
Adequacy of Technical and Commercial Alternatives Applied to Machine Tool Verification Using Laser Tracker

 , , ,
, , ,
Abstract
:1. Introduction
2. Features of the Machine Tool Taken into Consideration in Volumetric Verification
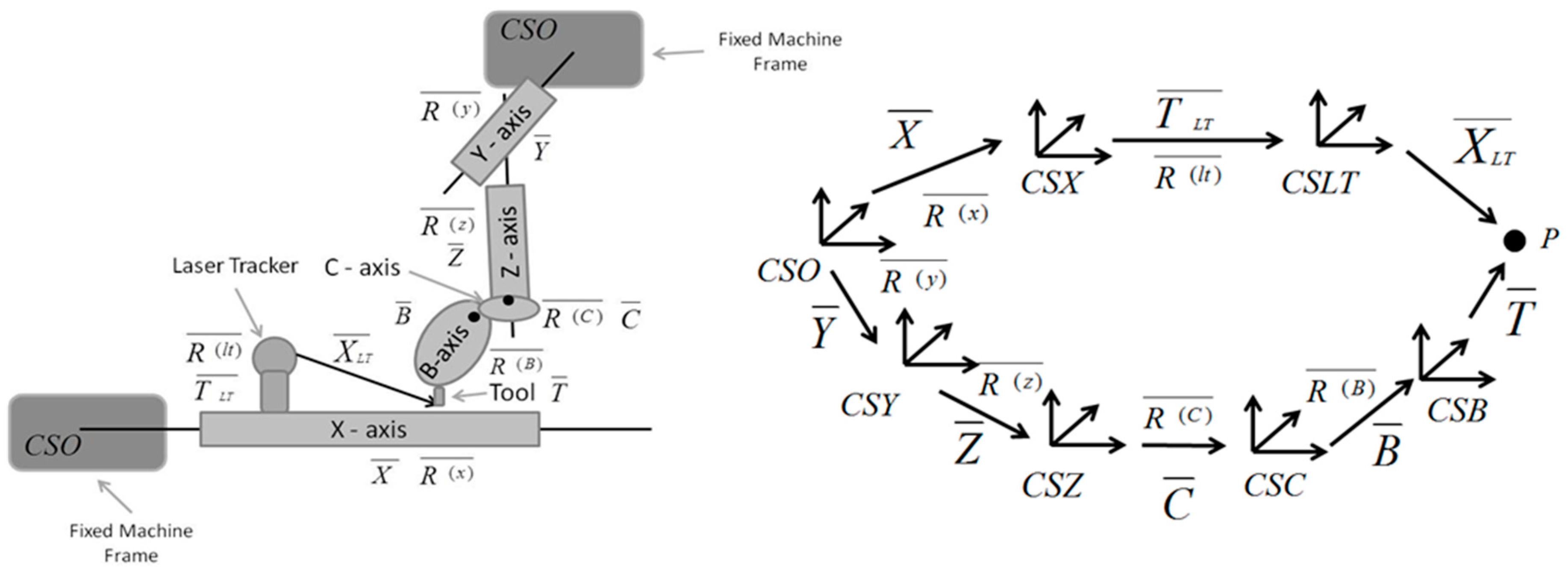
2.1. Structural Configuration and Kinematic Model of the Machine Tool
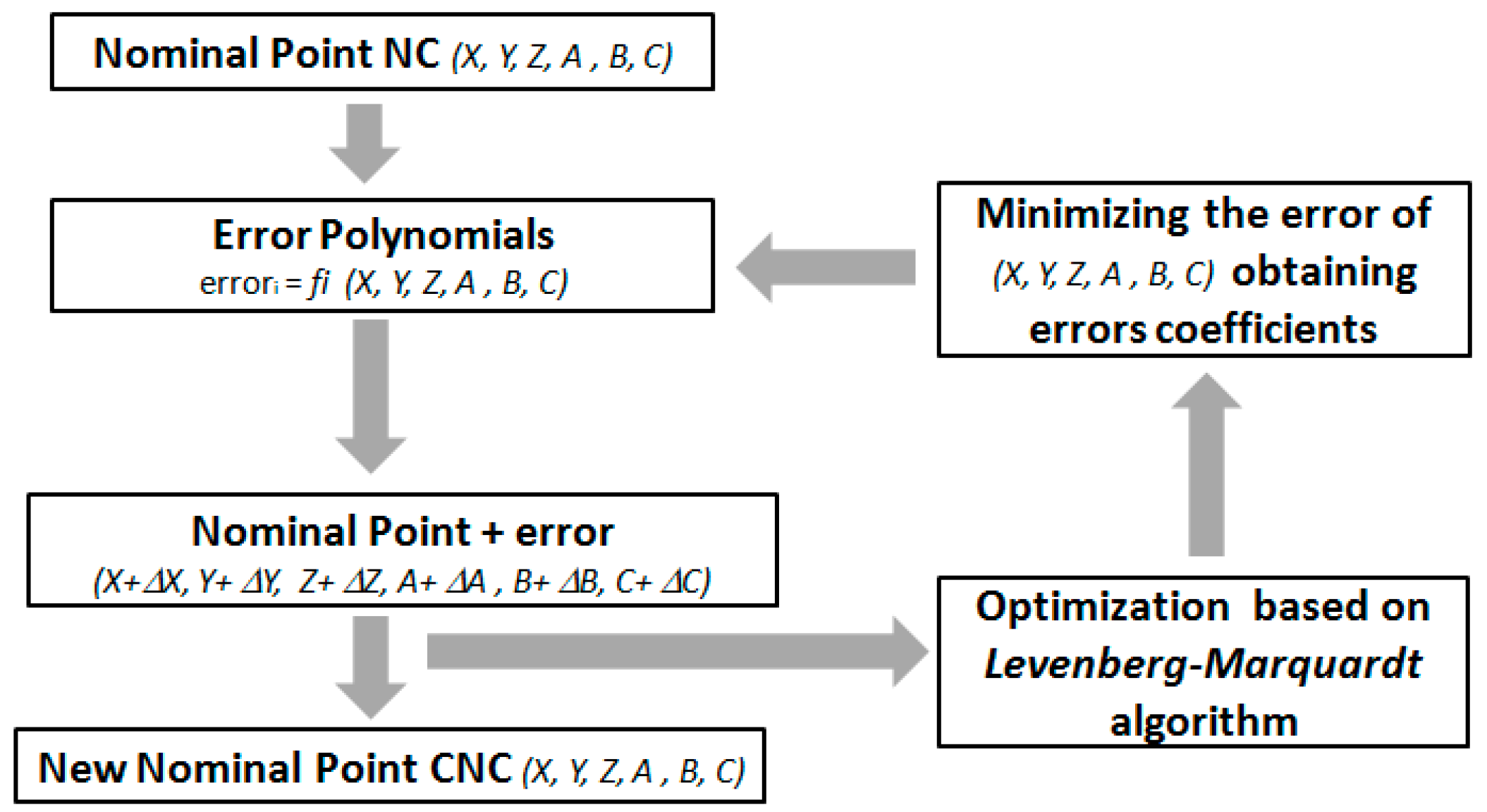
2.2. Control System of the Machine Tool
- Nominal coordinates of a point from the original NC are introduced into the kinematic model of the machine, where they are treated by approximation functions obtained in the verification process.
- The kinematic model provides the coordinates of a new point associated with another error measured in the verification.
- Through a process based on the Levenberg–Marquardt method, the software looks for the point coordinates where the influence of geometric errors is smallest. It takes into consideration the nominal coordinates and their nominal error.
3. Laser Tracker as a Measurement System
3.1. Laser Tracker Measurement Technologies
3.2. Retroreflector
3.3. Measurement Uncertainty
4. Laser Multilateration in Machine Tool Verification
4.1. Traditional Trilateration Technique
4.2. Weighted Trilateration
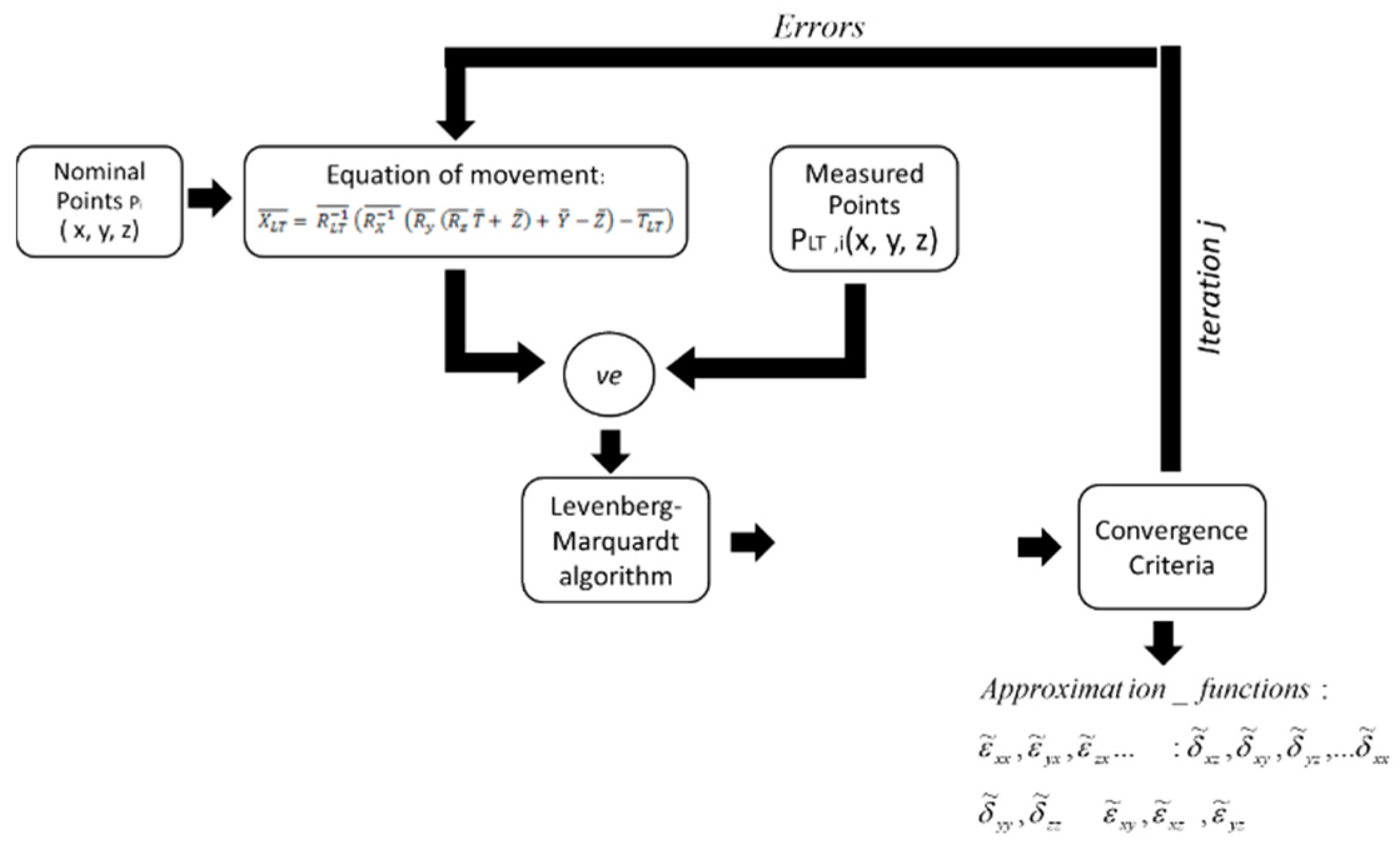
5. Working Principle of Volumetric Verification
6. Working Principle of Volumetric Verification
6.1. Verification of Machine Tool Using API Motorized Retroreflector with and without Previous Compensation
- ➢
- Preparation is the step which requires more time. It is approximately 2 h. It is because LT should be located on the correct place in order to maximize the workspace of the MT to verify. Moreover, the LT requires as little as 30 min of heating time before measure. Additionally, a numerical control program (NC) taking into consideration characteristic of the MT to verify should be created to automatize data capture.
- ➢
- Acquisition or data captured time is presented in Figure 8, 1 h, it is time required to measure all verification points of the NC created previously. This information is used to obtain approximation functions of each MT geometric error during identification process.
- ➢
- Identification was carried out approximately in 20 min using optimization process (Section 5). Once it is finished, MT compensation can be carried out. Therefore, the MT verification required approximately 3 h 30 min.
6.2. Influence of Laser Tracker (LTs)’ Measurement Characteristics on Verification Results
6.3. Influence of Improving Data Accuracy through Traditional or Weighted Trilateration
7. Conclusions
Acknowledgment
Author Contributions
Conflicts of Interest
References
- Chen, J.S.; Kou, T.W.; Chiou, S.H. Geometric error calibration of multi-axis machines using an auto-alignment laser interferometer. Precis. Eng. 1999, 23, 243–252. [Google Scholar] [CrossRef]
- Barakat, N.A.; Elbestawi, M.A.; Spence, A.D. Kinematic and geometric error compensation of a coordinate measuring machine. Int. J. Mach. Tools Manuf. 2000, 40, 833–850. [Google Scholar] [CrossRef]
- Kunzmann, H.; Trapet, E.; Wäldele, F. A uniform concept for calibration, acceptance test, and periodic inspection of coordinate measuring machines using reference objects. Ann. CIRP 1990, 39, 561–564. [Google Scholar] [CrossRef]
- Schwenke, H.; Knapp, W.; Haitjema, H.; Weckenmann, A.; Schmitt, R.; Delbressine, F. Geometric error measurement and compensation of machines—An update. CIRP Ann. Manuf. Technol. 2008, 57, 660–675. [Google Scholar] [CrossRef]
- Zargarbashi, S.H.H.; Mayer, J.R.R. Assessment of machine tool trunnion axis motion error, using magnetic double ball bar. Int. J. Mach. Tools Manuf. 2006, 46, 1823–1834. [Google Scholar] [CrossRef]
- Schwenke, H.; Franke, M.; Hannaford, J.; Kunzmann, H. Error mapping of CMMs and machine tools by a single tracking interferometer. CIRP Ann. Manuf. Technol. 2005, 54, 475–478. [Google Scholar] [CrossRef]
- Aguado, S.; Samper, D.; Santolaria, J.; Aguilar, J.J. Identification strategy of error parameter in volumetric error compensation of machine tool based on laser tracker measurements. Int. J. Mach. Tools Manuf. 2012, 53, 160–169. [Google Scholar] [CrossRef]
- Aguado, S.; Samper, D.; Santolaria, J.; Aguilar, J.J. Towards an effective identification strategy in volumetric error compensation of machine tools. Meas. Sci. Technol. 2012, 23. [Google Scholar] [CrossRef]
- Uriarte, L.; Zatarain, M.; Axinte, D.; Yagüe-Fabra, J.; Ihlenfeldt, S.; Eguia, J.; Olarra, A. Machine tools for large parts. CIRP Ann. Manuf. Technol. 2013, 62, 731–750. [Google Scholar] [CrossRef]
- Zhenya, H.; Jianzhong, F.; Liangchi, Z.; Xianhua, Y. A new error measurement method to identify all six error parameters of a rotational axis of a machine tool. Int. J. Mach. Tools Manuf. 2015, 88, 1–8. [Google Scholar]
- Velenosi, A.; Campatelli, G.; Scippa, A. Axis geometrical error analysis through a performace test to evaluate kinematic error in a five axis tilting-rotary table machine tool. Precis. Eng. 2015, 39, 224–233. [Google Scholar]
- Wenjie, T.; Weiguo, G.; Dawei, Z.; Tian, H. A general approach for error modelling of machine tools. Int. J. Mach. Tools Manuf. 2014, 79, 17–23. [Google Scholar]
- Slocum, A.H. Precision Machine Design; ISBN 0-13-690918-3. Society of Manufacturing Engineers: Dearborn, MI, USA, 1992. [Google Scholar]
- Aguado, S.; Santolaria, J.; Samper, D.; Aguilar, J.J. Influence of measurement noise and laser arrangement on measurement uncertainty of laser tracker multilateration in machine tool volumetric verification. Precis. Eng. 2013, 37, 929–943. [Google Scholar] [CrossRef]
- Aguado, S.; Santolaria, J.; Samper, D.; Aguilar, J.J. Study of self-calibration and multilateration in machine tool volumetric verification for laser tracker error reductions. J. Eng. Manuf. 2013. [Google Scholar] [CrossRef]
- Linares, J.M.; Chaves-Jacob, J.; Schwenke, H.; Longstaff, A.; Fletcher, S.; Flore, J.; Uhlmann, E.; Wintering, J. Impact of measurement procedure when error mapping and compensationg a small CNC machine using a multilateration laser interferometer. Precis. Eng. 2014, 38, 578–588. [Google Scholar] [CrossRef]
- Predmore, C.R. Bundle adjustment of multi-position measurement using the Mahalanobis distance. Precis. Eng. 2010, 34, 113–123. [Google Scholar] [CrossRef]
- Meid, A.; Sandwith, S. Dynamic Weighting of Laser Tracker Measurement for Bundle Adjustment. Available online: http://www.leica-geosystems.fr/fr/bundle_sandwith.pdf (accessed on 5 April 2016).
- Sandwith, S.; Predmore, R. Real Time 5-Microm Uncertainty with Laser Tracking Interferometer Systems using Weighted Trilateration. Available online: http://www.kinematics.com/images/TrilaterationPaperR1.pdf (accessed on 5 April 2016).
- Kono, D.; Marsubara, A.; Yamaji, I.; Fujita, T. High-precision machining by measurement and compensation of motion error. Int. J. Mach. Tools Manuf. 2008, 48, 1103–1110. [Google Scholar] [CrossRef] [Green Version]
- Khan, A.W.; Chen, W. A methodology for systematic geometric error compensation in five-axis machine tools. Int. J. Adv. Manuf. Technol. 2011, 53, 615–628. [Google Scholar] [CrossRef]
- She, C.H.; Chang, C.C. Design of a generic five-axis postprocessor based on generalized kinematics models of machine tool. Int. J. Mach. Tools Manuf. 2007, 47, 537–545. [Google Scholar] [CrossRef]
- Gui, G.; Lu, Y.; Li, J.; Gao, D.; Yao, Y. Geometric error compensation software system for CNC machine tool based on NC program reconstructing. Int. J. Adv. Manuf. Technol. 2012, 63, 169–180. [Google Scholar]
- Conte, J.; Majarena, A.C.; Aguado, S.; Acero, R.; Santolaria, J. Calibration strategies of laser trackers based on network measurements. Int. J. Adv. Manuf. Technol. 2016, 83, 1161–1170. [Google Scholar] [CrossRef]
- Teoh, P.; Shirinzadeh, B.; Foong, C.; Alici, G. The measurement uncertainties in the laser interferometry based sensing and tracking technique. Meas. Sci. Technol. 2002, 32, 135–150. [Google Scholar] [CrossRef]
- Zhuang, H.; Motaghedi, S.H.; Roth, Z.S.; Bai, Y. Calibration of Multi-Beam Laser Tracking Systems. Robot. Comput. Integr. Manuf. 2003, 19, 301–314. [Google Scholar] [CrossRef]
- Aguado, S.; Samper, D.; Santolaria, J.; Aguilar, J.J. Protocol for machine tool volumetric verification using a commercial laser tracker. Int. J. Adv. Manuf. Technol. 2014, 75, 425–444. [Google Scholar] [CrossRef]
- Cheu, X.; Zhang, G.X.; Zhao, S.Z.; Duan, F.J. Analysis and measurement fir the optical error of the cat’s eye retro-reflector. J. Phys. Conf. Ser. 2006, 48, 64–68. [Google Scholar]
- Mian, N.S.; Fletcher, S.; Longstaff, A.P.; Myers, A. Efficient estimation by FEA of machine tool distortion due to environmental temperature perturbations. Precis. Eng. 2013, 37, 372–379. [Google Scholar] [CrossRef]
- Gebhardt, M.; Mayr, J.; Furrer, N.; Widmer, T.; Weikert, S.; Knap, W. High precision grey-box model for compensation of thermal errors on five-axis machines. CIRP Ann. Manuf. Technol. 2014, 63, 509–512. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Definition | Symbol | Definition |
|---|---|---|---|
| CSO | Coordinate system of the machine tool (MT) | Linear error vector in the X-axis | |
| CSY | Coordinate system of the Y-axis | Linear error vector in the Y-axis | |
| CSZ | Coordinate system of the Z-axis | Linear error vector in the Z-axis | |
| CSC | Coordinate system of the C-axis | Linear error vector in the C-axis | |
| CSB | Coordinate system of the B-axis | Linear error vector in the B-axis | |
| CSX | Coordinate system of the X-axis | Translation vector CS0-CSLT | |
| CSLT | Coordinate system of the laser tracker (LT) | Coordinates of the LT | |
| Rotational error matrix of the X-axis | Offset of the tool | ||
| Rotational error matrix of the Y-axis | Rotational error matrix of the C-axis | ||
| Rotational error matrix of the Z-axis | Rotational error matrix of the B-axis | ||
| P | Nominal MT coordinates | - | - |
| Compensation Table | Error (µm) | ||
|---|---|---|---|
| Maximum | Average | Minimum | |
| Compensation inactivated | 246.3 | 112.9 | 15.1 |
| Compensation activated | 197.7 | 83.1 | 10.1 |
| Verification without compensation | 221.5 | 57.4 | 15.1 |
| Verification with compensation | 105.5 | 47.1 | 4.5 |
| Laser Tracker | A | B | C |
|---|---|---|---|
| Measurement volume | - | - | - |
| Horizontal (°) | ±235° | ±320° | ±360° |
| Vertical (°) | ±45° | 77°/−60° | 77.9°/–52.1° |
| Range (m) | 0–40 m | 0–30 m | 0–60 m |
| Measurement Technology | - | - | - |
| IFM | Si | Si | No |
| ADM | No | Si | Si |
| Accuracy | - | - | - |
| Angular | 0.14 arcs | 3.5 µm/m | 20 µm + 5 µm/m |
| Absolute accuracy | ±10 µm/m | ±5 ppm | 16 µm + 0.8 µm/m |
| Laser Tracker | A | B | C |
|---|---|---|---|
| Maximum initial error (µm) | 66.5 | 102.9 | 80.9 |
| Average initial error (µm) | 33.5 | 54.1 | 40.1 |
| Minimum initial error (µm) | 8.0 | 6.9 | 8.9 |
| Maximum final error (µm) | 54.7 | 86.7 | 62.6 |
| Average final error (µm) | 22.3 | 28.9 | 25.5 |
| Minimum final error (µm) | 5.1 | 4.4 | 7.2 |
| Laser Tracker | A | B | C | Traditional Trilateration | Weighted Trilateration |
|---|---|---|---|---|---|
| Maximum initial error (µm) | 66.5 | 102.9 | 80.9 | 75.0 | 80.9 |
| Average initial error (µm) | 33.5 | 54.1 | 40.1 | 38.2 | 40.0 |
| Minimum initial error (µm) | 8.0 | 6.9 | 8.9 | 7.9 | 8.8 |
| Maximum final error (µm) | 54.7 | 86.7 | 62.6 | 64.3 | 71.3 |
| Average final error (µm) | 22.3 | 28.9 | 25.5 | 21.7 | 25.7 |
| Minimum final error (µm) | 5.1 | 4.4 | 7.2 | 2.5 | 5.3 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aguado, S.; Santolaria, J.; Samper, D.; Velázquez, J.; Javierre, C.; Fernández, Á. Adequacy of Technical and Commercial Alternatives Applied to Machine Tool Verification Using Laser Tracker. Appl. Sci. 2016, 6, 100. https://doi.org/10.3390/app6040100
Aguado S, Santolaria J, Samper D, Velázquez J, Javierre C, Fernández Á. Adequacy of Technical and Commercial Alternatives Applied to Machine Tool Verification Using Laser Tracker. Applied Sciences. 2016; 6(4):100. https://doi.org/10.3390/app6040100
Chicago/Turabian StyleAguado, Sergio, Jorge Santolaria, David Samper, Jesús Velázquez, Carlos Javierre, and Ángel Fernández. 2016. "Adequacy of Technical and Commercial Alternatives Applied to Machine Tool Verification Using Laser Tracker" Applied Sciences 6, no. 4: 100. https://doi.org/10.3390/app6040100