An Analysis of Angular Indexing Error of a Gear Measuring Machine


Abstract
:Featured Application
Abstract
1. Introduction
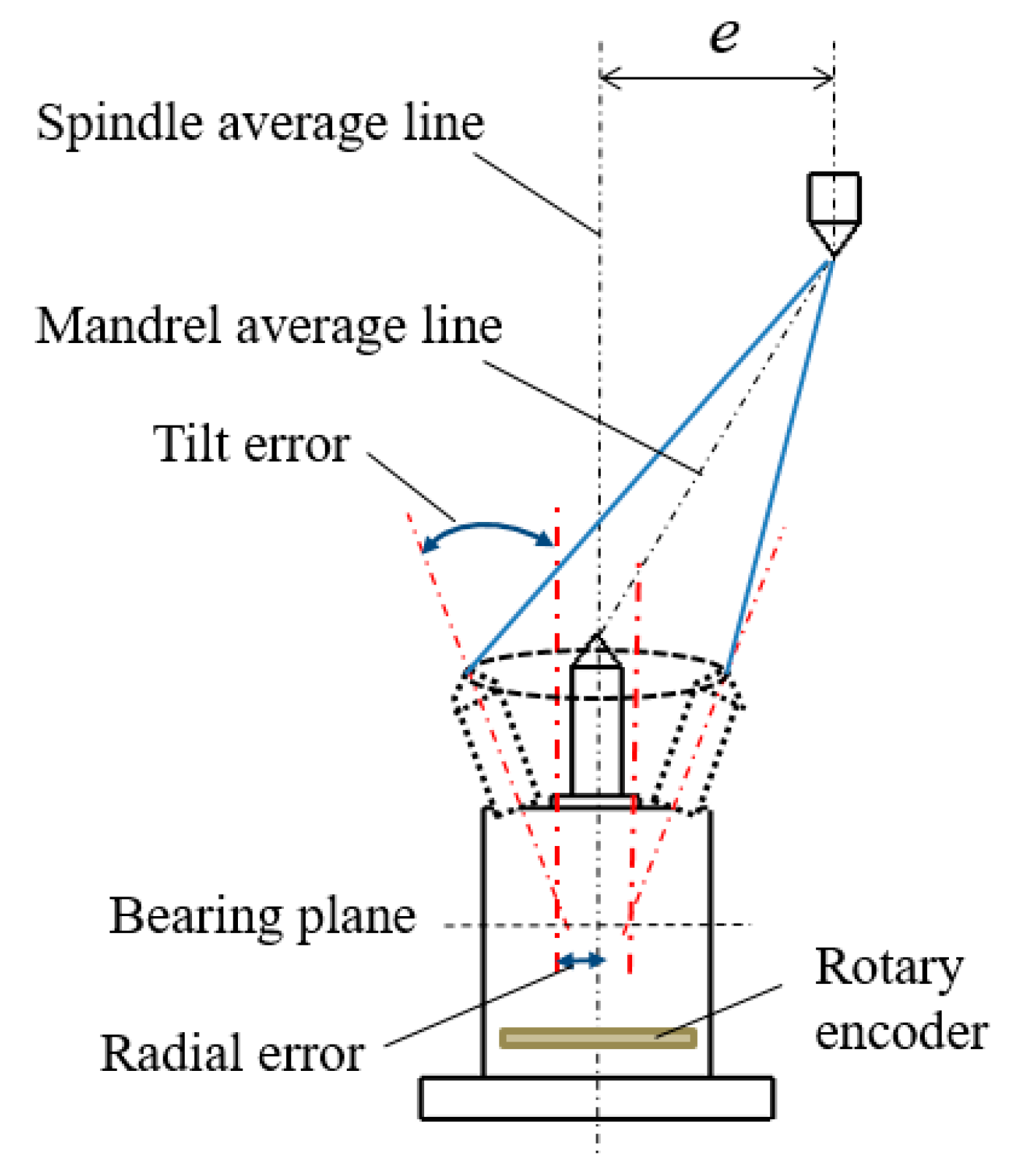
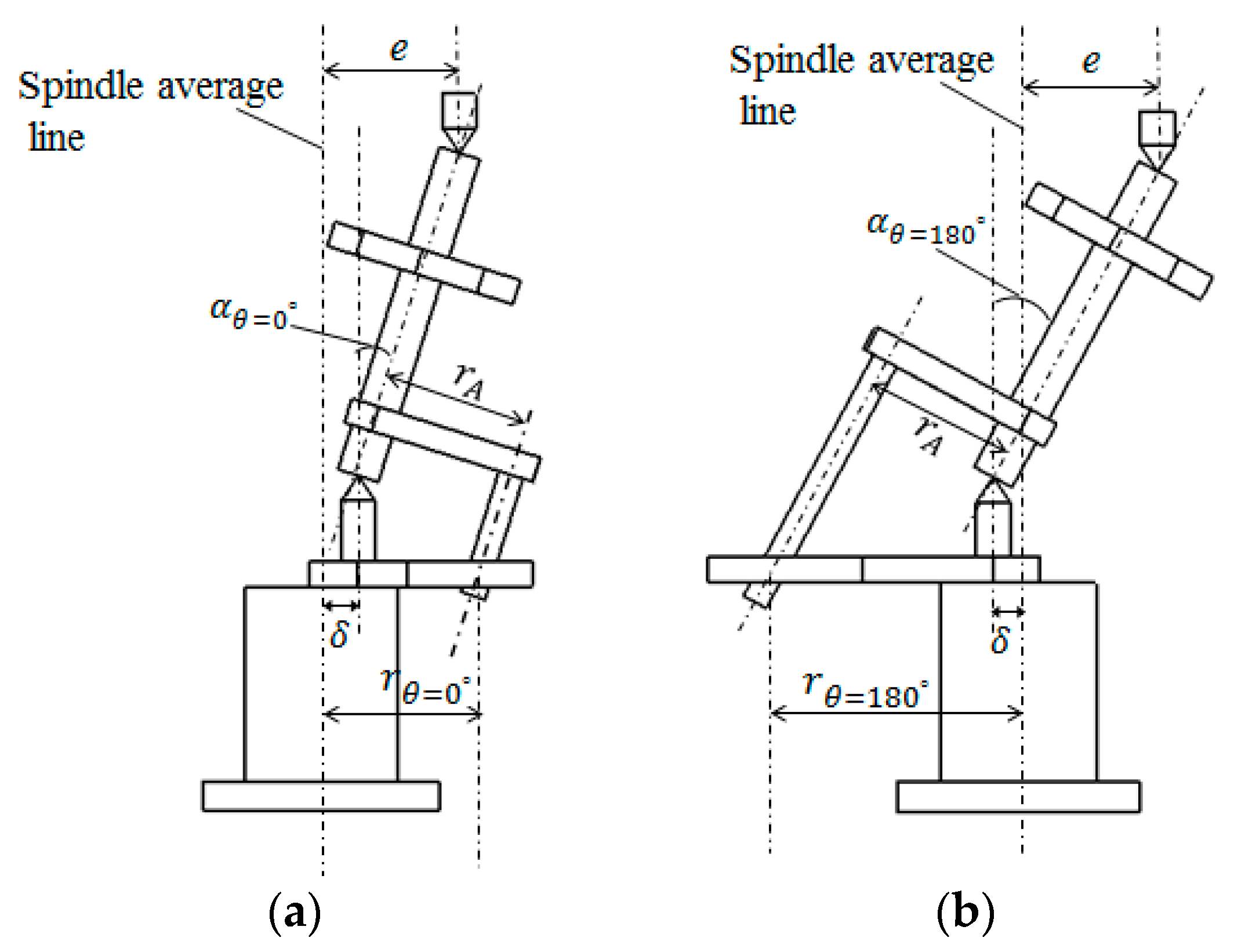
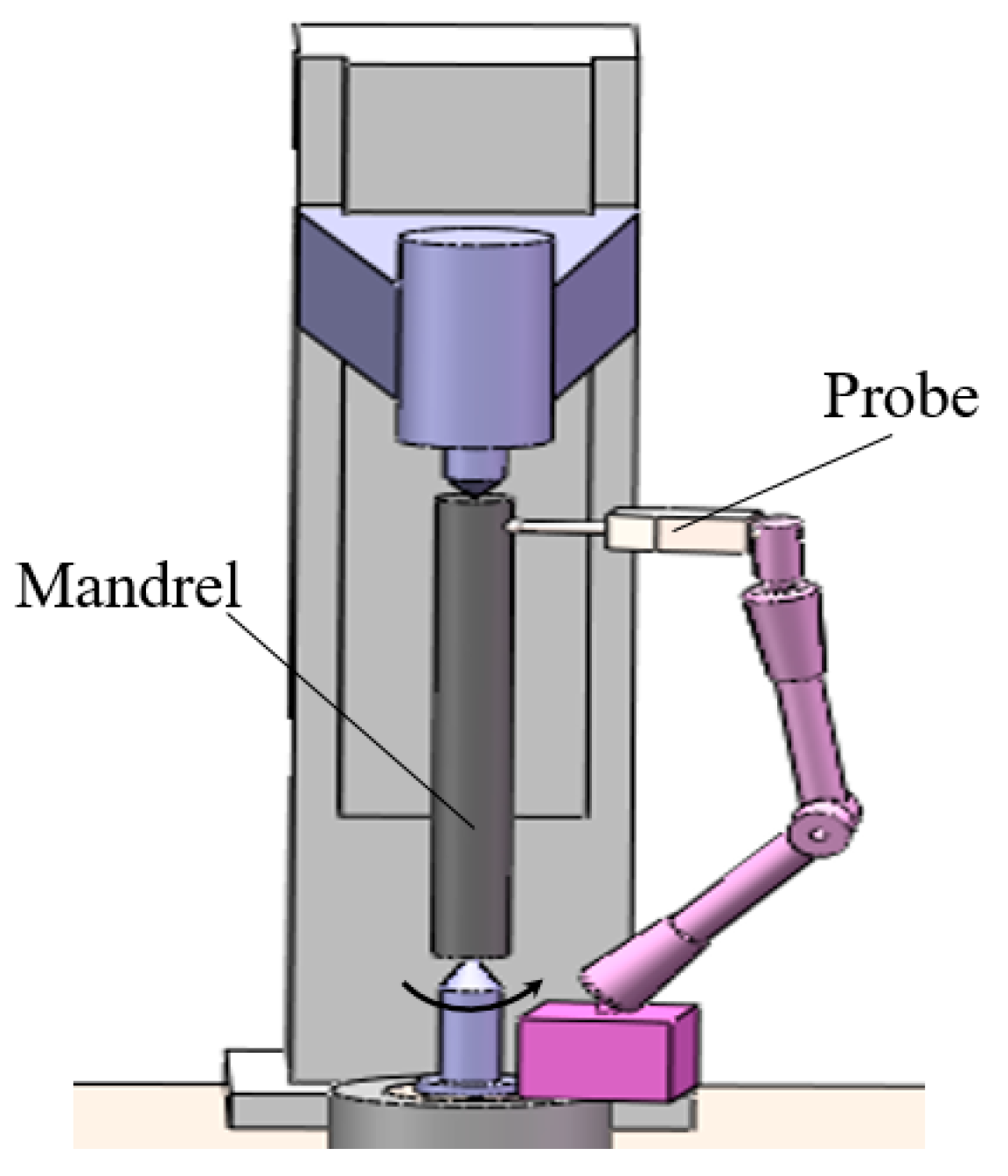
2. Angular Indexing Errors Caused by the Coaxial Deviation of the Mandrel
3. Angular Indexing Error Caused by Coaxiality Error of Mandrel and Radial Error of Spindle
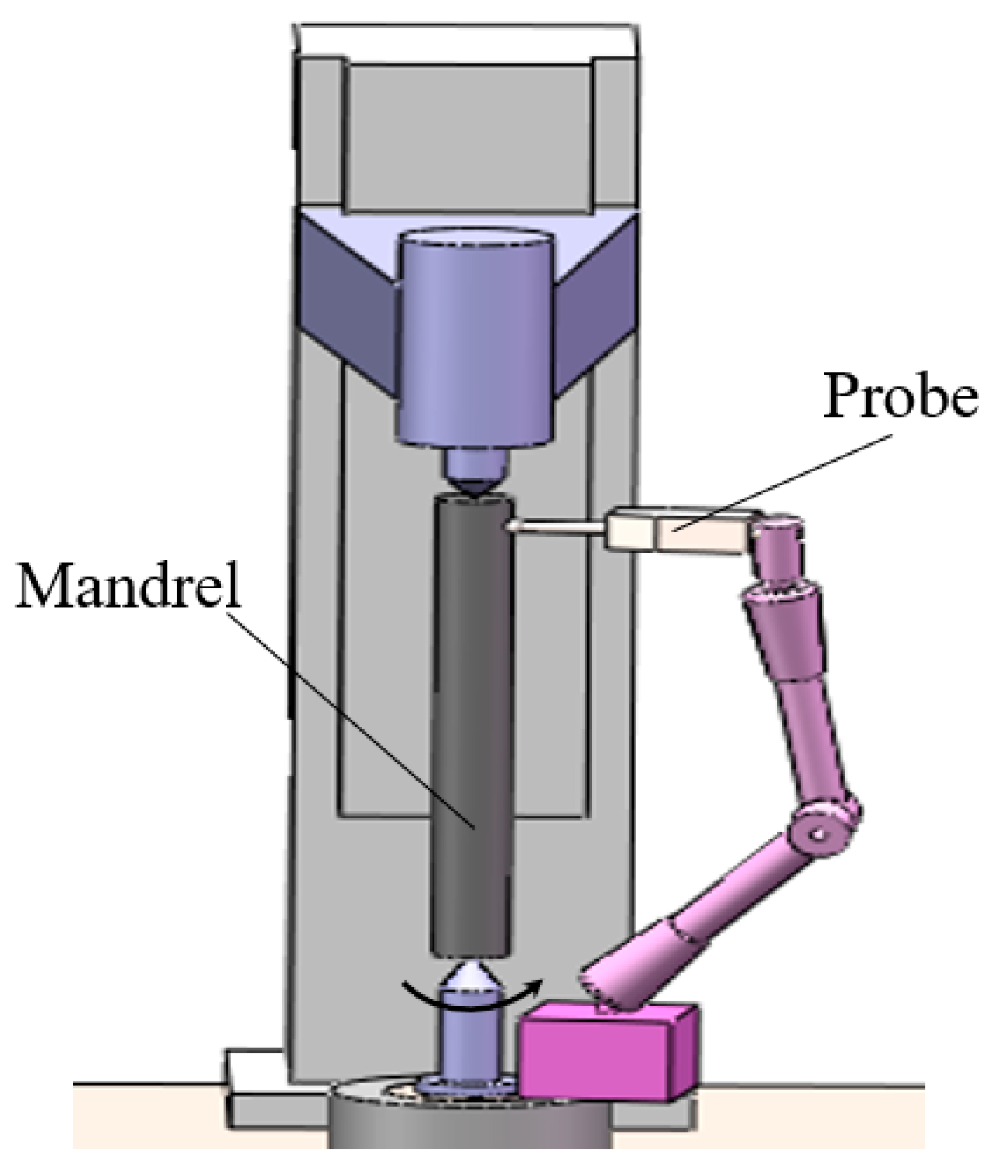
4. Experimental Verification
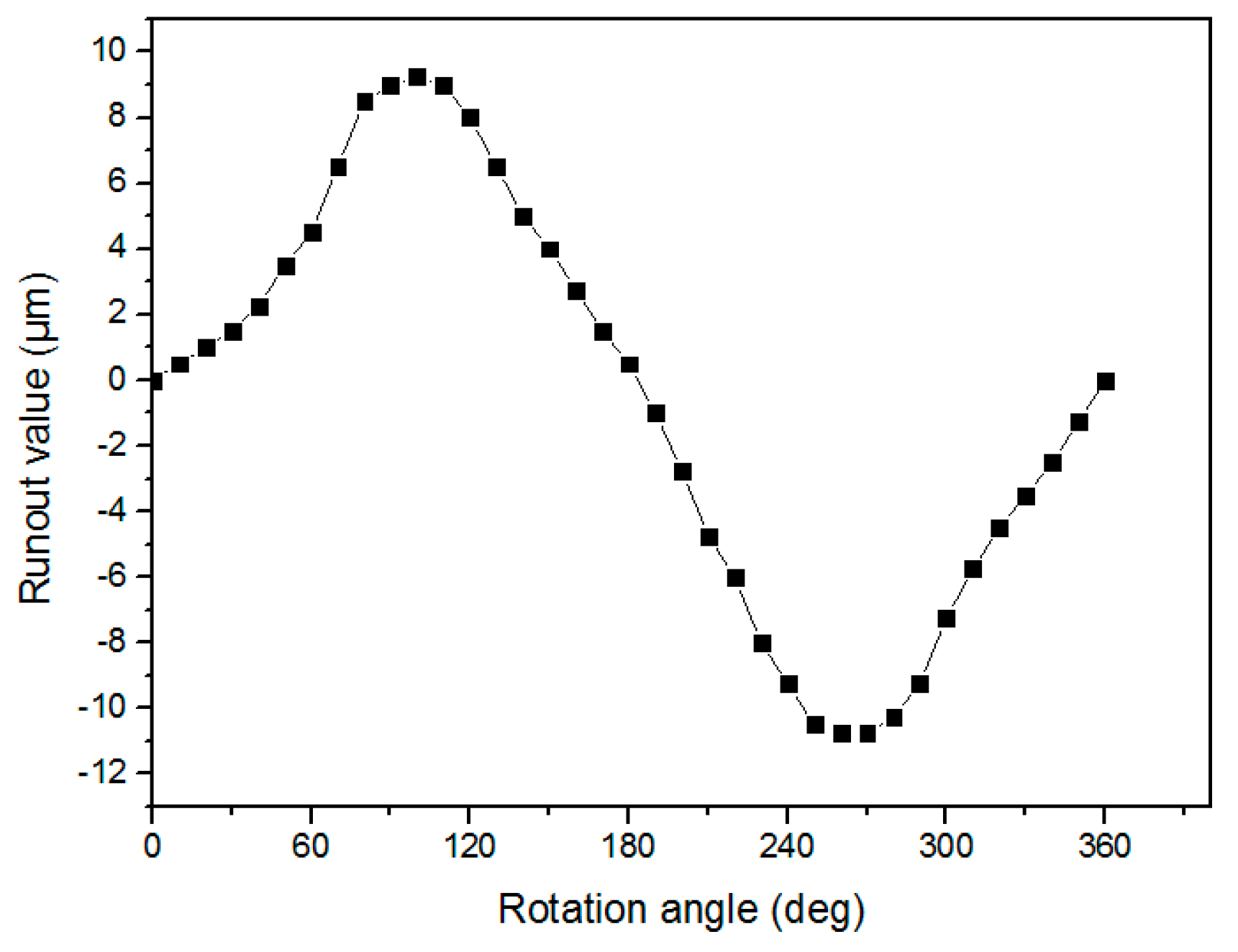
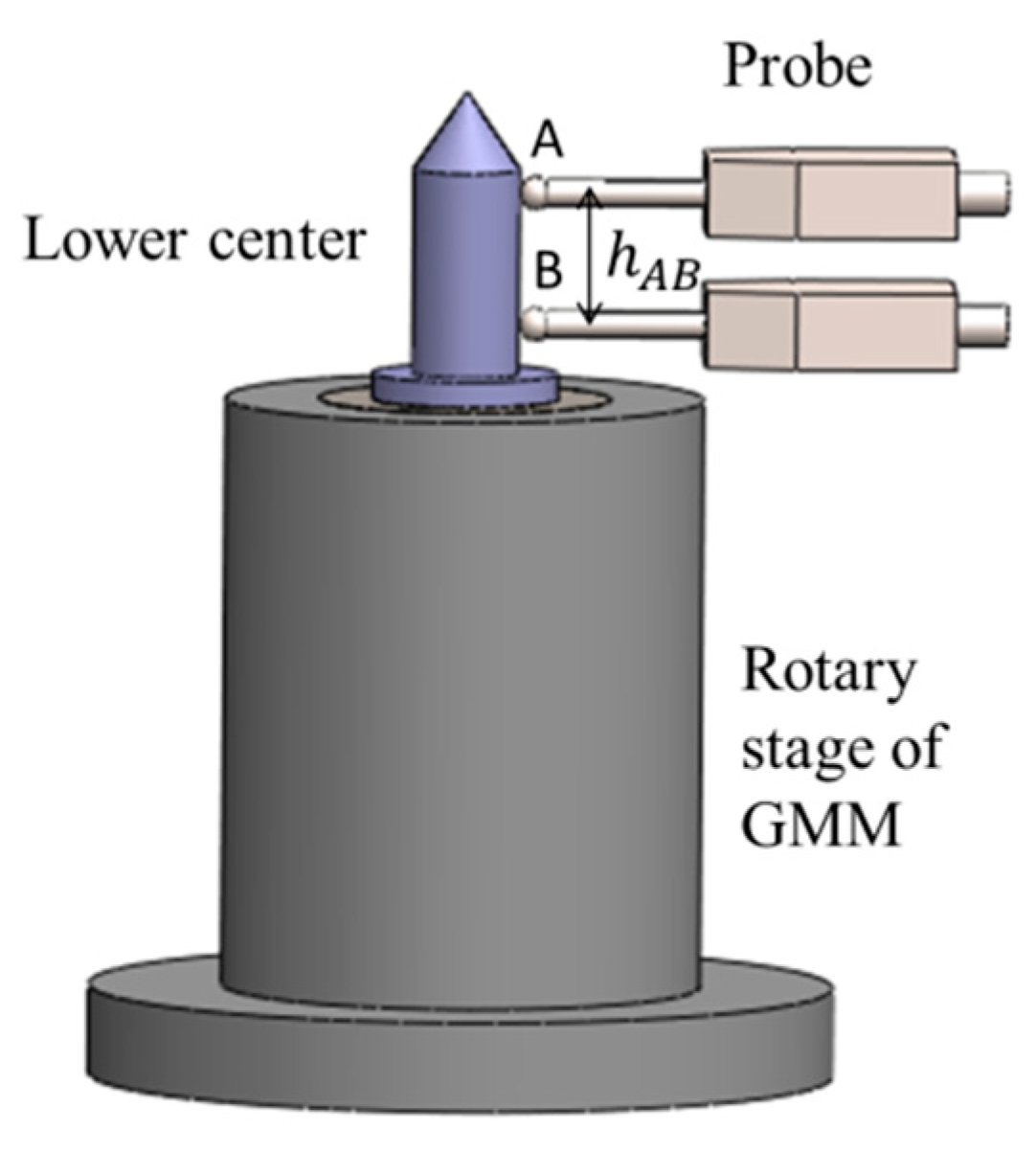
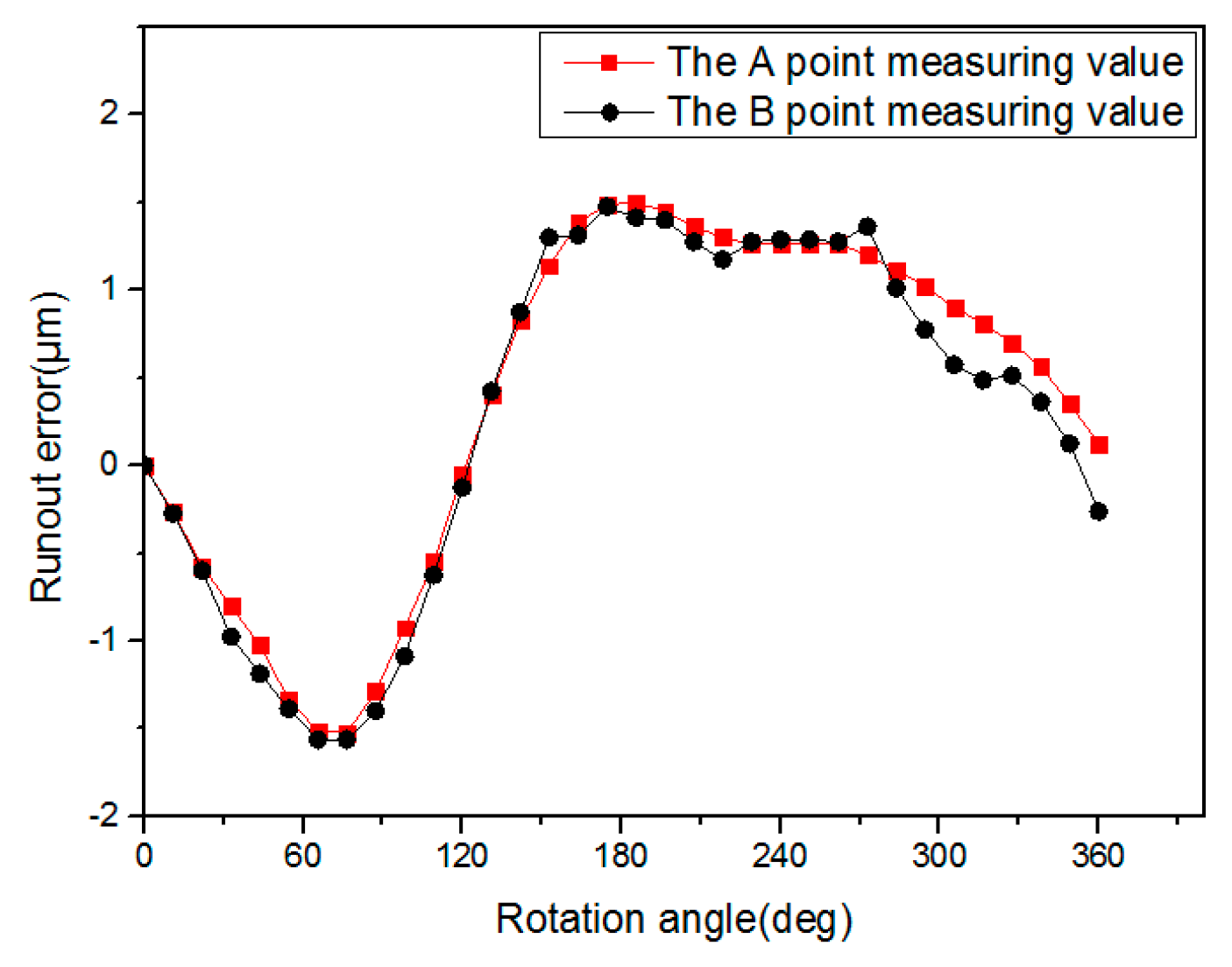
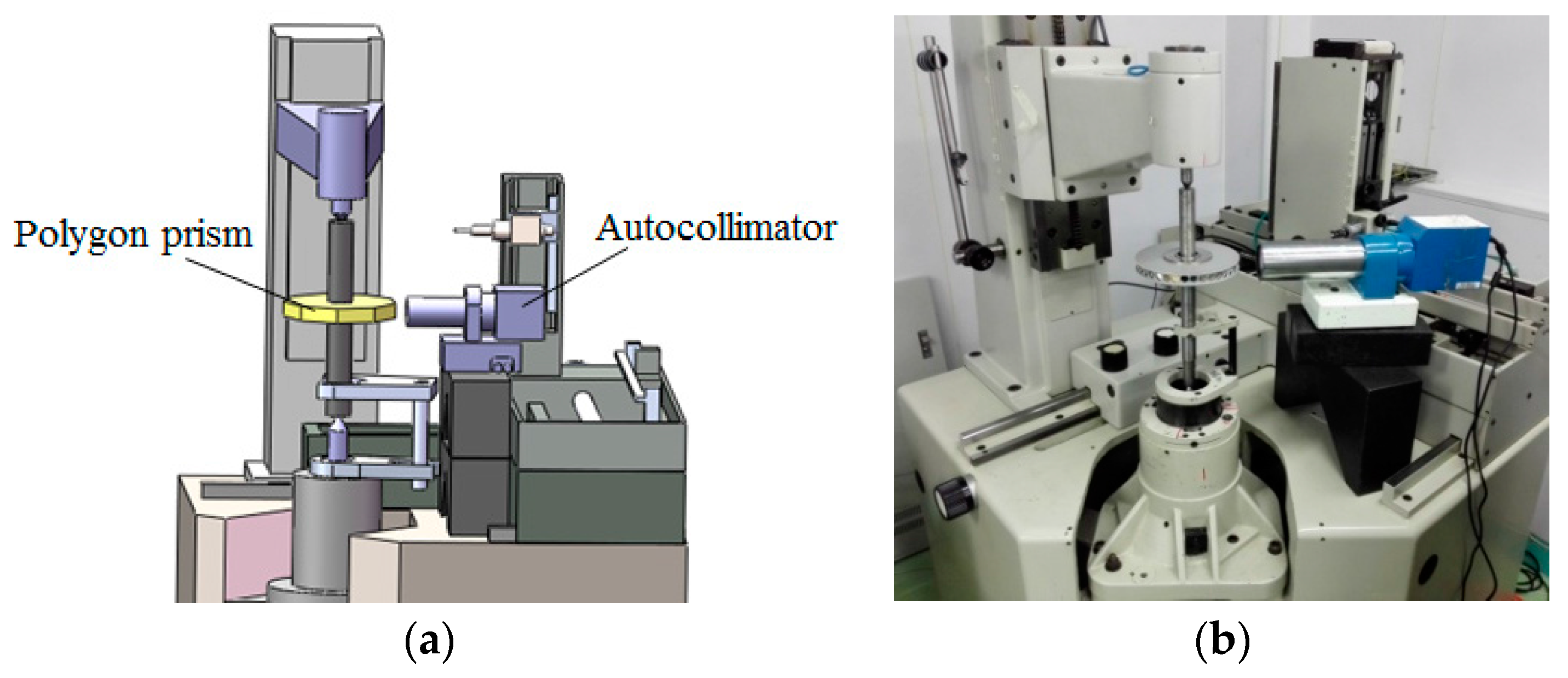
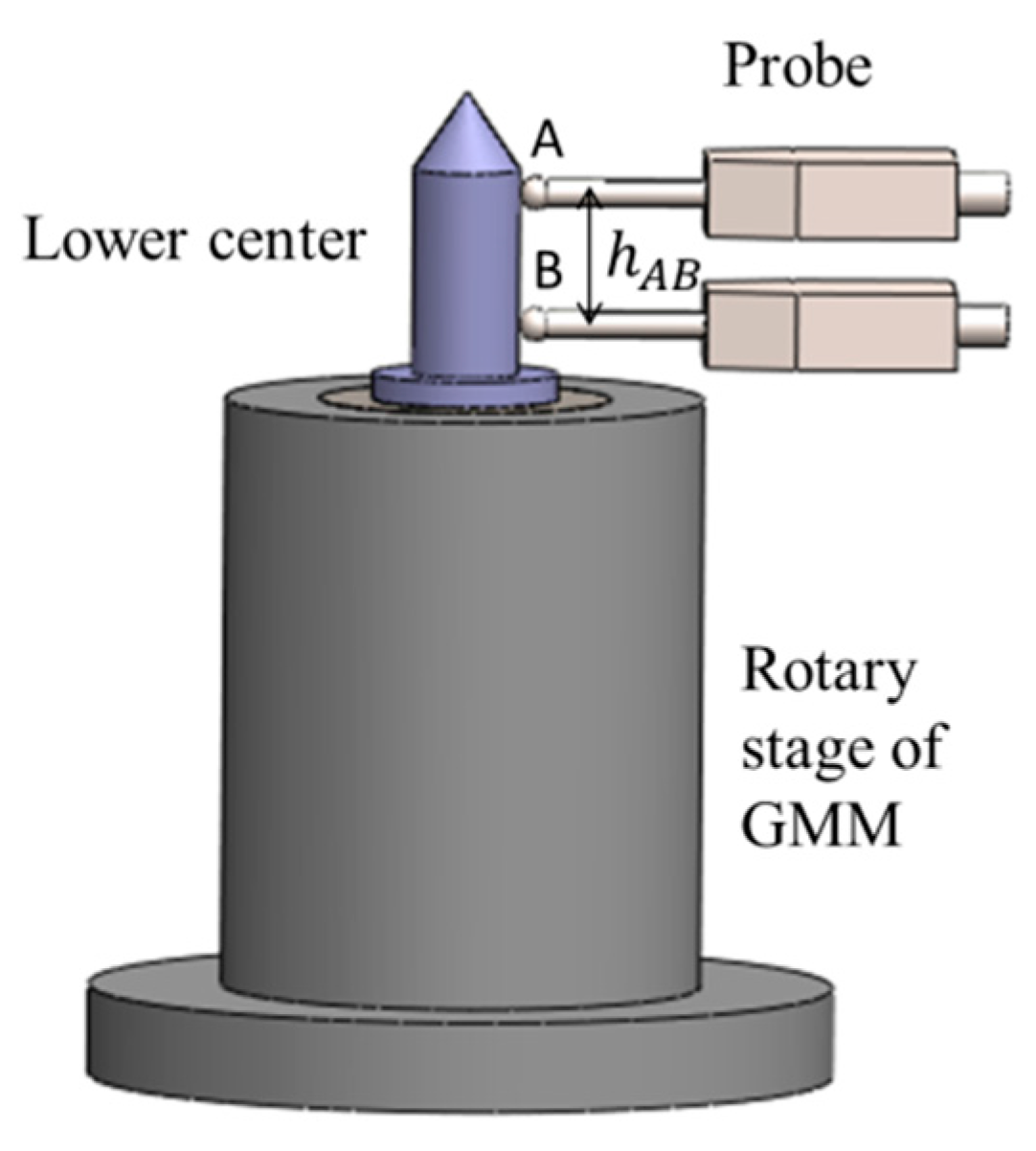
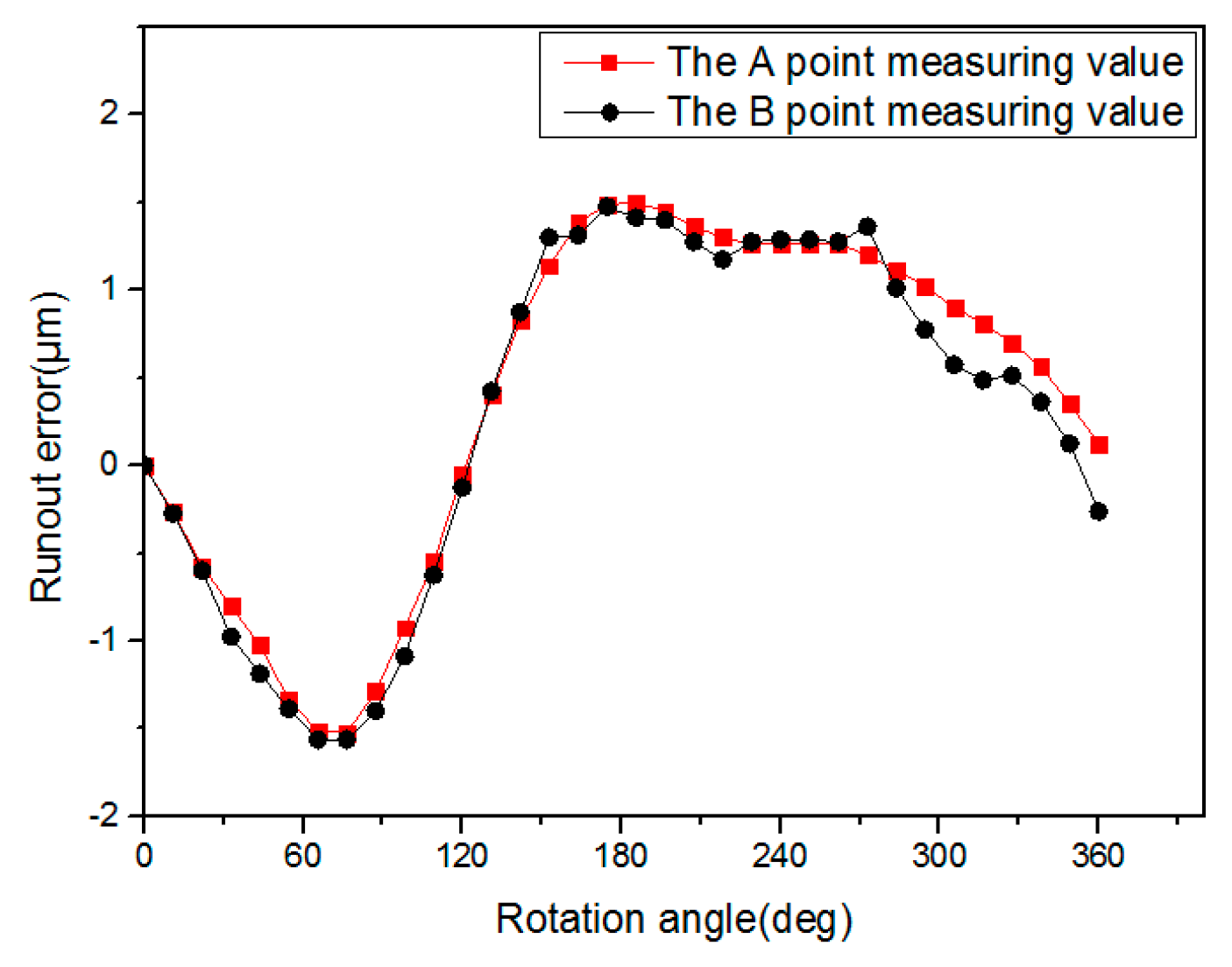
4.1. Measurement of Coaxial Deviation between Two Centers
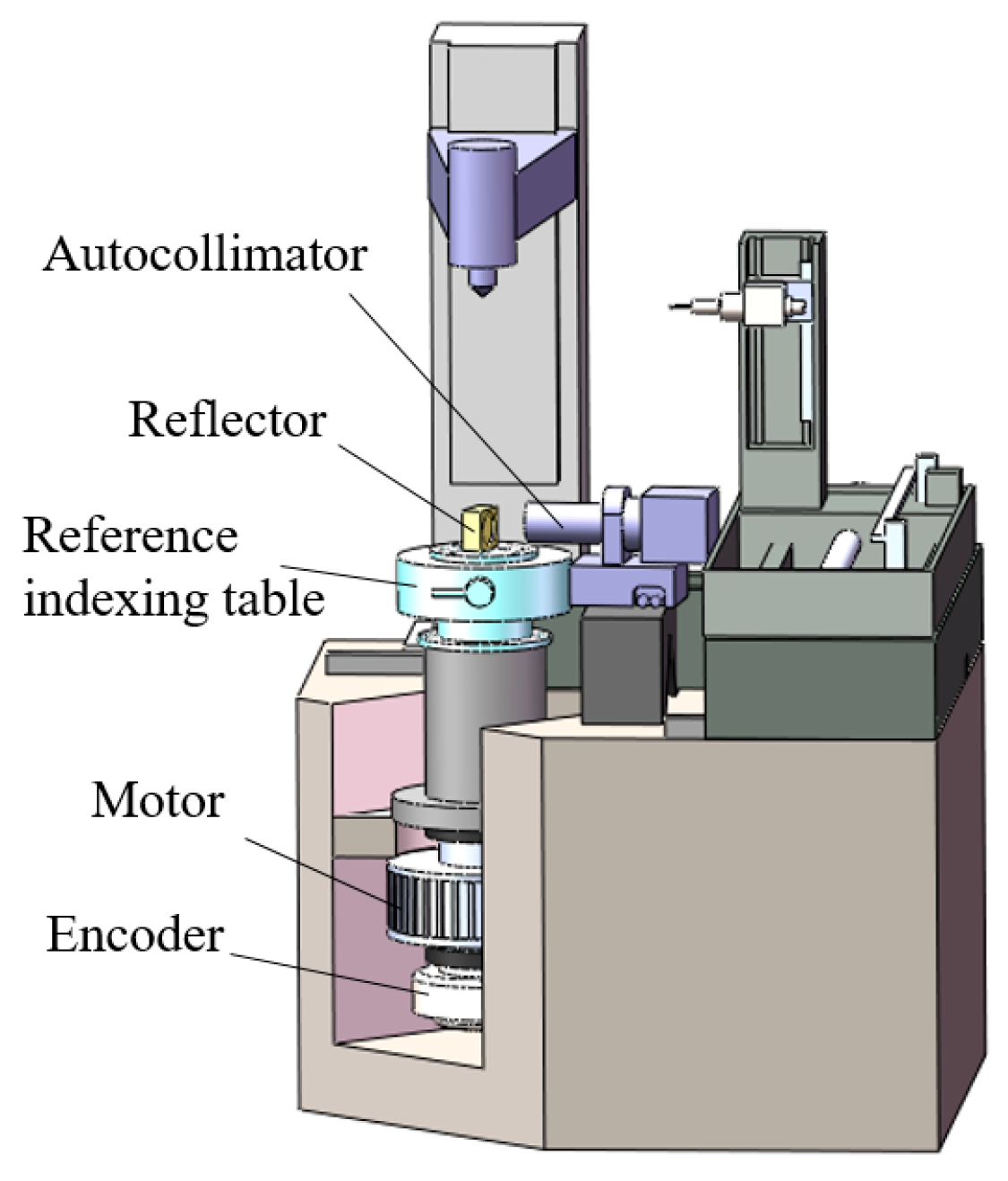
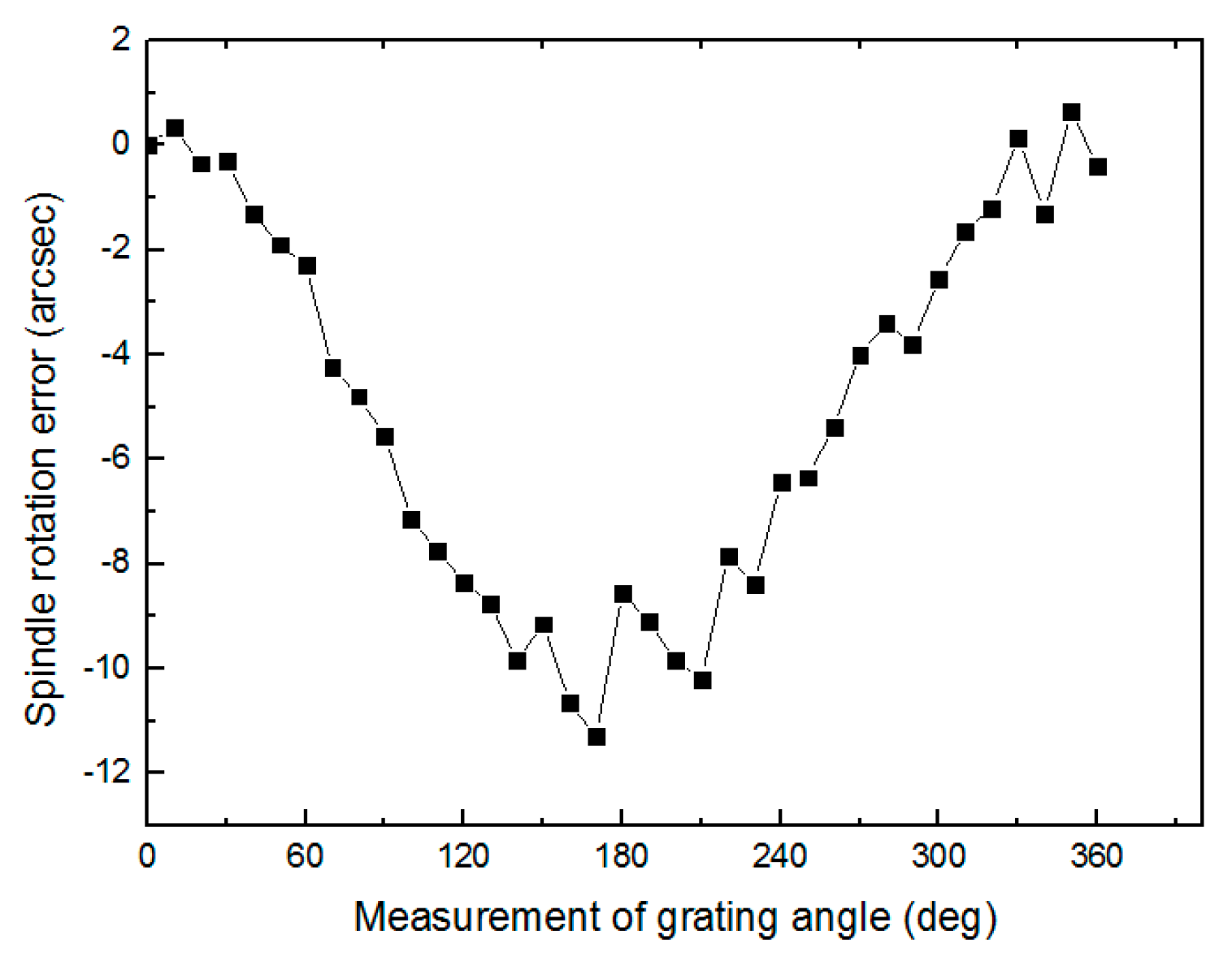
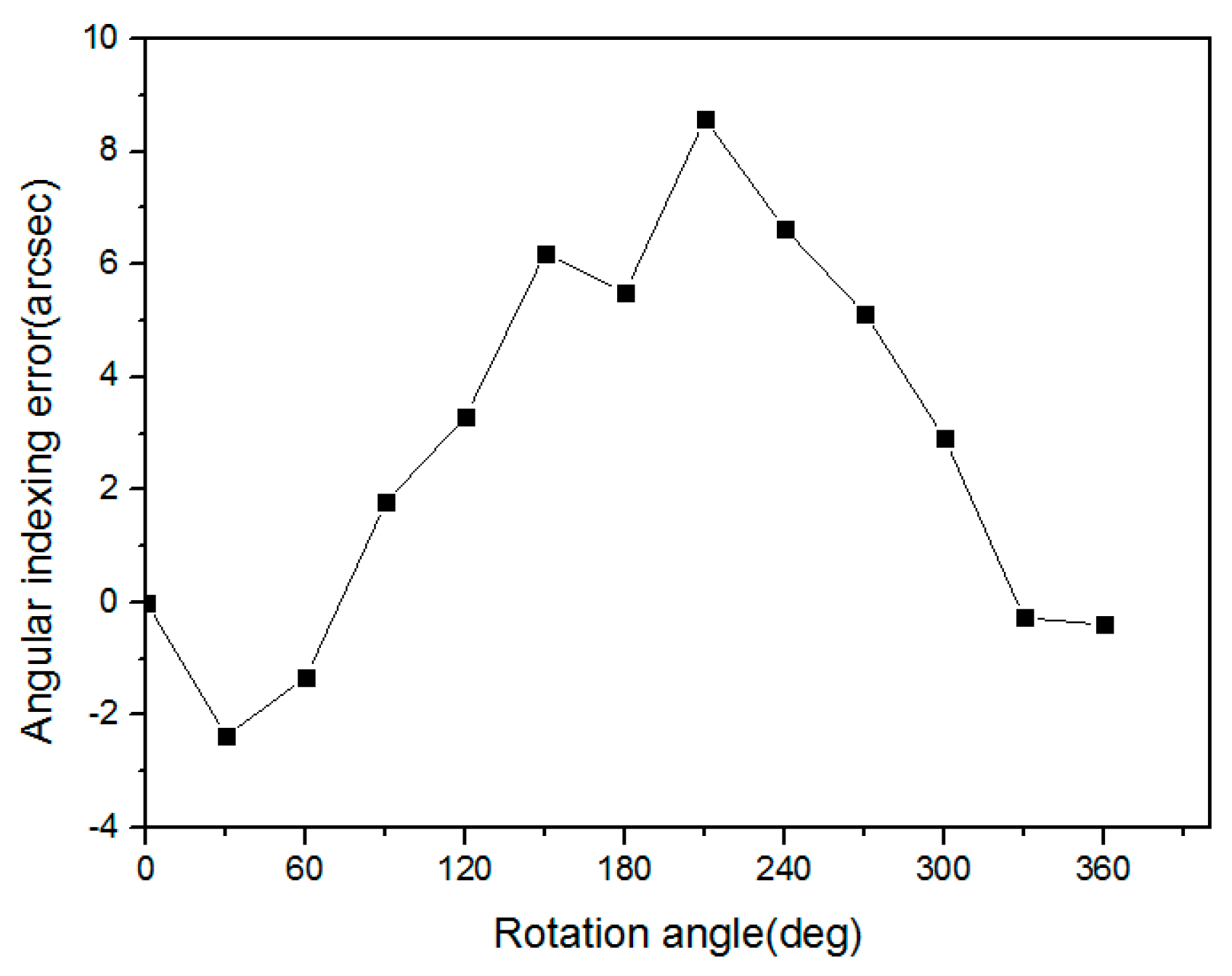
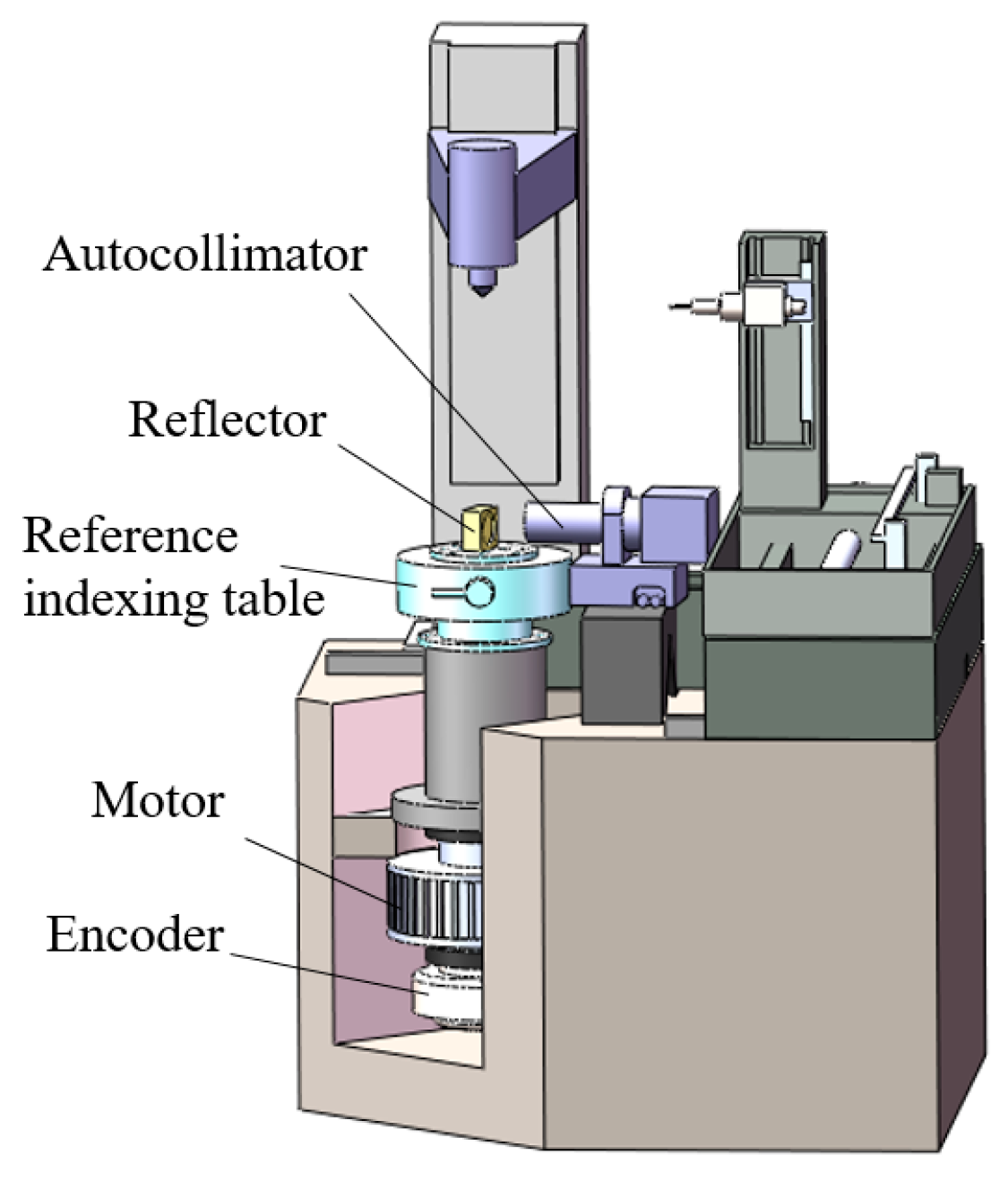
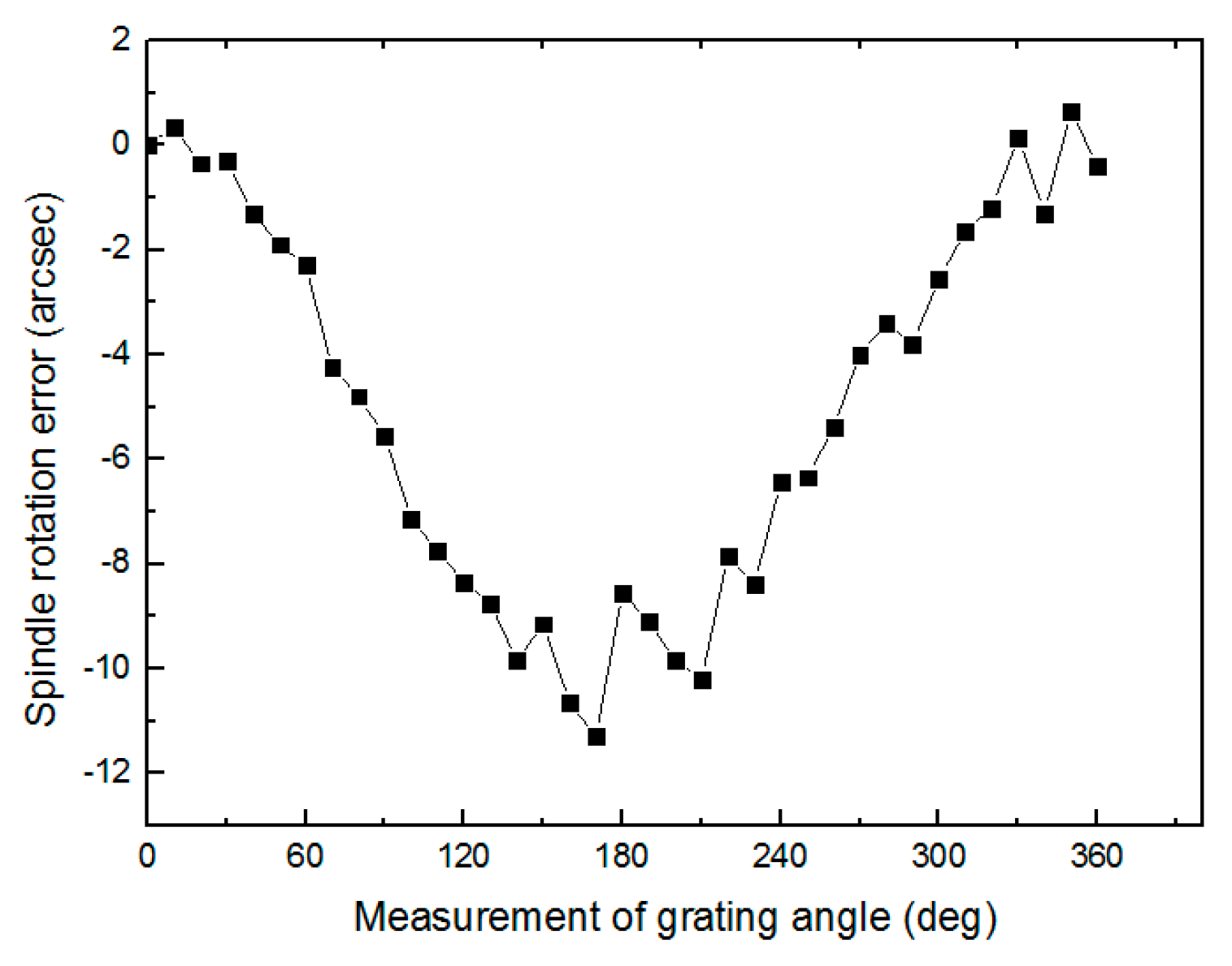
4.2. Measurement of the Angular Indexing Error of the Spindle
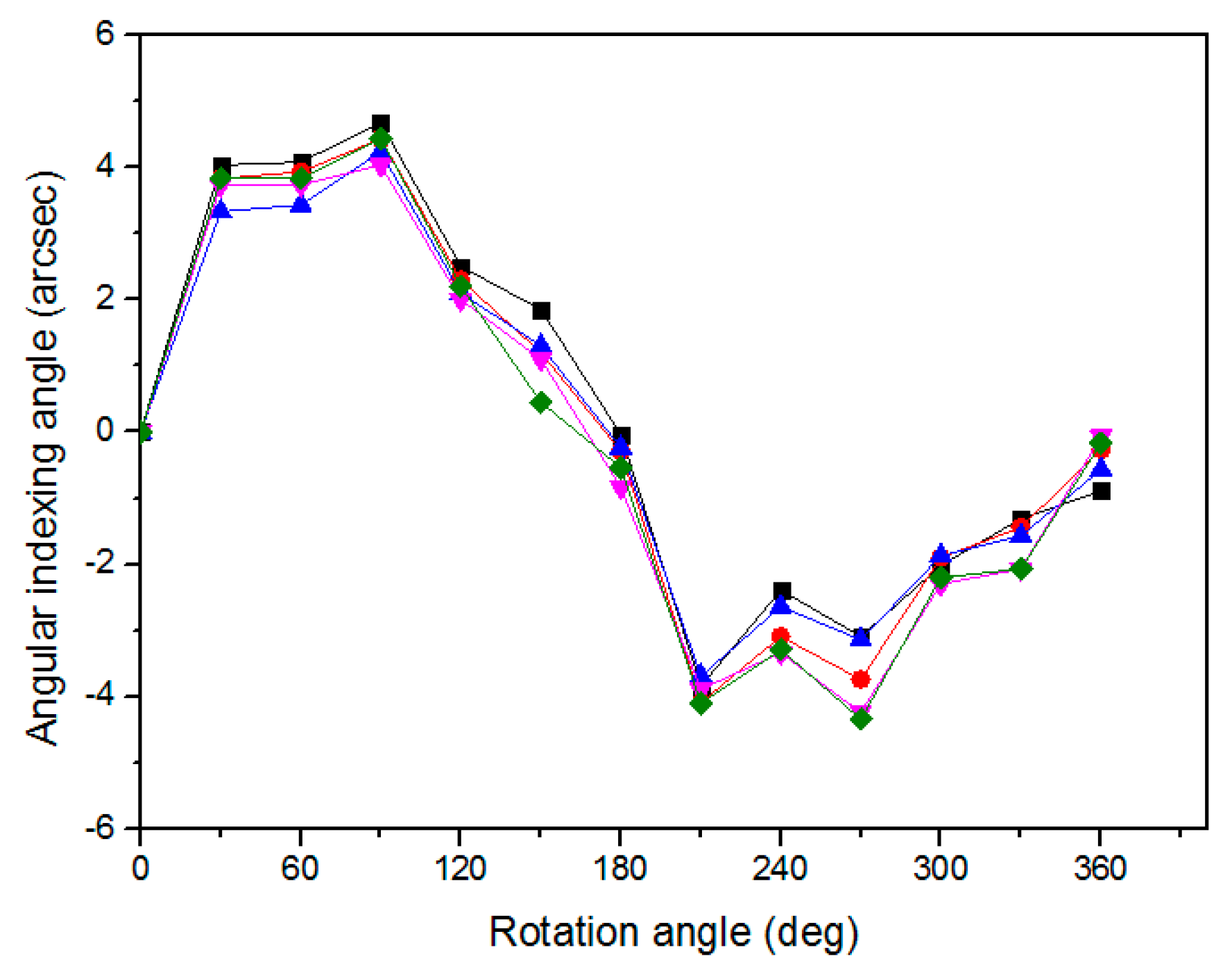
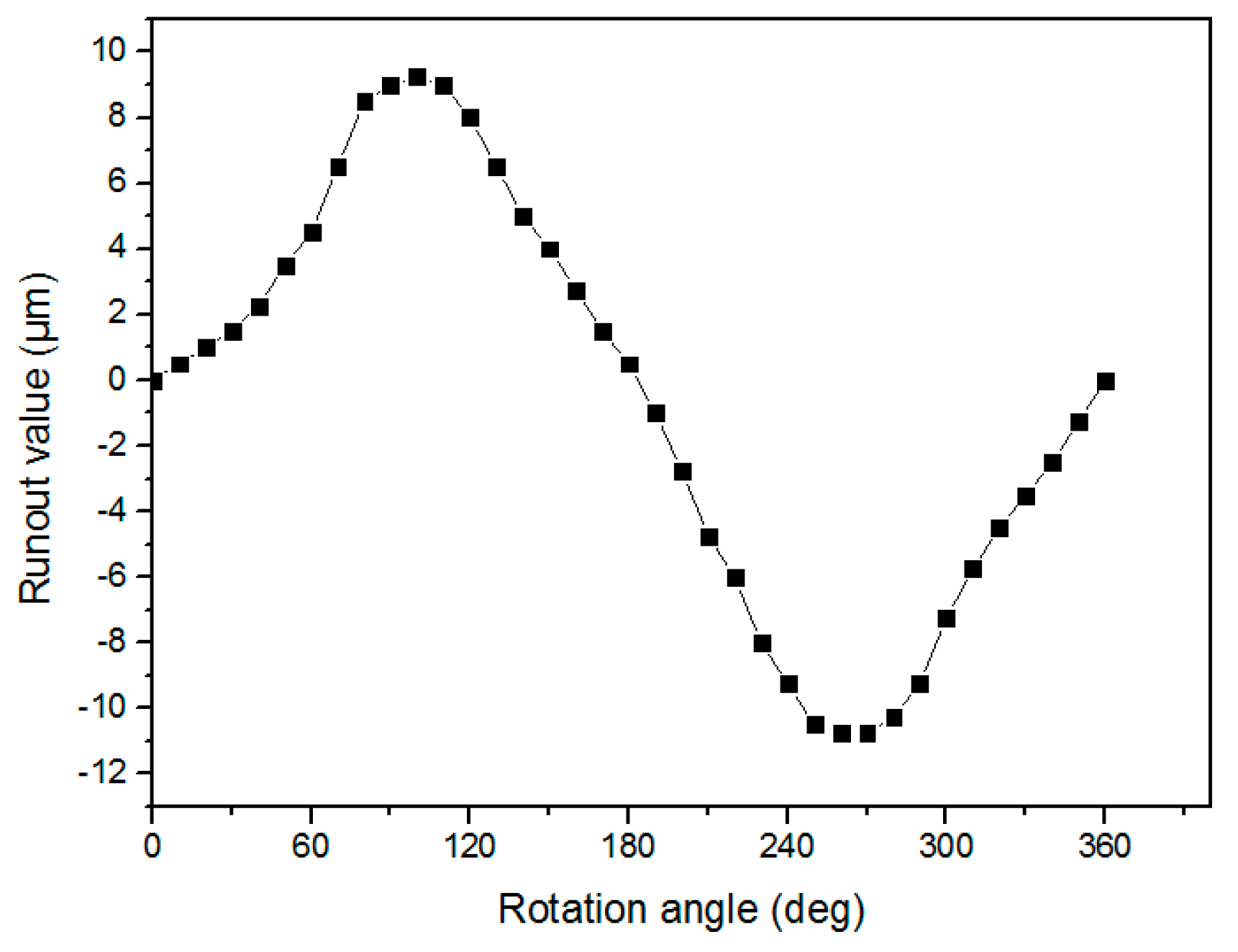
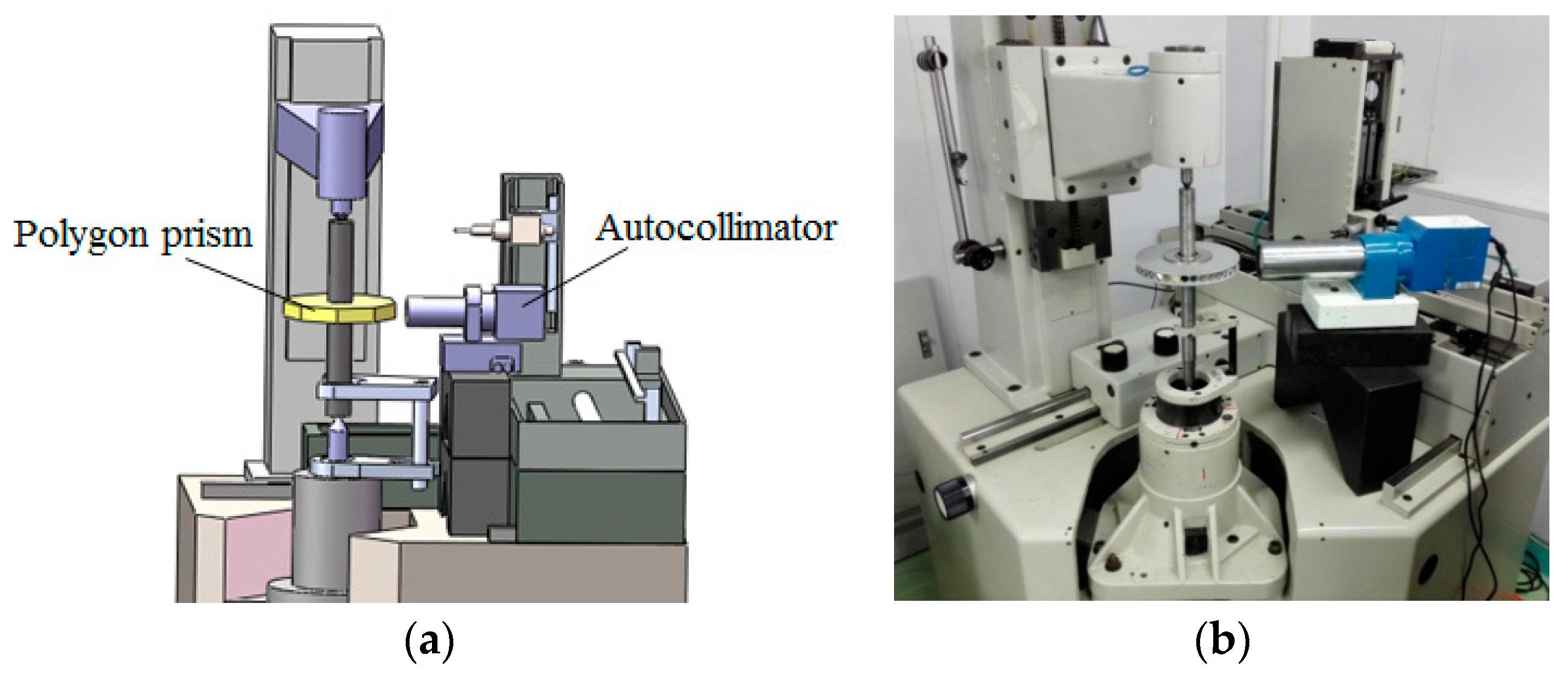
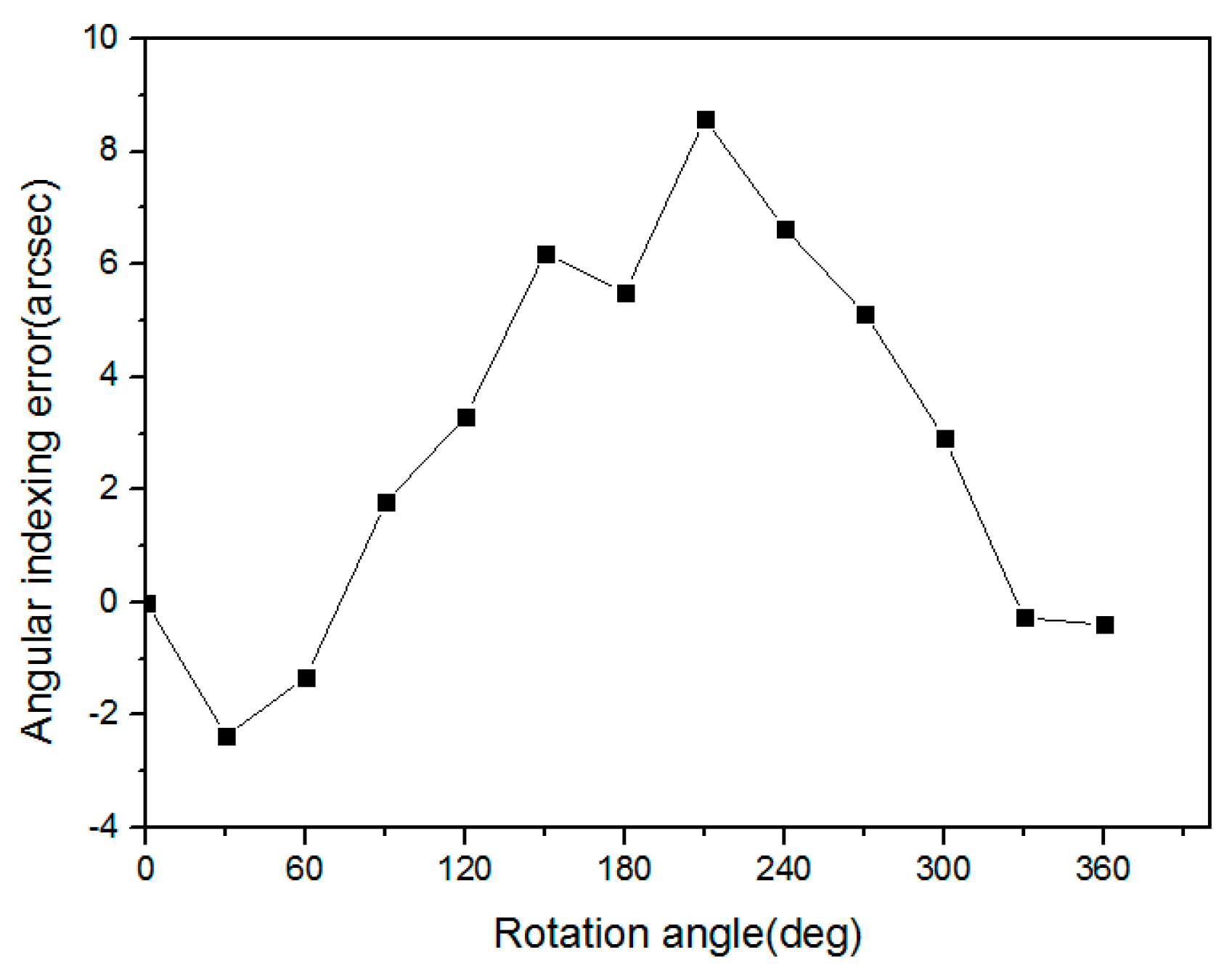
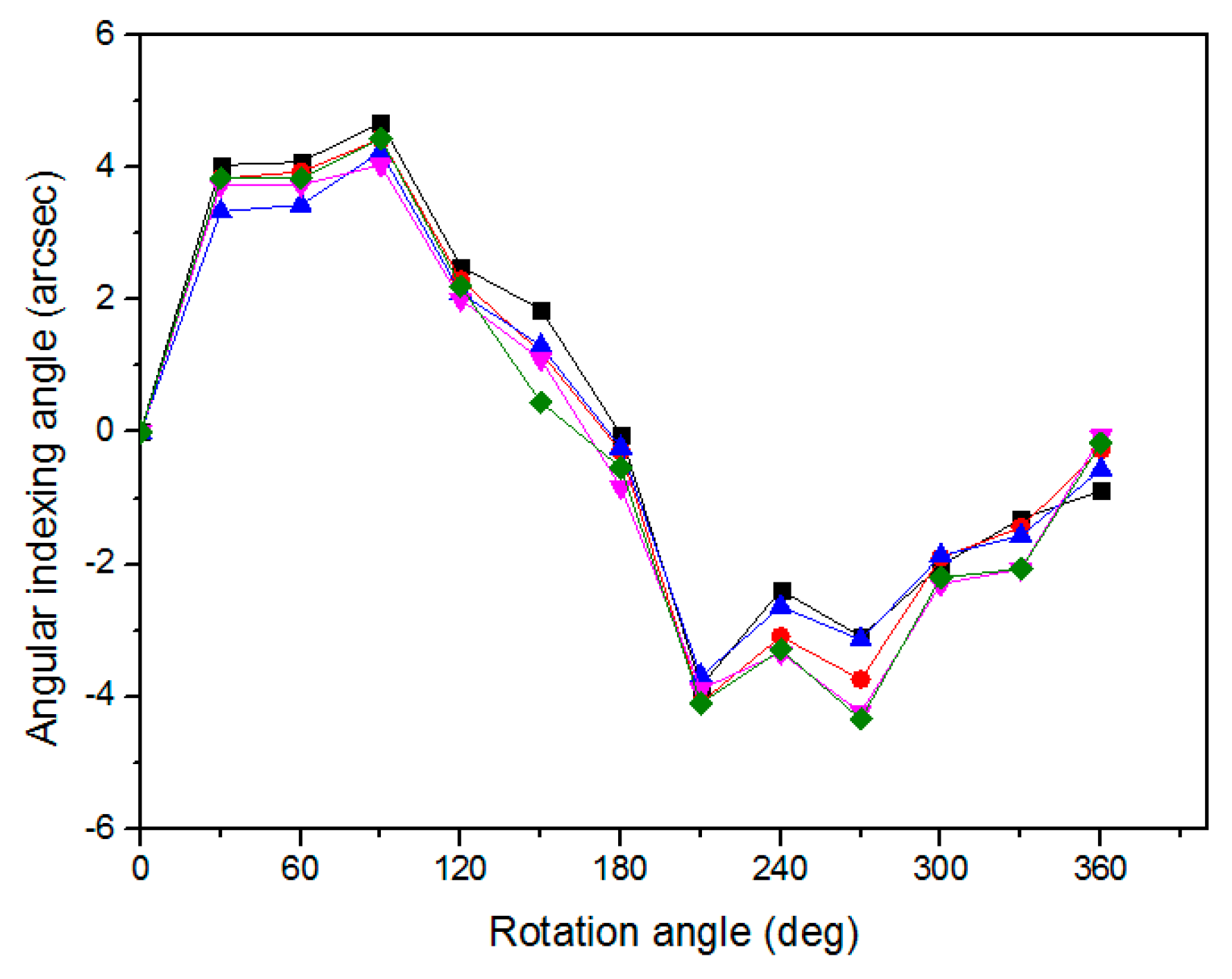
4.3. Measurement of the Angular Indexing Error of the Mandrel
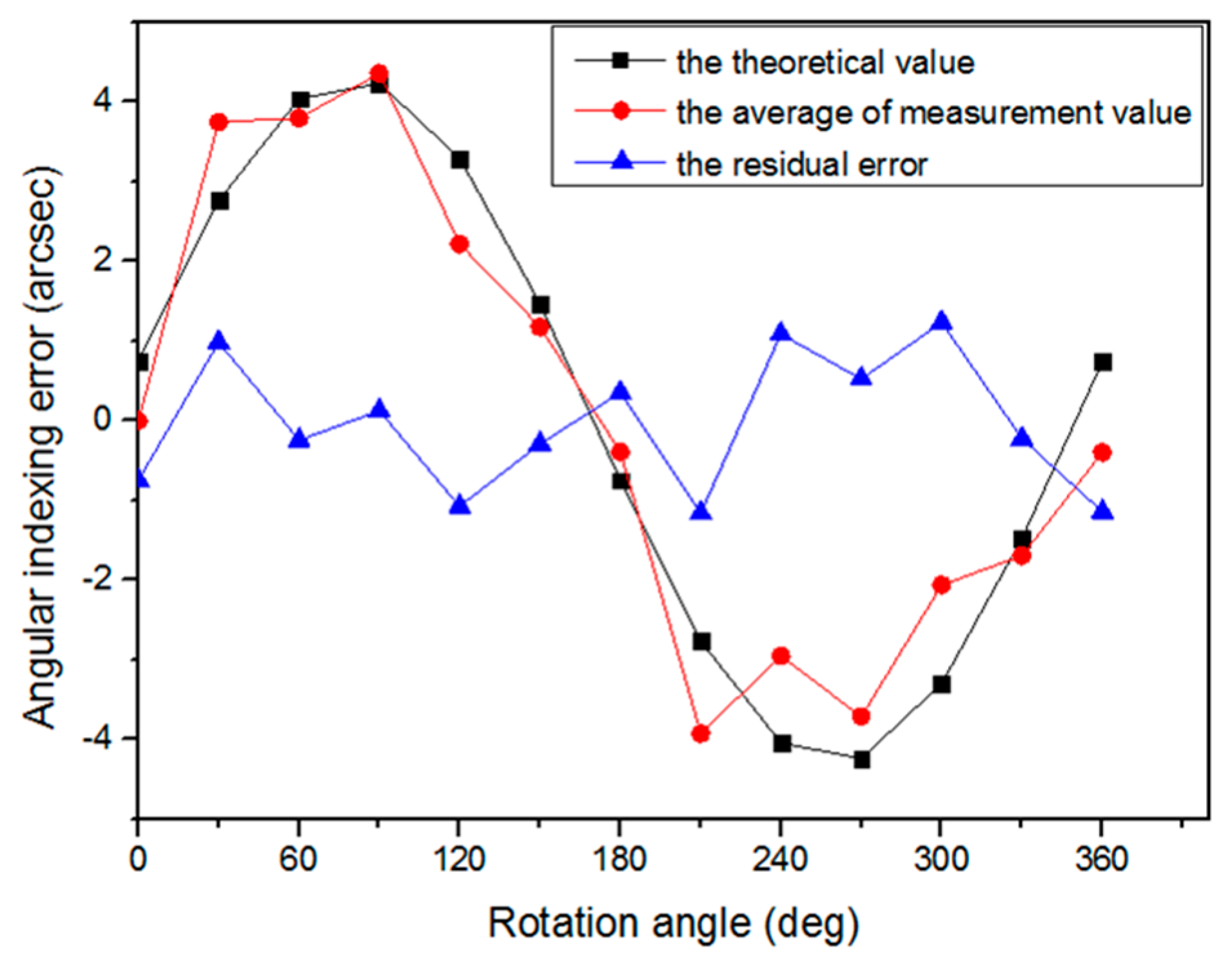
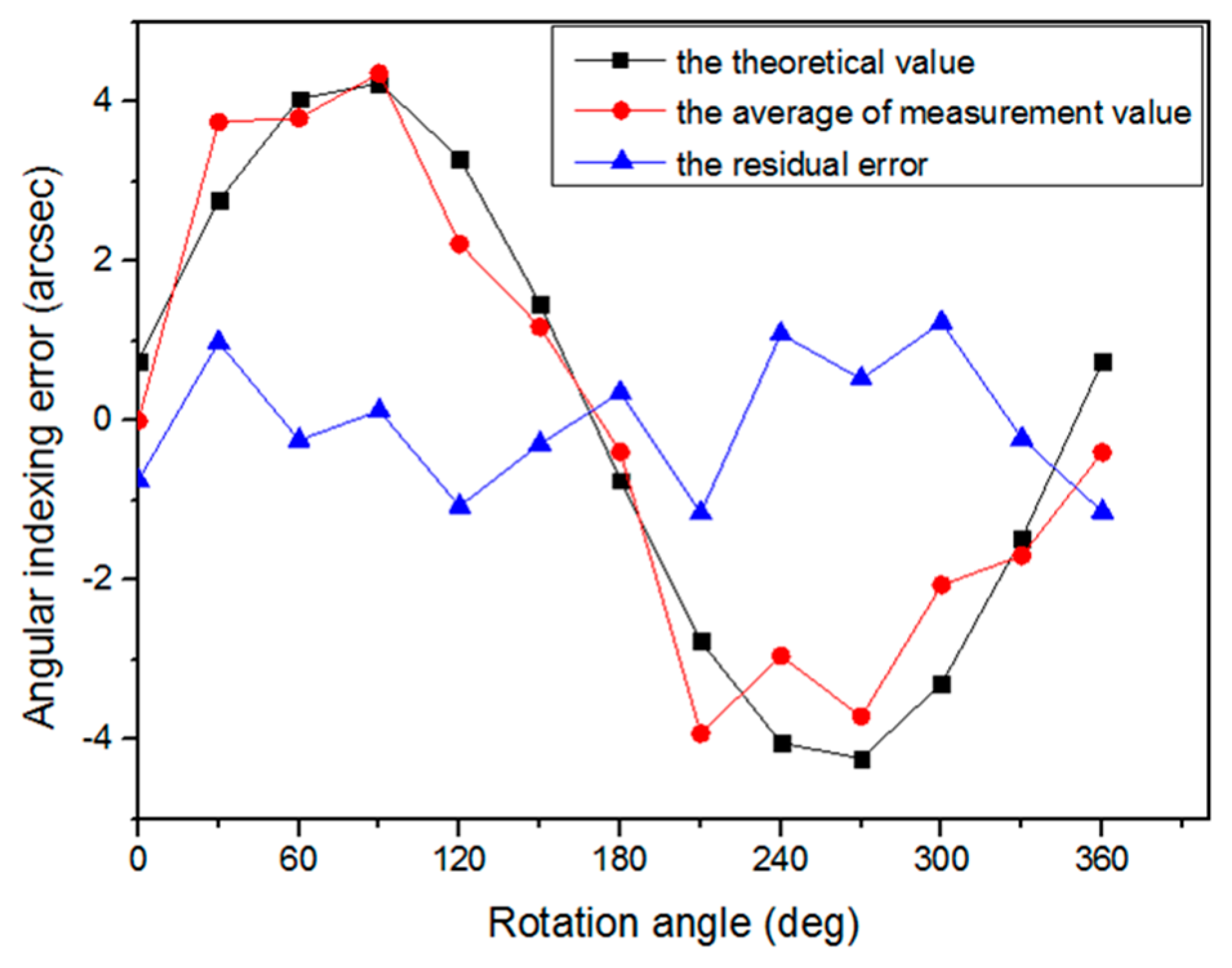
5. Discussion
6. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- ISO 230-1:2012 I. Test Code for Machine Tools—Part 1: Geometric Accuracy of Machines Operating under No-Load or Quasi-Static Load Conditions; ISO: Geneva, Switzerland, 2012. [Google Scholar]
- ISO 230-7:2006 I. Test Code for Machine Tools—Part 7: Geometric Accuracy of Axes of Rotation; ISO: Geneva, Switzerland, 2006. [Google Scholar]
- ANSI/ASME B89.3.4-2010. Axes of Rotation: Methods for Specifying and Testing; ASME: New York, NY, USA, 2010. [Google Scholar]
- Marsh, E. Precision Spindle Metrology, 2nd ed.; DEStech Publications: Lancaster, PA, USA, 2010. [Google Scholar]
- Liu, C.H.; Jywe, W.Y.; Lee, H.W. Development of a simple test device for spindle error measurement using a position sensitive detector. Meas. Sci. Technol. 2004, 15, 1733–1741. [Google Scholar] [CrossRef]
- Jywe, W.Y.; Chen, C.J. The development of a high-speed spindle measurement system using a laser diode and a quadrants sensor. Int. J. Mach. Tools Manuf. 2005, 45, 1162–1170. [Google Scholar] [CrossRef]
- Park, S.R.; Hoang, T.K.; Yang, S.H. A new optical measurement system for determining the geometrical errors of rotary axis of a 5-axis miniaturized machine tool. J. Mech. Sci. Technol. 2010, 24, 175–179. [Google Scholar] [CrossRef]
- He, Z.; Fu, J.; Zhang, L.; Yao, X. A new error measurement method to identify all six error parameters of a rotational axis of a machine tool. Int. J. Mach. Tools Manuf. 2015, 88, 1–8. [Google Scholar] [CrossRef]
- Zhang, Y.; Yang, J.G.; Zhang, K. Geometric error measurement and compensation for the rotary table of five-axis machine tool with double ballbar. Int. J. Adv. Manuf. Technol. 2013, 65, 275–281. [Google Scholar] [CrossRef]
- Aketagawa, M.; Madden, M.; Uesugi, S.; Kumagai, T.; Maeda, Y.; Okuyama, E. Spindle error motion measurement using concentric circle grating and phase modulation interferometers. Opt. Metrol. Insp. Ind. Appl. II 2012, 8563. [Google Scholar] [CrossRef]
- Evans, C.J.; Hocken, R.J.; Estler, W.T. Self-Calibration: Reversal, redundancy, error separation, and “absolute testing”. CIRP Ann. 1996, 45, 617–634. [Google Scholar] [CrossRef]
- Lou, Z.F.; Wang, L.D. Adjustment of the measurement point’s position in a double-disc instrument for measuring an involute. Metrologia 2010, 47, 583–587. [Google Scholar]
- Lou, Z.F.; Wang, L.D.; Wang, X.D.; Ma, Y. Measurement errors caused by radius deviation of base disc in double-disc instrument for measuring an involute. Meas. Sci. Technol. 2011, 22, 115104–115111. [Google Scholar]
- Lou, Z.F.; Ling, S.Y.; He, H.Z.; Wang, X.D.; Ma, Y.; Wang, L.D. A kind of multi-step method for measuring pitch deviation of a gear. Meas. Sci. Technol. 2012, 23, 115002–115009. [Google Scholar] [CrossRef]
- Liu, Y.S.; Fang, S.P.; Wang, H.Y.; Taguchi, T.; Takeda, R. Compensation method for the alignment angle error in pitch deviation measurement. Meas. Sci. Technol. 2016, 27, 055006–055016. [Google Scholar] [CrossRef]
- Li, Y.T.; Fan, K.C. A novel method of angular positioning error analysis of rotary stages based on the Abbe principle. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Angle (°) | 1 (″) | 2 (″) | 3 (″) | 4 (″) | 5 (″) | Maximum Difference (″) |
|---|---|---|---|---|---|---|
| 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 30 | 4.03 | 3.83 | 3.33 | 3.73 | 3.83 | 0.7 |
| 60 | 4.08 | 3.93 | 3.43 | 3.73 | 3.83 | 0.65 |
| 90 | 4.68 | 4.43 | 4.23 | 4.03 | 4.43 | 0.65 |
| 120 | 2.5 | 2.3 | 2.1 | 2 | 2.2 | 0.5 |
| 150 | 1.85 | 1.2 | 1.3 | 1.1 | 0.45 | 1.4 |
| 180 | −0.04 | −0.29 | −0.24 | −0.84 | −0.54 | 0.8 |
| 210 | −3.84 | −4.09 | −3.69 | −3.89 | −4.1 | 0.41 |
| 240 | −2.39 | −3.09 | −2.64 | −3.34 | −3.29 | 0.95 |
| 270 | −3.09 | −3.74 | −3.14 | −4.24 | −4.34 | 1.25 |
| 300 | −2.02 | −1.9 | −1.87 | −2.3 | −2.2 | 0.43 |
| 330 | −1.31 | −1.44 | −1.57 | −2.07 | −2.07 | 0.76 |
| 360 | −0.89 | −0.27 | −0.57 | −0.07 | −0.17 | 0.82 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lou, Z.-F.; Xue, P.-F.; Zheng, Y.-S.; Fan, K.-C. An Analysis of Angular Indexing Error of a Gear Measuring Machine. Appl. Sci. 2018, 8, 169. https://doi.org/10.3390/app8020169
Lou Z-F, Xue P-F, Zheng Y-S, Fan K-C. An Analysis of Angular Indexing Error of a Gear Measuring Machine. Applied Sciences. 2018; 8(2):169. https://doi.org/10.3390/app8020169
Chicago/Turabian StyleLou, Zhi-Feng, Peng-Fei Xue, Yuan-Song Zheng, and Kuang-Chao Fan. 2018. "An Analysis of Angular Indexing Error of a Gear Measuring Machine" Applied Sciences 8, no. 2: 169. https://doi.org/10.3390/app8020169