendt, C.; Färber, B.; Knoll, A.; Glasauer, S. Predictive mechanisms increase efficiency in robot-supported assemblies: An experimental evaluation. In Proceedings of the IEEE International Symposium on Robot and Human Interactive Communication, Gyeongju, South Korea, 26–29 August 2013; IEEE: Piscataway, NJ, USA, 2013. [Google Scholar]
- Schulz, R.; Kratzer, P.; Toussaint, M. Building a Bridge with a Robot: A System for Collaborative On-table Task Execution. In Proceedings of the 5th International Conference on Human Agent Interaction, Bielefeld, Germany, 17–20 October 2017; ACM: New York, NY, USA, 2017; pp. 399–403. [Google Scholar]
- Kalman, R.E. A new approach to linear filtering and prediction problems. J. Basic Eng. 1960, 82, 35–45. [Google Scholar] [CrossRef] [Green Version]
- Endsley, M.R. Designing for Situation Awareness: An Approach to User-Centered Design, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2011. [Google Scholar]
- Aleotti, J.; Micelli, V.; Caselli, S. An Affordance Sensitive System for Robot to Human Object Handover. Int. J. Soc. Robot. 2014, 6, 653–666. [Google Scholar] [CrossRef]
- Hoffman, G.; Breazeal, C. Effects of anticipatory action on human-robot teamwork efficiency, fluency, and perception of team. In Proceedings of the ACM/IEEE International Conference on HUMAN-Robot Interaction, Arlington, VA, USA, 9–11 March 2007; ACM: New York, NY, USA, 2007; pp. 1–8. [Google Scholar]
- Shah, J.; Wiken, J.; Williams, B.; Breazeal, C. Improved human-robot team performance using chaski, a human-inspired plan execution system. In Proceedings of the 6th International Conference on Human-Robot Interaction, Lausanne, Switzerland, 6–9 March 2011; ACM: New York, NY, USA, 2011; pp. 29–36. [Google Scholar]
- Edsinger, A.; Kemp, C.C. Human-robot interaction for cooperative manipulation: Handing objects to one another. In Proceedings of the RO-MAN 2007—The 16th IEEE International Symposium on Robot and Human Interactive Communication, Jeju, Korea, 26–29 August 2007; pp. 1167–1172. [Google Scholar]
- St Clair, A.; Mataric, M. How robot verbal feedback can improve team performance in human-robot task collaborations. In Proceedings of the 10th annual ACM/IEEE international conference on human-robot interaction, Portland, OR, USA, 2–5 March 2015; ACM: New York, NY, USA, 2015; pp. 213–220. [Google Scholar]
- Moon, A.; Troniak, D.M.; Gleeson, B. Meet me where I’m gazing: How shared attention gaze affects human-robot handover timing. In Proceedings of the 2014 ACM/IEEE international conference on Human-robot interaction, Bielefeld, Germany, 3–6 March 2014; ACM: New York, NY, USA, 2014; pp. 334–341. [Google Scholar]
- Bellotto, N. Robot control based on qualitative representation of human trajectories. In 2012 AAAI Spring Symposium Series; AAAI: Palo Alto, CA, USA, 2012. [Google Scholar]
- Kitade, T.; Satake, S.; Kanda, T.; Imai, M. Understanding suitable locations for waiting. In Proceedings of the 8th ACM/IEEE International Conference on Human-Robot Interaction, Tokyo, Japan, 3–6 March 2013; pp. 57–64. [Google Scholar]
- Sisbot, E.A.; Marin-Urias, L.F.; Broquère, X.; Sidobre, D.; Alami, R. Synthesizing Robot Motions Adapted to Human Presence. Int. J. Soc. Robot. 2010, 2, 329–343. [Google Scholar] [CrossRef]
- Chung, S.Y.; Huang, H.P. Predictive navigation by understanding human motion patterns. Int. J. Adv. Robot. Syst. 2011, 8, 3. [Google Scholar] [CrossRef] [Green Version]
- Bennewitz, M.; Burgard, W.; Cielniak, G.; Thrun, S. Learning motion patterns of people for compliant robot motion. Int. J. Robot. Res. 2005, 24, 31–48. [Google Scholar] [CrossRef]
- Nikolaidis, S.; Lasota, P.; Rossano, G.; Martinez, C.; Fuhlbrigge, T.; Shah, J. Human-robot collaboration in manufacturing: Quantitative evaluation of predictable, convergent joint action. In Proceedings of the IEEE ISR, Seoul, Korea, 24–26 October 2013; pp. 1–6. [Google Scholar]
- Lenz, C.; Nair, S.; Rickert, M.; Knoll, A.; Rösel, W.; Gast, J.; Bannat, A.; Wallhoff, F. Joint-Action for Humans and Industrial Robots for Assembly Tasks. In Proceedings of the 17th IEEE International Symposium on Robot and Human Interactive Communication, Munich, Germany, 1–3 August 2008; pp. 130–135. [Google Scholar]
- Kwon, W.Y.; Suh, I.H. Planning of proactive behaviors for human–robot cooperative tasks under uncertainty. Knowl. Based Syst. 2014, 72, 81–95. [Google Scholar] [CrossRef]
- Pellegrinelli, S.; Admoni, H.; Javdani, S.; Srinivasa, S. Human-robot shared workspace collaboration via hindsight optimization. In Proceedings of the 2016 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), Daejeon, Korea, 9–14 October 2016; pp. 831–838. [Google Scholar]
- Chao, C.; Thomaz, A. Timed Petri nets for fluent turn-taking over multimodal interaction resources in human-robot collaboration. Int. J. Robot. Res. 2016, 35, 1330–1353. [Google Scholar] [CrossRef]
- Mainprice, J.; Berenson, D. Human-robot collaborative manipulation planning using early prediction of human motion. In Proceedings of the 2013 IEEE/RSJ International Conference on Intelligent Robots and Systems, Tokyo, Japan, 3–7 November 2013; pp. 299–306. [Google Scholar]
- Mainprice, J.; Sisbot, E.A.; Jaillet, L.; Cortés, J.; Alami, R.; Siméon, T. Planning human-aware motions using a sampling-based costmap planner. In Proceedings of the 2011 IEEE International Conference on Robotics and Automation, Shanghai, China, 9–13 May 2011; pp. 5012–5017. [Google Scholar]
- Maynard, H.B.; Stegemerten, G.J.; Schwab, J.L. Methods-Time Measurement; McGraw-Hill: New York, NY, USA, 1948. [Google Scholar]
- Syska, A. Produktionsmanagement: Das A—Z Wichtiger Methoden und Konzepte für die Produktion von Heute; GWV Fachverlage GmbH: Wiesbaden, Germany, 2006; p. 99. [Google Scholar]
- Unhelkar, V.V.; Siu, H.C.; Shah, J.A. Comparative performance of human and mobile robotic assistants in collaborative fetch-and-deliver tasks. In Proceedings of the 2014 ACM/IEEE International Conference on Human–Robot Interaction, Bielefeld, Germany, 3–6 March 2014; ACM: New York, NY, USA, 2014; pp. 82–89. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Action | Symbol | TMU | Action Symbol Description | Experimental Action |
|---|---|---|---|---|
| Assembly of each of the three orange blocks | R38C | 16.28 | R: Extend the hand C: Reach out to the messily placed target object | Extend the hand for 38 cm from the assembly point to the blocks |
| G4B | 9.10 | G: Grab the targeted object (need to find or select), which is smaller than 26 × 26 × 26 mm3 but larger than 6 × 6 × 3 mm3 | Grab an orange block from the building block area | |
| R38A | 10.94 | R: Extend the hand A: Extend the hand to a specified position | Return to the assembly point from the building block area | |
| P2SS | 19.70 | P2 is a slightly tightened degree of fit, and the object can be placed into semisymmetry (SS) with a slight force: such as the fit of two square objects | Assemble the orange block | |
| Assembly of the fourth block (a green block) | R34B | 13.92 | R: Extend the hand B: Extend the hand to the target object | Extend the hand 34 cm from the assembly point to the handover point |
| G2 | 5.60 | G: Use the correct grabbing method | Grab the green block held by the robotic gripper | |
| R34A | 10.22 | R: Extend the hand A: Extend the hand to a specified position | Return to the assembly point from the handover point | |
| P2SS | 19.70 | P2 is a slightly tightened degree of fit, and the object can be placed into semisymmetry (SS) with a slight force: such as the fit of two square objects | Assemble the green block onto the orange blocks | |
| R38A | 10.94 | R: Extend the hand A: Extend the hand to a specified position | Extend the hand 28 cm from the assembly point to the placement area | |
| RL1 | 2.00 | Release the fingers to release the object | Place the assembled blocks | |
| R38A | 10.94 | R: Extend the hand A: Extend the hand to a specified position | Return to the assembly point from the placement area |
| Method | ||||
|---|---|---|---|---|
| Skill Level | MTM | Kalman Filter | Trigger Sensor | Average |
| Novel | 9.86 | 9.63 | 9.80 | 9.76 |
| Intermediate | 8.71 | 8.78 | 8.76 | 8.75 |
| Advanced | 8.71 | 7.80 | 7.73 | 8.08 |
| Average | 9.09 | 8.74 | 8.77 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, K.-H.; Ho, C.-F.; Mehlich, J.; Chen, S.-T. Assessment of Handover Prediction Models in Estimation of Cycle Times for Manual Assembly Tasks in a Human–Robot Collaborative Environment. Appl. Sci. 2020, 10, 556. https://doi.org/10.3390/app10020556
Tang K-H, Ho C-F, Mehlich J, Chen S-T. Assessment of Handover Prediction Models in Estimation of Cycle Times for Manual Assembly Tasks in a Human–Robot Collaborative Environment. Applied Sciences. 2020; 10(2):556. https://doi.org/10.3390/app10020556
Chicago/Turabian StyleTang, Kuo-Hao, Chia-Feng Ho, Jan Mehlich, and Shih-Ting Chen. 2020. "Assessment of Handover Prediction Models in Estimation of Cycle Times for Manual Assembly Tasks in a Human–Robot Collaborative Environment" Applied Sciences 10, no. 2: 556. https://doi.org/10.3390/app10020556