Compression of Biomass Substances—A Study on Springback Effects and Color Formation in Pellet Manufacture


1
Environmental and Energy Systems, Department of Engineering and Chemical Science, Karlstad University, SE-651 88 Karlstad, Sweden
2
Wallenberg Wood Science Centre, Department of Fibre and Polymer Technology, KTH Royal Institute of Technology, SE-100 44 Stockholm, Sweden
3
Chemical Engineering, Department of Engineering and Chemical Science, Karlstad University, SE-651 88 Karlstad, Sweden
*
Author to whom correspondence should be addressed.
Appl. Sci. 2019, 9(20), 4302; https://doi.org/10.3390/app9204302
Submission received: 17 August 2019
/
Revised: 9 October 2019
/
Accepted: 12 October 2019
/
Published: 14 October 2019
(This article belongs to the Special Issue Biomass Research and Applications)
Abstract
:In order to increase the use of a variated raw material base for pellet production with a maintained density level, knowledge of the biomaterials’ ability to counteract any springback effects is essential. In this study, the springback effects were investigated for single press produced pellets from cellulose, hemicelluloses, pectin, and two woods at different moisture contents. The change in pellet coloring was also tested through a spectrophotometer for both xylan and carboxymethyl cellulose (CMC) pellets. The results show that the density of xylan pellets is much higher than glucomannan, for both green and cured pellets, and that the length of the pellets, as well as springback contribution, differ between the hemicelluloses. The study also presents results showing that both xylan and CMC pellets have a mutually identical spectrum and that the changes in the structure of xylan are not only related to moisture content, but are also pressure-related. The study also postulates that the color difference of the xylan pellets is a result of physical changes in the structure, as opposed to being of a chemical nature.
1. Introduction
For a successful transition to a fossil-free society, biomasses must be optimized towards new product applications, as well as being used for energy production. The transport and manageability of biomasses should also be considered in order to increase its utilization rate. However, biomass inherently has a low weight per unit volume, so-called bulk density, and has irregular particle and chips sizes, which leads to challenges when it is handled that leads to high-cost transportation. For example, the bulk density of grasses is about 40–150 kg/m3, while it is 150–200 kg/m3 for commercial woodchips [1]. By compression through pelletization, the bulk density increases to about 700 kg/m3 [1]. Apart from the density increase, pelletization offers other benefits, such as dryness and uniform sizes, which leads to easier handling, a better mass volume dosage, and a decreased risk of the growth of mold and other microorganisms. In general, the compression of biomasses involves the use of four different types: bailing, briquetting, extrusion and pelletization [2]. This study relates to pelletization.
Pelletization occurs in a pellet press, when rollers force the biomass through die channels; this process can be divided into three sub-steps: (I) compression, (II) flow and (III) friction [3]. The biomass in the first step is compressed into a thin layer. Then, this layer is pressed further down an inlet cone through a flow step, where further compression occurs before friction occurs in the die channel as the last step. The friction step generates the temperature in the die, as well as a backpressure that enables the rollers to create their pressure [3,4]. It is, however, important that there is a balance between rollers pressure and the backpressure (which is generated by the flow and the friction step). Such that the backpressure is sufficient to allow the roller wheels to produce a pressure that generate strong bonds and at the same time allow for the release of the pellet. The solution is to create an active part of the die channel [3], referred to as the die press length, and this press length is determined by the specific feedstock [4,5]. This means that the technique for pelleting biomasses is developed to handle different biomaterials separately or specifically for a specific mixture, meaning that pellet producers target a feedstock with a chemical composition that is as uniform as possible, which limits the utilization of a variated biomass stream for feedstock. A successful transition to a fossil-free society would include the utilization of all types of biomasses, especially the use of biomass for energy, which should be able to switch between available wastes and bi-products. However, this is not currently possible, and one reason for this is that there is a gap in knowledge as to how pelletability is correlated to the characteristics of the biomasses [1,6,7].
A general description of compression is that it can be consolidated through particle rearrangement, slippage and particle deformation, see Figure 1. Initially, the pressure builds up slowly when the particle rearrangement occurs, until all the air located in the pores between the particles is removed. After a while, no further packing can be achieved and the particles undergo fragmentation, as well as elastic and plastic deformation [1,8,9].
Dried biomass contains large inner cavities that is filled with air, and the cell structure breaks up when the cavities are compressed; at the same time, the cell wall compounds lignin and hemicellulose are expected to be released and interact with their surrounding particles [10]. At the end of the compression process, when the compaction pressure is the highest, the largest bonding surface area is present.
However, even if the highest pressure generates the largest possible area for bonding to occur, it is important that this area remains the same, even when the pressure is released; this depends on whether the material has reached plastic deformation or not. The elastic deformation that occurs is reversible, but fragmentation and plastic deformation are not, see Figure 2.
The springback effect not only releases energy directly after the pressure has been released, it also displays a variation over time, and this variation has been tested periodically after the pellets were ejected from the die [11], or on “green”- and “cured”-strength pellets [12,13]. Green strength refers to the springback effect carried out immediately after production, while cured strength refers to effects approximately one week later [12]. Other studies refer to the springback effect as the expansion of relaxed pellets [11], and that springback affects both the durability and density of pellets [11,12,13]. In addition, softwood tends to springback more than hardwood [13]. Thus, it is important to understand why springback occurs. Even if there have been studies that correlate the springback effects of biomasses, there is a gap in the knowledge on which substances within a chemical composition in biomass have more or less of an impact.
The diverse composition of biomass can be divided into two broad categories: macromolecular and low-molecular-weight substances. The macromolecular category includes lignin, polysaccharides, and proteins. Polysaccharides can be further divided into cellulose, hemicelluloses (mainly glucomannan and xylan), and other polysaccharides, such as pectin, starch, and galactan. The low-molecular-weight substances, including organic and inorganic substances, where organic substances include extractives (such as fat, wax, and tannin substances) and inorganic substances include ash substances [4,14]. The chemical composition of biomass is well defined in the literature [14,15,16], where it can be seen that for hardwood, the main hemicellulose component is xylan, and for softwood, mannan is the main component. Frodeson et al. studied the impact of polysaccharides (cellulose, hemicellulose, and other polysaccharides) lignin, protein, and extractives and found that there is a difference between how the substances behave during densification, particularly the difference within the hemicellulose’s components—xylan and glucomannan [4,17], where xylan is more affected by added water in comparison to mannan. However, the question of whether there is a variation between these substances, especially the hemicelluloses, in correlation to springback, has not been studied.
Frodeson et al. further showed that the flexible polysaccharides—xylan and pectin pellets—changed in terms of their color and structure during densification, especially when water was added [17]. There was also a difference between the hemicellulose components, xylan and glucomannan, correlated to these changes, where xylan changes in color from a light beige to a darker brown and glucomannan shows no color changes [17]. Pellets undergoing changes in color have also been seen when feedstock is steam-treated before pelletization [18,19]. Using steam-treatment in a pellet process increases both the moisture, as well the temperature, and the fact that increased temperature can change color in wood has been seen in techniques other than pelletization. When wood is heat-treated on purpose to improve properties such as dimensional stability and durability against biodegradation, color changes occur homogeneously throughout the wood [20,21,22]. Even if these are two different techniques, steam-treatment of wood and pelletization, it is likely that theories behind color changes can be based on the same parameters, where one theory is that hemicelluloses play an important role.
The darker tonality of heat-treated wood is often attributed to the formation of colored degradation products from hemicelluloses [23,24,25], where cellulose is less affected because of its semi-crystalline nature [20]. One explanation for the color changes is that the hemicelluloses are degraded to a greater extent than other cell wall components [22], due to the presence of the acetyl groups that are thermally labile in the hemicelluloses and lead to the formation of acetic acid and subsequent acid-catalyzed reactions [20]. The formation of oxidation products, such as quinones, is also stated as the reason for color changes [26,27]. Heat treatment generally results in an increased proportion of lignin, which may be attributed to a relative decrease in carbohydrate proportion and also to hemicellulose dehydration and the subsequent condensation to form pseudo-lignin [21] that can result in color changes. It must also be borne in mind that there is a difference in terms of where xylan and glucomannan are located in the secondary cell walls of wood. Xylan is found to be more associated and linked to lignin in comparison to glucomannan, which is more linked to cellulose [28,29], and whether this affects the color changes correlated to densification is unknown.
Another explanation is that a change in color results from polysaccharide degradation. The formation of colored compounds from saccharides has been extensively studied in the field of food chemistry. It was already known in the 1950s that monomeric sugars degrade into low-molecular-weight sugar acids, as well as unknown polymeric compounds [30], both of which can contribute to color as well as taste. Since then, the degradation reactions in question have been studied in numerous systems of varying temperature, pH, concentration and with the inclusion of additional compounds. It turns out that the formation of colored compounds proceed through α-dicarbonyl intermediates, also known as osuloses [31], which can degrade into acids and aldehydes by means of α-dicarbonyl cleavage or rearrange by means of benzilic acid rearrangement [32]. Additionally, it is thought that these α-dicarbonyls can polymerise according to mechanisms that are still not elucidated [33]. The formation of these α-dicarbonyl compounds can take place in the presence or absence of amino acids. In the presence of amino acids, the formation of α-dicarbonyl compounds is catalyzed by means of the Maillard reaction; in the absence of amino acids, α-dicarbonyl compounds are formed by means of caramelization reactions [34]. Caramelization requires elevated temperatures and can be catalyzed by the presence of either acids or bases [35]. The first step of caramelization is the formation of enediols from sugars [36] after which α-dicarbonyls can form through β-elimination followed by keto–enol tautomerization [32]. However, many of these reactions happen in the absence of moisture and involve condensation reactions; this is in contrast to what has been seen during pelletization, which seems to be stimulated by water [4,17].
Furthermore, when it comes to densification, pressure is an important parameter, and many of these reactions describe above does not require a high pressure. According to Belkacemi et al. (1991), hydrolysis of hemicelluloses is affected by pressure during treatment [37] and it has been shown that high pressure changes the melting point and glass temperature point to a new equilibrium [8]. However, in these studies, hemicelluloses are mentioned as one component, thus it is unclear which role xylan and glucomannan have. One parameter that affects the hydrolysis of hemicelluloses is the formation, quantity and type of acids alongside the accessibility of the reactants [37]; and correlated to acids, there is a difference between pectin, xylan and glucomannan. Pectin and xylan contain uronic acid residues, whereas glucomannan does not. Uronic acids are known to be able to undergo reactions such as beta eliminations [38], and one hypothesis that Frodeson et al. presented was that this beta elimination could be the “starting point” of the reactions leading to color change [17]. However, Frodeson et al. only discuss possible explanations and no clarification is given as to where these changes originate from.
The purpose of this study was to increase the understanding of how springback effects in pellets can be linked to the polysaccharide substances of biomasses, and how these substances are affected by pressure during densification. The aim was to investigate different maximum pressure, work for compression and the pellet springback effect for cellulose, xylan, glucomannan, pectin and two woods at different moisture contents. The aim was also to investigate whenever the changes in color are chemically or physically linked, how pressure affects color changes and to clarify if these changes are due to uronic acid.
2. Materials and Methods
The materials and methods section is divided into two parts: the first, Section 2.1, which details the materials and methods for measuring compression and the springback properties of six different materials, and the second, Section 2.2, which details the materials and methods for testing color occurrence in xylan pellets.
2.1. Compression, Springback and Mechanical Properties
The first part is based on six different materials, cellulose (Avicel test T1), two hemicelluloses (xylan T2 and glucomannan T3), a polysaccharide (pectin test T4) and two woods, one soft (spruce test T5) and one hardwood (beech test T6), see Table 1. All of the materials were evaluated at three different moisture contents and two different maximal pressures to a total number of 36 test series, for which 6 pellets were produced at each series.
All of the materials were evaluated at an equal particle size. To secure an equivalent particle size, the wood materials were first sawn (Bosch GCM 8 SJL; Stuttgart, Germany) into sawdust. All of the materials were ground in a Culatti Mikro Hammer Mill (DFH 48; Limmatstrasse, Zurich, Switzerland) with a sieve size of 2 mm to attain a uniform particle size before the materials were sieved with a sieve size of 0.350 mm to ensure that they were below 0.350 mm in size.
All of the wood material was dried for 48 hours in 50 °C, before the moisture content was measured on all of the materials according to SS-EN 14774-1 (2009) on a wet basis, with the difference that the amount of material was below 100 g. After the moisture content was measured, the material was divided into three equal parts and water was added to obtain 5.0%, 10.0%, and 15.0% moisture content. After adding water using a water sprayer and weighing to obtain the current weight, the materials were sealed in plastic bags and stored for 24 hours before any tests were conducted. The actual moisture during the tests was measured on the test powder in conjunction with compression.
2.1.1. Test Equipment
For evaluating the compression during the densification, a new type of single pellet unit was designed, which enabled pellets to be picked out for further measurements directly after compression. The die was a 100.0 mm vertically divided steel cube and the two parts were screwed together with four bolts (Figure 3). In the middle there was an 8.2 mm cylinder bore, within which an 8.0 mm piston compressed the biomass against a removable 8.0 mm diameter and 10.0 mm long steel plug at the bottom. The bottom plug was used to facilitate when the pellet was removed from the die channel. The press was mounted on a Form+Test Seidner testing machine (type 505/60B, Riedlingen, Germany) that made it possible to control the speed and force through the control systems with a load cell. The temperature of the steel cube was controlled with two heating coils.
2.1.2. Test Procedure
The die temperature was set at 100 °C and the compression of the piston was set to two predetermined values, 5 kN and 14 kN, and occurred at a speed of 30 mm/min, which corresponds to about 95 and 265 MPa respectively. The pressure was held for 10 s. These settings were chosen based on previous studies [4,17]. After the compression moment was complete, the bolts were unscrewed, then the die was split apart so that the pellet could be picked out and measured.
2.1.3. Measurements
During compression, the force, speed, length of the pellet and time was logged three times per second. Six pellets were produced in each test series, and the data is presented as an average value.
The compression work was calculated by integrating the force and distance from the logged data by using the numerical integration trapezoid method. The compression work was based on the distance needed to increase the force from 0.2 to 5 kN for the series, with 5 kN as the maximal force, and from 0.2 to 14 kN when 14 kN was the maximal force, at which level, the compression was interrupted. The compression work was depicted as Wcomp (J/g).
The springback effect was measured through axial length variations and diameter variations, as well as density. The length of the pellet during compression was measured when the force reached a predetermined value and after a hold time of 10 s, depicted as “comp pellet”. The produced pellets were analyzed by measuring the weight, length and the diameter of the pellet with a digital caliper directly after compression, depicted as a “green pellet” and after one week, depicted as a “cured pellet”, in accordance with previous studies [12,13]. The pellet’s solid density (g/cm3) was analyzed as comp, green, and cured pellet. The pellet hardness (kg) was measured using a KAHL motor-driven hardness tester (K3175-0011; KAHL, Reinbek, Germany). All of the hardness tests are presented as the average value based on four pellets.
2.2. Color Occurrence in Polysaccharides
In order to test the earlier hypothesis [17] that uronic acid is the reason why the flexible polysaccharides xylan and pectin change in color while others do not, carboxymethyl cellulose (CMC) powder was used as a test material. CMC is a cellulose derivate with carboxymethyl groups (-CH2COOH) bound to some of the hydroxyl groups, and xylan is characterized by β-1,4-linked D-xylopyranosyl units that carries a variable number of neutral or uronic monosaccharide substituents or short oligosaccharide as side chains. The CMC was pelletized in the same equipment as described in Section 2.1.1 and pretreated as described in Section 2.1. Two pellets were produced at each test series, resulting in a total of 24 pellets produced, see Table 2.
The nature of the emergent colors of these samples were investigated by dissolving the pellets in alkali and measuring the absorbance of the resulting solutions using a UV-2550 UV-VIS spectrophotometer (Shimadzu, Kyoto, Japan). Specifically, tests were carried out on one xylan and one CMC pellet, each of which were produced with 5%, 10% or 15% moisture content, with a pressure of 5 or 14 kN. Additionally, control tests were performed on each of the respective untreated original powders, as well as the original powder that was heat-treated at 225 °C for 30 min in a sealed container at 5% and 15% moisture content. For each experiment, 10 mg of sample was dissolved in 4 mL of 1M NaOH. In the case of the pellets, this required that the samples were mortared. Furthermore, in the case of both pellets and powders, this also required thermomixing at 60 °C for a few minutes for each sample, with the exception of the 5 kN 15% moisture content xylan sample, which was particularly difficult to dissolve and which was instead thermomixed at 40 °C over 60 min. Then, each sample was analyzed between 230–700 nm in a Shimadzu UV-2550 UV-VIS spectrophotometer with quartz cuvettes from Hellma GmbH & Co. KG (Müllheim, Germany) being used for the analysis. A baseline was taken on a pure 1M alkali reference. The slit width was 2 nm. Cuvettes with a 10 mm path length were used for most samples, while 1 mm cuvettes were used for the heat-treated powders.
Because the molecular weights of the samples were unknown, absorption coefficients could not be calculated. Instead, all results have been normalized to the equivalence of a 10 mg sample and a 10 mm path length. Thus, for instance, the samples analyzed in 1 mm cuvettes had their absorbances multiplied by 10.
3. Results
3.1. Compression, Springback and Mechanical Properties
The results from six different materials compressed up to 5 kN and 14 kN for their moisture content, energy required for compression, pellet weight, pellet diameter and pellet length, are shown in Table 3 as: compressed, green pellets and cured pellets. The pellets correlated to T6 5 kN and 14 kN at a 15% moisture content, swelled up immediately after the die was opened and fell apart, so no results corresponding to these pellets could be obtained.
In Figure 4, representative compression curves from three test materials are shown, where it can be seen that increased moisture produces shorter pellets, especially when the pressure is below 5 kN.
In Figure 5, the springback correlated to length expansion between cured and compressed length is visualized, and as shown in Figure 5a,c, Avicel, mannan, and the woods show almost no variation when the pressure increases from 5 to 14 kN in comparison to xylan and pectin (5b), which show more variation.
Density and pressure correlate positively for all of the sample materials (Figure 6). However, in the case of xylan, density is almost the same regardless of the pressure levels, especially for the green and cured pellets compared to pectin, which shows a greater variation depending on whether the compressive force was 5 kN or 14 kN (see Figure 6). Xylan also has a higher pellet density in comparison to mannan pellets (see Figure 6) for both the green and cured pellets.
The hardest pellet is produced by cellulose (Avicel) at a moisture content of 5% and for a pressure of up to 14 kN, as shown in Figure 7c. In Figure 7b, it can be seen that both xylan and beech pellets present low hardness when the moisture content is around 5% and the pressure is 5 kN, and the opposite when the pressure is increased.
As shown in Figure 7b, the xylan pellets at a 5% moisture content show a variation in hardness—a variation that cannot be seen when the moisture contents increase.
3.2. Color Occurrence in Flexible Polysaccharides
In Figure 8, it is shown that the xylan pellets visually generated more color than the CMC pellets. It can also be seen in Figure 8a that this visual color change in xylan seems to be connected to both pressure and moisture, and these color changes do not occur in the CMC pellets, which show more changes from white to a more white–gray scale.
However, as shown in Figure 9, from the tests done in the spectrophotometer, both the xylan and CMC pellets show a mutually identical spectrum. They can be seen as the lower group of experiments, in Figure 9a for xylan pellets and Figure 9b for CMC pellets. The heat-treated powders for both xylan and CMC resulted in a stronger color development and can be seen as the higher two data series in Figure 9. However, in general, all of the tests of xylan generated a higher normalized absorbance in comparison to CMC, but for the pelletized samples, the level of absorbance is equal.
4. Discussion
The background to this study was to investigate the need for pressure and springback effects linked to their chemical substances, especially the hemicelluloses, and to elucidate why xylan changes color during densification. The study presents results showing that the hemicellulose components—galactomannan and xylan—differ in terms of their springback properties. Additionally, the study can verify that both high pressure during compression and moisture can generate color changes in xylan and that these changes are physical.
4.1. Compression, Mechanical Properties and Springback
This study postulates that the length of the pellet, as well as springback, differ between the hemicelluloses. The pellet length that mannan and xylan reached under maximum pressure inside the die varies by only a few millimeters, as shown in Table 3. However, as soon as the pressure is released, mannan tends to springback more than xylan, and the variation in length for mannan increases much more than for xylan pellets. As Table 3 shows, the length increase is in the range of 15%–20% for mannan when the moisture content is 10%. When the moisture content is increased to 15%, the length increase was over 30%, (independent of the pressure force). For the xylan pellets, this length increase was only around 5% for all tests, except the test with 15% moisture content and at 14 kN that yielded a length increase of about 20%. This variation between xylan and mannan can explain the results of some earlier studies. Dhamodaran and Afzal tested compression and springback properties of hardwood (hard maple) and softwood (white spruce) and found that the length expansion from comp pellets to green pellets was 16.28% for hardwood, while for softwood pellets, the value was 20.56% [13]. This is a variation that can be explained by the type of hemicelluloses in each sample. The study by Dhamodaran and Afzal presented a table of the chemical compositions showing the amount of pentoses in hard maple as 17.1% and in white spruce as 12.1%. Maple has a high amount of xylan in the hemicellulose, while the main hemicellulose component in spruce is mannan [28,39]. Thus, this variation between xylan and mannan can explain the difference between different types of biomass behaviors related to springback possibilities. However, more studies must be carried out to verify these results, and this study can conclude that it is important to include data on the hemicellulose components when studies correlated to springback in pellets are conducted.
This study can verify that biomasses with a high content of flexible polysaccharides are more sensitive to the effect of having a low moisture content when the pressure is low than biomasses with a high amount of stiffer polysaccharides. As shown in Figure 7, the hardest pellet was produced from Avicel, followed by beech and then xylan. However, there is no big change in hardness at low moisture content for Avicel and spruce whenever the material is compressed to 5 or 14 kN, but the opposite is observed for xylan and beech wood at low moisture contents. In Figure 7c, it can be seen that Avicel has small variations between 5 and 14 kN, meaning that cellulose as biomass is not so dependent on high pressure, which is independent of moisture. At a 15% moisture content, pellet hardness decreases for Avicel, despite any variation between 5 and 14 kN. Also, in Figure 7c, it can be seen that for pectin, the variation in hardness at different pressures increases if the moisture is decreased. Pectin and xylan also showed a large deviation at 10%, (see Figure 7) both of these materials visually exhibited cracks in the pellets that resulted in a low level of hardness; these cracks were the reason behind the large deviations. However, those pellets that were not cracked were very strong, meaning that xylan and pectin have very good potential to act as strong bridges between fibers in a pellet and they generate strong bonds to make pellets with high hardness. This information is important, because it explains why biomasses with a high share of flexible polysaccharides, such as hardwood, are sometimes difficult to pelletize and why they are sensitive to moisture content.
It is clear that moisture is related to the need for pressure during densification. This can be attributed to a more plastic behavior of the material. As presented in Figure 1, a compression curve can be consolidated through particle rearrangement, slippage, and particle deformation, and if the particles reach elastic deformation, it is reversible, but for plastic deformation, it is not. Within this study, it is likely that xylan reaches the level of plastic behavior. As shown in Figure 4c, xylan has a marked bend on the compression curves for the tests carried out with 15% moisture contents, where the material seems to lose its elastic resistance and the length reduction of the pellet has more or less stopped even though the pressure rises markedly, and the curve slope is almost vertical. Mannan’s variation in length is still quite large, and for mannan, the internal resistance drops when the moisture is 10% or above. This means that glucomannan needs moisture contents above 10% during densification.
In light of these results, together with other studies, we can postulate that the amount of xylan in biomass must be taken into consideration during densification. As can be seen in Table 3, the Wcomp for mannan and xylan is similar at a low moisture content; however, when the amount of moisture increases, the Wcomp increases more for xylan compared to mannan, and it affects the densification properties differently. The flexible polysaccharide, eucalypt xylan, demands more energy for compression and follows the same pattern as previous studies on rice and beech xylan [4,17]. These results are consistent with previous studies despite the fact that eucalypt xylan is tested on other test equipment, and this strengthens the claim that the flexible polysaccharides, especially xylan, affect densification more than stiffer polysaccharides. As shown in Table 3, xylan has increased Wcomp, when the moisture content increases from 5% to 10%. This means that adding water to the pelletizing process affects the biomasses differently if the hemicelluloses are mainly xylan or mannan.
4.2. Color Occurrence
In this study, it was verified that the changes in structure for xylan, as shown in Figure 8 and as has been discussed in earlier papers [4,17], is related not only to moisture content but also, pressure. As can be seen in Figure 8, xylan at a 5% moisture content, compressed with 5 kN, does not show changes in structure, other than small changes on the top of the pellet. At 14 kN, the color goes from light beige to a browner color and the structure changes at the same time. These changes also increase the hardness of the pellet. As shown in Figure 7, the hardness increases from about 11 kg to about 48 kg. The length of the pellet also differs between 5 kN and 14 kN at 5% moisture content, see Table 3; the green pellet length is 15.21 mm compared to 11.7 mm for 5% moisture content after being pressed with pressure forces of up to 5 kN versus 14 kN. This is important information, because the die presslength directly affects the rollers’ pressure by its backpressure and thus, variations in presslengths or lubricating media affect xylan components more than glucomannan components.
Based on the results of this study, we further claim that color changes in the xylan pellets are also connected to applied pressure. It is clear that xylan pellets change in color to a much greater extent than the CMC pellets do, as shown in Figure 9. These color changes have also been seen in earlier studies, particularly from more flexible polysaccharides [4,17], where a hypothesis was that these structural changes result from uronic acid residues [17]. Uronic acid is known to be able to undergo reactions such as β-eliminations [38], which could be the reason behind the color change. However, as shown in Figure 9, there are four tests that generate more normalized absorbance and these are the heat-treated samples, not the pellet samples. The temperature treatment applied to the xylan and CMC powders induced a caramelization reaction and is seen to have resulted in the formation of a significant amount of color. Specifically, the xylan powder is seen to result in ten-times more color than the CMC powder, as measured in normalized absorbance (see Figure 9). According to Kocadagh and Gökmen, who compared the caramelization kinetics of glucose and wheat flour systems, enolization of the saccharides is the rate-determining step of the caramelization pathway: in order for enolization to occur and for caramelization to be initiated, a certain amount of molecular mobility is required [36]. Therefore, in that study, sugar compounds with lower melting points were found to achieve more color. A similar trend can be observed regarding the powders in the present study: since CMC could be speculated to have a higher melting point than xylan, it would not have been unreasonable to expect a lower amount of normalized absorbance.
However, color changes in xylan pellets do not show the same trend as heat-treated powder samples. While the xylan pellet samples do show a higher absorbance than their CMC counterparts, this is seen even for their untreated variants (see Figure 9), and there are no significant differences in color between samples of the same raw material. This was interesting, since it has been previously observed in the literature [40] that both moisture and temperature have an effect on the formation of color, the reason again being induced mobility, which mitigates the formation of the rate-determining enol intermediary. The lack of difference in color from these variables in the present study suggests, however, that the color difference of the pellets is not chemical in nature at all. Instead, it would seem to be the result of physical changes in the structure, perhaps due to increases in scattering as a result of the applied pressure. One explanation of the innate difference in color between xylan and CMC may be the potential presence of lignin residues in the xylan powder, and these very small amounts do not affect the color in ordinary powder much; however, when the xylan is glassified and becomes more fluent and compressed, then the lignin residues cause the color of the pellet to be brown. When the pellet is dissolved back to powder and tested in the spectrophotometer, the color is no longer present. This theory can also explain that pectin powder at high moisture contents in earlier studies tends to be more brown in color during pelletization when they become more fluent [17]. This knowledge is very important, especially considering the understanding of bonding properties in pellets. Studies have postulated that lignin is the most important binding agent in pellets [41], based on lignin’s possibilities to become fluent and create solid bridges when its glass transition temperature has been reached. This study, together with previous studies [4,17], has shown that flexible polysaccharides, in particular, xylan, at moisture levels used in traditional pellet production become fluent and create a glassier character and thus can be at least equated with lignin as an important binding agent in pellets.
5. Conclusions
In this study, we have tested pure biomass components with the aim to understand their role in chemical composition, and the main conclusion is that xylan has a greater role in the binding properties in pellets than was previously known. The springback effects are reduced by pelletizing biomaterials with a greater amount of xylan, and the possibility to create strong pellets increases when the hemicellulose is mainly xylan. The study also postulates that the structure and coloring of xylan pellets is a physical effect and not a chemical one, and this coloring is generated by the fact that the pressure lowers the light scattering properties of the material.
Author Contributions
Conceptualization, S.F. and J.B.; methodology, S.F.; and P.L.; investigation, S.F. and P.L.; data curation, S.F. and P.L.; Writing—Original Draft preparation, S.F.; Writing—Review and Editing; P.L., G.H., J.B.; supervising; J.B. and G.H.; funding acquisition, S.F.
Funding
This work was partly financed by the Swedish Agency for Economic and Regional Growth through the project FOSBE (grant number 202001239).
Acknowledgments
Many thanks to Lars Pettersson at Karlstad University for building the test equipment.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Stelte, W.; Sanadi, A.R.; Shang, L.; Holm, J.K.; Ahrenfeldt, J.; Henriksen, U.B. Recent developments in biomass pelletization—A Review. BioResources 2012, 7, 4451–4490. [Google Scholar]
- Tumuluru, J.S.; Wright, C.T.; Kenny, K.L.; Hess, J.R. A review on biomass densification technologies for energy application. Ida. Natl. Lab. 2010, 85. [Google Scholar] [CrossRef]
- Nielsen, N.P.K. Importance of Raw Material Properties in Wood Pellet Production—Effects of Differences in Wood Properties for the Energy Requirements of Pelletizing and the Pellet Quality. Ph.D. Thesis, University of Copenhagen, Copenhagen, Denmark, 2009. [Google Scholar]
- Frodeson, S.; Henriksson, G.; Berghel, J. Pelletizing Pure Biomass Substances to Investigate the Mechanical Properties and Bonding Mechanisms. BioResources 2018, 13, 1202–1222. [Google Scholar] [CrossRef]
- Nielsen, N.P.K.; Gardner, D.J.; Poulsen, T.; Felby, C. Importance of temperature, moisture content, and species for the conversion process of wood residues into fuel pellets. Wood Fiber Sci. 2009, 41, 414–425. [Google Scholar]
- Mani, S.; Tabil, L.G.; Sokhansanj, S. Effects of compressive force, particle size and moisture content on mechanical properties of biomass pellets from grasses. Biomass Bioenergy 2006, 30, 648–654. [Google Scholar] [CrossRef]
- Ramírez-Gómez, Á. Research needs on biomass characterization to prevent handling problems and hazards in industry. Part. Sci. Technol. 2016, 34, 432–441. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Wright, C.T.; Hess, J.R.; Kenney, K.L. A review of biomass densification systems to develop uniform feedstock commodities for bioenergy application. Biofuels Bioprod. Biorefining 2011, 5, 683–707. [Google Scholar] [CrossRef]
- Mani, S.; Tabil, L.G.; Sokhansanj, S. Evaluation of compaction equations applied to four mass species. Can. Biosyst. Eng. 2004, 46, 55–61. [Google Scholar]
- O’Dogherty, M.J. A review of the mechanical behaviour of straw when compressed to high densities. J. Agric. Eng. Res. 1989, 44, 241–265. [Google Scholar] [CrossRef]
- Dhamodaran, A.; Afzal, M.T. Compression and springback properties of hardwood and softwood pellets. BioResources 2012, 7, 4362–4376. [Google Scholar]
- Wongsiriamnuay, T.; Tippayawong, N. Effect of densification parameters on the properties of maize residue pellets. Biosyst. Eng. 2015, 139, 111–120. [Google Scholar] [CrossRef]
- Kaliyan, N.; Morey, R.V. Constitutive model for densification of corn stover and switchgrass. Biosyst. Eng. 2009, 104, 47–63. [Google Scholar] [CrossRef]
- Fengel, D.; Wegener, G. Wood: Chemistry, Ultrastructure, Reactions, 2nd ed.; Walter de Gruyter: Berlin, Germany, 1989. [Google Scholar]
- Rydholm, S.A. Pulping Processes; Robert Krieger Publishing Co.: Malabar, Indian, 1985. [Google Scholar]
- Vassilev, S.V.; Baxter, D.; Andersen, L.K.; Vassileva, C.G. An overview of the chemical composition of biomass. Fuel 2010, 89, 913–933. [Google Scholar] [CrossRef]
- Frodeson, S.; Henriksson, G.; Berghel, J. Effects of moisture content during densification of biomass pellets, focusing on polysaccharide substances. Biomass Bioenergy 2019, 122, 322–330. [Google Scholar] [CrossRef]
- Lam, P.S.; Sokhansanj, S.; Bi, X.; Lim, C.J.; Melin, S. Energy input and quality of pellets made from steam-exploded Douglas fir (Pseudotsuga menziesii). Energy Fuels 2011, 25, 1521–1528. [Google Scholar] [CrossRef]
- Lam, P.; Sokhansanj, S.; Bi, X.; Lim, C. Colorimetry applied to steam-treated biomass and pellets made from western Douglas fir (Pseudotsuga menziesii L.). Trans. Asabe 2012, 55, 673–678. [Google Scholar] [CrossRef]
- Esteves, B.; Pereira, H. Wood modification by heat treatment: A review. BioResources 2008, 4, 370–404. [Google Scholar]
- Boonstra, M.J.; Tjeerdsma, B. Chemical analysis of heat treated softwoods. Holz Als Roh-Und Werkst. 2006, 64, 204. [Google Scholar] [CrossRef]
- Srinivas, K.; Pandey, K.K. Effect of Heat Treatment on Color Changes, Dimensional Stability, and Mechanical Properties of Wood. J. Wood Chem. Technol. 2012, 32, 304–316. [Google Scholar] [CrossRef]
- Sehlstedt-Persson, M. Colour responses to heat-treatment of extractives and sap from pine and spruce. In Proceedings of the International IUFRO Wood Drying Conference, Brasov, Romania, 25–29 August 2003; pp. 459–464. [Google Scholar]
- McDonald, A.; Fernandez, M.; Kreber, B. Chemical and UV-VIS spectroscopic study on kiln brown stain formation in Radiata pine. In Proceedings of the 9th International Symposium of Wood and Pulping Chemistry, Montreal, QC, Canada, 9–12 June 1997; pp. 1–5. [Google Scholar]
- Sundqvist, B.; Morén, T. The influence of wood polymers and extractives on wood colour induced by hydrothermal treatment. Holz Als Roh-Und Werkst. 2002, 60, 375–376. [Google Scholar] [CrossRef]
- Bekhta, P.; Niemz, P. Effect of High Temperature on the Change in Color, Dimensional Stability and Mechanical Properties of Spruce Wood. Holzforschung 2003, 57, 539. [Google Scholar] [CrossRef]
- Mitsui, K.; Inagaki, T.; Tsuchikawa, S. Monitoring of Hydroxyl Groups in Wood during Heat Treatment Using NIR Spectroscopy. Biomacromolecules 2008, 9, 286–288. [Google Scholar] [CrossRef] [PubMed]
- Deshpande, R. The Initial Phase of Sodium Sulfite Pulping of Softwood: A Comparison of Different Pulping Options; Karlstad University: Karlstad, Sweden, 2016. [Google Scholar]
- Salmén, L.; Olsson, A.-M. Interactions between hemicelluloses, lignin and cellulose: Structure-Properties relationships. J. Pulp Pap. Sci. 1998, 24, 99–103. [Google Scholar]
- Liggett, R.W.; Deitz, V.R. Color and turbidity of sugar products. In Advances in Carbohydrate Chemistry; Elsevier: Amsterdam, The Netherlands, 1954; Volume 9, pp. 247–284. [Google Scholar]
- Kroh, L.W. Caramelisation in food and beverages. Food Chem. 1994, 51, 373–379. [Google Scholar] [CrossRef]
- De Bruijn, J.M.; Kieboom, A.P.G. Reactions of monosaccharides in aqueous alkaline solutions. [A review]. Sugar Technol. Rev. 1986, 13. [Google Scholar]
- Kroh, L.W.; Fiedler, T.; Wagner, J. α-Dicarbonyl Compounds—Key Intermediates for the Formation of Carbohydrate-based Melanoidins. Ann. N. Y. Acad. Sci. 2008, 1126, 210–215. [Google Scholar] [CrossRef]
- Kamuf, W.; Nixon, A.; Parker, O.; Barnum, G.C.; Willamson, D.D. Overview of caramel colors. Cereal Foods World 2003, 48, 64–69. [Google Scholar]
- Luna, M.P.; Aguilera, J.M. Kinetics of colour development of molten glucose, fructose and sucrose at high temperatures. Food Biophys. 2014, 9, 61–68. [Google Scholar] [CrossRef]
- Kocadağlı, T.; Gökmen, V. Multiresponse kinetic modelling of Maillard reaction and caramelisation in a heated glucose/wheat flour system. Food Chem. 2016, 211, 892–902. [Google Scholar] [CrossRef]
- Belkacemi, K.; Abatzoglou, N.; Overend, R.P.; Chornet, E. Phenomenological kinetics of complex systems: Mechanistic considerations in the solubilization of hemicelluloses following aqueous/steam treatments. Ind. Eng. Chem. Res. 1991, 30, 2416–2425. [Google Scholar] [CrossRef]
- Teleman, A.; Siika-aho, M.; Sorsa, H.; Buchert, J.; Perttula, M.; Hausalo, T.; Tenkanen, M. 4-O-Methyl-β-idopyranosyluronic acid linked to xylan from kraft pulp: Isolation procedure and characterisation by NMR spectroscopy. Carbohydr. Res. 1996, 293, 1–13. [Google Scholar] [CrossRef]
- Pettersen, R.C. The chemical composition of wood. Chem. Solid Wood 1984, 207, 57–126. [Google Scholar]
- Claude, J.; Ubbink, J. Thermal degradation of carbohydrate polymers in amorphous states: A physical study including colorimetry. Food Chem. 2006, 96, 402–410. [Google Scholar] [CrossRef]
- Whittaker, C.; Shield, I. Factors affecting wood, energy grass and straw pellet durability—A review. Renew. Sustain. Energy Rev. 2017, 71, 1–11. [Google Scholar] [CrossRef]
Figure 1.
Illustration of the powder compression curve divided into particle rearrangement, fragmentation, elastic and plastic deformation and hardening. The figure has been modified from Stelte, W. et al. [1].
Figure 1.
Illustration of the powder compression curve divided into particle rearrangement, fragmentation, elastic and plastic deformation and hardening. The figure has been modified from Stelte, W. et al. [1].
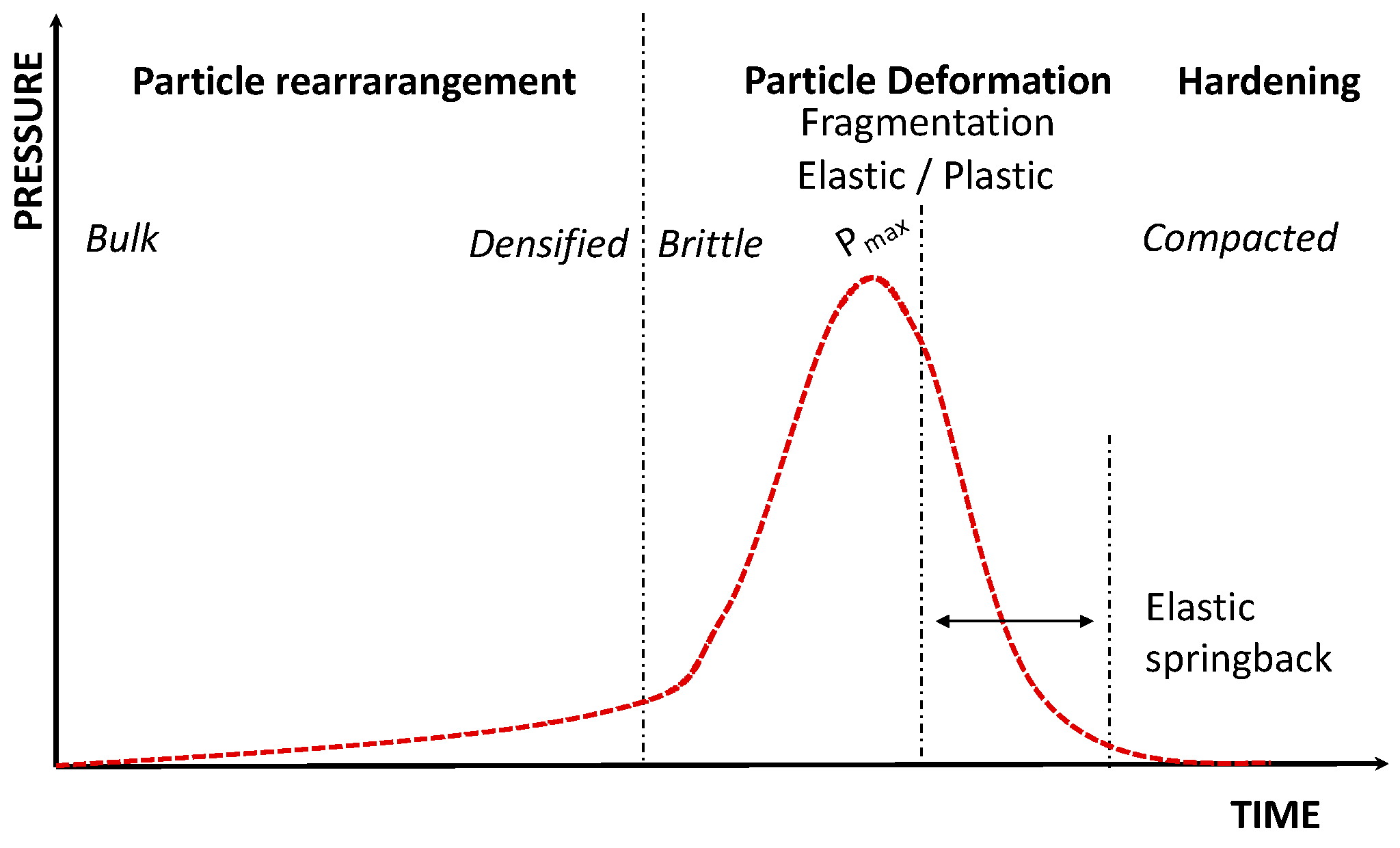
Figure 2.
Schematic illustration of elastic and plastic deformation, where some pellets can behave elastically and thus expand when pressure is released—causing “springback”.
Figure 2.
Schematic illustration of elastic and plastic deformation, where some pellets can behave elastically and thus expand when pressure is released—causing “springback”.

Figure 3.
Test equipment; (a) a cross section of the steel cube and (b) a picture of the die disassembled with a pellet ready to be picked out for further measurements.
Figure 3.
Test equipment; (a) a cross section of the steel cube and (b) a picture of the die disassembled with a pellet ready to be picked out for further measurements.
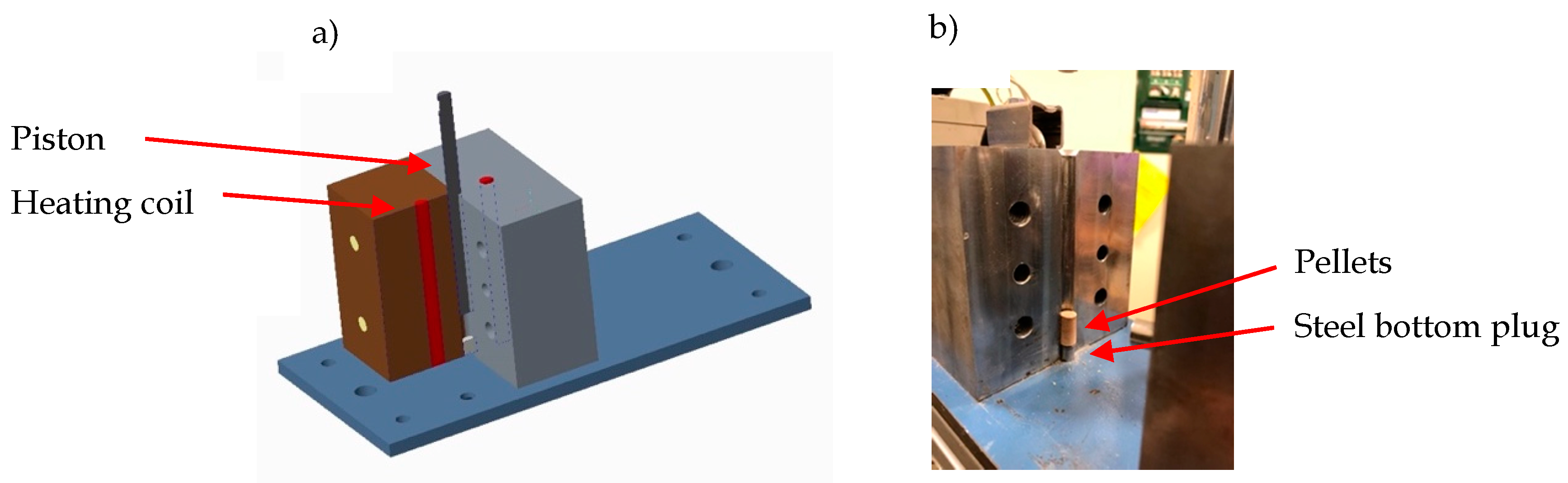
Figure 4.
Typical compression curves for three test series at 5 kN and 14 kN for all three moisture contents were (a) are Avicel, (b) Locust bean gum mannan and (c) Eucalypt xylan.
Figure 4.
Typical compression curves for three test series at 5 kN and 14 kN for all three moisture contents were (a) are Avicel, (b) Locust bean gum mannan and (c) Eucalypt xylan.

Figure 5.
Length expansion for cured pellets in comparison with compressed pellets for up to 5 kN and 14 kN at a varied moisture content: (a) Stiffer polysaccharides cellulose and mannan, (b) more flexible polysaccharides xylan and pectin, and (c) softwood and hardwood.
Figure 5.
Length expansion for cured pellets in comparison with compressed pellets for up to 5 kN and 14 kN at a varied moisture content: (a) Stiffer polysaccharides cellulose and mannan, (b) more flexible polysaccharides xylan and pectin, and (c) softwood and hardwood.

Figure 6.
Pellet solid density for all of the pellets produced at a 10% moisture content at 5 kN or 14 kN.
Figure 6.
Pellet solid density for all of the pellets produced at a 10% moisture content at 5 kN or 14 kN.

Figure 7.
Pellet hardness for all of the pellets at different moisture content levels, tested after 1 month storage; (a) Locust bean gum mannan pellets and spruce pellets, (b) Eucalypt xylan pellets and beech pellets and (c) Avicel pellets and Apple pectin pellets.
Figure 7.
Pellet hardness for all of the pellets at different moisture content levels, tested after 1 month storage; (a) Locust bean gum mannan pellets and spruce pellets, (b) Eucalypt xylan pellets and beech pellets and (c) Avicel pellets and Apple pectin pellets.
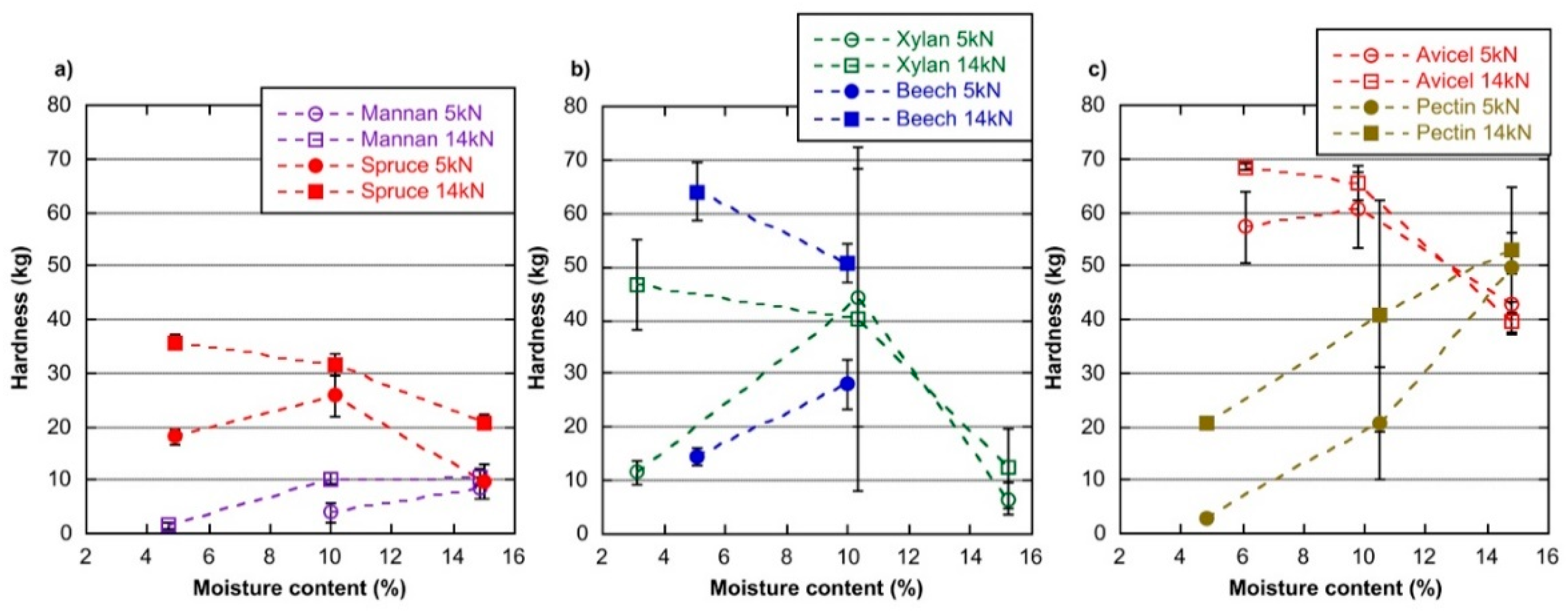
Figure 8.
Picture of: (a) xylan pellets and (b) carboxymethyl cellulose (CMC) pellets. Pellets with a 5% moisture content to the left in the picture and pellets with a 15% moisture content to the right, with 10% moisture content pellets in the middle. The upper row are pellets pressed up to 5 kN and the lower row were pressed up to 14 kN.
Figure 8.
Picture of: (a) xylan pellets and (b) carboxymethyl cellulose (CMC) pellets. Pellets with a 5% moisture content to the left in the picture and pellets with a 15% moisture content to the right, with 10% moisture content pellets in the middle. The upper row are pellets pressed up to 5 kN and the lower row were pressed up to 14 kN.

Figure 9.
Test results from the spectrophotometer where (a) are xylan pellets and (b) CMC pellets.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
All test materials with name and their origin.
| Test | Name | Origin and Comment |
|---|---|---|
| T1 | Avicel | Sigma-Aldrich (Darmstadt, Germany), Avicel®PH-101 product number 11365; short-chain highly ordered cellulose from hydrolyzed hardwood chemical pulp |
| T2 | Locust bean gum mannan | Sigma-Aldrich, product number G0753; galactomannan polysaccharide from locust bean seeds with large similarities to the hemicellulose glucomannan |
| T3 | Eucalypt xylan | The hemicellulose xylan from a hardwood, delivered by KTH Royal Institute of Technology |
| T4 | Apple pectin | Sigma-Aldrich, product number 93854; pectin from apples, probably rather similar to wood pectin |
| T5 | Spruce wood | Norway spruce (Picea abies) representative reference from softwood |
| T6 | Beech wood | European beech (Fagus sylvatica) representative reference from hardwood |
Table 2.
Tests matrix for eucalypt xylan pellets, carboxymethyl cellulose (CMC) pellets and powder samples for spectrophotometer test at variated applied force (kN) and moisture content (MC).
Table 2.
Tests matrix for eucalypt xylan pellets, carboxymethyl cellulose (CMC) pellets and powder samples for spectrophotometer test at variated applied force (kN) and moisture content (MC).
| Test | Eucalypt xylan | CMC |
|---|---|---|
| 1 | Pure original powder | Pure original powder |
| 2 | 5 kN 5% MC | 5 kN 5% MC |
| 3 | 5 kN 10% MC | 5 kN 10% MC |
| 4 | 5 kN 15% MC | 5 kN 15% MC |
| 5 | 14 kN 5% MC | 14 kN 5% MC |
| 6 | 14 kN 10% MC | 14 kN 10% MC |
| 7 | 14 kN 15 % MC | 14 kN 15% MC |
| 8 | Heated 5% MC | Heated 5% MC |
| 9 | Heated 15% MC | Heated 15% MC |
Table 3.
Test results corresponding to moisture content, energy required for compression, pellet weight, pellet diameter, and pellet length for compressed, green pellets, and cured pellets.
Table 3.
Test results corresponding to moisture content, energy required for compression, pellet weight, pellet diameter, and pellet length for compressed, green pellets, and cured pellets.
| Inlet MC | Pellet | |||||||
|---|---|---|---|---|---|---|---|---|
| Wcomp | Weight | Diameter (mm) | Length (mm) | |||||
| Test | (%) | (J/g) | (g) | Green | Cured | Comp | Green | Cured |
| T15kN5% | 6.10 | 31.35 ± 1.88 | 0.970 ± 0.023 | 8.26 ± 0.0075 | 8.23 ± 0.0075 | 13.56 ± 0.43 | 13.87 ± 0.40 | 13.78 ± 0.41 |
| T15kN10% | 9.80 | 25.12 ± 1.66 | 1.001 ± 0.008 | 8.27 ± 0.034 | 8.26 ± 0.034 | 12.57 ± 0.11 | 13.44 ± 0.11 | 13.40 ± 0.09 |
| T15kN15% | 14.80 | 21.5 ± 2.88 | 1.001 ±0.010 | 8.27 ± 0.0082 | 8.23 ± 0.015 | 12.73 ± 0.20 | 13.44 ± 0.23 | 13.34 ± 0.23 |
| T25kN5% | 4.70 | 23.36 ± 6.56 | 0.789 ± 0.322 | 8.34 ± 0.070 | - | 14.75 ± 1.08 | 17.09 ± 0.68 | - |
| T25kN10% | 10.0 | 17.30 ± 0.62 | 1.015 ± 0.037 | 8.28 ± 0.047 | 8.28 ± 0.0098 | 13.35 ± 0.59 | 15.58 ± 0.65 | 15.23 ± 0.64 |
| T25kN15% | 14.90 | 9.77 ± 1.14 | 0.994 ± 0.031 | 8.23 ± 0.049 | 8.22 ± 0.029 | 12.48 ± 0.33 | 16.15 ± 0.47 | 16.25 ± 0.67 |
| T35kN5% | 3.10 | 16.46 ± 0.84 | 0.986 ± 0.059 | 8.28 ± 0.022 | 8.26 ± 0.021 | 14.45 ± 1.01 | 15.21 ± 0.99 | 15.14 ± 1.02 |
| T35kN10% | 10.30 | 25.21 ± 1.28 | 0.986 ± 0.034 | 8.28 ± 0.014 | 8.24 ± 0.012 | 11.62 ± 0.52 | 12.22 ± 0.48 | 12.16 ± 0.50 |
| T35kN15% | 15.20 | 15.40 ± 0.98 | 0.970 ± 0.032 | 8.29 ± 0.0084 | 8.25 ± 0.0075 | 11.58 ± 0.43 | 12.17 ± 0.42 | 12.13 ± 0.43 |
| T45kN5% | 4.80 | 22.93 ± 1.97 | 0.912 ± 0.039 | 8.35 ± 0.017 | 8.39 ± 0.023 | 16.28 ± 0.37 | 17.53 ± 1.68 | 16.25 ± 0.67 |
| T45kN10% | 10.50 | 19.92 ± 1.29 | 1.029 ± 0.043 | 8.28 ± 0.027 | 8.22 ± 0.023 | 15.10 ± 0.86 | 16.45 ± 0.82 | 16.27 ± 0.84 |
| T45kN15% | 14.80 | 15.06 ± 2.51 | 1.015 ± 0.037 | 8.22 ± 0.019 | 8.19 ± 0.012 | 12.96 ± 0.82 | 13.97 ± 0.79 | 13.91 ± 0.81 |
| T55kN5% | 4.90 | 24.80 ± 0.71 | 1.006 ± 0.019 | 8.34 ± 0.027 | 8.32 ± 0.023 | 14.57 ± 0.19 | 17.03 ± 0.23 | 16.93 ± 0.21 |
| T55kN10% | 10.10 | 20.25 ± 1.81 | 0.981 ± 0.018 | 8.40 ± 0.20 | 8.31 ± 0.017 | 13.27 ± 0.34 | 16.11 ± 0.31 | 15.92 ± 0.29 |
| T55kN15% | 15.0 | 16.69 ± 0.94 | 0.977 ± 0.015 | 8.46 ± 0.057 | 8.44 ± 0.063 | 13.16 ± 0.26 | 18.66 ± 0.71 | 18.43 ± 0.67 |
| T65kN5% | 5.10 | 29.19 ± 2.76 | 1.020 ± 0.025 | 8.29 ± 0.021 | 8.30 ± 0.021 | 16.31 ± 0.48 | 18.61 ± 0.69 | 18.67 ± 0.60 |
| T65kN10% | 10.0 | 15.65 ± 2.81 | 1.002 ± 0.012 | 8.34 ± 0.025 | 8.40 ± 0.039 | 14.20 ± 0.18 | 18.60 ± 0.33 | 18.34 ± 0.41 |
| T114kN5% | 6.10 | 55.70 ± 3.86 | 1.017 ± 0.025 | 8.28 ± 0.017 | 8.26 ± 0.016 | 12.96 ± 0.33 | 12.83 ± 0.35 | 12.75 ± 0.34 |
| T114N10% | 9.80 | 40.91 ± 1.97 | 0.989 ± 0.029 | 8.30 ± 0.053 | 8.30 ± 0.038 | 12.02 ± 0.38 | 12.61 ± 0.50 | 12.5 ± 0.48 |
| T114kN15% | 14.80 | 47.53 ± 5.67 | 0.900 ± 0.024 | 8.32 ± 0.063 | 8.33 ± 0.025 | 11.26 ± 0.51 | 11.55 ± 0.26 | 11.61 ± 0.27 |
| T214kN5% | 4.70 | 45.82 ± 1.93 | 1.000 ± 0.023 | 8.44 ± 0.037 | 8.39 ± 0.027 | 13.08 ± 0.33 | 14.76 ± 0.35 | 13.22 ± 0.78 |
| T214kN10% | 10.0 | 37.98 ± 0.58 | 1.035 ± 0.054 | 8.32 ± 0.031 | 8.30 ± 0.037 | 12.58 ± 0.66 | 15.03 ± 0.80 | 14.85 ± 0.82 |
| T214kN15% | 14.90 | 22.6 ± 1.03 | 0.981 ± 0.039 | 8.25 ± 0.015 | 8.19 ± 0.023 | 12.25 ± 0.56 | 16.05 ± 0.61 | 16.00 ± 0.71 |
| T314kN5% | 3.10 | 45.18 ± 1.90 | 0.960 ± 0.080 | 8.29 ± 0.018 | 8.29 ± 0.016 | 11.19 ± 1.10 | 11.70 ± 1.02 | 11.67 ± 1.04 |
| T314kN10% | 10.30 | 44.54 ± 2.32 | 0.930 ± 0.009 | 8.33 ± 0.015 | 8.31 ± 0.017 | 10.90 ± 0.10 | 11.36 ± 0.07 | 11.34 ± 0.08 |
| T314kN15% | 15.20 | 29.01 ± 1.74 | 0.820 ± 0.101 | 8.31 ± 0.072 | 8.29 ± 0.065 | 10.03 ± 1.11 | 11.69 ± 0.27 | 11.56 ± 0.39 |
| T414kN5% | 4.80 | 57.38 ± 11.59 | 1.009 ± 0.083 | 8.38 ± 0.0071 | 8.28 ± 0.057 | 14.49 ± 2.24 | 15.66 ± 2.57 | 14.60 ± 1.09 |
| T414kN10% | 10.50 | 38.84 ± 7.33 | 1.003 ± 0.044 | 8.27 ± 0.047 | 8.26 ± 0.043 | 12.23 ± 0.54 | 13.89 ± 0.72 | 13.82 ± 0.72 |
| T414kN15% | 14.80 | 37.16 ± 4.83 | 0.974 ± 0.016 | 8.22 ± 0.017 | 8.21 ± 0.019 | 11.64 ± 0.21 | 12.78 ± 0.18 | 12.77 ± 0.20 |
| T514kN5% | 4.90 | 47.65 ± 6.37 | 1.002 ± 0.016 | 8.32 ± 0.014 | 8.31 ± 0.0075 | 12.92 ± 0.22 | 15.04 ± 0.25 | 14.89 ± 0.28 |
| T514kN10% | 10.10 | 38.27 ± 1.53 | 1.007 ± 0.014 | 8.33 ± 0.017 | 8.33 ± 0.018 | 12.95 ± 0.20 | 15.83 ± 0.20 | 15.64 ± 0.20 |
| T514kN15% | 15.0 | 33.35 ± 1.80 | 0.972 ± 0.024 | 8.46 ± 0.043 | 8.43 ± 0.035 | 12.70 ± 0.32 | 17.64 ± 0.71 | 17.25 ± 0.70 |
| T614kN5% | 5.10 | 58.01 ± 1.77 | 1.004 ± 0.020 | 8.29 ± 0.022 | 8.35 ± 0.025 | 13.56 ± 0.43 | 13.87 ± 0.40 | 13.78 ± 0.41 |
| T614kN10% | 10.0 | 37.72 ± 2.59 | 1.000 ± 0.017 | 8.35 ± 0.032 | 8.34 ± 0.018 | 12.57 ± 0.11 | 13.44 ± 0.11 | 13.40 ± 0.09 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Frodeson, S.; Lindén, P.; Henriksson, G.; Berghel, J. Compression of Biomass Substances—A Study on Springback Effects and Color Formation in Pellet Manufacture. Appl. Sci. 2019, 9, 4302. https://doi.org/10.3390/app9204302
AMA Style
Frodeson S, Lindén P, Henriksson G, Berghel J. Compression of Biomass Substances—A Study on Springback Effects and Color Formation in Pellet Manufacture. Applied Sciences. 2019; 9(20):4302. https://doi.org/10.3390/app9204302
Chicago/Turabian StyleFrodeson, Stefan, Pär Lindén, Gunnar Henriksson, and Jonas Berghel. 2019. "Compression of Biomass Substances—A Study on Springback Effects and Color Formation in Pellet Manufacture" Applied Sciences 9, no. 20: 4302. https://doi.org/10.3390/app9204302
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.