Rapid Prototyping of Efficient Electromagnetic Interference Shielding Polymer Composites via Fused Deposition Modeling


 ,
,  and
and 
Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
- Multi-walled carbon nanotubes (MWCNT, NanocylTM NC7000, Belgium) with surface area of 250 to 300 m2·g−1; density of 2.15 ± 0.03 g·cm−3; carbon purity of 90%; average diameter and length of 9.5 nm and 1.5 μm, respectively;
2.2. Preparation of the Polymer Composites
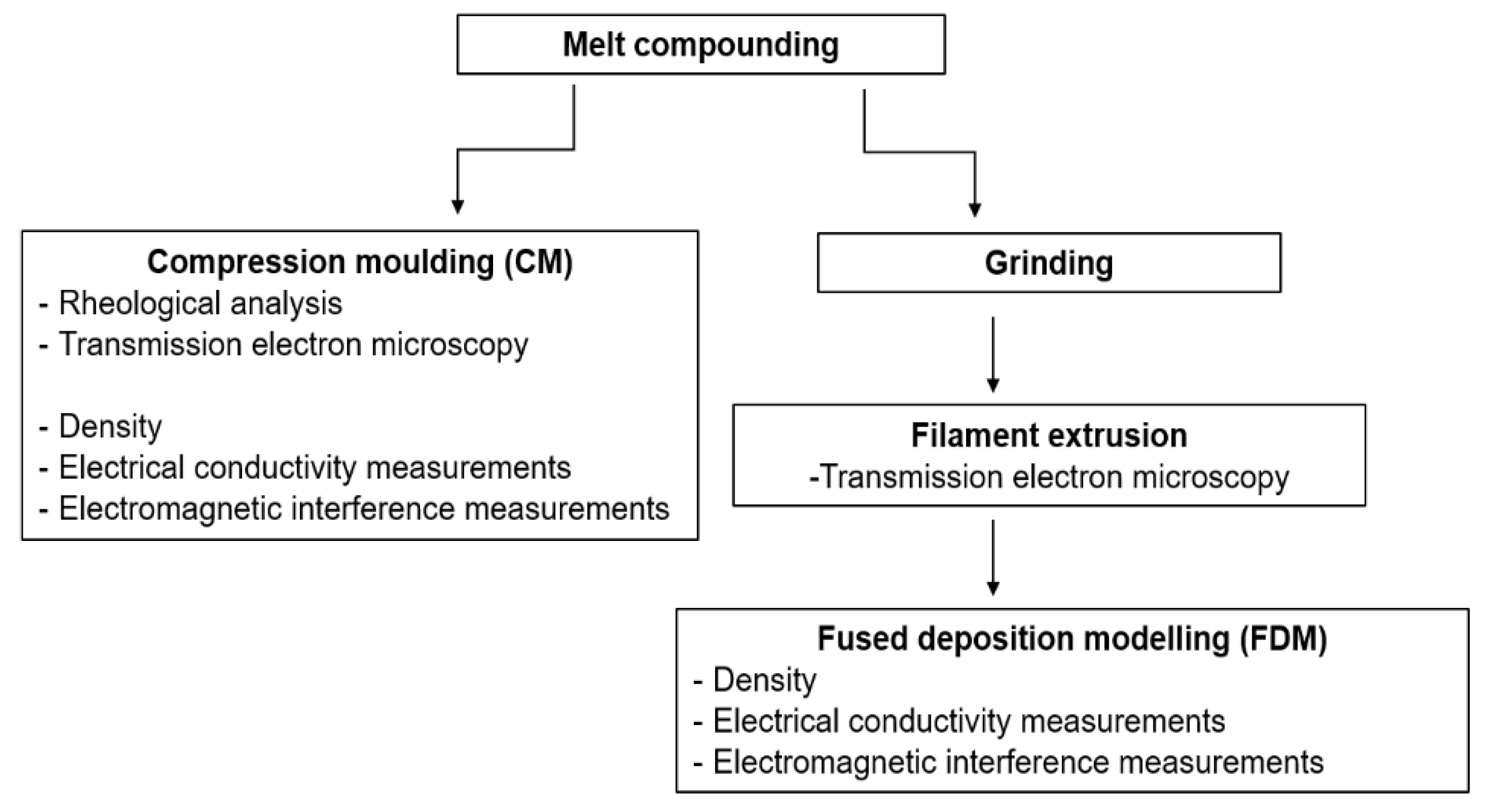
2.2.1. Compounding
2.2.2. Filament Extrusion
2.2.3. Preparation of the Samples for electromagnetic interference shielding efficiency (EMI SE) Tests—Compression Molded
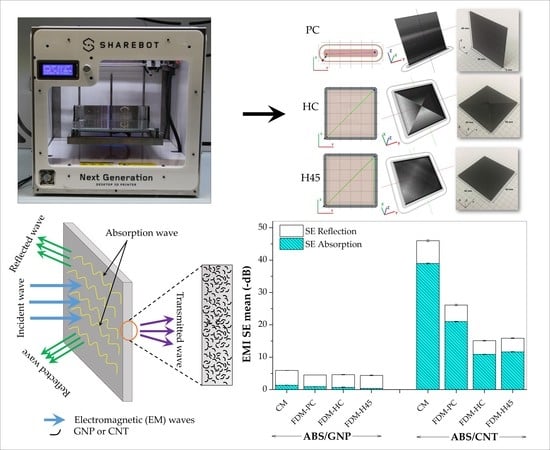
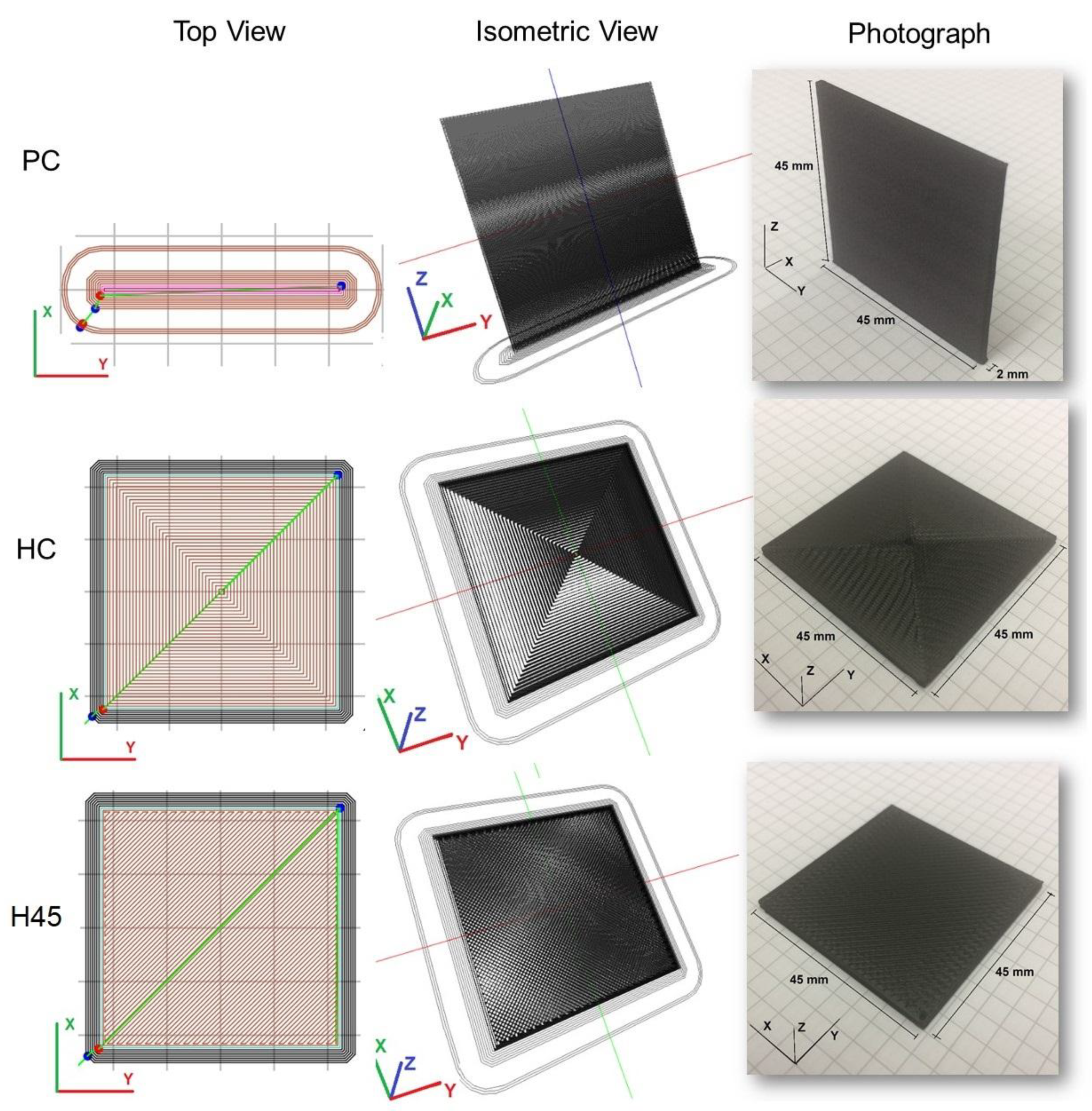
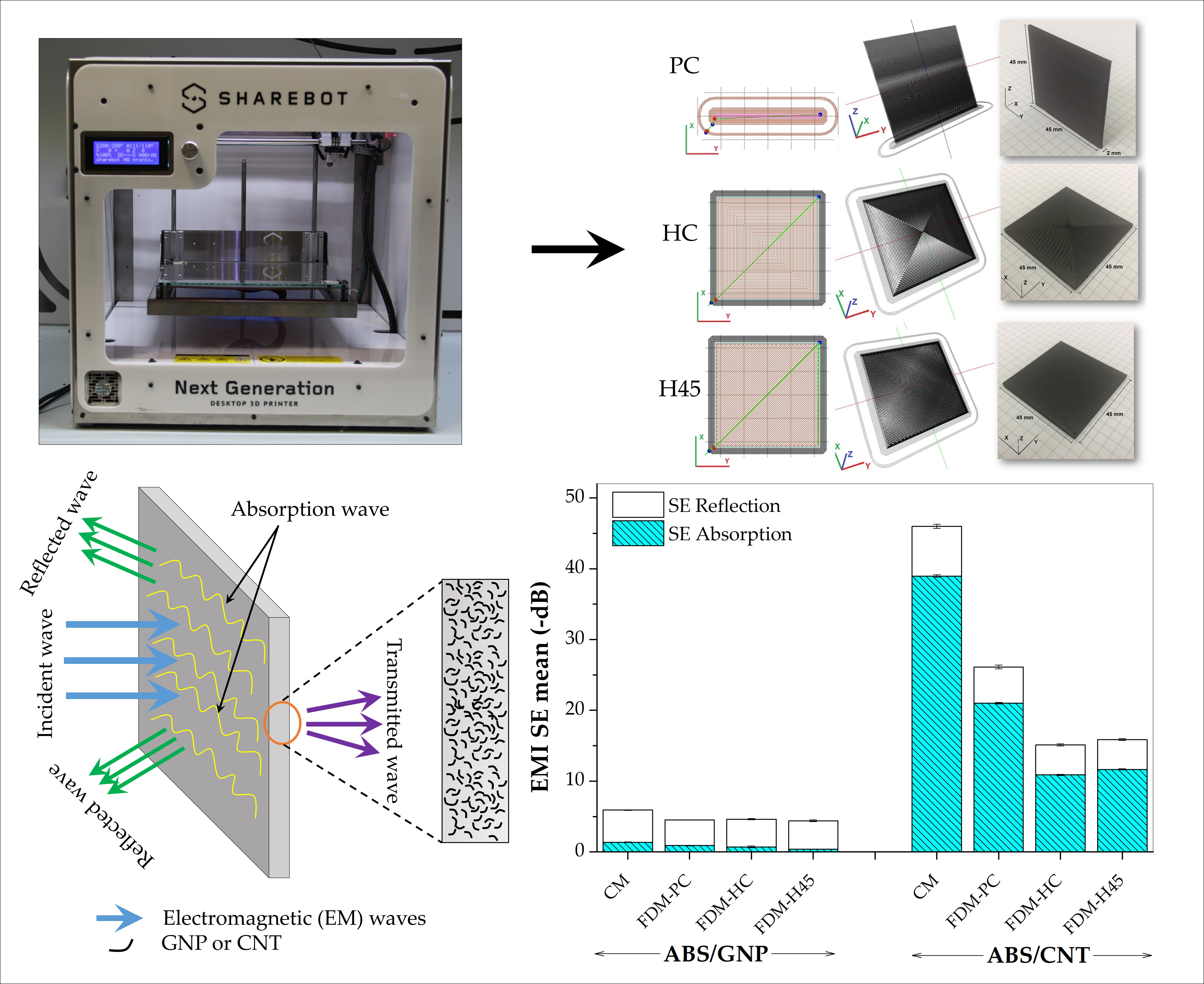
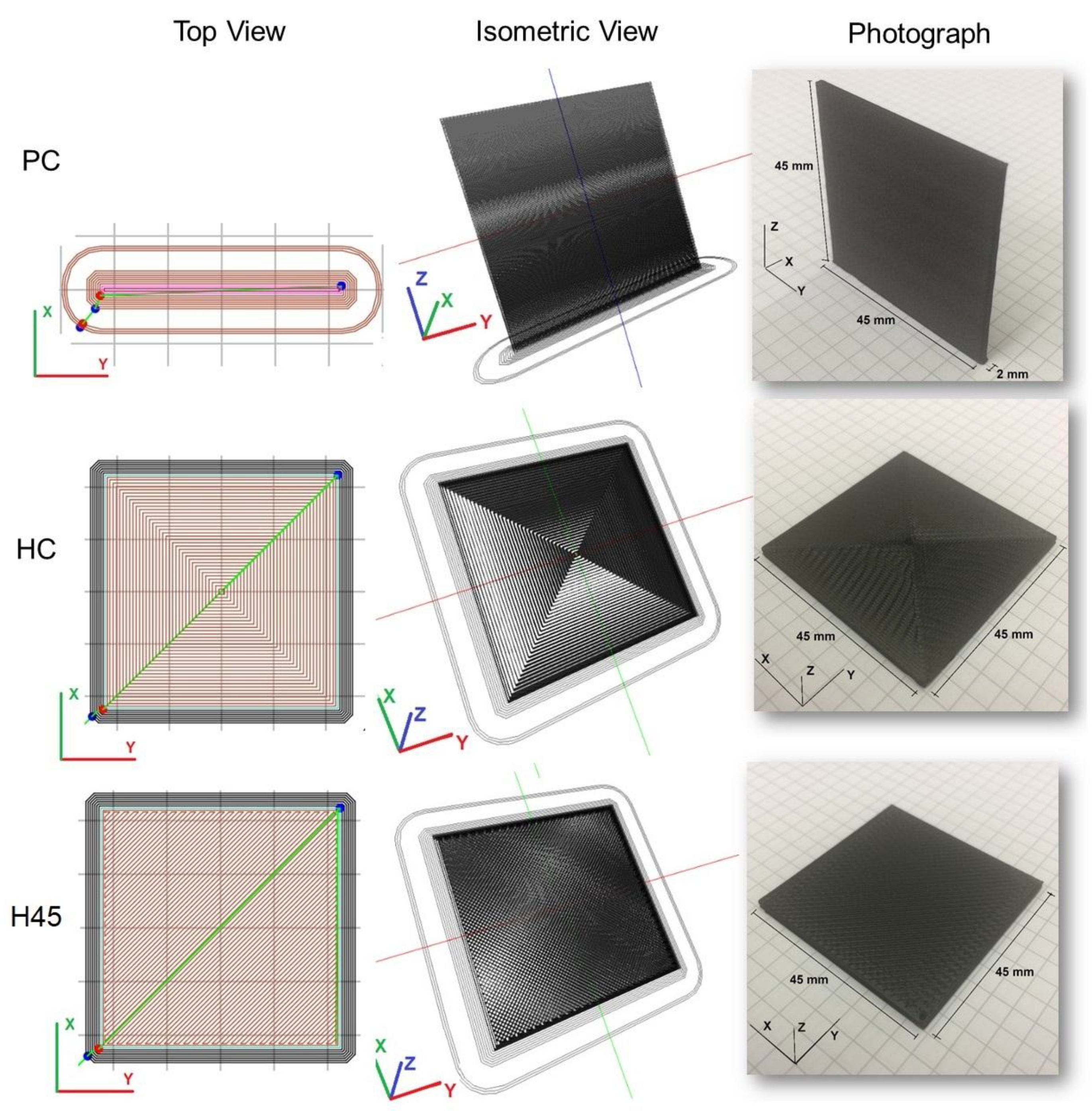
2.2.4. Preparation of the 3D samples for EMI SE tests—FDM
2.3. Testing
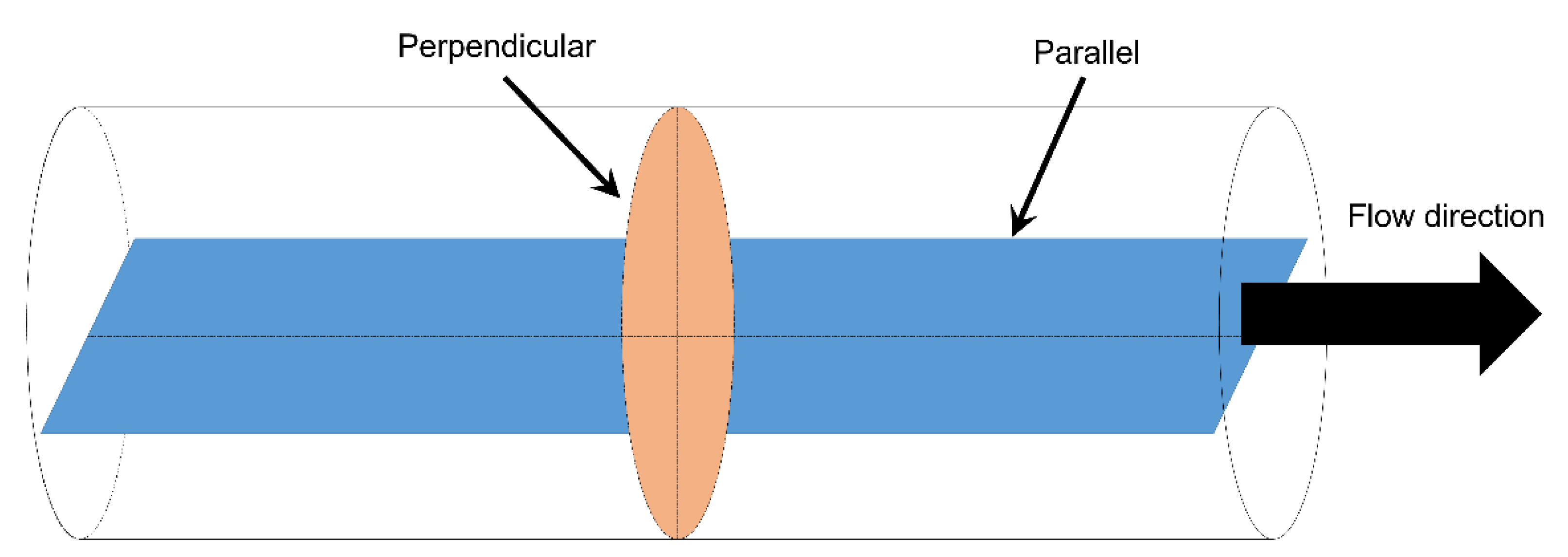
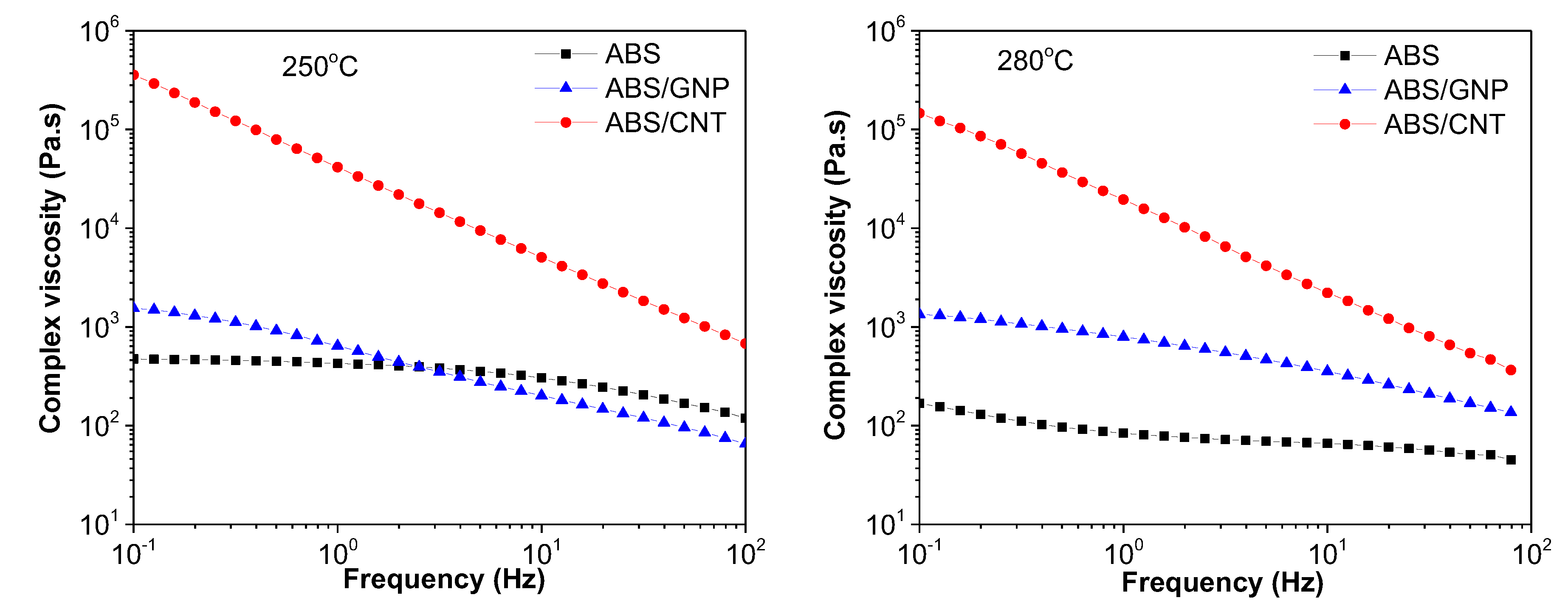
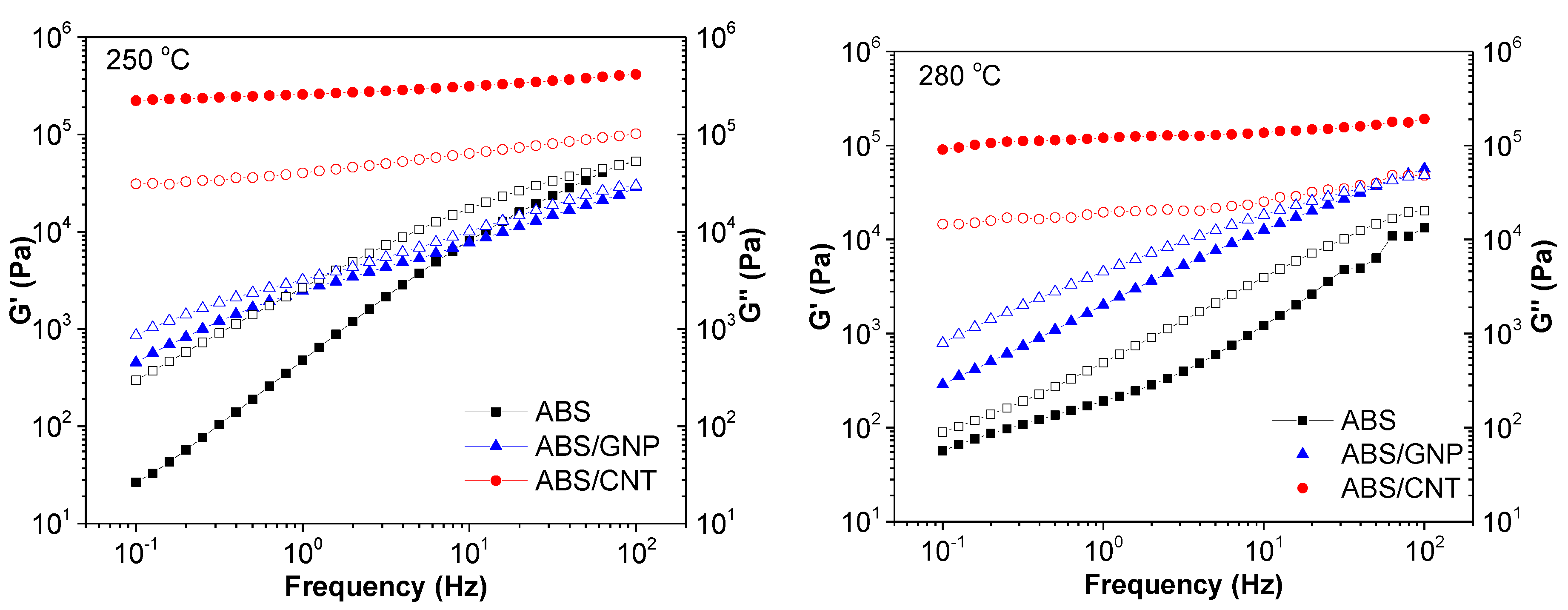
2.3.1. Rheological Analysis
2.3.2. Transmission Electron Microscopy
2.3.3. Electrical Conductivity Measurements
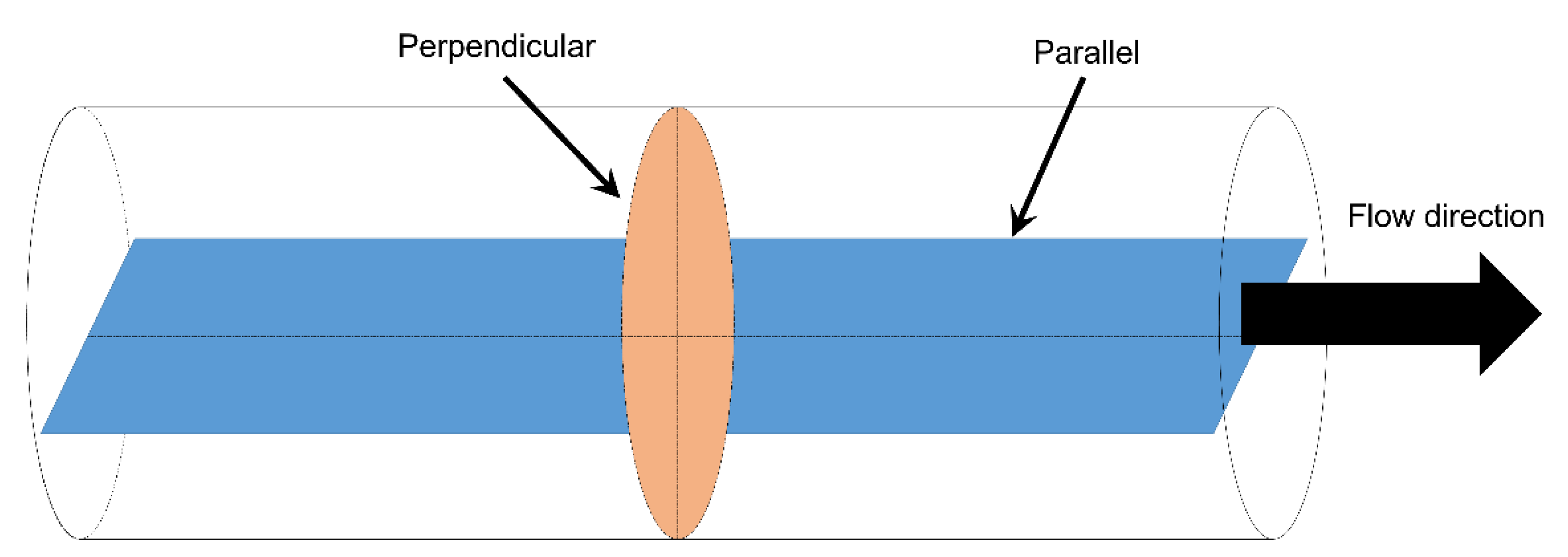
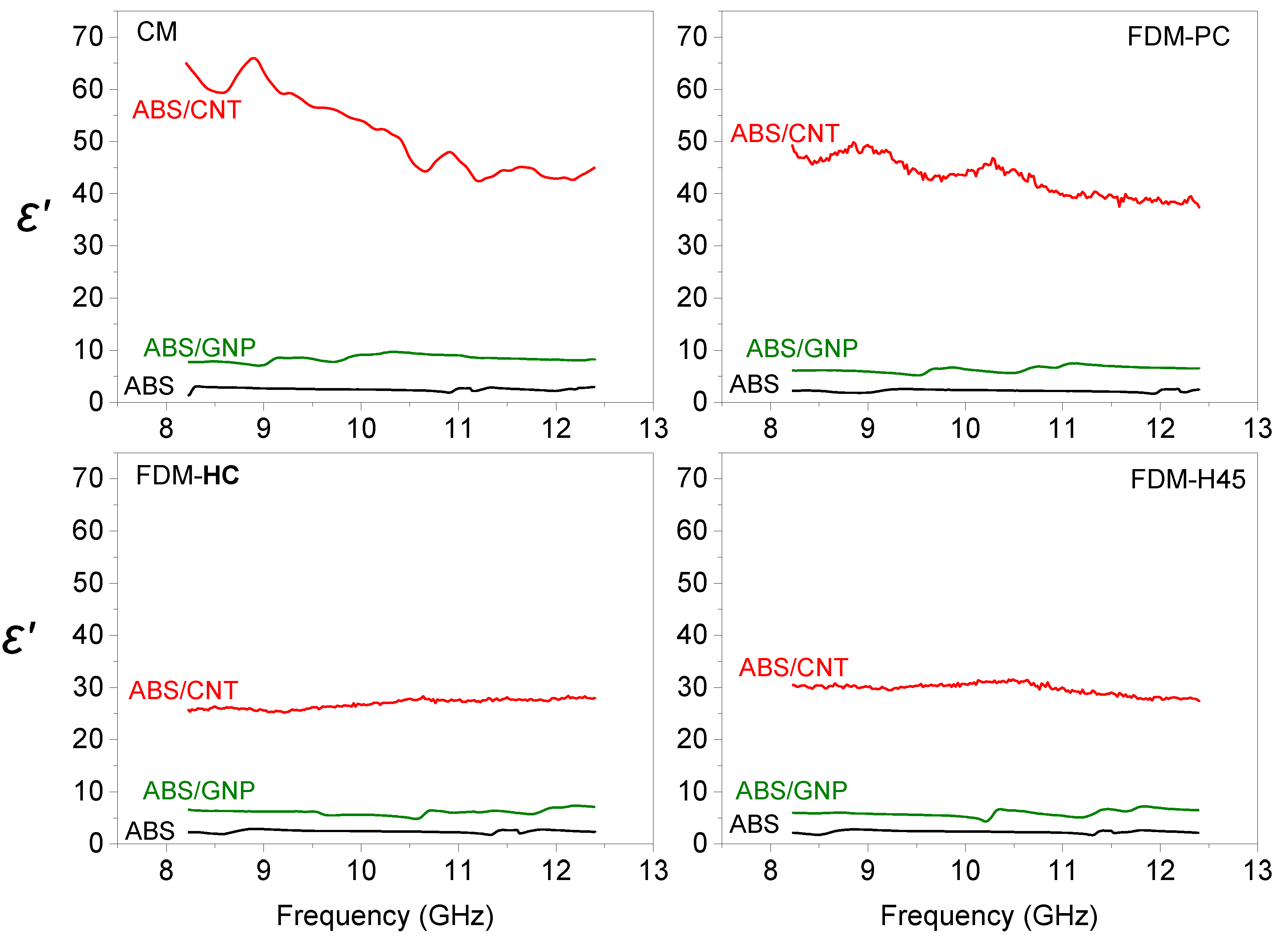
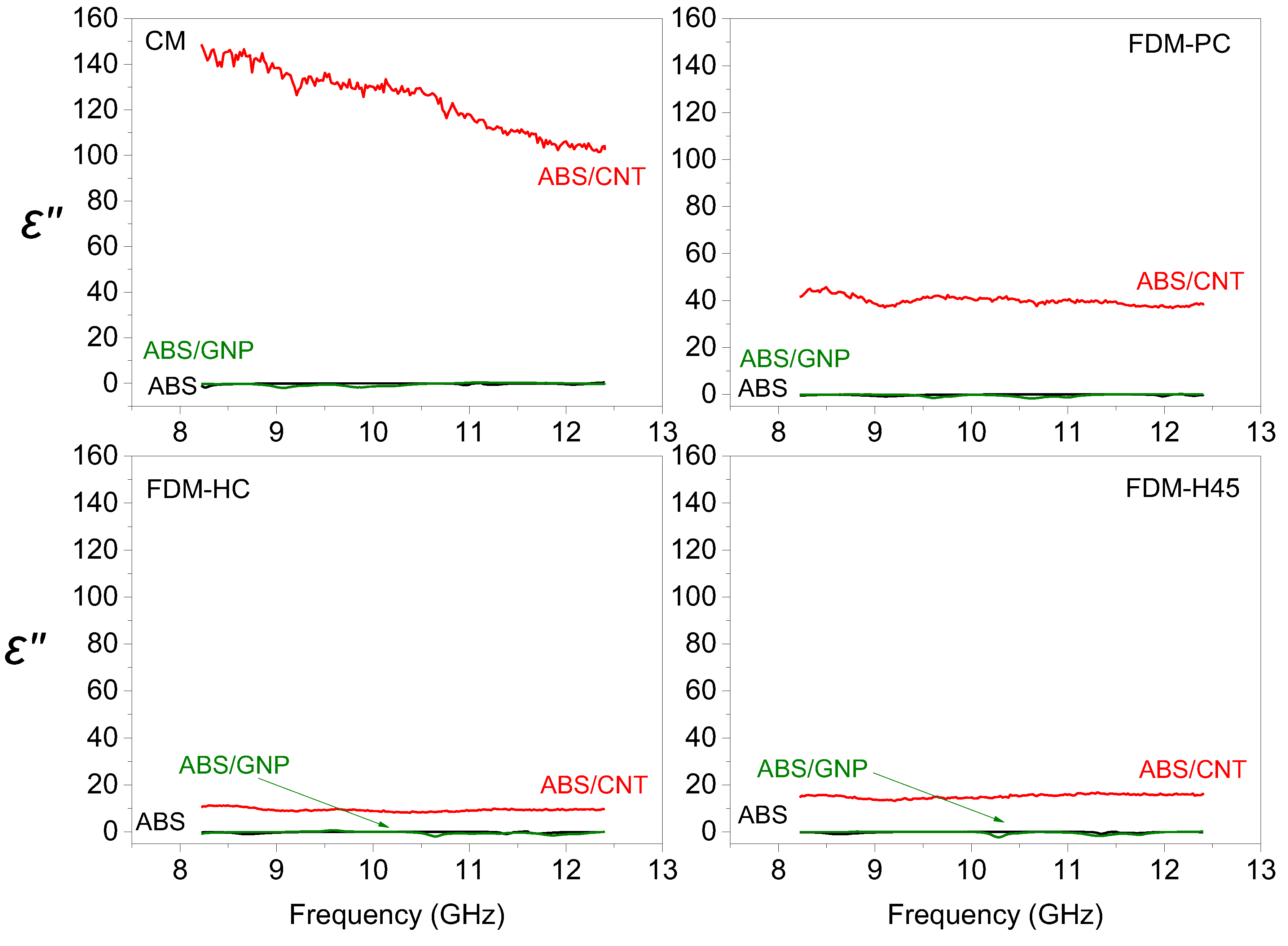
2.3.4. Electromagnetic Interference and Dielectric Constant Measurements
3. Results and Discussion
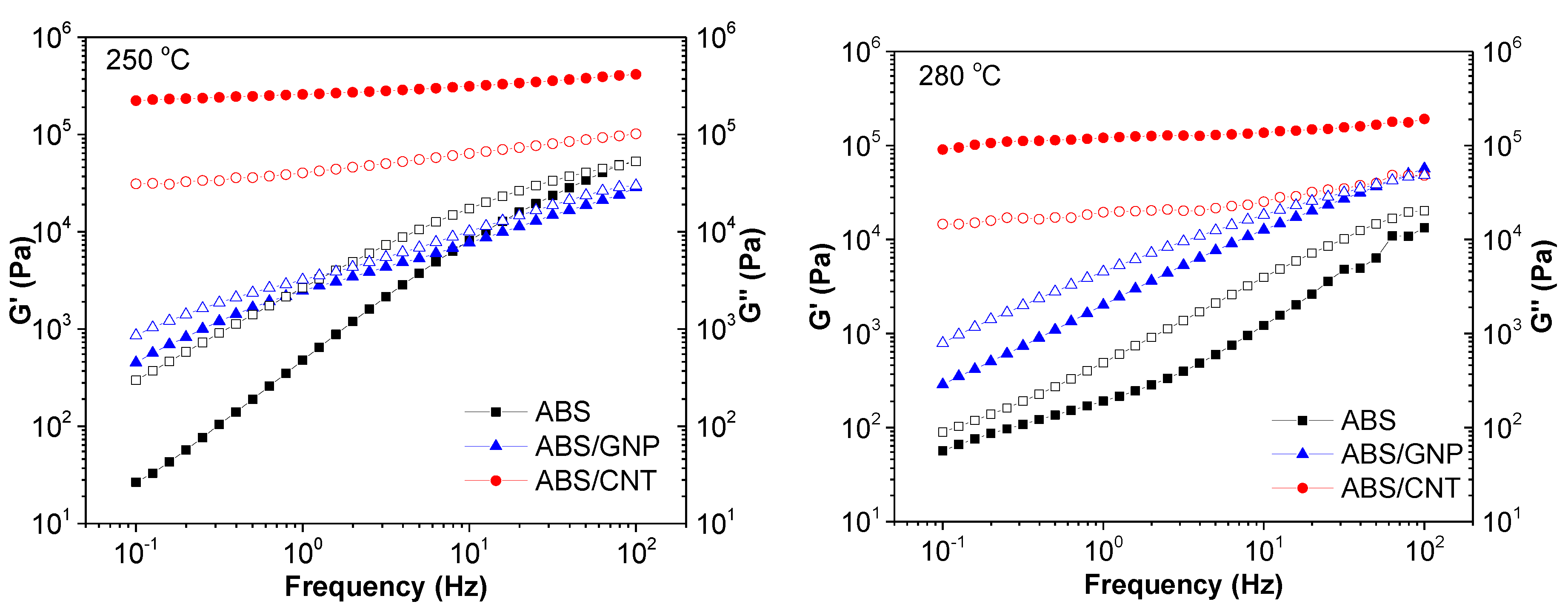
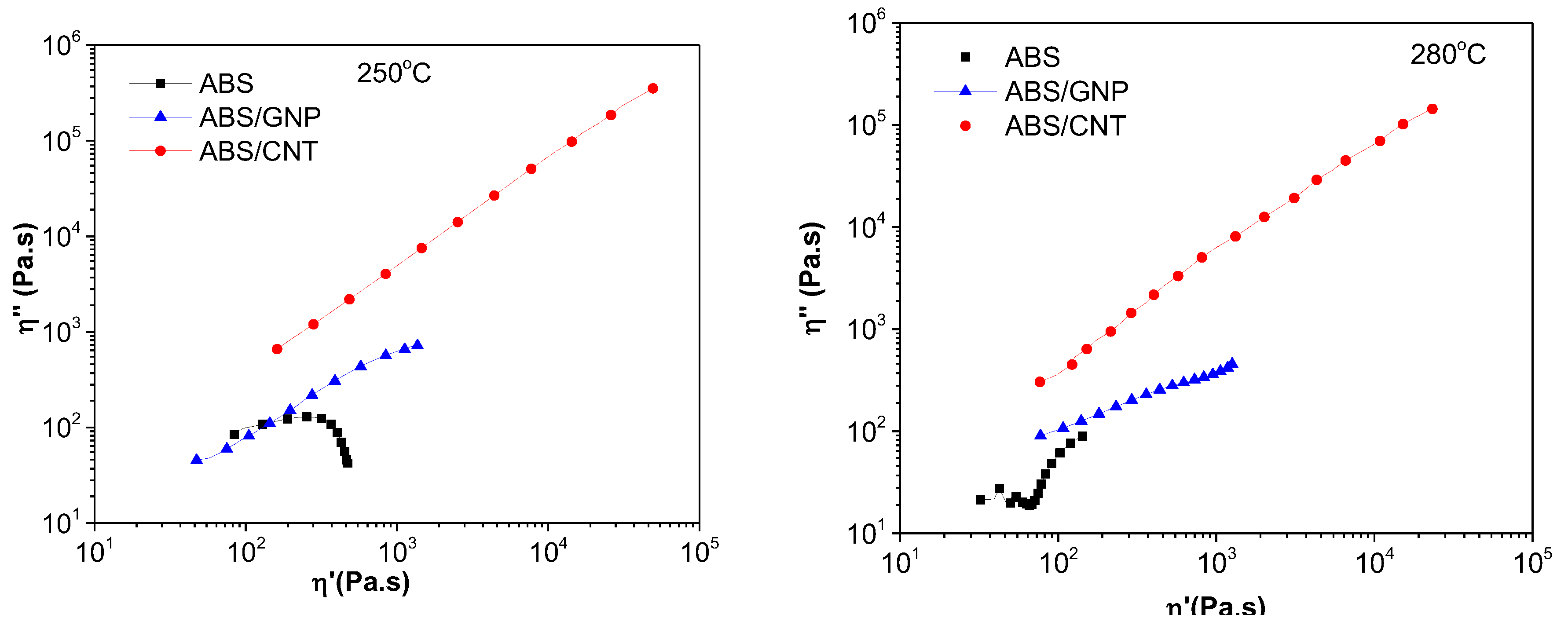
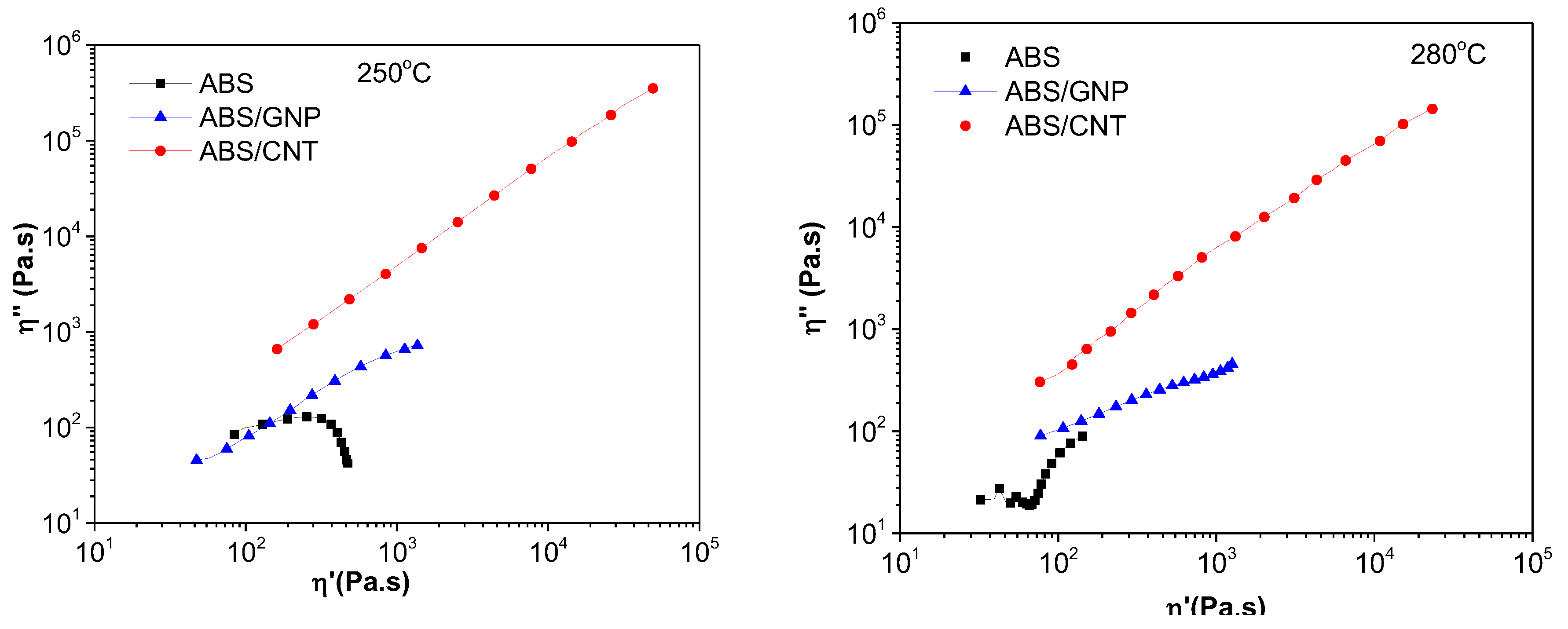
3.1. Rheological Behavior
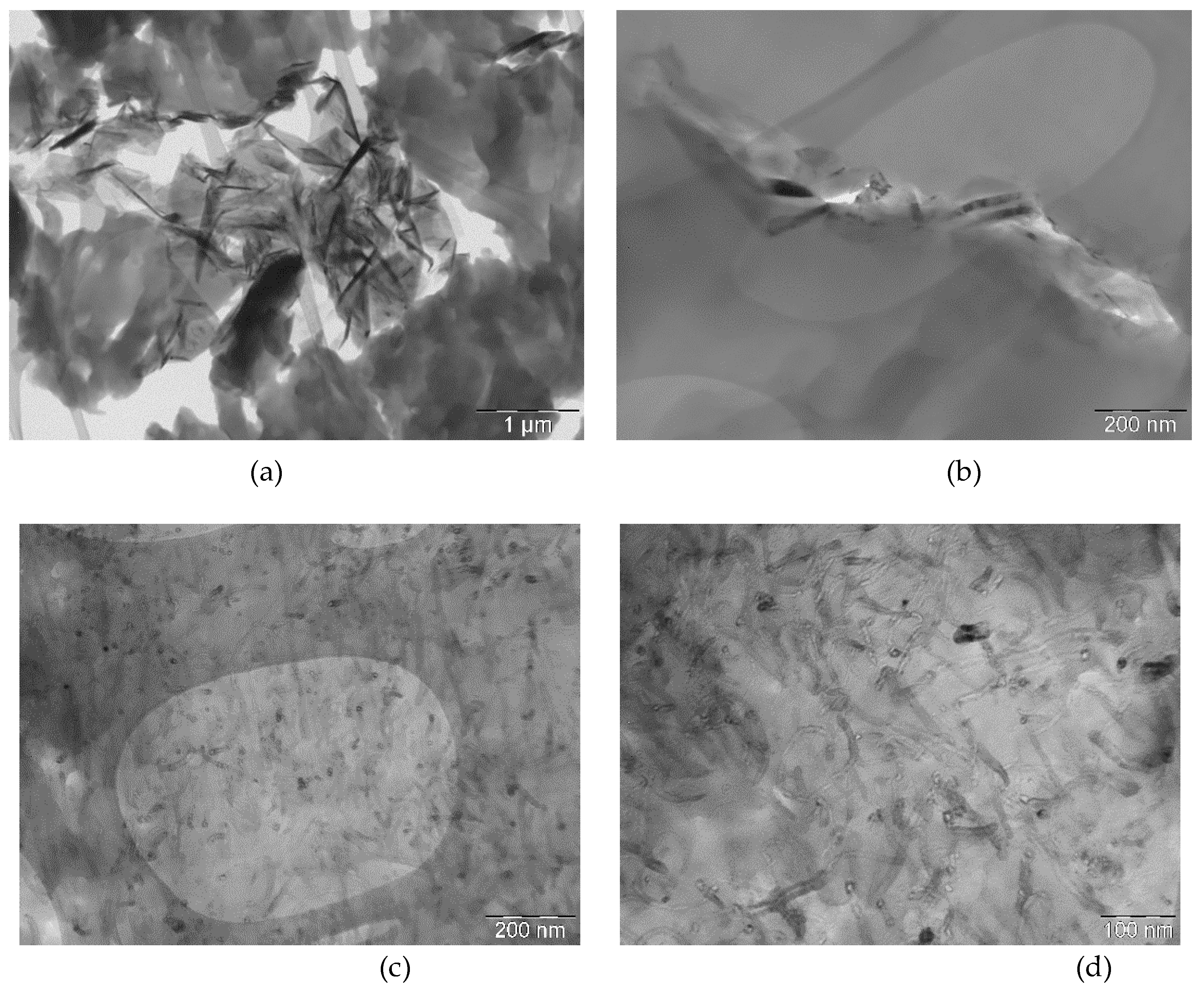
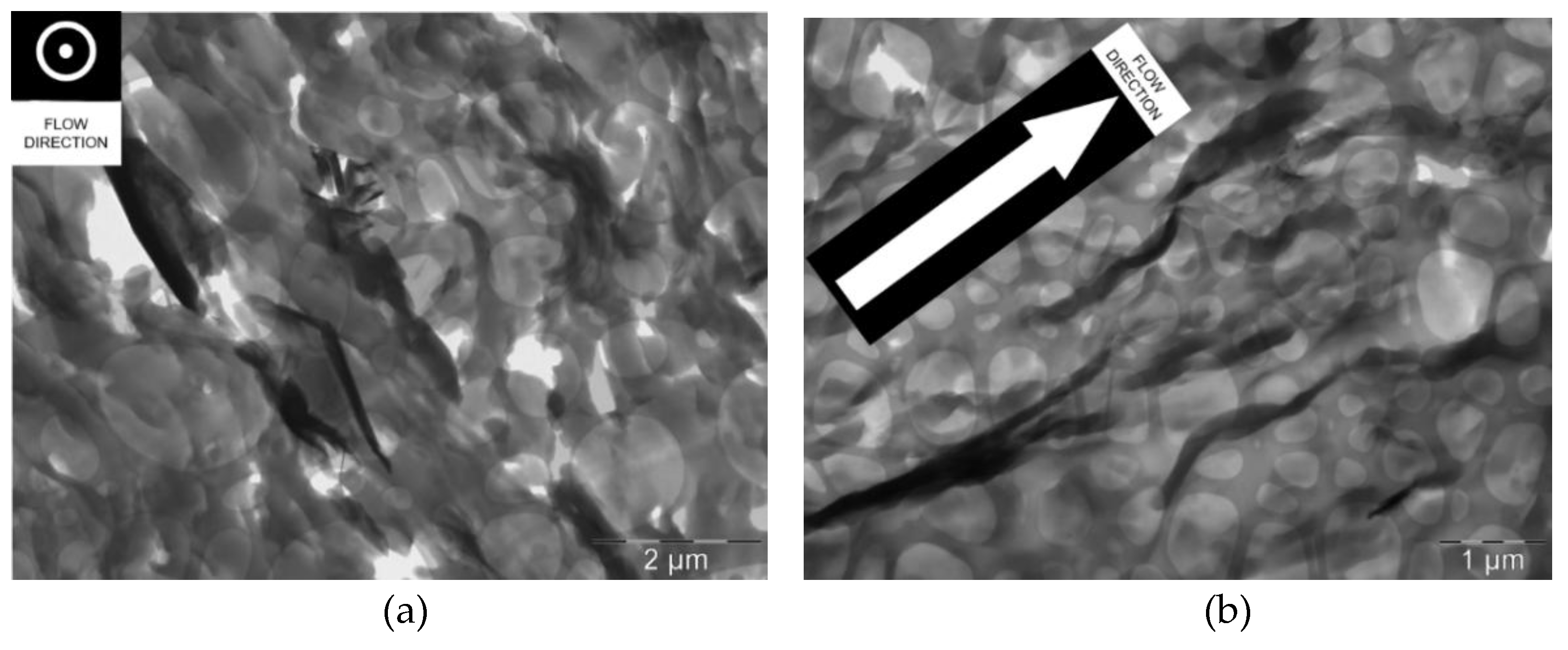
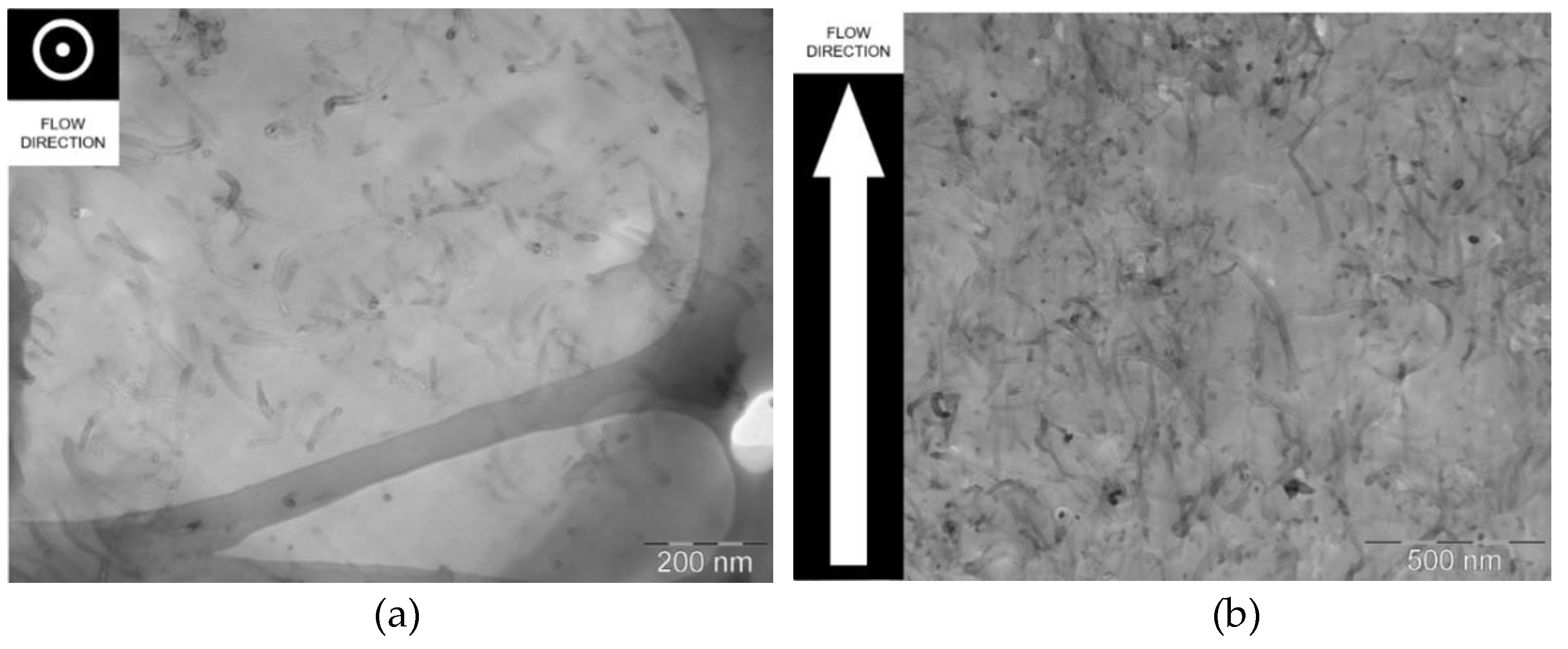
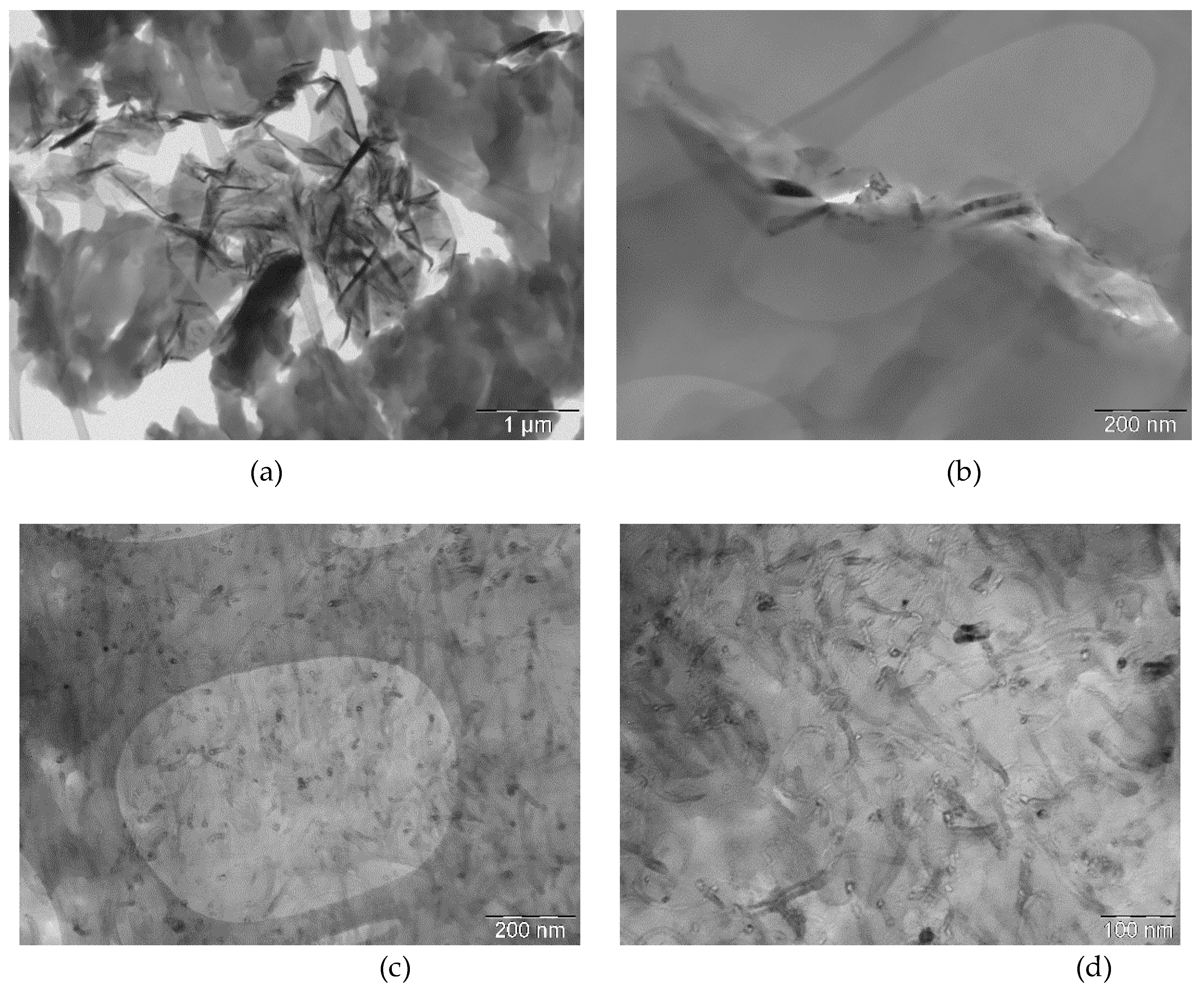
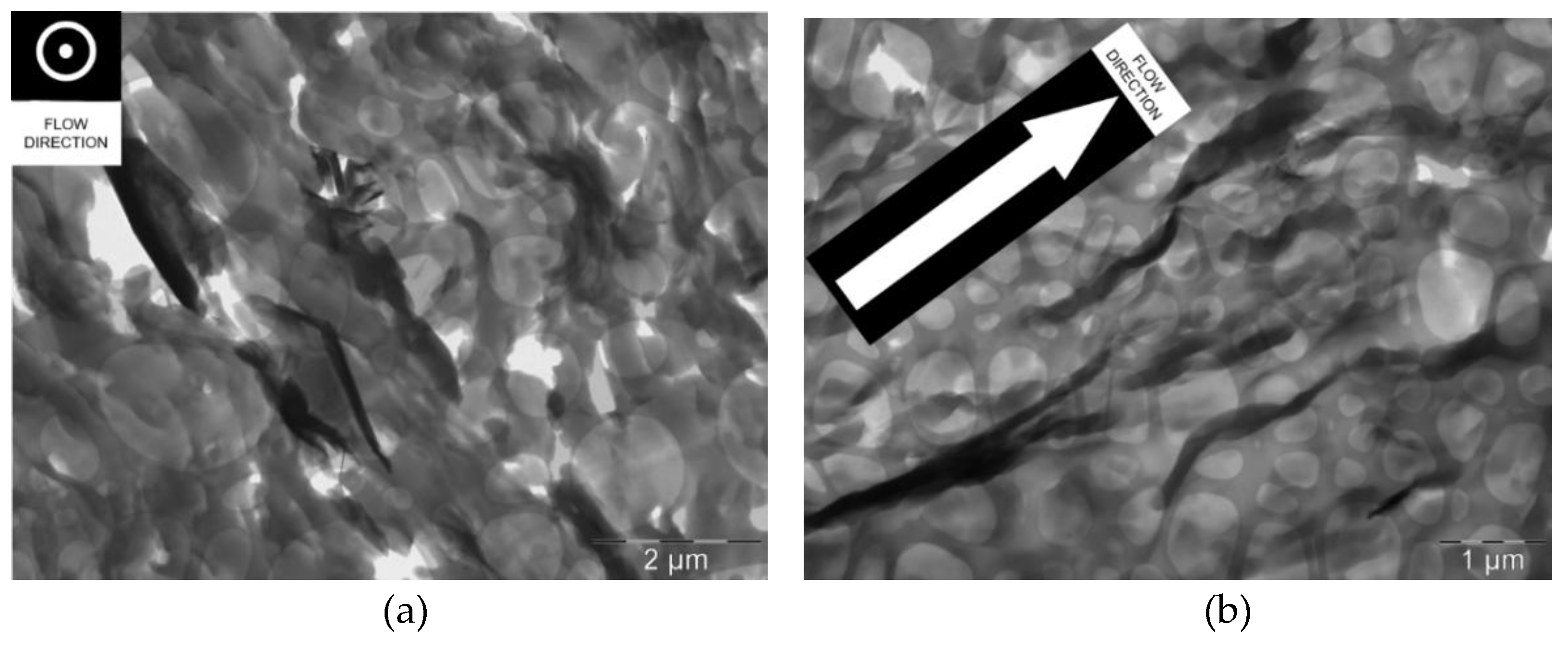
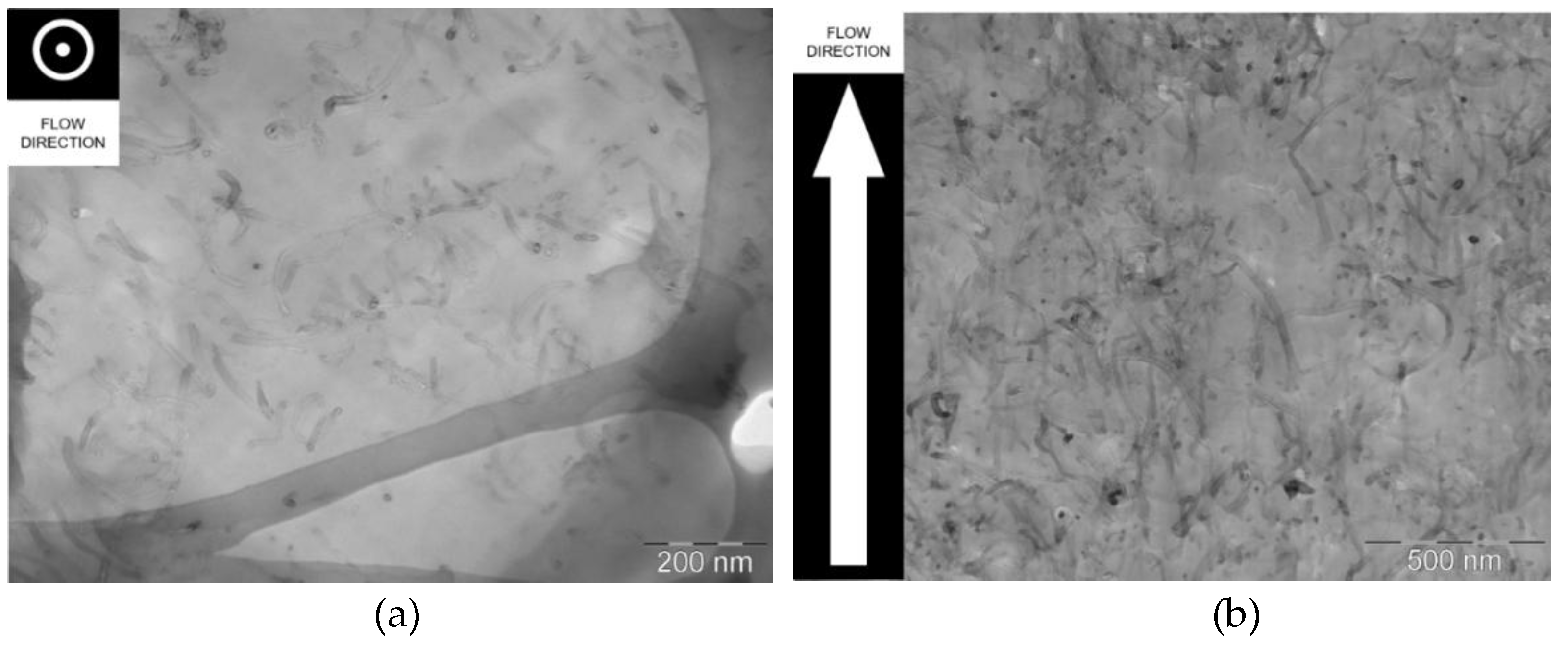
3.2. Transmission Electron Microscopy
3.3. Electrical Conductivity
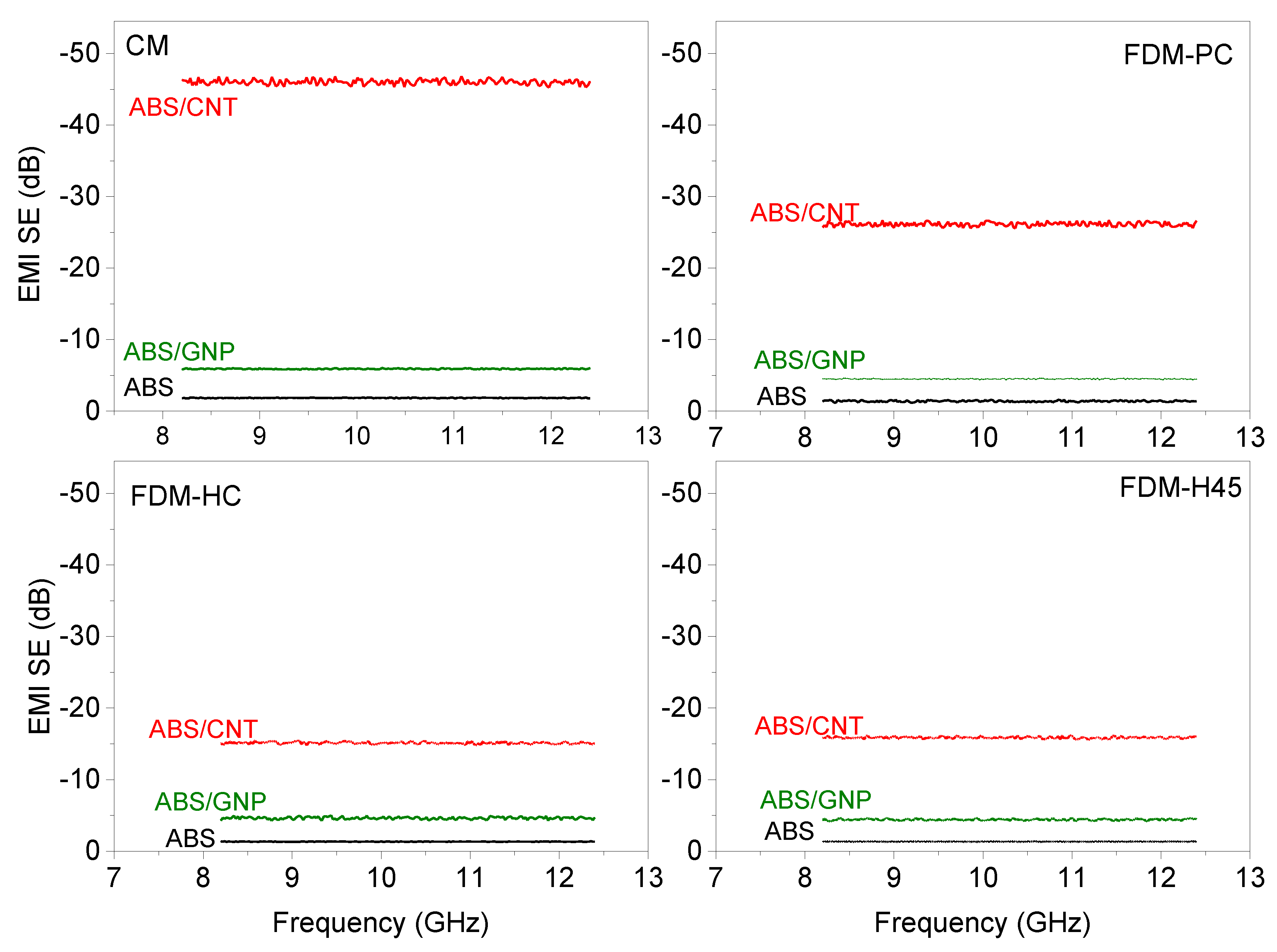
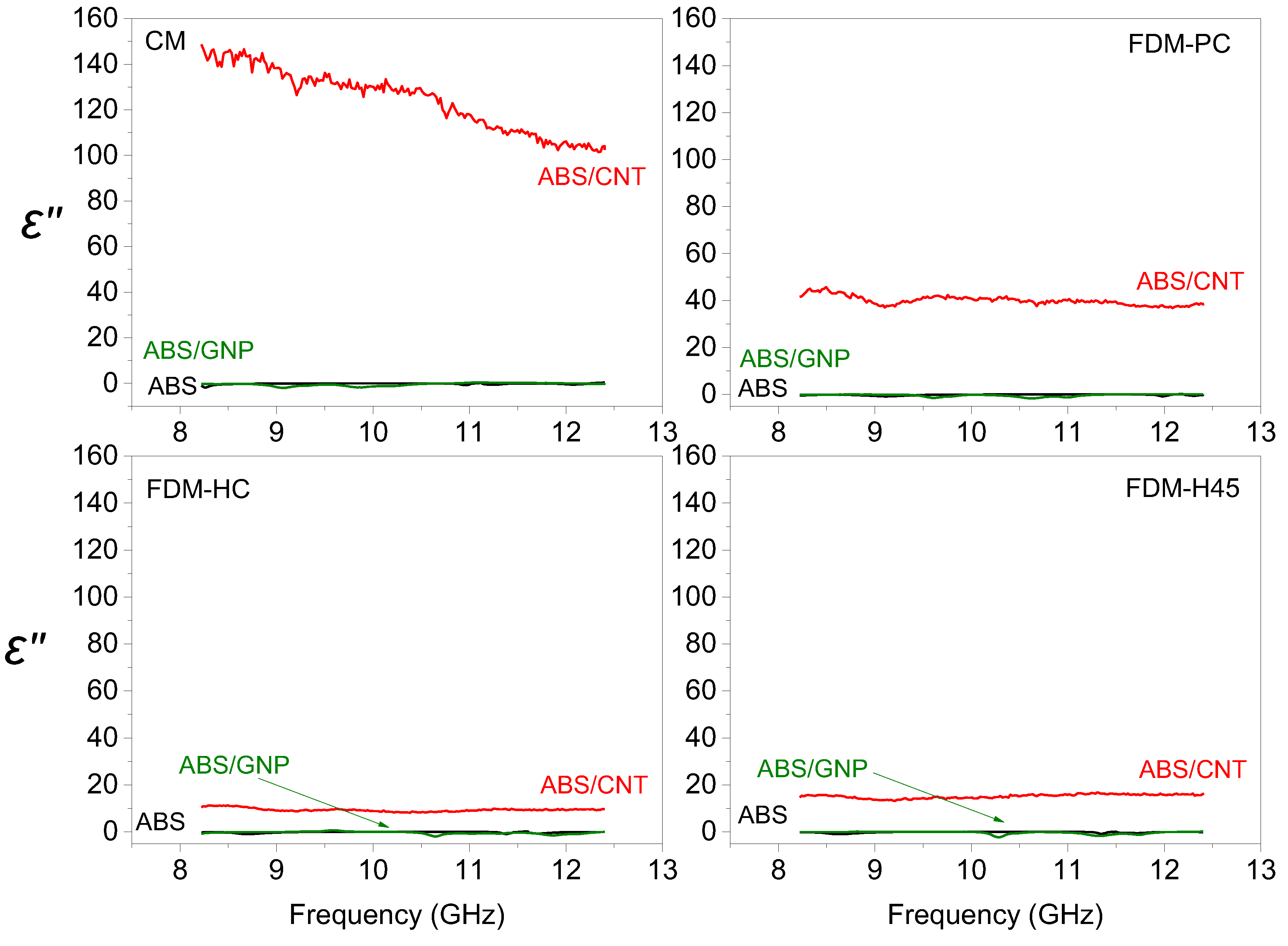
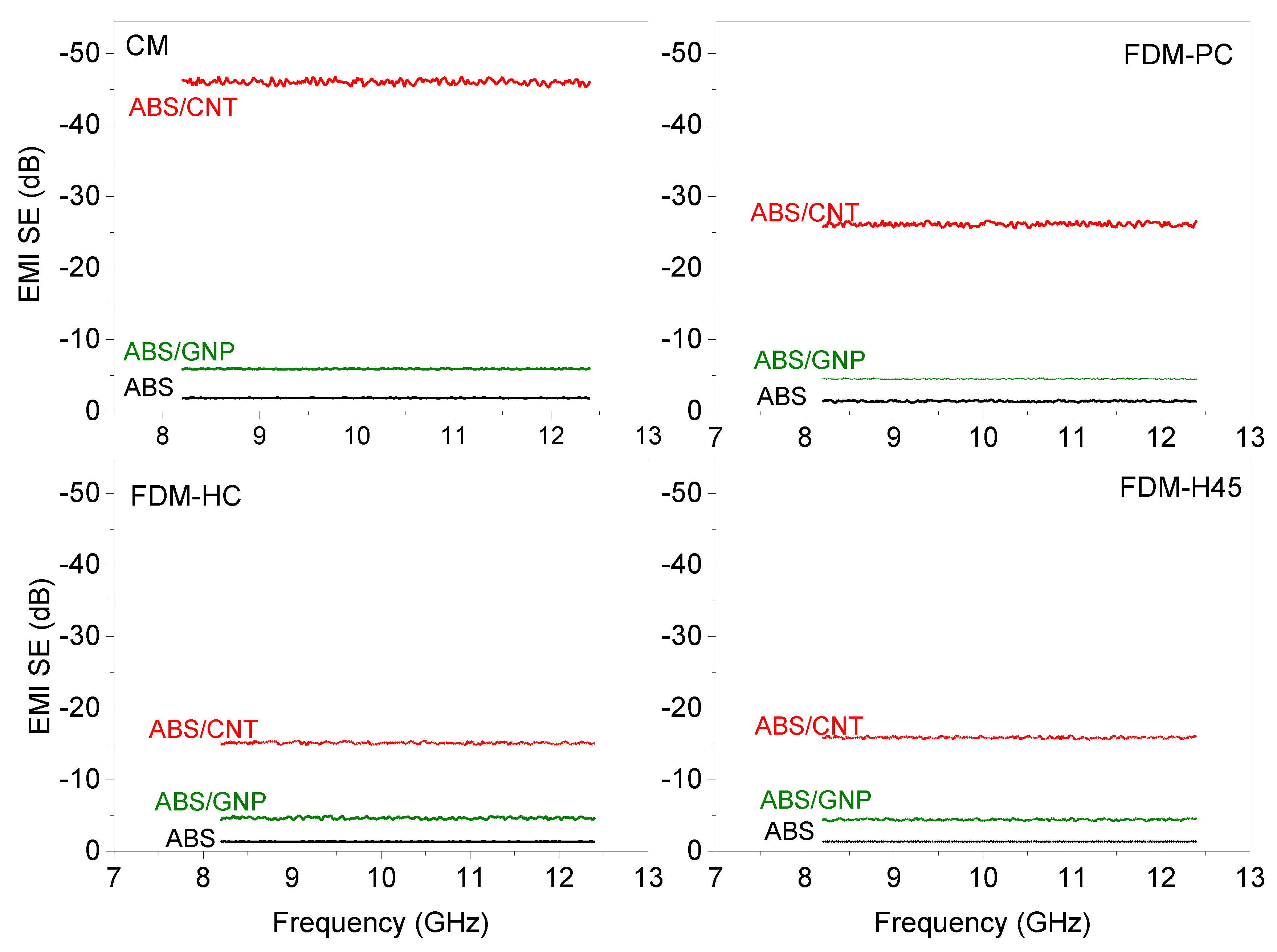
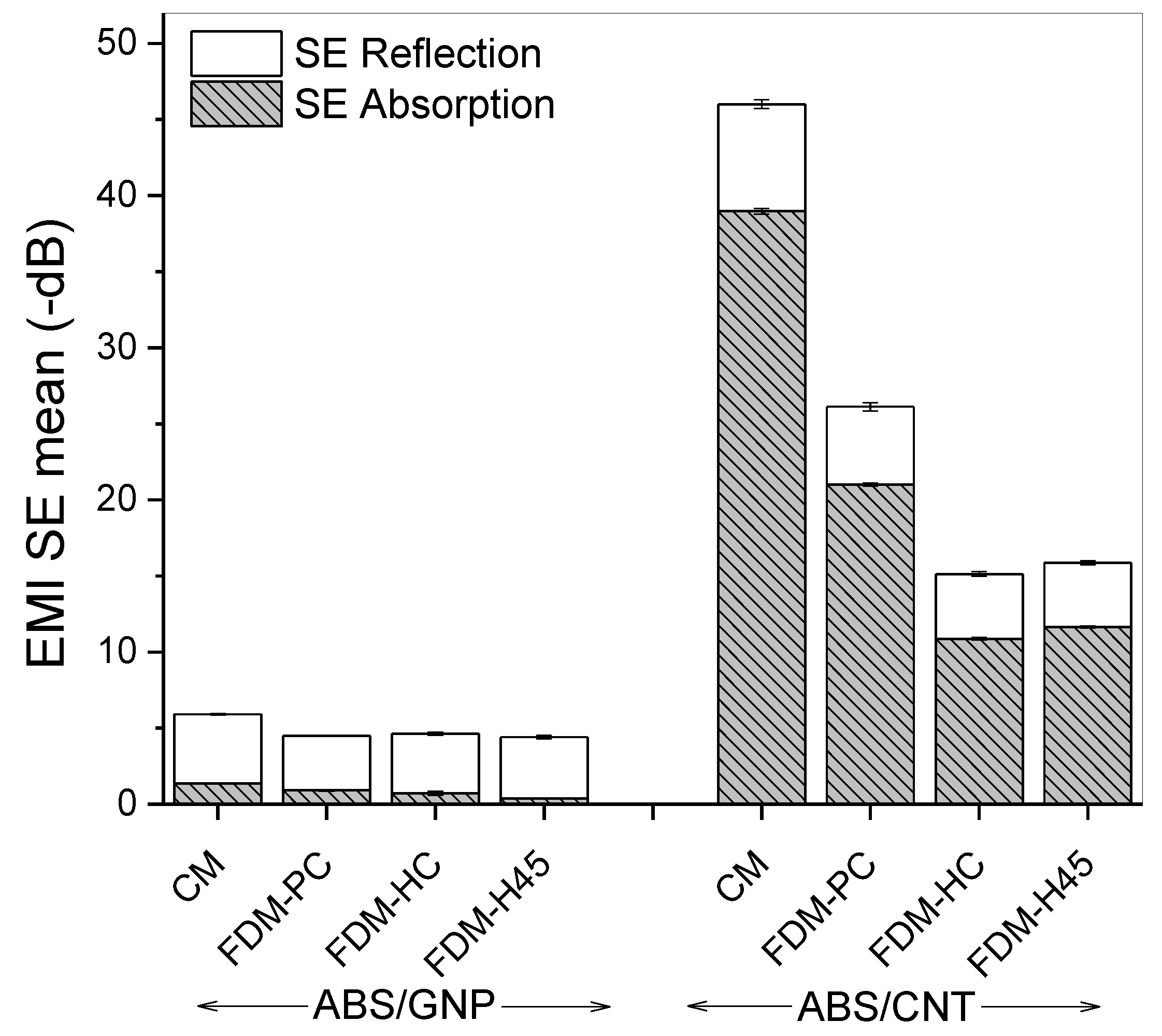
3.4. Electromagnetic Interference Shielding Efficiency
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Tong, X.C. Advanced Materials for Electromagnetic Interference Shielding, 1st ed.; CRC Press: Boca Raton, FL, USA, 2009. [Google Scholar]
- Jda Silva, P.S.; Soares, B.G.; Livi, S.; Barra, G.M.O. Phosphonium—Based ionic liquid as dispersing agent for MWCNT in melt-mixing polystyrene blends: Rheology, electrical properties and EMI shielding effectiveness. Mater. Chem. Phys. 2017, 189, 162–168. [Google Scholar] [CrossRef]
- European Parliament, European Council, Directive 2014/30/EU: Electromagnetic Compatibility (Recast), 29.3. 2014, pp. 79–106. Available online: http://eur-lex.europa.eu/legal-content/ES/TXT/?uri=CELEX:32014L0030 (accessed on 20 December 2018).
- Chung, D.D.L. Carbon materials for structural self-sensing, electromagnetic shielding and thermal interfacing. Carbon 2012, 50, 3342–3353. [Google Scholar] [CrossRef]
- Thomassin, J.M.; Jérôme, C.; Pardoen, T.; Bailly, C.; Huynen, I.; Detrembleur, C. Polymer/carbon based composites as electromagnetic interference (EMI) shielding materials. Mater. Sci. Eng. R Rep. 2013, 74, 211–232. [Google Scholar] [CrossRef]
- Pawar, S.P.; Biswas, S.; Kar, G.P.; Bose, S. High frequency millimetre wave absorbers derived from polymeric nanocomposites. Polymer 2015, 84, 398–419. [Google Scholar] [CrossRef]
- Pang, H.; Xu, L.; Yan, D.X.; Li, Z.M. Conductive polymer composites with segregated structures. Prog. Polym. Sci. 2014, 39, 1908–1933. [Google Scholar] [CrossRef]
- Al-Saleh, M.H.; Sundararaj, U. A review of vapor grown carbon nanofiber/polymer conductive composites. Carbon 2009, 47, 2–22. [Google Scholar] [CrossRef]
- Kar, G.P.; Biswas, S.; Rohini, R.; Bose, S. Tailoring the dispersion of multiwall carbon nanotubes in co-continuous PVDF/ABS blends to design materials with enhanced electromagnetic interference shielding. J. Mater. Chem. A 2015, 3, 7974–7985. [Google Scholar] [CrossRef] [Green Version]
- Saini, P.; Choudhary, V.; Singh, B.P.; Mathur, R.B.; Dhawan, S.K. Enhanced microwave absorption behavior of polyaniline-CNT/polystyrene blend in 12.4–18.0 GHz range. Synth. Met. 2011, 161, 1522–1526. [Google Scholar] [CrossRef]
- Joseph, N.; Janardhanan, C.; Sebastian, M.T. Electromagnetic interference shielding properties of butyl rubber-single walled carbon nanotube composites. Compos. Sci. Technol. 2014, 101, 139–144. [Google Scholar] [CrossRef]
- Joseph, N.; Varghese, J.; Sebastian, M.T. Graphite reinforced polyvinylidene fluoride composites an efficient and sustainable solution for electromagnetic pollution. Compos. Part B Eng. 2017, 123, 271–278. [Google Scholar] [CrossRef]
- Li, L.; Li, S.; Shao, Y.; Dou, R.; Yin, B.; Yang, M. PVDF/PS/HDPE/MWCNTs/Fe3O4 nanocomposites: Effective and lightweight electromagnetic interference shielding material through the synergetic effect of MWCNTs and Fe3O4 nanoparticles. Curr. Appl. Phys. 2018, 18, 388–396. [Google Scholar] [CrossRef]
- Huang, C.Y.; Wu, C.C. The EMI shielding effectiveness of PC/ABS/nickel-coated-carbon-fibre composites. Eur. Polym. J. 2000, 36, 2729–2737. [Google Scholar] [CrossRef]
- Huang, C.-Y.; Pai, J.-F. Studies on processing parameters and thermal stability of ENCF/ABS composites for EMI shielding. J. Appl. Polym. Sci. 1997, 63, 115–123. [Google Scholar] [CrossRef]
- Rostami, A.; Masoomi, M.; Fayazi, M.J.; Vahdati, M. Role of multiwalled carbon nanotubes (MWCNTs) on rheological, thermal and electrical properties of PC/ABS blend. RSC Adv. 2015, 5, 32880–32890. [Google Scholar] [CrossRef]
- Schmitz, D.P.; Ecco, L.G.; Dul, S.; Pereira, E.C.L.; Soares, B.G.; Barra, G.M.O.; Pegoretti, A. Electromagnetic interference shielding effectiveness of ABS carbon-based composites manufactured via fused deposition modelling. Mater. Today Commun. 2018, 15. [Google Scholar] [CrossRef]
- Dorigato, A.; Moretti, V.; Dul, S.; Unterberger, S.H.; Pegoretti, A. Electrically conductive nanocomposites for fused deposition modelling. Synth. Met. 2017, 226, 7–14. [Google Scholar] [CrossRef] [Green Version]
- Dul, S.; Fambri, L.; Pegoretti, A. Fused deposition modelling with ABS-graphene nanocomposites. Compos. Part A Appl. Sci. Manuf. 2016, 85, 181–191. [Google Scholar] [CrossRef]
- Dul, S.; Pegoretti, A.; Fambri, L. Filaments Production and Fused Deposition Modelling of ABS/Carbon Nanotubes Composites. Nanomaterials 2018, 8, 49. [Google Scholar] [CrossRef]
- Dul, S.; Pegoretti, A.; Fambri, L. Effects of the Nanofillers on Physical Properties of Acrylonitrile-Butadiene-Styrene Nanocomposites: Comparison of Graphene Nanoplatelets and Multiwall Carbon Nanotubes. Nanomaterials 2018, 8, 674. [Google Scholar] [CrossRef] [PubMed]
- Kuester, S.; Demarquette, N.R.; Ferreira, J.C.; Soares, B.G.; Barra, G.M.O. Hybrid nanocomposites of thermoplastic elastomer and carbon nanoadditives for electromagnetic shielding. Eur. Polym. J. 2017, 88, 328–339. [Google Scholar] [CrossRef]
- Heuzey, A.G.M.; Ton-that, P.J.C.M. Morphological and rheological properties of PET/clay. Nanocomposites 2013, 59–74. [Google Scholar] [CrossRef]
- Wu, D.; Wu, L.; Sun, Y.; Zhang, M. Rheological Properties and Crystallization Behavior of Multi-Walled Carbon Nanotube/Poly(ε-caprolactone) Composites. J. Polym. Sci. Part B Polym. Phys. 2007, 3137–3147. [Google Scholar] [CrossRef]
- Abbasi, S.; Carreau, P.J.; Derdouri, A.; Moan, M. Rheological properties and percolation in suspensions of multiwalled carbon nanotubes in polycarbonate. Rheol. Acta 2009, 48, 943–959. [Google Scholar] [CrossRef] [Green Version]
- Fambri, L.; Bragagna, S.; Migliaresi, C. Biodegradable Fibers of Poly-l, dl-lactide 70/30 Produced by Melt Spinning. Macromol. Symp. 2006, 20–25. [Google Scholar] [CrossRef]
- MacDermott, C.P.; Shenoy, A.V. Selecting Thermoplastics for Engineering Applications; Second edition; Marcel Dekker, Inc.: New York, NY, USA, 1997. [Google Scholar]
- Yang, Y.; Gupta, M.C.; Dudley, K.L. Towards cost-efficient EMI shielding materials using carbon nanostructure-based nanocomposites. Nanotechnology 2007, 18, 345701. [Google Scholar] [CrossRef]
- Schmitz, D.P.; Silva, T.I.; Ramoa, S.D.A.S.; Barra, G.M.O.; Pegoretti, A.; Soares, B.G. Hybrid composites of ABS with carbonaceous fillers for electromagnetic shielding applications. J. Appl. Polym. Sci. 2018, 135. [Google Scholar] [CrossRef]
- Al-Saleh, M.H. Influence of conductive network structure on the EMI shielding and electrical percolation of carbon nanotube/polymer nanocomposites. Synth. Met. 2015, 205, 78–84. [Google Scholar] [CrossRef]
- Chizari, K.; Arjmand, M.; Liu, Z.; Sundararaj, U.; Therriault, D. Three-dimensional printing of highly conductive polymer nanocomposites for EMI shielding applications. Mater. Today Commun. 2017, 11, 112–118. [Google Scholar] [CrossRef]
- VSachdev, K.; Sharma, S.K.; Tomar, M.; Gupta, V.; Tandona, R.P. EMI shielding of MWCNT/ABS nanocomposites in contrast to graphite/ABS composites and MWCNT/PS nanocomposites. RSC Adv. 2016, 6, 45049–45058. [Google Scholar] [CrossRef]
- Jyoti, J.; Basu, S.; Pratap, B.; Dhakate, S.R. Superior mechanical and electrical properties of multiwall carbon nanotube reinforced acrylonitrile butadiene styrene high performance composites. Compos. Part B Eng. 2015, 83, 58–65. [Google Scholar] [CrossRef]
- King, J.A.; Pisani, W.A.; Klimek-mcdonald, D.R.; Perger, W.F.; Odegard, G.M. Shielding effectiveness of carbon-filled polycarbonate composites. J. Appl. Polym. Sci. 2015, 132. [Google Scholar] [CrossRef]
- Al-Saleh, M.H.; Saadeh, W.H.; Sundararaj, U. EMI shielding effectiveness of carbon based nanostructured polymeric materials: A comparative study. Carbon 2013, 60, 146–156. [Google Scholar] [CrossRef]
- Pourzahedi, L.; Zhai, P.; Isaacs, J.A.A.; Eckelman, M.J.J. Life cycle energy benefits of carbon nanotubes for electromagnetic interference (EMI) shielding applications. J. Clean. Prod. 2017, 142, 1971–1978. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | 0.1 Hz | 1 Hz | 10 Hz | 100 Hz | Average |
|---|---|---|---|---|---|
| ABS | 83.1 | 130.7 | 122.5 | 90.4 | 107 ± 23 |
| ABS/GNP | 11.5 | 16.9 | 45.3 | 47.8 | 30 ± 19 |
| ABS/CNT | 71.6 | 60.5 | 66.5 | 61.7 | 65 ± 5 |
| Samples | Electrical Conductivity (S·cm−1) | Apparent Density (g/cm3) | |
|---|---|---|---|
| ABS | CM | (3.06 ± 4.02) × 10−16 | 1.05 ± 0.02 |
| FDM-PC | (4.93 ± 2.89) × 10−16 | 0.87 ± 0.07 | |
| FDM-HC | (2.63 ± 3.21) × 10−16 | 0.93 ± 0.03 | |
| FDM-H45 | (2.67± 3.30) × 10−16 | 0.95 ± 0.02 | |
| ABS/GNP | CM | (1.55 ± 3.67) × 10−14 | 1.07 ± 0.01 |
| FDM-PC | (3.00 ± 4.08) × 10−15 | 0.89 ± 0.02 | |
| FDM-HC | (2.34 ± 4.34) × 10−15 | 0.97 ± 0.02 | |
| FDM-H45 | (1.89 ± 3.98) × 10−15 | 0.98 ± 0.02 | |
| ABS/CNT | CM | (6.97 ± 1.01) × 10−3 | 1.07 ± 0.01 |
| FDM-PC | (9.17 ± 0.89) × 10−4 | 0.87 ± 0.03 | |
| FDM-HC | (2.34 ± 1.11) × 10−4 | 0.92 ± 0.03 | |
| FDM-H45 | (1.68 ± 1.21) × 10−4 | 0.94 ± 0.02 | |
| Reference | Polymer Matrix | Filler | Thickness | Preparation Method | EMI SE in the X-Band Frequency Range | |
|---|---|---|---|---|---|---|
| [29] | Acrylonitrile–butadiene–styrene (ABS) | carbon black (CB) and carbon nanotubes (CNTs) | 2 mm | Melt mixing followed by compression molding | 44 dB 87 dB 9 dB 34 dB | 5 wt.% ABS/CNT 15 wt.% ABS/CNT 5 wt.% ABS/CB 15 wt.% ABS/CB |
| [30] | ultrahigh molecular weight polyethylene (UHMWPE) | carbon nanotubes (CNTs) | 1 mm | wet mixing followed by compression molding | 50 dB | 10 wt.% UHMWPE/CNT |
| [31] | polylactic acid (PLA) | carbon nanotubes (CNTs) | 0.4 mm | 3D printable conductive scaffold microstructures | 55 dB 30 dB | 30 wt.% PLA/CNT solid 30 wt.% PLA/CNT scaffold |
| [32] | Acrylonitrile–butadiene–styrene (ABS) | multiwall carbon nanotubes (MWCNTs) | 2.4mm 2.8 mm | dry powder mixing followed by hot compression | 1 dB 40 dB | 0.05 wt.% ABS/CNT 5 wt.% ABS/CNT |
| [33] | Acrylonitrile–butadiene–styrene (ABS) | multiwall carbon nanotubes (MWCNTs) | 2.2 mm | Injection molding | 39 dB in the Ku band (12.4–18 GHz) | 10wt.% ABS/CNT |
| [34] | polycarbonate (PC) | GNP type M | 3.2 mm | Injection molding | 26.3 dB at 800 mHz | 15wt.% PC/GNP |
| [35] | Acrylonitrile–butadiene–styrene (ABS) | multiwall carbon nanotubes (MWCNTs) | 1.1 mm | Solution mixing following by compression molding | ~30dB | 10wt.%ABS/CNT |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ecco, L.G.; Dul, S.; Schmitz, D.P.; Barra, G.M.d.O.; Soares, B.G.; Fambri, L.; Pegoretti, A. Rapid Prototyping of Efficient Electromagnetic Interference Shielding Polymer Composites via Fused Deposition Modeling. Appl. Sci. 2019, 9, 37. https://doi.org/10.3390/app9010037
Ecco LG, Dul S, Schmitz DP, Barra GMdO, Soares BG, Fambri L, Pegoretti A. Rapid Prototyping of Efficient Electromagnetic Interference Shielding Polymer Composites via Fused Deposition Modeling. Applied Sciences. 2019; 9(1):37. https://doi.org/10.3390/app9010037
Chicago/Turabian StyleEcco, Luiz Gustavo, Sithiprumnea Dul, Débora Pereira Schmitz, Guilherme Mariz de Oliveira Barra, Bluma Guenther Soares, Luca Fambri, and Alessandro Pegoretti. 2019. "Rapid Prototyping of Efficient Electromagnetic Interference Shielding Polymer Composites via Fused Deposition Modeling" Applied Sciences 9, no. 1: 37. https://doi.org/10.3390/app9010037
APA StyleEcco, L. G., Dul, S., Schmitz, D. P., Barra, G. M. d. O., Soares, B. G., Fambri, L., & Pegoretti, A. (2019). Rapid Prototyping of Efficient Electromagnetic Interference Shielding Polymer Composites via Fused Deposition Modeling. Applied Sciences, 9(1), 37. https://doi.org/10.3390/app9010037