

Encapsulation of Fennel Essential Oil in Calcium Alginate Microbeads via Electrostatic Extrusion
 , ,
, ,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Chemicals and Reagents
2.2. Material
2.3. Preparation of Emulsions
2.4. Electrostatic Extrusion
2.5. Characterization of Fennel EO Microbeads
2.5.1. Process Yield
2.5.2. Encapsulation Efficiency and Loading Capacity
2.5.3. Sphericity and Shrinkage Factor
2.5.4. Swelling Kinetics
2.5.5. Gas Chromatography–Mass Spectrometry Analysis
2.6. Experimental Design and Statistical Analysis
3. Results and Discussion
3.1. Process Yield
3.2. Encapsulation Efficiency and Loading Capacity
3.3. Sphericity and Shrinkage of the Microbeads
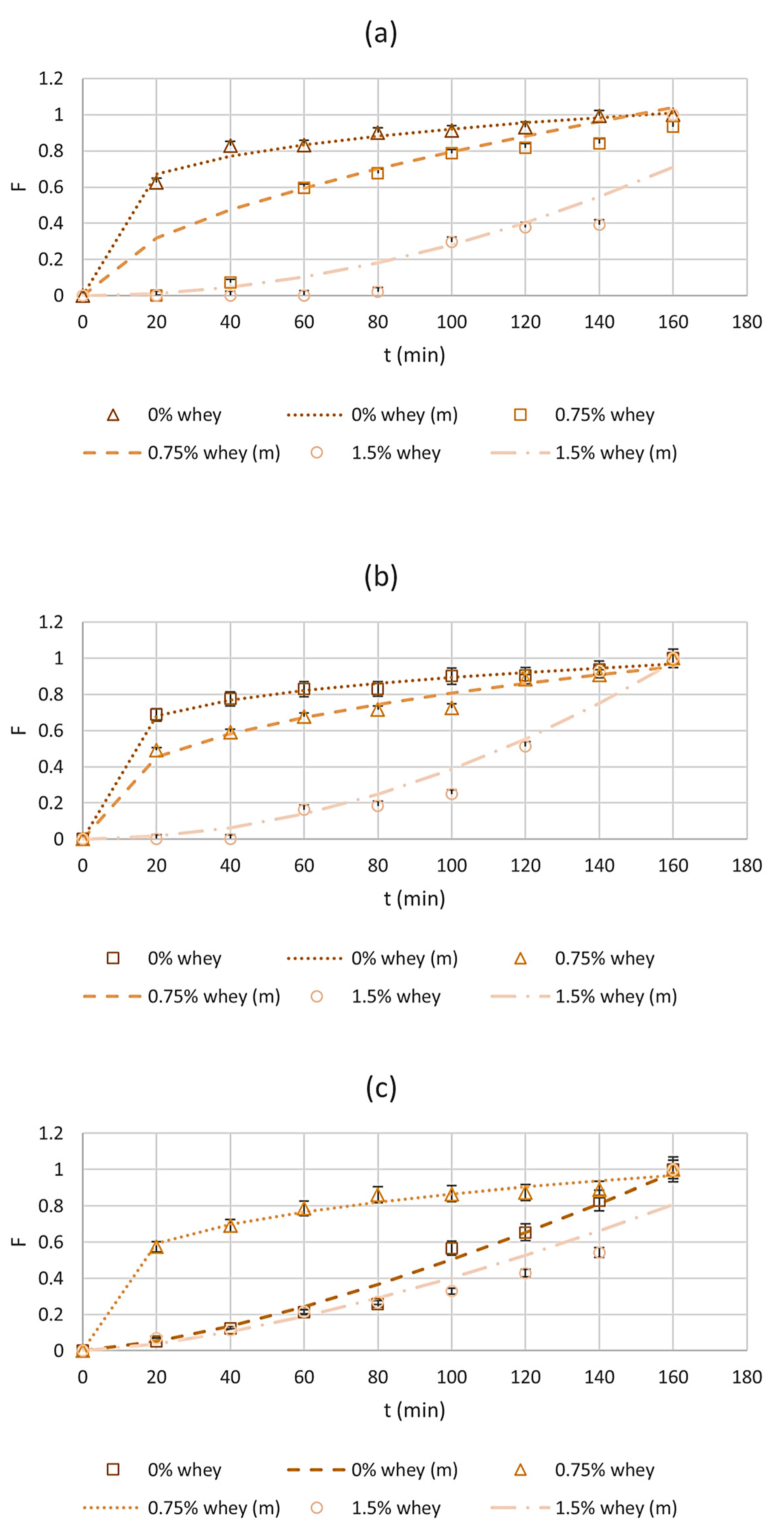
3.4. Swelling Kinetics
3.5. Characterization of the Essential Oil by GC-MS
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Marčac, N.; Balbino, S.; Tonković, P.; Medved, A.M.; Cegledi, E.; Dragović, S.; Dragović-Uzelac, V.; Repajić, M. Hydrodistillation and Steam Distillation of Fennel Seeds Essential Oil: Parameter Optimization and Application of Cryomilling Pretreatment. Processes 2023, 11, 2354. [Google Scholar] [CrossRef]
- Telci, I.; Demirtas, I.; Sahin, A. Variation in Plant Properties and Essential Oil Composition of Sweet Fennel (Foeniculum vulgare Mill.) Fruits during Stages of Maturity. Ind. Crop. Prod. 2009, 30, 126–130. [Google Scholar] [CrossRef]
- Rather, M.A.; Dar, B.A.; Sofi, S.N.; Bhat, B.A.; Qurishi, M.A. Foeniculum Vulgare: A Comprehensive Review of Its Traditional Use, Phytochemistry, Pharmacology, and Safety. Arab. J. Chem. 2016, 9, S1574–S1583. [Google Scholar] [CrossRef]
- Misharina, T.A.; Polshkov, A.N. Antioxidant Properties of Essential Oils: Autoxidation of Essential Oils from Laurel and Fennel and of Their Mixtures with Essential Oil from Coriander. Appl. Biochem. Microbiol. 2005, 41, 610–618. [Google Scholar] [CrossRef]
- Turek, C.; Stintzing, F.C. Stability of Essential Oils: A Review. Compr. Rev. Food Sci. Food Saf. 2013, 12, 40–53. [Google Scholar] [CrossRef]
- Bamidele, O.P.; Emmambux, M.N. Encapsulation of Bioactive Compounds by “Extrusion” Technologies: A Review. Crit. Rev. Food Sci. Nutr. 2021, 61, 3100–3118. [Google Scholar] [CrossRef]
- Anu Bhushani, J.; Anandharamakrishnan, C. Electrospinning and Electrospraying Techniques: Potential Food Based Applications. Trends Food Sci. Technol. 2014, 38, 21–33. [Google Scholar] [CrossRef]
- Manojlovic, V.; Rajic, N.; Djonlagic, J.; Obradovic, B.; Nedovic, V.; Bugarski, B. Application of Electrostatic Extrusion—Flavour Encapsulation and Controlled Release. Sensors 2008, 8, 1488–1496. [Google Scholar] [CrossRef]
- Pedrali, D.; Scarafoni, A.; Giorgi, A.; Lavelli, V. Binary Alginate-Whey Protein Hydrogels for Antioxidant Encapsulation. Antioxidants 2023, 12, 1192. [Google Scholar] [CrossRef]
- Gunasekaran, S.; Ko, S.; Xiao, L. Use of Whey Proteins for Encapsulation and Controlled Delivery Applications. J. Food Eng. 2007, 83, 31–40. [Google Scholar] [CrossRef]
- Lević, S.; Pajić Lijaković, I.; Đorđević, V.; Rac, V.; Rakić, V.; Šolević Knudsen, T.; Pavlović, V.; Bugarski, B.; Nedović, V. Characterization of Sodium Alginate/d-Limonene Emulsions and Respective Calcium Alginate/d-Limonene Beads Produced by Electrostatic Extrusion. Food Hydrocoll. 2015, 45, 111–123. [Google Scholar] [CrossRef]
- Volić, M.; Pajić-Lijaković, I.; Djordjević, V.; Knežević-Jugović, Z.; Pećinar, I.; Stevanović-Dajić, Z.; Veljović, Đ.; Hadnadjev, M.; Bugarski, B. Alginate/Soy Protein System for Essential Oil Encapsulation with Intestinal Delivery. Carbohydr. Polym. 2018, 200, 15–24. [Google Scholar] [CrossRef]
- Gallo, T.C.B.; Cattelan, M.G.; Alvim, I.D.; Nicoletti, V.R. Oregano Essential Oil Encapsulated in Alginate Beads: Release Kinetics as Affected by Electrostatic Interaction with Whey Proteins and Freeze-Drying. J. Food Process Preserv. 2020, 44, e14947. [Google Scholar] [CrossRef]
- Kalušević, A.; Nedović, V.; Nikšić, M.; Shamtsyan, M.; Šavikin, K.; Pljevljakušić, D.; Pantić, M.; Lević, S.; Salević, A.; Kokina, M. Characterization, Antioxidant and Antibacterial Activity of Essential Oils and Their Encapsulation into Biodegradable Material Followed by Freeze Drying. Food Technol. Biotechnol. 2019, 57, 282–289. [Google Scholar] [CrossRef]
- Benavides, S.; Cortés, P.; Parada, J.; Franco, W. Development of Alginate Microspheres Containing Thyme Essential Oil Using Ionic Gelation. Food Chem. 2016, 204, 77–83. [Google Scholar] [CrossRef]
- Chan, E.-S.; Lee, B.-B.; Ravindra, P.; Poncelet, D. Prediction Models for Shape and Size of Ca-Alginate Macrobeads Produced through Extrusion–Dripping Method. J. Colloid. Interface Sci. 2009, 338, 63–72. [Google Scholar] [CrossRef]
- Chan, E.-S.; Wong, S.-L.; Lee, P.-P.; Lee, J.-S.; Ti, T.B.; Zhang, Z.; Poncelet, D.; Ravindra, P.; Phan, S.-H.; Yim, Z.-H. Effects of Starch Filler on the Physical Properties of Lyophilized Calcium–Alginate Beads and the Viability of Encapsulated Cells. Carbohydr. Polym. 2011, 83, 225–232. [Google Scholar] [CrossRef]
- Kipcak, A.S.; Ismail, O.; Doymaz, I.; Piskin, S. Modeling and Investigation of the Swelling Kinetics of Acrylamide-Sodium Acrylate Hydrogel. J. Chem. 2014, 2014, 281063. [Google Scholar] [CrossRef]
- Bianchi, F.; Careri, M.; Mangia, A.; Musci, M. Retention Indices in the Analysis of Food Aroma Volatile Compounds in Temperature-programmed Gas Chromatography: Database Creation and Evaluation of Precision and Robustness. J. Sep. Sci. 2007, 30, 563–572. [Google Scholar] [CrossRef]
- Cáceres, L.M.; Velasco, G.A.; Dagnino, E.P.; Chamorro, E.R. Microencapsulation of Grapefruit Oil with Sodium Alginate by Gelation and Ionic Extrusion: Optimization and Modeling of Crosslinking and Study of Controlled Release Kinetics. Rev. Tecnol. Y Cienc. 2020, 41, 41–61. [Google Scholar] [CrossRef]
- Milivojević, M.; Popović, A.; Pajić-Lijaković, I.; Šoštarić, I.; Kolašinac, S.; Stevanović, Z.D. Alginate Gel-Based Carriers for Encapsulation of Carotenoids: On Challenges and Applications. Gels 2023, 9, 620. [Google Scholar] [CrossRef]
- Thanaruenin, P.; Sutthasupa, S.; Kanha, N.; Sangsuwan, J. Antioxidation Effect of Alginate Beads Containing Thyme, Rosemary or Geranium Essential Oils in Lard and Coconut Oil. Int. J. Food Sci. Technol. 2023, 58, 898–906. [Google Scholar] [CrossRef]
- Soliman, E.A.; El-Moghazy, A.Y.; El-Din, M.S.M.; Massoud, M.A. Microencapsulation of Essential Oils within Alginate: Formulation and in Vitro Evaluation of Antifungal Activity. J. Encapsulation Adsorpt. Sci. 2013, 3, 48–55. [Google Scholar] [CrossRef]
- Hosseini, S.M.; Hosseini, H.; Mohammadifar, M.A.; Mortazavian, A.M.; Mohammadi, A.; Khosravi-Darani, K.; Shojaee-Aliabadi, S.; Dehghan, S.; Khaksar, R. Incorporation of Essential Oil in Alginate Microparticles by Multiple Emulsion/Ionic Gelation Process. Int. J. Biol. Macromol. 2013, 62, 582–588. [Google Scholar] [CrossRef]
- Liu, X.; Qin, X.; Wang, Y.; Zhong, J. Physicochemical Properties and Formation Mechanism of Whey Protein Isolate-Sodium Alginate Complexes: Experimental and Computational Study. Food Hydrocoll. 2022, 131, 107786. [Google Scholar] [CrossRef]
- Mazza, K.E.L.; Costa, A.M.M.; da Silva, J.P.L.; Alviano, D.S.; Bizzo, H.R.; Tonon, R.V. Microencapsulation of Marjoram Essential Oil as a Food Additive Using Sodium Alginate and Whey Protein Isolate. Int. J. Biol. Macromol. 2023, 233, 123478. [Google Scholar] [CrossRef]
- do Vale Morais, A.R.; do Nascimento Alencar, É.; Xavier Júnior, F.H.; de Oliveira, C.M.; Marcelino, H.R.; Barratt, G.; Fessi, H.; do Egito, E.S.T.; Elaissari, A. Freeze-Drying of Emulsified Systems: A Review. Int. J. Pharm. 2016, 503, 102–114. [Google Scholar] [CrossRef]
- Anani, J.; Noby, H.; Zkria, A.; Yoshitake, T.; ElKady, M. Monothetic Analysis and Response Surface Methodology Optimization of Calcium Alginate Microcapsules Characteristics. Polymers 2022, 14, 709. [Google Scholar] [CrossRef]
- Lee, B.B.; Ravindra, P.; Chan, E.S. Size and Shape of Calcium Alginate Beads Produced by Extrusion Dripping. Chem. Eng. Technol. 2013, 36, 1627–1642. [Google Scholar] [CrossRef]
- Abaee, A.; Mohammadian, M.; Jafari, S.M. Whey and Soy Protein-Based Hydrogels and Nano-Hydrogels as Bioactive Delivery Systems. Trends Food Sci. Technol. 2017, 70, 69–81. [Google Scholar] [CrossRef]
- Trifković, K.T.; Milašinović, N.Z.; Djordjević, V.B.; Krušić, M.T.K.; Knežević-Jugović, Z.D.; Nedović, V.A.; Bugarski, B.M. Chitosan Microbeads for Encapsulation of Thyme (Thymus serpyllum L.) Polyphenols. Carbohydr. Polym. 2014, 111, 901–907. [Google Scholar] [CrossRef]
- Santagapita, P.R.; Mazzobre, M.F.; Buera, M.P. Formulation and Drying of Alginate Beads for Controlled Release and Stabilization of Invertase. Biomacromolecules 2011, 12, 3147–3155. [Google Scholar] [CrossRef] [PubMed]
- Masson, G.; Jost, R. A Study of Oil-in-Water Emulsions Stabilized by Whey Proteins. Colloid. Polym. Sci. 1986, 264, 631–638. [Google Scholar] [CrossRef]
- Álvarez-Castillo, E.; Aguilar, J.M.; Bengoechea, C.; López-Castejón, M.L.; Guerrero, A. Rheology and Water Absorption Properties of Alginate–Soy Protein Composites. Polymers 2021, 13, 1807. [Google Scholar] [CrossRef]
- Huertas, S.P.; Terpiłowski, K.; Tomczyńska-Mleko, M.; Wesołowska-Trojanowska, M.; Kawecka-Radomska, M.; Nastaj, M.; Mleko, S.; Pl, M. Surface Properties of Whey Protein Gels. J. Chem. Soc. Pak. 2019, 41, 956–965. [Google Scholar]
- Setapa, A.; Ahmad, N.; Mohd Mahali, S.; Mohd Amin, M.C.I. Mathematical Model for Estimating Parameters of Swelling Drug Delivery Devices in a Two-Phase Release. Polymer 2020, 12, 2921. [Google Scholar] [CrossRef] [PubMed]
- Peppas, N.A.; Korsmeyer, R.W. Dynamically Swelling Hydrogels in Controlled Release Applications. Hydrogels Med. Pharm. 1986, 3, 109–136. [Google Scholar]
- Malekjani, N.; Jafari, S.M. Modeling the Release of Food Bioactive Ingredients from Carriers/Nanocarriers by the Empirical, Semiempirical, and Mechanistic Models. Compr. Rev. Food Sci. Food Saf. 2021, 20, 3–47. [Google Scholar] [CrossRef]
- Savić Gajić, I.M.; Savić, I.M.; Svirčev, Z. Preparation and Characterization of Alginate Hydrogels with High Water-Retaining Capacity. Polymers 2023, 15, 2592. [Google Scholar] [CrossRef]
- Chang, S.; Mohammadi Nafchi, A.; Karim, A.A. Chemical Composition, Antioxidant Activity and Antimicrobial Properties of Three Selected Varieties of Iranian Fennel Seeds. J. Essent. Oil Res. 2016, 28, 357–363. [Google Scholar] [CrossRef]
- Sayed Ahmad, B.; Talou, T.; Saad, Z.; Hijazi, A.; Cerny, M.; Kanaan, H.; Chokr, A.; Merah, O. Fennel Oil and By-Products Seed Characterization and Their Potential Applications. Ind. Crop. Prod. 2018, 111, 92–98. [Google Scholar] [CrossRef]
- Repajić, M.; Elez Garofulić, I.; Marčac Duraković, N.; Balun, M.; Cegledi, K.; Cegledi, E.; Dobroslavić, E.; Dragović-Uzelac, V. Physico-Chemical Characterization of Encapsulated Fennel Essential Oil under the Influence of Spray-Drying Conditions. Processes 2024, 12, 577. [Google Scholar] [CrossRef]
- Marques, G.R.; de Barros Fernandesa, R.V.; Lago, A.M.T.; Borges, S.V.; Bertolucci, S.K.V.; de Jesus Boari Lima, A.; Botrel, D.A. Spray-Dried Thyme Essential Oil Microparticles Using Different Polymeric Matrices. Dry. Technol. 2021, 39, 1883–1894. [Google Scholar] [CrossRef]
- Özkan-Karabacak, A.; Özcan-Sinir, G.; Utku Copur, O. Effects of Drying Methods on the Composition of Volatile Compounds in Fruits and Vegetables. In Flavor Science; Siegmund, B., Leitner, E., Eds.; Technischen Universität Graz: Graz, Austria, 2018; pp. 95–98. [Google Scholar]
- Gardeli, C.; Evageliou, V.; Poulos, C.; Yanniotis, S.; Komaitis, M. Drying of Fennel Plants: Oven, Freeze Drying, Effect of Freeze-Drying Time, and Use of Biopolymers. Dry. Technol. 2010, 28, 542–549. [Google Scholar] [CrossRef]
- Krokida, M.K.; Philippopoulos, C. Volatility of Apples during Air and Freeze Drying. J. Food Eng. 2006, 73, 135–141. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Sample | Drying Type | Alginate (%, w/v) | Whey Protein (%, w/v) | Yield (%) | Encapsulation Efficiency (%) | Loading Capacity (%) | Sphericity Factor (Wet) | Sphericity Factor (Dry) | Shrinkage Factor |
|---|---|---|---|---|---|---|---|---|---|
| 1 | Air-drying | 1 | 0 | 48.19 ± 1.36 | 15.46 ± 0.44 | 61.27 ± 1.74 | 0.06 ± 0.00 | 0.09 ±0.00 | 0.34 ± 0.01 |
| 2 | 0.75 | 49.67 ± 1.40 | 18.01 ± 0.52 | 64.69 ± 1.84 | 0.05 ± 0.00 | 0.15 ± 0.01 | 0.46 ± 0.02 | ||
| 3 | 1.5 | 39.10 ± 1.11 | 16.85 ± 0.49 | 63.08 ± 1.81 | 0.04 ± 0.00 | 0.11 ± 0.01 | 0.45 ± 0.01 | ||
| 4 | 1.5 | 0 | 46.91 ± 1.33 | 16.82 ± 0.48 | 53.13 ± 1.52 | 0.07 ± 0.00 | 0.15 ± 0.01 | 0.48 ± 0.02 | |
| 5 | 0.75 | 49.30 ± 1.39 | 18.91 ± 0.55 | 56.47 ± 1.61 | 0.03 ± 0.00 | 0.17 ± 0.01 | 0.50 ± 0.02 | ||
| 6 | 1.5 | 51.73 ± 1.46 | 15.92 ± 0.46 | 51.65 ± 1.47 | 0.05 ± 0.00 | 0.22 ± 0.01 | 0.55 ± 0.03 | ||
| 7 | 2 | 0 | 52.92 ± 1.50 | 13.05 ± 0.38 | 39.63 ± 1.14 | 0.06 ± 0.00 | 0.12 ± 0.01 | 0.52 ± 0.03 | |
| 8 | 0.75 | 56.68 ± 1.60 | 13.45 ± 0.39 | 42.01 ± 1.21 | 0.06 ± 0.00 | 0.06 ± 0.00 | 0.50 ± 0.03 | ||
| 9 | 1.5 | 51.82 ± 1.47 | 16.69 ± 0.48 | 45.80 ± 1.31 | 0.03 ± 0.00 | 0.07 ± 0.00 | 0.51 ± 0.03 | ||
| 10 | Freeze-drying | 1 | 0 | 43.42 ± 1.23 | 6.16 ± 0.18 | 37.88 ± 1.08 | 0.09 ± 0.00 | 0.18 ± 0.01 | 0.17 ± 0.01 |
| 11 | 0.75 | 37.75 ± 1.07 | 6.45 ± 0.18 | 39.54 ± 1.13 | 0.05 ± 0.00 | 0.14 ± 0.01 | 0.23 ± 0.01 | ||
| 12 | 1.5 | 52.05 ± 1.47 | 42.78 ± 1.20 | 82.60 ± 2.33 | 0.03 ± 0.00 | 0.10 ± 0.00 | 0.17 ± 0.01 | ||
| 13 | 1.5 | 0 | 47.38 ± 1.34 | 27.58 ± 0.79 | 65.17 ± 1.85 | 0.03 ± 0.00 | 0.11 ± 0.01 | 0.24 ± 0.01 | |
| 14 | 0.75 | 50.70 ± 1.43 | 51.95 ± 1.51 | 78.28 ± 2.23 | 0.05 ± 0.00 | 0.08 ± 0.01 | 0.20 ± 0.01 | ||
| 15 | 1.5 | 47.57 ± 1.35 | 29.00 ± 0.83 | 66.31 ± 1.88 | 0.06 ± 0.00 | 0.09 ± 0.01 | 0.29 ± 0.01 | ||
| 16 | 2 | 0 | 53.01 ± 1.50 | 31.04 ± 0.90 | 61.18 ± 1.75 | 0.05 ± 0.00 | 0.14 ± 0.01 | 0.36 ± 0.02 | |
| 17 | 0.75 | 54.50 ± 1.54 | 23.94 ± 0.70 | 54.55 ± 1.56 | 0.06 ± 0.00 | 0.15 ± 0.01 | 0.29 ± 0.03 | ||
| 18 | 1.5 | 56.97 ± 1.61 | 36.61 ± 1.06 | 65.57 ± 1.87 | 0.04 ± 0.00 | 0.13 ± 0.00 | 0.34 ± 0.04 |
| Source of Variation | N | Yield (%) | Encapsulation Efficiency (%) | Loading Capacity (%) |
|---|---|---|---|---|
| Alginate (%, w/v) | p < 0.01 * | p = 0.17 | p = 0.14 | |
| 1 | 24 | 45.03 ± 1.64 a | 17.78 ± 3.63 a | 58.55 ± 4.63 a |
| 1.5 | 24 | 48.93 ± 0.62 b | 27.17 ± 3.84 a | 62.20 ± 2.79 a |
| 2 | 24 | 54.32 ± 0.67 c | 23.09 ± 2.77 a | 52.13 ± 2.93 a |
| Whey protein (%, w/v) | p = 0.83 | p = 0.29 | p = 0.18 | |
| 0 | 24 | 48.64 ± 1.07 a | 18.69 ± 2.62 a | 53.47 ± 3.22 a |
| 0.75 | 24 | 49.76 ± 1.83 a | 22.70 ± 4.46 a | 56.52 ± 3.96 a |
| 1.5 | 24 | 49.87 ± 1.70 a | 26.65 ± 3.17 a | 62.90 ± 3.50 a |
| Alginate (%, w/v)/ | ||||
| Whey protein (%, w/v) | p = 0.87 | p = 0.04 * | p = 0.03 * | |
| 1/0 | 8 | 45.81 ± 1.48 a | 10.90 ± 2.69 a | 49.81 ± 6.72 a |
| 1/0.75 | 8 | 43.71 ± 3.48 a | 12.52 ± 3.42 a | 52.66 ± 7.28 a |
| 1/1.5 | 8 | 45.58 ± 3.78 a | 29.91 ± 7.19 b | 73.19 ± 5.42 b |
| p = 0.11 | p = 0.04 * | p = 0.03 * | ||
| 1.5/0 | 8 | 47.14 ± 0.56 a | 22.47 ± 3.09 a | 59.48 ± 2.47 a |
| 1.5/0.75 | 8 | 50.00 ± 0.70 a | 36.34 ± 4.84 b | 67.86 ± 4.32 b |
| 1.5/1.5 | 8 | 49.65 ± 1.33 a | 22.70 ± 3.77 a | 59.26 ± 2.21 a |
| p = 0.30 | p = 0.53 | p = 0.63 | ||
| 2/0 | 8 | 52.97 ± 0.61 a | 22.69 ± 5.34 a | 51.11 ± 6.23 a |
| 2/0.75 | 8 | 55.59 ± 0.90 a | 19.25 ± 3.09 a | 49.03 ± 3.62 a |
| 2/1.5 | 8 | 54.39 ± 1.61 a | 27.33 ± 5.96 a | 56.25 ± 5.78 a |
| Drying type | - | p < 0.01 * | p = 0.06 | |
| Air-drying | 36 | 16.20 ± 0.45 a | 53.63 ± 3.48 a | |
| Freeze-drying | 36 | 28.40 ± 3.52 b | 61.62 ± 2.09 a | |
| Mean | 72 | 49.43 ± 0.87 | 22.30 ± 2.01 | 57.14 ± 2.13 |
| Source of Variation | N | Sphericity Factor (Wet) | Sphericity Factor (Dry) | Shrinkage Factor |
|---|---|---|---|---|
| Alginate (%, w/v) | p = 0.93 | p = 0.03 * | p < 0.01 * | |
| 1.0 | 360 | 0.05 ± 0.00 a | 0.13 ± 0.00 b | 0.30 ± 0.00 a |
| 1.5 | 360 | 0.05 ± 0.00 a | 0.14 ± 0.00 b | 0.38 ± 0.01 b |
| 2.0 | 360 | 0.05 ± 0.00 a | 0.11 ± 0.00 a | 0.42 ± 0.02 b |
| Whey protein (%, w/v) | p < 0.01 * | p = 0.65 | p = 0.39 | |
| 0 | 360 | 0.06 ± 0.00 b | 0.13 ± 0.00 a | 0.35 ± 0.00 a |
| 0.75 | 360 | 0.05 ± 0.00 a.b | 0.13 ± 0.00 a | 0.36 ± 0.01 a |
| 1.5 | 360 | 0.04 ± 0.00 a | 0.12 ± 0.00 a | 0.39 ± 0.02 a |
| Alginate (%, w/v)/Whey protein (%, w/v) | p = 0.02 * | p = 0.30 | p < 0.01 * | |
| 1/0 | 120 | 0.07 ± 0.01 b | 0.14 ± 0.03 a | 0.25 ± 0.02 a |
| 1/0.75 | 120 | 0.04 ± 0.01 a | 0.15 ± 0.01 a | 0.35 ± 0.01 b |
| 1/1.5 | 120 | 0.03 ± 0.01 a | 0.12 ± 0.03 a | 0.21 ± 0.02 a |
| p = 0.24 | p = 0.69 | p = 0.06 | ||
| 1.5/0 | 120 | 0.06 ± 0.01 a | 0.14 ± 0.02 a | 0.50 ± 0.01 a |
| 1.5/0.75 | 120 | 0.05 ± 0.01 a | 0.12 ± 0.02 a | 0.50 ± 0.01 a |
| 1.5/1.5 | 120 | 0.04 ± 0.01 a | 0.14 ± 0.02 a | 0.53 ± 0.01 a |
| p < 0.01 * | p = 0.01 * | p = 0.88 | ||
| 2/0 | 120 | 0.07 ± 0.01 b | 0.15 ± 0.01 b | 0.35 ± 0.04 a |
| 2/0.75 | 120 | 0.05 ± 0.01 a | 0.10 ± 0.02 a | 0.37 ± 0.03 a |
| 2/1.5 | 120 | 0.03 ± 0.01 a | 0.09 ± 0.02 a | 0.34 ± 0.04 a |
| Drying type | - | p = 0.72 | p < 0.01 * | |
| Air-drying | 540 | 0.13 ± 0.00 a | 0.48 ± 0.00 b | |
| Freeze-drying | 540 | 0.13 ± 0.00 a | 0.26 ± 0.00 a | |
| Mean | 1080 | 0.05 ± 0.00 | 0.13 ± 0.01 | 0.37 ± 0.02 |
| Alginate (%, w/v) | Whey Protein (%, w/v) | k | n | R2 |
|---|---|---|---|---|
| 1 | 0 | 0.3743 | 0.1957 | 0.9605 |
| 0.75 | 0.0583 | 0.5675 | 0.9188 | |
| 1.5 | 3.22 × 10−5 | 1.9704 | 0.9358 | |
| 1.5 | 0 | 0.4129 | 0.1678 | 0.9803 |
| 0.75 | 0.1572 | 0.3549 | 0.9715 | |
| 1.5 | 4.36 × 10−5 | 1.9737 | 0.9776 | |
| 2 | 0 | 0.0007 | 1.425509 | 0.9914 |
| 0.75 | 0.2918 | 0.235893 | 0.9722 | |
| 1.5 | 0.0004 | 1.4777 | 0.9436 |
| No. | Compound | RI | RT | p-Value | Initial Fennel EO | Encapsulated Fennel EO | |
|---|---|---|---|---|---|---|---|
| mg/mL | |||||||
| Monoterpene hydrocarbons | |||||||
| 1 | α-Pinene | 937 | 5.030 | <0.001 * | 68.14 ± 0.60 b | 12.14 ± 0.09 a | |
| 2 | Camphene | 953 | 5.398 | <0.001 * | 1.84 ± 0.06 b | 0.72 ± 0.02 a | |
| 3 | Sabinene | 976 | 6.002 | <0.001 * | 0.63 ± 0.01 b | 0.42 ± 0.01 a | |
| 4 | β-Pinene | 980 | 6.109 | <0.001 * | 2.79 ± 0.03 b | 1.01 ± 0.03 a | |
| 5 | Myrcene | 992 | 6.459 | <0.001 * | 10.63 ± 0.14 b | 3.96 ± 0.01 a | |
| 6 | α-Phellandrene | 1006 | 6.862 | <0.001 * | 6.12 ± 0.04 b | 2.70 ± 0.03 a | |
| 7 | α-Terpinene | 1019 | 7.236 | <0.001 * | 1.19 ± 0.01 b | 0.48 ± 0.05 a | |
| 8 | p-Cymene | 1027 | 7.479 | <0.001 * | 1.73 ± 0.01 b | 1.05 ± 0.01 a | |
| 9 | D-Limonene | 1031 | 7.609 | <0.001 * | 30.15 ± 0.32 b | 7.78 ± 0.08 a | |
| 11 | γ-Terpinene | 1062 | 8.605 | <0.001 * | 2.00 ± 0.02 b | 1.41 ± 0.01 a | |
| 12 | cis-Sabinene hydrate | 1070 | 8.902 | 0.002 * | 0.43 ± 0.01 b | 0.38 ± 0.01 a | |
| Oxygenated monoterpenes | |||||||
| 10 | Eucalyptol | 1034 | 7.704 | <0.001 * | 0.71 ± 0.06 b | 0.34 ± 0.01 a | |
| 13 | L-Fenchone | 1089 | 9.643 | <0.001 * | 155.50 ± 1.23 b | 88.47 ± 0.69 a | |
| 14 | Camphor | 1146 | 11.742 | <0.001 * | 2.06 ± 0.02 b | 1.39 ± 0.03 a | |
| 16 | Carvone | 1243 | 15.684 | 0.404 | 1.17 ± 0.02 a | 1.15 ± 0.03 a | |
| Phenylpropanoids | |||||||
| 15 | Estragole | 1198 | 13.923 | <0.001 * | 31.29 ± 0.22 b | 19.54 ± 0.21 a | |
| 18 | trans-Anethole | 1288 | 17.605 | <0.001 * | 646.53 ± 4.38 b | 541.85 ± 3.27 a | |
| Others | |||||||
| 17 | p-Anisaldehyde | 1255 | 16.176 | <0.001 * | 20.00 ± 0.19 b | 7.56 ± 0.04 a | |
| Total (%) | Monoterpene hydrocarbons | <0.001 * | 12.78 ± 0.01 b | 4.63 ± 0.04 a | |||
| Oxygenated monoterpenes | <0.001 * | 16.22 ± 0.02 b | 13.19 ± 0.07 a | ||||
| Phenylpropanoids | <0.001 * | 68.96 ± 0.02 a | 81.09 ± 0.09 b | ||||
| Others | <0.001 * | 2.04 ± 0.01 b | 1.09 ± 0.01 a | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dobroslavić, E.; Cegledi, E.; Robić, K.; Elez Garofulić, I.; Dragović-Uzelac, V.; Repajić, M. Encapsulation of Fennel Essential Oil in Calcium Alginate Microbeads via Electrostatic Extrusion. Appl. Sci. 2024, 14, 3522. https://doi.org/10.3390/app14083522
Dobroslavić E, Cegledi E, Robić K, Elez Garofulić I, Dragović-Uzelac V, Repajić M. Encapsulation of Fennel Essential Oil in Calcium Alginate Microbeads via Electrostatic Extrusion. Applied Sciences. 2024; 14(8):3522. https://doi.org/10.3390/app14083522
Chicago/Turabian StyleDobroslavić, Erika, Ena Cegledi, Katarina Robić, Ivona Elez Garofulić, Verica Dragović-Uzelac, and Maja Repajić. 2024. "Encapsulation of Fennel Essential Oil in Calcium Alginate Microbeads via Electrostatic Extrusion" Applied Sciences 14, no. 8: 3522. https://doi.org/10.3390/app14083522