Grinding Kinetics Adjustment of Copper Ore Grinding in an Innovative Electromagnetic Mill
by
 and
and
Marta Wołosiewicz-Głąb
1,*, 
Paulina Pięta
1,
Dariusz Foszcz
1,
Szymon Ogonowski
2 and
Tomasz Niedoba
1 1
Department of Environmental Engineering and Mineral Processing, Faculty of Mining and Geoengineering, AGH University of Science and Technology, Mickiewicza 30 Av., 30-059 Krakow, Poland
2
Institute of Automatic Control, Silesian University of Technology, Akademicka 16, 44-100 Gliwice, Poland
*
Author to whom correspondence should be addressed.
Appl. Sci. 2018, 8(8), 1322; https://doi.org/10.3390/app8081322
Submission received: 17 July 2018
/
Revised: 26 July 2018
/
Accepted: 30 July 2018
/
Published: 8 August 2018
(This article belongs to the Section Environmental Sciences)
Abstract
:The paper presents a study on the effectiveness of the grinding process in an electromagnetic mill devoted to ultrafine grinding, and the influence of processing parameters on the mill’s performance. The research was focused on the optimization of the duration of the grinding process and selection of the grinding media type in order to obtain the highest relative increase of the selected particle size fraction. Copper ore with a particle size between 0–1 mm was used in the experiments. A model was created that determines the relationship between the processing time and efficiency of the grinding, and can be used for the optimization of the process. A comparison of the relative growth of particle size fractions in milling products was performed. The obtained milling efficiency results measured by the growth of the analyzed particle size fraction in the milling product confirmed that the best grinding media set includes a grinding medium with a diameter of 1 mm and a length of 10 mm.
1. Introduction
Various industries, such as mining, construction, ceramics, and pharmaceuticals, require fine, microfine, and ultrafine particles in some stages of the production process. Obtaining such particle size distribution often requires the introduction of modern mills into technological systems. The high-energy consumption of the comminution process demands a reduction of the processing time in order to minimize the cost of the production of fine-grained materials [1]. Achieving the expected properties of the grinding product along with the high economic efficiency of the production process requires also careful analysis of all of the factors influencing the process’s effectiveness, including the operating throughput of all of the devices and grinding media parameters. Conventional grinding devices (ball mills, rod mills, cylindrope mills) are characterized by high-energy consumption. The reduction of process costs can be achieved by introducing electromagnetic mills that are characterized by reduced energy consumption, which is their undeniable advantage and has been a subject of other papers [2,3,4].
There are studies that have focused on the optimization of grinding effectiveness and energy consumption for traditional mills. Among others, an interesting example is the work of Delboni and Morrell, whose research has developed a new autogenous and semiautogenous (AG/SAG) mill model that is based on charge dynamics. The model relates charge motion and composition to power draw and size reduction. Size reduction is described by considering impact and attrition/abrasion as separate processes. These are linked to the energy available in the mill, the charge size distribution, and the relative motion of the grinding media [5]. An example of research focused on ball mills is the work of Katubilwa and Moys regarding the effect of ball size distribution on the million rate. Their research is based on alumina powder wet-milled by zirconia balls with varying diameters at varying rotation speeds, in which they analyzed the resultant particle size of the milled powder. At a given rotation speed, there exists an optimum ball size to yield the minimum particle size of alumina. The optimum ball diameter decreases as the rotation speed increases. This result has been interpreted in light of the competition between the reduced kinetic energy of the smaller balls (a negative source for milling efficiency) and the increased number of contact points of the smaller balls (a positive source), which yields the optimum ball diameter at an intermediate size [6]. An interesting case of optimization based on modeling is the work of Petrakis and Komnitsas, which describes the improvement of the grinding process through the combined use of matrix and population balance models. In their study, the matrix model and the selection function, namely the probability of breakage of the population balance model, were combined through a MATLAB (9.4, MathCode, Natick, MA, USA, 2018) code to predict the size distribution of the grinding products of quartz, marble, quartzite, and metasandstone. The modeling results were in very good agreement with the particle size distributions that were obtained after grinding the feeds in a ball mill [7].
Modeling is convenient and sometimes the only possible form of analysis of technological processes. It is a set of activities related to constructing models of real processes and consists of replacing them with simplified systems (models) reflecting the relationships between selected features of the process (independent variables) and the studied end effect (dependent variable) [8]. However, defining functional dependencies between selected factors is not a simple and obvious matter due to the existence of numerous dependencies between parameters and variability that we are not able to predict.
Mathematical modeling methods and modern simulation software allow examining various variants of technical implementation of the process with a high level of accuracy in order to determine the optimal model structure and parameters and find the possibilities of improving the process itself.
In mineral processing, statistical methods are used to analyze the effects of experimental work, whose main objectives are to assess the resource’s beneficiation and its improvement, as well as obtain information on the processes to determine the best results for a given beneficiation method [9]. Statistical methods are also used in the study of the mechanism of phenomena occurring in the processing to find the optimal process conditions. Through applying appropriate statistical methods, one can develop the results of either an active or a passive experiment.
Process modeling allows designing and executing algorithms that are used in the electromagnetic mill control system. Such algorithms enable to control the real-time analysis of particle size distribution, the operating status of the mill, and recycle flow. With a layer of algorithms, properly designed measurement equipment defines the parameters of the final product quality and energy consumption. Models also allow the next step in the development program based on simulation studies, which involves assessing the industrial impact of the scaling of physical parameters on the individual parameters regarding quality and efficiency.
In the processing of mineral raw materials, the modeling of phenomena and processes is particularly problematic due to the multitude of variables, the occurring interactions between them, and the variability of the parameters of the material being processed, between which the non-linear nature of connections often occurs [8]. The general parameters ensuring the specific final effects of the process can be divided into three basic groups: feed characteristics, device characteristics, and material distribution conditions. Therefore, there is no single-patterned modeling scheme, since the processing has various natures and runs according to different physical and physicochemical principles in different configurations (schemes) depending on the type of processed raw material [8].
In particular, these problems occur during the beneficiation of sulfide copper ores. The specificity of the feed and the way it is processed is not a simple task, and the models characterizing individual processes have been sought for years. Flotation is the main process of copper ore beneficiation. It requires fine particles with a size of 0.02–0.1 mm [10,11,12,13]. Therefore, the selection of appropriate process parameters, such as grinding media characteristics and grinding time, is a key issue [10,14]. At the same time, attention should be paid to too small particles deteriorating the quality of flotation concentrates. Polish copper ores are characterized by a complex structure and diversified mineralization, which translates into difficulties during beneficiation [15,16]. The size of the copper-bearing minerals in the feed is estimated at 0.03–1.5 mm; therefore, it is important to obtain the appropriate characteristics of the grinding products that are loaded to the flotation nodes. In the paper [15], it has been shown that mineralization in some cases even forces the need to obtain feed with a particle size below 0.01 mm. However, the processing systems are based on the flotation of a material with 70–75% of 0–0.041 mm particle size fraction. In such a case, the optimization of the grinding is a key issue.
The electromagnetic mill (EMM) is an innovative grinding device in which the rotating electromagnetic field is generated and then used for moving ferromagnetic grinding media in the working chamber. The innovative concept assumes a vertical position of the working chamber. Feed is delivered from the top, and the stream of transport air is delivered from the bottom. The system preliminary classifier is integrated above the working chamber, and forms the internal recycling flow [2,17].
The material is collected from the top part of the working chamber and goes to the pre-classifier. The coarse particles return and merge with the feed. Particles with an appropriate size are tied up toward the exact classifier.
To deliver adequate air flow speed for transport and classification, there is a regulated additional air flow intake in the system between the pre-classifier and the fine classifier. The exact classifier separates the material stream into the final product and the recycle stream [18,19]. The final product coming out of the exact classifier is separated from the transport air in the cyclone and goes to the final product tank. In addition, the system is equipped with a working chamber cooling system in the form of a set of fans with adjustable capacity [18]. The structure of the grinding and classification circuit makes the whole system non-linear with strong cross-couplings, and unstable in an open loop. Thus, it requires a dedicated hierarchical control system [4,20,21]. Several important process parameters are also difficult to measure with traditional, direct methods, and require more sophisticated, indirect measurements [21]. A unit of energy consumption for an electromagnetic mill equals 4 kWh/Mg of grounded product.
The main objective of the paper is to determine the approximation of the distribution curves of the particle size fraction increments during the grinding in a laboratory size electromagnetic mill based on the distribution function of a single parameter of exponential distribution. The derived models would allow determining the relative increment of the selected particle size fractions in the comminution product for the investigated grinding media characteristics, which will further allow describing and optimizing the efficiency of the grinding in the electromagnetic mill.
2. Materials and Methods
Electromagnetic mill equipped with a working chamber diameter of 200 mm (EMM D200) is presented in Figure 1. The design of the system assumes that the working chamber made of a non-ferromagnetic material is surrounded by six solenoids. Those solenoids are a part of induction coil (Figure 1b) and induct electromagnetic field. To enable milling, working chamber is filled with grinding media in approximately 20% of its volume. Physical parameters of the grinding media depend on the mill diameter and the feed particle size distribution. The most common size is 1–3 mm diameter and 10–15 mm length. The shape and size for particular application are being developed by simulations using finite element analysis in order to get the optimum effectiveness of electromagnetic field usage. The grinding media are made of steel (1H18N9), and are provided by Goodsteel, Nowe Załubice, Poland.
Grinding media are moved by a rotating electromagnetic field. Forces acting between rods and feed create grinding effect. There are also additional chaotic movements introduced because of collisions between feed and rods which magnify the effect. The rotating electromagnetic field keeps the grinding media inside the working chamber.
Simplified diagram of the EMM setup is presented in Figure 2.
A laboratory set-up for batch grinding was designed by ELTRAF Co., Lubliniec, Poland. A batch working chamber for EMM D200 in the form of a non-ferromagnetic capsule was built with a cylinder shape with one removable base that allows inserting the material and grinding the media batch. The base cover is then firmly closed, and the capsule is inserted into the mill inside the EM field inductor. The second base of the capsule has a small opening that is connected to the pressure release valve for safety reasons. The mill itself is equipped with a supply and supervisory cabinet that allows for the monitoring and control of process parameters. A laboratory is also equipped with a scale and moisture analyzer that allows for the precise preparation of dry batches [10,13,15]. For the purpose of the experiments, material batches of a limited size range were prepared.
A precise batch of grinding media can be prepared with certainty that they will not leave the working chamber during experiments.
As a result of the experiments, information regarding the product particle size after the grinding of copper ore in an electromagnetic mill was collected. Copper ore with particle sizes between 0–1 mm was obtained from the deposits exploited by KGHM Polska Miedź S.A Co., Lubin, Poland in the Legnica-Głogów Copper Region (LGOM). Material lithological composition included sandstone −49.5%, slate −16.0%, and dolomite −34.4%.
A riffler was used to divide the material into 24 test samples. The material was subdivided and poured into the top of a feeder; then, samples were divided longitudinally and emerged as two equal portions. The procedure of dividing was repeated, discarding the portions from alternate slots until a portion of suitable size was obtained for analysis. The material, which was divided into representative samples, was first subjected to a pre-drying process to remove the transient moisture. The temperature was adapted to the properties of the copper ore. Thermal drying in an electric dryer took place at 105 degrees Celsius.
The chemical composition analysis of a representative copper ore sample that was used in the research before the grinding process in an electromagnetic mill is presented in Table 1. The chemical composition of the test sample was determined after dissolving the test sample using a microwave mineralizer in a mixture of hydrochloric, nitric, and hydrofluoric acids. The solutions obtained in this way were analyzed on the inductively coupled plasma atomic emission spectroscopy ICP-OES spectrometer in order to understand the concentration level of the elements studied.
First, 24 samples with a mass of 500 g each were dry milled during the experiments. Grinding was carried out in six grinding times: 5 s, 10 s, 15 s, 20 s, 25 s, and 30 s. The weight of the grinding media used in the experiments was constant and equal to 1.5 kg. Grinding media characteristics is presented in Table 2. The mill was operated at the same 50 Hz frequency in all of the experiments. The results of other experiments from this series were also described in Ogonowski, S.; Wołosiewicz-Głąb, M.; Ogonowski, Z.; Foszcz, D. and Pawełczyk, M. [13] to present energy consumption problems and grinding efficiency comparison for wet and dry grinding.
All of the samples were subjected to dry mechanical granulometric analysis. The goal of the particle size test was to determine particle size distribution. The sieve analysis was carried out on sieves that were 0.2 mm, 0.1 mm, 0.071 mm, 0.045 mm, and 0.02 mm. The material was shaken for 5 min. After shaking, the residual content on each sieve was screened by hand for at least one minute over a blank sheet of white paper.
The relative increase of the studied particle size fractions during the process was determined by Formula 1. The possibility of obtaining the following fractions: 0–0.02 mm, 0–0.045 mm, 0–0.071 mm, 0–0.1 mm, and 0–0.2 mm is important information for the design process and the requirements set by various industries where material with a particle size below 0.02 mm is being used. In Table 3, the empirical results of the relative increment of i-th particle size fractions in comminution products are listed. It is important to examine the effect of those factors on the increase in the desired particle size fractions and determine models describing the investigated cases.
where:
- api—a mass of the i-th particle size fraction in the milling product,
- ani—a mass of the i-th fraction in the feed.
3. Results and Discussion
The main goal of the analysis was to determine the increments of selected narrow particle size fractions within the grinding using four types of stainless steel g rinding media (Table 2).
The approximation of the presented distribution curves of the particle size fractions during the grinding in an electromagnetic mill was based on the distribution function of a single parameter exponential distribution which gives the best match, the highest R2 value, and the lowest estimation error value. It is possible to use other single-parameter distribution functions to create models, but in the considered case, the application of logarithmic, power, and other distributions did not give such good results in comparison with exponential distribution [21,22,23,24,25].
where:
- λ—a parameter of the exponential function,
- t—a time of comminution.
Experimental data that compare the relative growth of the particle size fractions in the milling products are presented in Figure 3, Figure 4, Figure 5, Figure 6 and Figure 7.
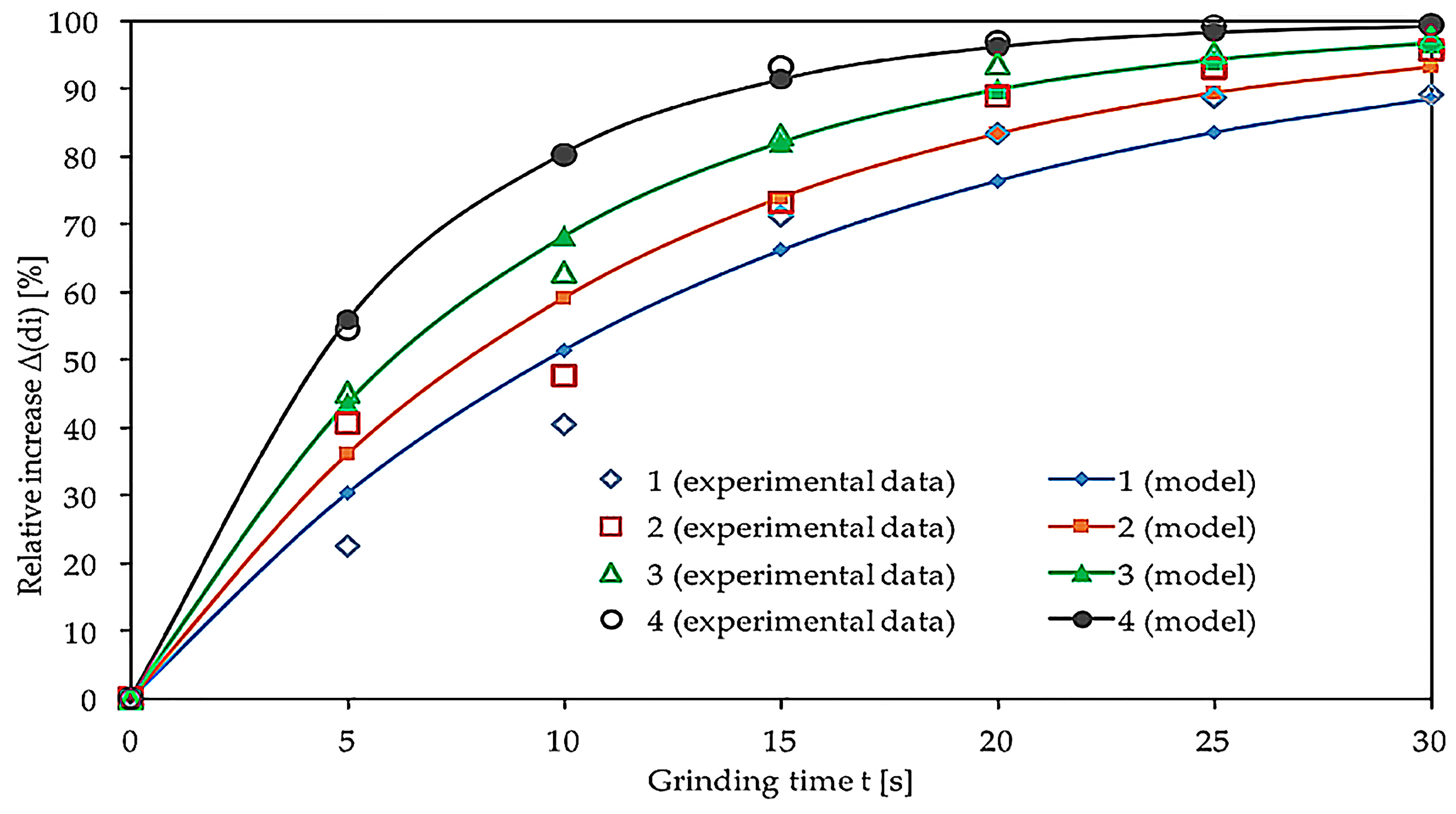
The exponential distribution is used to model the time intervals of the object’s state change from X to Y. The main area of its application is the modeling of device operation measurements at a certain time. In the analyzed cases, it was used to illustrate the increase in the content of the listed particle size fractions in final products obtained by the comminution of copper ore in an electromagnetic mill [26,27,28]. The λ parameter in exponential distribution is responsible for the shape of the increment curves, which results from the properties of the exponential function. For the analyzed cases, its value ranges from 0.0299–0.3824. It is not directly related to the process, but rather only serves as a factor enabling a more detailed description of the milling effects.
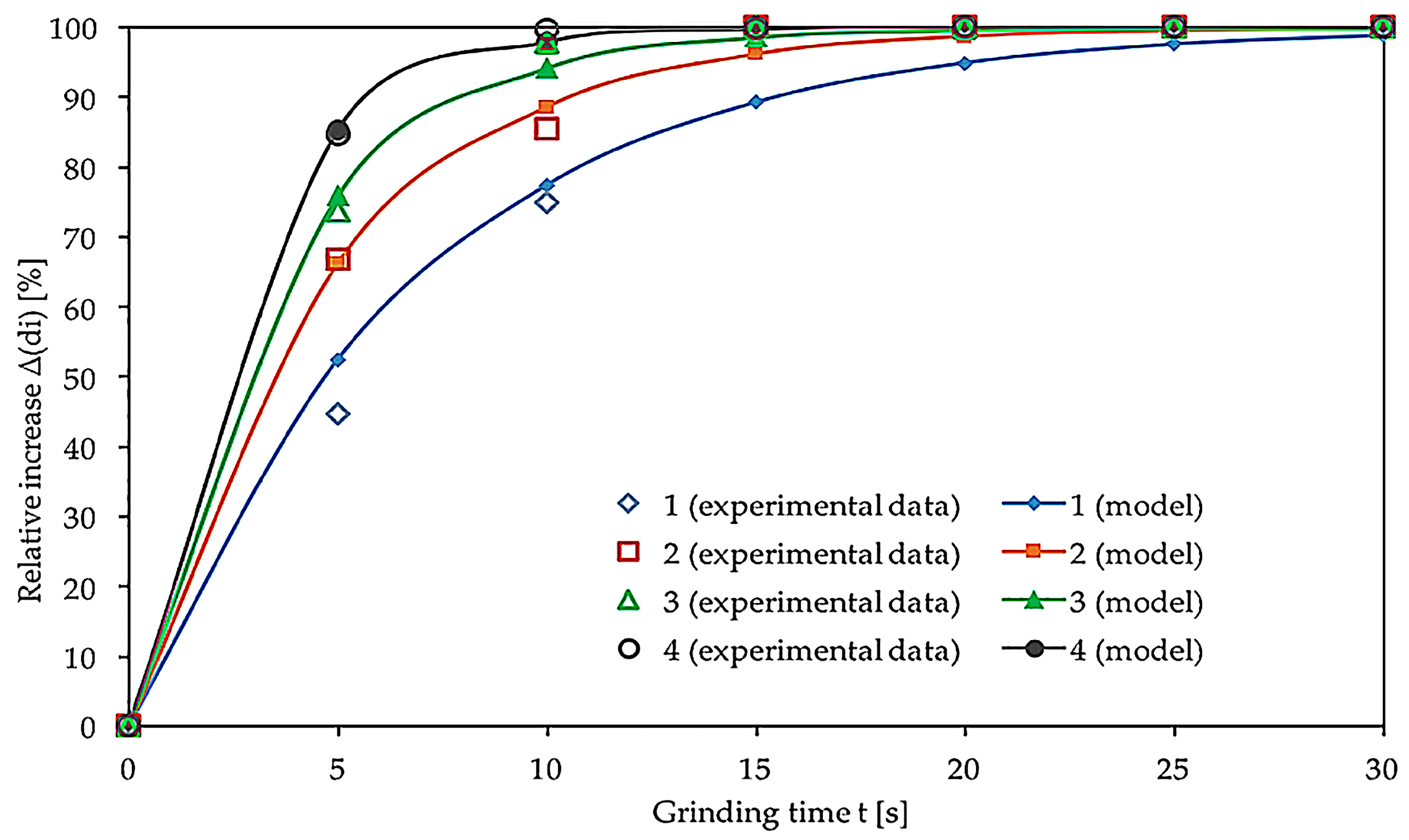
Models are characterized by a very high degree of matching to the experimental data for all of the empirical curves of increments of the studied particle size fractions. The coefficient of determination reached a value above 95%, but in most cases, it was closer to 100%. To illustrate the high accuracy of the description of empirical data by the calculated models, see Figure 3, Figure 4, Figure 5, Figure 6 and Figure 7.
The relative increment of the selected particle size fraction for grinding in the electromagnetic mill has the best characteristic for 10/1 mm grinding media, as marked on Figure 4. When using this grinding media set, the grinding proceeded with the greatest efficiency. As a result of the experiments, it was noted that after 15 s of grinding, the material with a particle size smaller than 0.071 mm was obtained. Extending the process time by another 10 s made it possible to obtain a product that was entirely characterized by particle sizes between 0–0.045 mm. However, by grinding copper ore for 30 s, a product characterized by a fraction of 0–0.02 mm in an amount of more than 77% was obtained.
Table 3 presents the energy consumption problem with respect to grinding time. It can be seen that the specific energy changes with a longer processing time.
Analysis of the relative increments of individual particle size fractions for the set of grinding media number 3, being a mixture of 12/2, 12/1.5, 10/1, confirmed that the grinding efficiency is lower than in the case of set number 4, which mainly reveals fractions between 0–0.02 mm and 0–0.45 mm during the analysis of particle yield.
Grinding media sets number 1 and 2 were characterized by the largest size, which contributed to reducing the fineness of the final product. The use of these grinding media enabled obtaining a product with a particle size between 0–0.071 mm after 30 s of grinding. In the case of a relative increment in the 0–0.045 mm fraction, the results were about 10% worse than for the other two sets. On the other hand, the increase in the 0–0.02 mm fraction using the 12/2 and 12/1.5 set-ups differed significantly from the results obtained with the use of smaller grinding media.
The repeatability of results obtained under the same conditions determined by the standard deviation ranged between 3.95–15.20% in relation to the increments of individual particle size fractions. Each measurement was repeated five times.
Only a few outliers appeared during the calculations, which were burdened with a measurement error related to the damage of the screen surface. In these three situations, it was found that it is necessary to interpolate the values using the ordinary kriging method based on the remaining experimental data, which clearly translated into an increase in the accuracy of the models’ creation.
4. Conclusions
The optimum particle size distribution should contain the smallest possible number of very fine and very coarse particles. Very fine and very coarse particles are considered as non-flotating, since they do not create stable particle–bubble aggregates (“elephant curve”). In the case of very fine particles (with the size below 0.005 mm), this is due to the low probability of collision and adhesion, while the coarse particles (ca. 0.3 mm for sulfides and ca. 1.0 mm for coal) are too big and heavy.
Grinding and classification should ensure the optimum particle size for flotation while minimizing energy and grinding media consumption. This optimum particle size changes, and is dependent on the size and liberation of the copper-bearing minerals.
In this situation, the optimization of the grinding process is a key issue. Flotation is going to be a subject of further studies, since many surface characteristics of the ore have changed after grinding.
It requires maintaining certain conditions that guarantee obtaining high-quality flotation concentrates. The appropriate particle size distribution of the feed is achieved thanks to the use of mills in classification and fragmentation nodes.
The results of laboratory tests on examined copper ore have shown that an electromagnetic mill enables obtaining the expected particle size of the feed directed to the flotation beneficiation nodes in processing plants. This factor forces comminuting the feed to the grain size below 45 μm, although in some cases, this limit decreases even to 10 μm. Tests of grinding media dedicated to electromagnetic mills showed that the best results were achieved for 10 × 1 mm stainless steel grinding media. Obtaining copper ore with a granulation between 0–0.045 mm was possible after almost 25 s of the grinding process. Upon extending the time of material grinding to 30 s in an electromagnetic mill, it was possible to obtain a relative increase in the 0–0.02 mm fraction of c.a. 80%. It can be concluded that the use of smaller size grinding media provided faster growth of the studied particle size fractions in grinding products.
The relative increase makes it possible to assess the limits of the mill’s potential in terms of the further growth of the analyzed particle size fraction. A comparison of the work of a mill loaded with specific grinding media through relative growth makes it easier to evaluate the efficiency of grinding; achieving 100% of the increment of the analyzed particle size fraction indicates the high efficiency of the mill in the grinding of a given particle size. An important element of the analysis is also the time at which the high increment values are achieved. It is also important to observe the state of saturation (no increment), which indicates the limit of the mill’s ability to further comminute the material in the case of increments with values lower than 100%.
On the basis of the research, models based on the distribution of one-parameter exponential distribution were also prepared. The degree of their adjustment to the experimental data in most cases exceeded 90%, which is a solid basis for conducting project processes and further analysis of the phenomenon.
Author Contributions
S.O., D.F., T.N. conceived and designed the grinding and classification circuits, M.W.-G., S.O., D.F. conceived and performed the batch experiments, M.W.-G. and D.F. prepared samples and performed laboratory analysis, D.F., P.P., T.N. designed and solved grinding kinetics models, M.W.-G. and P.P. wrote the paper.
Funding
The research reported in this paper as well as the open access charge was co-financed by statutory activities AGH No. 11.11.100.276 and grant of Institute of Automatic Control, Silesian University of Technology, BK RAU1 2018.
Acknowledgment
The research was performed on the installations co-financed by the National Centre for Research and Development, Poland, under Applied Research Program, project no. PBS3/B3/28/2015.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Bruckard, W.J.; Sparrow, G.J.; Woodcock, J.T. A Review of the Effects of the Grinding Environment on the Flotation of Copper Sulphides. Int. J. Miner. Process. 2011, 100, 1–13. [Google Scholar] [CrossRef]
- Wołosiewicz-Głąb, M.; Ogonowski, S.; Foszcz, D. Construction of the electromagnetic mill with the grinding system, classification of crushed minerals and the control system. IFAC-PapersOnLine 2016, 49, 67–71. [Google Scholar] [CrossRef]
- Wołosiewicz-Głąb, M.; Foszcz, D.; Ogonowski, S. Design of the electromagnetic mill and the air stream ratio model. IFAC-PapersOnLine 2017, 50, 14964–14969. [Google Scholar] [CrossRef]
- Wołosiewicz-Głąb, M.; Foszcz, D.; Gawenda, T. Analysis of Possiblities of Obtaining the Fine Particle Size in Mills of Various Designs. Inżynieria Mineralna 2016, 1, 223–231. (In Polish) [Google Scholar]
- Delboni, H.J.; Morrell, S. A load-interactive model for predicting the performance of autogenous and semi-autogenous mills. KONA Powder Part J. 2002, 20, 208–222. [Google Scholar] [CrossRef]
- Katubilwa, F.M.; Moys, M.H. Effect of ball size distribution on milling rate. Miner. Eng. 2009, 22, 1283–1288. [Google Scholar] [CrossRef]
- Petrakis, E.; Komnitsas, K. Improved modeling of the grinding process through the combined use of matrix and population balance models. Minerals 2017, 7, 67. [Google Scholar] [CrossRef]
- Trybalski, K.; Foszcz, D.; Konieczny, A. Analysis of the work of grinding and flotation technological system with application of block and transmittance and Simulink Matlab program. Górnictwo i Geoinżynieria 2007, 31, 555–573. (In Polish) [Google Scholar]
- Foszcz, D. Estimation of regression function parameters by classical and bootstrap methods. Górnictwo i Geoinżynieria 2006, 30, 57–78. (In Polish) [Google Scholar]
- Napier-Munn, T.; Wills, B.A. Wills’ Mineral Processing Technology, 7th ed.; Elsevier Science Ltd.: New York, NY, USA, 2006; pp. 90–108. [Google Scholar]
- Rao, S.R. Surface Chemistry Froth Flotation. Volume 1: Fundamentals, 2nd ed.; Springer: New York, NY, USA, 2004; pp. 15–22. [Google Scholar]
- Matis, K.A. Flotation Science and Engineering, 1st ed.; CRC Press: Boca Raton, FL, USA, 1994; pp. 1–45. [Google Scholar]
- Yarar, B.; Dogan, Z.M. Mineral Processing Design; Springer: New York, NY, USA, 1987; pp. 21–34. [Google Scholar]
- Gawenda, T. Production of mineral resources in narrow size fractions in a two-stage circuit of comminution and classification. Górnictwo i Geologia 2011, 6, 40–47. [Google Scholar]
- Potulska, A. An Influence of Fine Grinding Operations on Flotation Effectiveness of Domestic Copper Ores. Ph.D. Thesis, Wydział Górnictwa i Geologii, Politechnika Wrocławska, Wrocław, Poland, 2008. (In Polish). [Google Scholar]
- Łuszczkiewicz, A.; Wieniewski, A. Directions in development of ore processing technology in Polish copper industry. Górnictwo i Geoinżynieria 2006, 30, 181–196. (In Polish) [Google Scholar]
- Ogonowski, Z.; Ogonowski, S. Estimation problems of pneumatic transport system for electromagnetic grinding. In Proceedings of the 22nd International Conference on Methods and Models in Automation and Robotics, MMAR 2017, Międzyzdroje, Poland, 28–31 August 2017. [Google Scholar] [CrossRef]
- Ogonowski, S.; Ogonowski, Z.; Swierzy, M.; Pawelczyk, M. Control System of Electromagnetic Mill Load. In Proceedings of the 2017 25th International Conference on Systems Engineering (ICSEng), Las Vegas, NV, USA, 22–24 August 2017; pp. 69–76. [Google Scholar] [CrossRef]
- Wolosiewicz-Glab, M.; Ogonowski, S.; Foszcz, D.; Gawenda, T. Assessment of classification with variable air flow for inertial classifier in dry grinding circuit with electromagnetic mill using partition curves. Physicochem. Probl. Miner. Process. 2018, 54, 440–447. [Google Scholar] [CrossRef]
- Ogonowski, S.; Ogonowski, Z.; Pawełczyk, M. Multi-Objective and Multi-Rate Control of the Grinding and Classification Circuit with Electromagnetic Mill. Appl. Sci. 2018, 8, 506. [Google Scholar] [CrossRef]
- Ogonowski, S.; Ogonowski, Z.; Swierzy, M. Power optimizing control of grinding process in electromagnetic mill. In Proceedings of the 2017 21st International Conference on Process Control, Štrbské Pleso, Slovakia, 6–9 June 2017; pp. 370–375. [Google Scholar] [CrossRef]
- Ogonowski, S.; Wołosiewicz-Głąb, M.; Ogonowski, Z.; Foszcz, D.; Pawełczyk, M. Comparison of Wet and Dry Grinding in Electromagnetic Mill. Minerals 2018, 8, 138. [Google Scholar] [CrossRef]
- Tumidajski, T.; Saramak, D. Methods and Models of Mathematical Statistics in Mineral Processing; Wydawnictwo AGH: Kraków, Poland, 2009. (In Polish) [Google Scholar]
- Gupta, A.; Yan, D.S. Mineral Processing Design and Operations; Elsevier Science Ltd.: New York, NY, USA, 2006; pp. 571–576. [Google Scholar]
- Burr, I.W. Applied Statistical Methods, 1st ed.; Academic Press: Cambridge, MA, USA, 1974; pp. 90–130. [Google Scholar]
- Debasis Kundu, K.; Ganguly, A. Analysis of Step-Stress Models; Academic Press: Cambridge, MA, USA, 2017; pp. 17–74. [Google Scholar]
- Shelemyahu, Z. Parametric Statistical Inference; Elsevier Science Ltd.: New York, NY, USA, 1981; pp. 577–612. [Google Scholar]
- Barreto-Souza, W.; Santos, A.H.S.; Cordeiro, G.M. The beta generalized exponential distribution. J. Stat. Compt. Simul. 2009, 80, 159–172. [Google Scholar] [CrossRef]
Figure 1.
Electromagnetic mill system photos (a) housing; (b) electromagnetic field conductors; (c) final product manual classification.
Figure 1.
Electromagnetic mill system photos (a) housing; (b) electromagnetic field conductors; (c) final product manual classification.

Figure 2.
Grinding and classification simplified diagram in the electromagnetic mill.

Figure 3.
The curves of the relative increment of the 0–0.02 mm particle size fraction in the comminution product for the investigated grinding media characteristics.
Figure 3.
The curves of the relative increment of the 0–0.02 mm particle size fraction in the comminution product for the investigated grinding media characteristics.

Figure 4.
Curves of the relative increment of the 0–0.04 mm particle size fraction in the comminution product for the investigated grinding media characteristics.
Figure 4.
Curves of the relative increment of the 0–0.04 mm particle size fraction in the comminution product for the investigated grinding media characteristics.

Figure 5.
Curves of the relative increment of the 0–0.071 mm particle size fraction in the comminution product for the investigated grinding media characteristics.
Figure 5.
Curves of the relative increment of the 0–0.071 mm particle size fraction in the comminution product for the investigated grinding media characteristics.

Figure 6.
Curves of the relative increment of the 0–0.1 mm particle size fraction in the comminution product for the investigated grinding media characteristics.
Figure 6.
Curves of the relative increment of the 0–0.1 mm particle size fraction in the comminution product for the investigated grinding media characteristics.

Figure 7.
Curves of the relative increment of the 0–0.2 mm particle size fraction in the comminution product for the investigated grinding media characteristics.
Figure 7.
Curves of the relative increment of the 0–0.2 mm particle size fraction in the comminution product for the investigated grinding media characteristics.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The chemical composition of the representative of the copper ore sample used in the research.
Table 1.
The chemical composition of the representative of the copper ore sample used in the research.
| Element | Content |
| Corg | 1.996% |
| Cn-org | 1.280% |
| Metals (ppm) | |
| As | 275.18 |
| Cd | 6.42 |
| Cr | 14.10 |
| Cu | 6234.14 |
| Hg | 1.16 |
| Ni | 39.54 |
| Pb | 2299.65 |
| Zn | 695.68 |
Table 2.
Grinding media characteristics, a total weight of each set: 1.5 kg.
| Designation | Grinding Media Characteristics (mm) |
|---|---|
| 1 | 12 × 2 |
| 2 | 12 × 1.5 |
| 3 | composition of the mixture: |
| 0.75 kg of 1.5 × 12 | |
| 0.45 kg of 1 × 10 | |
| 0.30 kg of 2 × 12 | |
| 4 | 10 × 1 |
Table 3.
Specific energy consumption in comparison with grinding time.
| Grinding Time (s) | Energy Consumption (kWh) | Specific Energy (kWh/t) |
|---|---|---|
| 5 | 0.025 | 50 |
| 10 | 0.05 | 100 |
| 15 | 0.075 | 150 |
| 20 | 0.1 | 200 |
| 25 | 0.125 | 250 |
| 30 | 0.15 | 300 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Wołosiewicz-Głąb, M.; Pięta, P.; Foszcz, D.; Ogonowski, S.; Niedoba, T. Grinding Kinetics Adjustment of Copper Ore Grinding in an Innovative Electromagnetic Mill. Appl. Sci. 2018, 8, 1322. https://doi.org/10.3390/app8081322
AMA Style
Wołosiewicz-Głąb M, Pięta P, Foszcz D, Ogonowski S, Niedoba T. Grinding Kinetics Adjustment of Copper Ore Grinding in an Innovative Electromagnetic Mill. Applied Sciences. 2018; 8(8):1322. https://doi.org/10.3390/app8081322
Chicago/Turabian StyleWołosiewicz-Głąb, Marta, Paulina Pięta, Dariusz Foszcz, Szymon Ogonowski, and Tomasz Niedoba. 2018. "Grinding Kinetics Adjustment of Copper Ore Grinding in an Innovative Electromagnetic Mill" Applied Sciences 8, no. 8: 1322. https://doi.org/10.3390/app8081322
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.