
Effect of SiC and WC Reinforcements on Microstructural and Mechanical Characteristics of Copper Alloy-Based Metal Matrix Composites Using Stir Casting Route
 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methodology
3. Results and Discussion
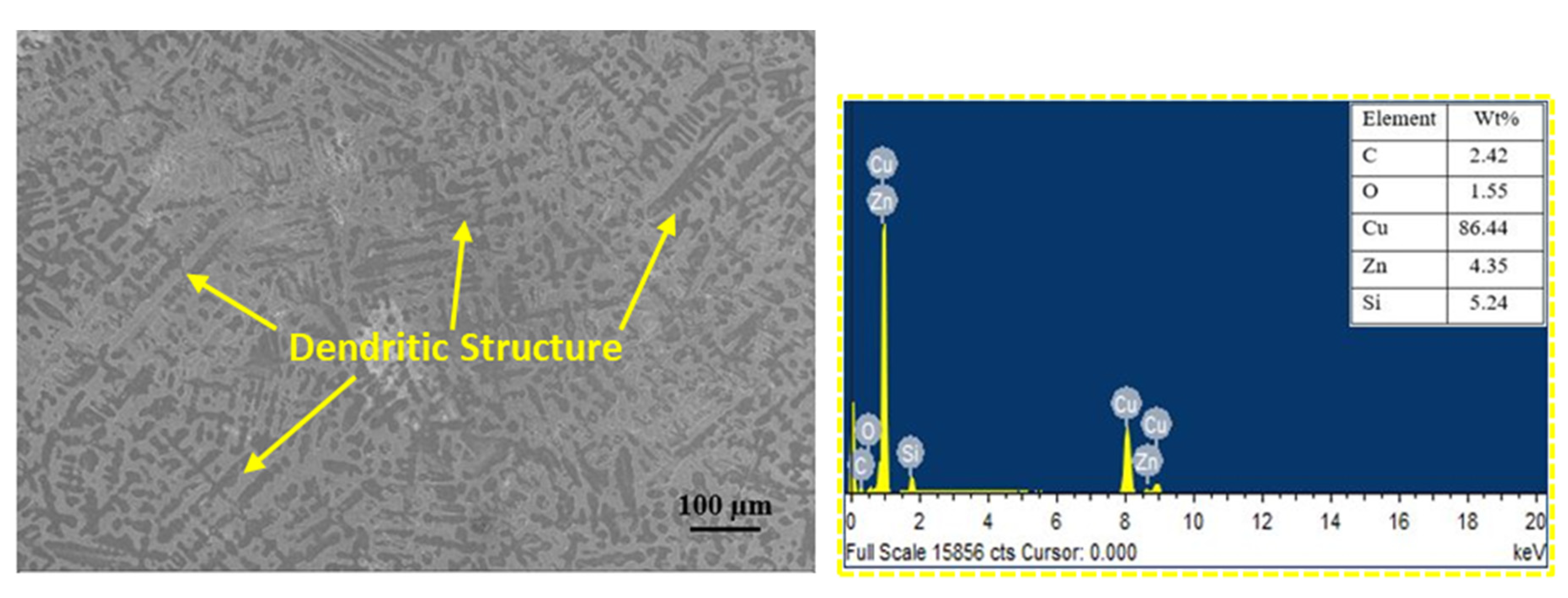
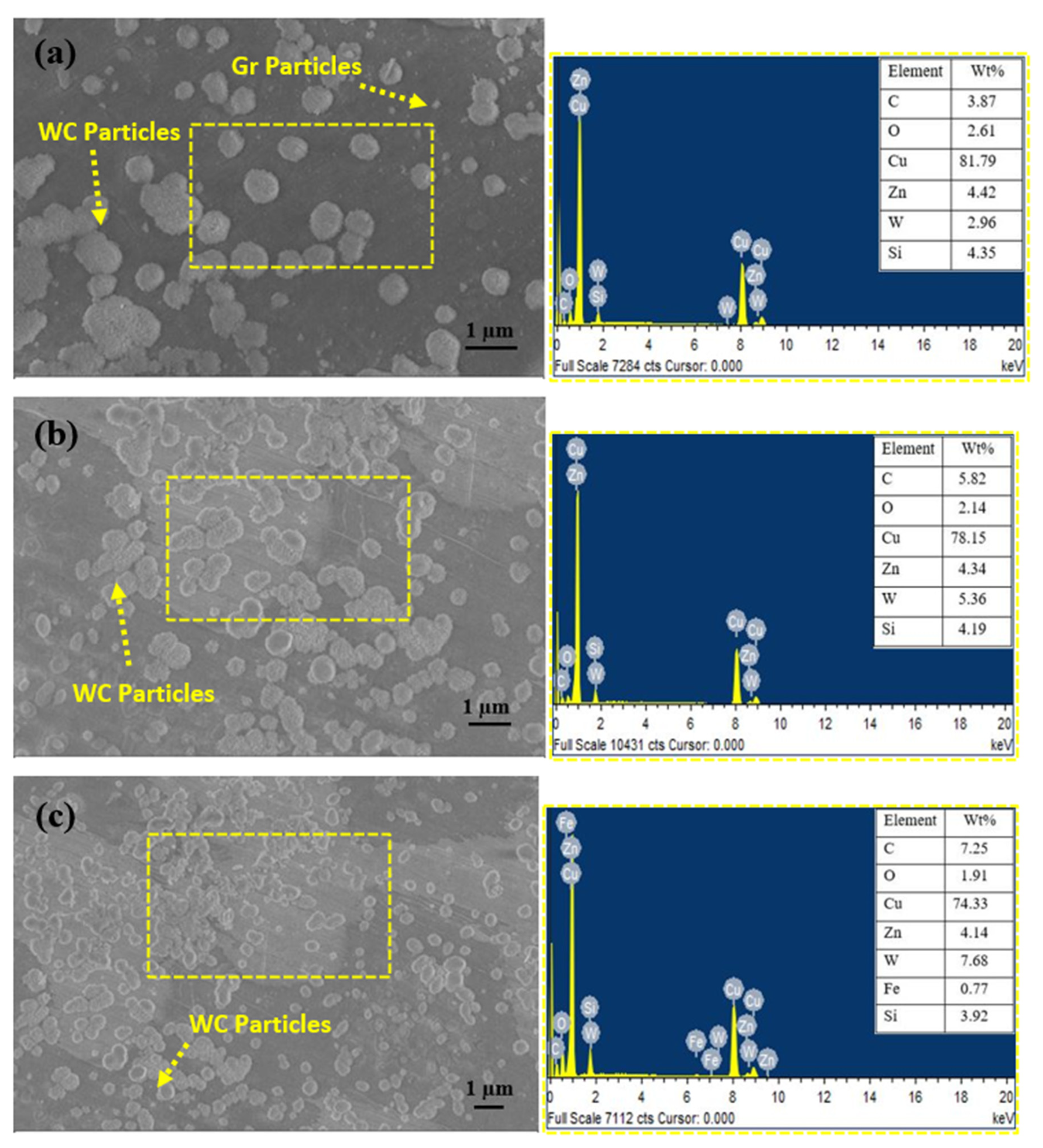
3.1. Microstructural Characterization
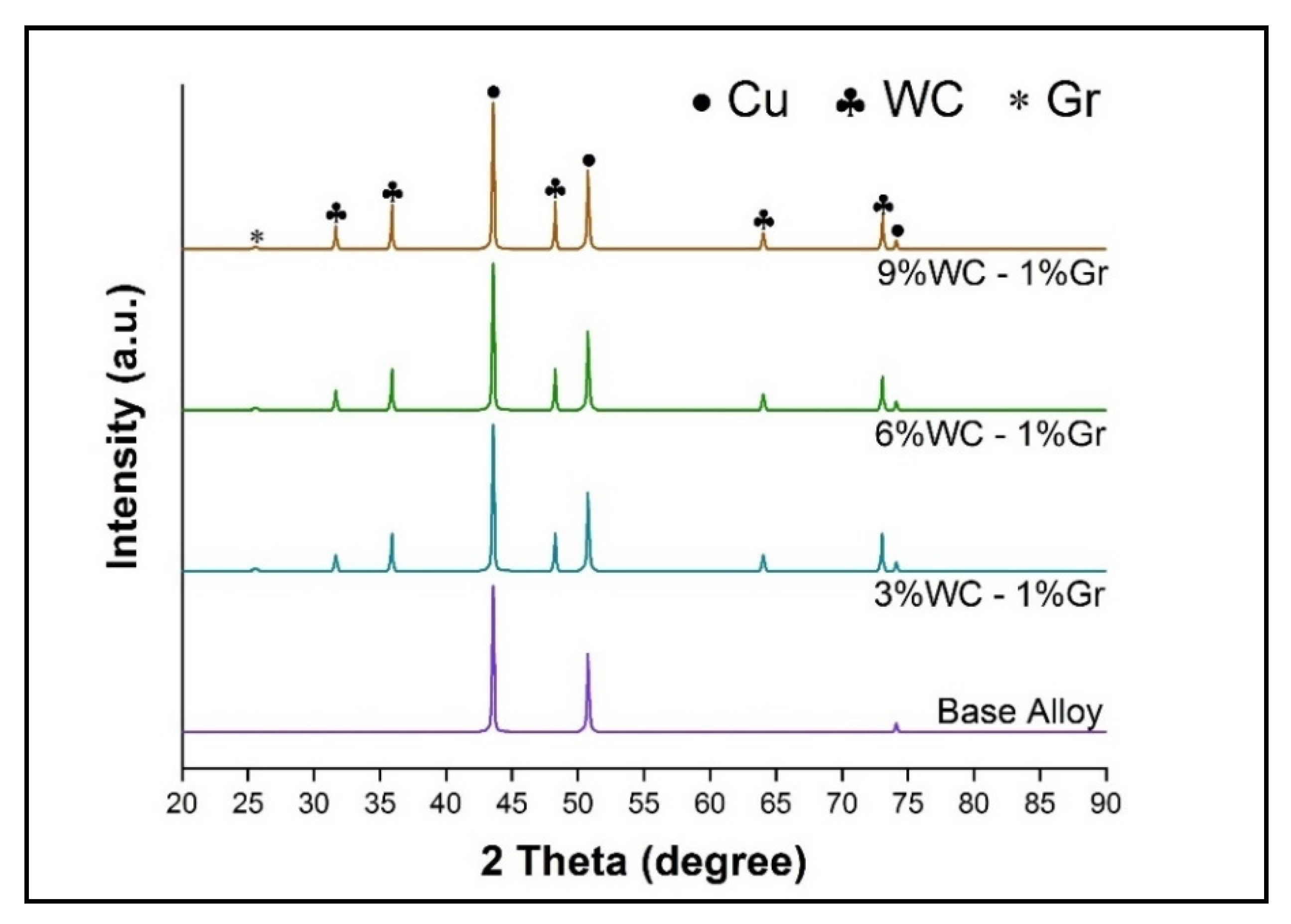
3.2. XRD Analysis
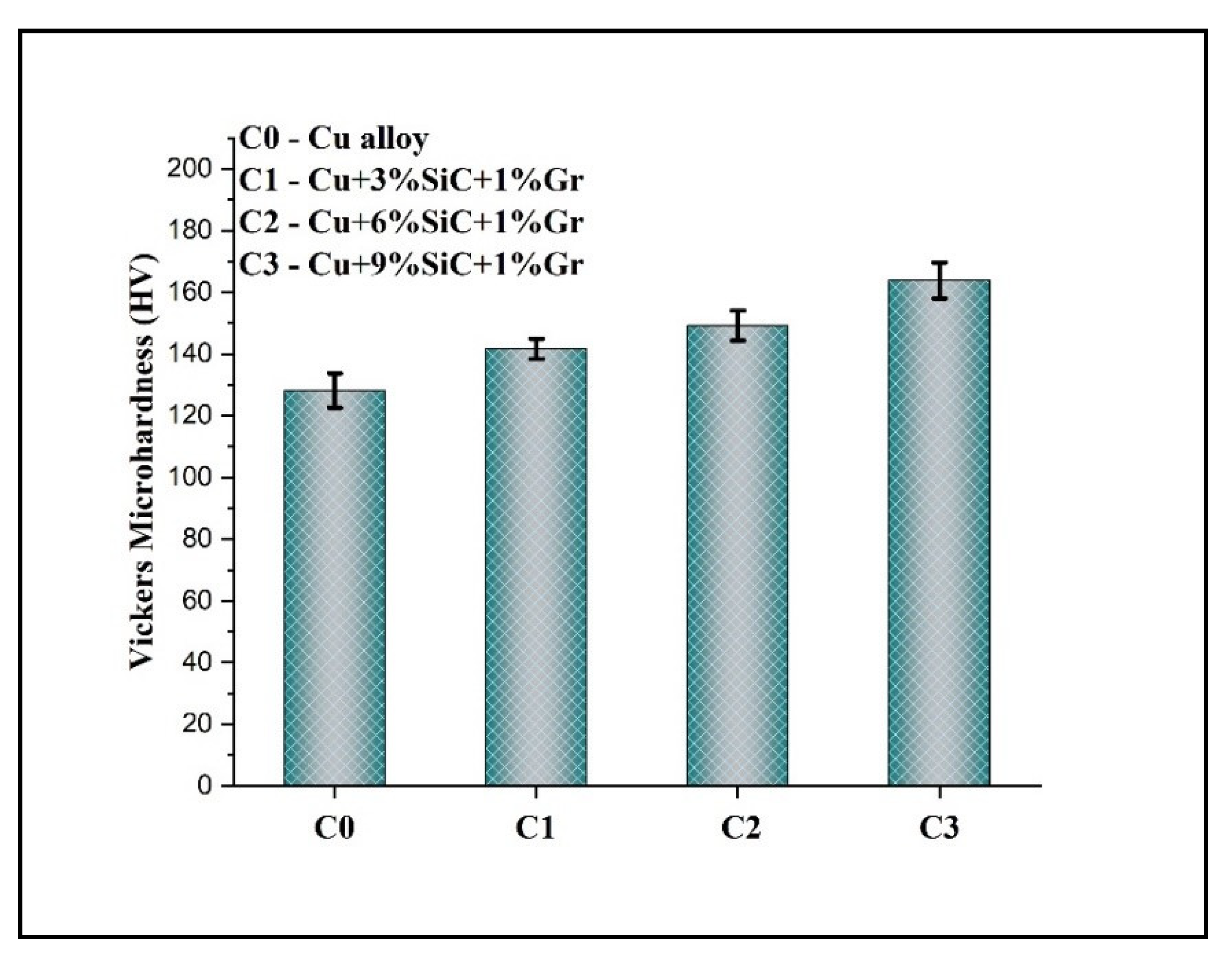
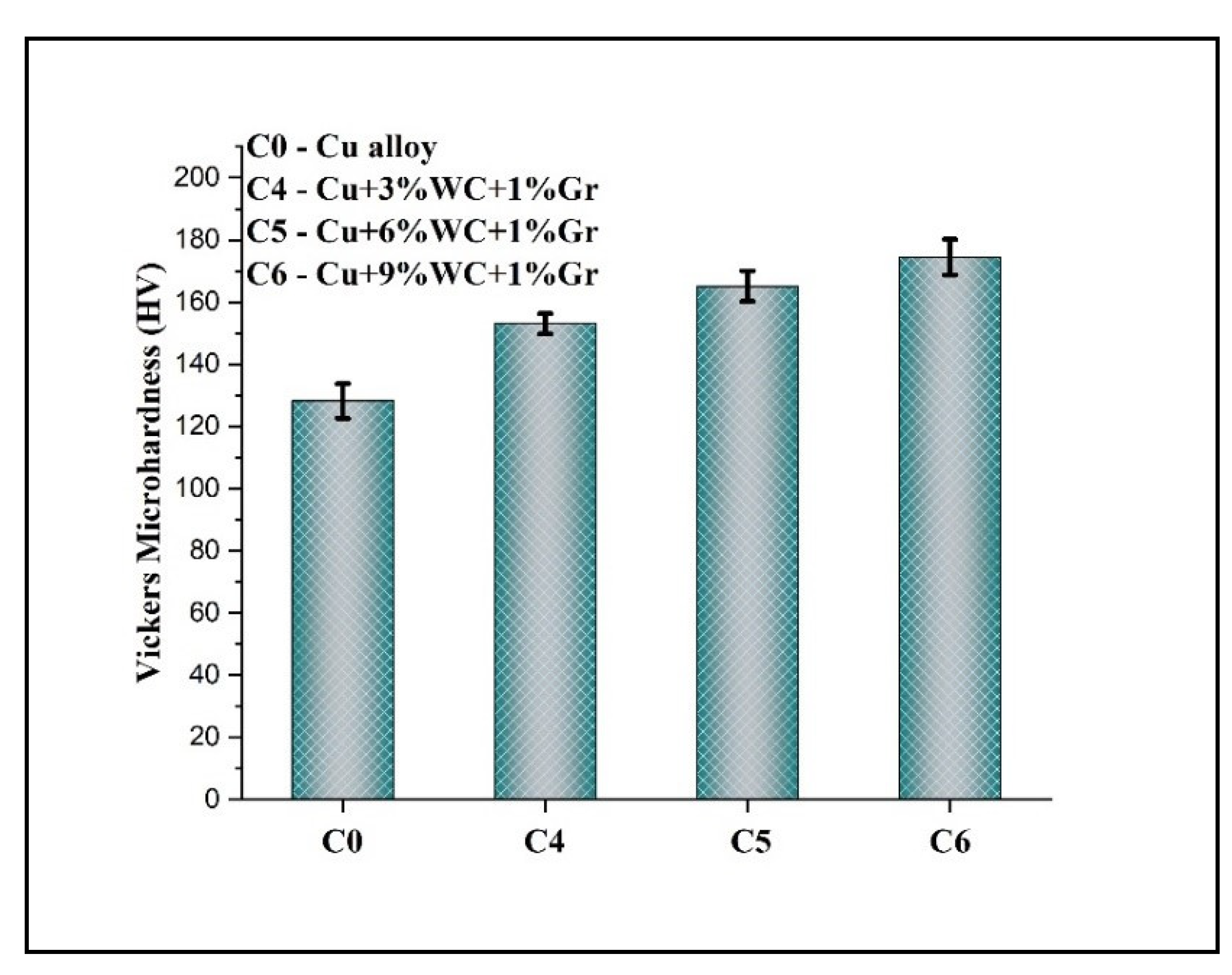
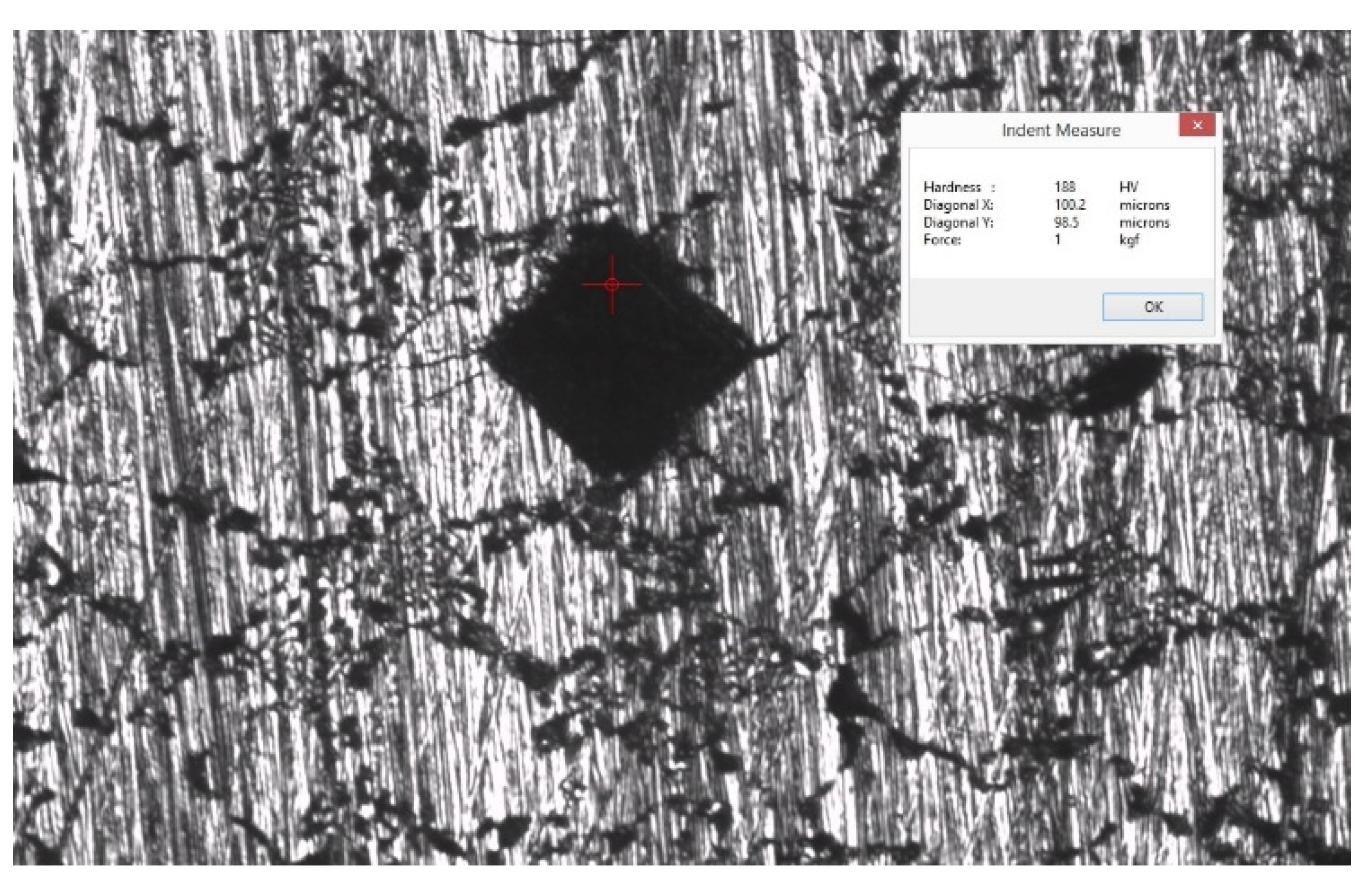
3.3. Micro-Hardness Evaluation
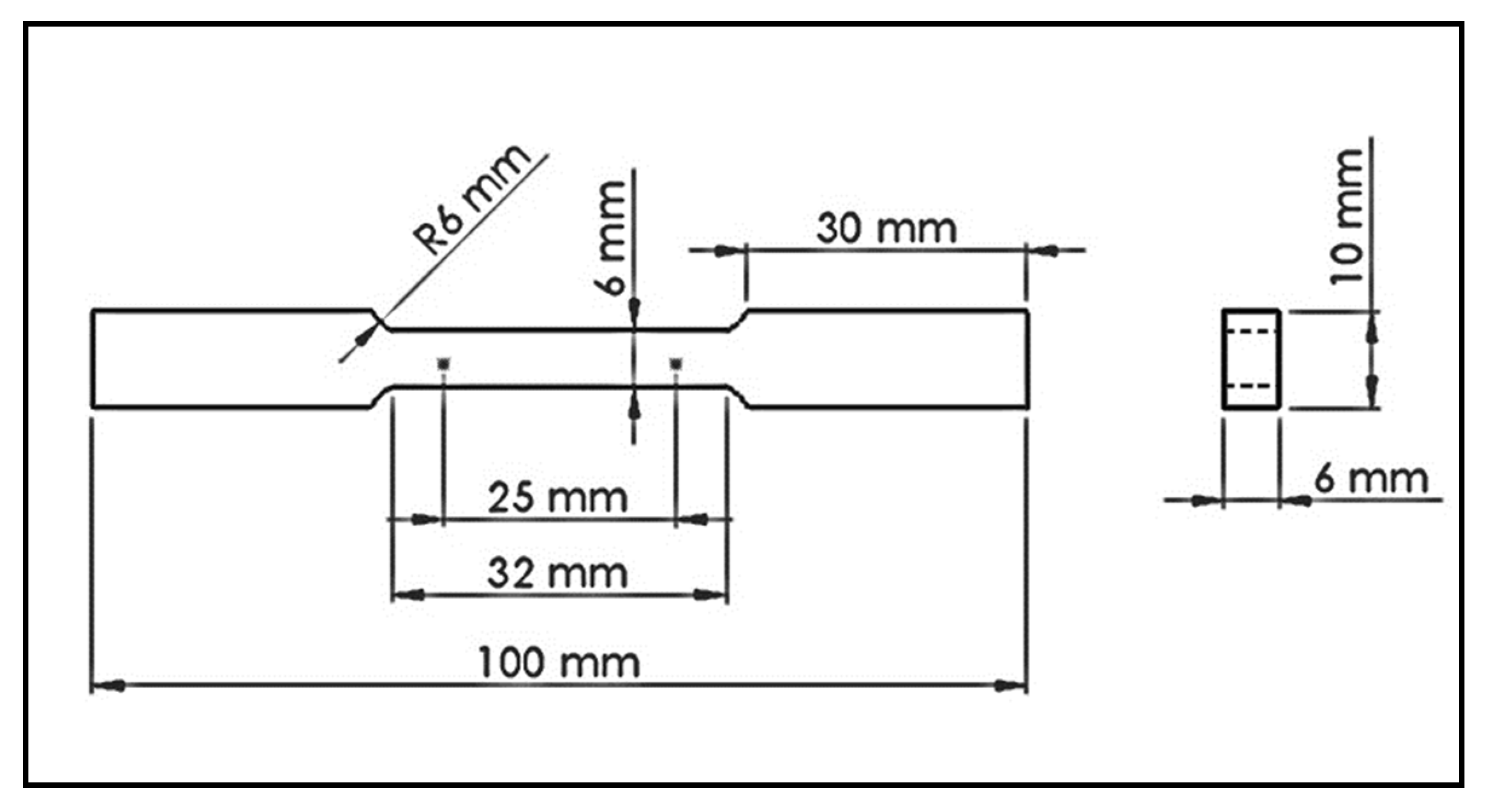
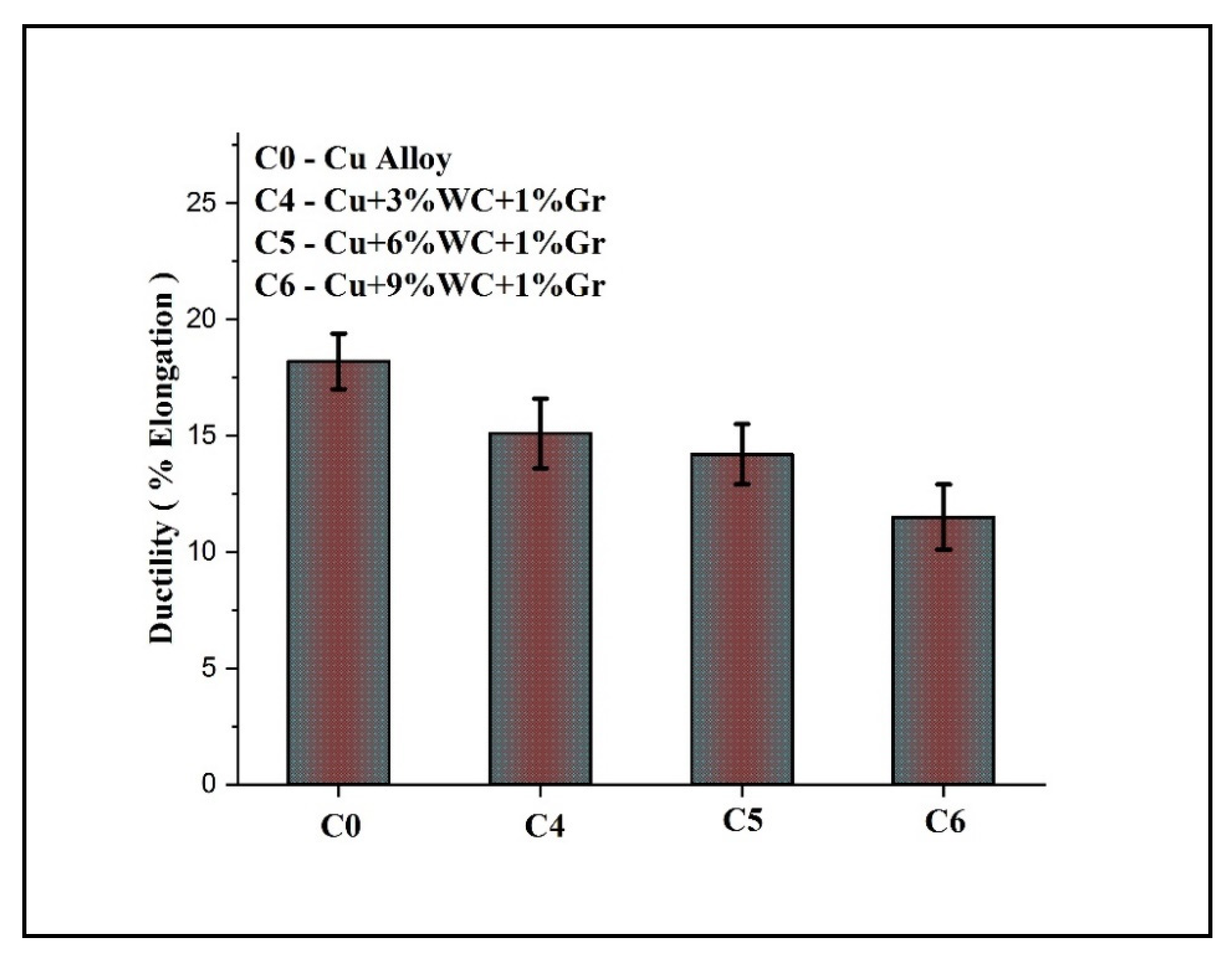
3.4. Tensile Strength Analysis
4. Conclusions
- i.
- Homogenously dispersion of the reinforcement particulates was observed with the help of the optimum stirring action during the casting. Moreover, the elemental composition of the hybrid composites was also analyzed through EDX analysis.
- ii.
- Clear peaks of the SiC and WC were found along with the copper matrix from the XRD spectrum, which also indicated the successfulness of the casting process. Moreover, there were no intermetallic products observed between the copper and ceramic reinforcements.
- iii.
- The micro-hardness and tensile strength of copper hybrid MMCs were improved significantly with the incorporation of the SiC and WC particles along with graphite, which shows better interfacial bonding and wettability of the ceramic particulates with molten alloy.
- iv.
- The hybrid composites reinforced with WC particulates exhibited higher strength compared to SiC-reinforced composites.
- v.
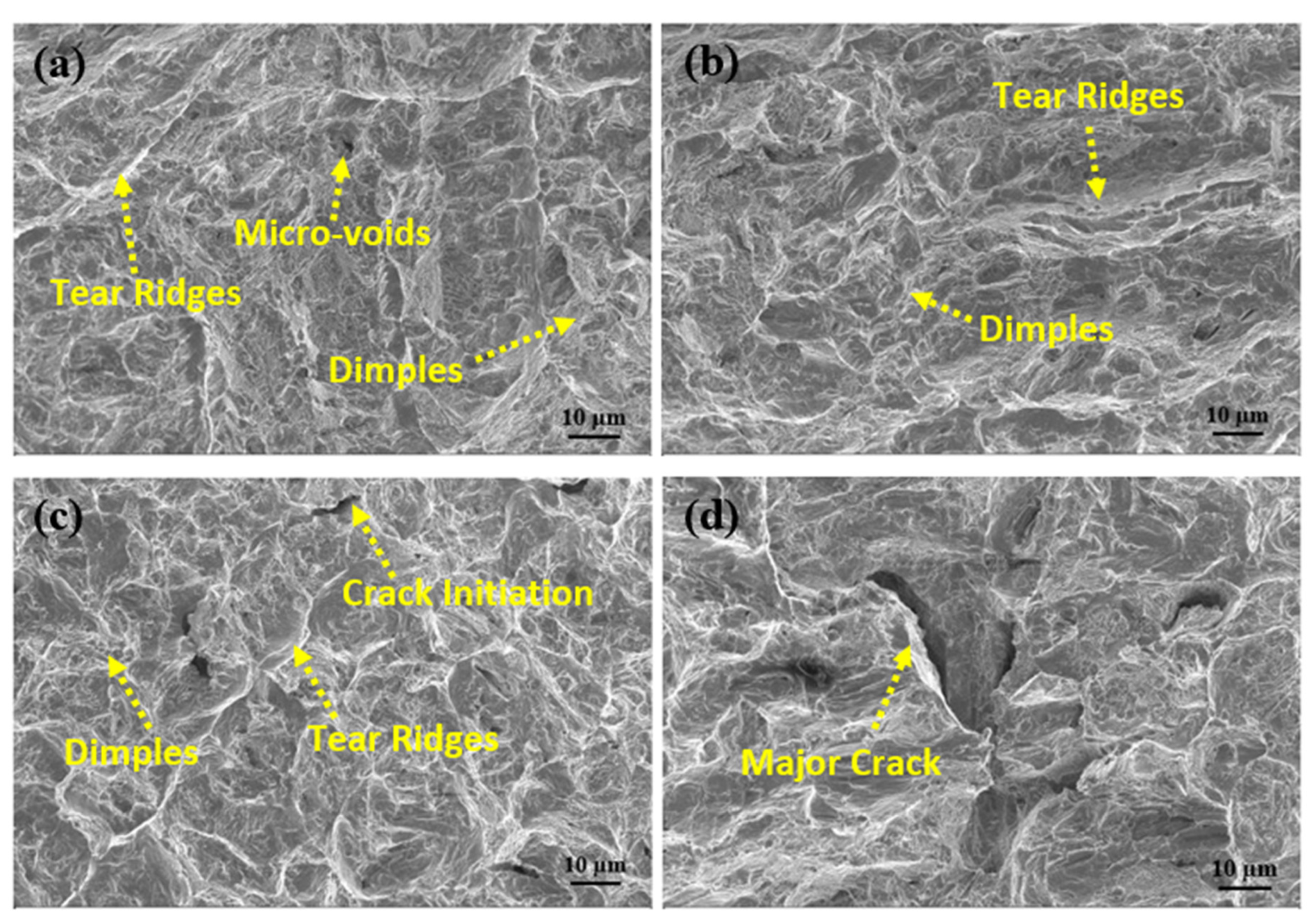
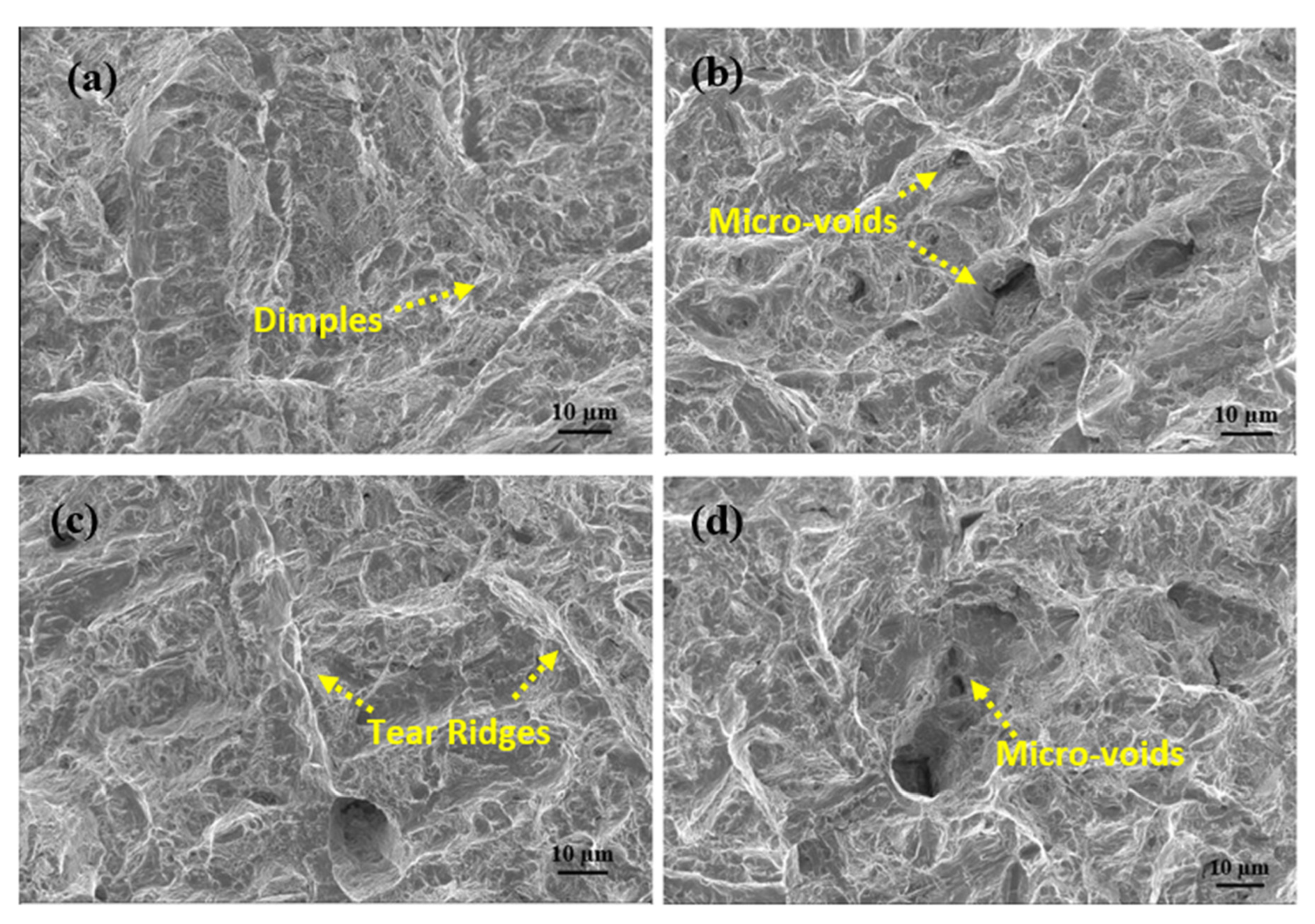
- The tensile fractography was also characterized in the form of micro-dimples and tear-ridges, which shows that the hybrid composites retained their ductility to a significant extent.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Singh, N.; Belokar, R.M.; Walia, R.S. A Critical Review on Advanced Reinforcements and Base Materials on Hybrid Metal Matrix Composites. Silicon 2020, 14, 335–358. [Google Scholar] [CrossRef]
- Meher, A.; Mahapatra, M.M.; Samal, P.; Vundavilli, P.R. A review on manufacturability of magnesium matrix composites: Processing, tribology, joining, and machining. CIRP J. Manuf. Sci. Technol. 2022, 39, 134–158. [Google Scholar] [CrossRef]
- Samal, P.; Vundavilli, P.R.; Meher, A.; Mahapatra, M.M. Recent progress in aluminum metal matrix composites: A review on processing, mechanical and wear properties. J. Manuf. Process. 2020, 59, 131–152. [Google Scholar] [CrossRef]
- Mahato, A.; Mondal, S. Fabrication and Microstructure of Micro and Nano Silicon Carbide Reinforced Copper Metal Matrix Composites/Nanocomposites. Silicon 2020, 13, 1097–1105. [Google Scholar] [CrossRef]
- Jamwal, A.; Seth, P.P.; Kumar, D.; Agrawal, R.; Sadasivuni, K.K.; Gupta, P. Microstructural, tribological and compression behaviour of Copper matrix reinforced with Graphite-SiC hybrid composites. Mater. Chem. Phys. 2020, 251, 123090. [Google Scholar] [CrossRef]
- Xiao, Y.; Zhang, Z.; Yao, P.; Fan, K.; Zhou, H.; Gong, T.; Zhao, L.; Deng, M. Mechanical and tribological behaviors of copper metal matrix composites for brake pads used in high-speed trains. Tribol. Int. 2018, 119, 585–592. [Google Scholar] [CrossRef]
- Wang, X.; Wang, Y.; Su, Y.; Qu, Z. Synergetic strengthening effects on copper matrix induced by Al2O3 particle revealed from micro-scale mechanical deformation and microstructure evolutions. Ceram. Int. 2019, 45, 14889–14895. [Google Scholar] [CrossRef]
- Ramesh, C.; Ahmed, R.N.; Mujeebu, M.; Abdullah, M. Development and performance analysis of novel cast copper–SiC–Gr hybrid composites. Mater. Des. 2009, 30, 1957–1965. [Google Scholar] [CrossRef]
- Singh, M.K.; Gautam, R.K. Synthesis of Copper Metal Matrix Hybrid Composites Using Stir Casting Technique and Its Mechanical, Optical and Electrical Behaviours. Trans. Indian Inst. Met. 2017, 70, 2415–2428. [Google Scholar] [CrossRef]
- Liang, S.; Li, W.; Jiang, Y.; Cao, F.; Dong, G.; Xiao, P. Microstructures and properties of hybrid copper matrix composites reinforced by TiB whiskers and TiB2 particles. J. Alloy Compd. 2019, 797, 589–594. [Google Scholar] [CrossRef]
- Zhang, S.; Kang, H.; Li, R.; Zou, C.; Guo, E.; Chen, Z.; Wang, T. Microstructure evolution, electrical conductivity and mechanical properties of dual-scale Cu5Zr/ZrB2 particulate reinforced copper matrix composites. Mater. Sci. Eng. A 2019, 762, 138108. [Google Scholar] [CrossRef]
- Şap, S.; Turgut, A.; Uzun, M. Investigation of microstructure and mechanical properties of Cu/Ti–B–SiCp hybrid composites. Ceram. Int. 2021, 47, 29919–29929. [Google Scholar] [CrossRef]
- Yin, J.; Zhou, P.; Liang, H.; Yao, D.; Xia, Y.; Zuo, K.; Zeng, Y. Microstructure and Mechanical Properties of Cu Matrix Composites Reinforced by TiB2/TiN Ceramic Reinforcements. Acta Met. Sin. (Engl. Lett.) 2020, 33, 1609–1617. [Google Scholar] [CrossRef]
- Nageswaran, G.; Natarajan, S.; Ramkumar, K. Synthesis, structural characterization, mechanical and wear behaviour of Cu-TiO2-Gr hybrid composite through stir casting technique. J. Alloy Compd. 2018, 768, 733–741. [Google Scholar] [CrossRef]
- Singh, M.K.; Gautam, R.K.; Ji, G. Mechanical properties and corrosion behavior of copper based hybrid composites synthesized by stir casting. Results Phys. 2019, 13, 102319. [Google Scholar] [CrossRef]
- Bagheri, G. The effect of reinforcement percentages on properties of copper matrix composites reinforced with TiC particles. J. Alloy Compd. 2016, 676, 120–126. [Google Scholar] [CrossRef]
- Chak, V.; Chattopadhyay, H.; Dora, T.L. A review on fabrication methods, reinforcements and mechanical properties of aluminum matrix composites. J. Manuf. Process. 2020, 56, 1059–1074. [Google Scholar] [CrossRef]
- Bhoi, N.K.; Singh, H.; Pratap, S. Developments in the aluminum metal matrix composites reinforced by micro/nano particles—A review. J. Compos. Mater. 2019, 54, 813–833. [Google Scholar] [CrossRef]
- Jamwal, A.; Mittal, P.; Agrawal, R.; Gupta, S.; Kumar, D.; Sadasivuni, K.K.; Gupta, P. Towards sustainable copper matrix composites: Manufacturing routes with structural, mechanical, electrical and corrosion behaviour. J. Compos. Mater. 2020, 54, 2635–2649. [Google Scholar] [CrossRef]
- Samal, P.; Surekha, B.; Vundavilli, P.R. Experimental Investigations on Microstructure, Mechanical Behavior and Tribological analysis of AA5154/SiC Composites by Stir Casting. Silicon 2021, 14, 3317–3328. [Google Scholar] [CrossRef]
- Samal, P.; Vundavilli, P.R.; Meher, A.; Mahapatra, M.M. Reinforcing effect of multi-walled carbon nanotubes on microstructure and mechanical behavior of AA5052 composites assisted by in-situ TiC particles. Ceram. Int. 2021, 48, 8245–8257. [Google Scholar] [CrossRef]
- Sadeghi, N.; Aghajani, H.; Akbarpour, M. Microstructure and tribological properties of in-situ TiC-C/Cu nanocomposites synthesized using different carbon sources (graphite, carbon nanotube and graphene) in the Cu-Ti-C system. Ceram. Int. 2018, 44, 22059–22067. [Google Scholar] [CrossRef]
- Ziemnicka-Sylwester, M. The Cu matrix cermets remarkably strengthened by TiB2 “in situ” synthesized via self-propagating high temperature synthesis. Mater. Des. 2014, 53, 758–765. [Google Scholar] [CrossRef]
- Radhika, N.; Karthik, R.; Gowtham, S.; Ramkumar, S. Synthesis of Cu-10Sn/SiC Metal Matrix Composites and Experimental Investigation of its Adhesive Wear Behaviour. Silicon 2018, 11, 345–354. [Google Scholar] [CrossRef]
- Meher, A.; Chaira, D. Effect of Graphite and SiC Addition into Cu and SiC Particle Size Effect on Fabrication of Cu–Graphite–SiC MMC by Powder Metallurgy. Trans. Indian Inst. Met. 2017, 70, 2047–2057. [Google Scholar] [CrossRef]
- Fenghong, C.; Chang, C.; Zhenyu, W.; Muthuramalingam, T.; Anbuchezhiyan, G. Effects of Silicon Carbide and Tungsten Carbide in Aluminium Metal Matrix Composites. Silicon 2019, 11, 2625–2632. [Google Scholar] [CrossRef]
- Sivasankaran, S.; Ramkumar, K.R.; Alaboodi, A. Strengthening Mechanisms on (Cu–10Zn)100−x–x wt.% Al2O3 (x = 0, 3, 6, 9 and 12) Nanocomposites Prepared by Mechanical Alloying and Vacuum Hot Pressing: Influence of Reinforcement Content. Trans. Indian Inst. Met. 2017, 70, 791–800. [Google Scholar] [CrossRef]
- Han, L.; Wang, J.; Chen, Y.; Huang, Y.; Liu, Y.; Wang, Z. Fabrication and mechanical properties of WC nanoparticle dispersion-strengthened copper. Mater. Sci. Eng. A 2021, 817, 141274. [Google Scholar] [CrossRef]
- Chen, F.; Chen, Z.; Mao, F.; Wang, T.; Cao, Z. TiB2 reinforced aluminum based in situ composites fabricated by stir casting. Mater. Sci. Eng. A 2015, 625, 357–368. [Google Scholar] [CrossRef]
- Meher, A.; Mahapatra, M.M.; Samal, P.; Vundavilli, P.R. Abrasive Wear Behaviour of TiB2 Reinforced In-Situ Synthesized Magnesium RZ5 Alloy based Metal Matrix Composites. Met. Mater. Int. 2020, 27, 3652–3665. [Google Scholar] [CrossRef]
- Akbarpour, M.; Salahi, E.; Hesari, F.A.; Simchi, A.; Kim, H. Fabrication, characterization and mechanical properties of hybrid composites of copper using the nanoparticulates of SiC and carbon nanotubes. Mater. Sci. Eng. A 2013, 572, 83–90. [Google Scholar] [CrossRef]
- Li, M.; Zhai, H.; Huang, Z.; Liu, X.; Zhou, Y.; Li, S.; Li, C. Tensile behavior and strengthening mechanism in ultrafine TiC0.5 particle reinforced Cu–Al matrix composites. J. Alloy Compd. 2015, 628, 186–194. [Google Scholar] [CrossRef]
- Samal, P.; Vundavilli, P.R.; Meher, A.; Mahapatra, M.M. Influence of TiC on dry sliding wear and mechanical properties of in situ synthesized AA5052 metal matrix composites. J. Compos. Mater. 2019, 53, 4323–4336. [Google Scholar] [CrossRef]
- Feng, J.; Tao, J.; Liu, Y.; Bao, R.; Li, F.; Fang, D.; Li, C.; Yi, J. Optimization of the mechanical properties of CNTs/Cu composite by regulating the size of interfacial TiC. Ceram. Int. 2022, 48, 26716–26724. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Zn | Si | Mg | Fe | Cu |
|---|---|---|---|---|---|
| Weight% | 4.5 | 5.5 | 0.04 | 0.02 | Remaining |
| Properties | Values |
|---|---|
| Density | 8.3 g/cm3 |
| Hardness | 120 HV |
| Tensile strength | 350–415 MPa |
| Elastic modulus | 110–115 GPa |
| Thermal conductivity | 28.4 W/m.K |
| Melting point | 1050 °C |
| Composition | Composites Developed |
|---|---|
| Base Copper Alloy | C0 |
| Cu-3%SiC-1%Gr | C1 |
| Cu-6%SiC-1%Gr | C2 |
| Cu-9%SiC-1%Gr | C3 |
| Cu-3%WC-1%Gr | C4 |
| Cu-6%WC-1%Gr | C5 |
| Cu-9%WC-1%Gr | C6 |
| Composite Specimen | Microhardness (HV) | Ultimate Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) |
|---|---|---|---|---|
| C0 | 128.1 | 371.5 | 243.6 | 18.2 |
| C1 | 142.5 | 388.1 | 259.4 | 17.2 |
| C2 | 149.4 | 421.4 | 277.1 | 16.5 |
| C3 | 164.4 | 467.6 | 303.1 | 14.4 |
| C4 | 156.7 | 401.5 | 268.5 | 15.1 |
| C5 | 165.2 | 456.2 | 297.3 | 14.2 |
| C6 | 174.1 | 485.7 | 312.1 | 11.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Samal, P.; Tarai, H.; Meher, A.; Surekha, B.; Vundavilli, P.R. Effect of SiC and WC Reinforcements on Microstructural and Mechanical Characteristics of Copper Alloy-Based Metal Matrix Composites Using Stir Casting Route. Appl. Sci. 2023, 13, 1754. https://doi.org/10.3390/app13031754
Samal P, Tarai H, Meher A, Surekha B, Vundavilli PR. Effect of SiC and WC Reinforcements on Microstructural and Mechanical Characteristics of Copper Alloy-Based Metal Matrix Composites Using Stir Casting Route. Applied Sciences. 2023; 13(3):1754. https://doi.org/10.3390/app13031754
Chicago/Turabian StyleSamal, Priyaranjan, Harihar Tarai, Arabinda Meher, B. Surekha, and Pandu R. Vundavilli. 2023. "Effect of SiC and WC Reinforcements on Microstructural and Mechanical Characteristics of Copper Alloy-Based Metal Matrix Composites Using Stir Casting Route" Applied Sciences 13, no. 3: 1754. https://doi.org/10.3390/app13031754