
The Application of the Foam Technology to the Dust Control for Reducing the Dust Injury of Coal Mines

1
Key Laboratory of Deep Coal Resource Mining, Ministry of Education of China, School of Mines, China University of Mining & Technology, Xuzhou 221116, China
2
State Key Laboratory of the Gas Disaster Detecting, Preventing and Emergency Controlling, Chongqing 400037, China
3
China Coal Technology and Engineering Group Chongqing Research Institute, Chongqing 400039, China
4
Jiangsu Vocational Institute of Architectural Technology, Xuzhou 221116, China
5
Jiangsu Collaborative Innovation Center for Building Energy Saving and Construction Technology, Xuzhou 221116, China
6
State Key Laboratory for Geomechanics & Deep Underground Engineering, China University of Mining & Technology, Xuzhou 221116, China
*
Author to whom correspondence should be addressed.
Appl. Sci. 2022, 12(21), 10878; https://doi.org/10.3390/app122110878
Submission received: 17 August 2022
/
Revised: 23 October 2022
/
Accepted: 25 October 2022
/
Published: 27 October 2022
Abstract
:Mine dust is one of the main disasters that threatens the safety of coal mine production, deteriorates the underground working environment and induces various occupational diseases. Based on the harm of mine dust identified and the current domestic and foreign dust-proof technology, the technical research of the foam dust reduction is reviewed; the advantages and disadvantages of foam dust reduction are also discussed. According to the experimental exploration and the study of foam flow characteristics, the process of foam device and foam nozzle separation was adopted, and some site tests were conducted in fully mechanized mining and excavation working faces in Zhangcun, Shanjiaoshu and Jinjia coal mines. The foam technology led to a 59.5% dust removal efficiency in Zhangcun coal mine, which is much higher than the dust removal efficiency of the water spray dust reduction. The efficiency of total mine dust in Shanjiaoshu coal mine reached as high as 72%, and the efficiency of respirable mine dust reached 67%. Compared with the circumstance with no dust-control measure, the average density of the total mine dust in Jinjia coal mine decreased by 22.75~32.95% using foam technology. The results show that the use of the foam to inhibit the transformation of mine dust from the source of dust production to the floating state and the efficiency of dust control is greatly improved. This method can effectively reduce the mine dust density in underground mining and excavation working faces, clean the working environments, and guarantee the health of miners. The research results are of great significance for improving the production conditions of mining and excavating face and building green mines and standardized mines. Moreover, foam technology for dust control has been widely used in coal mines.
1. Introduction
1.1. Mine Dust Hazard
Mine dust is one of the main disasters in coal mine production, which seriously pollutes the underground working environment and threatens the physical and mental health of employees. In the coal production process, almost all operations can generate dust. For example, drilling, blasting, excavation, mining, coal falling, transportation, transfer, support, and rack shifting all generate a large amount of dust; especially in recent years, the degree of mechanization of mining has been increased [1,2]. Consequently, the concentration of dust in the air of underground operating points has been increasing steadily. For instance, in the fully mechanized top coal caving face, the dust concentration can reach as high as 1400 mg/m3 sometimes.
Dust threatens the health of workers. Especially, the long-term inhalation of respiratory dust by workers can cause lung lesions and cause pneumoconiosis. According to a survey conducted by the State Coal Mine Safety Supervision Bureau, the All-China Federation of Trade Unions, and the China Occupational Safety and Health Association, at most coal mines, the underground dust concentrations tend to exceed the standard. Since 2003, the highest coal dust concentration ranges from 198 mg/m3 to 3420 mg/m3, which is 49.5~855 times higher than the national standard, and a large number of workers suffer from pneumoconiosis every year. The National Coal Mine Occupational Safety and Health Experience Exchange Conference and the National Coal Mine Pneumoconiosis Prevention and Control Site Conference held in Zaozhuang on 9 November 2010 reported: “As high as 2.65 million people were exposed to dust in coal mines across the country. It is estimated that 57,000 people suffer from pneumoconiosis every year, and more than 6000 people die from pneumoconiosis, which is twice the number of deaths in safety production accidents.” As of the end of 2007, a total of 312,000 cases of pneumoconiosis were identified in coal mining enterprises across the country (excluding township coal mines), and the detection rate of pneumoconiosis was as high as 7.2% [3,4]. Pneumoconiosis threatens the health of workers, in addition to the huge economic losses to enterprises and the country. According to the relevant statistics, the coal industry causes direct economic losses of billions of yuan each year due to pneumoconiosis [5].
The dust not only causes the miners to suffer from pneumoconiosis, but also contributes to the explosions, causing serious and vicious accidents. Furthermore, coal mines with coal dust explosion hazards are common [6,7,8]. According to the relevant statistics in 2002, 87.4% of the original state-owned key coal mines had 532 mines with coal dust explosion hazards in China. As high as 91.35% of the coal dust in small coal mines is explosive, with 57.71% being highly explosive. Since year 2000, a total of 13 large coal dust explosion accidents have been recorded nationwide, resulting in 810 deaths, resulting in significant losses to the country, enterprises and miners’ families. Table 1 presents the incomplete statistics of the extremely large coal dust explosion accidents that occurred in previous years [9,10,11].
Mine dust is regarded as part of the coal mine production. A number of problems are caused by the mine dust such as production environment deterioration, wear on machinery and equipment, a shortened lifespan of machinery and equipment, and the increased chances of casualties from accidents. More importantly, mine dust seriously harms workers’ health by causing various types of occupational diseases. The hazards of mine dust from accidents and explosions are severe and sudden, and other hazards are also universal. Therefore, it is extremely important to control mine dust [12,13,14,15].
1.2. Dustproof Technology
Mine dust is one of the main causes behind the disasters in coal mines. Over years, a great deal of importance has been paid to the prevention and control of mine dust. Extensive studies have been conducted domestically and abroad to find effective solutions to minimize the negative impacts of the mine dust. At present, coal mines at home and abroad mainly use coal seam water injection, spray, dust collector, ventilation, chemical dust suppressant and other dust-proof technologies.
- (1)
- Coal seam water injection
Pre-wetting the coal seam through the coal seam water injection technology is the most effective and basic dustproof measure for the working face. Studies from the former Soviet Union have shown that when the moisture of the coal body increases by 1%, the amount of dust generated during coal seam mining can be reduced by between 60% and 80% in quantity [16]. At present, it has been widely implemented across the whole country. The main state-owned coal mine which adopts the water injection treatment accounts for more than 40% of the total coal mining face, with a 7% to 50% dust reduction rate.
- (2)
- Spray dust reduction
The United States, the former Soviet Union and Germany have also successively applied or experimentally studied the effect of high-pressure water spray on reducing the amount of respirable dust generated during the mining. The high-pressure water-assisted cutting technology for long-wall working faces tested and studied by the Pittsburgh Research Center of the US Bureau of Mines can significantly reduce the amount of respirable dust generated during coal cutting when the working water pressure is 12.7 MPa. The former Soviet Union Coal Mine Machinery Design and Research Institute has developed a complete set of TKO-CBO equipment for high-pressure water spraying of coal shearers. The former West Germany also tested the effect of high-pressure water spray on the wetting and settlement of dust in the drum storage and cutting area in the Walsum mine. The test showed that under the condition of working water pressure of 6–6.5 MPa, the average dust reduction could reach between 30% and 35% around the shearers. Other nations such as Australia and the United Kingdom are also experimenting with high-pressure spraying for shearers.
In China, technologies such as negative pressure secondary dust reduction, spray suction combined with dust reduction have been researched in the spray dust reduction and have been tested and promoted in many coal mines. The spray dust reduction technology of the roadheader is divided into two types including the internal spray and the external spray. The internal spray technology is to install the nozzle on the cutting part of the roadheader, with the water mist sprayed from the nozzle directly, aiming to suppresses the instantaneously generated dust when the roadheader is operating. The external spray technology captures the suspended and free dust in the roadway. Spray dust reduction technology is widely used in coal mine excavation operations. At present, the dedusting water used in coal mines is recycled after the simple treatment of underground sewage. Therefore, some impurities such as coal slime tend to be mixed with the water, which can plug the nozzles with small cavity and affect the dust removal. At the same time, the large amount of water mist generated tends to affect the driver’s sight during tunneling operations and deteriorate the working environment.
- (3)
- Dust collector for dust removal
Dust collectors include the mechanical dust collectors, dry filter dust collectors, wet dust collectors and electrostatic precipitators. Poland has developed a comprehensive dust-proof technology for the excavation face that uses the eddy current air duct to control the dust diffusion of the tunneling head and uses the composite dust collector to purify the dust-laden airflow. The special “fan” inside the vortex air duct is used to change the air flow at the outlet of the press-in air duct from the axial air supply to the radial air supply, forming a very uniform spiral air flow toward the working face along the entire roadway section. The high-concentration dust on the surface is confined to the vicinity of the driving head, allowing the dust collector to work efficiently. The composite dust collector utilizes a high-speed rotating rotary atomizer to atomize the water flow to form a water curtain, purify the dust-laden air flow that is drawn in, and the purified air flow is adapted into a rotating air flow through the cyclone to generate a strong centrifugal force to remove the water and dust. The mixture is directed to the walls of the vessel again for dust removal and dewatering.
In recent years, some research has been conducted on the use of dust collecting drums for dust removal in China. This method takes advantage of the high-pressure water as the driving force for airflow movement. Several dust-collecting tubes are evenly arranged around the drum, and high-pressure water nozzles are installed at one end of the dust-collecting tubes. The water spray in the dust collecting pipe drives the flow of air, so that the air flows from the coal wall side through the dust collecting pipe to the other side of the drum. After the air flow passes through the drum, the air flow and water flow out along the gap between the end face edge of the drum and the baffle plate, and part of the air flow returns to the dust collection pipe along the drum surface to participate in the circulation again, while the other part is taken away by the wind flow on the working face.
- (4)
- Ventilation and dust removal
A good ventilation system can significantly reduce the dust concentration on the excavation face and reduce dust hazards, which is one of the necessary conditions to ensure the normal production of coal mines. At present, the main forms of common ventilation and dust reduction technologies include: (1) extraction ventilation and dust reduction; (2) dilution dust reduction; (3) dual air flow branch ventilation system for dust reduction; (4) dust reduction measures such as pressure and suction mixed type and the best dust exhaust wind speed. Ventilation and dust removal is the use of air flow to control the diffusion of dust.
Domestic scholars have proposed the use of “invisible transparent barrier” air curtains to control the diffusion of dust and have carried out related applications. The former Soviet Union’s Central Academy of Mining Machinery and the Skoczynski Institute of Mines jointly researched the press-in and extraction type ventilation and dust removal equipment for fully mechanized excavation working faces, whose working principle is to form a dust-proof air curtain near the working surface to prevent the dust from spreading outward, and then use the suction pipe to extract the dust-laden air. Germany adopts the equipment with wall-mounted air ducts to turn the axial air flow along the roadway into a spirally propelled uniform rotating air flow, forming an air curtain, squeezing the dust of the excavation working face in front of the head to form high-concentration dust, and then using the fan to remove the dust into the dust collector for treatment. In the UK, comprehensive dust prevention measures such as air curtains (located between the driver and the roadheader), dust collectors and extractive dust removal fans have also achieved certain dust reduction effects.
- (5)
- Chemical dust suppression
According to the experiments conducted, almost all coal dust is featured with a certain degree of hydrophobicity, coupled with the large surface tension of water. Often the capture rate of dust with the particle size of below 2 μm is lower than 28%. With the dust suppressant, the wettability of the aqueous solution to the dust can be greatly increased. In other words, the original solid-gas interface of the dust particles is replaced by the solid-liquid interface, which greatly improves the wettability of the liquid to the dust, thereby improving the dust reduction efficiency. In order to improve the dust-proof effect of water injection and spraying, and the wetting ability of water to coal, many countries have added wetting agents. In the late 1970s, researchers from some scientific research institutions in my country began to study chemical dust suppressants. Significant progress has been made since the 1980s. At present, more than 20 kinds of mine dust suppressants with patent rights are identified in China. Germany, the Soviet Union, Japan, the United Kingdom, the United States and Pakistan have also developed and applied a variety of dust suppressants. The advantages, disadvantages and dust removal efficiency of various technologies are shown in Table 2 below.
In order to prevent and control mine dust, a variety of dust reduction technologies such as the coal seam water injection, the spraying, and the dust collectors have been widely adopted. These technologies have significant dust reduction effects and play an important role in improving the underground working environment, protecting the health of workers and preventing the occurrence of mine dust accidents. However, these technologies are far from being effective in the dust reduction on the excavation face, resulting in a serious mine dust disaster in my country. Therefore, it is of great significance to conduct further research on the key technology and equipment of foam dust reduction in fully mechanized mining and excavation face, conduct industrial tests, and promote the application for improving the scientific and technological level of dust prevention and control, improving the underground production environment and realizing the construction of green mines [17].
2. Foam Dust Reduction Technology
2.1. Research Status
Foam dust suppression technology was first proposed in the 1950s, and the United Kingdom was the first to carry out research in this area, followed by the United States, the former Soviet Union, the former West Germany, Japan and other countries have successively carried out this work, and achieved certain results. In the mid-1970s, with the development of the surfactant industry in the United States, the Soviet Union, Poland and other countries, the foam dust suppression technology was widely adopted in production. In addition, a low-cost foaming agent that meets the requirements of safety and hygiene has been developed. According to the requirements of different dust sources, different types of foam dust suppression supporting products have been developed. From 1966 to 1967, a group of engineers in the Karaganda coalfield of the former Soviet Union carried out extensive research on foam dusting. Dozens of different concentrations of anionic surfactant substances have been tested, and a high-expansion air-mechanical foam dust suppressor has been developed. When blasting guns in the control area of the working face, the explosion area is covered with foam to prevent dust and toxic and harmful gases. A large number of experiments have been carried out on the foam dust reduction of rock drills and the foam dust reduction of coal mining machines.
Mine dust is an inevitable product in the process of mining. According to the historical data, the mine dust mainly is mainly generated from the mining and excavation working faces [18,19]. The measurement results of foam dust reduction on the rock excavation working face indicate that the dust content in the air at the workplace of the rock drill driver can be reduced from 313 mg/m3 to 20 mg/m3. At about 10 m away from the transfer point, the dust content in the air can be reduced from 733 mg/m3 to 21 mg/m3. Moreover, the dust collector is applied to many places in the well, and when it is applied to the shearer, the dust removal efficiency of the combined shearer can be increased by 2 to 5 times compared with the usual dust-proof measures. In addition, Makeni from the Soviet Union conducted substantial research in this filed. Makeni and the All-Soviet Surface Active Substance Research Institute jointly developed a foaming agent that met the requirements of hygiene and technology and also cooperated with the National Coal Mining Machinery Design and The Experimental Research Institute and the Donets Coal Mine Machinery Design Institute jointly developed a foam dust suppression equipment used in steeply inclined coal seam working faces and 1K-101 shearers. In addition, the foam dust suppression test was carried out in seven coal seams in the central surface area of Donbas. After extensive experimental research, the characteristics of this equipment have been identified as follows:
- Every ton of coal mined consumes 2–3 m3 of foam;
- The foaming liquid is 15–20 L;
- The dust removal efficiency in gently inclined coal seams is more than 94%;
- The dust removal efficiency in steeply inclined coal seams is 80% to 90%;
- It costs 8 to 12 kopecks per ton of coal mined.
Table 3 is the application example of foam dust suppression in the former Soviet Union. According to the data, the research on foam in this period mainly focused on high multiples, and the application process of foam dust reduction was mainly submerged. In other words, a large amount of high-expansion foam was generated by the foamer to fill the entire operation site to prevent the dust from spreading outwards. In today’s highly electrified mines, the submerged dust removal method obviously affects equipment operation and worker.
The U.S. Bureau of Mines commissioned Monsanto and Dayton Laboratories to study foam dust suppression technology. Monsanto Company and Dayton Laboratory have carried out laboratory simulation research on foam dust reduction technology, established laboratory dust generation device and foam dust reduction system, and improved the original foam generator. The premixed foaming liquid is compressed by Air (or nitrogen) is pressed into the foamer, sprayed onto the foaming net, and then the foaming net is blown by air, as shown in Figure 1. The research unit only carried out the foam dust suppression simulation test in the laboratory without conducting any industrial test and practical application. As a result of this, the practicability of the research results is unclear.
Since then, the US Bureau of Mines and Deter signed an agreement to entrust the company to study foam dust suppression technology. Deter Corporation studied the relationship between foam particle size distribution and dust removal efficiency in the following years and found that the key to the efficiency of foam dust removal is the structure of the foam. Deter Corporation also pointed out that the tiny foam is more stable than the large foam. After the dust particles contact with the foam, the foam stays unchanged, resulting in a superior dust capture. In addition, the dust particles easily penetrate into the interior of the tiny foam, causing the foam to burst, and then form wet dust. Deter has determined through experiments that micro-foams with a diameter between 100 and 200 have the highest dust removal efficiency. In addition, the company designed an application system for micro-foam dust reduction, and the system uses a pore-filled foam generation device to prepare foam. Deter has quickly established more than 200 sets of foam dust suppression systems at the belt transportation and transfer points of many coal mines and cement plants.
The foam dust removal system developed by the US Bureau of Mines firstly mix the compressed air, the water and the surface-active substances in a mixer, which is sent to the metal mesh of the foaming device to form small foams targeting the dust source. This method has been tested on the longwall working faces of two coal mines in West Virginia and Utah, respectively. The dust removal efficiency of total dust is much higher than that of high-pressure spray dust reduction, and the water consumption is only from 1/5 to 1/10 of that of spray dust reduction. However, the dust removal efficiency for respirable dust is not much improved.
Shinichiro Yamao from Japan conducted some research on the foam dust reduction, who analyzed the working parameters of the mesh foam injector, and carried out dust removal tests with different installation methods of the foam injector on the shearer. The content of suspended coal dust in the air is reduced by 50% to 70%.
To prevent the development of ignitable coal haze, rock or pulverized particles of limestone, Shahani et al. [7] from Pakistan recommended to spray above the “coal dust” generated in the course of mining in mine accesses to develop an inert dust combination.
Compared with other nations, the studies on the foam dust reduction started late in China. Chen Dongsheng from the Shanghai Research Institute of the Coal Academy of Sciences first started the exploration and research of foam dust reduction. He initially studied the mechanism of foam dust reduction and simulated foam dust reduction in the laboratory. The test results show that foam dust reduction is an effective dust reduction method. However, due to the limited conditions, no industrial tests have been carried out, and a practical foam dust suppression system has not been established in coal mines. Some studies have been conducted in Hubei Provincial Labor Insurance Institute by Zhou Changgen, who began to study foam rock drilling dust removal technology, developed rock drilling foam dust collectors, and conducted field tests on the rough limestone of Wutai Coal Mine and the granite rock drilling face of Wuhan Iron and Steel Chengchao Iron Mine, and achieved good results. The foaming liquid in the developed equipment is only added intermittently and fails to work continuously. The research results are only applicable to drilling construction sites, without taking the narrow spaces and continuous dust production into consideration, such as excavation work faces and transfer points. Professor Jiang Zhongan from the University of Science and Technology Beijing studied the foam dust reduction, who theoretically analyzed the structure and working parameters of the mesh foamer. Based on the continuous exploration of experiments and research on the flowing characteristics of foam, a technology is used to separate the foaming device from the foam nozzle. As shown in Figure 2, multiple foam nozzles are installed around the dust source, with a foaming device installed in a location that is permitted by the space and condition of the working face; Next, the foam is transported to the nozzle, and good diffusion properties and aim of the nozzle allow the foam to control the dust [20]. This technology is featured with the simple operation, the stability and reliability and the application in the narrow spaces underground [21,22,23,24,25].
2.2. Features
Foam dust suppression is an efficient dust suppression technology, which not only combines the advantages of general spray and chemical dust suppression, but also has the following characteristics [21,22]:
- (1)
- When the foam is sprayed on the rock or stockpile, the foam without voids covers the dust source, which fundamentally prevents the dust from spreading to the outside world;
- (2)
- When the foam liquid is sprayed into the dust-laden air, a large number of foam particles are formed, and their total volume and total surface area increase, which increases the collision efficiency with dust particles;
- (3)
- The liquid film of the foam contains a special foaming agent, which can greatly reduce the surface tension of water, rapidly change the wetting performance of dust, and increase the speed at which dust is wetted;
- (4)
- The foam has good viscosity, and once the dust contacts the foam, it will be quickly adhered by the foam, thereby increasing the adhesion efficiency of the foam and the dust.
2.3. Insufficient
The use of foam for dust control is a complex system engineering, and every link in the system must be studied. The research status of domestic and foreign scholars and technicians on the properties of blowing agents and dust-reducing foam itself cannot be verified from the relevant information retrieved, but the research results on the experimental system and application process of this technology introduced in the literature mainly include the following deficiencies.
The first is that the foaming method is not suitable for the current downhole conditions. There are many types of foam generation devices at home and abroad. The known foam generators so far include turbine type, spiral type, pore filler type, mesh type, concentric tube type, jet pump type, baffle type and three-phase generation devices. In the research process of foam dust reduction, there are mainly two types of generation devices designed by researchers including a mesh foam generation device, and a pore filler type foam generation device. The working principle of the net foamer is that the foam liquid is sprayed from the nozzle to the foaming net to form a liquid film, and the compressed air blows the liquid film to foam. If the pressure of the foam liquid is too high, a liquid film cannot be formed on the foaming net. If the pressure of the compressed air is too large, the liquid film on the foaming net will be atomized, and no foam will be produced. Large, it is not conducive to the application of the mesh foamer in the well. The working principle of the pore filler type foam generation devices is to form foam by increasing the gas-liquid mixing strength by the filler with tiny pores in the foamer. It is easy to block these tiny channels and it is difficult to clean, so the pore filler type, screw type and turbo foam generation devices are not suitable for coal mine dust removal. The advantages of concentric tube type, jet pump, baffle type and three-phase foam turbo foam generation device are that they are not limited by water quality and pressure, but their internal gas-liquid mixing strength is not enough, and the foaming ratio is too low to meet the needs of dust removal. Therefore, a new type of dust removal turbo foam generation device must be designed.
The second is the lack of application technology. The previous foam dust suppression technology used the process of generating a large amount of foam to submerge the dust source. Today’s underground coal mines are much more mechanized than before. Many mechanical and electrical pieces of equipment are placed in the roadway and excavation face. A large amount of foam generated at the operation site tends obstruct the safe operation and production. On the other hand, a large amount of foam moves in the roadway and working face under the influence of the wind flow, and will gather more and more, which is likely to block the roadway and affect the smooth flow of the downhole air flow. In order to apply the high-quality foam evenly to the dust source in a large area, the foam nozzle holds the key. Sprinkler heads have been widely used in agricultural production, spray dust removal and other fields. For different application environments, people have developed various types of sprinkler heads with different structures, including mechanical type, Y type, rotary type, screw type and combined type. However, these nozzles are dispersed by squeezing or impacting the liquid, which is only suitable for single-phase fluids, but it is easy to destroy the stability of two-phase or multi-phase fluids. The foam is a thermodynamically unstable system, and the flow process at the outlet is a little squeeze or impact in the middle will cause gas-liquid separation or atomization. Therefore, it is necessary to develop a special foam nozzle according to the characteristics of the foam fluid. The applicant has searched for research results in related fields and found no research reports on foam applicators.
Thirdly, the existing foam dust suppression system is complicated and inconvenient to operate. Existing foam dust suppression systems usually use two driving methods including the electric driving and compressed air driving. The use of electric drive tends to bring unsafe factors to the mining face in the coal mine, due to the needs of the pumps and power switches. With a lot of equipment, large volumes, and complex structures, it is inconvenient to install in the relatively narrow environment of underground tunnels. Although the use of compressed air drive avoids unsafe factors, the preparation of foam in the dust suppression system also needs to use compressed air. In the same system, the compressed air must be divided into two paths, one path is used as the driving force of the system, and the other path is used for Gas source of foam preparation. As a result, the distribution of the two gases will be unbalanced and difficult to control, which will eventually lead to the unstable operation of the system. Therefore, it is necessary to develop a new type of dust removal equipment that is easy to operate, simple in structure, stable and reliable.
3. Application
In this paper, the coal mines using foam dust reduction technology to carry out industrial tests are shown in Figure 3.
3.1. Application of Foam Dust Reduction in Zhangcun Coal Mine
Zhangcun Mine working face 2601 lane is located on the east side of 2601 wind lane, with two lanes arranged in parallel with a distance of 230 m (middle-middle). The opening is located at the north side of Section II of the +480 m horizontal belt lane, and is arranged along the coal seam floor, with a design length of 1819.5 m (In the middle of the digging and cutting hole—in the second section of the +480 m horizontal belt lane).
Based on the field conditions, the air volume of the air duct is as high as 800 m3/min. When the coal is cut, the pulverized coal is scattered and the pulverized coal is lifted up instantly. The wind tends to affect the spray of the foam on the coal wall. Despite that the dust suppression effect is affected, this application can still improve the working environment of the face driver to some degrees. In the absence of any measures, the visibility in the working face space is seriously jeopardized in the process of coal cutting. The driver can only operate on one piece of coal and wait for the coal powder to dissipate before cutting another piece of coal, which greatly lowers the work efficiency and affects the progress of excavation. Turning on the internal and external water spray of the roadheader had limited effects on this situation. However, the application of the foam has been proved to be effective in the dust reduction. The specific effect of foam dust reduction is described below based on the measured data.
Data was collected at multiple sample points. According to the data analysis, the dust reduction efficiency of foam dust reduction technology in Zhangcun Coal Mine’s 2601 roadway excavation face was obtained.
Firstly, the foaming agent and water were mixed in a ratio of 1:1, and then three sets of data were measured on the head of the roadheader, which were the total dust and breathing without any dust reduction measures, after water mist dust reduction, and after foam dust reduction. The dust concentration was compared and shown in Table 4.
At the same ratio (1:1), the total dust and respiration dust concentrations were measured at the transfer point, 5 m after the transfer point, and 10 m after the transfer point, respectively. The data are shown in Table 5. (due to the damage of the water mist dust reduction facilities, the relevant data under the measures have not been measured).
The water mist dust reduction in the table is the airborne internal and external spraying of the roadheader. The water consumption is generally about 10 m3/h, while the water consumption of the foam is 1.5 m3/h. Figure 4 and Figure 5 show the concentration charts before and after dustfall, and Figure 6 and Figure 7 show the comparison histograms of the dust-falling efficiency of water mist and foam at the driver.
According to the measurement and analysis results in Table 5, Figure 4, Figure 5, Figure 6 and Figure 7, the dust removal effect is obvious after using the foam dust suppression technology, as high as 59.5%, which is much higher than the dust removal efficiency of water spray dust reduction. At the transfer point on the return air side, 5 m after the transfer point, and 10 m after the transfer point, the dust removal efficiency of the total dust can still reach 65.4%, 67.0%, 66.9%, respectively. The dust suppression efficiency is 58.4%, 59.4% and 59.7%, respectively, all of which meet the contract requirements, effectively reducing the dust concentration of the underground excavation face, purifying the sanitary conditions of the workplace, and ensuring the physical and mental health of miners.
In addition, the good dustproof effect improves the visibility in the mine, allowing the driver of the fully mechanized excavator to see the cutting drum clearly, which not only ensures the continuity of coal cutting but also is conducive to the formation and center control of the roadway. With this technology, the water consumption is greatly reduced with the subsidence of the fully mechanized excavator avoided, accompanied with an improved working efficiency of the excavator. Therefore, the application of this technology can significantly improve the environment of the underground operation site the forming quality of the roadway, reduce the probability of pneumoconiosis among workers, and significantly increases the driving speed.
3.2. Application of Foam Dust Reduction in Shanjiaoshu Coal Mine
- (1)
- 21,129 mining ventilation roadways
The 21,129 working faces located in the second level #12 coal at the southern mining area of the Shanjiaoshu coal mine. The thickness of the coal seam was 3.3 m, with a dip angle of 6~10. An AKFC-92A mine dust sampler installed approximately 4~5 m from the back of the excavation ventilation side was used to test the parameters of total mine dust and respirable mine dust. Among all the data collected, six of eight groups of data were valid. The detailed data is provided in Table 6.
A comparison of the efficiency of water spray and foam for dust control is shown in Figure 8.
Table 6 and Figure 6 reveals an obvious and significant effect of dust control. The water consumption was sharply reduced with the foam technology for dust control. The efficiency of total mine dust reached 72%, with a 67% efficiency of respirable mine dust, which is far greater than the efficiency of water spray. The foam technology for dust control not only effectively reduced the density of mine dust in underground excavation working faces but also purified the health conditions of the workplace.
- (2)
- 21,108 transportation roadways
The excavation working faces of 21,108 transportation roadway were located in the second mining area of the Shanjiaoshu coal mine, with a total roadway length of 1100 m. A fully mechanized roadheader (EBZ160C) was adopted. After the site measurements, a comparison of the efficiency of water spray and foam for dust control was performed, with the results shown in Figure 9 and Figure 10.
According to Figure 9 and Figure 10, the foam technology for the dust control increases dust suppression. The efficiency of foam technology for total mine dust control at the point of the driver is 2.10 times as efficient as water spray. The efficiency of containing respiratory dust is 2.37 times as efficient as water spray. In the ventilation area (within 5 m), the efficiency of foam technology for total mine dust control is 0.62 times greater than the efficiency of water spray, and the efficiency of containing respiratory dust is 1.50 times greater than water spray.
3.3. Application of Foam Dust Reduction in Jinjia Coal Mine
- (1)
- 11,181 fully mechanized mining working faces
The foam system for dust control was applied in the 11,181 fully mechanized mining working faces of the Jinjia coal mine. The detecting devices, which were also used to collect the density of mine dust, were installed at the ventilation corner and 5 m and 10 m from the ventilation corner. The average density of the total mine dust and respirable mine dust is presented in Figure 11 and Figure 12.
According to Figure 11 and Figure 12, the average density of the total mine dust decreased by 22.75~32.95% using foam technology and by 67.30~84.85% using water spray. Similarly, for respiratory mine dust, dust density decreased by 20.07~29.53% using foam technology and by 38.96~69.79% for water spray. It is not hard to noticed that the foam technology for dust control can effectively reduce the mine dust in the practical application of fully mechanized mining working faces.
- (2)
- 11,225 excavating ventilation roadways
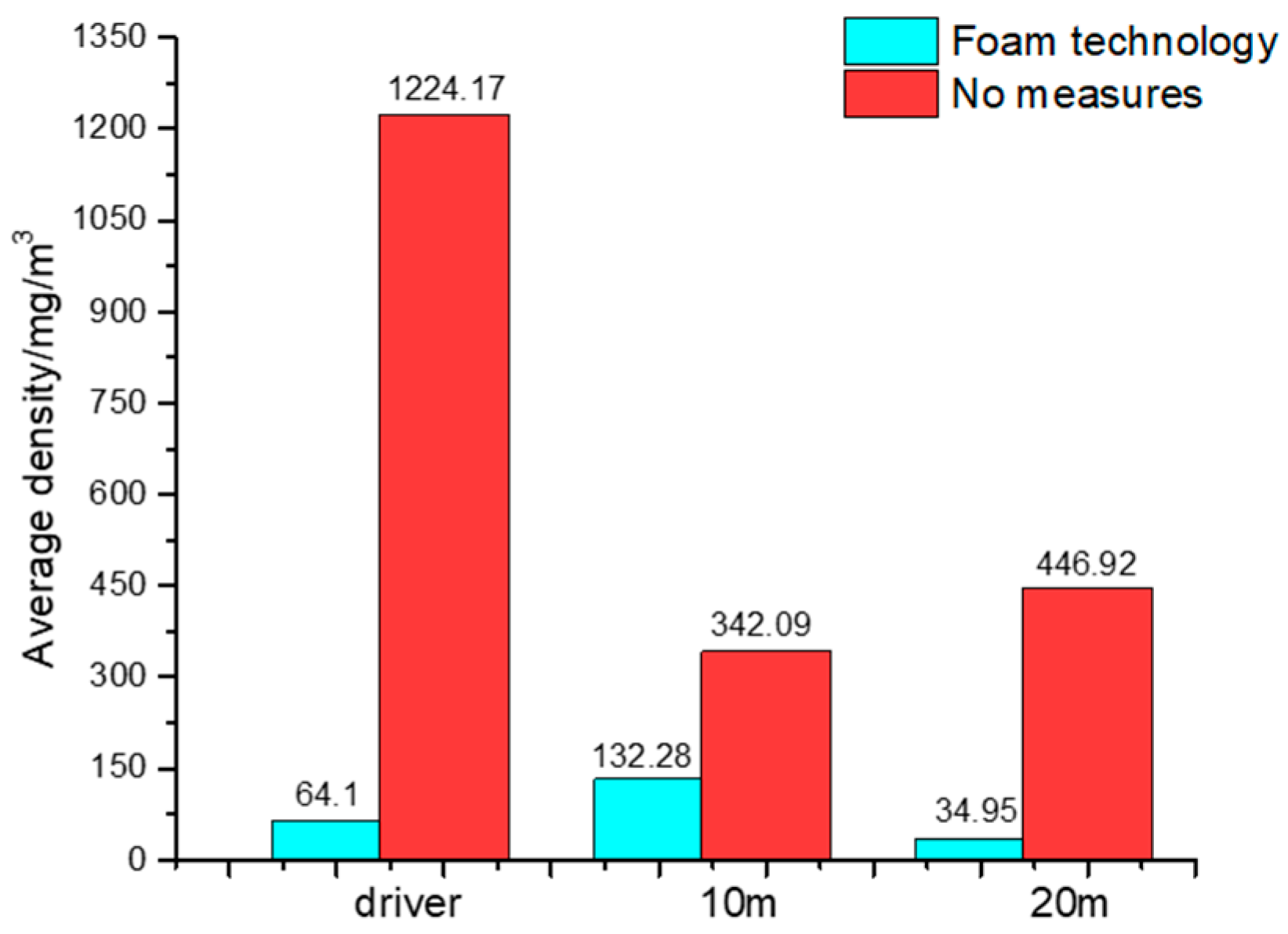
When the foam system for dust control was applied in the excavation working face of 11,225 ventilation roadways, the devices for detecting the density of mine dust were installed around the roadheader driver and 10 to 20 m from the ventilation side of the roadheader driver. The facility was instructed to independently measure the average density of total mine dust and respirable mine dust, and the measured data are shown in Figure 13 and Figure 14.
According to Figure 13 and Figure 14, with the foam technology for dust control, the efficiency of decreasing total mine dust and respirable mine dust reached 95.33% and 94.76%, respectively, around the roadheader driver, 76.28% and 61.33% in the ventilation area within 10 m of the roadheader driver, and 89.29% and 92.18% in the ventilation area within 20 m of the roadheader driver. The average density of total mine dust and respiratory mine dust was 4.67~23.72%, comparing with5.24~38.67% in the event of “no measures”, respectively.
According to the tests, the foam technology for dust control has been proven to be effective in reducing the density of total mine dust and respirable mine dust in the practical application of mining and excavation working faces. Currently, the majority of the mine dust generated at the moment of coal rock breaking is brought out with the rotation direction of the cutting drum. With the foam, the dust source that may diffuse outward is strictly covered. As a result, the mine dust is effectively suppressed in the initial stage of diffusion. The tests also reveal that an effective dust suppression demands the foam sprayed on the dust producing point or the dust producing area before the mine dust becomes airborne. Despite the effectiveness of the foam dust reduction technology, this technology is limited due to the high cost. Therefore, the further research needs to focus on cost reduction and efficiency enhancement, providing possibilities in mine dust control for more coal mines.
4. Conclusions
In the foam dust suppression technology, the foam is utilized to effectively cover dust sources and prevent the mine dust from transforming into a floating state, resulting in an effective dust suppression and dust reduction. At the same time, the field tests of this technology conducted have further validated the effectiveness of the dust removal. The foam technology can effectively reduce the density of mine dust in underground mining and excavation working surfaces. In addition, the foam technology purifies the health conditions of the workplace, reduces the probability of contracting pneumoconiosis, and guarantees the physical and mental health of miners. Therefore, the foam technology possesses great practical value and potential for wide application.
Author Contributions
Conceptualization, project administration, supervision: M.J.; investigation and visualization: Z.S.; methodology, data curation, software, validation, formal analysis, writing—review & editing, and writing—original draft: H.G. All authors have read and agreed to the published version of the manuscript.
Funding
This paper was supported by the Science Innovation and Entrepreneurship Special Funded Projects of Tian Di Science & Technology Co., Ltd. (2022-2-TD-ZD010), the Regional Innovation and Development Joint Fund of National Natural Science Foundation of China (U21A20110), the Jiangsu project of industry-university-research cooperation (BY2021188), the Jiangsu University Natural Science Research Project (20KJB560032), the Natural Science Foundation of Chongqing, China (cstc2020jcyj-msxmX0972), the Chongqing Talent Program (CQYC20210301417), the Jiangsu Construction System Science and Technology Project (Guidance) (2020ZD30), and the Youth Doctor Fund of Jiangsu Collaborative Innovation Center for Building Energy Saving and Construction Technology (SJXTBS2115).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data used to support the findings of the study are available from the corresponding author upon request.
Acknowledgments
The authors appreciate the comments and suggestions by the editors and anonymous reviewers.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Shahan, M.; Seaman, C.; Beck, T.; Colinet, J.; Mischler, S. Characterization of airborne float coal dust emitted during continuous mining, longwall mining and belt transport. Min. Eng. 2017, 69, 61–66. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sapko, M.J.; Cashdollar, K.L.; Green, G.M. Coal dust particle size survey of US mines. J. Loss Prev. Process Ind. 2007, 20, 616–620. [Google Scholar] [CrossRef]
- Chinese Center for Disease Control and Prevention/National Institute of Occupational Health and Poison Control. Available online: http://www.niohp.net.cn/jbjcbg/ (accessed on 18 June 2022).
- National Health and Family Planning Commission of the People’s Republic of China. Available online: http://www.nhfpc.gov.cn/ (accessed on 18 June 2022).
- China Coal Mine Safety Network. Available online: https://www.mkaq.org/html/2014/09/30/274021.shtml (accessed on 18 June 2022).
- Zavialova, O.; Kostenko, V.; Liashok, N.; Grygorian, M.; Kostenko, T.; Pokaliuk, V. Theoretical basis for the formation of damaging factors during the coal aerosol explosion. Min. Miner. Depos. 2021, 15, 130–138. [Google Scholar] [CrossRef]
- Korshunov, G.; Nikulin, A.; Kovshov, S. Review of dust deposition and dust explosion proofness in mine workings. Fire Prot. Saf. Secur. 2017, 252, 93–100. [Google Scholar]
- Shahani, N.M.; Sajid, M.J.; Zheng, X.; Jiskani, I.M.; Brohi, M.A.; Ali, M.; Ullah, B.; Qureshi, A. Fault tree analysis and prevention strategies for gas explosion in underground coal mines of Pakistan. Min. Miner. Depos. 2019, 13, 121–128. [Google Scholar] [CrossRef] [Green Version]
- Coal Mine Safety Supervision Bureau Personnel Department of the State (China). The National Coal Mine Extra Serious Accident Cases; China Coal Industry Publishing House: Beijing, China, 2009. [Google Scholar]
- Pang, C. The Safety Comprehensive Assessment System Study on the Coal Dust Control; Chongqing University: Chongqing, China, 2008. [Google Scholar]
- State Administration of Work Safety/State Administration of Coal Mine Safety. Available online: http://www.chinasafety.gov.cn/newpage/ (accessed on 19 June 2022).
- Kobylianskyi, B.; Mykhalchenko, H. Improvement of safety management system at the mining enterprises of Ukraine. Min. Miner. Deposits 2020, 14, 34–42. [Google Scholar] [CrossRef]
- Zhuang, Z.X. Discussion on high-efficiency dust control technology in xiaobaodang mine. Coal Technol. 2022, 41, 149–152. [Google Scholar]
- Liu, J.J.; Wu, C.F.; Chen, Z.Y. Experimental study on formulation optimization and performance of foam dust suppressant for transport road surface of open pit mine. J. Saf. Sci. Technol. 2022, 18, 163–169. [Google Scholar]
- Wang, Y.H.; Gao, M.; Zhao, S.B. Establishment and application of mine dust concentration prediction model. China Min. Mag. 2021, 30, 178–181. [Google Scholar]
- Zhang, K.X. Study Of Wetting Characteristics of Coal Body Active Agent Based on Surface Roughness; Henan University of Technology: Zhengzhou, China, 2020. [Google Scholar]
- Arya, S.; Sottile, J.; Rider, J.P.; Colinet, J.F.; Novak, T.; Wedding, C. Design and experimental evaluation of a flooded-bed dust scrubber integrated into a longwall shearer. Powder Technol. 2018, 339, 487–496. [Google Scholar] [CrossRef]
- Yang, M. Research On Discrete Foam Suppressing Coal Dust Technology; Southwest University of Science and Technology: Mianyang, China, 2021. [Google Scholar]
- Wang, Q.G.; Wang, D.M. Research on generation mechanism of mine dust. Saf. Coal Mines 2014, 45, 12–14. [Google Scholar]
- Shahan, M.R.; Reed, W.R. The design of a laboratory apparatus to simulate the dust generated by longwall shield advances. Int. J. Coal Sci. Technol. 2019, 6, 577–585. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yang, H.S. Study on Spoiler Cavitation Addition Device of Foam Dust Suppression; China University of Mining and Technology: Beijing, China, 2020. [Google Scholar]
- Wang, J.W. Study on the Suppression of Dust Dispersion by Foam Sol; Tianjin University of Technology: Tianjin, China, 2022. [Google Scholar]
- Liu, X.X.; Zhu, H.Q.; Wang, D.M. New technology and practice of dust pollution control with foam jet in underground mines. J. Environ. Sci. Health Part A-Toxic/Hazard. Subst. Environ. Eng. 2019, 54, 39–47. [Google Scholar] [CrossRef]
- Zhu, X.; Wang, H.; Wang, D.; Xu, C.; Zhou, W.; Zhu, Y. Improved foam application at the tunnel face with large ventilation volume and low pressure supplied water. Tunn. Undergr. Space Technol. 2020, 95, 103139. [Google Scholar] [CrossRef]
- Lu, X.; Zhu, H.; Wang, D. Investigation on the new design of foaming device used for dust suppression in underground coal mines. Powder Technol. 2017, 315, 270–275. [Google Scholar] [CrossRef]
- Lu, X.-X.; Wang, D.-M.; Zhu, C.-B.; Shen, W.; Zhong, X.-X.; Xu, C.-H. A new adding method of foaming agent used for foam dust suppression in underground coal mines. J. Central South Univ. 2015, 22, 3116–3122. [Google Scholar] [CrossRef]
- Wang, H.; Chen, X.; Xie, Y.; Wei, X.; Liu, W.V. Experimental study on improving performance of dust-suppression foam by magnetization. Colloids Surfaces A: Physicochem. Eng. Asp. 2019, 577, 370–377. [Google Scholar] [CrossRef]
- Wang, H.; Wang, D.; Lu, X.; Gao, Q.; Ren, W.; Zhang, Y. Experimental investigations on the performance of a new design of foaming agent adding device used for dust control in underground coal mines. J. Loss Prev. Process Ind. 2012, 25, 1075–1084. [Google Scholar] [CrossRef]
- Lu, X.; Wang, D.; Xu, C.; Zhu, C.; Shen, W. Experimental investigation and field application of foam used for suppressing roadheader cutting hard rock in underground tunneling. Tunn. Undergr. Space Technol. 2015, 49, 1–8. [Google Scholar] [CrossRef]
- Xi, Z.; Jiang, M.; Yang, J.; Tu, X. Experimental study on advantages of foam–sol in coal dust control. Process Saf. Environ. Prot. 2015, 92, 637–644. [Google Scholar] [CrossRef]
Figure 1.
Schematic diagram of the structure of the foamer used by Monsanto Company and Dayton Laboratory.
Figure 1.
Schematic diagram of the structure of the foamer used by Monsanto Company and Dayton Laboratory.
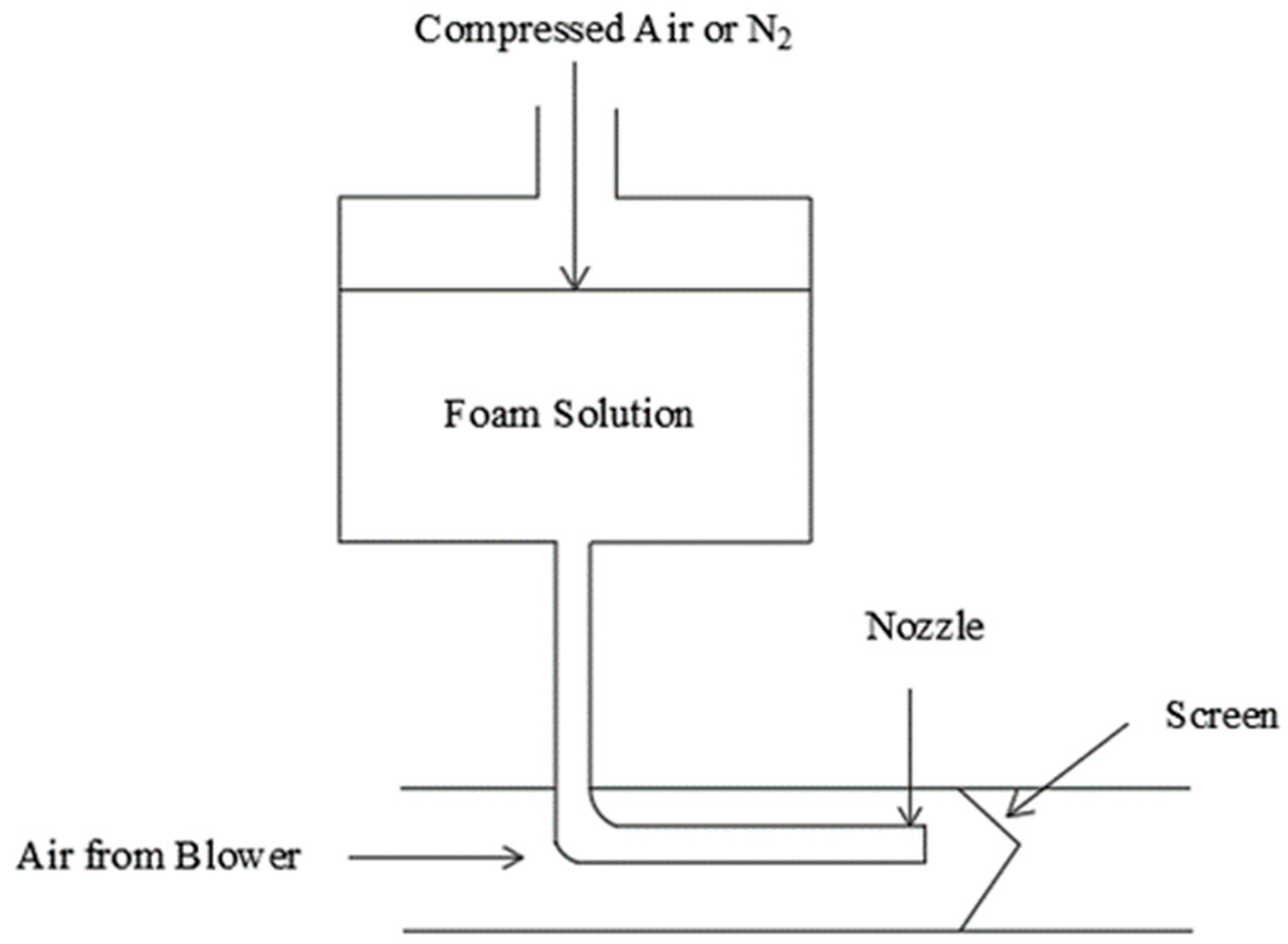
Figure 2.
Foam technology for dust control when mining with a roadheader.
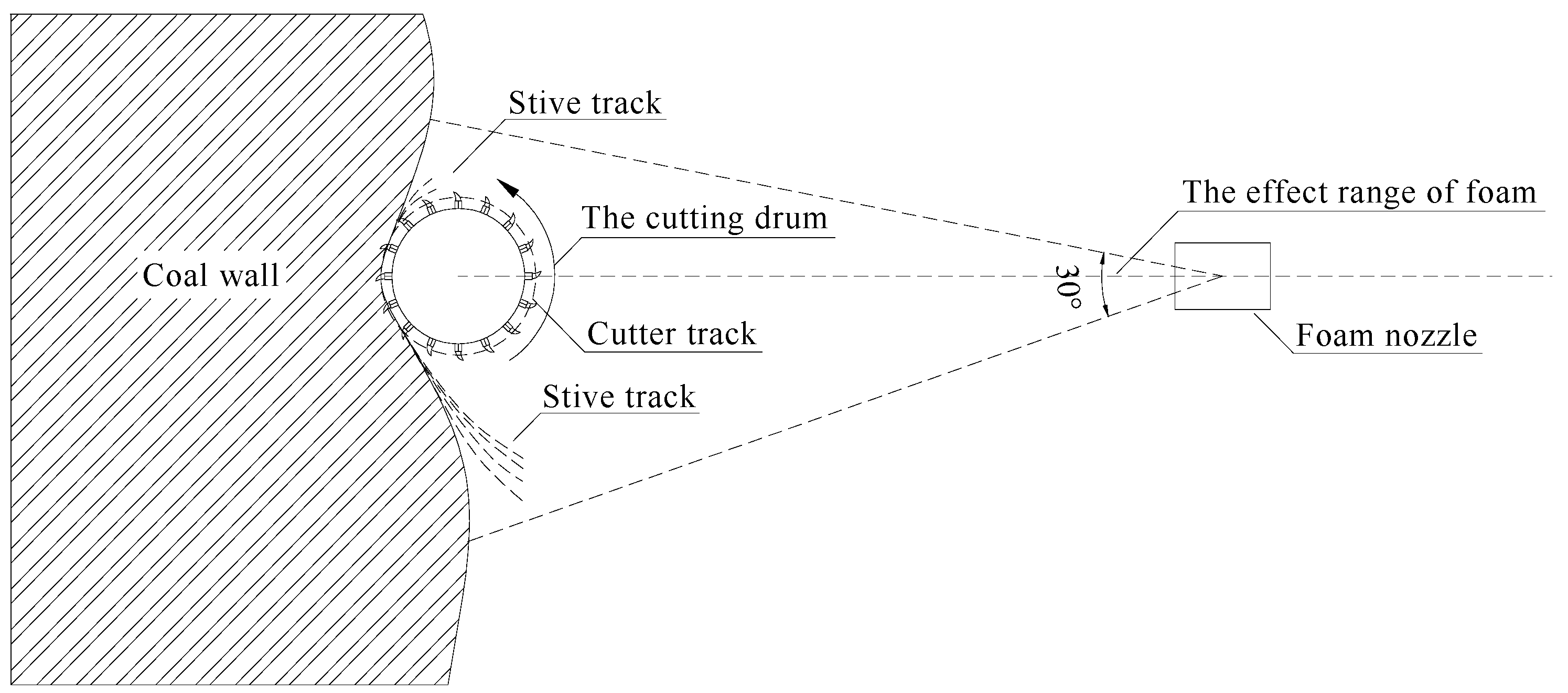
Figure 3.
Distribution of foam dust reduction coal mines.
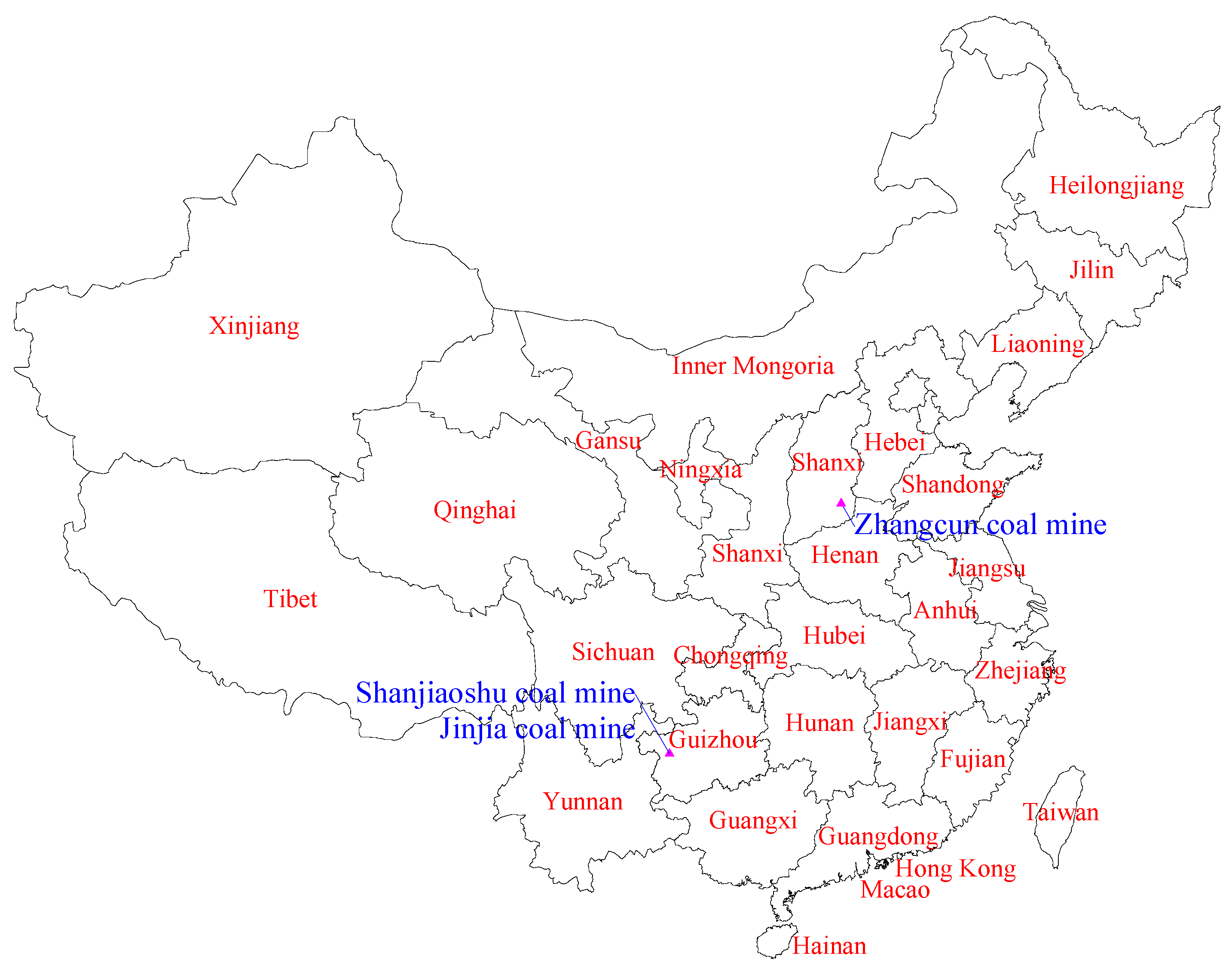
Figure 4.
Total dust concentration at each location before and after dustfall.
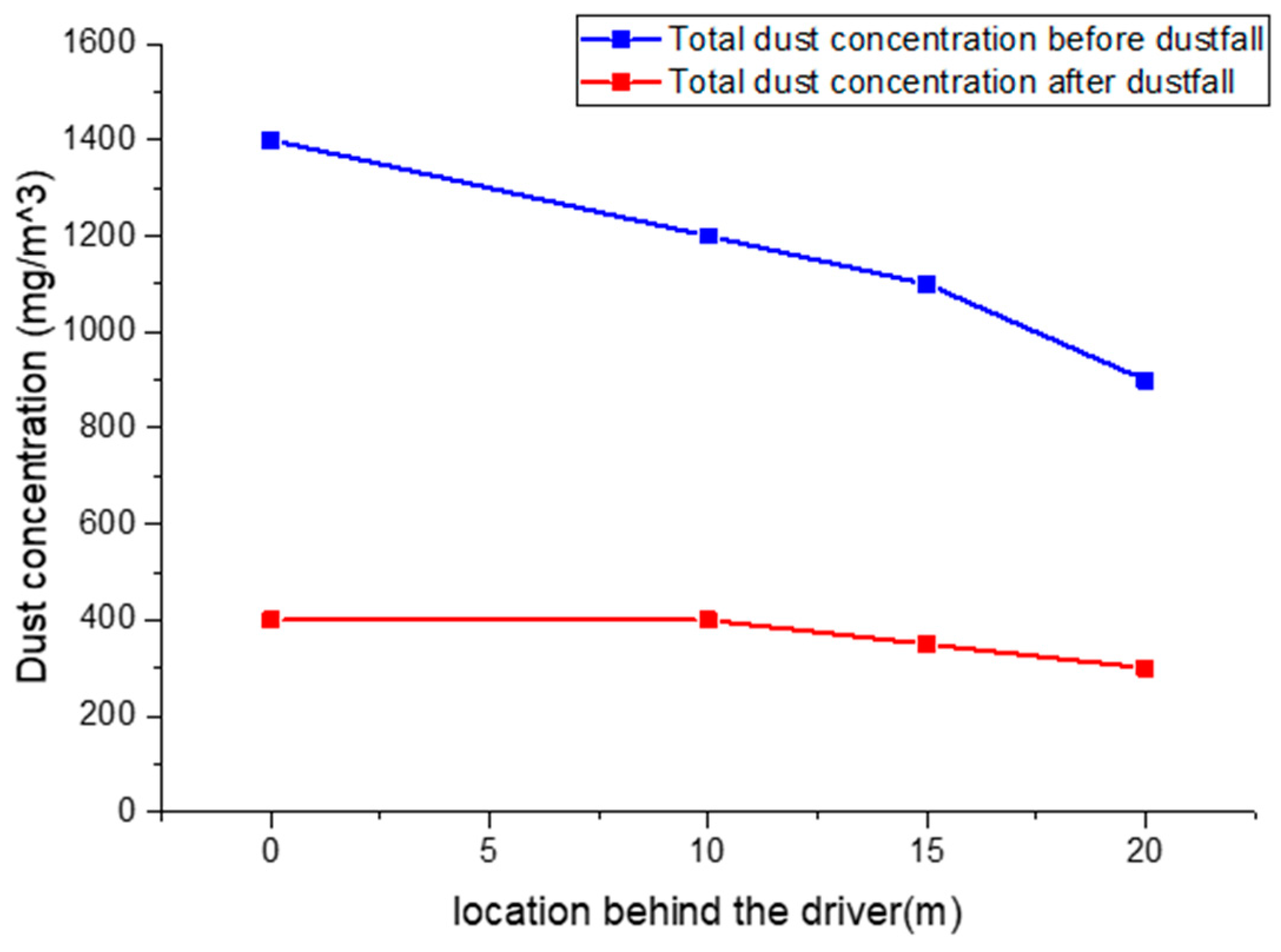
Figure 5.
Respiratory dust concentration at each location before and after dustfall.
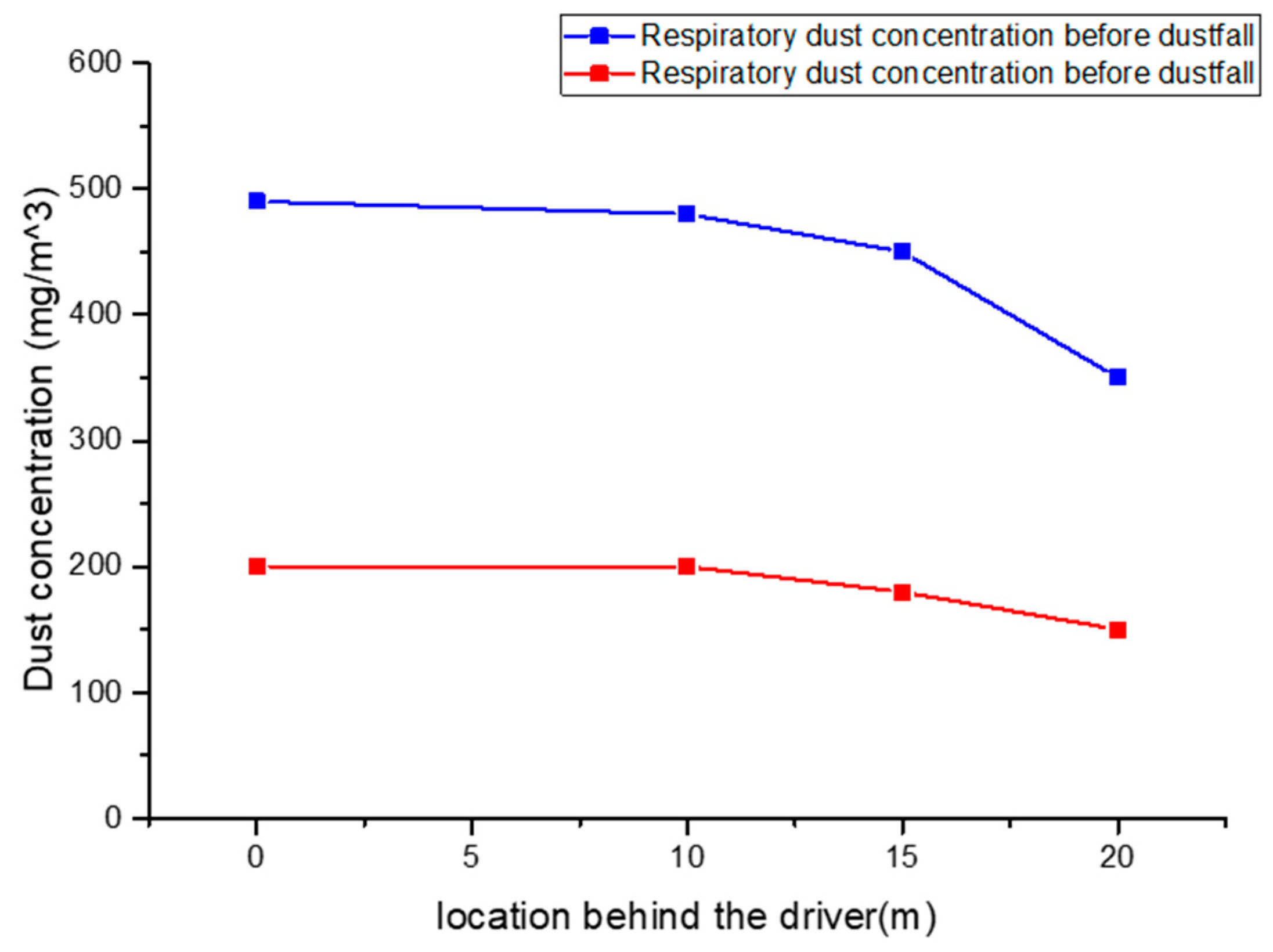
Figure 6.
Comparison of dust-reducing efficiency of water mist and foam on total dust.
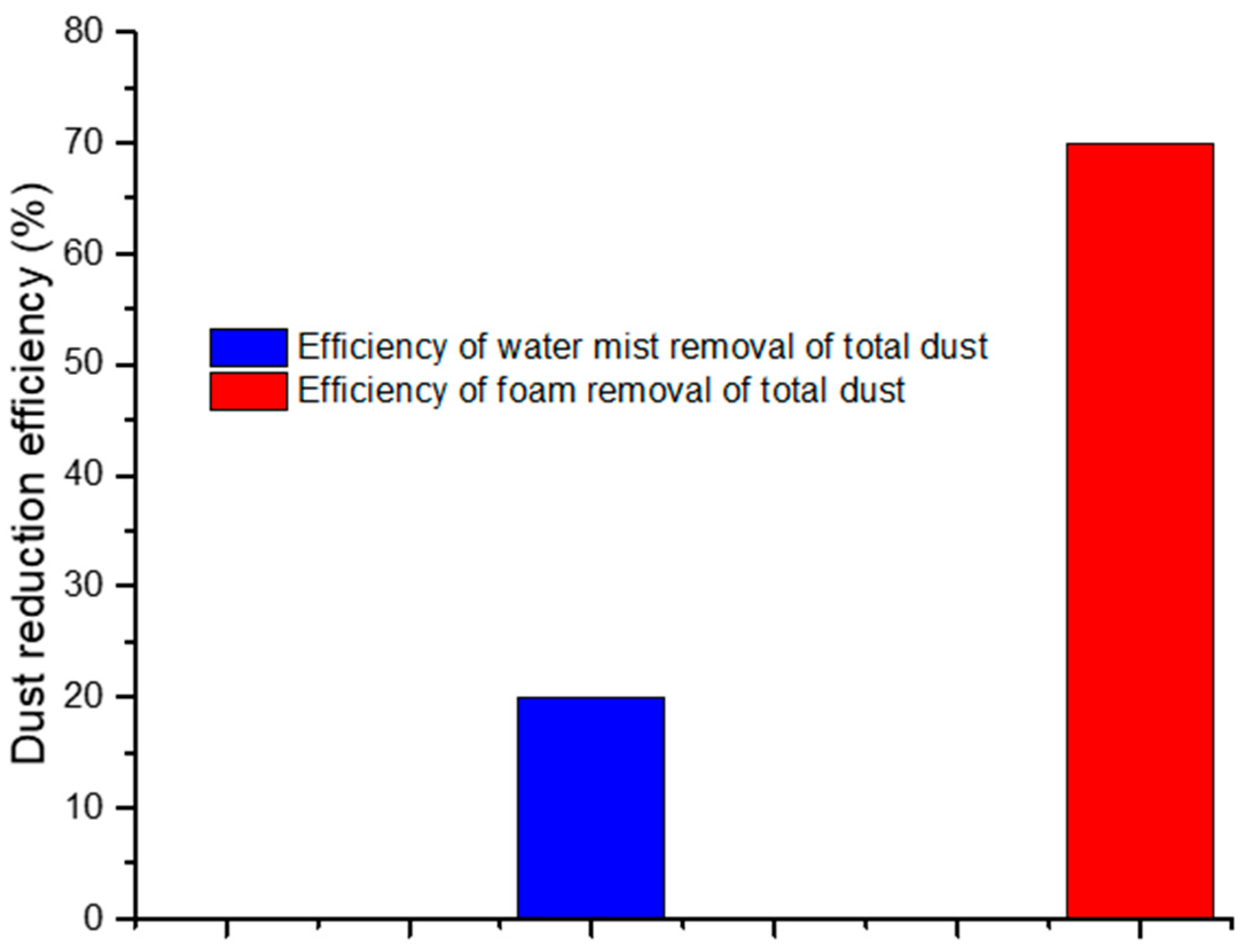
Figure 7.
Comparison of the dust-reduction efficiency of water mist and foam for respirable dust.
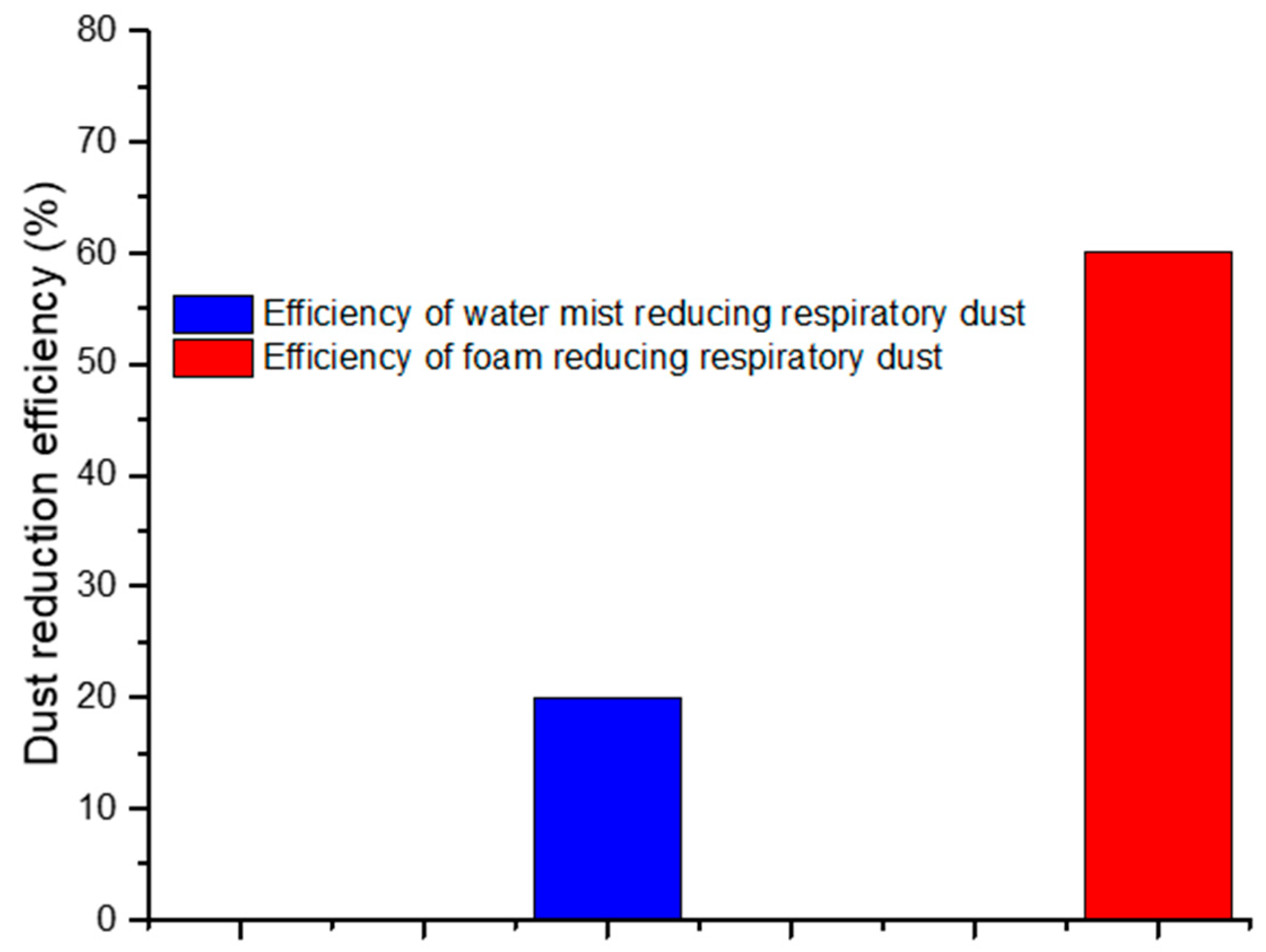
Figure 8.
Comparison of the efficiency of water spraying and foam for dust control.

Figure 9.
Comparing the efficiency of containing falling dust around the roadheader driver.
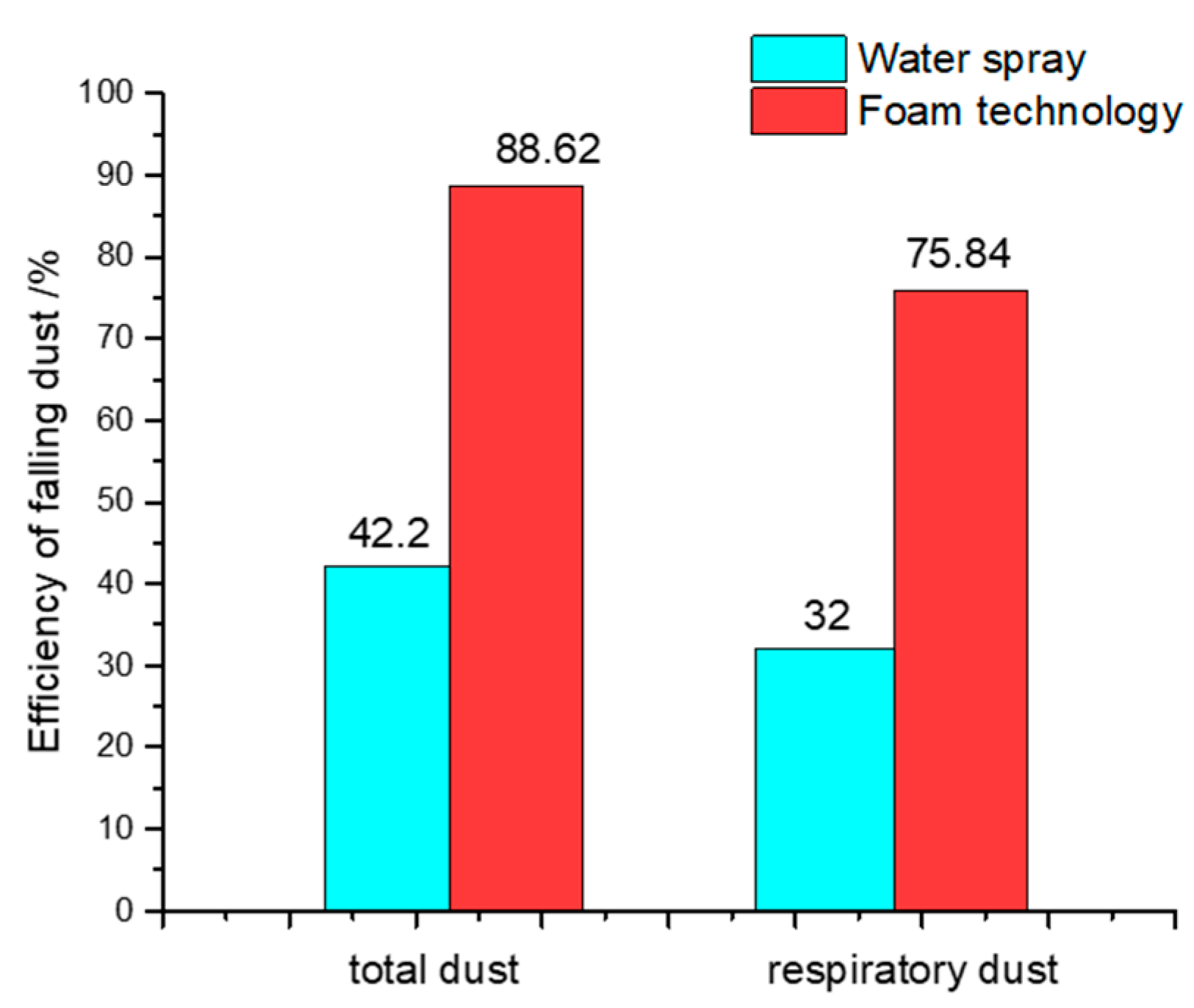
Figure 10.
Comparing the efficiency of containing falling dust in the ventilation area (within 5 m).
Figure 10.
Comparing the efficiency of containing falling dust in the ventilation area (within 5 m).

Figure 11.
Average density of total mine dust in fully mechanized mining working.

Figure 12.
Average density of respirable mine dust in fully mechanized mining working faces.
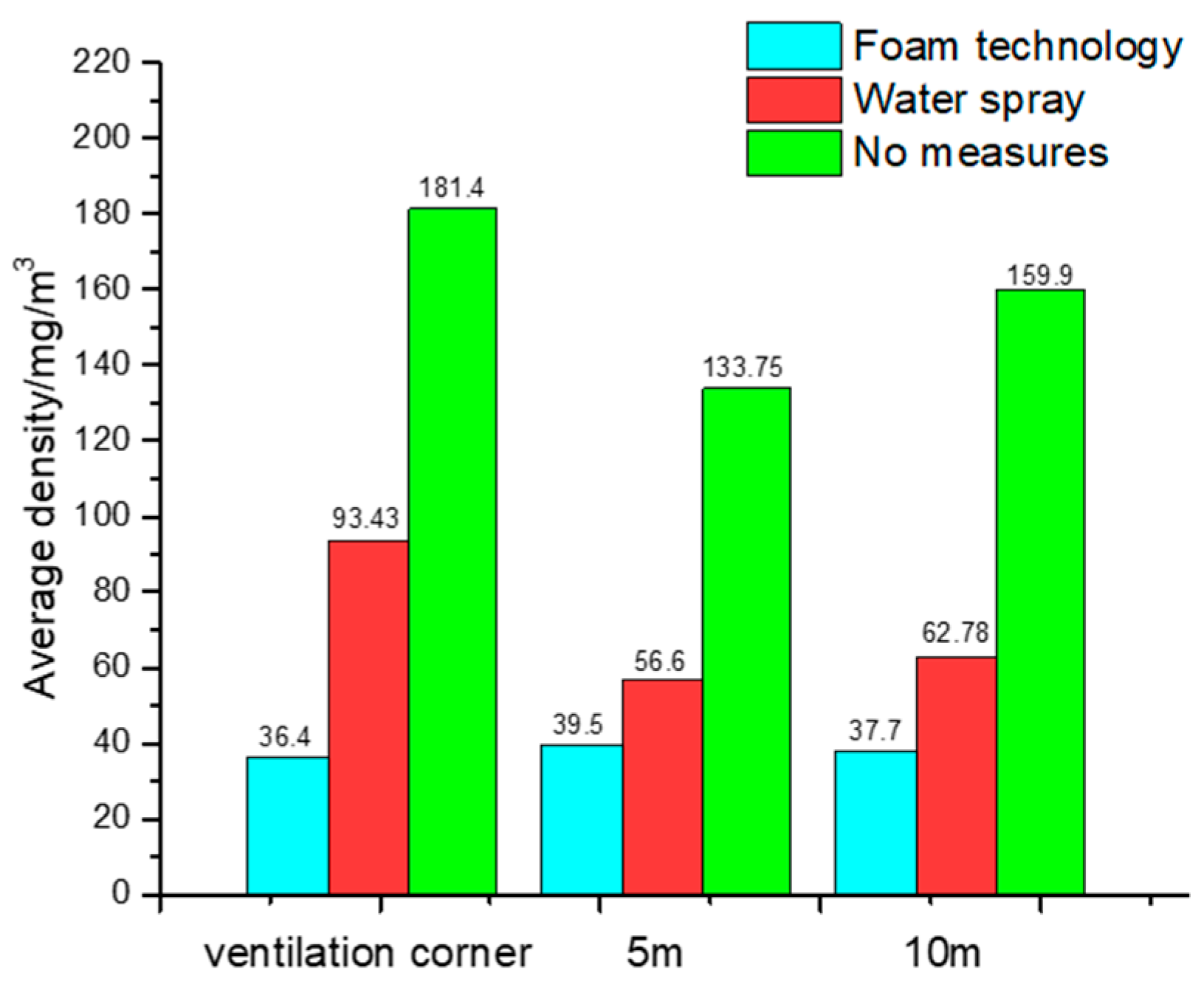
Figure 13.
Average density of total mine dust in fully mechanized excavating working.
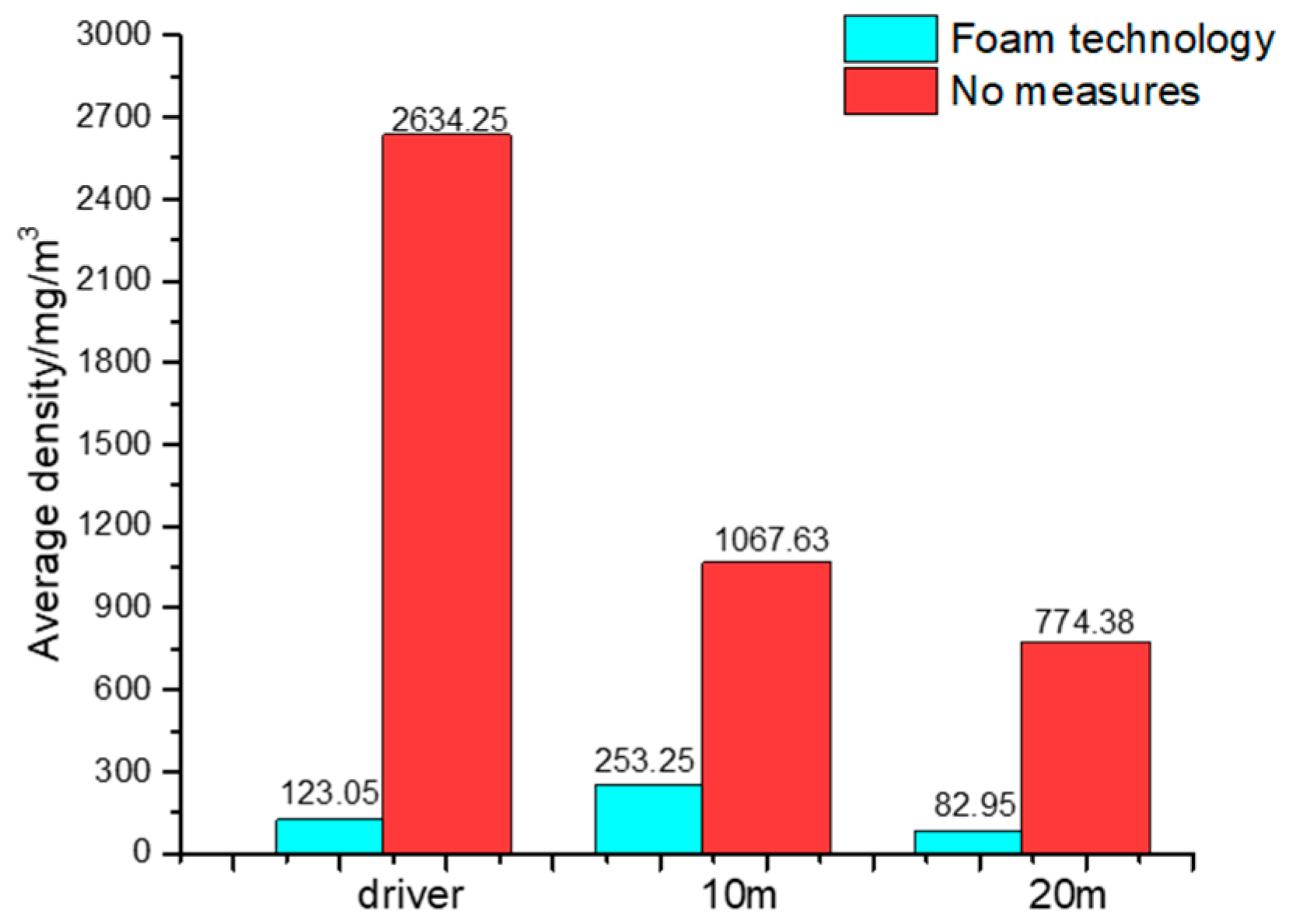
Figure 14.
Average density of respirable mine dust in fully mechanized excavating working faces.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Large coal dust explosion accidents in China in recent years.
| Accident Time | Accident Coal Mine | Casualties | Type of Accident |
|---|---|---|---|
| 27 November 1996 | Dongcun Coal Mine in Guojiayao, Datong | 110 dead, 4 missing | gas and coal dust explosions |
| 27 September 2000 | Muchonggou Coal Mine in Shuicheng, Guizhou | 162 dead, 37 injured | gas and coal dust explosions |
| 22 July 2001 | Jiawanggangzi fifth auxiliary well in Xuzhou | 92 dead | coal dust explosion |
| 20 August 2001 | Xijiabu Coal Mine in Zaozhuang | 13 dead | coal dust explosion |
| 27 December 2001 | Wennan Coal Mine in Xinwen, Shandong | 22 dead, 24 injured | coal dust explosion |
| 13 May 2003 | Luling Coal Mine in Huaibei | 86 dead, 28 injured | gas and coal dust explosions |
| 21 October 2003 | Luotuoshan Mine in Wuhai, Inner Mongolia | 6 dead | coal dust explosion |
| 18 May 2004 | Caijiagou Coal Mine in Luliang, Shanxi | 33 dead | coal dust explosion |
| 14 February 2005 | unjiawan Coal Mine in Fuxin, Liaoning | 214 dead | gas and coal dust explosions |
| 27 November 2005 | Dongfeng Coal Mine in Qitaihe, Heilongjiang | 146 dead | gas and coal dust explosions |
| 29 October 2006 | A mine of Xinjiang Construction Corps | 14 dead | coal dust explosion |
| 16 April 2007 | Wangzhuang Coal Mine in Pingdingshan, Henan | 33 missing | coal dust explosion |
| 21 May 2008 | Wanlong Mine in Yangquan, Shanxi | 5 dead, 1 injured | coal dust explosion |
| 26 November 2014 | Fuxin Mine in Liaoning | 28 dead, 50 injured | coal dust explosion |
Table 2.
Comparison of advantages and disadvantages of various dust removal technologies commonly used.
Table 2.
Comparison of advantages and disadvantages of various dust removal technologies commonly used.
| Dust Removal Technology | Advantages | Disadvantages | Dust Removal (Suppression) Efficiency |
|---|---|---|---|
| coal seam water injection | pre-wet the coal body, the wetting range is large, and the coal body is evenly wetted | The equipment is complex, the water consumption is large, the engineering volume is large, the one-time investment is large, there are difficulties in the sealing process, water injection method and equipment, and the dust removal efficiency is low | 7%~50% |
| spray dust removal | simple equipment, low cost, small footprint, less maintenance, low maintenance cost, and low management workload | Most coal dust has a certain degree of hydrophobicity, the surface tension of water is large, many coal dust is not easy to be completely wetted and captured by water, and the dust removal efficiency is low, especially for respiratory dust. | Below 50% |
| chemical dust suppression | increase the wettability of dust and improve the dust removal efficiency of spray and coal seam water injection | The operating cost is high, the equipment is easily corroded and the operation is complicated. | Below 60% |
| Dust collector dust removal | high dust removal efficiency | large one-time investment, complex structure of the equipment itself, large volume, heavy weight and limited air volume | 70%~95% |
| Ventilation and dust removal | simple operation, convenient and fast, low cost | low dust removal efficiency and easy to cause secondary pollution | Below 60% |
Table 3.
Application examples of foam dust suppression in the former Soviet Union.
| Place of Application | Foaming Agent Name | Use Concentration (%) | Dust Removal Efficiency (%) |
|---|---|---|---|
| Shearer in Karaganda Mine | High multiple foam no.-1 | 3–4 | 95.2 |
| Karaganda Mine Transfer Point | High multiple foam no.-1 | 3–4 | 94 |
| Donbas mine shearer | Medium multiple foam no.-1 | 2–3 | Above 88 |
| Rostov Coal Mine Shearer | Low multiple foam no.-1 | 1 | 69 |
| Kirov Mine | Cyclic imine | 0.0005–0.005 | 60% lower than 0.1% no.-1 |
Table 4.
Comparison of dust suppression efficiency at roadheader drivers.
| Working Face Total Dust Concentration mg/m3 | Total Respirable Mineral Dust Concentration of Working Face mg/m3 | Mineral Dust Concentration in Suspended Air after Water Mist Dusting mg/m3 | Concentration of Respirable Mineral Dust in Suspended Air after Dust Fall by Water Mist mg/m3 | Mineral Dust Concentration in Suspended Air after Foam Dusting mg/m3 | Respirable Mineral Dust in Suspended Air after Foam Dust Reduction mg/m3 | |
|---|---|---|---|---|---|---|
| measurement data | 1629 (10.20) * | 622.5 (10.20) | 1297.5 (10.20) | 413.5 (10.20) | 443.5 (11.08) | 199 (11.08) |
| 1197 (10.23) | 353 (10.23) | 952.1 (10.23) | 347.5 (10.23) | 373.5 (11.10) | 196 (11.10) | |
| average | 1413 | 487.8 | 1124.8 | 380.5 | 408.5 | 197.5 |
| dust reduction efficiency (%) | 20.4 | 22.0 | 71.1 | 59.5 | ||
Note: * The time in parentheses is the measured data time.
Table 5.
Comparison of dust suppression efficiency on the back air side of the roadheader driver.
| Measure Time | Working Face Total Dust Concentration mg/m3 | Total Respirable Mineral Dust Concentration of Working Face mg/m3 | Mineral Dust Concentration in Suspended Air after Foam Dusting mg/m3 | Respirable Mineral Dust in Suspended Air after Foam Dust Reduction mg/m3 | ||
|---|---|---|---|---|---|---|
| the return air side 10 m behind the roadheader driver (that is, at the loader) | measurement data | 12 November | 1319 | 543.5 | 356.5 | 179 |
| 15 November | 1035.5 | 417.5 | 457 | 221 | ||
| average | 1177.3 | 480.5 | 406.8 | 200 | ||
| dust reduction efficiency (%) | 65.4 | 58.4 | ||||
| 5 m behind the loader | measurement data | 17 November | 959 | 347.5 | 323 | 163 |
| 20 November | 1231 | 540 | 399.5 | 193 | ||
| average | 1095 | 443.8 | 361.3 | 180 | ||
| dust reduction efficiency (%) | 67.0 | 59.4 | ||||
| 20 m behind the roadheader driver (i.e., 10 m behind the loader) | measurement data | 22 November | 737.5 | 340 | 298 | 140 |
| 23 November | 1060 | 400 | 317 | 150 | ||
| average | 898.8 | 360 | 297.5 | 145 | ||
| dust reduction efficiency (%) | 66.9 | 59.7 | ||||
Note: Dust reduction efficiency = (total dust concentration − suspended dust concentration after dust reduction)/total dust concentration 100%.
Table 6.
The Efficiency of dust control comparison.
| Density of Total Mine Dust mg/m3 | Density of Total Respiratory Mine Dust mg/m3 | Density of Mine Dust after Water Spraying mg/m3 | Density of Respiratory Mine Dust after Water Spraying mg/m3 | Density of Mine Dust after Foam mg/m3 | Density of Respiratorymine Dust after Foam mg/m3 | |
|---|---|---|---|---|---|---|
| Test data | 287.67 | 133.17 | 120.33 | 41.81 | 101.5 | 32.3 |
| 389.33 | 106.49 | 218.67 | 91.16 | 96.3 | 35.38 | |
| 331.26 | 90.26 | 157.25 | 33.5 | 88.66 | 30.25 | |
| 346.09 | 87.64 | 325.33 | 62.17 | 98.33 | 33.17 | |
| 324.61 | 57.1 | 212.47 | 72.14 | 76.33 | 22.37 | |
| 356.31 | 96.68 | 198.36 | 42.31 | 106.83 | 35.17 | |
| Average | 339.21 | 95.22 | 205.40 | 57.18 | 94.65 | 31.44 |
| Efficiency of dust control (%) | 39.45 | 39.95 | 72 | 67 | ||
| Water demand (10 m3/h) | 10 | 15 | ||||
Note: (1) Water spray for dust control was through spraying inward and outward; (2) Efficiency of falling dust = (density of total mine dust − density of free dust after dust control)/density of total mine dust × 100%.
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Ji, M.; Sun, Z.; Guo, H. The Application of the Foam Technology to the Dust Control for Reducing the Dust Injury of Coal Mines. Appl. Sci. 2022, 12, 10878. https://doi.org/10.3390/app122110878
AMA Style
Ji M, Sun Z, Guo H. The Application of the Foam Technology to the Dust Control for Reducing the Dust Injury of Coal Mines. Applied Sciences. 2022; 12(21):10878. https://doi.org/10.3390/app122110878
Chicago/Turabian StyleJi, Ming, Zhongguang Sun, and Hongjun Guo. 2022. "The Application of the Foam Technology to the Dust Control for Reducing the Dust Injury of Coal Mines" Applied Sciences 12, no. 21: 10878. https://doi.org/10.3390/app122110878
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.