
Barley Malt as a Binder for Moulding Sands—Gas Evolution and Surface Quality of Iron Castings
by
 , , , and
, , , and
Daniel Nowak
1,*,
Artur Bobrowski
2,
Bartłomiej Samociuk
1,
Sylwia Żymankowska-Kumon
2 and
Daniel Medyński
3 1
Faculty of Mechanical Engineering, Wroclaw University of Science and Technology, Wybrzeże Wyspiańskiego 27, 50-370 Wroclaw, Poland
2
Faculty of Foundry Engineering, AGH University of Krakow, Reymonta 23, 30-059 Krakow, Poland
3
Faculty of Technical and Economic Sciences, Witelon Collegium State University, Sejmowa 5A, 59-220 Legnica, Poland
*
Author to whom correspondence should be addressed.
Appl. Sci. 2024, 14(9), 3560; https://doi.org/10.3390/app14093560
Submission received: 5 March 2024
/
Revised: 25 March 2024
/
Accepted: 29 March 2024
/
Published: 23 April 2024
(This article belongs to the Section Materials Science and Engineering)
Abstract
:The requirements placed on the foundry industry are mainly related to the need to maintain an appropriate quality–price ratio of the product and to maintain an appropriate production regime that takes into account modern legal solutions related to environmental protection. This work is part of the trend of searching for new or previously unused materials from renewable sources in moulding sand technology. This article concerns the possibility of using barley malt in moulding material technology as a binding material. The presented work contains the results of research on the release of gases during casting, where high temperatures cause the decomposition of chemical substances. The tests confirmed that moulding sands with barley malt as a binder do not cause excessive emissions of harmful gaseous products when pouring moulds with liquid casting alloy. The volume of gases formed was smaller than that of commonly used moulding sands with other binders. The total volume of gases produced and the kinetics of their release indicate that casting in this type of moulding sand did not cause any technological inconvenience or casting defects of gaseous origin. This was confirmed by research involving obtaining iron castings in industrial conditions using barley malt as a binder in moulding sand technology, which were then subjected to visual assessment and roughness analysis.
1. Introduction
The requirements placed on the foundry industry are mainly related to the need to maintain an appropriate quality–price ratio of the product and to maintain an appropriate production regime that takes into account modern legal solutions related to environmental protection [1,2,3,4]. The following work is part of the trend of searching for new or previously unused materials from renewable sources in moulding sand technology [4,5,6,7,8,9]. This trend is related to a change in awareness of the management of Earth’s resources. This article concerns the possibility of using barley malt in moulding material technology as a stand-alone binding material. In their previous research, the authors showed that barley malt can be used as an independent binder in moulding sand technology [9,10]. For the experimental barley malt mass analysed in these works, test cast iron castings were also made in the laboratory. Additionally, castings were made in industrial conditions, where an additional coating was applied to the mould cavity. Since barley malt has not been used in moulding sand technology so far, an analysis of gases that are usually produced when pouring liquid metal into casting moulds was performed. The determination of the gases produced was important because organic binders, due to their specificity, undergo thermal decomposition during pouring.
The analysis of gases generated during pouring allows us to assume the possible harmfulness of gases from the combustion of barley malt. According to current knowledge, organic materials undergo thermal decomposition, among others, to carbon compounds. In the case of malt, these will mainly be carbon oxides such as CO2 (full combustion). During the combustion process, large volumes of gases may be produced. Considering the fact that barley malt is a material commonly used in the food and pharmaceutical industries, this type of marking might seem unnecessary, especially due to the restrictive regulations applicable to the pharmaceutical industry regarding the harmfulness of the materials used. However, it should be taken into account that in food and pharmaceutical applications, barley malt is not usually exposed to the high temperatures required when pouring moulds with liquid casting alloy. High temperatures cause thermal decomposition of barley malt, which is confirmed by the intense smell that is emitted during pouring and cooling of castings made with barley malt. Therefore, research was carried out on the analysis of gases from the combustion of barley malt.
The presented work contains the results of research on the release of gases during casting, where high temperatures cause the decomposition of chemical substances. The work also includes making iron castings in industrial conditions, using barley malt in moulding materials technology. In order to determine the possibility of using barley malt in foundry technology, the casts were subjected to visual assessment and roughness analysis.
Previously [10], classic moulding sands with bentonite were analysed. The tests determined that the gaseous substances released from the heating of the above-mentioned masses are gases such as: CO, CO2, NH3, HCN, SO2, H2S, PH3, phenol, formaldehyde, benzene, toluene, ethylbenzene, xylenes, isocyanates, polycyclic aromatic hydrocarbons (PAHs), and dioxins.
The presented research used gravimetric and gas research methods, i.e., methods that make it possible to determine the temperature range in which specific chemical compounds are released as well as determine their quantity. In the following work, the mass with an organic binder in the form of barley malt was analysed.
2. Materials and Methods
The starting material for the tests was quartz sand from the Grudzień Las mine with a sand matrix fraction defined as medium sand according to the standard [11].
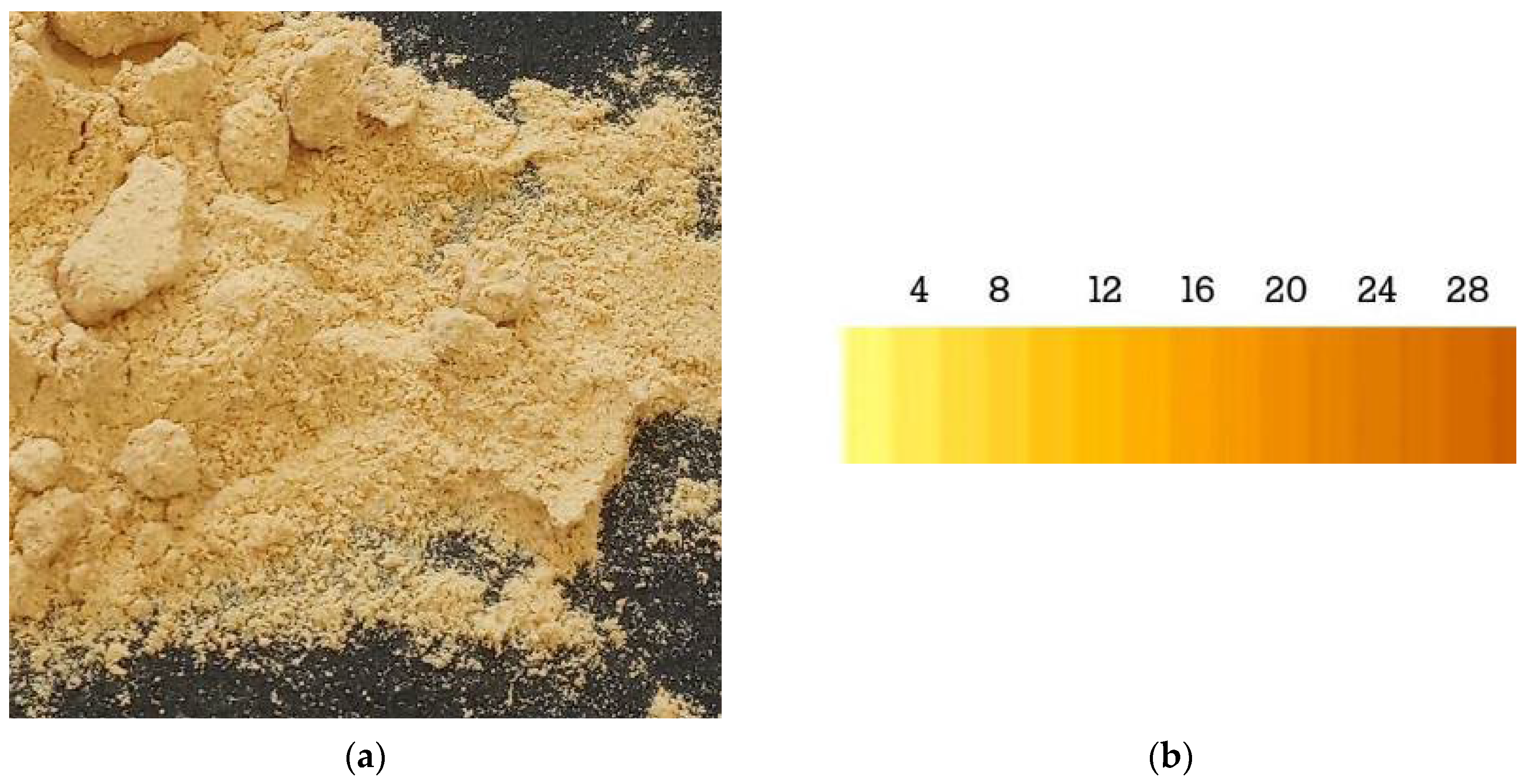
Pilsner-type barley malt was used during the tests (Figure 1). This malt was characterized by:
- ▪
- pH of 5.6;
- ▪
- a colour with a colour unit of 2.4 EBC;
- ▪
- extractivity of 88.5% (this is a value indicating the amount of substance that can be extracted into an aqueous solution, the so-called wort, in the mashing process without the use of enzyme preparations).
Figure 1.
The malt used: (a) powder form; (b) excerpt from the ECB unit scale developed by the European Brewery Convention limited to determining the colour of the analysed malt.
Figure 1.
The malt used: (a) powder form; (b) excerpt from the ECB unit scale developed by the European Brewery Convention limited to determining the colour of the analysed malt.

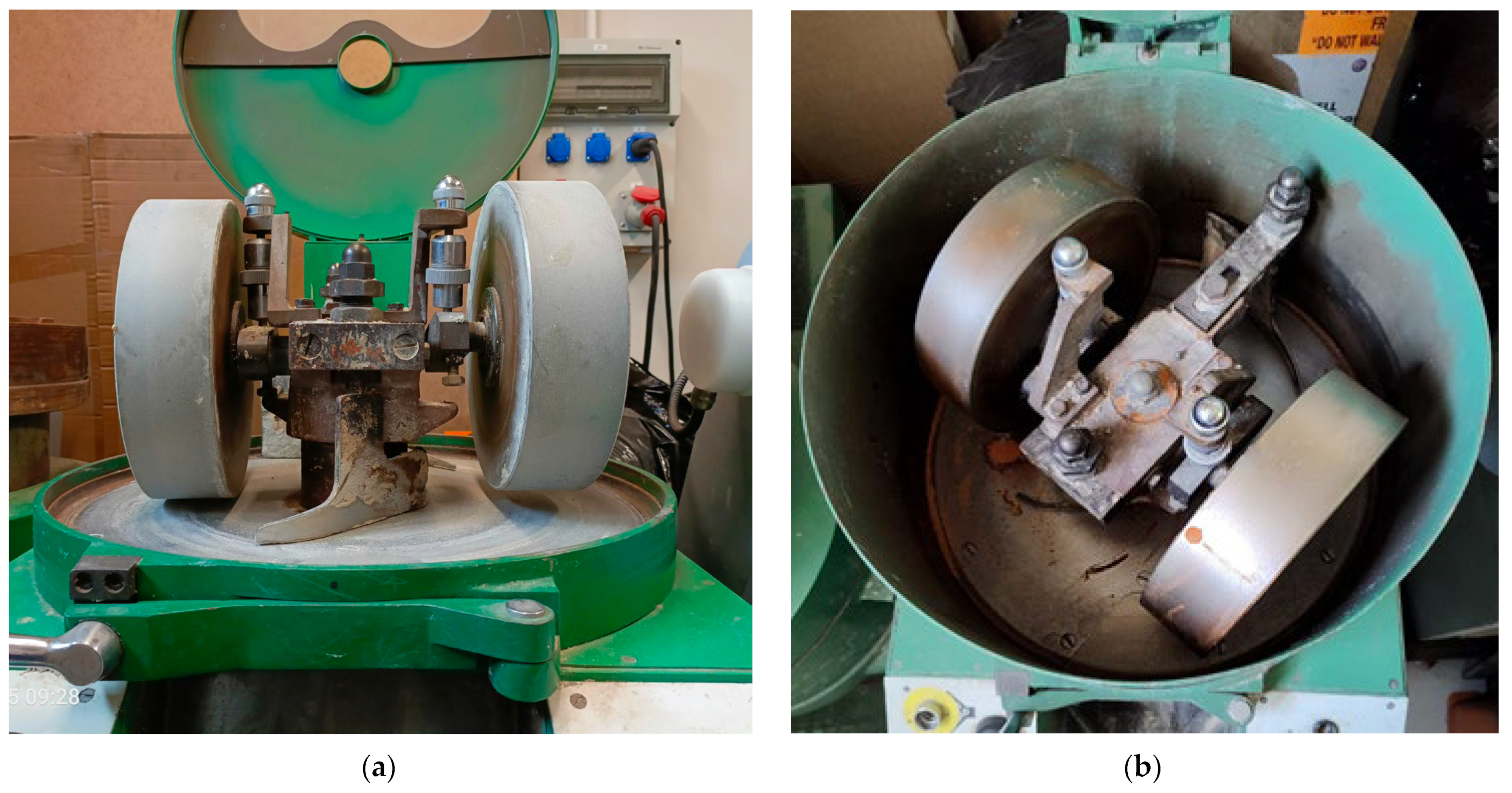
For the purposes of the experiment, a mass containing 2% of barley malt binder was prepared in a laboratory circular mixer LM-2e from Multiserw Morek (Brzeźnica, Poland), which is shown in Figure 2. The circular mixer performs two processes: kneading and grinding. Kneading is carried out by rolling the rollers onto the moulding sand. Grinding is carried out by semi-sliding rollers rolling over the prepared mass. The outer and inner blades, in turn, move the mass under the rollers as the working elements rotate. The use of a circular mixer ensures even distribution of the binding material in the mixture and prevents the mass from clumping during mixing. The use of a rotary mixer thus enables the formation of an adhesive bond between sand grains in the presence of a binding material.
Preparing the mass consisted of pouring the dry ingredients into the mixer and then mixing them together for one minute to mix them evenly. The mixing time was taken from the literature [12] and analysed in other studies In the next step, water was added. Only distilled water was used in the studies to avoid the adverse effects of mineral salts and other compounds contained in tap water [12,13]. The water–binder ratio WS was 1:1, i.e., the water content in the mass coincided with the amount of binder added to the mass. The mixture was then stirred for 3 min. Only that part of the prepared mass that was mechanically thrown out by the scraper elements of the mixers was taken for the experiment. The mass obtained in this way was closed in a tight tank and set aside for one hour to equalize the moisture. A mould was made from the moulding sand prepared in this way by hand moulding, which was then dried at a temperature of 150 °C for 1 h. The preparation stages are shown in Figure 3. The model used in the experiment is presented in Figure 4.
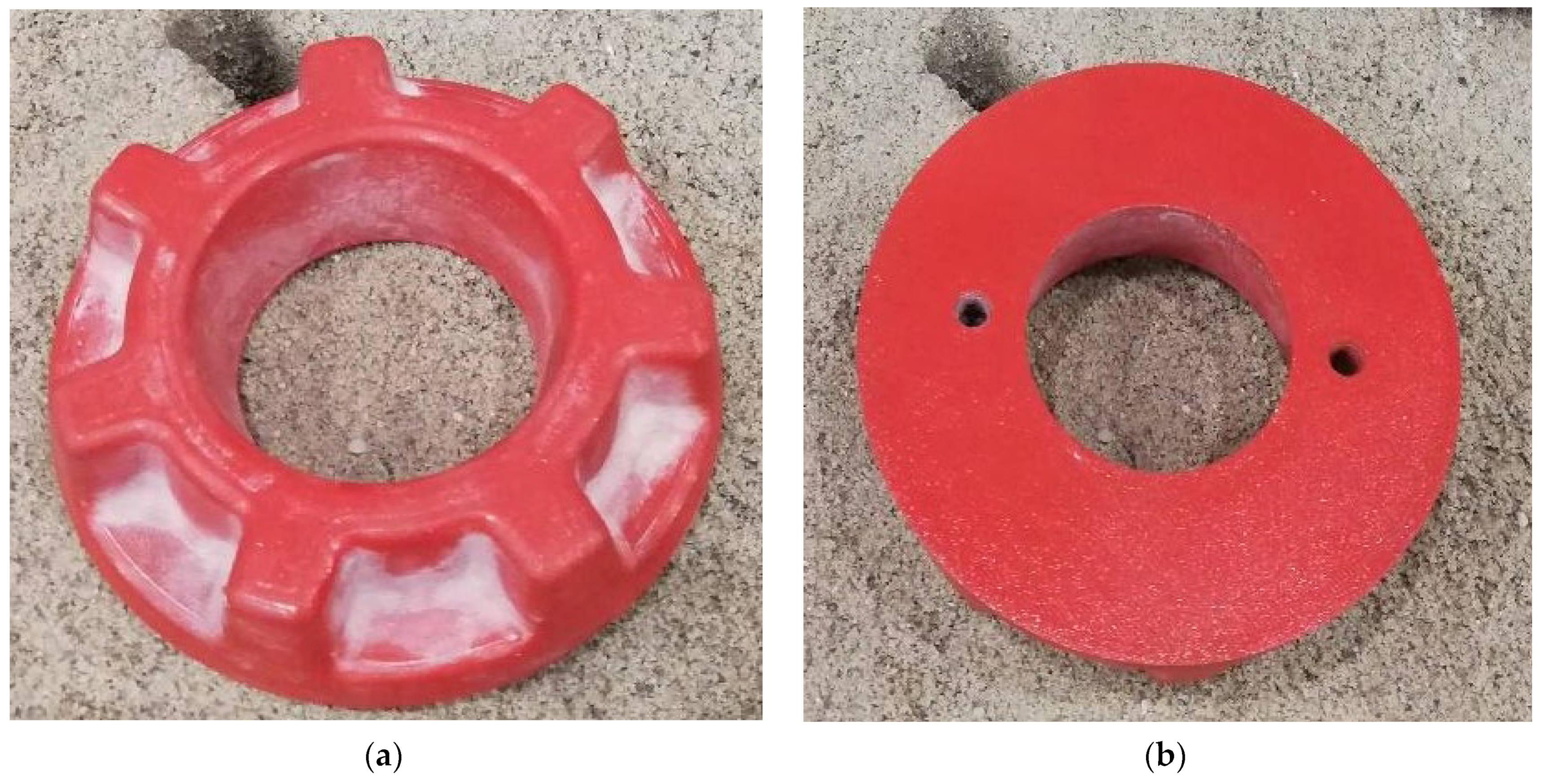
The model used was characterized by the following dimensions:
- -
- hub height—10 mm;
- -
- hub diameter—200 mm;
- -
- tooth height—15 mm;
- -
- tooth width—10 mm;
- -
- inner diameter—100 mm.
The casts were subjected to visual assessment and numerical analysis. To numerically evaluate the external surface parameters of the castings, a roughness test was used, which was performed using the SV-3200 surface roughness tester (MITUTOYO, Kawasaki, Japan). The markings were made in accordance with the EN ISO 4287:1998/AC:2008 and PN-EN ISO standards 4288:2011. The measurements were performed according to the given parameters: measurement length (X) 10.0000 mm; measurement step 0.0005 mm; measurement speed 1.00 mm/sec; and axis range (Z) 0.800 mm.
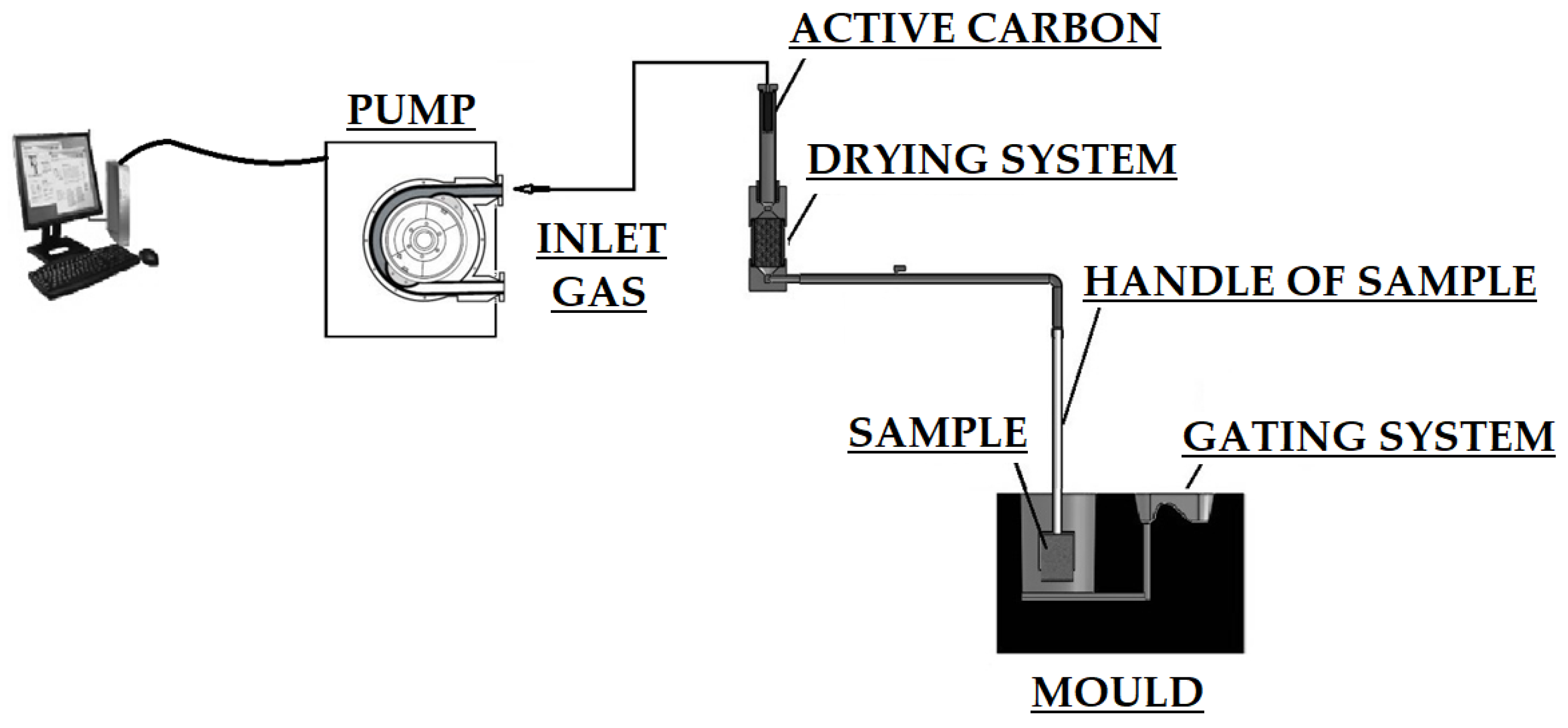
During the process of pouring the liquid alloy into the mould cavity, the organic components of the analysed experimental moulding sand are burned and/or gasified. Therefore, it was decided to check the volume of gases produced. Investigations of gases emitted in the test foundry plant were conducted using the original method developed at the Faculty of Foundry Engineering, AGH University of Krakow [10]. A sample of the investigated moulding sand, moulded into the standard high-silica sand matrix in a roll shape with dimensions of 50 × 50 mm and weighing about 150 g, was compacted using a moulder’s rammer stroke. This sample was then subjected to the pouring of liquid cast iron at a temperature of 1350 °C (Figure 5). The analysis was performed on two samples [10]. Gases emitted from the sample after being poured with liquid metal were directed through a steel pipe, passing through a drying system and a capsule containing active carbon (for BTEX measurement) (Figure 6). The volume of gases were recorded using a peristaltic pump at a rate of every 1 s for a period of 10–15 min (if it took longer, until a constant gas volume was established). The entire mould was made of green sand. Inside the metal tube, two layers of active carbon, separated from each other, were placed. The first layer (A), containing 700 mg of active carbon, served as the primary adsorption site, while the second layer (B), containing 200 mg of active carbon, acted as a control, providing information on a potential ‘breakthrough’ of the first adsorption layer [10].
The active carbon layer with adsorbed organic substances is extracted in diethyl ether. The identification of substances was carried out by means of the TRACE GC Ultra chromatograph (Thermo Fisher Scientific, Waltham, USA) equipped with the chromatographic column Rxi-5Sil MS (ResteK) (30 m long and 0.25 mm internal diameter) with flame-ion detector (FID). Quantitative determination of BTEX formed during the thermal decomposition of the tested samples was performed on the basis of pure substances (benzene, toluene, ethylbenzene, and xylenes), for which a series of calibration samples was prepared. The gas chromatography conditions were as follows: an initial temperature of 40 °C (3 min hold) was raised at 3 °C/min to 150 °C (3 min hold) and then at 20 °C/min to 250 °C (3 min hold) using constant helium flow of 1 cm3/min during the whole analysis. The temperature of the split injector was 250 °C and the split ratio was 1:30.
3. Results and Discussion
3.1. Volume and Rate of Gas Emission
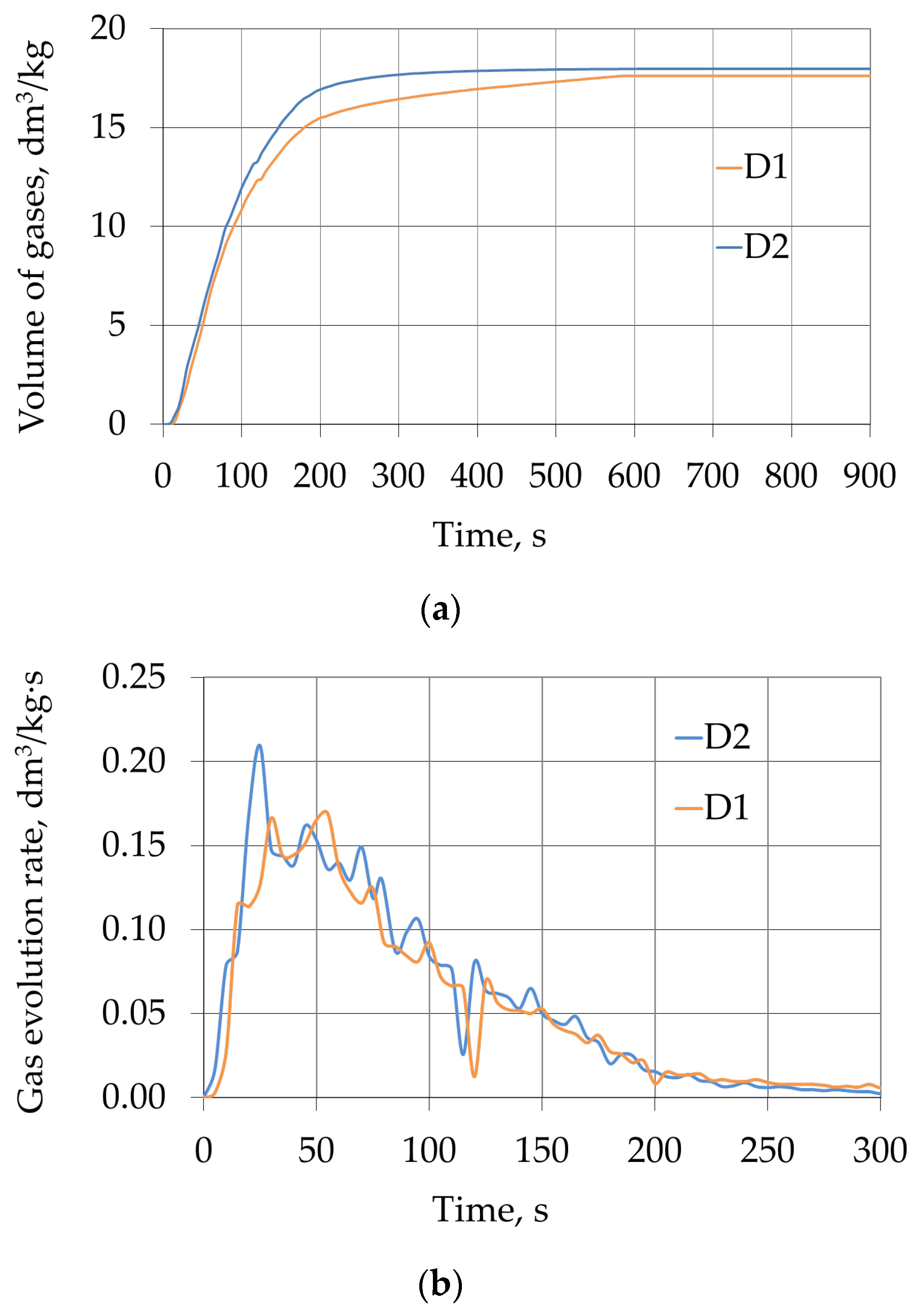
Figure 7 shows the volume and rate of emitted gases over time for moulding sand with barley malt as a binder (D1: sample No. 1; D2: sample No. 2). Table 1 shows the results of the determination of compounds from the BTEX group, calculated per 1 kg of moulding sand.
The volume of gases generated when pouring a standard shape made of moulding sand with dried barley malt is less than 18 dm3/kg of mass and should not have a negative impact on the surface quality of the castings. The gas emission rate is the highest in the initial heating phase (immediately after pouring liquid cast iron into the sample) and decreases over time. There are no intense exothermic effects resulting in a significant increase in the gas emission rate over time, which should be considered satisfactory. The highest emission among the compounds from the BTEX group was recorded for benzene and amounts on average to approximately 271 mg/kg of moulding sand. Emissions of toluene, xylenes, and ethylbenzene are low for the sample. Xylene emissions represent the combined content of m-, p-, and o-xylene, hence these values are higher than those for ethylbenzene. The samples exhibit emissions of BTEX compounds, with benzene being the most prominent, which is correlated with the temperature of gas extraction. Based on the literature review Table 2, it can be concluded that for the composition used in the research, the barley malt pulp shows a similar emission of BTEX compounds as the popular binder used in the Alfaset technology and the pulp with a phenolic binder (Table 2). It is also less harmful to the environment than bentonite moulding sand with a shiny carbon carrier. Due to the fact that it belongs to organic binders, it has a higher emission level than inorganic binders. It should be noted that sands with barley malt emit a similar volume of gases when sand samples are poured with liquid casting alloy (grey cast iron at a temperature of 1350 °C); therefore, they do not have a greater tendency to create defects in gaseous castings. It should be noted that inorganic binders have disadvantages such as poor knock-out properties, incompatibility with bentonite moulding sands (green sands), and poor susceptibility to mechanical regeneration, which is not the case with organic binders.
Based on the results obtained, it can be concluded that moulding sands with barley malt as a binder do not cause excessive emission of harmful gas products when pouring moulds with liquid casting alloy. The analysis of gas emissions allows us to conclude that their gas formation is lower than that of commonly used moulding sands with other binders.
3.2. Macroscopic Examination of Castings
Gray cast iron EN-GJL-200 was used to make the castings with EN-JIL1030 standards. The grade of cast iron selected by the foundry is used for castings that require good strength, tightness, and wear resistance. Gears, worm wheels of machines, cylinders, pistons, engine bodies, and guides are made of EN-GJL-200 cast iron. Two moulds were made for the experiment.
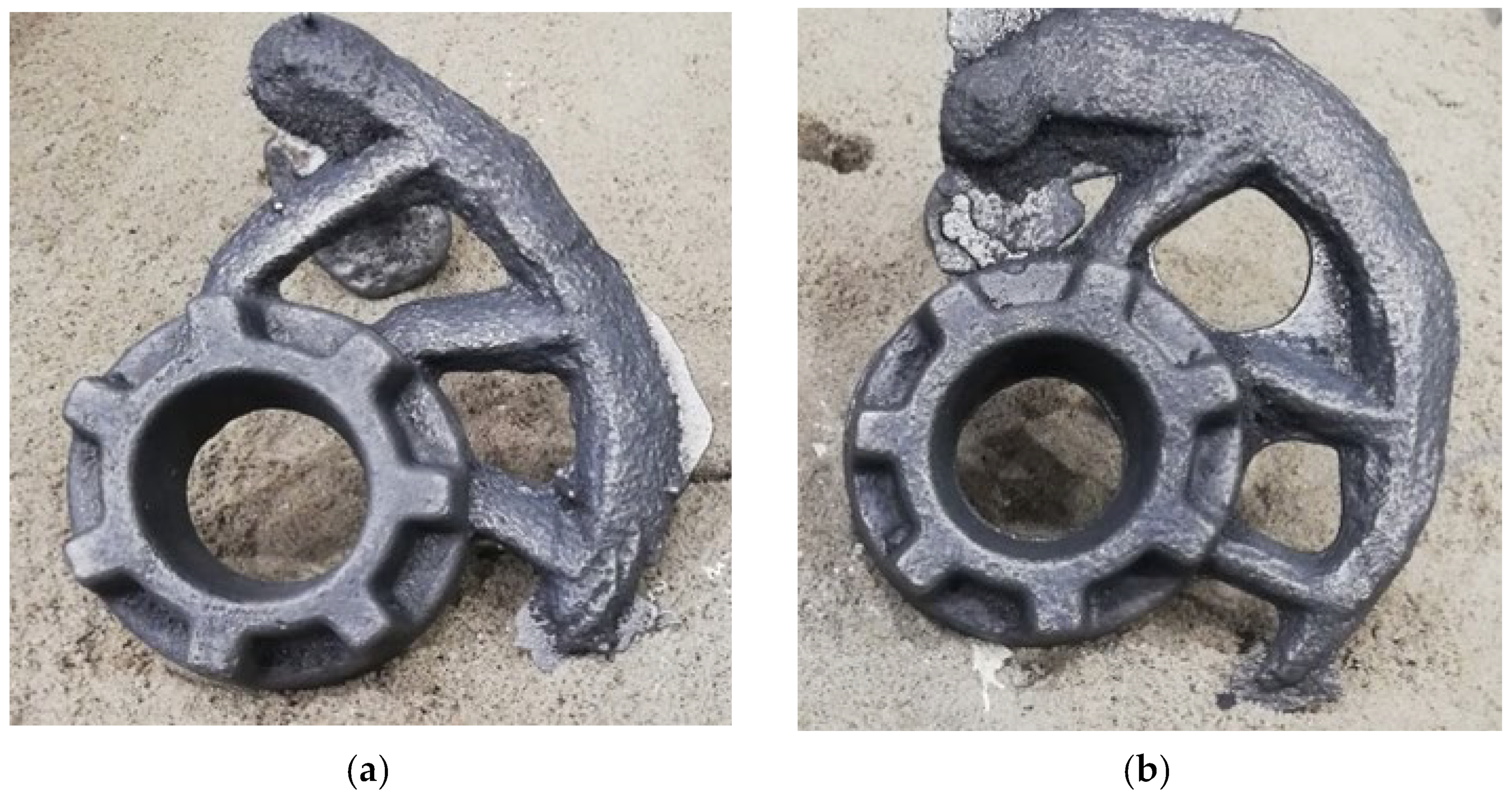
The moulds were poured horizontally. The poured moulds are shown in Figure 8, and the raw casting before knocking out the moulds is shown in Figure 9. After being knocked out, the castings were surface cleaned by sandblasting. Figure 10 shows the cleaned castings.
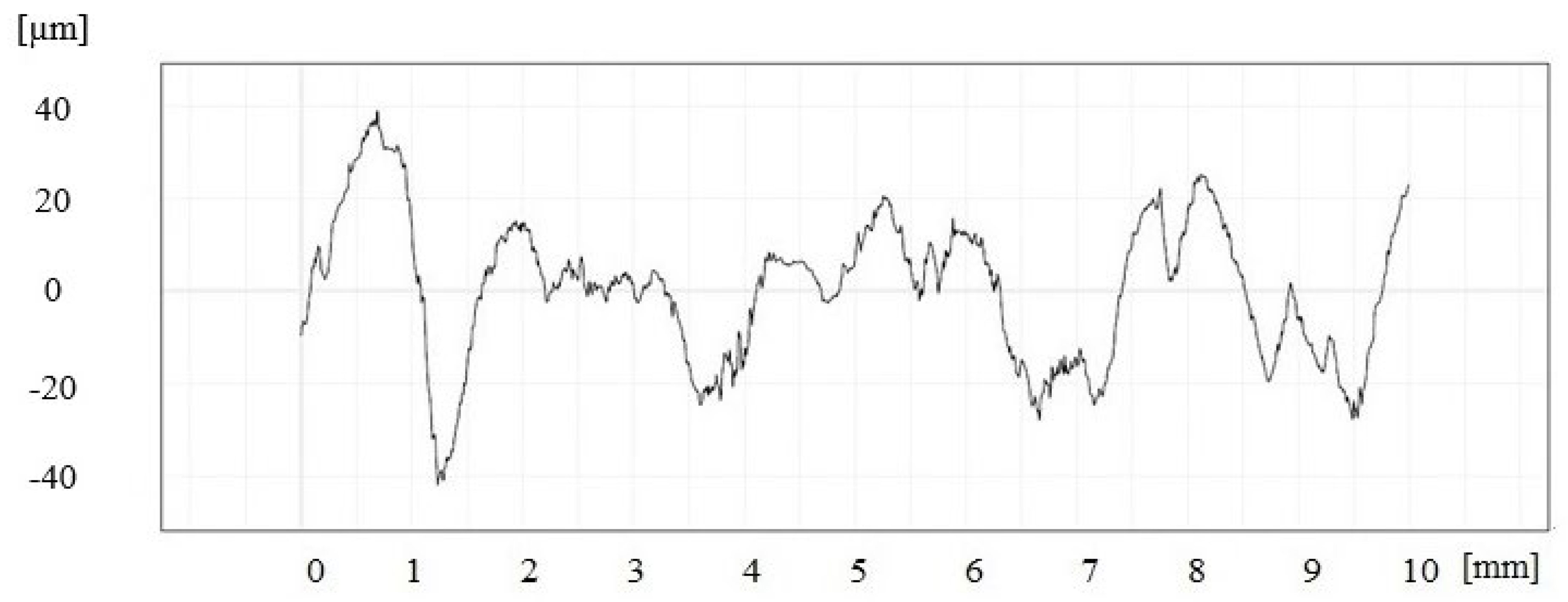
The results of roughness measurements of the produced castings are presented in Table 3 and Figure 11. During the measurements, the values of Ra and Rz were determined [16,17].
The obtained results were compared with the values given in the table specifying the roughness of castings according to the casting methods. According to that classification, the obtained castings were classified as accurate sand casting and ordinary die casting (blue marking in Table 4).
In order to compare the basic properties of the analysed sands, Table 5 shows a comparison of the research results of moulding sands with different binders. The analysed mass was presented first. The second and third moulding sands are sands commonly used in industry. The remaining masses are masses containing plant organic binders. Compared to the results of other moulding sands, the moulding sand with barley malt obtained the best results in terms of compressive strength and permeability. Other properties such as dry tensile strength, dry bending strength, dry wear resistance and flowability gave good results in comparison with the remaining compositions of the moulding sands. The good fluidity achieved allowed for a sufficiently high degree of mass compaction in the mould, which translated directly into low roughness of the castings. In the considered castings, this allowed us to avoid inconsistencies such as roughness and burning surface defects (variants for too low a degree of mass compaction). Good fluidity, however, may result in permeability of the moulding sand being too low, which in turn results in defects on the surface of the castings, such as punctures, cuts, and scars, as well as internal defects, such as blisters and blowholes.
In summary, the use of barley malt in moulding sand technology should not pose a threat to food applications due to the amount of barley produced in the world (4th place in world cereal production). However, if there are shortages of malting barley on world markets, an alternative to the mentioned malting variety may be fodder barley, the number of varieties of which is twice as large as the malting varieties or the so-called technical barley that does not meet the standards for consumption.
4. Conclusions
A summary of the results of the conducted experiments leads to the following conclusions:
- -
- in terms of emissions of BTEX compounds, sands with a barley malt binder do not differ from the currently widely used sands with a phenolic binder (Alphaset technology), and at the same time they are approximately 50% less harmful than moulding sands with bentonite and a WB carrier;
- -
- sands with barley malt have a similar tendency to create defects of gaseous origin (total volume of gases from the moulding sand sample) to popular sands with a phenolic binder;
- -
- total volume of gases produced and the kinetics of their release indicate that making castings in this type of moulding sand should not cause technological inconveniences and result in a tendency to create casting defects of gas origin, which was confirmed by the castings made;
- -
- the use of a binder in the amount of 2% allowed the preparation of moulding sand, which could be used in industrial conditions to prepare a casting mould;
- -
- experimental moulding sand made it possible to make castings that showed no shape or surface defects;
- -
- the casting was characterized by surface roughness, which was classified as accurate sand casting and ordinary die casting;
- -
- barley malt is a renewable raw material through agricultural production, which is important from the point of view of sustainable development of humanity and the Earth, i.e., the preservation of non-renewable resources [23].
Author Contributions
Conceptualization, D.N., A.B., B.S. and D.M.; methodology, A.B., S.Ż.-K., B.S. and D.M.; software, D.N. and D.M.; validation, D.N.; formal analysis, B.S. and D.M; investigation, AB., S.Ż.-K. and B.S.; resources, D.N. and D.M.; data curation, B.S.; writing—original draft preparation, B.S. and D.M.; writing—review and editing, D.N., D.M. and A.B.; visualization, B.S., S.Ż.-K. and D.M.; supervision, D.N.; project administration, D.N.; funding acquisition, D.N. and B.S. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data are contained within the article.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Anastas, P.; Warneren, J. The Environmental Protection Agency. Available online: https://www.epa.gov/greenchemistry/basics-green-chemistry#twelve (accessed on 4 March 2024).
- Sanderson, K. It’s not easy being being green. Nature 2011, 469, 18–20. [Google Scholar] [CrossRef] [PubMed]
- Council Directive 91/156/EEC of 18 March 1991 Amending Directive 75/442/EEC on Waste. Available online: https://www.prawo.pl/akty/dz-u-ue-l-1991-78-32,67513615.html (accessed on 4 March 2024).
- Major-Gabryś, K. Environmentally Friendly Foundry Molding and Core Sands. J. Mater. Eng. Perform. 2019, 28, 3905–3911. [Google Scholar] [CrossRef]
- Holtzer, M. Trends in sand moulds and cores with organic binder. Arch. Foundry 2003, 3, 189–196. [Google Scholar]
- Tackes, G. Core binders: A look into the future. Mod. Cast. 2001, 91, 24. [Google Scholar]
- Ochulorl, E.F.; Ugboaja, J.O.; Olowomeye, O.A. Performance of kaolin and cassavastarch as replacements for bentonite in moulding sand used in thin wall ductile iron castings. Niger. J. Technol. 2019, 38, 947–956. [Google Scholar] [CrossRef]
- Dobosz, S.M.; Jelinek, P.; Major-Gabryś, K. Development tendencies of moulding and core sands. China Foundry 2011, 8, 438–446. [Google Scholar]
- Lynch, P.; Hasbrouck, C.; Wilck, J.; Kay, M.; Manogharan, G. Challenges and opportunities to integrate the oldest and newest manufacturing processes: Metal casting and additive manufacturing. Rapid Prototyp. J. 2020, 26, 1145–1154. [Google Scholar] [CrossRef]
- Holtzer, M.; Grabowska, B.; Żymankowska-Kumon, S.; Kwaśniewska-Królikowska, D.; Dańko, R.; Solarski, W.; Bobrowski, A. Harmfulness of moulding sands with bentonite and lustrous carbon carriers. Metalurgija 2012, 51, 437–440. [Google Scholar]
- PN-H-11001:1985; Foundry Molding Materials—Quartz Foundry Sands; Polish Version; Polski Komitet Normalizacyjny (PKN): Warszawa, Poland, 1985.
- Lewandowski, J.L. Tworzywa na Formy Odlewnicze; Akapit, Kraków: Kraków, Poland, 1997. [Google Scholar]
- Holtzer, M.; Harabasz, M. Water Quality as One of the Factors Determining the Properties of Bentonite Moulding Sands in Iron Foundry. Arch. Foundry Eng. 2013, 13, 45–50. [Google Scholar]
- Loch, J.; Grabowska, B.; Kaczmarska, K. BTEX emissions from bioco2 bonded moulding sands. Metall. Foundry Eng. 2013, 39, 25–31. [Google Scholar] [CrossRef]
- Bobrowski, A.; Żymankowska-Kumon, S.; Drozyński, D.; Grabowska, B.; Kaczmarska, K. TG/DTG/DTA, FTIR and GC/MS Studies of Oil Sand for Artistic and Precision Foundry with the Emission of Gases Assessment. Arch. Foundry Eng. 2017, 17, 25–30. [Google Scholar] [CrossRef]
- Łągiewka, M.; Konopka, Z.; Zyska, A. Studies of the effect of negative pressure in the mould on the cast surface roughness. Pr. Inst. Odlew. 2018, 58, 3–12. [Google Scholar] [CrossRef]
- Nwaogu, U.C.; Tiedje, N.S.; Hansen, H.N. A non-contact 3D method to characterize the surface roughness of castings. J. Mater. Process. Technol. 2013, 213, 59–68. [Google Scholar] [CrossRef]
- Franciszek, P.; Izdebska-Szanda, I.; Smoluchowska, E.; Świder, R.; Pysz, A. Application of moulding sands with geopolymer binder in the manufacture of castings from aluminium alloys. Pr. Inst. Odlew. 2011, 50, 23–34. [Google Scholar] [CrossRef]
- Sakwa, W.; Wachelko, T. Materiały na Formy i Rdzenie Odlewnicze; Wydawnictwo Śląsk: Katowice, Poland, 1980. [Google Scholar]
- Stachowicz, M.; Granat, K.; Nowak, D. Bending strength measurement as a method of binder quality assessment on the example of water-glass containing moulding sands. Arch. Foundry Eng. 2012, 12, 175–178. [Google Scholar] [CrossRef]
- Popoola, A.P.I.; Abdulwahab, M.; Fayomi, O.S.I. Synergetic performance of palm oil (Elaeis guineensis) and pine oil (Pinus sylvestris) as binders on foundry core strength. Int. J. Phys. Sci. 2012, 7, 3062–3066. [Google Scholar] [CrossRef]
- Atanda, P.O.; Akinlosotu, O.C.; Oluwole, O.O. Effect of Some Polysaccharide Starch Extracts on Binding Characteristics of Foundry Moulding Sand. Int. J. Sci. Eng. Res. 2014, 5, 362–367. [Google Scholar]
- Rogers, C.W.; Hu, G.; Mikkelsen, R. Grain Yield, Quality, and Nutrient Concentrations of Feed, Food, and Malt Barley. Commun. Soil Sci. Plant Anal. 2017, 48, 2678–2686. [Google Scholar] [CrossRef]
Figure 2.
Laboratory circular mixer used: (a) side view; (b) view from above.
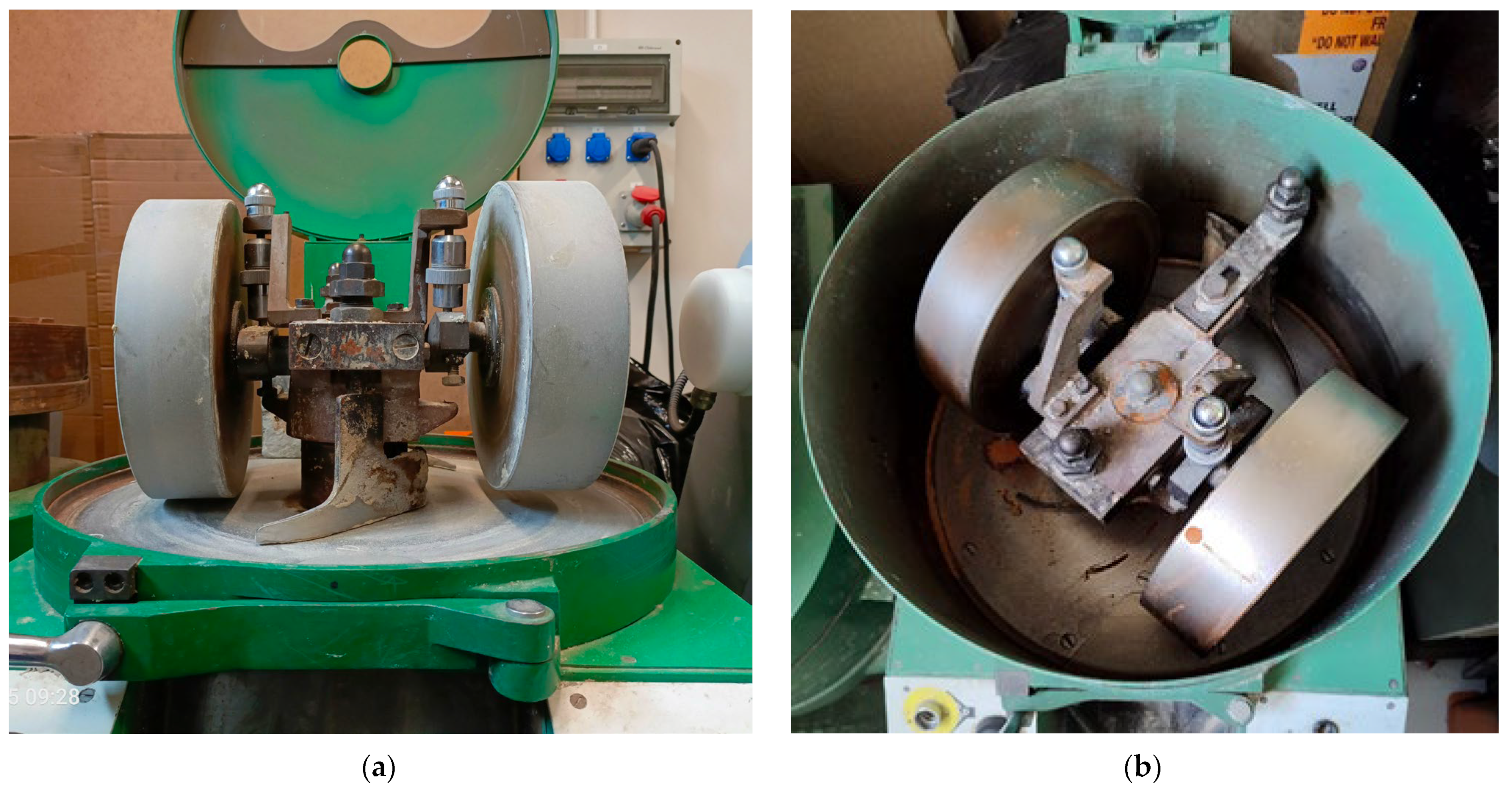
Figure 3.
Preparing the moulds for pouring: (a) the mould after drying; (b) applying the coating to the mould; (c) firing the coating.
Figure 3.
Preparing the moulds for pouring: (a) the mould after drying; (b) applying the coating to the mould; (c) firing the coating.

Figure 4.
Model used to make the cast: (a) top view; (b) bottom view.

Figure 5.
Diagram of the station for testing gas emissions.

Figure 6.
A diagram showing how gases are released from a sample after pouring liquid metal.

Figure 7.
Gas volume and gas evolution rate emitted from moulding sand: (a) volume of gas evolved for samples No. 1 (D1) and No. 2 (D2); (b) gas evolution rate for evolved for samples No. 1 (D1) and No. 2 (D2).
Figure 7.
Gas volume and gas evolution rate emitted from moulding sand: (a) volume of gas evolved for samples No. 1 (D1) and No. 2 (D2); (b) gas evolution rate for evolved for samples No. 1 (D1) and No. 2 (D2).

Figure 8.
View of the casting moulds after casting.

Figure 9.
View of the casting mould after opening but before knocking out.

Figure 10.
View of the casts: (a) No. 1; (b) No. 2.
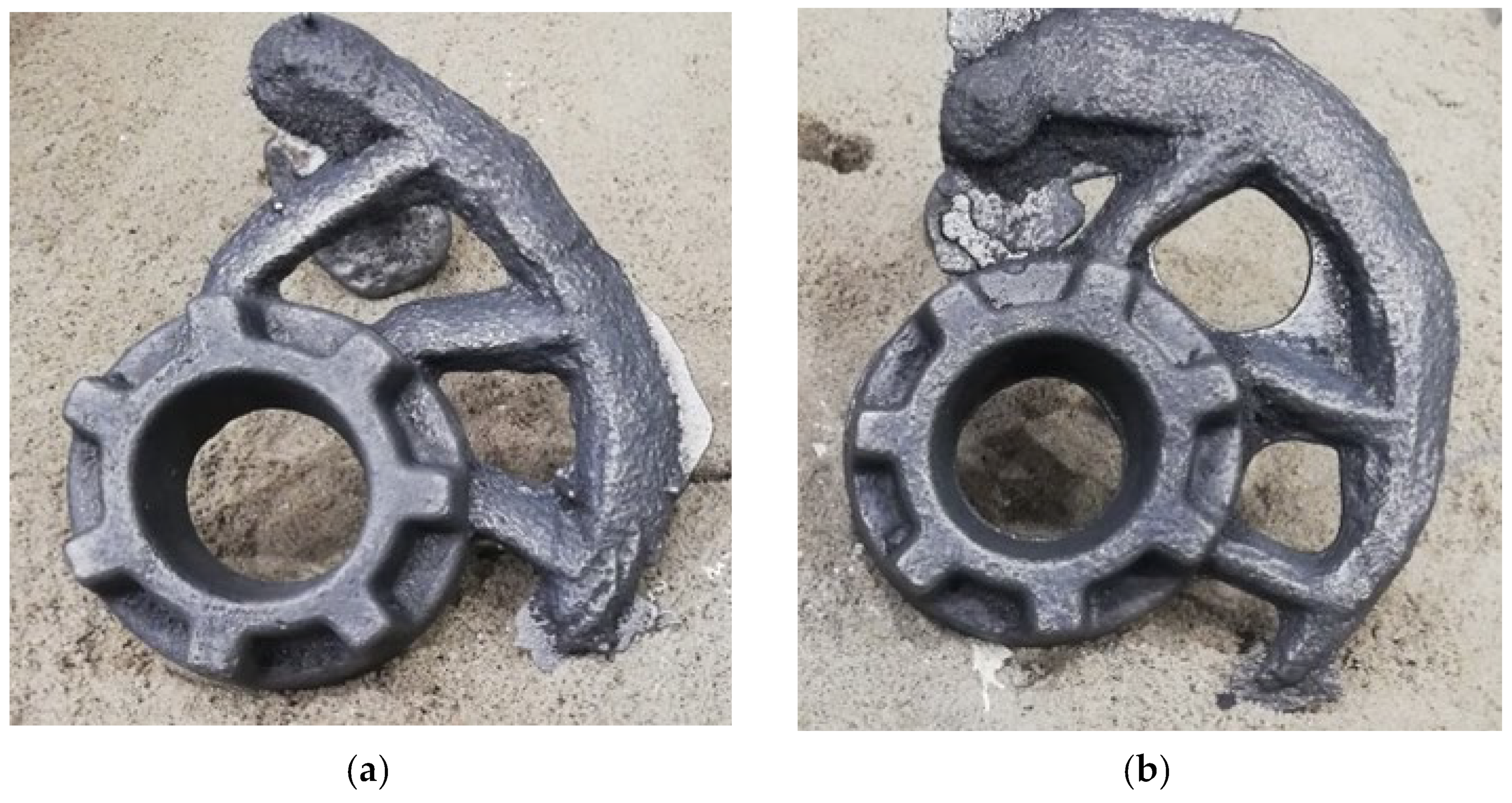
Figure 11.
Surface profile of one of the two analysed castings.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Gas emissions from moulding sand (mg/kg moulding).
| Sample | Mass of Sample [g] | Volume of Gases [dm3/kg m.s.] | Emission of BTEX [mg/kg m.s.] | |||
|---|---|---|---|---|---|---|
| Benzene | Toluene | Ethylbenzene | Xylenes | |||
| D1 | 142.37 | 17.62 | 287.63 | 16.71 | 0.21 | 7.51 |
| D2 | 134.03 | 17.97 | 254.47 | 14.18 | 0.23 | 7.20 |
| Mean | 138.20 | 17.79 | 271.05 | 15.44 | 0.22 | 7.36 |
| Marking of a Moulding Sand Sample | Volume of Gases [dm3/kg m.s.] | Gas Emissions [mg/kg.s] | |||
|---|---|---|---|---|---|
| Benzene | Toluene | Ethylbenzene | Xylenes | ||
| Oil | 112.100 | 2646.22 | 61.05 | 4.87 | 22.15 |
| Green sand with lustrous carbon carrier | 19.11 | 386.73 | 9.76 | 0.13 | 1.19 |
| Phenolic | 17.37 | 325.89 | 29.33 | 0.22 | 1.86 |
| Alphaset technology | 11.303 | 246.7 | 2.1 | 0.3 | 0.02 |
| Geopol (inorganic) | 9.90 | 37.00 | 0.58 | 0.01 | 0.00 |
Table 3.
Results of roughness measurements of castings made in industry in moulds made of moulding sand with a binder of 2%.
Table 3.
Results of roughness measurements of castings made in industry in moulds made of moulding sand with a binder of 2%.
| Industrial Castings | Raav | Rzav |
|---|---|---|
| Average value from measurements | 12.33 | 54.12 |
Table 4.
Approximate ranges of the roughness parameter Ra obtained in various manufacturing processes [5].
Table 4.
Approximate ranges of the roughness parameter Ra obtained in various manufacturing processes [5].
| Type of Casting | Precision | Ra Value | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 100 | 50 | 25 | 12.5 | 6.3 | 3.2 | 1.6 | 0.8 | 0.4 | 0.2 | 0.1 | 0.05 | ||
| Sand casting | ordinary | x | x | x | |||||||||
| accurate | x | x | x | ||||||||||
| Die casting | ordinary | x | x | x | |||||||||
| accurate | x | x | |||||||||||
| Injection casting | ordinary | x | x | ||||||||||
| accurate | x | x | |||||||||||
Table 5.
Properties of the moulding sands containing different binders.
| Qualitative and Quantitative Composition | Compressive Strength [MPa] | Tensile Strength [MPa] | Bending Strength [MPa] | Permeability [10−8 m2/Pa∙s] | Wear Resistance [%] | Flowability [%] | Reference |
|---|---|---|---|---|---|---|---|
| * High-silica sand (98%), Malted barley binder (2%), and Distilled water (2%) | 4.5 | 0.56 | 0.55 | 317 | 6.25 | 90.8 | own research |
| ** High-silica sand (~80%), Bentonite (10%), Humidity (3.65%), Dextrin (2%), and Coal dust (5%) | 0.060 | 0.0052 | - | 200 | 15.5 | 79.9 | [18] |
| *** High-silica sand (94%), Bentonite (8%), and Distilled water (4%) | 0.55 | - | - | - | 18 | - | [19] |
| High-silica sand (96%), Water glass 145 (3.5%), and Distilled water (0.5%) | - | 2.4 | - | - | - | - | [20] |
| High-silica sand (90%), Cassava Starch (6%), and Water (14 mL—4%) | 0.51 | - | - | 126 | - | - | [7] |
| High-silica sand (87%), Cassava Starch (6%), Palm oil (6%), Pine oil (2%), and Water (3%) | 1.35 | - | - | 85 | - | - | [21] |
| High-silica sand (80%), Rice Starch (20%), and Water (40 cm3) | 0.035 | - | - | 122 vol./min | - | - | [22] |
| High-silica sand (80%), Maize starch (20%), and Water (40 cm3) | 0.050 | - | - | 156 vol./min | - | - | [22] |
* Average results obtained from 4 measurement samples. ** Results of green moulding sand with bentonite. *** Results of dry moulding sand with bentonite.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Nowak, D.; Bobrowski, A.; Samociuk, B.; Żymankowska-Kumon, S.; Medyński, D. Barley Malt as a Binder for Moulding Sands—Gas Evolution and Surface Quality of Iron Castings. Appl. Sci. 2024, 14, 3560. https://doi.org/10.3390/app14093560
AMA Style
Nowak D, Bobrowski A, Samociuk B, Żymankowska-Kumon S, Medyński D. Barley Malt as a Binder for Moulding Sands—Gas Evolution and Surface Quality of Iron Castings. Applied Sciences. 2024; 14(9):3560. https://doi.org/10.3390/app14093560
Chicago/Turabian StyleNowak, Daniel, Artur Bobrowski, Bartłomiej Samociuk, Sylwia Żymankowska-Kumon, and Daniel Medyński. 2024. "Barley Malt as a Binder for Moulding Sands—Gas Evolution and Surface Quality of Iron Castings" Applied Sciences 14, no. 9: 3560. https://doi.org/10.3390/app14093560
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.