Inorganic Waste Generated in Kraft Pulp Mills: The Transition from Landfill to Industrial Applications


CIEPQPF, Chemical Process Engineering and Forest Products Research Centre, Department of Chemical Engineering, Faculty of Sciences and Technology, University of Coimbra, Rua Sílvio Lima, Polo II, 3030-790 Coimbra, Portugal
*
Author to whom correspondence should be addressed.
Appl. Sci. 2020, 10(7), 2317; https://doi.org/10.3390/app10072317
Submission received: 29 February 2020
/
Revised: 23 March 2020
/
Accepted: 26 March 2020
/
Published: 28 March 2020
(This article belongs to the Special Issue Recycling Waste in Construction Materials)
Abstract
:Kraft pulp mills produce the main raw material for paper, while several waste products are generated in large quantities in the process. This review study addresses four of the main inorganic wastes formed by this industry, namely green liquor dregs (GLD), slaker grits (SG), lime mud (LM) and boiler fly ash (BFA), which are still mostly discarded in landfills. A brief overview of a typical industrial process was included to outline the waste generation points. The main chemical and physical properties are indicated for highlighting the most relevant characteristics to determine which applications may be considered in each case. An in-depth literature review allowed the identification of the main applications that have been tested mainly at the laboratory scale and some at an industrial scale. The applications are grouped into construction materials, geotechnical, environmental, agricultural and others. This assessment shows that the circular economy and the sustainable development goals of the UN are important issues for organizations in general, and the pulp mill in particular. In fact, this industry has managed to close the chemicals loops, recover energy and reduce water consumption in the process. However, the current situation of inorganic waste can still be improved if industrial applications are developed to avoid landfill.
1. Introduction
According to the Confederation of European Paper Industries (CEPI), which represents nearly 151 pulp mills from Europe, in 2018, about 154.9 Mt of wood (42.8 Mt of hardwood and 112.1 Mt of softwood) was consumed and 38.3 Mt of pulp was produced [1]. Sweden, Finland, and Portugal are the top three countries, accounting for 68.6% of the pulp production. The European countries produce 25.3% of world pulp production (184.4 Mt in 2017), which accounts for a total paper and board production of 92.2 Mt. Indeed, the pulp and paper industry is one of the largest industries in the world, with a very significant contribution to the economy of many countries (e.g., Sweden, Finland, Portugal, Germany, Spain, France, and Poland). Although the European Commission adopted an ambitious Circular Economy Action Plan in 2015 [2], there is potential for more recycling of paper, with both environmental and economic benefits, including less wood utilization for pulp production.
The main raw materials for pulp production are wood, various chemicals, and water, while significant amounts of waste are also generated. Indeed, besides the impact associated with wood consumption, pulp mills generate large amounts of solid, liquid and gaseous emissions, requiring treatment before being released into the environment [3]. This study is focused on the main inorganic solid wastes that require an environmentally friendly solution: green liquor dregs (GLD), slaker grits (SG), lime mud (LM) and boiler fly ash (BFA). These wastes have been produced in high quantities, and landfill has been the main disposal method [4,5]. According to the EU List of Waste (Commission Decision 2014/955/EU), the assignment of codes to GLD is 03 03 02, SG 03 03 09, LM 03 03 09 and BFA 10 01 01, all of them classified as non-hazardous waste. The current environmental policies (Waste Framework Directive 2008/98/EC) suggest that the disposal of materials in landfill must be minimized and a clear recommendation is made for certain waste to cease to be waste. For that, end-of-waste (EoW) criteria should be developed, in particular, if—i) material is commonly used for specific purposes; ii) there is an existing market or demand; iii) the material fulfills the technical requirements for the specific purposes; iv) the use does not lead to adverse impacts on the environment or human health. Thus, it would be of interest to develop EoW criteria for these wastes to minimize the loss of that anthropogenic resources and to promote the development of applications at the industrial scale. Furthermore, taking into consideration the large quantities of GLD, SG, LM, and BFA formed, the development of practical applications could make a valuable contribution to a circular economy agenda, because it ensures that the resources are kept in the economy for as long as possible.
The literature review to identify the main works in the field was carried out mainly on Web of Science (WoS), searching for “green liquor dregs” or “slaker grits” or “lime mud” or “boiler fly ash”, combined with “pulp mills” in the title or topic. Other references were collected based on those of the main works identified in the WoS. Overall, 90 references were considered in this study, with 75% of those sources published from 2010 onwards.
In this context, the main objective of this review is to summarize the properties of the main inorganic wastes generated in kraft pulp mills, highlighting which resources can be recovered and the applications which can be implemented on an industrial scale to reduce or eliminate the current disposal in landfills. For each waste (GLD, SG, LM, and BFA) the main applications tested/used at the laboratory or industrial scale were identified. The study ends with future perspectives for the use of these resources, emphasizing the main factors for selecting the best paths for an emerging circular economy.
2. Kraft Pulp Mill Process and the Recovery of Chemicals
Chemical processes are the most common for obtaining pulp of cellulose fibers, among which stands out the ‘sulfate process’, commonly known as ‘kraft process’ due to the high physical-mechanical resistance of the pulps produced (kraft means strength in German) and is currently the most widely used process in the world (80% of total chemical pulp) [6,7]. In this cooking process, water-solubilized reagents (liquor) are added to the wood chips in a reaction vessel (digester) for 1 to 3 h at 150–170 °C [8]. Among the several advantages compared to other chemical processes, it can be highlighted the following [9]:
- Higher strength and flexibility of the produced pulps;
- Applicability to various wood species, regardless of their physico-chemical characteristics;
- The wide range of pulp applications;
- The efficient recovery of chemicals used in cooking, off-setting the high capital costs, which makes it economically more viable and competitive.
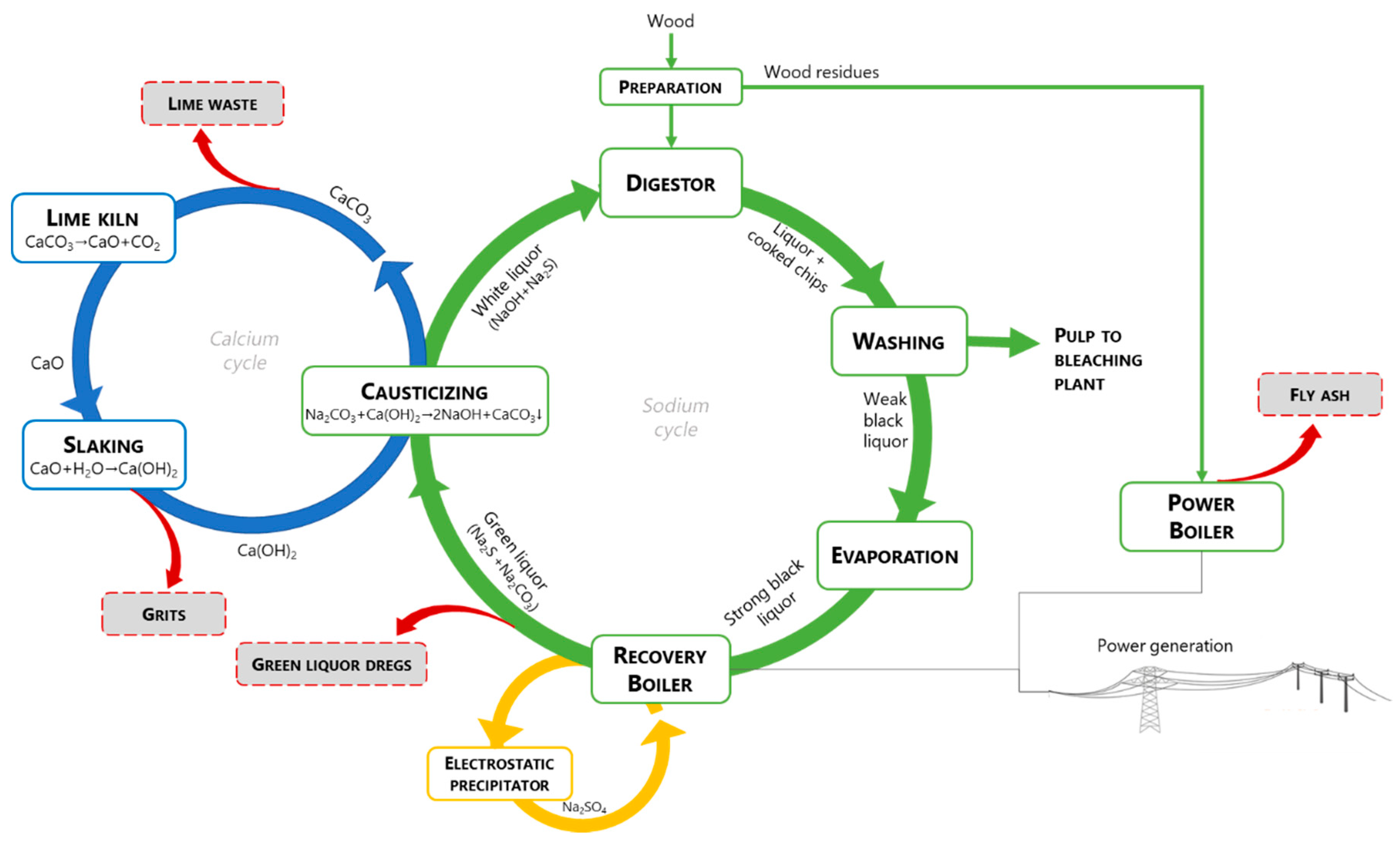
The main active chemicals employed in the kraft process are sodium hydroxide (NaOH) and sodium sulfide (Na2S), commonly known as white liquor. Indeed, the designation sulfate process is due to the addition of sodium sulfate to replace lost chemical reagents. This mixture leads to lignin fragmentation and dissolution, while cellulose fibers are released [10]. The cooking reagents are not completely selective for lignin and there are also undesirable reactions of polysaccharides, mainly hemicelluloses, which due to their chemical structure are very susceptible to chemical attack. The cellulose fibers are recovered from the black liquor, which contains lignin and valuable chemicals. Figure 1 shows a simplified diagram of the phases to obtain pulp from wood, highlighting the cycles for recovering sodium and calcium as well as for energy recovery. In addition, the generation points of the wastes under consideration (GLD, SK, LM, and BFA) are also shown in the diagram.
Green liquor dregs (GLD) are generated during the clarification of green liquor and contain the insoluble material of the recovery boiler inorganic flux (smelt). The reported GLD suspended solids content is about 600–2000 mg/L and the pH is strongly alkaline [11,12]. Lime mud (LM) is a by-product formed during the causticizing reaction, which is separated from the white liquor, washed and calcined in the lime kiln, while a fraction is purged as waste and replaced by fresh CaCO3. Higher LM production occurs when there are differences between the production of white liquor and the production capacity of the lime kiln. The pH of LM can vary slightly but is often strongly alkaline [13]. Slaker grits (SG) are the coarse material removed from the discharge of the lime slaker to avoid build-up on causticizers and mechanical wear on filter components [14]. The solids content of SG is typically about 75% and the pH is usually higher than 12.5 [14,15]. The boiler fly ash (BFA) is generated in a biomass fluidized bed boiler, as a result of the combustion of wood bark and other wood residues for energy recovery. The fused particles are carried upwards along with the flue gas. As the flue gas approaches the low-temperature zones, the fused substances solidify to form fly ash, which is captured by cyclones, fabric filters and/or electrostatic precipitators (ESP) with cleaning efficiency above 99% [16]. The fly ash consists of fine particulates and precipitated volatiles, typically with a high specific surface area [17]. The pH of BFA is typically alkaline but lower than the observed for lime residues [18].
Closing the loops in kraft mills has environmental advantages but leads to the build-up in the liquor cycle of non-process elements (NPE), such as Ca, Mg, K, Mn, Ba, Fe, Al, Ni, Cu, Zn, etc., which may hinder the pulping, bleaching or chemicals recovery process. NPE enter the pulping process through the main raw materials, namely wood, make-up chemicals, water or may arise from the equipment corrosion [19]. In addition, the trend of closing the water cycle accumulates NPE such as Ca and K in the recovery cycle. Their accumulation may lead to filtration difficulties, precipitate formation, or even in undesirable catalytic effects. The purge of NPE from the recovery cycles is essential to maintain normal operating conditions. The wastes under analysis, specifically GLD, SG, and LM are of great importance for the elimination of many NPE.
The specific production of GLD, SG, LM and BFA in kraft pulp mills is variable depending on the technology and other specific factors in each site. Even though, Table 1 shows an overview of the specific production of each residue.
Data in Table 1 demonstrate that there are variations in the flows of each residue, depending on the technology and the operating conditions at each site. However, considering the pulp production worldwide, these wastes represent a huge amount. For example, according to the literature, in Finland (one of the main European pulp producers), about 100 kt of GLD were produced per year [22], and the world production can rise from 0.5 to 1.3 Mt [23].
3. Main Properties of the Inorganic Wastes
In this section, the main physical and chemical properties of GLD, SG, LM, and BFA are highlighted to reveal the main pros and cons of a specific application.
3.1. Chemical composition
Table 2 shows the composition expressed in oxides, determined by XRF, and also the loss on ignition (LOI).
These data demonstrate that GLD, SG, and LM are particularly rich in Ca, while BFA contains less of this element. Indeed, BFA is rich in Si with noteworthy content in Al and Fe. In addition to Ca, GLD also contains noticeable Na and Mg content. The concentration of K and P in BFA can be interesting for the production of fertilizers. The high LOI associated with these wastes is normally due to the decarbonation of calcite instead of organic matter, which generally is low [30].
3.2. Mineral phases
To select the best utilization option in each case, it is meaningful to identify the mineral phases that compose each material. For that purpose, XRD could be a valuable technique, in particular, to identify the crystalline phases, as indicated in Table 3. Accordingly, it can be concluded that calcite (CaCO3) is present in all wastes, whereas in a much more expressive quantity in GLD, SG, and LM. Besides calcite, GLD also contains dolomite (CaMg(CO3)2), cesanite (Ca2Na3(SO4)3(OH)) and pirssonite (Na2Ca(CO3)2.2H2O). Some references indicate that pirssonite is the dominant mineral [21,29] in GLD, while others [31] indicate calcite as the most relevant phase. Sodium might be present in pirssonite, cesanite, natrite (Na2CO3) as well as sodium sesquicarbonate (Na3H(CO3)2). Sodium and sulfur content result from the green liquor composition (mainly composed of Na2CO3 and Na2S). In addition, brucite (Mg(OH)2) is commonly found in GLD.
Regarding SG, besides CaCO3, it may contain dolomite (CaMg(CO3)2), pirssonite (Na2Ca(CO3)2.2H2O), portlandite (Ca(OH)2), larnite (Ca2 SiO4). The high concentration of calcium-bearing mineral phases in SG results from the slaking reaction of quick lime with green liquor (aqueous solution of sodium hydroxide, sodium sulfide, and sodium carbonate) in the slaker unit. Moreover, quartz (SiO2), wustite (FeO) and brucite (Mg(OH)2) are also detected. Mg concentration in the SG can be related to the use of magnesium sulfate in the delignification process in some mills [19].
As aforementioned, LM is formed in the causticizing reaction, and thus the main phase (more than 90%) is calcite [30], while some minor or trace phases may contain Mg, Si, Al, Fe, Na, K, P, and S, but normally not detected through XRD. Besides calcite, which is clearly identified in X-ray diffraction spectra, in the literature some minerals containing Ca and Mg carbonates have been identified (Ca(1−x)MgxCO3) [31].
With respect to BFA, the major minerals are quartz (SiO2), calcium-bearing minerals such as calcite (CaCO3), dolomite (CaMg(CO3)), anhydrite (CaSO4) and portlandite (Ca(OH)2). Moreover, alumina (Al2O3), iron oxide (Fe2O3), periclase (MgO) and sylvite (KCl) also constitutes the BFA in variable amounts. In fact, BFA from coniferous trees tends to contain a higher amount of Si and Ca when compared to hardwood trees and relatively low K and S content [32]. The high calcite and aluminosilicate contents seem suitable as a cement replacement material and as aggregates for road construction [32]. Attention should be paid to sulfate and chloride content, which can be harmful in concrete applications. In particular, sulfate may lead to ettringite salts, which can cause cracks in the final material. Chlorides can provoke, for example, corrosion in reinforced concrete. Regarding the nutrients content, BFA is poor in nitrogen due to its volatilization during combustion and loss as gaseous compounds. On the contrary, the amount of K and P can be interesting for agronomic applications.
3.3. Physico-chemical properties
In order to find the best applications for the wastes considered, in addition to the elemental composition and minerals indicated in Table 2 and Table 3, the knowledge of other physical and chemical properties is fundamental, such as those reported in Table 4.
The moisture content can vary in GLD, SG, and LM, depending on the technology and operating conditions in the pulp mill. High moisture content can be advantageous depending on the application, namely to decrease the release of dust in handling operations. However, transportation costs can be higher, as well as the difficulties in mixing with other powdered materials (for example, clay, and cement). BFA is usually generated with very low moisture, while showing high hydrophilic properties and easily forming agglomerates [32].
A key property to define the best application of a specific material is the pH. In this case, the four wastes are alkaline, and very high values (>13) can be observed in certain cases (e.g., for SG). Thus, if not properly managed, they can cause corrosion and ecotoxicity problems in natural ecosystems. However, this property may also be positive in certain applications, for example, to be used as neutralizing agents, liming applications or as operating supply in applications that normally use alkaline raw materials (e.g., cement). BFA reveals an average pH of 11, but can vary between 8 and 13 [32].
From the electrical conductivity (EC) it is possible to infer the total concentration of dissolved electrolytes (or total dissolved solids, TDS) in aqueous suspension. In this context, it is important to note that some applications do not allow high ionic strength (applications as liming agent), but if the waste is used in bound materials (e.g., in cement formulations) this would not be a problem. Watkins et al. [19] measured a concentration of TDS equal to 88.5 g/kg in SG leachates, which exceed both the EU limits for inert waste landfill (4 g/kg) and the non-hazardous waste landfill (60 g/kg dw).
The organic matter or volatile solids (VS determined at 550 °C for 2–4 h until constant weight) is in general low (much less than 8%) in all these wastes, which are then classified as inorganic.
The acid neutralization capacity (ANC) or alkalinity or buffering capacity of GLD, SG, and LM is typically high. This property can be measured as calcium carbonate equivalents and as can be seen in Table 4, values close to 100% can be obtained for GLD, SG, and LM, while lower values are common for BFA [25]. Mäkitalo et al. [37] reported that to keep pH > 6, the average ANC was 18.5 mmol H+/g for GLD. This property is particularly important for assessing the potential applications as a liming agent of soil or as neutralization material for acid wastewaters or in alkaline barriers.
All of those materials are generated in granular form. BFA shows, in general, a coarser particle size distribution, while GLD is a very fine powder with a mean particle size of a few micrometers [29]. Some of them are generated in agglomerates (SG and LM) but could be easily disintegrated if required. Thus, the bulk density is lower or close to 1 g/cm3, whereas the real (or skeletal) density may reach values higher than 2.4 g/cm3 for all of those wastes. Indeed, for instance for GLD, although the bulk density ranges between 0.44 and 0.67 g/cm3, the real density may achieve from 2.47 to 2.60 g/cm3 [37]. The specific surface area, Sa, may vary within each waste, but expected values are from a few m2/g to about 100 m2/g. For using these materials in geotechnical applications such as sealing layer for water and oxygen, the hydraulic conductivity is a relevant property. This parameter has not been reported much in the literature. Nevertheless, the hydraulic conductivity measured for GLD vary from 3.7 × 10−9–4.6 × 10−8 m/s, which is a low value and similar to those of silt or muddy moraine [4].
It is important to note that these wastes are definitely not nitrogen sources (Kjeldahl N less than 0.05%). The content of chlorides could limit specific applications, namely for clinker production or in concrete and mortar applications. Data from the literature shows that the content of chlorides in GLD, SG, and LM is normally low, whilst BFA can contain a slightly higher amount.
3.4. Potentially toxic metals
To find reliable applications while protecting the environment, the total content of potentially toxic metals (PTM) and their leaching behavior are of high importance. Table 5 summarizes the total quantities of diverse PTM commonly found in the four inorganic wastes. For comparison purposes, three additional references are also included. In particular, the Finnish limits for the use of ash as a forest fertilizer, the Finnish limits in respect to the maximum allowable element concentrations in ashes (e.g., from coal, peat, and biomass) used as earth construction material [19] and the average crustal abundance of these elements.
Table 5 reveals low concentrations for PTM in GLD, SG, LM, and BFA. The legal Limit FF is fulfilled for all elements, except for Ni in the GLD, whereas the Limit CM is exceeded only once for Zn (concentrations marked in bold in Table 5). The concentrations of PTM can also be compared to average crustal abundances and it is possible to conclude that some of the elements can be significantly enriched in these anthropogenic materials. Indeed, the concentrations of Pb, Cd, Cu, Cr, Ni, and Zn may be enriched in all wastes. However, it is possible to support the beneficial use of inorganic wastes instead of landfilling [19]. The discussion presented in the next section will demonstrate that among the possibilities of utilization, some of them encapsulate the waste in a matrix, and thus reduce the leaching processes. Indeed, from an environmental point of view, the leaching behavior of each PTM is more important than the total elemental content. It is well known that the leaching behavior of each element may present a specific pattern: amphoteric leaching (high leaching in acidic and basic pH conditions, with a U shape), cationic leaching (with high leaching in acidic pH), and a leaching pattern not dependent on the eluate pH. Moreover, the leaching can be controlled by solubility restrictions or availability. Thus, for each application, the leaching behavior must be considered to assess the environmental impact. In the literature, diverse studies addressed the leaching of these wastes. Jia et al. [4] analyzed the leaching of GLD regarding Ca, Fe, K, Mg, Na, Si, Al, As, Cd, Co, Cr, Cu, Hg, Mn, Mo, Ni, Pb, Sn, and SO42− [4]. The leaching solutions of GLD revealed low Eh, high pH and EC, and thus low mobility of metals. The legal limits for inert landfills were exceeded only in a few samples for As, Cr, and Zn. Watkins et al. [19] highlighted that the very low metal concentrations in SG supports utilization instead of disposal in landfill, indicating that the concentrations of As, Ba, Cd, Cr, Cu, Mo, Pb, V, and Zn are clearly lower than the allowable concentrations in other materials used as an earth construction agent. In addition, the leached concentrations of heavy metals, chloride, fluoride from SG were lower than the EU limits for disposed waste in inert waste landfills. Nevertheless, sulfate can exceed the limit for inert waste landfills (1000 mg/kg dw), since the value found was 5250 mg/kg.
Additionally, Cherian and Siddiqua [32] concluded that fly ash from pulp and paper mills is in general considered non-hazardous, since PTM are mainly held in the amorphous aluminosilicate phases, and thus with low solubility. Ribeiro et al. [49] produced a glass from BFA and the material exhibited a satisfactory leaching behavior. Moreover, Alvarenga et al. [43] highlighted that biomass ashes produced in Portugal contain very low metals concentration. Cabral et al. [25] tested GLD, SG, and LM as alternative liming materials and concluded that metals do not appear to be a limiting factor for their use in the soil.
4. Potential Applications
Although kraft pulp mills have developed sophisticated integrated waste management plans, with the objective of minimizing the generation of waste and landfilled quantities, possibilities for reuse, recycling or recovery are still lacking. The main objective of waste management in the pulp industry includes its use on-site or in other industries following an industrial ecology approach. Figure 2 provides an overview of the potential categories of applications found in the literature for GLD, SG, LM, and BFA.
4.1. Green Liquor Dregs
Chemical characteristics of GLD such as the strongly alkaline pH (>10), the presence of alkaline and alkaline-earth oxides, and the lack of knowledge of its long-term chemical stability, technical performance and environmental impact of several applications can hinder its potential incorporation in materials. This may explain why this industrial by-product remains unexplored on an industrial scale. Despite that, several studies have attempted to search for alternative management routes, as listed in Table 6. Reducing disposal in landfills can result not only in significant environmental and economic benefits, but also in reducing the need for natural raw materials.
Despite the interest in developing applications for GLD, some studies have revealed its properties inadequate for the intended purpose. For example, the incorporation of GLD as cement replacement in concrete yielded products with inappropriate quality [23]. GLD also disclosed inadequate water resistance for hot-mix asphalt for road pavement in geotechnical applications [52]. However, a few studies at an industrial scale have shown the potential of GLD as construction materials, in geotechnical, environmental or agricultural applications. Industrial trials showed that the incorporation of GLD with standard materials for clinker production is a viable route [34]. Another noteworthy alternative could be the incorporation of GLD in the production of geopolymers, which would decrease the environmental impacts of conventional Portland cement production [29]. GLD is also being tested to replace 100% of the filler for the construction of asphalt pavement of a section of a road in Portugal [59].
In addition, GLD showed good potential to replace the soil in successive layers for intermediate covering in landfills [27]. However, the concentration of sodium in the leachate was significant, which may have caused inhibition of the bioactivity in the landfill cell, delaying the degradation of organic matter. GLD has also been used to neutralize acidic wastewaters, due to the fact that its liming effect (39.6% Ca eq) is similar to commercial limestone (38% Ca eq) [53,54]. Considering the same property, it was also applied with good results in agriculture as a liming material [25,41].
4.2. Slaker Grits
SG along with GLD represents a significant fraction of solid wastes generated by the pulp and paper industry [17,34]. Table 7 presents a list of potential applications for SG.
The high content of calcium carbonate in SG, which is an essential component of several construction materials, provides good potential for mixing/replacing traditional raw materials in these applications. At the industrial scale, the incorporation of SG directly in clinker manufacture was successfully tested with good results [34]. Since SG presents a comparable size to the crushed limestone, it can replace 100% of the filler or up to 100% of the fine aggregate for asphalt pavement. A section of 250 m length of a road in Portugal is going to be constructed using SG from pulp and paper mills [59]. Additionally, Farage et al. [27] proposed an innovative strategy for the reuse of SG as municipal sanitary landfill intermediate covering. Tests at the industrial scale suggest several environmental advantages, such as heavy metal adsorption, minimization of land degradation and minimization of the landfill disposal of this waste [27]. Furthermore, the strongly alkaline pH, high calcium concentration, the existence of calcite (CaCO3), the neutralizing value [64], as well as the concentration of potentially toxic metals [65] make of SG an interesting material for application in agriculture and forestry as a soil amendment and fertilizer.
4.3. Lime Mud
LM has also attracted attention to develop novel management strategies and expand the applications available for reuse. Table 8 presents a list of studies reported in the literature and their main highlights.
The data collected suggests that most of LM potential applications are still at lab scale, except for the case as an intermediate covering for replacing soil in MSW landfills [27]. Some uses for LM as construction materials could be good alternatives to reuse huge amounts of this waste. The production of materials such as geopolymer mortars, cement, clinker, anorthite ceramics or bricks has been evaluated. However, high moisture content (up to 60%) and the existence of silica in LM have created many difficulties in handling this material [28,72] and may hamper the scale-up as a construction material. In Portugal, LM has been tested in a research project as filler or fine aggregate replacement in the construction of an industrial pavilion [59].
Since LM is an alkaline material, there is interest in the valorisation as a soil amendment, or as a liming agent in agriculture and forestry [73]. This may represent a cost-effective substitute for calcitic or dolomitic limestone [28,38]. Moreover, LM shows great potential to substitute commercial limestone in other applications, since it performed better than commercial limestone for the desulfurization of flue gas [68].
Other interesting applications have been investigated for LM. The reuse as an economic and environmentally friendly heterogeneous basic catalyst for transesterification reactions was reported. Oil conversion of more than 99% was achieved with this material doped with potassium fluoride [70]. LM was also investigated as an adsorbent for lignocelluloses in a biorefinery concept. The addition of a cationic polymer to LM allowed the adsorption of 134.1 mg/g of lignocelluloses from pre-hydrolysis wood chip liquor [71].
4.4. Boiler Fly Ash
The best practice guidelines for the management of biomass ash are limited or nonexistent worldwide. In Austria, Canada and Sweden, landfill and disposal are still the major management routes. In Denmark and the Netherlands, it is mostly used in forestry or as a soil amendment/fertilizer [74]. Particularly in Canada, a minor part of boiler ash (20–25%) is also used as a soil amendment, and less than 20% is used for other applications such as the construction of embankment fills, the stabilization of pavements, and the solidification of wastes [75].
Since the type of biomass fuel feedstocks can vary, the final ash can show large variations in properties, and it becomes very challenging to meet standards for a given application. However, as described in Table 9, there are a number of applications that have been successfully tested at industrial or laboratory scale.
The high aluminosilicate and calcium concentrations of BFA associated with the presence of reactive minerals and glassy phases [85] provide enhanced properties useful for several applications. The utilization of fly ash as supplementary cementing materials, and as alternative binders to Portland cement has been successfully tested on a large-scale reinforced geopolymer concrete in order to address the global warming issues generated by the cement industry [76]. Indeed, recent studies clearly highlight that fly ash has potential as a cement replacement [86], or even with the possibility of using this waste as a self-hardening material for earth construction [87]. The use of BFA for the production of roller-compacted concrete applied in storage slabs is an application with large benefits that could be adopted inside the pulp and paper industry, reusing the wastes generated in the process in their own infrastructure (pavement of storage areas and roads in urban and forests locations) with economic and environmental benefits [77].
Regarding the environmental applications, BFA characteristic such as high fineness, specific surface area, and porosity characteristics, make of this waste a potential adsorbent for the uptake of metals or organic pollutants from industrial wastewaters [83,84].
The applications of BFA in the soil allows the valorizing of nutrients (K, P, Mg and Ca), and as a liming agent for acidic soil [25,43]. The phytotoxic effects associated with the fine particles can be avoided by granulating BFA with other materials before application to soil. A review summarizes the use of biomass ash as fertilizer with the longest monitoring period reported of more than five decades indicated that in well-targeted sites, ash increases tree production and/or reduces soil acidity for decades. No enrichment of heavy metals in the food webs or leaching of heavy metals to watercourses has been reported. CO2 emissions increased in the longer-term (10–50 years), especially from N-rich peat soils. Additionally, changes in plant community may be so extensive that ash application cannot be recommended where conservation of the original vegetation is required [88].
5. Forthcoming Developments
As aforementioned, there is a growing motivation for using inorganic wastes from the pulp industry to avoid landfill disposal [30]. The main drivers towards the reuse/recycling are probably not only the high cost of landfill disposal in some countries [39] but also the perception that these materials are resources with several possibilities of valorization. The classical decision-making approach mainly based on economic considerations for investments is no longer acceptable. The current sustainable development frameworks and public awareness demand the integration of economic, environmental and social criteria. Classic barriers to the use of wastes as resources can be broken based on technological criteria.
Figure 3 shows that to develop any valuable material recycling option, several factors must be carefully considered. In fact, even when technological properties are suitable for a specific application, it is necessary to evaluate if legislation guidelines are fulfilled, if the cost is acceptable, if there is market acceptance of the product, if the local infrastructures are suitable to produce or to apply the product, if the transport of the residue does not pose critical issues, etc.
Favorable circumstances for materials recycling can be created by sustainable development tools, industrial ecology strategies, circular economy agendas, as well as, by performing life cycle assessment (LCA) studies. Sustainable development is a holistic approach that requires the balance between economic, environmental and social aspects. This balance is not easy to find but is absolutely necessary for modern industrial management. Industrial ecology strategies allow the analysis of material flows through industrial systems, and develop for example connections between industries in order to the outputs of an industry be the inputs of another. This can happen for example connecting pulp mills with cement industries. The circular economy aims to close industrial loops, eliminating waste and promoting the continuous use of materials. Thus, many countries are developing circular economy agendas, and thus many financial opportunities are available, which can boost the transition to the development of new technological applications. LCA can demonstrate the environmental benefits of certain alternatives when compared to others, including landfill disposal. Indeed, the collection of data for this review work clearly showed that only a few LCA studies related to wastes from pulp mills have been conducted until the present [89]. Therefore, this is an area that requires further developments to support the valorization of these wastes.
The overview in the previous section indicates that several applications have been tested for the inorganic waste from kraft pulp mills, but most of them on a laboratory scale. Although the proof of concept has already carried out in several cases, few applications reach the industrial scale. In general, the most promising applications are the construction materials (e.g., cement, concrete, clinker, ceramics) or in geotechnical applications (e.g., roads pavement, covering layers, etc.), or even in agriculture (e.g., as liming agent). Using the best available techniques [3], only a small fraction of the original inorganic wastes generated in the process has no economic use and will have to be disposed of. Examples of good management practices have been proposed in countries such as Finland, where legal criteria have been developed for allowing the utilization of waste as forest fertilizers [21]. For safety reasons, applications in the soil must be monitored to avoid an undesirable accumulation of potentially toxic metals, and the utilization must comply with well-established technical criteria at the level of application rates. Another example was developed in Sweden, where two work packages have been proposed to a market-based business model for using GLD in mine waste applications [90]. It would be very important that other countries that produce significant quantities of inorganic kraft pulp waste are also able to develop technologies/products with market acceptance. Indeed, this review showed that these wastes can be regarded as valuable anthropogenic resources, and the landfill can effectively be avoided in the near future.
Author Contributions
Conceptualization, methodology, data curation, writing, review and editing M.J.Q. and C.T.P.; supervision, M.J.Q. All authors have read and agree to the published version of the manuscript.
Funding
This research received no external funding.
Acknowledgments
The authors would like to thank Luís Machado and Paula C. Pinto (RAIZ – Instituto de Investigacão da Floresta e Papel, Portugal) for revising the text regarding particular industrial information and research projects.
Conflicts of Interest
The authors declare no conflict of interest.
List of Acronyms
| AMD | Acid mine drainage |
| ANC | Acid neutralization capacity |
| BFA | Boiler fly ash |
| CEM | Types of Cement |
| CEPI | Confederation of European Paper Industries |
| CM | Limits in Finnish legislation for ashes use |
| CNP | Calcium hydroxide nanoparticles |
| COD | Chemical oxygen demand |
| dw | Dry weight |
| EC | Electrical conductivity |
| Eh | Redox potential |
| EoW | End-of-waste criteria |
| FF | Finnish legal limit |
| HC | Hydraulic conductivity |
| GLD | Green liquor dregs |
| LCA | Life cycle assessment |
| LM | Lime mud |
| LOI | Loss on ignition |
| MSW | Municipal Solid Wastes |
| NPE | Non-process elements |
| PTM | Potentially toxic metals |
| Sa | Specific area |
| SG | Slaker grits |
| TDS | Total dissolved solids |
| UCS | Unconfined compressive strength |
| VS | Volatile solids |
| XRD | X-ray diffraction |
| XRF | X-ray fluorescence |
| WoS | Web of Science |
References
- CEPI Key Statistics. European Pulp & Paper Industry; CEPI: London, UK, 2018. [Google Scholar]
- European Commission. COM Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions, Closing the Loop—An EU Action Plan for the Circular Economy; European Commission: Maastricht, The Netherlands, 2015. [Google Scholar]
- European Commission. BREF Best Available Techniques (BAT) Reference Document for the Production of Pulp, Paper and Board; European Commission: Maastricht, The Netherlands, 2015. [Google Scholar]
- Jia, Y.; Hamberg, R.; Qureshi, A.; Mäkitalo, M.; Maurice, C. Variation of green liquor dregs from different pulp and paper mills for use in mine waste remediation. Environ. Sci. Pollut. Res. 2019, 26, 31284–31300. [Google Scholar] [CrossRef] [PubMed]
- Saeli, M.; Senff, L.; Tobaldi, D.M.; La Scalia, G.; Seabra, M.P.; Labrincha, J.A. Innovative recycling of lime slaker grits from paper-pulp industry reused as aggregate in ambient cured biomass fly ash-based geopolymers for sustainable construction material. Sustainability 2019, 11, 3481. [Google Scholar] [CrossRef] [Green Version]
- Bajpai, P. Environmentally Benign Approaches for Pulp Bleaching, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Biermann, C.J. Handbook of Pulping and Papermaking, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 1996. [Google Scholar]
- Sjöström, E. Wood chemistry: Fundamentals and Applications, 2nd ed.; Academic Press: San Diego, CA, USA, 1993. [Google Scholar]
- Walker, J. Primary Wood Processing: Principles and Practice; Springer: Berlin/Heidelberg, Germany, 2006. [Google Scholar]
- Bajpai, P. Biotechnology for Pulp and Paper Processing, 2nd ed.; Springer: Singapore, 2018. [Google Scholar]
- Golmaei, M.; Kinnarinen, T.; Jernström, E.; Häkkinen, A. Extraction of hazardous metals from green liquor dregs by ethylenediaminetetraacetic acid. J. Environ. Manage. 2018, 212, 219–227. [Google Scholar] [CrossRef] [PubMed]
- Tikka, P. Papermaking Science and Technology, Book 6 (Part 2), 2nd ed.; Paper Engineers’ Association/Paperi ja Puu Oy: Helsinki, Finland, 2008. [Google Scholar]
- He, J.; Lange, C.R.; Doughery, M. Laboratory study using paper mill lime mud for agronomic benefit. Process Saf. Environ. Prot. 2009, 87, 401–405. [Google Scholar] [CrossRef]
- Sanchez, D.; Tran, H. Treatment of Lime Slaker Grit and Green Liquor Dregs-Current Practice. In Proceedings of the TAPPI Engineering, Pulping & Environmental Conference, Philadelphia, Pennsylvania, 25–31 August 2005; pp. 1–9. [Google Scholar]
- Poykio, R.; Nurmesniemi, H.; Dahl, O.; Watkins, G.; Manskinen, K. Evaluation of the bio-accessible non-process element concentrations in slaker grits by synthetic sweat and gastric fluids extraction. J. Environ. Occup. Sci. 2014, 3, 65–70. [Google Scholar] [CrossRef]
- Mikkanen, P. Fly Ash Particle Formation in Kraft Recovery Boilers; Helsinki University of Technology: Espoo, Finland, 2000. [Google Scholar]
- Simão, L.; Hotza, D.; Raupp-Pereira, F.; Labrincha, J.A.; Montedo, O.R.K. Wastes from pulp and paper mills—A review of generation and recycling alternatives. Ceramica 2018, 64, 371. [Google Scholar] [CrossRef] [Green Version]
- Sthiannopkao, S.; Sreesai, S. Utilization of pulp and paper industrial wastes to remove heavy metals from metal finishing wastewater. J. Environ. Manage. 2009, 90, 3283–3289. [Google Scholar] [CrossRef]
- Watkins, G.; Pöykiö, R.; Nurmesniemi, H.; Dahl, O. Earth construction and landfill disposal options for slaker grits. Res. J. Appl. Sci. Eng. Technol. 2010, 2, 757–764. [Google Scholar]
- Modolo, R.C.E. Valorization of Solid Wastes from Cellulose and Paper Industry. PhD Thesis, University of Aveiro, Aveiro, Portugal, 2014. [Google Scholar]
- Manskinen, K.; Nurmesniemi, H.; Pöykiö, R. Total and extractable non-process elements in green liquor dregs from the chemical recovery circuit of a semi-chemical pulp mill. Chem. Eng. J. 2011, 166, 954–961. [Google Scholar] [CrossRef]
- Nurmesniemi, H.; Pöykiö, R.; Perämäki, P.; Kuokkanen, T. The use of a sequential leaching procedure for heavy metal fractionation in green liquor dregs from a causticizing process at a pulp mill. Chemosphere 2005, 61, 1475–1484. [Google Scholar] [CrossRef]
- Martínez-Lage, I.; Velay-Lizancos, M.; Vázquez-Burgo, P.; Rivas-Fernández, M.; Vázquez-Herrero, C.; Ramírez-Rodríguez, A.; Martín-Cano, M. Concretes and mortars with waste paper industry: Biomass ash and dregs. J. Environ. Manage. 2016, 181, 863–873. [Google Scholar] [CrossRef] [PubMed]
- Santos, V.R.; Dezena Cabrelon, M.; de Sousa Trichês, E.; Quinteiro, E. Green liquor dregs and slaker grits residues characterization of a pulp and paper mill for future application on ceramic products. J. Clean. Prod. 2019, 240, 118220. [Google Scholar] [CrossRef]
- Cabral, F.; Ribeiro, H.M.; Hilário, L.; Machado, L.; Vasconcelos, E. Use of pulp mill inorganic wastes as alternative liming materials. Bioresour. Technol. 2008, 99, 8294–8298. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Qin, J.; Cui, C.; Cui, X.; Hussain, A.; Yang, C.; Yang, S. Recycling of lime mud and fly ash for fabrication of anorthite ceramic at low sintering temperature. Ceram. Int. 2015, 41, 5648–5655. [Google Scholar] [CrossRef]
- Farage, R.M.P.; Silva, C.M.; Passos Rezende, A.A.; Lelis Leal de Souza, J.J.; Teixeira de Matos, A.; Vinha Zanuncio, A.J. Intermediate covering of municipal solid waste landfills with alkaline grits, dregs and lime mud by-products of kraft pulp production. J. Clean. Prod. 2019, 239, 117985. [Google Scholar] [CrossRef]
- Mahmoudkhani, M.; Richards, T.; Theliander, H. Recycling of solid residues to the forest: Experimental and theoretical study of the release of sodium from lime mud and green liquor dregs aggregates. Process Saf. Environ. Prot. 2004, 82, 230–237. [Google Scholar] [CrossRef]
- Novais, R.M.; Carvalheiras, J.; Senff, L.; Labrincha, J.A. Upcycling unexplored dregs and biomass fly ash from the paper and pulp industry in the production of eco-friendly geopolymer mortars: A preliminary assessment. Constr. Build. Mater. 2018, 184, 464–472. [Google Scholar] [CrossRef]
- Kinnarinen, T.; Golmaei, M.; Jernström, E.; Häkkinen, A. Separation, treatment and utilization of inorganic residues of chemical pulp mills. J. Clean. Prod. 2016, 133, 953–964. [Google Scholar] [CrossRef]
- Martins, F.M.; Martins, J.M.; Ferracin, L.C.; da Cunha, C.J. Mineral phases of green liquor dregs, slaker grits, lime mud and wood ash of a Kraft pulp and paper mill. J. Hazard. Mater. 2007, 147, 610–617. [Google Scholar] [CrossRef]
- Cherian, C.; Siddiqua, S. Pulp and Paper Mill Fly Ash: A Review. Sustainability 2019, 11, 4394. [Google Scholar] [CrossRef] [Green Version]
- Siqueira, F.B.; Holanda, J.N.F. Reuse of grits waste for the production of soil-cement bricks. J. Environ. Manage. 2013, 131, 1–6. [Google Scholar] [CrossRef] [PubMed]
- Castro, F.; Vilarinho, C.; Trancoso, D.; Ferreira, P.; Nunes, F.; Miragaia, A. Utilisation of pulp and paper industry wastes as raw materials in cement clinker production. Int. J. Mater. Eng. Innov. 2009, 1, 74–90. [Google Scholar] [CrossRef] [Green Version]
- Gomes, L.A.; Santos, A.F.; Góis, J.C.; Quina, M.J. Thermal dehydration of urban biosolids with green liquor dregs from pulp and paper mill, Journal of Environmental Management. J. Environ. Manage. 2020, 261, 109944. [Google Scholar] [CrossRef]
- Modolo, R.; Benta, A.; Ferreira, V.M.; Machado, L.M. Pulp and paper plant wastes valorisation in bituminous mixes. Waste Manag. 2010, 30, 685–696. [Google Scholar] [CrossRef] [PubMed]
- Mäkitalo, M.; Maurice, C.; Jia, Y.; Öhlander, B. Characterization of green liquor dregs, potentially useful for prevention of the formation of acid rock drainage. Minerals 2014, 4, 330–344. [Google Scholar] [CrossRef] [Green Version]
- Royer-Tardif, S.; Whalen, J.; Rivest, D. Can alkaline residuals from the pulp and paper industry neutralize acidity in forest soils without increasing greenhouse gas emissions? Sci. Total Environ. 2019, 663, 537–547. [Google Scholar] [CrossRef] [PubMed]
- Eroǧlu, H.; Acar, H.H.; Üçüncü, O.; Imamoǧlu, S. Soil stabilization of forest roads sub-base using lime mud waste from the chemical recovery process in alkaline pulp mill. J. Appl. Sci. 2006, 6, 1199–1203. [Google Scholar]
- Etiegni, L.; Campbell, A.G.; Mahler, R.L. Evaluation of wood ash disposal on agricultural land. i. potential as a soil additive and liming agent. Commun. Soil Sci. Plant Anal. 1991, 22, 243–256. [Google Scholar] [CrossRef]
- Pöykiö, R.; Nurmesniemi, H. Calcium carbonate waste from an integrated pulp and paper mill as a potential liming agent. Environ. Chem. Lett. 2008, 6, 47–51. [Google Scholar] [CrossRef]
- Pöykiö, R.; Mäkelä, M.; Watkins, G.; Nurmesniemi, H.; Dahl, O. Heavy metals leaching in bottom ash and fly ash fractions from industrial-scale BFB-boiler for environmental risks assessment. Trans. Nonferrous Met. Soc. China 2016, 26, 256–264. [Google Scholar] [CrossRef]
- Alvarenga, P.; Rodrigues, D.; Mourinha, C.; Palma, P.; de Varennes, A.; Cruz, N.; Tarelho, L.A.C.; Rodrigues, S. Use of wastes from the pulp and paper industry for the remediation of soils degraded by mining activities: Chemical, biochemical and ecotoxicological effects. Sci. Total Environ. 2019, 686, 1152–1163. [Google Scholar] [CrossRef] [PubMed]
- Modolo, R.C.E.; Senff, L.; Labrincha, J.A.; Ferreira, V.M.; Tarelho, L.A.C. Lime mud from cellulose industry as raw material in cement mortars. Mater. Constr. 2014, 64, 316. [Google Scholar] [CrossRef] [Green Version]
- Buruberri, L.H.; Seabra, M.P.; Labrincha, J.A. Preparation of clinker from paper pulp industry wastes. J. Hazard. Mater. 2015, 286, 252–260. [Google Scholar] [CrossRef] [PubMed]
- Simão, L.; Jiusti, J.; Lóh, N.J.; Hotza, D.; Raupp-Pereira, F.; Labrincha, J.A.; Montedo, O.R.K. Waste-containing clinkers: Valorization of alternative mineral sources from pulp and paper mills. Process Saf. Environ. Prot. 2017, 109, 106–116. [Google Scholar] [CrossRef]
- Nurmesniemi, H.; Mäkelä, M.; Pöykiö, R.; Manskinen, K.; Dahl, O. Comparison of the forest fertilizer properties of ash fractions from two power plants of pulp and paper mills incinerating biomass-based fuels. Fuel Process. Technol. 2012, 104, 1–6. [Google Scholar] [CrossRef]
- Taylor, S.R. Abundance of chemical elements in the continental crust: A new table. Geochim. Cosmochim. Acta 1964, 28, 1273–1285. [Google Scholar] [CrossRef]
- Ribeiro, A.S.M.; Monteiro, R.C.C.; Davim, E.J.R.; Fernandes, M.H.V. Ash from a pulp mill boiler-Characterisation and vitrification. J. Hazard. Mater. 2010, 179, 303–308. [Google Scholar] [CrossRef]
- Torres, C.M.; Silva, C.M.; Pedroti, L.G.; Fernandes, W.; Ballotin, F.C.; Zanuncio, J.C. Cement Portland production with dregs and grits from kraft pulp mills incorporated to clinker. In Proceedings of the 6th International Workshop Advances in Cleaner Production, São Paulo, Brazil, 24–26 May 2017; pp. 1–12. [Google Scholar]
- Mäkitalo, M. Green Liquor Dregs as Sealing Layer Material to Cover Sulphidic Mine Waste Deposits. PhD Thesis, Luleå tekniska universitet, Luleå, Sweden, 2012. [Google Scholar]
- Pasandín, A.R.; Pérez, I.; Ramírez, A.; Cano, M.M. Moisture damage resistance of hot-mix asphalt made with paper industry wastes as filler. J. Clean. Prod. 2016, 112, 853–862. [Google Scholar] [CrossRef] [Green Version]
- Nurmesniemi, H.; Pöykiö, R.; Keiski, R.L. A case study of waste management at the Northern Finnish pulp and paper mill complex of Stora Enso Veitsiluoto Mills. Waste Manag. 2007, 27, 1939–1948. [Google Scholar] [CrossRef]
- Pöykö, R.; Nurmesniemi, H.; Kuokkanen, T.; Perämäki, P. Green liquor dregs as an alternative neutralizing agent at a pulp mill. Environ. Chem. Lett. 2006, 4, 37–40. [Google Scholar] [CrossRef]
- Sebogodi, K.R.; Johakimu, J.K.; Sithole, B.B. Beneficiation of pulp mill waste green liquor dregs: Applications in treatment of acid mine drainage as new disposal solution in South Africa. J. Clean. Prod. 2019, 246, 118979. [Google Scholar] [CrossRef]
- Żołnowski, A.C.; Sądej, W.; Suski, M.S.; Wyrwas, A.; Skrocki, D. Impact of Paper Mill Waste on Physicochemical Properties of Soil, Crop Yield, and Chemical Composition of Plants. CLEAN Soil Air Water 2019, 47, 1900080. [Google Scholar] [CrossRef]
- Pértile, P.; Albuquerque, J.A.; Gatiboni, L.C.; da Costa, A.; Luciano, R.V. Corrective Potential of Alkaline Residue (Dregs) from Cellulose Industry in an Acid Soil Cultivated Under No-tillage. Commun. Soil Sci. Plant Anal. 2017, 48, 1868–1880. [Google Scholar] [CrossRef]
- Zambrano, M.; Pichún, C.; Alvear, M.; Villarroel, M.; Velásquez, I.; Baeza, J.; Vidal, G. Green liquor dregs effect on Kraft mill secondary sludge composting. Bioresour. Technol. 2010, 101, 1028–1035. [Google Scholar] [CrossRef]
- PaperChain Circular Case 1. Available online: https://www.paperchain.eu/circular-cases/circular-case-1/ (accessed on 24 January 2020).
- Siqueira, F.B.; Holanda, J.N.F. Application of grits waste as a renewable carbonate material in manufacturing wall tiles. Ceram. Int. 2018, 44, 19576–19582. [Google Scholar] [CrossRef]
- Paiva, H.; Simões, F.; Morais, M.; Ferreira, V.M. Pilot test involving pulp and paper industry wastes in road pavements. In Wastes: Solutions, Treatments and Opportunities III; Vilarinho, C., Castro, F., Gonçalves, M., Fernando, A.L., Eds.; CRC Press: Boca Raton, FL, USA, 2019; pp. 20–26. [Google Scholar]
- Pérez-López, R.; Quispe, D.; Castillo, J.; Nieto, J.M. Acid neutralization by dissolution of alkaline paper mill wastes and implications for treatment of sulfide-mine drainage. Am. Mineral. 2011, 96, 781–791. [Google Scholar] [CrossRef]
- Farage, R.; Quina, M.J.; Gando-Ferreira, L.; Silva, C.M.; Souza, J.L.; Torres, C.M. Kraft pulp mill dregs and grits as permeable reactive barrier for removal of copper and sulfate in acid mine drainage. Sci. Rep. 2020, 10, 4083. [Google Scholar] [CrossRef]
- Nurmesniemi, H.; Dahl, O.; Watkins, G.; Pöykiö, R. Slaker grits from the causticising process of a pulp mill—A potential fertiliser and liming agent material for use in agriculture and forestry. Int. J. Mater. Eng. Innov. 2010, 1, 312–324. [Google Scholar] [CrossRef]
- Nurmesniemi, H.; Pöykiö, R.; Watkins, G.; Dahl, O. Total and extractable heavy metal, phosphorous and sulfur concentrations in slaker grits from the causticizing process of a pulp mill for use as a soil amendment. Chem. Speciat. Bioavailab. 2010, 22, 87–97. [Google Scholar] [CrossRef]
- Sarkar, R.; Kurar, R.; Gupta, A.K.; Mudgal, A.; Gupta, V. Use of paper mill waste for brick making. Cogent Eng. 2017, 4, 1405768. [Google Scholar] [CrossRef]
- Vu, H.; Khan, M.; Chilakala, R.; Lai, T.; Thenepalli, T.; Ahn, J.; Park, D.; Kim, J. Utilization of Lime Mud Waste from Paper Mills for Efficient Phosphorus Removal. Sustainability 2019, 11, 1524. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Sun, R.; Zhao, J.; Han, K.; Lu, C. Sulfation behavior of white mud from paper manufacture as SO2 sorbent at fluidized bed combustion temperatures. J. Therm. Anal. Calorim. 2012, 107, 241–248. [Google Scholar] [CrossRef]
- Mäkelä, M.; Harju-Oksanen, M.L.; Watkins, G.; Ekroos, A.; Dahl, O. Feasibility assessment of inter-industry solid residue utilization for soil amendment—Trace element availability and legislative issues. Resour. Conserv. Recycl. 2012, 67, 1–8. [Google Scholar] [CrossRef]
- Li, H.; Niu, S.; Lu, C.; Liu, M.; Huo, M. Transesterification catalyzed by industrial waste - Lime mud doped with potassium fluoride and the kinetic calculation. Energy Convers. Manag. 2014, 86, 1110–1117. [Google Scholar] [CrossRef]
- Shen, J.; Fatehi, P.; Soleimani, P.; Ni, Y. Recovery of lignocelluloses from pre-hydrolysis liquor in the lime kiln of kraft-based dissolving pulp production process by adsorption to lime mud. Bioresour. Technol. 2011, 102, 10035–10039. [Google Scholar] [CrossRef] [PubMed]
- Yin, X.; Han, P.; Lu, X.; Wang, Y. A review on the dewaterability of bio-sludge and ultrasound pretreatment. Ultrason. Sonochem 2004, 11, 337–348. [Google Scholar]
- Hannam, K.D.; Venier, L.; Hope, E.; McKenney, D.; Allen, D.; Hazlett, P.W. AshNet: Facilitating the use of wood ash as a forest soil amendment in Canada. For. Chron. 2017, 93, 17–20. [Google Scholar] [CrossRef] [Green Version]
- IEA Bioenergy. Options for Increased Use of Ash From Biomass Combustion and Co-Firing; IEA: Paris, France, 2018. [Google Scholar]
- Elliot, A.; Mahmood, T. Beneficial uses of pulp and paper power boiler ash residues. Tappi J. 2006, 5, 9–16. [Google Scholar]
- Rangan, V. Fly ash-based geopolymer concrete. In Proceedings of the International Workshop on Geopolymer Cement and Concrete, Mumbai, India, 28 June 2010; Allied Publishers Private Limited: Mumbai, India, 2010; pp. 68–106. [Google Scholar]
- Lessard, J.M.; Omran, A.; Tagnit-Hamou, A.; Gagné, R. Production of RCC using biomass fly and bottom ashes: From laboratory to fieldwork. J. Mater. Civ. Eng. 2017, 29, 04017225. [Google Scholar] [CrossRef]
- Cristelo, N.; Glendinning, S.; Miranda, T.; Oliveira, D.; Silva, R. Soil stabilisation using alkaline activation of fly ash for self compacting rammed earth construction. Constr. Build. Mater. 2012, 36, 727–735. [Google Scholar] [CrossRef] [Green Version]
- Vu, D.H.; Wang, K.S.; Chen, J.H.; Nam, B.X.; Bac, B.H. Glass-ceramic from mixtures of bottom ash and fly ash. Waste Manag. 2012, 32, 2306–2314. [Google Scholar] [CrossRef] [PubMed]
- Arm, M.; Vestin, J.; Lind, B.B.; Lagerkvist, A.; Nordmark, D.; Hallgren, P. Pulp mill fly ash for stabilization of low-volume unpaved forest roads—field performance. Can. J. Civ. Eng. 2014, 41, 955–963. [Google Scholar] [CrossRef]
- Šķēls, P.; Bondars, K.; Plonis, R.; Haritonovs, V.; Paeglītis, A. Usage of Wood Fly Ash in Stabilization of Unbound Pavement Layers and Soils. In Proceedings of the Historical Experience and Challenges of Proceedings of 13th Baltic Sea Geotechnical Conference, Vilnius, Lithuaniam, 22–24 September 2016; pp. 1–4. [Google Scholar]
- Rios, S.; Cristelo, N.; Miranda, T.; Araújo, N.; Oliveira, J.; Lucas, E. Increasing the reaction kinetics of alkali-activated fly ash binders for stabilisation of a silty sand pavement sub-base. Road Mater. Pavement Des. 2018, 19, 201–222. [Google Scholar] [CrossRef] [Green Version]
- Malakootian, M.; Almasi, A.; Hossaini, H. Pb and Co removal from paint industries effluent using wood ash. Int. J. Environ. Sci. Technol. 2008, 5, 217–222. [Google Scholar] [CrossRef] [Green Version]
- Laohaprapanon, S.; Marques, M.; Hogland, W. Removal of Organic Pollutants from Wastewater Using Wood Fly Ash as a Low-Cost Sorbent. CLEAN Soil Air Water 2010, 38, 1055–1061. [Google Scholar] [CrossRef]
- Das, S.K. Yudhbir Geotechnical properties of low calcium and high calcium fly ash. Geotech. Geol. Eng. 2006, 24, 249–263. [Google Scholar] [CrossRef]
- Rissanen, J.; Ohenoja, K.; Kinnunen, P.; Illikainen, M. Partial Replacement of Portland-Composite Cement by Fluidized Bed Combustion Fly Ash. J. Mater. Civ. Eng. 2017, 29, 04017061. [Google Scholar] [CrossRef] [Green Version]
- Ohenoja, K.; Tanskanen, P.; Wigren, V.; Kinnunen, P.; Körkkö, M.; Peltosaari, O.; Österbacka, J.; Illikainen, M. Self-hardening of fly ashes from a bubbling fluidized bed combustion of peat, forest industry residuals, and wastes. Fuel 2016, 165, 440–446. [Google Scholar] [CrossRef]
- Huotari, N.; Tillman-Sutela, E.; Moilanen, M.; Laiho, R. Recycling of ash—For the good of the environment? For. Ecol. Manage. 2015, 348, 226–240. [Google Scholar] [CrossRef]
- Fu, K.; Ren, X.Y.; Lin, J.Q.; Yue, P. Comparative analysis of environmental impacts between dregs disposal and conventional cement production by life cycle assessment (LCA). Proc. Adv. Mater. Res. 2013, 777, 461–466. [Google Scholar] [CrossRef]
- Sartz, L.; Hamilton, I.; Mácsik, J.; Maurice, C.; Sädbom, S.; Westin, G.; Bäckström, M. Green liquor dregs from pulp and paper industry used in mining waste management: A symbiosis project (GLAD) between two Swedish base industries. In Proceedings of the 13th International mine water association congress, Rauha-Lappeenranta, Finland, 31 January 2017; Wolkersdorfer, C., Sartz, L., Sillanpää, M., Häkkinen, A., Eds.; Mine Water & Circular Economy, Lappeenranta University of Technology: Lappeenranta, Finland, 2017; pp. 862–868. [Google Scholar]
Figure 1.
The chemical recovery loops and energy generation.
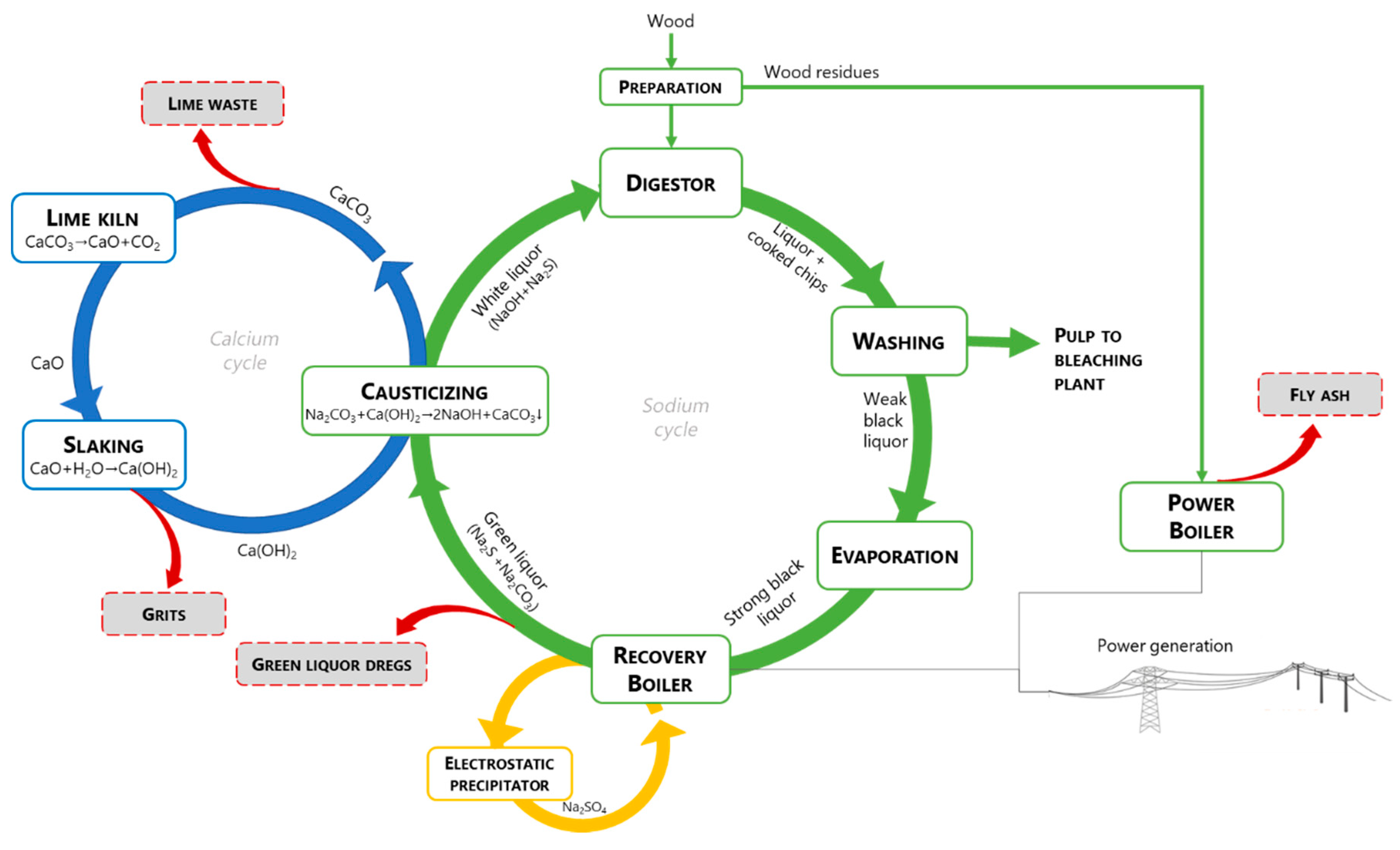
Figure 2.
Categories of the potential applications for inorganic wastes from the pulp industry.

Figure 3.
Main factors governing materials recycling.


{kind=link}
{kind=link}
{kind=link}
Table 1.
Specific waste generation in kraft pulp mills (kg/t AD).
| Wastes | Industrial Information (a) | [3] | [20] | [21] | [22] | [23] |
|---|---|---|---|---|---|---|
| GLD | 12 | 10–20 (b) | 12 | 15 | 4–20 | 12.8 |
| SG | 10 | 7 | 16 | |||
| LM | 25 | 10–20 | 15 | 13 | ||
| BFA | 30 | 9 (c) | 20 | 5 |
(a) Data provided by the Portuguese Industry (The Navigator Company); (b) includes green liquor dregs (GLD) and slaker grits (SG); (c) may be higher if biomass from external sources is also used; AD – air dried pulp.
Table 2.
Chemical composition of green liquor dregs (GLD), slaker grits (SG), lime mud (LM), and boiler fly ash (BFA) determined by XRF (wt %).
Table 2.
Chemical composition of green liquor dregs (GLD), slaker grits (SG), lime mud (LM), and boiler fly ash (BFA) determined by XRF (wt %).
| GLD | SG | LM | BFA | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| [4] | [24] | [25] | [5] | [24] | [26] | [27] | [28] | [5] | [23] | [26] | [29] | |
| CaO | 34.3 | 33.0 | 34.9 | 49.45 | 55.8 | 44.4–52.0 | 57.12 | 54.1 | 16.7 | 34.9 | 0.8–10.4 | 16.5 |
| MgO | 10.9 | 4.65 | 5.94 | 0.45 | 0.47 | 0.6–3.4 | 0.91 | 0.86 | 3.44 | 4.4 | 0.7–1.9 | 3.07 |
| SiO2 | 0.23 | 2.35 | ni | 0.47 | 1.31 | 3.4–11.0 | 3.58 | 0.34 | 38.5 | 11.6 | 33.9–59.7 | 34.0 |
| Al2O3 | 1.94 | 0.69 | 0.47 | 0.29 | 0.42 | 0.5–1.4 | 0.07 | 0.07 | 14.8 | 4.4 | 16.5–35.4 | 13.5 |
| Fe2O3 | 0.61 | 0.65 | 0.59 | 0.05 | <0.1 | 0.2–1.2 | 0.20 | 0.15 | 5.94 | 2.6 | 1.5–19.7 | 4.95 |
| Na2O | 2.10 | 11.7 | 9.49 | 4.52 | 0.60 | ni | 2.32 | 0.91 | 1.53 | 1.4 | ni | 1.52 |
| K2O | <0.1 | 1.03 | 0.37 | 0.27 | <0.1 | ni | 0.26 | 0.06 | 5.97 | 6.5 | ni | 5.49 |
| P2O5 | ni | 0.33 | 0.37 | 0.38 | 0.65 | ni | 0.03 | 0.96 | 1.12 | 1.6 | ni | 1.11 |
| TiO2 | ni | <0.1 | ni | ni | <0.1 | ni | ni | ni | 0.76 | 0.25 | ni | 0.65 |
| MnO | 4.21 | 0.37 | 0.06 | ni | <0.1 | ni | ni | 0.09 | 0.50 | 1.4 | ni | 0.45 |
| SO3 | 3.6 | 2.82 | ni | 1.86 | 0.11 | ni | 0.4 | ni | 2.66 | 11.4 | ni | 2.77 |
| LOI | ni | 42.10 * | ni | 41.1 | 40.10 | 31.5–43.5 | ni | ni | 6.38 | 15.8 | 1.2–33.6 | 14.3 |
LOI–Loss on ignition; * Determined at 1200 °C; ni–not indicated.
Table 3.
Mineral phases in GLD, SG, LM, and BFA identified by XRD.
| GLD | SG | LM | BFA |
|---|---|---|---|
| Calcite (CaCO3) [4,24,31] | Calcite (CaCO3) [5,24,31] | Calcite (CaCO3) [31] | Calcite (CaCO3) [5,23] |
| Dolomite (CaMg(CO3)2) [23] | Dolomite (CaMg(CO3)2) [23] | Ca(1−x)MgxCO3[31] | Dolomite (CaMg(CO3)2) [23] |
| Cesanite (Ca2Na3(SO4)3(OH)) [23] | Quartz (SiO2) [24] | Halite (NaCl) [23] | |
| Natrite (Na2CO3) [24,23,33,34] | Pirssonite (Na2Ca(CO3)2.2H2O) [31] | Quartz (SiO2) [5,23,31] | |
| Pirssonite (Na2Ca(CO3)2.2H2O) [4, 21,30] | Portlandite (Ca(OH)2) [31] | Sylvite (KCl) [23] | |
| Manganite (Mn4O8H4) [4] | Wustite (FeO) [31] | Anhydrite (CaSO4) [23] | |
| Sodium sesquicarbonate (Na3H(CO3)2) [35] | Larnite (Ca2 SiO4) [31] | Portlandite (Ca(OH)2) [23] | |
| Brucite (Mg(OH)2) [35] | Brucite (Mg(OH)2) [31] | Periclase (MgO) [23] |
Table 4.
Other relevant physicochemical properties to select technological applications.
| Property | GLD | SG | LM | BFA |
|---|---|---|---|---|
| Moisture (%) | 50.8 [36]; 48.0–57.0 [17], 54.0 [37] | 15.7 [36]; 28.4 [19], 7.0–16.0 [17], | 41.1 [38], 1.1–45.6 [17], 28.0 [39], 39–60 [26] | 0.30–0.80 [40] |
| pH | 12.8 [36]; 12.2 [25], 12.9 [4] | 13.1 [36]; 12.6 [25], 13.1 [19] | 12.6 [41] | 11 [32]; 12.8 [42]; 13.3 [43] |
| EC (mS/cm) | 26.2 [36]; 9.76 [4] | 20,8 [36]; 94.3 [19] | 7.3 [41] | 13.6 [42]; 11.63 [43] |
| VS (% TS) | 8.3 [36] | 2.4 [19] | ||
| ANC (% CaCO3) | 64.4–95.6 [25], 8.3 mmol H+/g [4] | 69.4–100 [25] | 106 [41] | 54.3–77.7 [25] |
| D50 (µm) | 11.6 [24], 8.97 [4]; 6 [29] | 24.1 [24] | 49.3 [5]; 150–250 [32] | |
| Density (g/cm3) | 2.498 [24], 2.47–2.60 [37] | 2.703 [24] | 2.83 [44], 2.43 [39] | 2.4–2.8 [32], 2.615 [23] |
| Bulk density (g/cm3) | 1.2–1.64 [4], 0.44–0.67 [37] | 0.15–1.3 [32] | ||
| Sa (m2/g) | 72.08 [24]; 12–21 [37] | 2.901 [24] | 5.17 [44] | 3.03 [5]; 4.2–101 [32], 3.25 [23] |
| HC (m/s) | 8.8 × 10−9 − 1 × 10−8 [4] | |||
| Kjeldahl N (%) | 0.07 [25] | 0.05 [25] | 0.17 [25] | |
| Chlorides (%) | 0.30 [29]; 0.8 [36] | 0.1 [12]; 0.02 [19]; 0.1 [36] | 0.08 [44]; <LQ [45]; 0.06 [46] | 1.5 [29]; 2.7 [23]; 1.2 [45]; 1.2 [43]; 0.10 [46] |
EC–electrical conductivity; VS–volatile solids; ANC–acid neutralization capacity; D50–median size; Sa–specific area; HC–hydraulic conductivity.
Table 5.
The total content of potentially toxic elements (mg/kg).
| GLD | SG | LM | BFA | Limit FF | Limit CM | Crust * | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| [4] | [25] | [30] | [19] | [25] | [28] | [41] | [25] | [42] | [47] | [47] | [19] | [48] | |
| Pb | 6.12 | 46.8 | 13 | <3 | 34.1 | 6.79 | <3 | 44.3 | 28.7 | 31 | 150 | 300 | 12.5 |
| Cd | 3.81 | 5.19 | 9.4 | 0.3 | 4.75 | 0.91 | <0.3 | 4.7 | 2.9 | 3.3 | 25 | 15 | 0.2 |
| Cu | 229 | 80.9 | 102 | <10 | 4.6 | 0.73 | 4.1 | 25.8 | 63.6 | 72 | 700 | 400 | 55 |
| Cr | 295 | 56.0 | 118 | 12.6 | 12.4 | 16.7 | 7.0 | 24.1 | 66.9 | 74 | 300 | 400 | 100 |
| Ni | 233 | 189 | 84 | 23.9 | 25.2 | ni | 4.0 | 97.4 | 32.4 | 33 | 150 | ni | 75 |
| Zn | 3197 | 160 | 1000 | 9.9 | 15.0 | ni | 36 | 68.9 | 295.3 | 320 | 4500 | 2000 | 70 |
| Hg | <0.05 | ni | ni | <0.03 | ni | <0.04 | <0.03 | ni | 0.03 | 0.1 | 1.0 | ni | ni |
| V | ni | ni | 1.9 | 39.0 | ni | ni | ni | ni | 92.7 | ni | ni | 400 | 135 |
| Mo | 0.29 | ni | 1.7 | <1 | ni | ni | 2 | ni | 3.8 | ni | ni | 50 | 1.5 |
| As | <0.1 | ni | 0.3 | <3 | ni | 0.38 | 2.7 | ni | 13.0 | 14 | 40 | 50 | 1.8 |
ni–not indicated; Limit FF–current Finnish limit values for ash used as a forest fertilizer; Limit CM–limits in Finnish legislation for ashes use as an earth construction material; * Average crustal abundance
Table 6.
Applications of GLD reported in the literature.
| Application | Highlights | Scale |
|---|---|---|
| Construction materials | ||
| Concrete | GLD as a replacement of part of the cement in concrete is not suitable since the loss in mechanical properties is significant [23]. | Laboratory |
| Cement | Substitution of clinker up to 10% is feasible to obtain Portland cement (CP I-S and CP II-F) [50]. | Laboratory |
| Clinker production | The mixture of GLD (0.13 wt %) with standard materials is technically viable and does not present noticeable environmental effects [34]. | Industrial |
| Geopolymer mortars | GLD can be used as a fine filler up to 25 wt % incorporation. The obtained mortars exhibited enhanced tensile and compressive strength [29]. | Laboratory |
| Geotechnical | ||
| Landfill cover | Alternating layers of 0.15 m of GLD (70 wt %) and SG (30 wt %) covered by 1 m of MSW have the potential for replacing soil as intermediate covering in landfills [27]. | Industrial |
| Road pavement construction | GLD require washing before incorporation as aggregates in bituminous mixtures to guarantee stability in terms of water sensitivity [36]. | Laboratory |
| Sealing layer in mines | A mixture with the proportions 7:2:1 of tailings: GLD: fly ash was found to be geotechnically satisfactory to be used as a sealing layer in dry covers on mine [37]. GLD showed high water retention capacity and low hydraulic conductivity, which prevents water percolation and oxygen transport [51]. | Laboratory |
| Hot-mix asphalt | GLD used as filler in hot-mix asphalt leads to poor water resistance, despite displaying adequate mechanical properties (stiffness and permanent deformation) [52]. | Laboratory |
| Environmental | ||
| Neutralize acidic wastewaters | The liming effect of GLD (39.6% Ca eq) is similar to commercial limestone (38%). The pH of 10.7 indicates a strong liming effect [53,54]. | Industrial |
| Acid mine drainage remediation | GLD exhibited high buffering capacity [4] at low dosages of 1 g/L [55] for remediation of acid mine drainage. | Laboratory |
| Soil amendment | Doses up to 20 t/ha achieved neutralization of acidic soil, not causing deterioration of soil properties or depressing crop yields [56]. After 5.5 years since application, positive effects were observed on the soil chemical attributes [57]. | Laboratory |
| Drying adjuvant of sewage sludge | A dose of 0.15 g GLD per g of sewage sludge reduced by 8% the energy required for the evaporation of humidity at 130 °C. A reduction in phytotoxicity was also observed in tests with garden cress, revealing a good potential for agricultural applications [34]. | Laboratory |
| Agricultural | ||
| Liming material | Valid option to substitute commercial agricultural limestone [25,41]. | Industrial |
| Co-composting | The addition of a moderate amount of GLD (5–8 wt %) with kraft mill sludge did not show a negative effect on the biological activities during the composting process [58]. | Laboratory |
Table 7.
Applications of SG reported in the literature.
| Application | Highlights | Scale |
|---|---|---|
| Construction materials | ||
| Cement | The incorporation of SG up to 10% presents good results of compressive strength and elasticity modulus to produce Portland cement (CP I-S and CP II-F) [50]. | Laboratory |
| Clinker production | The incorporation of 0.25 wt % of SG shows the potential to be directly incorporated in clinker manufacture [34]. | Industrial |
| Ceramic wall tiles | The total replacement of traditional calcareous material by SG revealed a positive influence on the properties and microstructure of wall tiles [60]. | Laboratory |
| Ceramic building materials (soil-cement bricks) | SG can replace up to 20 wt % Portland cement in soil-cement bricks [33]. | Laboratory |
| Geotechnical | ||
| Road pavement construction | Incorporation as aggregates in bituminous mixtures revealed a good performance and it might be directly tested industrially [36]. Mixtures of GLD and SG as a natural filler and fine aggregates in bituminous mixtures have the possibility to be scaled up with success [61]. | Laboratory |
| Environmental | ||
| Acid mine drainage | Metal removal and neutralization of acid mine drainage (AMD) in treatment systems can be controlled by the addition of alkaline SG [62,63]. | Laboratory |
| Landfill cover | A mixture of GLD (70%) and SG (30%) was used as covering material. COD removal in the leachates (91%) after 15 months suggest no impact on the microorganisms responsible for the stabilization of the organic fraction of the MSW [27]. | Industrial |
| Agricultural | ||
| Soil amendment and fertilizer | A mixture of SG and green liquor sludge (7 t/ha) buffered soil acidity [38]. 0.96 tons of SG would be required to replace 1 ton of a commercial ground limestone product [63]. | Laboratory |
Table 8.
Applications of LM reported in the literature.
| Application | Highlights | Scale |
|---|---|---|
| Construction materials | ||
| Geopolymer mortars | Efficient reuse as aggregates with the best mechanical resistance achieved using a binder-aggregate ratio of 1 to 5, belonging to at least class M10 (UCS ≥10 MPa) [5]. Mortars prepared with belite-based cement (CEM II A-L) using 16 wt % of LM showed properties that fulfill the requirements of indoor and outdoor plasters [45]. | Laboratory |
| Cement | A belite-based cement (CEM II A-L) was prepared with 80 wt % of F4 clinker, 16 wt % of LM and 4 wt % gypsum [45]. | Laboratory |
| Clinker | Belitic and Portland clinkers were obtained using only mixtures of biomass sludge, LM and BFA from the pulp and paper process [45]. | Laboratory |
| Anorthite ceramics | Anorthite was the major phase in formulations containing 36 wt % LM and 64 wt % BFA synthesized at 1100 °C [26]. | Laboratory |
| Bricks | A mixture of soil:LM (80:20wt %) achieved a compressive strength that satisfies the requirements of International standard codes for the production of burnt bricks [66]. | Laboratory |
| Geotechnical | ||
| Landfill cover | LM showed strong potential for replacing soils as intermediate covering in municipal solid waste landfill [27]. | Industrial |
| Environmental | ||
| Phosphorous removal | LM was used to synthesize Ca(OH)2 nanoparticles (CNP). P removal from aqueous solutions after 10 min was 53% for a CNP/P mass ratio of 2.2 [67]. | Laboratory |
| Desulfurization of flue gas | LM performed better than commercial limestone in the same conditions, due to higher specific surface area and near-optimal pore size [68]. | Laboratory |
| SO2 sorbent | The CaO derived from LM achieves the maximum sulfation conversion of 83% at about 940 °C which is 1.7 times higher than that derived from limestone at about 880 °C [68]. | Laboratory |
| Agricultural | ||
| Fertilizer and soil amendment | LM (7.5 t/ha) buffered soil acidity, increased pH, doubled the base saturation, and reduced exchangeable acidity [28,38]. | Laboratory |
| Liming agent | The soil amendment shows promising results in the replacement of commercial liming materials (neutralizing value 38.3% Ca eq, d.w.) [69]. | Laboratory |
| Others | ||
| Catalyst | LM doped with potassium fluoride was used as a transesterification catalyst. Oil conversion of 99.09% was achieved with 5 wt % catalyst, methanol/oil molar ratio = 12, t = 2 h and T = 64 °C [70]. | Laboratory |
| Sorbent | LM with the addition of a cationic polymer adsorbed 134.1 mg/g of lignocelluloses from pre-hydrolysis wood chip liquor [71]. | Laboratory |
Table 9.
Applications of BFA reported in the literature.
| Application | Highlights | Scale |
|---|---|---|
| Construction materials | ||
| Geopolymer concrete | Replacement up to 10% of the cement in concrete is feasible without virtually affecting the mechanical properties [23]. BFA has been successfully used with a silicon and aluminum oxides constitution of 80 wt %, and the Si-to-Al ratio of 2 [76]. | Laboratory/Industrial |
| Geopolymer mortars | BFA was used as the main source of aluminosilicate in the binder precursor (70 wt % substitution to metakaolin), comprising a binder-aggregate ratio of 1 to 5. All tested formulations belong at least to class M10 (UCS ≥10 MPa) [5]. BFA up to 75 wt % were used as aluminosilicate source [29]. | Laboratory |
| Roller-compacted concrete | Mixtures containing 10–20% BFA + 50% BBA (boiler bottom ash) with a water-to-binder ratio of 0.35–0.37 were used for the construction of a storage slab (area = 792 m2, thickness = 0.3 m) [77]. | Industrial |
| Rammed-earth construction | BFA activated with a sodium-based solution was used to enhance residual granitic soils properties for earth wall molds construction [78]. | Laboratory |
| Clinker production | Belitic and Portland clinkers were obtained. The chlorides present in the FA do not affect the durability of the clinker since most are eliminated during the thermal treatment [45]. | Laboratory |
| Anorthite ceramics | Formulations of 36 wt % LM and 64 wt % BFA produced anorthite with lightweight, high water absorption and good chemical stability [26]. | Laboratory |
| Alkali-activated bricks | Alkali-activated bricks can be produced using BFA with similar costs as the clay fired brick but with reduced environmental impact [79]. | Laboratory |
| Geotechnical | ||
| Filling mine cavities | The fly ash originated from Stora Enso mills in Finland has been used as a hardener in filling mine cavities since 2003 [53]. | Industrial |
| Stabilization of roads | Improved road performance can be achieved by mixing existing unbound road bases with BFA without any other additives [80]. | Industrial |
| Pavement construction | A mixture of soil and wood FA (10 wt %) showed to be a valuable material for hydraulically bound mixtures [81]. Alkali-activated low-calcium FA was successfully used as a binder for soil stabilization in road platforms [82]. | Laboratory |
| Environmental | ||
| Remediation of soils degraded by mining activities | Granules of 90 wt % BFA and 10 wt % biological sludge improved soil quality (pH correction and extractable P and K), but were not able to support permanent plant cover [43]. | Laboratory |
| Adsorbent | Pb and Co removal from paint industries effluent reached 96.1% and 99% at pH 2 with a contact time of 3 h and 100 g/L wood ash [83]. BFA dosage of 160 g/L reduced COD by 37% from real industrial wastewater [84]. | Laboratory |
| Agricultural | ||
| Liming material | The soil extractable K and P increased, indicating that besides the liming effect BFA can also contribute to improving soil fertility [25]. | Laboratory |
| Soil amendment and fertilizer | Ash levels up to 2 wt % (40 t/ha), heat biomass increased more than with the control soil [40]. FA can be a potential soil fertilizer regarding some nutrient deficiencies [32,38]. | Laboratory |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Quina, M.J.; Pinheiro, C.T. Inorganic Waste Generated in Kraft Pulp Mills: The Transition from Landfill to Industrial Applications. Appl. Sci. 2020, 10, 2317. https://doi.org/10.3390/app10072317
AMA Style
Quina MJ, Pinheiro CT. Inorganic Waste Generated in Kraft Pulp Mills: The Transition from Landfill to Industrial Applications. Applied Sciences. 2020; 10(7):2317. https://doi.org/10.3390/app10072317
Chicago/Turabian StyleQuina, Margarida J., and Carolina T. Pinheiro. 2020. "Inorganic Waste Generated in Kraft Pulp Mills: The Transition from Landfill to Industrial Applications" Applied Sciences 10, no. 7: 2317. https://doi.org/10.3390/app10072317
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.