
Deformation and Energy Absorption Performance of Functionally Graded TPMS Structures Fabricated by Selective Laser Melting

1
School of Locomotive and Rolling Stock Engineering, Dalian Jiaotong University, Dalian 116028, China
2
School of CRRC, Dalian Jiaotong University, Dalian 116028, China
*
Author to whom correspondence should be addressed.
Appl. Sci. 2024, 14(5), 2064; https://doi.org/10.3390/app14052064
Submission received: 16 January 2024
/
Revised: 21 February 2024
/
Accepted: 28 February 2024
/
Published: 1 March 2024
(This article belongs to the Collection Additive Manufacturing of Metal Components)
Abstract
:Triply periodic minimal surface (TPMS) structures have unique geometries and excellent mechanical properties, which have attracted much attention in many fields. However, the relationship between different filling forms and different directions of functionally graded TPMS structures on energy absorption has not been fully studied. In this study, a functionally graded strategy was proposed to investigate the effect of filling form and direction gradient on the energy absorption of TPMS structures. The design of functionally graded Gyroid and Diamond TPMS cellular structures with multiple forms was characterized, and the structures were fabricated using additive manufacturing technology. The effects of uniformity and different directional gradients on the deformation and energy absorption properties of the structures were studied experimentally and numerically. According to the compression test results, it was found that different filling forms of the TPMS structure behave differently in terms of yield plateau and deformation pattern, and the sheet structures can develop a better deformation pattern to enhance energy absorption capacity. Functionally graded sheet Diamond TPMS cellular structures along the compression direction exhibit a 32% reduction in initial peak force, providing more advantages in structural deformation and energy absorption. More closely, it is possible to further reduce the initial peak force, delay the densification point, and thus increase the energy absorption capacity by designing functionally graded sheet Diamond TPMS based cellular structures. The results of this study provide valuable guidance for the design of high-performance impact-protection components.
1. Introduction
Lattice structures are extensively employed in the design of protective structures for various fields, such as aerospace [1], ships [2], automobiles [3], and medicine [4], due to their mechanical properties of being lightweight, high-strength, and excellent energy absorption and impact resistance [5,6]. Based on the spatial distribution of the unit cells, cellular structures can be categorized into random foam, honeycomb, and three-dimensional cellular structures [7,8]. The three-dimensional cellular structure consists of highly ordered unit cells, and the internal microstructure of the unit cells plays an important role in their overall performance, allowing for sufficient design of the internal structure and regulation of the mechanical properties [9]. The TPMS structure is a nature-inspired three-dimensional periodic lattice structure, and the porous nature of the structure and continuity of the surface have made it a hot topic in the field of lightweight impact-resistant structures [10,11]. The unit structure of the designed TPMS is closely related to the fabrication process utilized.
Currently, the rapid advancement of additive manufacturing technology has facilitated the fabrication of small-sized and complex geometric structures, reducing the limitations of traditional manufacturing techniques and enhancing the design space [12,13]. The main method of manufacturing high-precision metal lattice structures is metal additive manufacturing technology, which is represented by powder bed laser melting technology [14]. Selective laser melting is a typical powder bed melting laser additive manufacturing process, which is used to produce dense metal parts with complex geometries by successive layer-by-layer selective melting of metal powders [15,16]. Selective laser melting has great potential for fabricating metal lattice structures with controlled cell structure, size, and porosity, which are difficult or impossible to achieve with conventional manufacturing techniques. Some scholars have already investigated the properties of TPMS structures fabricated by SLM. Zhang et al. [17] comparing the mechanical properties and energy absorption characteristics of TPMS lattice structure and body-centred cubic lattice structure. The experimental and simulation results showed that the TPMS lattice structure has a higher plateau stress, smooth deformation during the crushing process, and higher energy absorption efficiency. Wang et al. [18] comparatively studied the fragmentation forms and energy absorption properties of hexagonal structure and TPMS lattice structure, and the experimental and numerical results showed that the TPMS lattice structure was able to absorb more energy. Two sets of TPMS structures with different properties were obtained by filling the spatial structure of the TPMS structure in different forms. Al-Ketan et al. [19] performed quasi-static compression tests on strut-based lattice structures and TPMS lattice structures. The experimental results showed that sheet-TPMS based structures exhibited near stretching-dominated deformation, while skeletal-TPMS showed bending-dominated behavior and excellent mechanical properties. Novak et al. [20] prepared four TPMS sheet-based lattice structures using an additive manufacturing process and characterized the deformation patterns and mechanical properties of the TPMS lattice structures under different strain rates by quasi-static and dynamic impact tests. The experimental results show that the sheet-based TPMS can be used to design functionally graded structures. To further explore the potential of TPMS structures, researchers have enhanced their performance of TPMS structures by designing gradient structures and multi-objective optimization. Al-Ketan et al. [21] performed gradient design of a TPMS lattice structure using three aspects of relative density, single lattice size, and lattice type, and investigated the gradient multifunctional properties of TPMS lattice structures using experiments and simulations. They found that gradient design helps improve the deformation stability of the lattice structure and increase the energy absorption capacity of the structure. Yin et al. [22] established numerical crush models for four TPMS lattice structures, and the corresponding 316L stainless steel specimens were prepared using additive manufacturing. The quasi-static compression results verified the accuracy and reliability of the numerical models, and the TPMS lattice structures were further subjected to parametric analysis and multi-objective optimization. The mechanical properties were compared with those of other porous structures, and the TPMS lattice structures were found to have excellent impact resistance. Fan et al. [23] proposed a method to design thickness gradient TPMS structures and compared the mechanical properties of uniform and gradient thickness titanium alloy TPMS structures, and the results showed that the thickness gradient design can reduce the fluctuation of response force and the energy absorption capacity is also better than that of uniform thickness structures. However, the relationship between different filling forms and different orientations of functionally graded TPMS structures on energy absorption has not been fully studied.
Therefore, in this paper, a functionally graded strategy was proposed to enhance energy absorption. The design of functionally graded Gyroid and Diamond TPMS structures with multiple forms was characterized, and the TPMS structures were fabricated by SLM. A finite element model was first developed and then validated by compression experiment results. The validated finite element model was used to investigate the effects of uniformity and different directional gradients on the deformation and energy absorption characteristics of the Gyroid and Diamond TPMS structure.
2. Design of TPMS Structures
2.1. Design of Uniform TPMS Structures
TPMS is a surface that varies periodically in three directions along the coordinate axes and has an average curvature of zero [24]. Each type of TPMS can be represented by an implicit function. Gyroid and Diamond surfaces are widely used in engineering practice as the base surfaces of TPMS [25]. The types of TPMS lattice structures adopted in this paper are Gyroid and Diamond, whose implicit functions are as follows [26,27]:
Gyroid surfaces:
Diamond surfaces:
where, , , are the independent variables along the three coordinate axis directions, is the cell length, and is the offset parameter of the surfaces.
The TPMS divides the whole space into two disconnected subspaces, and the TPMS in the subspaces can be constructed to have different lattice structures. By thickening the surface of the subspace, a sheet-TPMS lattice structure can be obtained; by filling the subspace, a skeletal-TPMS lattice structure can be obtained [28]. The TPMS structures are modeled by implicit functions in MATLAB, namely the Skeletal-Gyroid TPMS structure (Sk-G), Skeletal-Diamond TPMS structure (Sk-D), Sheet-Gyroid TPMS structure (Sh-G), and Sheet-Diamond TPMS structure (Sh-D), as shown in Figure 1.
2.2. Design of Functionally Graded TPMS Structures
The volume fraction of the TPMS structure plays a crucial role in determining its performance. The lattice structure uniformity and regular arrangement make it essential to consider the volume fraction when analyzing its properties. By using a unit size of 6 mm, the volume fraction can be calculated through triple integration using MATLAB. This calculation helps establish the relationship between the volume fraction () and the constant . The fitting accuracy of the data is represented by the R2 value, indicating a high level of accuracy, as shown in Figure 2. This is supported by the fact that the fitting results closely resemble those of a previous study [29].
The most commonly utilized functional gradient structures based on TPMS in the existing literature are the volume fraction and cell size gradients [30,31]. For this study, only volume fraction gradients (Sh-D) were considered, as it has been found that cell size gradients do not have a significant impact on mechanical properties [9,31]. The volume fractions at the ends of the structure were determined based on the average volume fraction of the design, and the corresponding values were calculated using the fitting equation, and varied linearly in the corresponding directions to realize the gradient design. In the spatial coordinate system, the parameters vary with the coordinate system, and the parameters as a function of x, y, and z can be expressed as follows:
, , are the distribution functions of volume fractions in different directions, is the control mean volume fraction; , , are the variations of volume fractions in different directions.
, , are the changes in volume fraction in the X, Y, and Z directions.
If the average volume fraction is , which can be obtained since it is only controlled by .
Since the volume fraction varies linearly with the parameter , the volume fraction distribution function in the X, Y, Z direction can be expressed by a univariate absolute value function and satisfies the following conditions:
Solving for the expression of the distribution function in the X, Y, and Z directions as:
Assuming that the coordinate origin is located at the center of the TPMS structure, the average volume fraction of the TPMS structure is:
By substituting Equations (4)–(7) and (11)–(14) are brought into Equation (3), the relation equation for the variation of parameter with coordinates at the specified volume fraction gradient can be obtained as follows:
The structures of the gradient sheet Diamond TPMS designed by Equations (2) and (15) are shown in Figure 3, Sh-D1 as a decreasing gradient change from the center to the sides, Sh-D2 as a decreasing gradient change from the sides to the center, and Sh-D3 as a decreasing gradient change from bottom to top.
The TPMS structure had a unit size of 6 mm and a volume fraction of 35% in a total dimension of 30 × 30 × 30 mm with 5 × 5 × 5 cell units in the X, Y, and Z orientations, respectively. The designed CAD models were saved in STL format for 3D printing through Solidworks [19].
3. Materials and Methods
3.1. Materials
AlSi10Mg is a commonly cast aluminum alloy with excellent castability, remarkable specific strength, low thermal expansion, and lightweight characteristics and is widely used in aerospace, automotive, energy, and other industrial fields [32]. Therefore, AlSi10Mg is a better choice for exploring the structure of TPMS. The EDX composition analysis of the AlSi10Mg powder is shown in Table 1.
As shown in Figure 4a, Based on SEM measurements, the AlSi10Mg powder particles predominantly exhibit a spherical morphology, with a minority of particles displaying irregular shapes. The smooth surface of the powder particles indicates favorable flowability characteristics. In addition, the powder contains a significant amount of small particles, which may agglomerate and potentially harm the flowability. Figure 4b reveals the particle size distribution of the AlSi10Mg powder, and the particle size of the powder is concentrated from 10 µm to 60 µm. Among them, the percentages of particles smaller than 10 µm and larger than 60 µm were less than 5%, indicating that the powder particles were relatively uniform.
According to the result of XRD shown in Figure 5, the AlSi10Mg powder contained Al and Si. The composition of Mg was not observed in the XRD energy spectrum due to the relatively small amount of Mg in AlSi10Mg.
3.2. Sample Processing
The equipment used for the TPMS structures was the M140 3D printer from FASTFORM, and the manufacturing process is shown in Figure 6.
The processing parameters are listed in Table 2. In order to prevent the oxidation of the AlSi10Mg sample during the manufacturing process, argon gas was used as a protective gas to control the oxygen content in the printing chamber below 0.05%. To prevent deformation due to uneven heating of the sample or the substrate during manufacturing, preheat the substrate before manufacturing and maintain the temperature at 100 °C. During the SLM process, the high-energy laser rapidly melts and solidifies the metal powder. The rapid drop in temperature reduces the fluidity of the powder, increases the viscosity of the solute, leading to spheroidization effect, and introduces cracks, porosity, and other defects within the structure [33]. It is worth noting that different sets of parameters can be modified to improve the microstructure and mechanical properties of SLM. The TPMS structure was separated from the substrate by wire cutting. The machined sample was heat-treated by solution heat treatment, held at 525 °C for two hours, and the structure was placed in water for cooling, followed by artificial aging treatment at 175 °C, held for 8 h, and then cooled naturally in air to eliminate residual stresses and improve plastic strength [34,35].
3.3. Microstructure Characterization
In order to evaluate the printing accuracy of the sample, cleaning was performed for several minutes using an air jet to ensure that all loose powders and contaminants had been removed from the lattice structure. The shape, dimensions, and mass were measured using a Vernier caliper with an accuracy of 1 µm and an electronic balance with an accuracy of 0.001 g. The volume density of AlSi10Mg was determined by Archimedes’ method to be 2.68 g/mm3. The comparison results of the designed volume fraction and actual volume fraction values are shown in Table 3.
Table 3 reveals that all the samples exhibited manufacturing errors of less than 2%, demonstrating high levels of manufacturing precision with SLM. These variations may be due to the accuracy limitations of the 3D printer.
3.4. Quasi-Static Compressing Test
The Sunstest universal testing machine conducted quasi-static compressive tests at a consistent loading speed of 1 mm/min. These tests utilized a 30 kN load cell, as depicted in Figure 7.
The loading direction was the same as the SLM building direction. The load data during compression can be obtained via the sensors, and the load-displacement curve can be plotted from the load data. At the same time, a digital camera was used to record the deformation process of each sample. In order to ensure the reproducibility of the experiments, three-specimen tests were conducted.
3.5. Numerical Modeling
To explore the deformation behavior of TPMS structures under axial compression, the nonlinear finite element software LS-Dyna of 2021 R1 version was used to establish the finite element models of the structure based on the geometric model, as shown in Figure 8a.
The TPMS structures were modeled using tetrahedral solid elements. The structure was placed between two rigid plates, and the top plate was moved downward at a uniform velocity of 1 m/s along the Z-direction, fixing the other directional degrees of freedom [36,37]. The bottom plate was fixed for all degrees of freedom. The friction coefficient between the rigid plate and structure was set to 0.15 [18]. The self-contact condition was set to prevent the structures from penetrating each other during compression [38]. To ensure high computational efficiency and high computational accuracy, and to control the system kinetic energy to less than 5%, the mesh was analyzed for convergence and the element size was set to 0.2 mm. The constitutive parameters of the solid material were required to ensure the accuracy of the finite element simulation results. Tensile Properties Standard dog-bone specimens were used for testing. The stress-strain curves of AlSi10Mg are shown in Figure 8b. The mechanical properties are summarized in Table 4.
3.6. Determination of Energy Absorbing Characteristics
The force-displacement curves obtained from static compression tests are important for evaluating the energy absorption capacity of TPMS structures. The typical force-displacement curve was divided into three regions: pre-damage, progressive damage, and densification [37]. Various parameters are utilized to analyze the efficiency of energy-absorbing structures, including specific energy absorption (SEA), energy absorption (EA), peak crushing force (PCF), average crushing force (MCF), and crushing force efficiency (CFE). As illustrated in Figure 9, 𝐹(𝛿) is the impact force as a function of the displacement 𝛿, 𝛿T is the displacement. m is the mass.
4. Results and Discussion
4.1. Manufacturability
The SEM morphology is shown in Figure 10a–d, and we observed that undissolved or partially melted metal powder particles were attached to the surface of the TPMS structure, and the size of the metal particles varied. This is due to the complete melting of the metal encapsulating the solid metal particles to form highly viscous spheres at low laser power [39]. Craters or voids are formed between adjacent spheres due to insufficient metal powder. In addition, the formation of spherical pores due to the rapid cooling of the metal during processing and manufacturing can lead to stress concentration or fracture of the structure. When stacked layer-by-layer during SLM processing, the adjacent metal layers are deformed by gravity, resulting in slight sagging of the structure and the inevitable formation of corrugations on the surface of the structure. Although the area of corrugations can be reduced by reducing the layer thickness, more processing and manufacturing times are required.
4.2. Experimental Validation
The experimental response was established to compare with the numerical response to verify the accuracy of the finite element model. The results are shown in Figure 11. In the pre-damage region, the reaction force increases rapidly at the beginning of compression and slows down suddenly, and the structure starts to experience progressive damage. The initial yield strength and strain hardening modulus at the plateau stage showed a large deviation. The yield strength of the simulated curves is lower, and the hardening modulus is higher. These deviations may be due to the limited accuracy of the elements, and the contact between the struts near the nodes was modeled with an underestimation of the node stiffness, resulting in a lower yield strength at the initial stage. However, the simulation model still ensures acceptable accuracy in energy absorption.
Figure 12 and Figure 13 show the results of the uniform gyroid and Diamond TPMS based cellular structure deformation behavior through numerical simulation and experiment. When ε = 0.3, an “X” shaped band was observed in the Sk-G samples and a 45° shear band was found in the Sk-D structures. This is due to the uniform formation of plastic hinges at the nodes during compression, leading to the rotation and collapse of the cell pillars until densification. Thus, the skeletal TPMS cell samples show an unstable deformation pattern.
During the compression process, the structures were uniformly deformed from top to bottom, and no appearance of fracture bands was found, which is due to the fact that the overall stress in the sheet structure is uniform, and there is no large stress concentration phenomenon. Therefore, the sheet-TPMS samples showed a more stable deformation pattern during axial compression than the skeletal TPMS samples.
4.3. Energy Absorption Capability of Uniform TPMS Structures
The stress–strain curves and energy absorption curves for axial compression are shown in Figure 14. As the displacement increases, the structure is compressed from a pre-damage phase to a progressive damage phase, and finally to a densification phase. The stress and energy absorption values increase with increasing compression displacement. Figure 14b. It was found that the energy absorption of Sk-G is lower than that of Sk-D by 33.52% under the same volume fraction, while that of Sh-D and Sh-G is higher than that of Sk-D by 53.85% and 38.11%, respectively. It is worth noting that the stress-strain curves of the sheet TPMS structures are higher than those of the skeletal TPMS structures, and the sheet TPMS structures exhibit more stable deformation patterns and energy-absorbing effects.
4.4. Energy Absorption Capability of Functionally Graded TPMS Structures
The stress–strain curves and energy absorption curves for axial compression are shown in Figure 15. The values of stress and energy absorption increase with the compression displacement. It is noteworthy that the EA of Sh-D1, Sh-D2, and Sh-D3 are very close to each other. However, Sh-D3 provides a lower initial peak force, which is 40% of that of Sh-D1, and the stress-strain curves of Sh-D1 and Sh-D2 are very close to each other, indicating that the change in the transverse gradient has very little effect on the energy absorption in longitudinal compression. The deformation processes of functionally graded sheet-TPMS structures are shown in Figure 16. The deformation patterns in the compression process differed for different forms of gradient structures. Sh-D1 compression is characterized by premature densification due to the large thickness in the middle, whereas Sh-D2 compression is characterized by convexity on both sides due to the large thickness on both sides. In Sh-D3 compression, due to the small thickness at the top, the structure is guided to deform in an orderly manner from top to bottom.
The 2D-DIC method was used to analyze the deformation patterns and strain field distributions of functionally graded TPMS structures during the loading process. As illustrated in Figure 17, it is clear from the DIC strain contours that the local deformation starts at the weakest part of the structure. Different from the uniform specimens, the Sh-D1, Sh-D2, and Sh-D3 samples showed completely different deformation behaviors. Sh-D1 showed a localized structural fracture at a location with a large thickness in the middle of the structure; Sh-D2 tended to produce an oblique shear zone during compression, and Sh-D3 showed an overall stable deformation pattern during compression and progressively collapsed from the top layer layer-by-layer. The results show that the geometric deformation gradient in the compression direction can effectively induce more collapsed layers in the early stages of compression. In the early stage of compression, more collapsed layers can be effectively induced by decreasing the thickness of the structure. In the late stage of compression, the number of collapsed layers can be reduced, and the strength can be increased by increasing the bottom structure. Interestingly, Sh-D3 exhibits trapezoidal deformation during compression, which effectively enhances the compression distance and improves energy absorption.
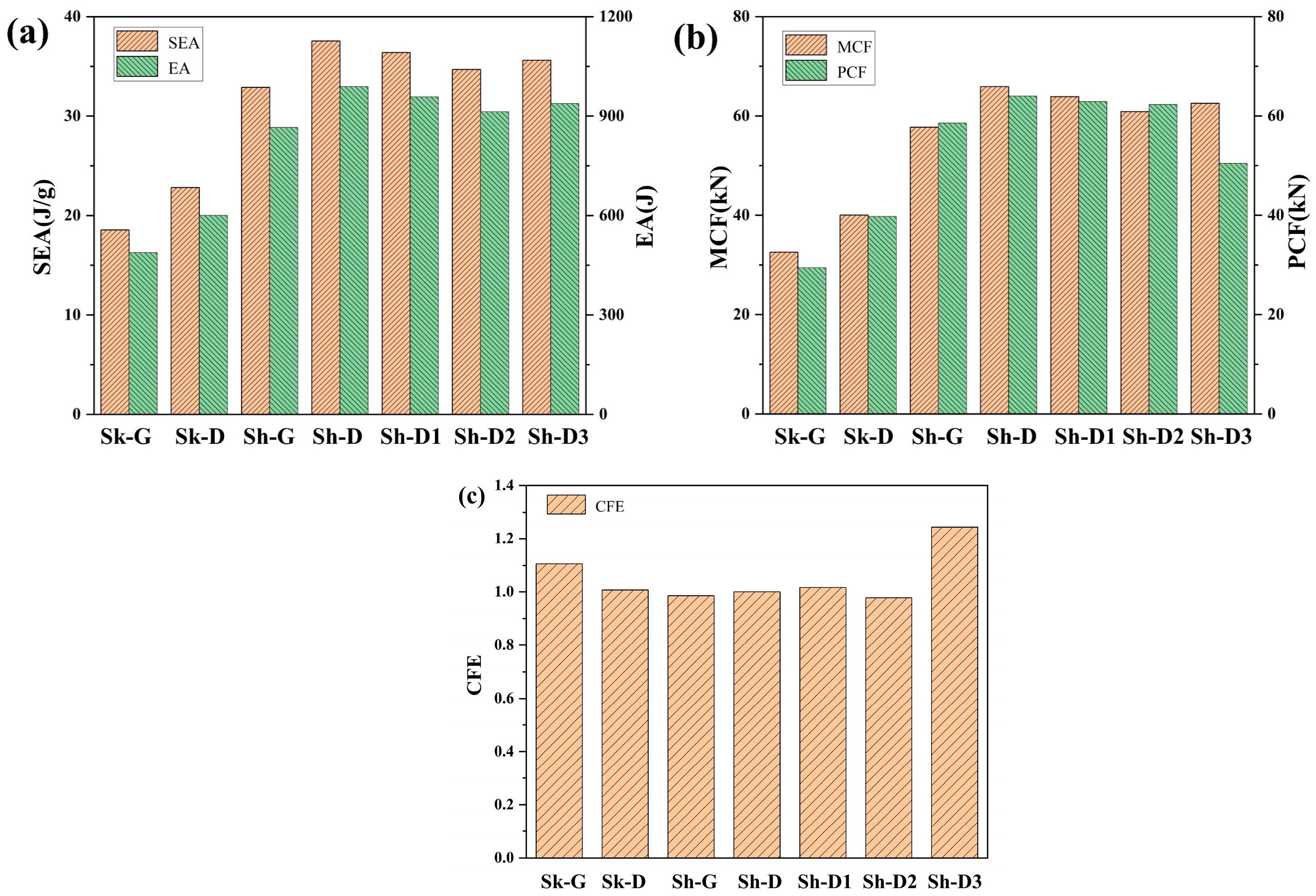
As shown in Figure 18. For the same volume fraction, the SEA, EA, and MCF of the sheet-TPMS structures are higher than those of the skeletal-TPMS structures, and Sh-D exhibits a better energy absorption effect, which is related to the material distribution of the structure. Due to the non-uniform material distribution, plastic hinges formed at the nodes of the skeletal TPMS structure during compression, leading to the rotation and collapse of the structural struts. SEA, EA, and MCF of the gradient TPMS structure were similar to those of the uniform TPMS structure in terms of energy absorption, and the results indicated that the change in the orientation of the gradient structure did not improve the overall energy absorption of the structure for the same volume fraction and the same compression distance. It is noteworthy that Sh-D3 shows the lowest PCF value and the highest CFE value, which indicates that the compression direction is the same as the gradient direction, which can effectively reduce the initial peak force in the compression process and simultaneously improve the crushing force efficiency at the same time.
5. Conclusions
In this paper, a functionally graded strategy is proposed to investigate the effect of filling forms and direction gradient on the energy absorption of TPMS structures. First, the selective laser melting technique was utilized to fabricate four cellular structures based on the TPMS, in which the volume fraction of AlSi10Mg was 35%. The stress–strain curves, deformation behavior, and energy absorption of four uniform TPMS structures and three functionally graded structures under compression conditions were experimentally investigated. The following conclusions were drawn.
- (1)
- For the same type of TPMS-based cellular structure at the same volume fraction, the sheet structures exhibited more stable deformation patterns and stress plateaus than the skeletal structures during compression, which improved the energy absorption capacity of the structures. In addition, the sheet TPMS cellular structure improved the mechanical properties in terms of compressive strength, yield strength, and plateau stress.
- (2)
- A variable functionally graded TPMS-based cellular structure design methodology was proposed to design a transverse gradient sheet TPMS structure, and the results show that the transverse gradient transformation can change the deformation pattern and cannot improve the load-bearing and energy-absorbing capacity compared with the uniform sheet TPMS structure.
- (3)
- For the degraded TPMS cellular structure, which varied the same as the compression direction, the structure was able to guide a stable deformation pattern during compression, which reduced the initial peak force and improved the crushing force efficiency. In addition, the structure exhibited a trapezoidal shape during compression, which increased the contact area and improved the compression distance. The degraded TPMS structure helps delay densification, which in turn enhances the energy absorption performance.
Author Contributions
Conceptualization, J.Z. and J.S.; methodology, J.S.; software, M.W.; validation, J.S. and D.L.; investigation, J.Z.; data curation, M.W.; writing—original draft preparation, J.S. and M.W. All authors have read and agreed to the published version of the manuscript.
Funding
This research was supported by the Basic Research Project of Liaoning Provincial Education Department (No. JYTQN2023007 and No. LJKMZ20220847), Dalian Science and Technology Talent Innovation Support Policy Plan (No. 2023RQ089).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The original contributions presented in the study are included in the article, further inquiries can be directed to the corresponding author.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Wang, C.; Zhu, J.H.; Wu, M.Q.; Hou, J.; Zhou, H.; Meng, L.; Li, C.Y.; Zhang, W.H. Multi-scale design and optimization for solid-lattice hybrid structures and their application to aerospace vehicle components. Chin. J. Aeronaut. 2021, 34, 386–398. [Google Scholar] [CrossRef]
- Zhu, L.; Liu, W.Q.; Fang, H.; Chen, J.Y.; Zhuang, Y.; Han, J. Design and simulation of innovative foam-filled Lattice Composite Bumper System for bridge protection in ship collisions. Compos. Part B Eng. 2019, 157, 24–35. [Google Scholar] [CrossRef]
- Aslan, B.; Yildiz, A.R. Optimum design of automobile components using lattice structures for additive manufacturing. Mater. Test. 2020, 62, 633–639. [Google Scholar] [CrossRef]
- Fina, F.; Goyanes, A.; Madla, C.M.; Awad, A.; Trenfield, S.J.; Kuek, J.M.; Patel, P.; Gaisford, S.; Basit, A.W. 3D printing of drug-loaded gyroid lattices using selective laser sintering. Int. J. Pharm. 2018, 547, 44–52. [Google Scholar] [CrossRef]
- Yin, H.F.; Zhang, W.Z.; Zhu, L.C.; Meng, F.B.; Liu, J.E.; Wen, G.L. Review on lattice structures for energy absorption properties. Compos. Struct. 2023, 304, 40. [Google Scholar] [CrossRef]
- Rahmani, R.; Antonov, M.; Brojan, M. Lightweight 3D printed Ti6Al4V-AlSi10Mg hybrid composite for impact resistance and armor piercing shielding. J. Mater. Res. Technol. 2020, 9, 13842–13854. [Google Scholar] [CrossRef]
- Dumas, M.; Terriault, P.; Brailovski, V. Modelling and characterization of a porosity graded lattice structure for additively manufactured biomaterials. Mater. Des. 2017, 121, 383–392. [Google Scholar] [CrossRef]
- Li, D.M.; Qin, R.X.; Chen, B.Z.; Zhou, J.X. Analysis of mechanical properties of lattice structures with stochastic geometric defects in additive manufacturing. Mater. Sci. Eng. A—Struct. Mater. Prop. Microstruct. Process. 2021, 822, 11. [Google Scholar] [CrossRef]
- Qiu, N.; Zhang, J.Z.; Yuan, F.Q.; Jin, Z.Y.; Zhang, Y.M.; Fang, J.G. Mechanical performance of triply periodic minimal surface structures with a novel hybrid gradient fabricated by selective laser melting. Eng. Struct. 2022, 263, 114377. [Google Scholar] [CrossRef]
- Wang, H.; Tan, D.W.; Liu, Z.P.; Yin, H.F.; Wen, G.L. On crashworthiness of novel porous structure based on composite TPMS structures. Eng. Struct. 2022, 252, 113640. [Google Scholar] [CrossRef]
- Xi, H.F.; Zhou, Z.C.; Zhang, H.H.; Huang, S.Q.; Xiao, H. Multi-morphology TPMS structures with multi-stage yield stress platform and multi-level energy absorption: Design, manufacturing, and mechanical properties. Eng. Struct. 2023, 294, 116733. [Google Scholar] [CrossRef]
- Lee, H.; Lim, C.H.J.; Low, M.J.; Tham, N.; Murukeshan, V.M.; Kim, Y.J. Lasers in Additive Manufacturing: A Review. Int. J. Precis. Eng. Manuf.-Green Technol. 2017, 4, 307–322. [Google Scholar] [CrossRef]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; du Plessis, A. Metal additive manufacturing in aerospace: A review. Mater. Des. 2021, 209, 33. [Google Scholar] [CrossRef]
- Tancogne-Dejean, T.; Spierings, A.B.; Mohr, D. Additively-manufactured metallic micro-lattice materials for high specific energy absorption under static and dynamic loading. Acta Mater. 2016, 116, 14–28. [Google Scholar] [CrossRef]
- Yan, C.Z.; Hao, L.; Hussein, A.; Wei, Q.S.; Shi, Y.S. Microstructural and surface modifications and hydroxyapatite coating of Ti-6Al-4V triply periodic minimal surface lattices fabricated by selective laser melting. Mater. Sci. Eng. C—Mater. Biol. Appl. 2017, 75, 1515–1524. [Google Scholar] [CrossRef] [PubMed]
- Van Bael, S.; Chai, Y.C.; Truscello, S.; Moesen, M.; Kerckhofs, G.; Van Oosterwyck, H.; Kruth, I.P.; Schrooten, J. The effect of pore geometry on the in vitro biological behavior of human periosteum-derived cells seeded on selective laser-melted Ti6Al4V bone scaffolds. Acta Biomater. 2012, 8, 2824–2834. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Feih, S.; Daynes, S.; Chang, S.; Wang, M.Y.; Wei, J.; Lu, W.F. Energy absorption characteristics of metallic triply periodic minimal surface sheet structures under compressive loading. Addit. Manuf. 2018, 23, 505–515. [Google Scholar] [CrossRef]
- Wang, Y.Z.; Ren, X.B.; Chen, Z.H.; Jiang, Y.B.; Cao, X.F.; Fang, S.Z.; Zhao, T.; Li, Y.; Fang, D.N. Numerical and experimental studies on compressive behavior of Gyroid lattice cylindrical shells. Mater. Des. 2020, 186, 11. [Google Scholar] [CrossRef]
- Al-Ketan, O.; Rowshan, R.; Abu Al-Rub, R.K. Topology-mechanical property relationship of 3D printed strut, skeletal, and sheet based periodic metallic cellular materials. Addit. Manuf. 2018, 19, 167–183. [Google Scholar] [CrossRef]
- Novak, N.; Al-Ketan, O.; Krstulovic-Opara, L.; Rowshan, R.; Abu Al-Rub, R.K.; Vesenjak, M.; Ren, Z. Quasi-static and dynamic compressive behaviour of sheet TPMS cellular structures. Compos. Struct. 2021, 266, 113801. [Google Scholar] [CrossRef]
- Al-Ketan, O.; Lee, D.W.; Rowshan, R.; Abu Al-Rub, R.K. Functionally graded and multi-morphology sheet TPMS lattices: Design, manufacturing, and mechanical properties. J. Mech. Behav. Biomed. Mater. 2020, 102, 17. [Google Scholar] [CrossRef]
- Yin, H.F.; Liu, Z.P.; Dai, J.L.; Wen, G.L.; Zhang, C. Crushing behavior and optimization of sheet-based 3D periodic cellular structures. Compos. Part B Eng. 2020, 182, 16. [Google Scholar] [CrossRef]
- Fan, X.J.; Tang, Q.; Feng, Q.X.; Ma, S.; Song, J.; Jin, M.X.; Guo, F.Y.; Jin, P. Design, mechanical properties and energy absorption capability of graded-thickness triply periodic minimal surface structures fabricated by selective laser melting. Int. J. Mech. Sci. 2021, 204, 12. [Google Scholar] [CrossRef]
- Feng, J.W.; Fu, J.Z.; Lin, Z.W.; Shang, C.; Niu, X.M. Layered infill area generation from triply periodic minimal surfaces for additive manufacturing. Comput.-Aided Des. 2019, 107, 50–63. [Google Scholar] [CrossRef]
- Castro, A.P.G.; Ruben, R.B.; Gonçalves, S.B.; Pinheiro, J.; Guedes, J.M.; Fernandes, P.R. Numerical and experimental evaluation of TPMS Gyroid scaffolds for bone tissue engineering. Comput. Methods Biomech. Biomed. Eng. 2019, 22, 567–573. [Google Scholar] [CrossRef] [PubMed]
- Lord, E.A.; Mackay, A.L. Periodic minimal surfaces of cubic symmetry. Curr. Sci. 2003, 85, 346–362. [Google Scholar]
- Rajagopalan, S.; Robb, R.A. Schwarz meets Schwann: Design and fabrication of biomorphic and durataxic tissue engineering scaffolds. Med. Image Anal. 2006, 10, 693–712. [Google Scholar] [CrossRef] [PubMed]
- Yuan, L.; Ding, S.L.; Wen, C.E. Additive manufacturing technology for porous metal implant applications and triple minimal surface structures: A review. Bioact. Mater. 2019, 4, 56–70. [Google Scholar] [CrossRef]
- Zhou, H.; Zhao, M.; Ma, Z.; Zhang, D.Z.; Fu, G. Sheet and network based functionally graded lattice structures manufactured by selective laser melting: Design, mechanical properties, and simulation. Int. J. Mech. Sci. 2020, 175, 105480. [Google Scholar] [CrossRef]
- Shi, J.P.; Yang, J.Q.; Li, Z.A.; Zhu, L.Y.; Li, L.; Wang, X.S. Design and fabrication of graduated porous Ti-based alloy implants for biomedical applications. J. Alloys Compd. 2017, 728, 1043–1048. [Google Scholar] [CrossRef]
- Plocher, J.; Panesar, A. Effect of density and unit cell size grading on the stiffness and energy absorption of short fibre-reinforced functionally graded lattice structures. Addit. Manuf. 2020, 33, 101171. [Google Scholar] [CrossRef]
- Limbasiya, N.; Jain, A.; Soni, H.; Wankhede, V.; Krolczyk, G.; Sahlot, P. A comprehensive review on the effect of process parameters and post-process treatments on microstructure and mechanical properties of selective laser melting of AlSi10Mg. J. Mater. Res. Technol. 2022, 21, 1141–1176. [Google Scholar] [CrossRef]
- Olakanmi, E.O.; Cochrane, R.F.; Dalgarno, K.W. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar] [CrossRef]
- Wang, D.; Wu, S.B.; Fu, F.; Mai, S.Z.; Yang, Y.Q.; Liu, Y.; Song, C.H. Mechanisms and characteristics of spatter generation in SLM processing and its effect on the properties. Mater. Des. 2017, 117, 121–130. [Google Scholar] [CrossRef]
- Li, W.; Li, S.; Liu, J.; Zhang, A.; Zhou, Y.; Wei, Q.S.; Yan, C.Z.; Shi, Y.S. Effect of heat treatment on AlSi10Mg alloy fabricated by selective laser melting: Microstructure evolution, mechanical properties and fracture mechanism. Mater. Sci. Eng. A—Struct. Mater. Prop. Microstruct. Process. 2016, 663, 116–125. [Google Scholar] [CrossRef]
- Zhang, S.Y.; Yang, F.; Li, P.H.; Bian, Y.J.; Zhao, J.F.; Fan, H.L. A topologically gradient body centered lattice design with enhanced stiffness and energy absorption properties. Eng. Struct. 2022, 263, 114384. [Google Scholar] [CrossRef]
- Özen, I.; Gedikli, H.; Aslan, M. Experimental and numerical investigation on energy absorbing characteristics of empty and cellular filled composite crash boxes. Eng. Struct. 2023, 289, 116315. [Google Scholar] [CrossRef]
- Qin, R.; Wang, X.; Gao, F.; Chen, B. Energy absorption performance of hexagonal multi-cell tube with hierarchy under axial loading. Thin-Walled Struct. 2021, 169, 108392. [Google Scholar] [CrossRef]
- Yan, C.Z.; Hao, L.; Hussein, A.; Raymont, D. Evaluations of cellular lattice structures manufactured using selective laser melting. Int. J. Mach. Tools Manuf. 2012, 62, 32–38. [Google Scholar] [CrossRef]
Figure 1.
TPMS-based cellular structures, unit cells, and SLM-made AlSi10Mg uniform TPMS-based cellular structures.
Figure 1.
TPMS-based cellular structures, unit cells, and SLM-made AlSi10Mg uniform TPMS-based cellular structures.
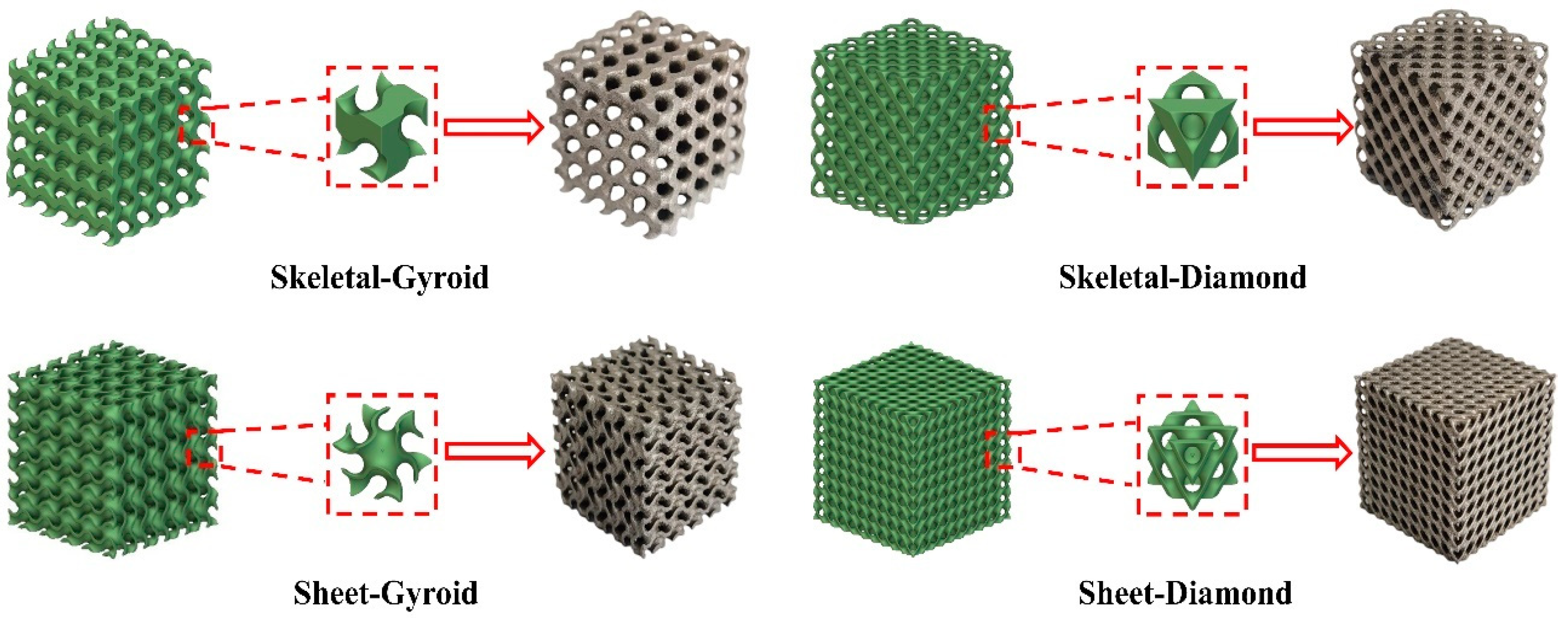
Figure 2.
The diagram between constant and volume fraction () for D unit cells.

Figure 3.
As-built AlSi10Mg specimens of three types of gradient sheet Diamond TPMS structures.
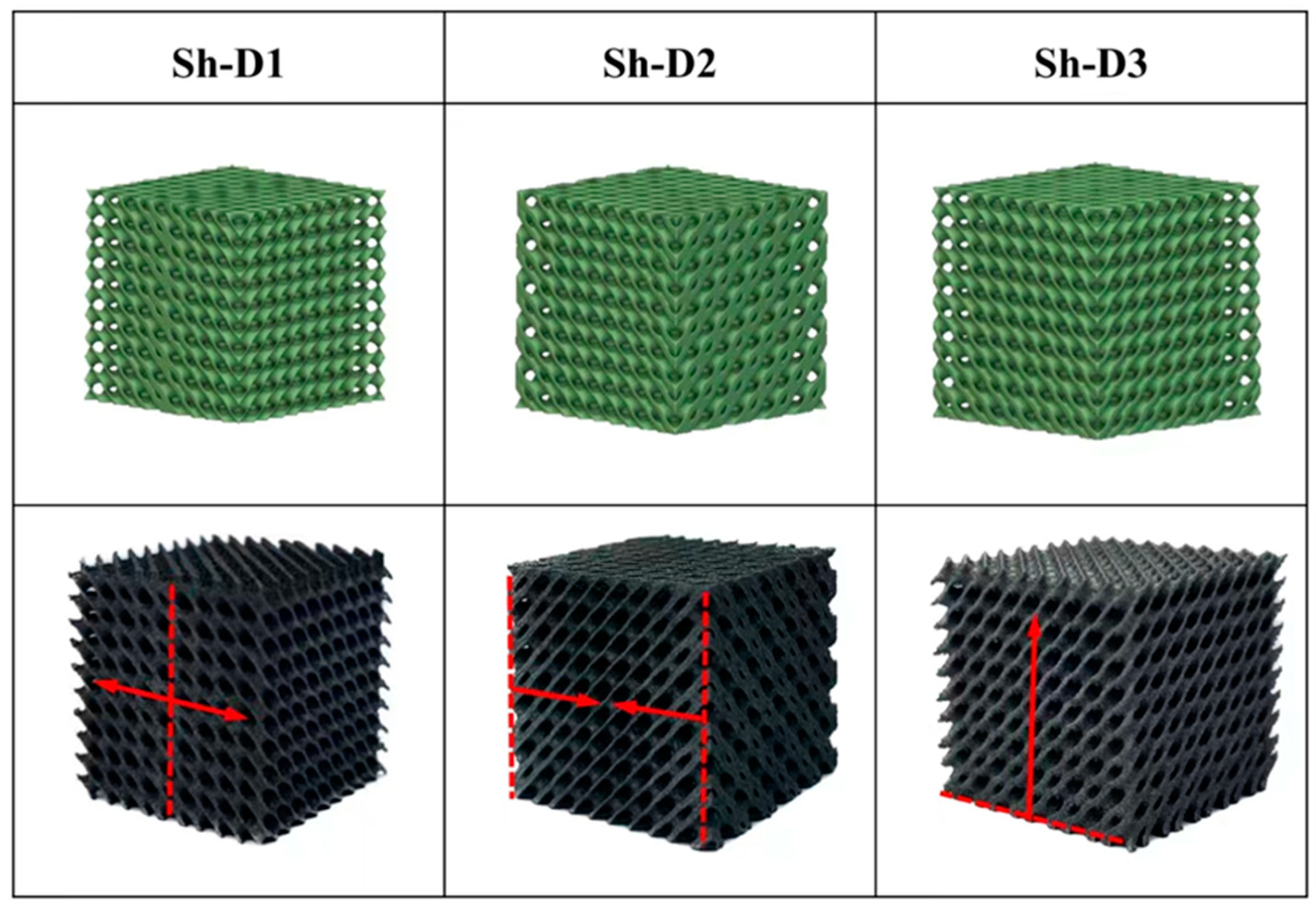
Figure 4.
(a) SEM image of AlSi10Mg powder shape and (b) particle size distribution.
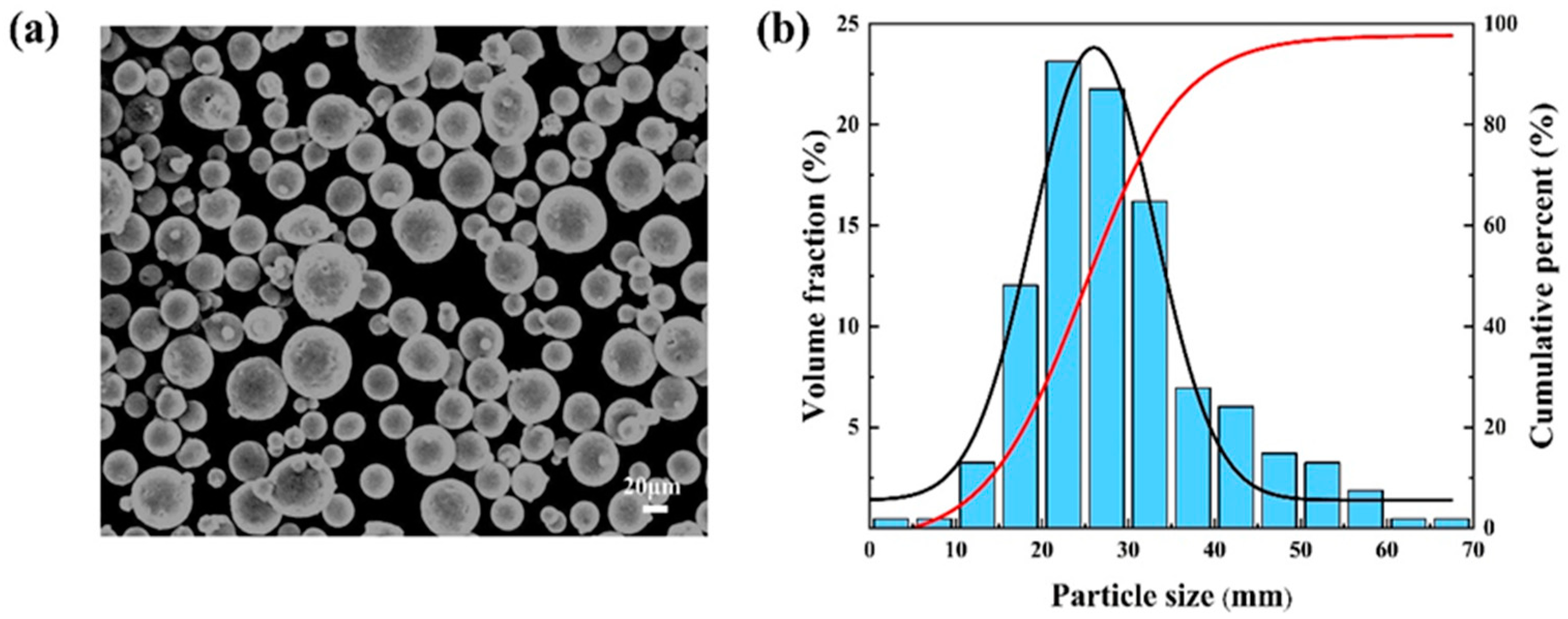
Figure 5.
X-ray diffraction diagram of the AlSi10Mg powder.
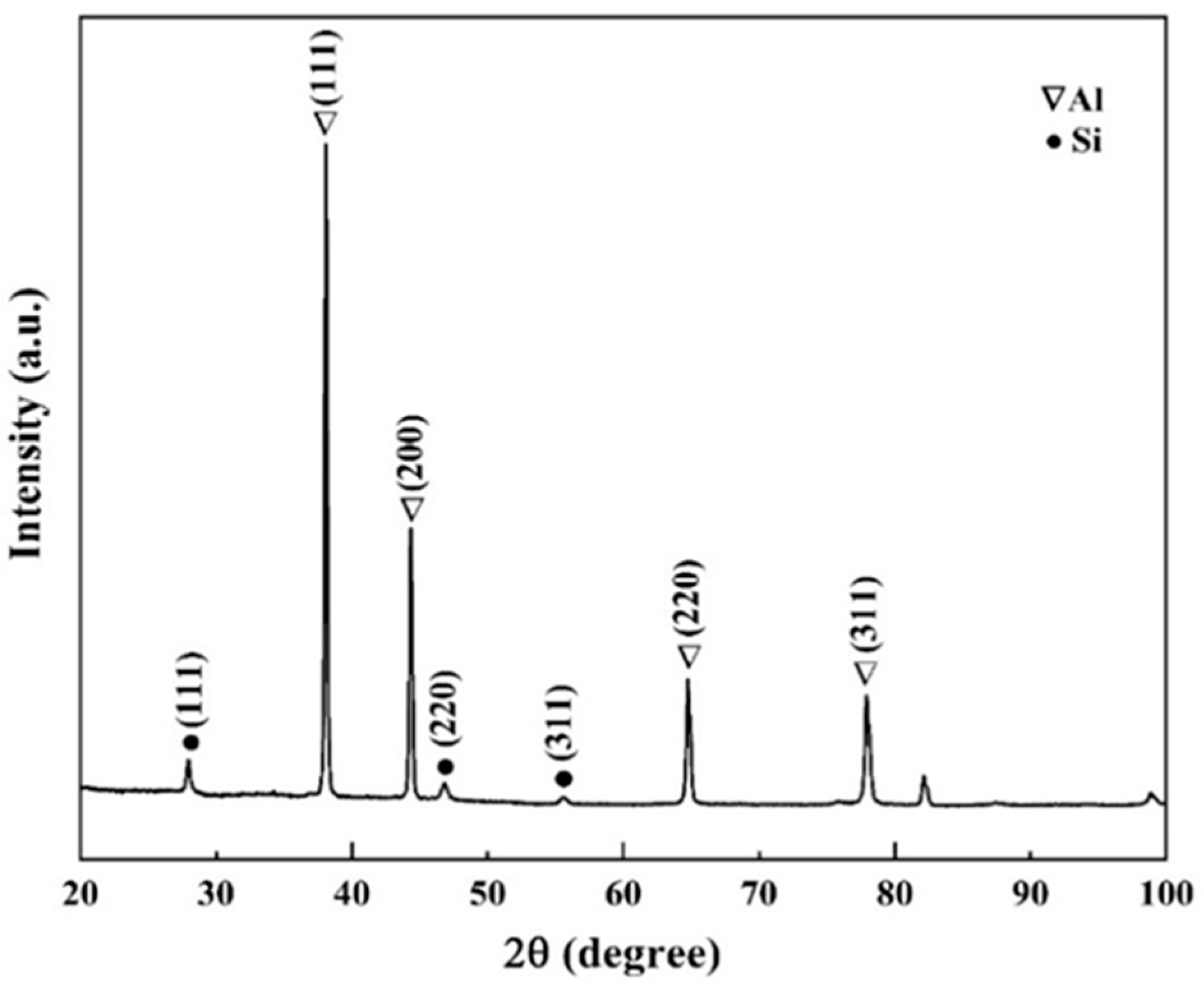
Figure 6.
Schematic illustration of SLM fabrication process.

Figure 7.
Establishment of quasi-static compressive experiment.
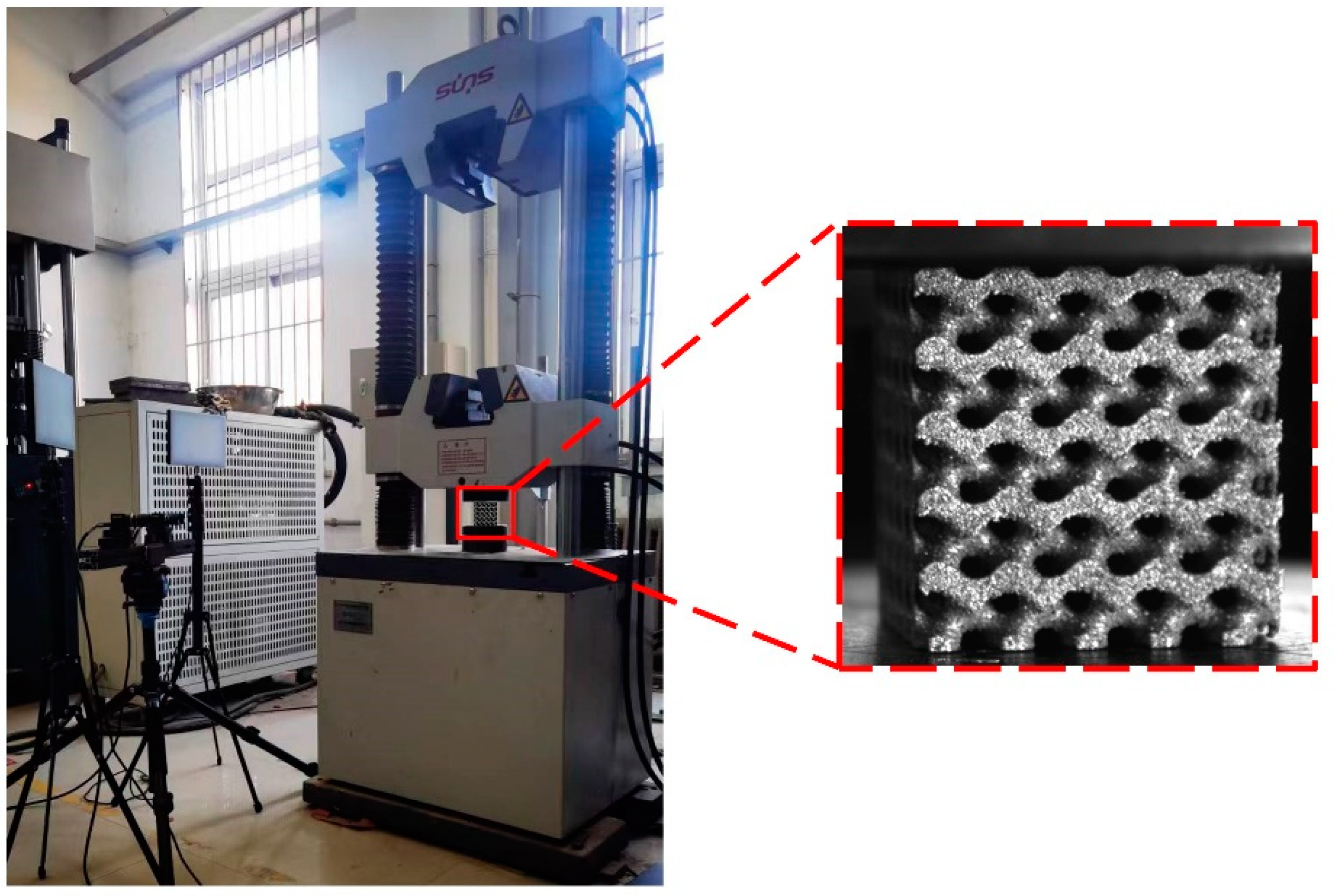
Figure 8.
(a) Finite element model and (b) nominal stress versus nominal strain curves of three specimens.
Figure 8.
(a) Finite element model and (b) nominal stress versus nominal strain curves of three specimens.
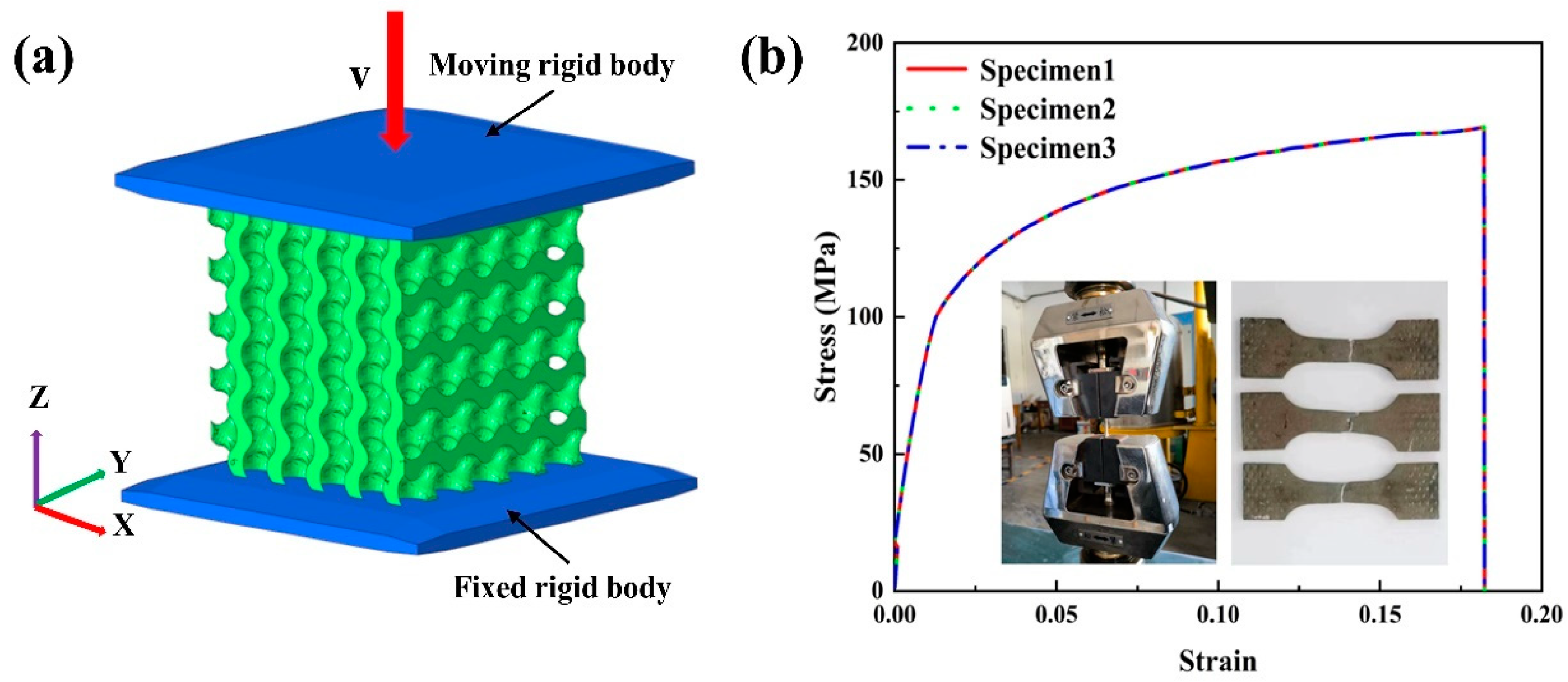
Figure 9.
Schematic of energy-absorbing characteristics and damage zones.
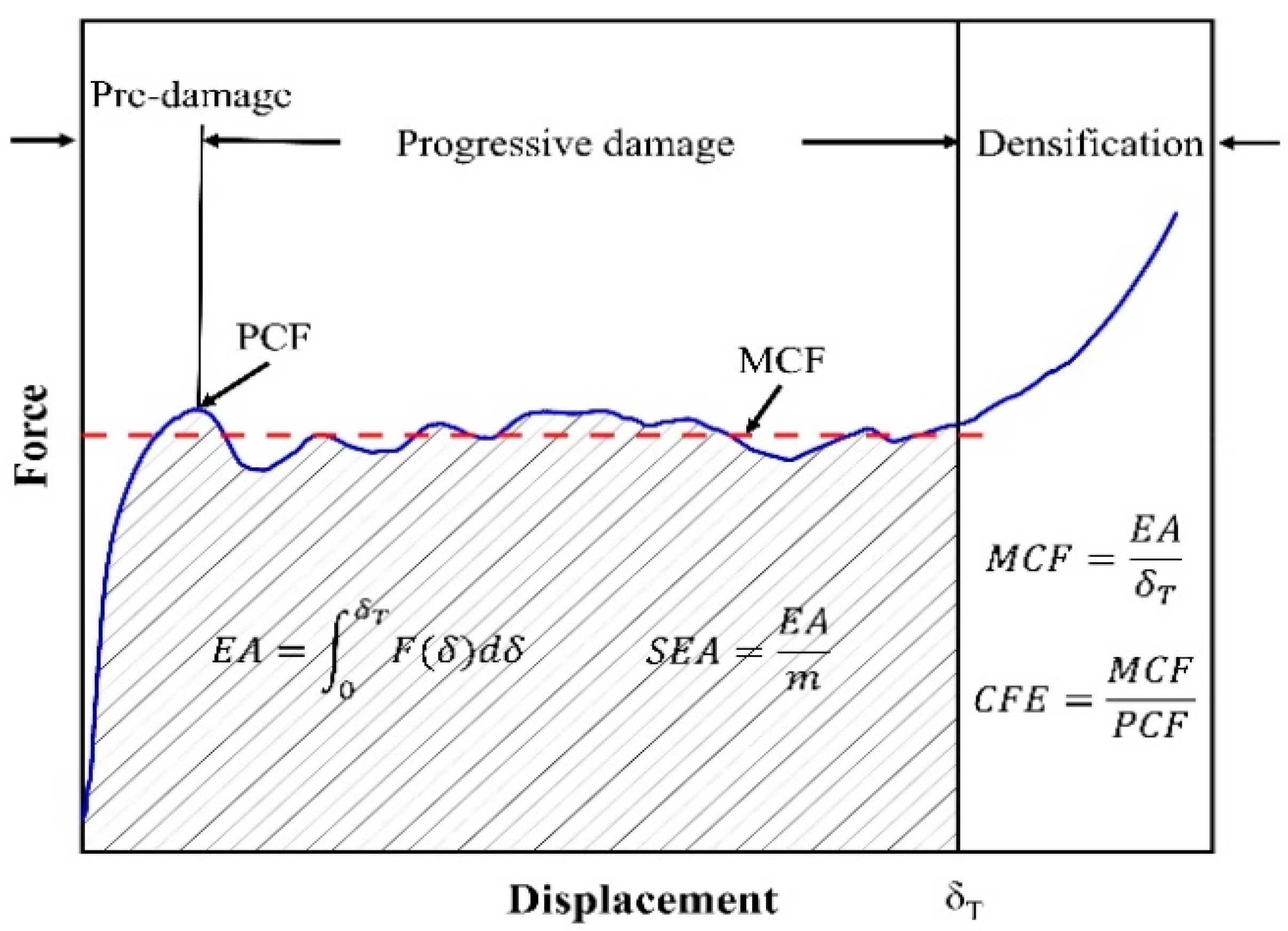
Figure 10.
SEM micrographs of (a) Sh-G (b) corrugation(c) Sh-D (d) pore.
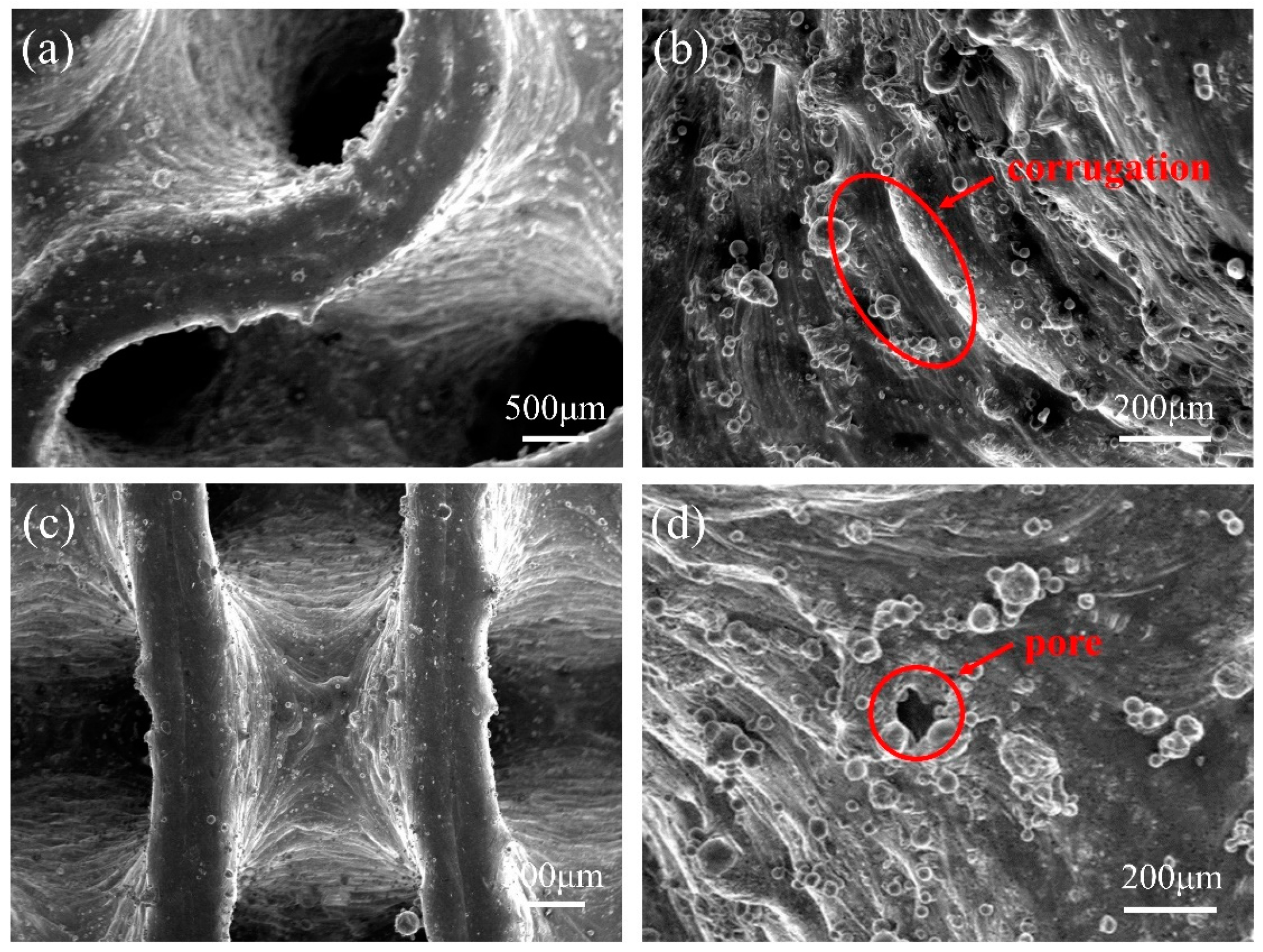
Figure 11.
Comparison diagram of simulation and experiment (a) Sk-G (b) Sk-D (c) Sh-G (d) Sh-D.

Figure 12.
Deformation comparison by simulation and experiment of skeletal TPMS structures.
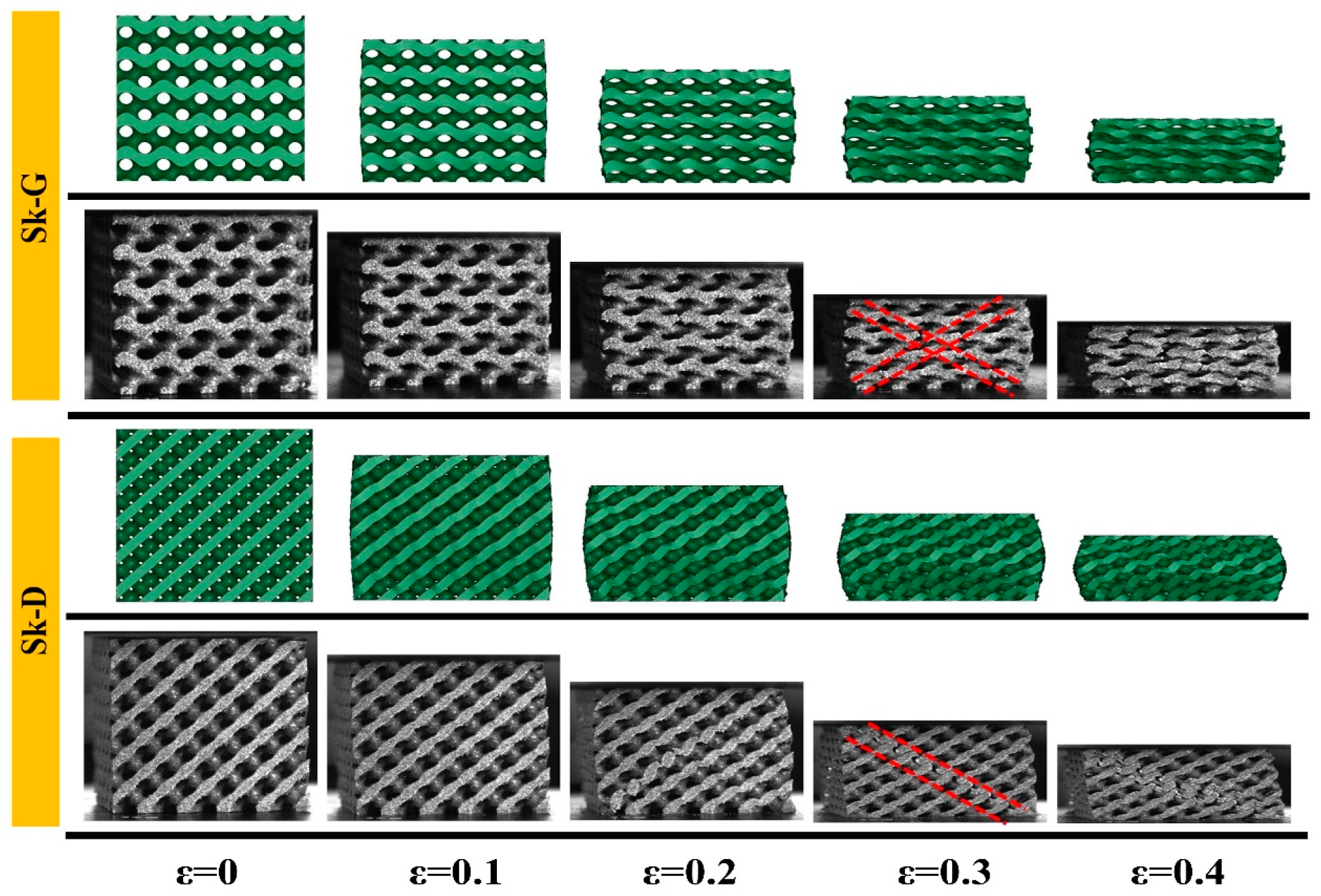
Figure 13.
Deformation comparison by simulation and experiment of sheet TPMS structures.
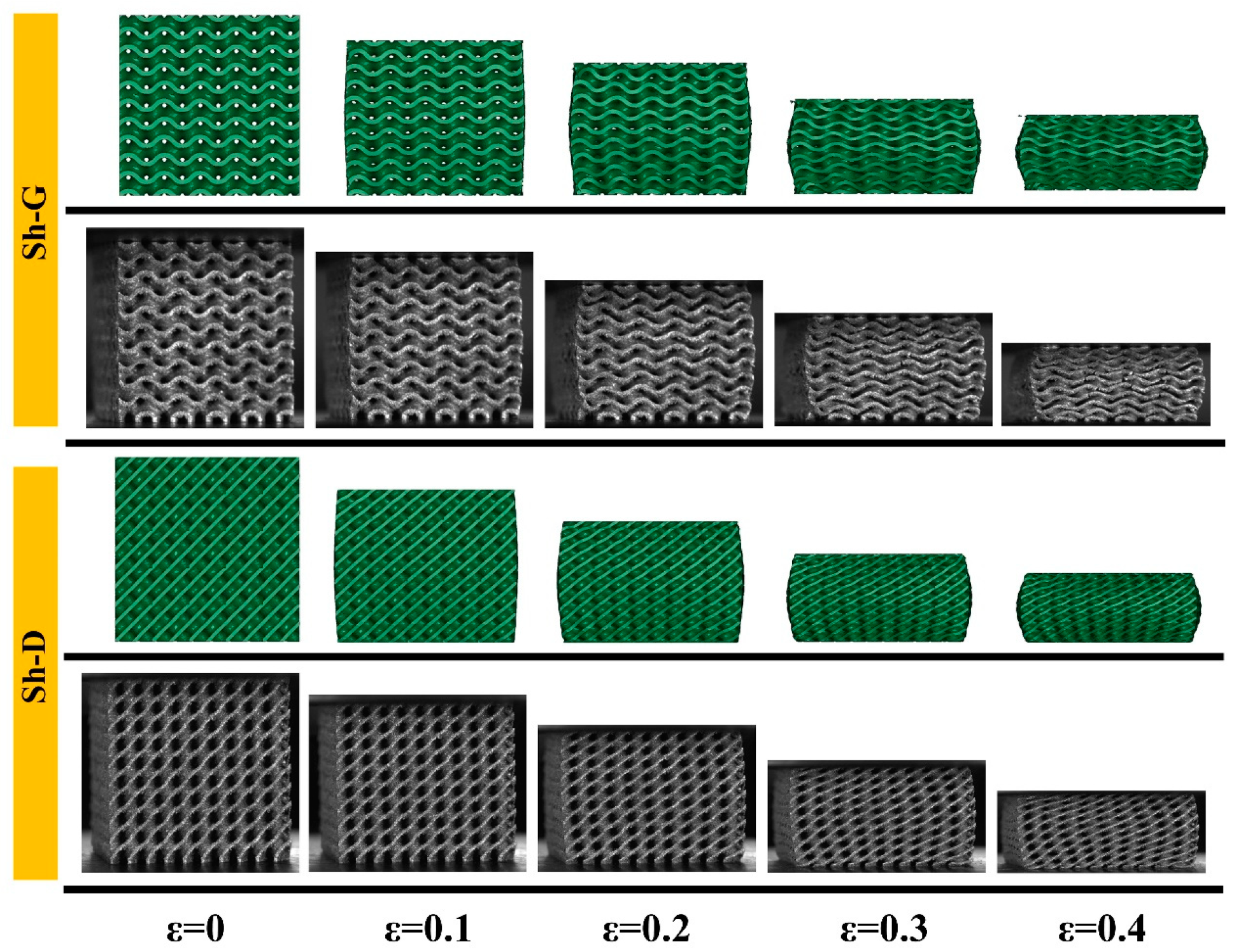
Figure 14.
(a) Stress–strain and (b) energy-absorbing curves of uniform TPMS structures.

Figure 15.
(a) Stress–strain and (b) energy absorbing curves of functionally graded TPMS structures.
Figure 15.
(a) Stress–strain and (b) energy absorbing curves of functionally graded TPMS structures.
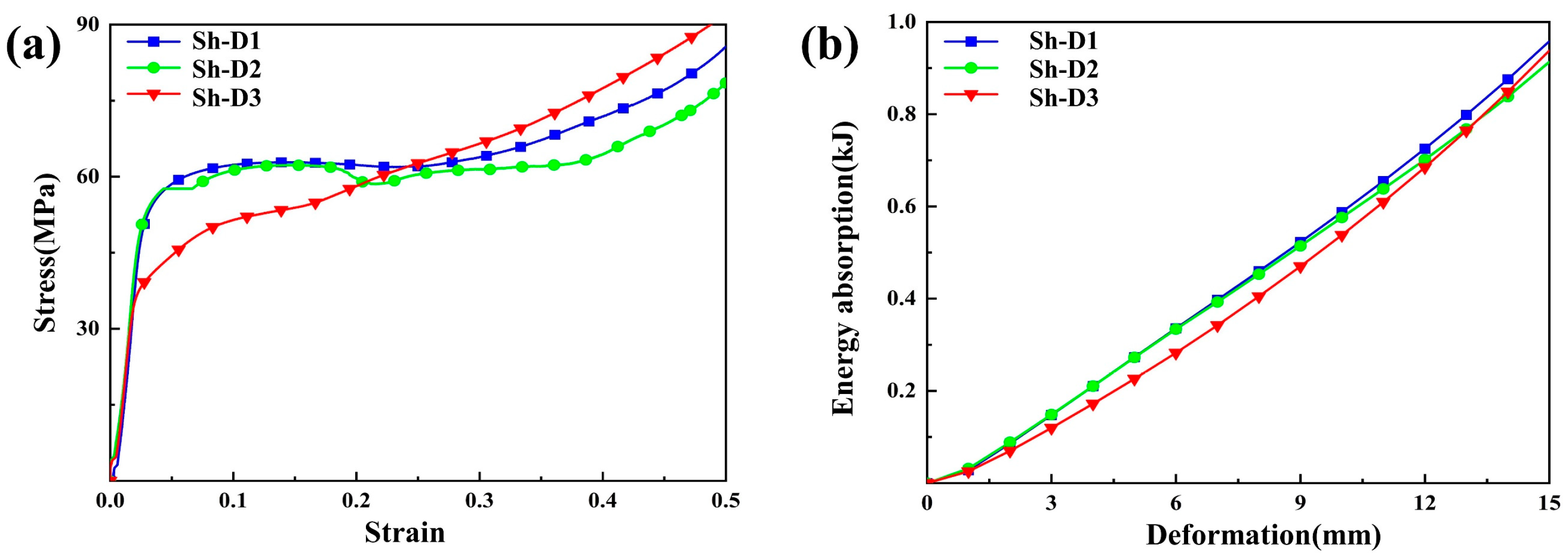
Figure 16.
Deformation processes of functionally graded sheet-TPMS structures.
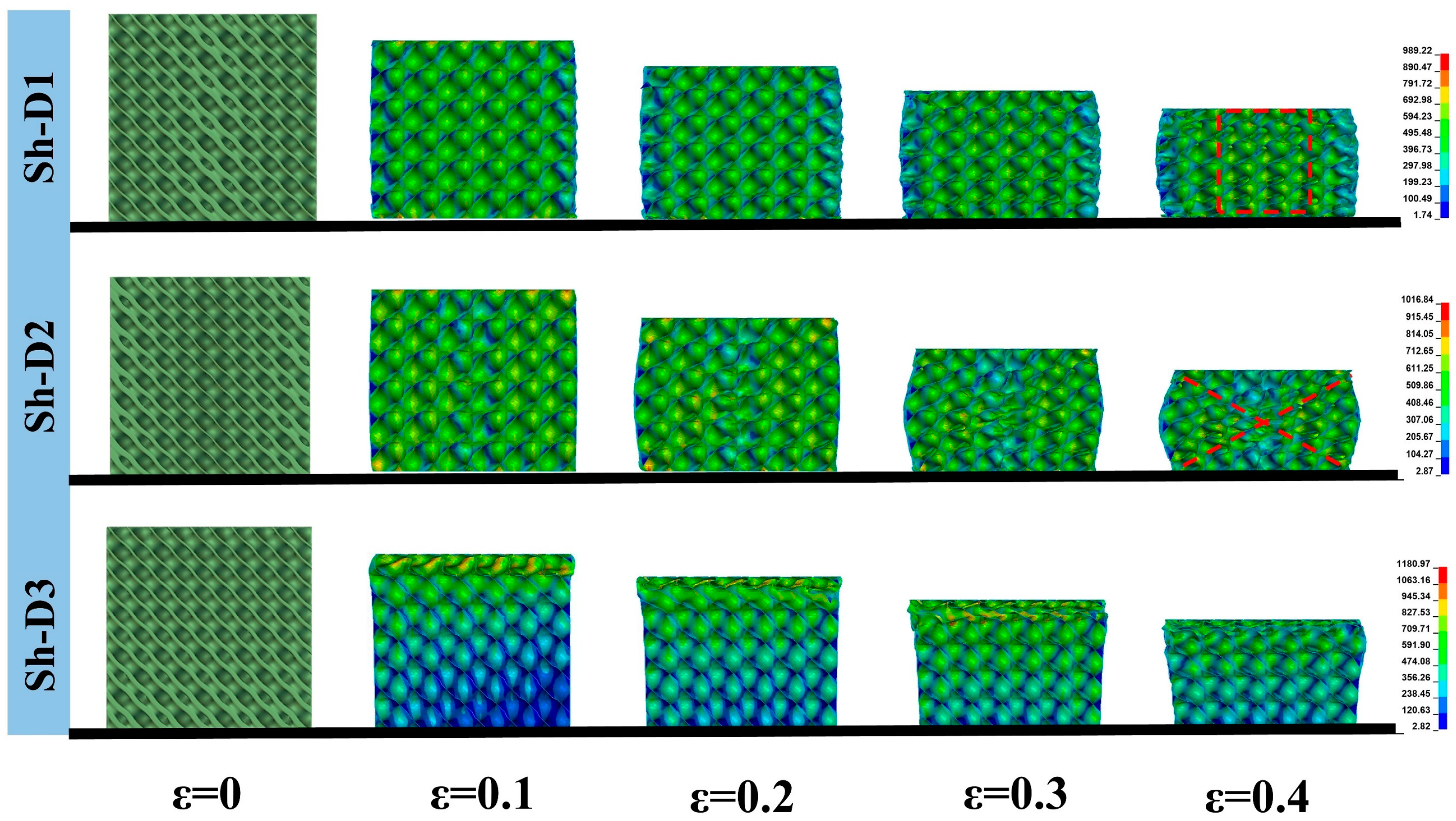
Figure 17.
DIC strain contours of functionally graded TPMS-based cellular structures.

Figure 18.
Comparison of the characteristics of TPMS structures: (a) SEA and EA, (b) MCF and PCF, (c) CFE.
Figure 18.
Comparison of the characteristics of TPMS structures: (a) SEA and EA, (b) MCF and PCF, (c) CFE.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Powdered AlSi10Mg’s chemical compositions (Wt. %).
| Elements | Al | Si | Mg | Fe | Zn | Mn | Ni |
|---|---|---|---|---|---|---|---|
| Wt.% | Rest | 9.2 | 0.48 | ≤0.84 | ≤0.25 | ≤0.21 | ≤0.17 |
Table 2.
Processing parameters for SLM.
| Parameters | Laser Power (w) | Scanning Speed (mm/s) | Hatch Spacing (µm) | Layer Thickness (µm) |
|---|---|---|---|---|
| Values | 300 | 1100 | 140 | 30 |
Table 3.
Comparison of designed and actual volume fractions of manufactured samples.
| Type | Actual Mass (g) | Error | ||
|---|---|---|---|---|
| Sk-G | 0.35 | 26.572 | 0.3538 | 1.08% |
| Sk-D | 0.35 | 26.408 | 0.3521 | 0.6% |
| Sh-G | 0.35 | 26.332 | 0.3519 | 0.54% |
| Sh-D | 0.35 | 26.432 | 0.3524 | 0.69% |
| Sh-D1 | 0.35 | 26.496 | 0.3528 | 0.8% |
| Sh-D2 | 0.35 | 26.561 | 0.3536 | 1.03% |
| Sh-D3 | 0.35 | 26.665 | 0.3541 | 1.17% |
Table 4.
Mechanical property parameters of AlSi10Mg.
| Material | Elastic Modulus | Yield Strength | Ultimate Strength | Ultimate Strain |
|---|---|---|---|---|
| AlSi10Mg | 25.4 GPa | 116 MPa | 180 MPa | 0.17 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Song, J.; Wang, M.; Li, D.; Zhang, J. Deformation and Energy Absorption Performance of Functionally Graded TPMS Structures Fabricated by Selective Laser Melting. Appl. Sci. 2024, 14, 2064. https://doi.org/10.3390/app14052064
AMA Style
Song J, Wang M, Li D, Zhang J. Deformation and Energy Absorption Performance of Functionally Graded TPMS Structures Fabricated by Selective Laser Melting. Applied Sciences. 2024; 14(5):2064. https://doi.org/10.3390/app14052064
Chicago/Turabian StyleSong, Jian, Mengkang Wang, Dongming Li, and Jun Zhang. 2024. "Deformation and Energy Absorption Performance of Functionally Graded TPMS Structures Fabricated by Selective Laser Melting" Applied Sciences 14, no. 5: 2064. https://doi.org/10.3390/app14052064
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.