1. Introduction
With the significant growth rate of the population in the last decades, the consequent increase of pollution and waste production are issues of great relevance. The evolution and diversification of the production processes caused a continuous change in the quantities and compositions of urban solid waste, thus generating several problems related to transport, storage, and disposal. The possibility to re-use the waste in a sustainable way therefore assumes a primary importance, in order to improve the efficiency of waste management and to reduce its negative effects on the environment and the population [
1,
2,
3].
The necessity to convert a waste in a raw material leads to the replacement of traditional disposal methods with recycling, thus allowing the separation based on the kind of waste and the redirection to the most suitable disposal and recovery treatment [
4].
The most troubled waste class to be treated is surely the organic fraction of the municipal solid waste (OFMSW), due to its high-water content, that causes a rapid degradation and bacterial proliferation during its storage [
5,
6]. OFMSW represents more than 40% by the weight of the municipal waste [
7]. Furthermore, the high quantity of water contained in OFMSW determines a rapid decomposition that produces a high quantity of bacteria, which can turn into pathogens for humans and animals. However, incineration does not represent the best solution for OFMSW; it is, in fact, an expensive disposal method that causes air pollution. At the same time, this process does not stop the microorganisms from breaking down the OFMSW, therefore the groundwater gets contaminated by the leachate [
8]. In addition, the degradation of the OFMSW in these conditions produces methane, which causes a greenhouse effect that is 25× more powerful that the one generated from carbon dioxide [
9]. Incorrect waste management practices can result in public health and environmental problems, such as odours and diseases [
10]. These features make OFMSW quite complex to be managed. However, organic wastes are comprised of materials rich in sugars, minerals, and proteins that could be used in other processes as substrates or raw materials. Since the cultivation of microorganism requires carbon, nutrients, and moisture, organic waste could be, for example, a good candidate to provide the appropriate conditions for the development of microorganisms [
2]. It is therefore essential to design a process, which allows a decrease in the bacteriological content and a longer storage of the waste.
The production of a green composite based on OFMSW requires its incorporation into a matrix, which acts as a binder, thus reducing the danger of the waste. Nowadays, the most widespread application involves the use of inorganic matrices such as cement, clay, and lime [
11,
12]. However, inorganic matrices have a series of disadvantages if used with organic waste. Firstly, they can be attacked by acids, causing the release of toxic material. In addition, cements and additives highly increase the weight of the waste. Furthermore, the main limitation is that the process is suitable only for the treatment of ashes that derive from the OFMSW combustion process, and it cannot be extended to materials rich of salts or organic components, since they can interfere with the setting and hardening processes, thus leading to the production of a very porous structure [
13,
14].
An alternative to inorganic matrices consists of the use of organic reagents, such as thermoplastic [
15,
16,
17,
18,
19,
20] or thermosetting polymers [
1,
21]. Unlike the inorganic matrices, polymers do not chemically react with the waste, but carry out a process, which allows encapsulation of the OFMSW in the matrix. To the best of our knowledge, this represents an important and advantageous novel idea to process OFMSW. For the first time, in fact, we previously developed an innovative and cheap method for the complete elimination of the bacteriological content of the OFMSW (i.e., stabilization process) and the inertization and valorisation of the OFMSW, by adding a thermosetting resin [
1,
22]. Among different kinds of cheap thermosetting resins, such as epoxy and polyurethane reins, we selected the urea-formaldehyde (UF) products (also called aminoplasts), because they present many advantages, useful for our aim, such as being high crosslinked, water soluble, and having a semi-crystalline structure [
23]. The UF resins were also selected for their high strength, rigidity, cost effectiveness, and fast cure, which makes them very useful in the wood industry [
24].
However, the developed products lacked adequate mechanical properties, mainly due to their high porosity, which was shown to depend on the relatively high temperatures required to attain the cure of the thermosetting matrix. The present research is aimed at the development of an innovative, easy, and cheap method for the stabilization, inertization, and valorisation of the organic fraction of municipal solid waste (OFMSW).
In detail, the aim of the present work is the optimization of the curing process parameters of the previously developed transformation process [
1]. Compared to the previous work [
1], a reduction of the curing temperature has been obtained by the use of a catalysed UF resin. This is expected to reduce the rate of water release, therefore obtaining high-performing panels with a low porosity, which can find applications in different fields, including insulating panels for the building sector, or outdoor and garden furniture.
2. Materials and Methods
The thermosetting resin used in this work is a urea formaldehyde powder polymer, commercialized by Sadepan (Mantova, Italy) as SADECOL P 100N. It is supplied as fine powder/granules with a defined grain size and a viscosity of 60 ÷ 130 mPa·s at 20 °C.
The matrix was also enriched with the adding of a proper catalyst (Fast sad SD 10, supplied by Sadepan, Mantova, Italy) in a proportion of 20% wt over the total amount of the UF resin.
The OFMSW is made of unsorted food wastes collected according to the standard Italian regulation; in particular, the OFMSW was collected from a local restaurant, and apart from food wastes, it contains small amounts (less than 0.5% in weight) of different soft wastes, such as tissues or napkins. Once collected, the OFMSW was grounded by using the Electrolux EGO23000x shredder. The sterilization assessed and optimized in a previous paper [
1] consists in a thermal treatment at 120 °C for 20 min.
Different blends of the UF and OFMSW (
Table 1) were produced by varying the amount of catalyst and by adding different percentages of recycled additives, such as coffee powder, sawdust and sodium bicarbonate, with the aim to reduce the odors and to evaluate the effect of the additives on the curing process and on the mechanical properties. The water content, studied in previous work [
1], was necessary for allowing the curing process of the soluble urea formaldehyde-based resin.
The dried OFMSW, water, UF resin, and additives were mixed at room temperature by means of a mechanical stirrer in order to produce a homogenous slurry that was poured into silicon molds and put in a static oven at 60 °C for the time necessary to complete the cure reaction (i.e.,1 h).
Rheological analyses were carried out with a Rheometrics Ares rheometer. Dynamic tests were performed on each formulation of
Table 1, in order to assess the optimal curing process conditions. A double plate geometry was used, setting a gap of 0.3 mm, constant oscillatory amplitude (1%) and frequency (1 Hz). The tests consisted of a temperature ramp from room temperature to 140 °C. A subsequent isothermal rheological test was also performed at the cure temperature selected from the first dynamic scan.
Compression tests [
25] were performed on cylindrical UF/OFMSW samples (D = 60 mm, t = 20 mm) obtained after the curing process as detailed below, using a Lloyd LR5K and a crosshead speed of 1.5 mm/min. A load cell equal to 5 KN was employed. For each sample, six replicates were performed. From the stress-strain curves the strength at break, σR (MPa), the strain at break, ε, and the elastic modulus, E (MPa), were evaluated.
Density measurements were carried out by using a pycnometer.
Density and compression tests were performed on dried samples, held at 60 °C the time necessary for two successive weighting of the samples, performed at 24 h intervals, difference less than 0.1%, according to the definition of UNI EN 826.
Finally, an optical microscope (Zeiss AXIO-LINKAM) was used to analyze the P100N based cured samples with and without additives. Images of all samples were obtained with a 50× magnification; afterwards, the average diameter of the pores was calculated by using the DinoCapture software.
3. Experimental Results
Figure 1A shows a comparison between the dynamic rheological scan of the UF matrix with and without the catalyst. As it can be observed, the resin without the catalyst shows an initial decrease of the viscosity, due to the decrease of water viscosity. At about 120 °C, the viscosity increase indicates the onset of the curing reaction. For the system with the catalyst, the characteristic temperature of the viscosity increase is shifted at about 60 °C, evidencing a reduction of the onset curing temperature. In order to evaluate the curing time at 60 °C, an isothermal rheological test was also performed on catalyzed systems, in the presence and absence of the OFMSW (samples P100N_C; OF_P100N_C, respectively). The results reported in
Figure 1B show that a curing time of 1 h is enough for both mixtures to complete the reaction, even in presence of the OFMSW.
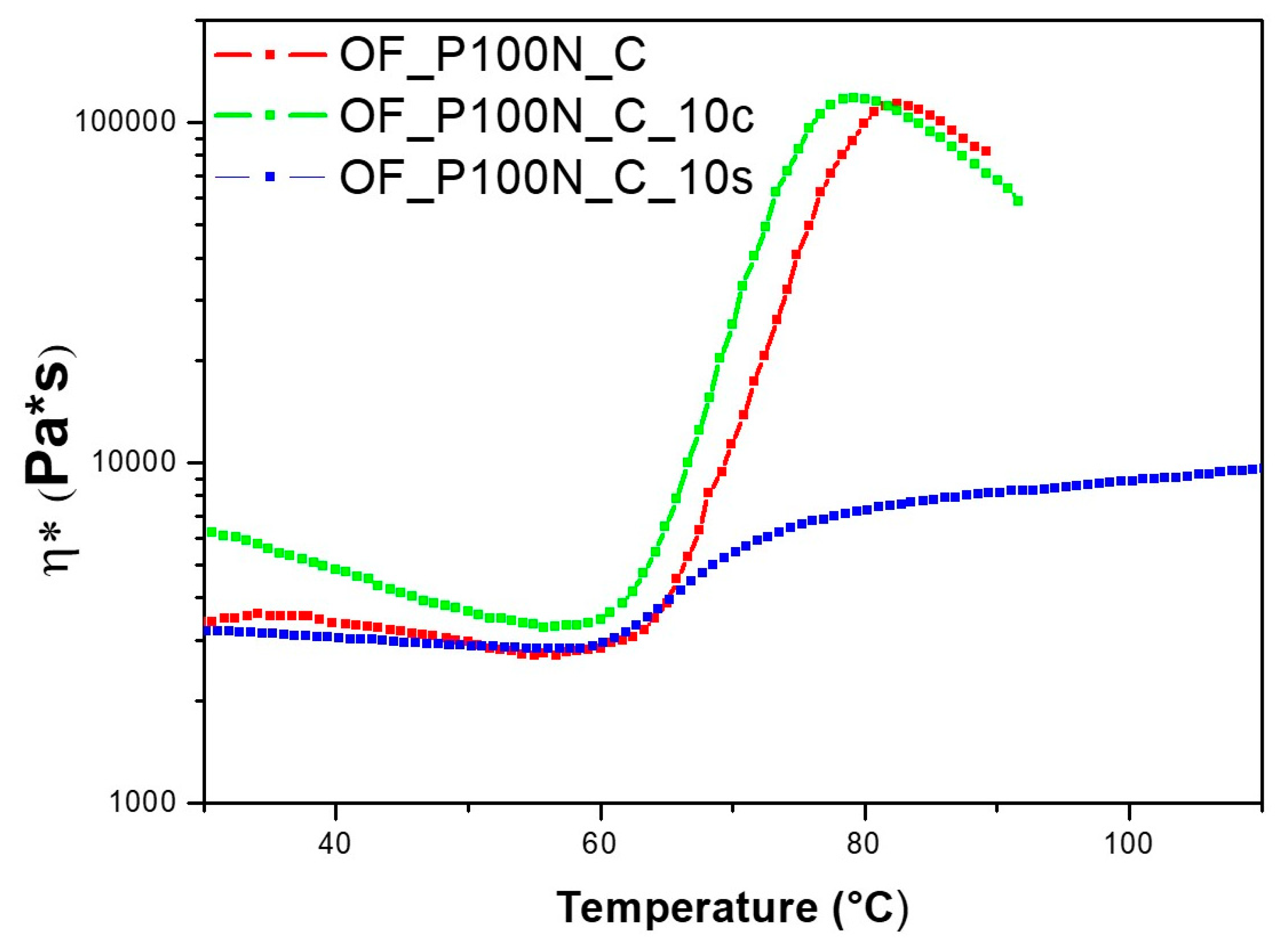
In order to evaluate the effect of the presence of different recycled additives on the curing process of the catalyzed UF/OFMSW blends, dynamic rheological analyses of all the formulations of
Table 1 were also performed. The results reported in
Figure 2 for the blends at 10% of coffee and sawdust show that the onset curing temperature is not significantly modified by the addition of coffee or sawdust, indicating that a temperature of 60 °C could be selected for the curing process for each of the produced blends. Therefore, starting from these preliminary rheological results, an optimal curing cycle was assessed, i.e., T = 60 °C and t = 1 h, instead of T = 120 °C and t = 1 h, used in the previous paper [
1]. The reduction of the curing temperature is made possible through the use of a proper catalyst.
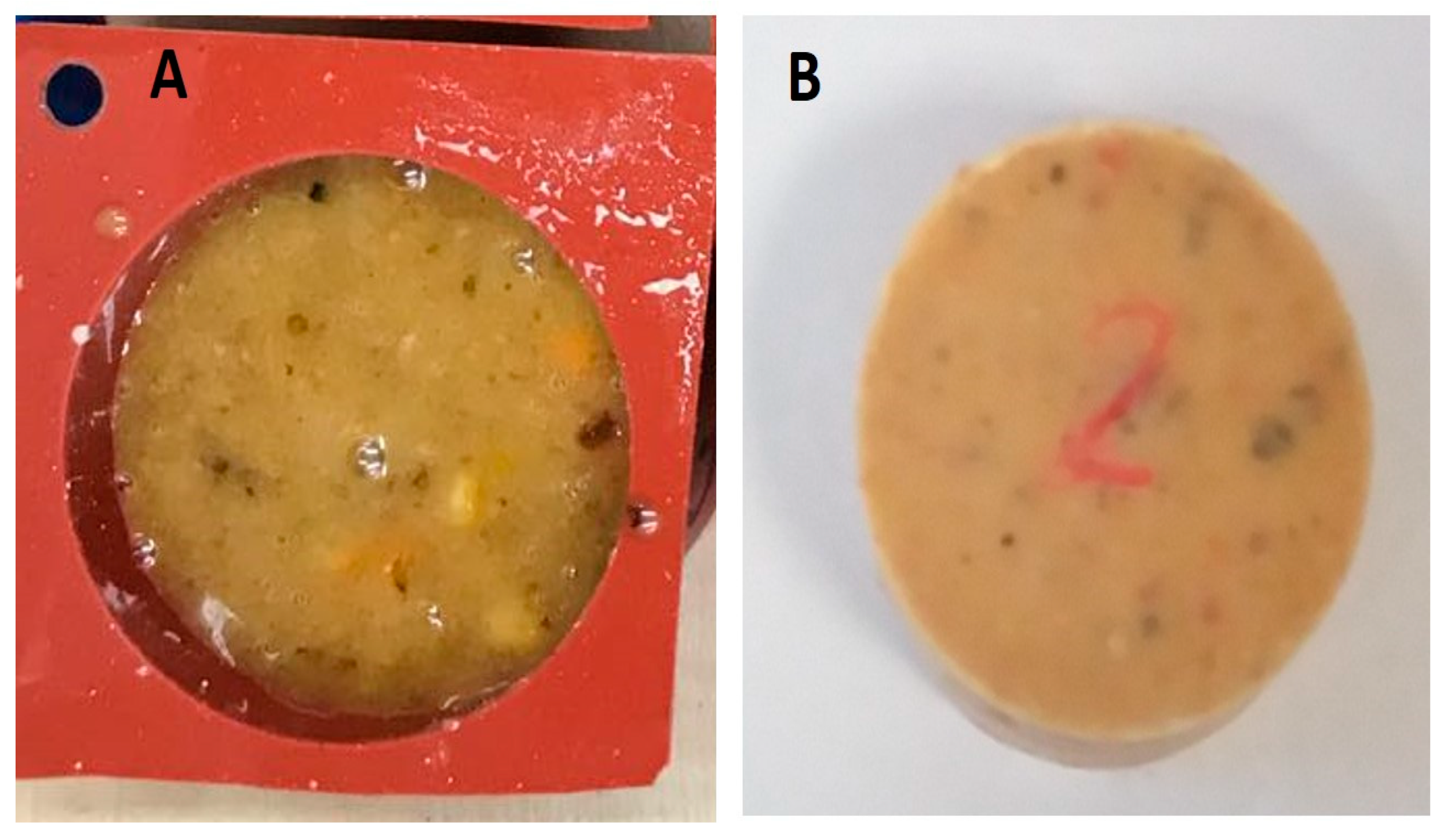
The pictures of some of the blends produced, before and after the curing process are reported in
Figure 3. Initially, the mixing of the resin, catalyst, OFMSW, and water results in a relatively low viscosity slurry, which can be easily poured into a silicon mold (
Figure 3A). This is a distinct advantage of the developed process, since in any case a pressure-free process was used for the sample production. In
Figure 3B, after curing, the solid samples are obtained.
Compression tests were performed on the cured samples; results reported in
Figure 4A,B show the effect of the addition of coffee or sawdust, respectively, on the stress stain curves.
The compression properties and the density of each sample are reported in
Table 2.
The density data reported in
Table 2 show that, compared to the data reported in our previous work [
1], the reduction of the curing temperature from 120 °C (used for unanalyzed blends) to 60 °C (used in this work for catalyzed blends) allows to completely eliminate the porosity of the produced samples, which in turn produces an increase of the density of the samples. This is better highlighted in
Figure 5A, where a comparison between the density of the same blends obtained with and without the catalyst, and therefore cured at 60 °C or 120 °C, respectively, is shown. As better explained in a previous work, [
1], the difference in the density is mainly due to the lower rate of water release during curing at lower temperatures; this allows a more efficient bubble removal during curing of the matrix. According to the results reported in
Table 2, the addition of sawdust at relatively high amounts involves a decrease of the density, resulting from an incomplete wetting of the wood particles by the polymer matrix.
The results for the mechanical properties, reported in
Table 2, show that the addition of OFMSW to the UF matrix involves a decrease of the compressive strength, but also an increase of the compressive modulus.
Furthermore, the results of
Table 2 indicate that, within certain limits, the presence of the waste fillers does not significantly influence the mechanical properties of the OFMSW/UF blends. In particular, the compression properties (modulus, strength, and strain at break) of the blend containing up to 5% of sawdust are substantially equivalent to those of the neat resin. However, for higher contents, the mechanical properties show a substantial decrease. In contrast, the coffee does not significantly influence the mechanical properties of the OF_P100N_C composite up to an amount of 10%.
Very relevantly, the void fraction decrease attained by a reduction of the curing temperature has a significant effect on the compression modulus of the samples, as highlighted by the results reported in
Figure 5B. For the unanalyzed blends cured at 120 °C according to the procedure reported in a previous work [
1], the relatively high void fraction results in very low values of the modulus; a reduction of the curing temperature to 60 °C, attained by addition of the catalyst, involves a significant increase of the modulus.
On the other hand, the potential application of the developed environmentally compatible products as insulating panels also suggests the possibility of generating in the bulk of the material a controlled amount of porosity, which was attained by the use of sodium bicarbonate as a blowing agent.
Sodium bicarbonate slowly decomposes to form sodium carbonate above 50 °C, though the rate of decomposition is much higher at or above 200 °C [
26].
As reported in
Table 3, the addition of the foaming agent involves a decrease of the density of the UF/OFMSW blends. With an increasing amount of sodium bicarbonate, the density decreases. On the other hand, as the density decreases, the compressive modulus decreases as well. The specific modulus, defined as the ratio between the compression modulus and density, also decreases.
The data reported in
Figure 5 and
Table 3 show that there are two different ways in order to obtain a porous material, which can be used for the production of insulating panels:
- (a)
Curing the samples at higher temperatures, which allows to foam the OFMSW/UF blends due to water evaporation/boiling [
1];
- (b)
The addition of the catalyst and foaming agent, which allows to cure and foam the sample at lower temperature.
The difference in the porous structure obtained by the two methods is highlighted in the optical microscopy reported in
Figure 6A,B, which show the images of the unanalyzed system without a blowing agent cured at a high temperature and the catalyzed system with a blowing agent cured at low temperatures, respectively. The unanalyzed samples were obtained in a previous work by a process defined as “one step“, in which the sterilization and valorization process, were run simultaneously at 120 °C for 1 h (OF_P100N_one step) [
1].
A comparison between
Figure 6A,B clearly shows that the addition of sodium bicarbonate allowed to obtain a faster expansion process, which in turn resulted in the formation of pores with higher diameter. In particular, the results for the average pore size reported in
Table 4 confirm the formation of bigger pores when the sodium bicarbonate is added as a blowing agent; on the other hand, the low standard deviation associated to the measurement (8% of the average value) highlights the formation of a controlled porosity. In contrast, the use of water as a foaming agent involves the formation of a dishomogeneous porous structure (the standard deviation is about 50% of the average).
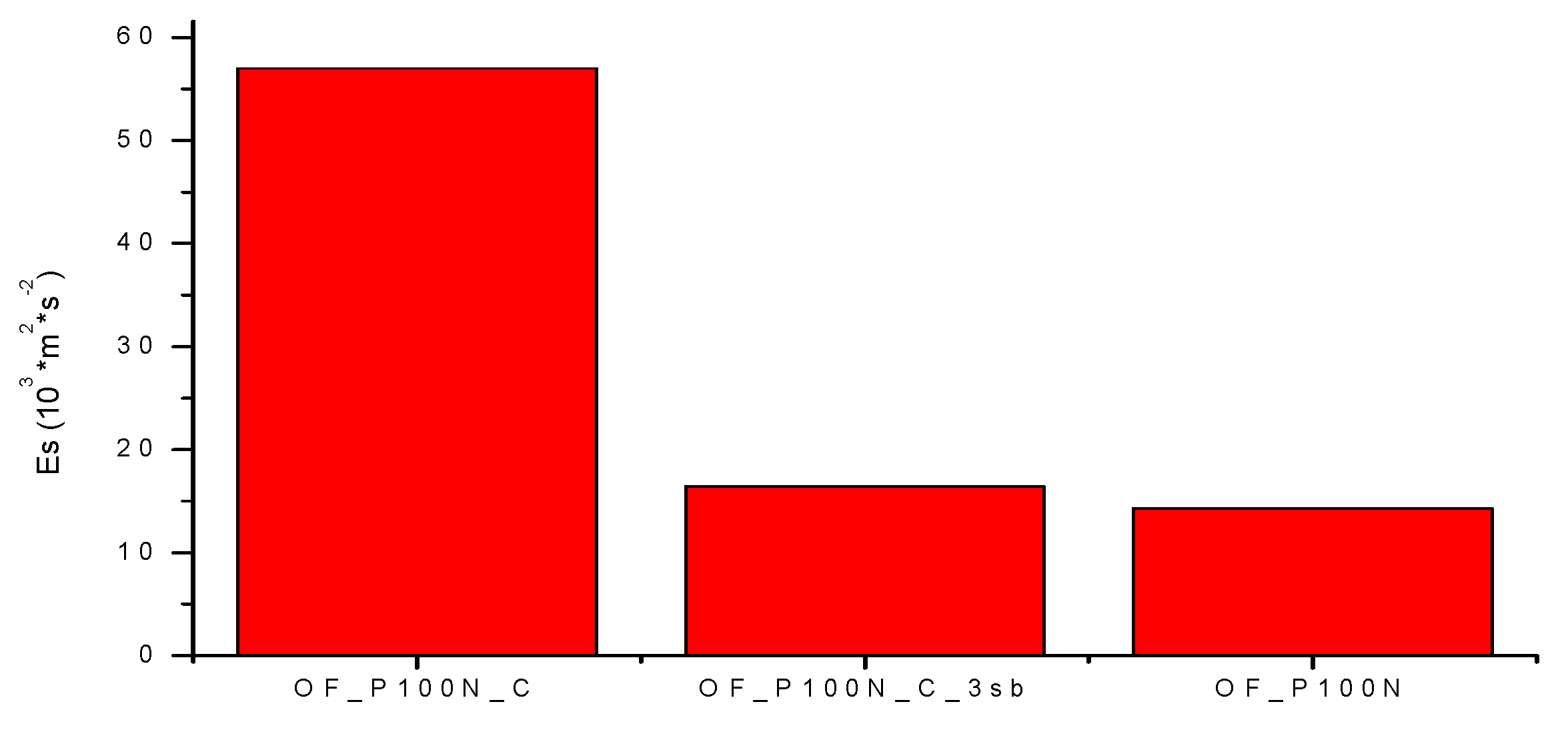
Figure 7 shows a comparison of the specific moduli of catalyzed samples obtained with the addition of sodium bicarbonate (OF_P100N_C_3sb), which shows a significant decrease compared to the specific modulus of the blend without the foaming agent, OF_P100N_C. In addition, the specific modulus of the blend without the catalyst cured at 120 °C, OF_P100N, is reported. By comparing the two porous systems, it can be highlighted that the specific modulus for the porous samples obtained upon addition of the foaming agent is higher than that of the blend foamed by water evaporation/boiling. According to the results reported in
Figure 6 and
Table 4, the higher specific stiffness is attributed to the more homogeneous porous structure, which characterized the OF_P100N_C_3sb system.
Finally, a rough cost estimation of the developed procedure is presented. Such cost estimation must account for the fact that, compared to the standard processing of the UF resin, an additional cost is given by the sterilization carried out at 120 °C, but the production of the blend, allows to reduce the cost due to the reduced UF consumption.
In the energy estimation, the following formula was used:
where
w is the weight fraction,
cp is the specific heat, Δ
T is the heating required to attain the OFMSW sterilization, and Δ
Hev is the latent heat of vaporization. In the following analysis, it is considered that, according to the previous work [
1],
and
. In addition, considering heating of the OFMSW at 120 °C, with a room temperature of 30 °C, the specific heat of the solid fraction of OFMSW [
27] and the specific heat and latent heat of the vaporization of water, the total energy required for sterilization can be estimated to be 1850 KJ [
27], as reported in
Table 5.
With an energy cost of about 3.9 × 10
−5 €/KJ [
28], the unitary cost of the sterilization process can be estimated to be C
U,OFMSWst = 0.07 € for each Kg of treated OFMSW.
On the other hand, when adding the OFMSW in the blend with UF, the cost of the material can be estimated as:
where
w indicates the weight fraction of each component, and
Cu is the unitary cost of each of the materials present in the blend.
The value of
wOFMSW is evaluated on the blends after curing and water evaporation, and therefore can be obtained from the data reported in
Table 1 by neglecting the water content as:
It should be emphasized that, in
Table 1, the addition of coffee or sawdust was done at the expense of the UF, and therefore, for each of the blends of
Table 1,
. the value of
was estimated by the formula equivalent to Equation (4) as:
The unitary cost of each component was taken as: CU,UF = 1.1 €/Kg (data provided by the resin supplier) and €/Kg. The unitary cost of the additives like coffee or sawdust was taken equal to zero.
The estimated values for
are reported in
Table 6; in any case, for the developed blends, the cost is lower than that of the neat matrix. In addition, the cost decreases with the increasing amount of coffee or sawdust.
4. Conclusions
In this paper, the simple green and economic process, proposed to transform the OFMSW into an inert material was optimized, by the use of a catalyzed urea-formadehyde matrix. The use of a catalyzed UF matrix allows to significantly reduce the curing temperature of the blends during processing. A reduction of the curing temperature involves the formation of a more compact structure, characterized by a very low porosity.
This is an important advantage for the implementation of this process in a smart machine to transform the organic waste into fully inert, odorless, sanitized panels/bricks that do not release eluants, leachates or biogases, therefore ensuring a high durability and valorizing the OFMSW without requiring an additional cost for its disposal. Furthermore, a full physical-mechanical characterization showed that the OFMSW/UF blends possess good mechanical properties, comparable to those of the neat thermosetting resin. In addition, the mechanical properties of the catalyzed blends are always higher than those of the non-catalyzed blends, as a consequence of the reduced porosity attained by curing at lower temperatures. The influence of different recycled additives, such as coffee powder, sawdust and sodium bicarbonate on both the curing process and the physical-mechanical properties of the OFMSW/UF blends composites was also assessed. The rheological characterization proved that the presence of the additives does not cause an increase in the curing temperature and time. On the other hand, the mechanical characterization results showed that the presence of both the sawdust and coffee in low amounts do not significantly modify the mechanical properties of the blends. In addition, the possibility of producing foamed materials through the addition of sodium bicarbonate was assessed. Sodium bicarbonate produces a decrease of the mechanical properties compared to the bulk material; however, compared to the foamed structure obtained in unanalyzed blends by water evaporation/boiling, the addition of sodium bicarbonate allows the formation of a controlled porous structure, which in turn results in an increase of the specific modulus.
Finally, a cost estimation of the developed approach proved the potential cost saving compared to the neat matrix.
In conclusion, the preliminary results obtained in this paper suggest that the process developed allows to produce valorized OFMSW composites materials, that can be used as building materials for thermal or acoustic insulation, as potential substitutes of the medium-density fibre (MDF) panels’ and also for the outdoor garden furniture. The next research will be focused on the design and building of a prototype machine equipped with Arduino-based sensing stations to characterize the material during the different steps of the transformation process (stabilization, inerting, and valorization). In addition, the prototype machine will be equipped with a RFID-based traceability system supported by some remote cloud server functionalities in order to monitor the products along with the whole supply chain.

 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}