An Approach to Supporting the Selection of Maintenance Experts in the Context of Industry 4.0



University of Zielona Góra, Faculty of Mechanical Engineering, Zielona Góra 65-417, Poland
*
Author to whom correspondence should be addressed.
Appl. Sci. 2019, 9(9), 1848; https://doi.org/10.3390/app9091848
Submission received: 24 March 2019
/
Revised: 30 April 2019
/
Accepted: 1 May 2019
/
Published: 5 May 2019
(This article belongs to the Special Issue New Industry 4.0 Advances in Industrial IoT and Visual Computing for Manufacturing Processes)
Abstract
:(1) Background: In recent years, many studies regarding the issues of improving the management and effectiveness of the maintenance department of manufacturing companies, in the context Industry 4.0, have been published. This makes it necessary to establish a research gap in the approach to obtaining support in realising management tasks in the maintenance area in the selection of appropriate employees to perform the given activities. (2) Methods: This article uses literature studies and empirical research results from manufacturing companies, in order to determine the approach in supporting the selection of maintenance experts. In the approach, the method used—which is based on rules should there be future any formalisation of the data—is also the Fuzzy Analytic Hierarchy Process (FAHP), which analyses the importance of a given competence, within a manufacturing resource, to undertake repairs. (3) Results: The innovative approach towards the selection of expert workers in a maintenance department is created, in part, in the form of an implemented web-application. The novelty of the “maintenance expert selection map", so-called, is the provision of formal procedures for describing the competence of each maintenance worker and defining the best “state of nature”. (4) Conclusions: In the research that is presented here, the practicality for maintenance managers in the “maintenance expert selection map" was established. This map describes the competence of workers for selecting them for repair work within a given manufacturing resource; the scope of employee training was also determined in this research.
1. Introduction
The implementation of the Industry 4.0 concept within manufacturing enterprises was, and still is, the objective of many research papers [1,2,3,4]. Maintenance in manufacturing companies plays a crucial role in improving their competitiveness [5]. Moreover, companies should develop and implement those models that have already been employed and that can predict reliable production in operation, according to the Industry 4.0 paradigm [6].
Human operators are key resources within a smart manufacturing company [7], since such workers are aware of specific technological processes; however, one can still observe the need to obtain support in the selection of appropriate employees, in order for them to undertake given activities. Maintenance department managers expect that, in the event of a breakdown, they will receive a list of those employees whose competence will guarantee that the machine will be repaired in the shortest time in real time.
The approach to the selection of expert workers needs to be computerised and codified, while using data of a specified format, in order that it may prove to be useful. According to [8], the formal representation of the competence of workers is the key factor of the model’s effectiveness. Moreover, they stated that there exists a lack of the representation of competence for “Diagnosis” as well as “Management” tasks that were carried out in maintenance departments based on the literature review of 74 research papers; it is clear that these competences are primarily associated with employees performing these processes in the company.
Our proposed approach focusses on supporting management tasks that were carried out in the maintenance department and it includes the following elements: (1) Defining the type of failure for each manufacturing resource, (2) Defining the parameters of each type of failure for each maintenance worker, (3) Defining the competences of each maintenance worker, (4) Defining the importance of competence while using the Fuzzy Analytic Hierarchy Process (FAHP) method, (5) Defining the “state of nature” for each manufacturing resource regarding the employee, and (6) Selecting the maintenance expert for the repair of the manufacturing resource. Our approach is also partly investigated in the form of a web-application and is presented, based on a case study. The problem in this paper is how to assess the competences of maintenance workers in manufacturing companies and how to select the employees with the appropriate competences to undertake the repair of a given machine in companies.
2. Supporting the Selection of Expert Maintenance Workers in the Context of Industry 4.0
In the literature, many examples of the system supporting work in the maintenance department within the context of Industry 4.0 are to be found.
Ni et al. [9] studied the extra hidden opportunities for preventive maintenance (PM) during production time without violating the requirements of system throughput. The authors created a mathematical prediction model to identify PM opportunity windows for large production systems based on real-time factory information system data. Ni and Jin [10] presented new decision support tools that are based on mathematical algorithms and simulation tools for effective maintenance operations. The system enables the short-term identification of throughput bottlenecks, estimates the windows of opportunity for maintenance, prioritises maintenance tasks, jointly produces and maintains scheduling systems, and maintains staff management. The system was implemented in an automotive manufacturing area. Xiao et al. [11] developed an optimisation model in order to minimise the total costs, namely, production costs, preventive maintenance costs, minimal repair costs for unexpected failures, and delay costs. They used genetic algorithms to illustrate the proposed model. Jin et al. [12] proposed an analytical, option-based cost model for scheduling joint production and preventive maintenance when demand is uncertain. They obtained the optimum number of preventive maintenance work-orders within a production system using the model.
Many articles deal with the application of augmented reality (AR) or virtual reality, to support maintenance activities. Massoni et al. [13] present an application for remote maintenance, which is based on off-the-shelf mobile and augmented reality (AR) technologies [14]. The application enables a skilled operator, in a control room, to be remotely connected to an unskilled operator, located where maintenance has to be performed. Technological limitations problems and the incorrect use of AR technology in the maintenance area were analysed. Securati et al. [15] created and adopted a controlled and exhaustive vocabulary of graphical symbols, to be used in augmented reality, to represent maintenance instructions. They identified the most frequent maintenance actions that were used in manuals and converted them into graphical symbols. Roy et al. [16] analysed the foundations and technologies that are required to offer the maintenance service for years to come.
In the literature, the adoption of the Condition-based Maintenance (CBM) approach, within the context of Industry 4.0, is to be found. CBM can be treated as the decision making strategy that is based on observation of the system within a manufacturing company and/or its components [17], as part of the main “Detect-Predict-Decide-Act” paradigms. The subject of current research is the “Decide” phase [18]. In the CBM approach, decisions are taken based on information that is collected by monitoring the condition [19] using various kinds of techniques, such as AI technologies, comprising ANN, the rule-based, expert system, and the Bayesian Network [20].
Therefore, the approach to Supporting the Selection of Maintenance Experts, which contributes the method used—which is based on rules should there be any future formalisation of the data—is also the Fuzzy Analytic Hierarchy Process (FAHP). This approach analyses the importance of a given its competence to undertake repair work within a manufacturing resource and it is defined and developed for the phase: “Decide” in the CBM approach.
Moreover, Belkadi et al. [21] performed a comparative analysis of decision support systems that are dedicated to maintenance departments, such as the ‘Knowledge’ based system for industrial maintenance [22] and the ‘Intelligent’ system for predicting breakdowns and monitoring industrial machines [23], which have the advantage of providing their solutions in the form of functionality, or, to put it another way, the transformation and adaptation of expert knowledge.
The management of competence in Industry 4.0 aims to identify not only the competences required within a company, but also the critical gaps in competences within a company. According to [24] and our previous research [25] and, as based on the survey and data obtained from 85 German and Polish Manufacturing Enterprises, the core competences, which are needed in manufacturing companies, in terms of Industry 4.0, were defined as technical, methodological, social, and personal.
Our proposed approach allows for managers to select maintenance department expert workers; the main functionalities of these innovations are:
- Integrating, with the data already collected, details from the information system implemented, of the time spent by each worker in repairing each type of failure in each manufacturing resource.
- Providing formal procedures for describing the competence of each maintenance worker.
- Defining the best natural state—meaning indicating those workers, the selection of whom will guarantee the maximum availability of the manufacturing resource.
- Assisting in the selection of maintenance expert.
3. An Approach to Selecting a Maintenance Expert
The proposed approach to presenting the selection of maintenance experts—based on their competences—for repairs within a manufacturing resource provides an opportunity to denote a particular worker as the expert worker within the maintenance department.
The approach to selecting a maintenance expert (Figure 1) is in line with the concept of reliability-centered maintenance (RCM). RCM can be treated as the reactive, preventive, and proactive maintenance practices that are introduced within a company [26]. It is also the approach to capturing the reason of downtime using two stages: (1) determine the critical components of the system and (2) application of decision rules to define categories of predictive maintenance (PM) [27]. The construction of the proposed approach corresponds to five stages defined in RCM process [28]:
- Selection of subsystem: maintenance competence management.
- Identification of component: defining the types of failure for each manufacturing resource and each competence, which has a considerable influence on reliability (stages 1‒3, Figure 1).
- Analysis: defining the importance of each competence for the repair of each type of failure (stage 4, Figure 1).
- Optimal maintenance strategy selection: defining the “state of nature” and the implementation of maintenance expert selection map (stages 5‒6, Figure 1).
- Analysis: the selection of this employee to repair a given resource, who guarantees an increase in the reliability level of a given manufacturing resource.
Each stage of the proposed approach must be formalised so that it can be computerised according to the Industry 4.0 concept.
The construction of the proposed approach is possible due to the acquisition and gathering of knowledge from the database of the information systems implemented within a company (stages 1‒2, Figure 1) and the unique knowledge of employees performing activities in the maintenance department (stages 3-4, Figure 1). However, for acquired expert knowledge, so-called, to be useful, it needs to be represented and codified by data with a specified format. Accordingly, it is stated, at each stage of our approach, knowledge is defined, then acquired, and, finally, is then stored. Acquired knowledge must be converted into extracted and explicit knowledge, so that it can be computerised. This can be done [29] by using the frames based systems [30], frame logic [31], semantic networks [32], and conceptual graphs, with these being methods based on concept dictionaries, viz., ontologies [29], and methods that are based on established rules. The rule-based method was selected in order to create a formalised base for the approach (Figure 1).
Stages one to four were based on the literature research results [4,24,33,34,35] and empirical research results [36] from the maintenance departments of manufacturing companies. In stage 1, (Figure 1) the types of failure for each manufacturing resource Ri, iϵN are defined: F = {F1, F2, …, F5} (Table 1), where:
- F1—failure of the control system.
- F2—failure of the power system.
- F3—failure of the cooling system.
- F4—failure of the hydraulic system.
- F5—failure of the material transfer system.
The rule for formalising the acquired data from the information system implemented, is defined in Table 1: If there is a failure in the manufacturing resource then the value of Fj= 1, if not Fj= 0, j=1,…, 5.
In stage 2, (Figure 2) the following parameters of each type of failure Fj, j=1,…, 5 for each manufacturing resource: Ri, i,jϵN are defined: P = {P1,P2, P3} (Table 2), where kϵN
- P1—time for diagnosing and finding the solution.
- P2—maintenance operation time.
- P3—time for testing.
The rules for formalising the acquired data from the information system implemented is defined (Table 2):
In stage 3, (Figure 1) the competences of each maintenance worker: Wt, Wtϵ {W1, W2, …, Wt}, tϵN are defined: C = {C1, C2, C3, C4, C5}, where:
- C1—Hard skills.
- C2—Knowledge-based.
- C3—Methodical.
- C4—Soft Skills.
- C5—Experience.
Assessing workers’ knowledge is not an easy task; moreover, the quality and scope of this knowledge is crucial to it being able to be repeatedly used. The following method for assessing knowledge has been distinguished [37]: questions with a defined set of choices [38,39], rating grids or rules [40], questions with open answers [41], and questions regarding domain variables [42]. In the proposed approach, the sub-model for selecting workers, based on their competences, is developed (Table 3).
For each resource, Ri, where iϵN, the value of each competence for each worker is determined according to the rules (Table 3).
In the fourth stage, the Fuzzy Analytic Hierarchy Process (FAHP) was implemented. It was possible to determine the relative predominance of a particular factor of the core-competence model, from those elements of the framework that could not be calculated using FAHP; furthermore, it was possible to evaluate these factors; therefore, this means that the importance of competence for the repair of each type of failure Fj for each maintenance worker: Wt, Wtϵ {W1, W2, …, Wt}, tϵN is defined. According to Nydick and Hill, a fuzzy number with a triangular fuzzy-membership function can describe a linguistic variable. The triangular fuzzy number is defined in the set and its membership function takes a value that is equal to 1 at point m. The fuzzy scale of preferences is strictly defined by [43]. Maintenance managers assess the validity of each competence for the purpose of repairing a given machine:
- C1—equally important, or moderately more important, or of greater importance, or of the most importance, compared with C2 or with C3 or with C4 or with C5.
- C2—equally important, or moderately more important, or of greater importance, or of the most importance, compared with C1 or with C3 or with C4 or with C5.
- C3—equally important, or moderately more important, or of greater importance, or of the most importance, compared with C1 or with C2 or with C4 or with C5.
- C4—equally important, or moderately more important, or of greater importance, or of the most importance, compared with C1 or with C2 or with C3 or with C5.
- C5—equally important, or moderately more important, or of greater importance, or of the most importance, when compared with C1 or with C2 or with C3 or with C4.
The importance of each competence Cc, cϵN for the repair of each type of failure Fj, jϵN for each maintenance worker: Wt, tϵN, is determined while using the FAHP method: wC: wC={w1C1,w2C2,w3C3, w4C4, w5C5}.
In the fifth stage, the “state of nature” NRi: N = {N1, N2, …, NRi}, iϵN for each manufacturing resource Ri, iϵN, is defined (Table 4), according to the formula:
- for each
- , where iϵN and, s={1,2,3} means the average time of the all-time measurements.
The higher the value of the “state of nature” (maxNRi =1.66), the greater is the certainty that the selection of this employee, to repair a given resource, guarantees an increase in the reliability level of a given manufacturing resource.
Our approach (stages 1‒4) is partly investigated in the form of a web-application; this is presented below and it is based on a case study.
4. A Model for Supporting the Selection of Maintenance Experts
In order to illustrate the possibility of answering our research questions, let us consider the situation. The problem that is being considered entails selecting employees with the appropriate competence to undertake the repair of the given machine in companies, involving Industry 4.0. The research was carried out in the automotive industry company. Production, being partly automated, is carried out using a two-shift system. The maintenance manager supervises the work of four employees who service 18 machines. Below is an extract from the web-application for identifying the Industry 4.0, maintenance expert, based on the approach (Figure 1).
According to stage 1, (Figure 1) the data on the types of failure for each manufacturing resource from the information system is received and formalised, according to the rules that are included in Table 1 (Table 5)
Then, according to stage 2, the formalised data of the parameters of each type of failure (Table 2) is identified (Table 6).
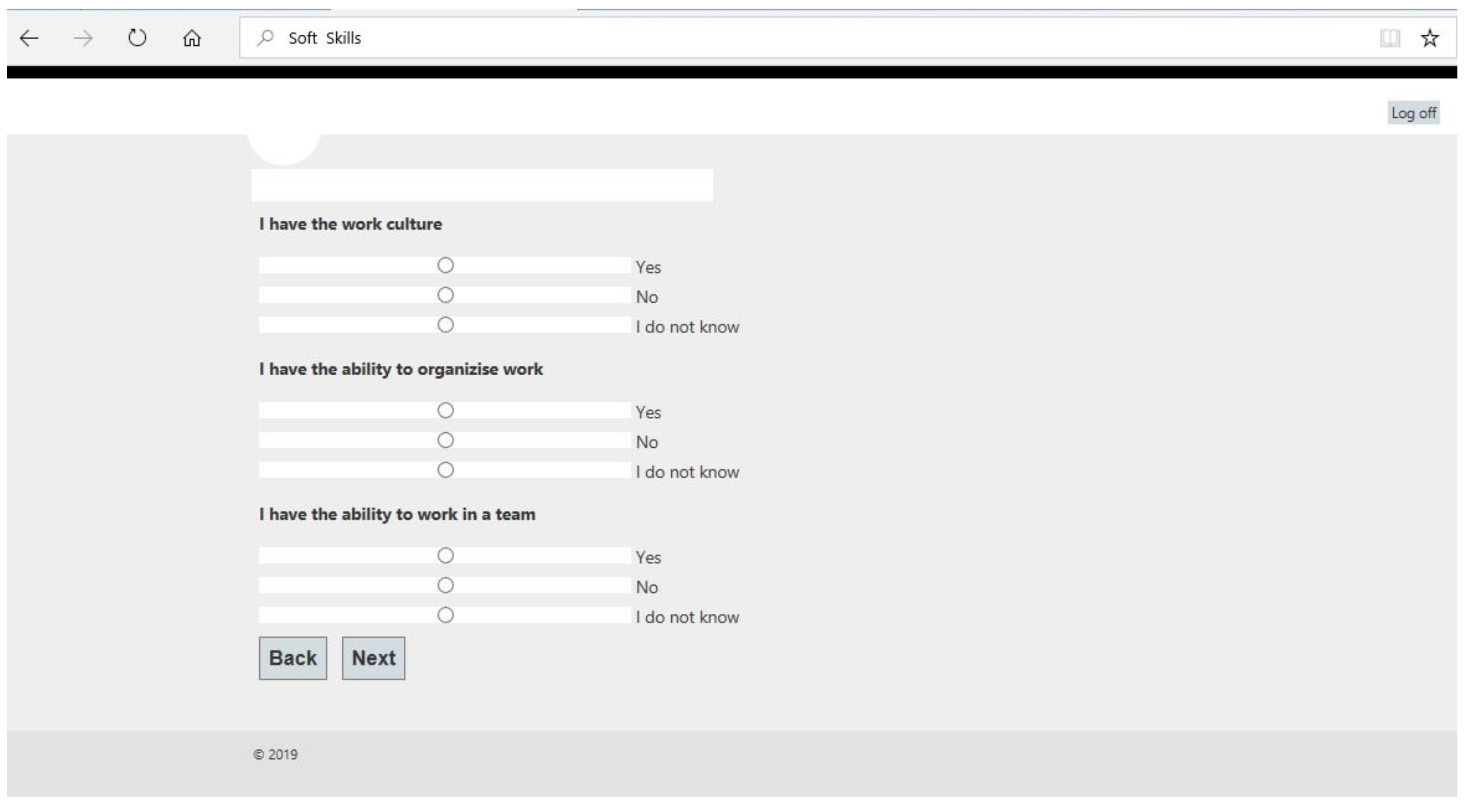
According to the third stage, for each competence: C1,C2,C3,C4,C5, a knowledge web-questionnaire is defined. The extracts from the web-questionnaires for workers facilitating the obtaining of values for each competence are presented (Figure 2, Figure 3, Figure 4 and Figure 5).
Each of the four employees completed the web-forms of questionnaires and, based on their responses as well on the rules included in the Table 3, the following values of each competence for each worker are received (Table 7).
According to the fourth stage, the FAHP method was implemented and used. The fuzzy weightings matrix of competences for the repair of each defined failure—see Table 8 as the example for the F1—failure of control system.
Using the FAHP method, the importance of the each competence for the repair of the defined failure F1 was obtained, respectively:
- The importance of C1: w1 = 0.4014.
- The importance of C2: w2 = 0.3429.
- The importance of C3: w3 = 0.1060.
- The importance of C4: w4 = 0.0904.
- The importance of C5: w5 = 0.0593.
Accordingly, for each of the four employees, the following values for each competence, dedicated to the F1 (failure of the control system), were obtained (Table 9).
According to the fifth stage, the values of each natural state for each manufacturing resource R18 for the F1 (failure of control system) were defined. Table 10 presents the formalised data from Table 6.
Accordingly, based on the data from Table 9 and Table 10, the “states of nature” values are received (Table 11).
The “state of nature” means the relation of the competence level of a given employee, whose validity has been correctly assessed for the purpose of repairing a given resource in the enterprise, as compared to the time that is taken to repair a given resource. The following rules for the definition of the "maintenance expert selection map" are defined:
- for NRiWtϵ(1.2;1.66> very strongly recommended for the repair of a given resource
![Applsci 09 01848 i001]()
- for NRiWtϵ(0.8.;1.2> strongly recommended for the repair of a given resource
![Applsci 09 01848 i002]()
- for NRiWtϵ(0.5;0.8> recommended for the repair of a given resource
![Applsci 09 01848 i003]()
- for NRiWtϵ(0.27;0.5> weakly recommended for the repair of a given resource
![Applsci 09 01848 i004]()
- for NRiWtϵ<0;0.27> not recommended for the repair of a given resource
![Applsci 09 01848 i005]()





Table 12 presents the "maintenance expert selection map" that is based on the value of the “States of nature” (Table 11).
Hence, the maintenance expert remains undefined in our case study, since no “state of nature” has been marked in red. The maintenance manager received support to select W1 to repair resources R1 and R16, W2 was selected to repair resources R2,R8 and R16, W3 was selected to repair resources R3, and R17, W4 was selected to repair resources R4 and R11. It should provide a concise and precise description of the experimental results, their interpretation, as well as the experimental conclusions that can be drawn.
5. Discussion
The proposed approach makes it possible to identify the competences of maintenance department employees and it also makes it possible to give them validity to assign repair work correctly, depending on the type of failure.
The model also assumes that data is obtained regarding the repair times of a given machine, from IT systems that the enterprise has implemented. Thanks to such defined elements, it is possible to define the so-called “state of nature” for each enterprise resource vis-à-vis each employee. The higher the value of a given natural state (max = 1.66), the better the matching of a given employee, to a given failure, on a given resource. In addition, formalisation rules were used for each element in the proposed approach in order to implement the IT system. The proposed solution allows for maintenance managers to increase the availability of the resources of the enterprise.
Quantitatively defining the competences of employees in our research was a particularly difficult task.
Therefore, formalisation rules were strictly defined for each type of competence, with the IT implementation of the given approach then being presented.
The use of the proposed approach allows for decision making to be supported when selecting an expert with the best ratio of competences, in relation to the time that is required to repair a failure in a given resource. The use of the maintenance expert selection map is helpful in:
- Selecting a maintenance expert, from among available employees, to repair a given resource.
- Selecting the scope of employee training, in order to improve the competences of employees in relation to the effective repair of resources, by shortening the elimination time of failures and by reducing the downtime of failures.
- Defining a motivating system for all maintenance workers based on the value of natural states.
The proposed approach is currently implemented in the form of a decision support system when selecting the most effective maintenance employees for repairing failures in manufacturing resources. The current implementation work has been partly completed in the form of a web-application, related to the definition of competences. The five competence questionnaires were defined and implemented. This application also implemented the FAHP method. Our web-application will be extended by the algorithm for automatic data, for the repair times of each failure and also extended by the acquisition and automatic creation of a maintenance expert selection map as part of further research.
6. Conclusions
In the research presented, an innovative approach to selecting expert workers in a maintenance department is created, in part, also in the form of a web-application. The “maintenance expert selection map" innovation, so-called, provides the formal procedures for describing the competences of each maintenance worker and defining the best “state of nature”. It was established that the “maintenance expert selection map” is useful in:
- Describing the competence of workers.
- Delecting workers according to competence for repairing a given manufacturing resource.
- Determining the scope of employee training.
In sustainable manufacturing, the right employee, with the proper competence and being employed in the right workplace is crucial [33]. The proposed approach can help to increase the sustainability of the company in all three of its dimensions:
- Economic and environmental—the proposed approach allows for managers to assign a particular worker to repair a given resource; selecting this worker will guarantee the maximum availability of the manufacturing resource. The right assignment of highly-qualified maintenance staff to repair a resource results in lower downtime costs, lower additional costs due to defective products, and a reduction in the risk of the possibility of total damage and of the risk of loss of warranty.
- Social—the proposed approach allows not only for the core competences to be determined, but also the need for new competences and the demand for training programmes for low-qualified maintenance department workers. By using the proposed approach, the manager may decide to assign a given employee to a place of work that is more appropriate to his or her qualifications, which will ultimately translate into the achievement of better working conditions.
We are planning to expand the approach with the dynamic measurements idea in our further works [44,45]. In the next stage, a method for inspection for the obtained improvement of availability of the manufactured resource thanks to the use of the proposed “maintenance expert selection map" will be developed. Subsequently, the model for updating the assessment of availability based on the formulation of additional events, which may affect the extension of the repair time of the resource, regardless of the competences of the employees, will be established.
Although this study is an attempt at dealing with the several aspects of decision making, to be supported when selecting an expert with the best ratio of competences, there are still some limitations, which could be considered in future research.
Firstly, there is the limitation in creating a standard for our approach to supporting the selection of maintenance experts, namely, the development of an application. Secondly, there may be some limitations when it comes to providing integration with the CBM standard for developing the application of open-software, since no standard currently exists. Thirdly, the approach should be a prominent inscribed feature in the company’s development strategy and it should also be part of the evaluation of employees and the system by which they are motivated.
The proposed “maintenance expert selection map" approach will be useful for maintenance department managers and will allow them to define not only core competences, but also to enjoy maximum availability regarding manufactured resources and preparing training programmes that are adequate to the needs both of current and of new employees, despite the above limitations.
Author Contributions
Conceptualization, J.P.-M. and S.K.; Formal analysis, J.P.-M.; Investigation, J.P.-M.; Methodology, J.P.-M.; Resources, J.P.-M. and S.K.; Software, J.P.-M.; Validation, J.P.-M.; Writing – original draft, J.P.-M. and S.K.; Writing – review & editing, J.P.-M.
Acknowledgments
This work is supported by program of the Polish Minister of Science and Higher Education under the name ”Regional Initiative of Excellence” in 2019 - 2022, project no. 003/RID/2018/19, funding amount 11 936 596.10 PLN).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Naskar, S.; Basu, P.; Sen, A.K. A literature review of the emerging field of IoT using RFID and its applications in supply chain management. In The Internet of Things in the Modern Business Environment; IGI Global: Hershey, USA, 2017. [Google Scholar]
- Wang, S.; Wan, J.; Zhang, D.; Li, D.; Zhang, C. Towards smart factory for Industry 4.0: A self-organized multi-agent system with big data based feedback and coordination. Comput. Netw. 2016, 101, 158–168. [Google Scholar] [CrossRef]
- Wollschlaeger, M.; Sauter, T.; Jasperneite, J. The future of industrial communication: Automation networks in the era of the internet of things and industry 4.0. IEEE Ind. Electron. Mag. 2017, 11, 17–27. [Google Scholar] [CrossRef]
- Kłos, S.; Patalas-Maliszewska, J. Using a Simulation Method for Intelligent Maintenance Management. In International Conference on Intelligent Systems in Production Engineering and Maintenance: ISPEM 2017; Advances in Intelligent Systems and Computing; Springer International Publishing: Cham, Switzerland, 2018; Volume 637, pp. 85–95. [Google Scholar]
- Holmberg, K.; Adgar, A.; Arnaiz, A.; Jantunen, E.; Mascolo, J.; Mekid, S. E-Maintenance, 1st ed.; Springer: London, UK, 2010. [Google Scholar]
- Bommer, S.C.; Fendley, M. A theoretical framework for evaluating mental workload resources in human systems design for manufacturing operations. Int. J. Ind. Ergon. 2018, 63, 7–17. [Google Scholar] [CrossRef]
- Kaasinena, E.; Schmalfuß, F.; Özturkc, C.; Aromaa, S.; Boubekeur, M.; Heilala, J.; Heikkilä, P.; Kuula, T.; Liinasuo, M.; Mach, S.; et al. Empowering and engaging industrial workers with Operator 4.0 solutions. Comput. Ind. Eng. 2019. [Google Scholar] [CrossRef]
- del Amoa, I.F.; Erkoyuncua, J.A.; Roy, R.; Palmarini, R.; Onoufriou, D. A systematic review of Augmented Reality content-related techniques for knowledge transfer in maintenance applications. Comput. Ind. 2018, 103, 47–71. [Google Scholar] [CrossRef]
- Ni, J.; Gu, X.; Jin, X. Preventive Maintenance Opportunities for Large Production Systems. CIRP Ann. Manuf. Technol. 2015, 64, 447–450. [Google Scholar] [CrossRef]
- Ni, J.; Jin, X. Decision Support Systems for Effective Maintenance, Operations. CIRP Ann. Manuf. Technol. 2012, 61, 411–414. [Google Scholar] [CrossRef]
- Xiao, L.; Song, S.; Chen, X.; Coit, D.W. Joint optimization of production scheduling and machine group preventive maintenance. Reliab. Eng. Syst. Saf. 2016, 146, 68–78. [Google Scholar] [CrossRef]
- Jin, X.; Li, L.; Ni, J. Option model for joint production and preventive maintenance system. Int. J. Prod. Econ. 2009, 119, 347–353. [Google Scholar] [CrossRef]
- Masoni, R.; Ferrise, F.; Bordegoni, M.; Gattullo, M.E.; Uva, A.E.; Fiorentino, M.; Carrabba, E.; Donatoe, M. Supporting remote maintenance in industry 4.0 through augmented reality. Procedia Manuf. 2017, 11, 1296–1302. [Google Scholar] [CrossRef]
- Palmarini, R.; Erkoyuncu, J.A.; Roy, R.; Torabmostaedi, H. A systematic review of augmented reality applications in maintenance. Robot. Comput. Integr. Manuf. 2018, 49, 215–228. [Google Scholar] [CrossRef]
- Scurati, G.W.; Gattullo, M.; Fiorentino, M.; Ferrisea, F.; Bordegonia, M.; Uvab, A.E. Converting maintenance actions into standard symbols for Augmented Reality applications in Industry 4.0. Comput. Ind. 2018, 98, 68–79. [Google Scholar] [CrossRef]
- Roy, R.; Stark, R.; Tracht, K.; Takata, S.; Mori, M. Continuous maintenance and the future—Foundations and technological challenges. CIRP Ann. Manuf. Technol. 2016, 65, 667–688. [Google Scholar] [CrossRef]
- Kothamasu, R.; Huang, S.; Verduin, W.H. System health monitoring and prognostics-are view of current paradigms and practices. Int. J. Adv. Manuf. Technol. 2006, 28, 1012–1024. [Google Scholar] [CrossRef]
- Bousdekis, A.; Papageorgiou, N.; Magoutasa, B.; Apostolouab, D.; Mentzasa, G. Enabling condition-based maintenance decisions with proactive event-driven computing. Comput. Ind. 2018, 100, 173–183. [Google Scholar] [CrossRef]
- Wu, F.; Wang, T.; Lee, J. An online adaptive condition-based maintenance method for mechanical systems. Mech. Syst. Signal Process. 2010, 24, 2985–2995. [Google Scholar] [CrossRef]
- Shin, J.H.; Jun, B.J. On condition based maintenance policy. J. Comput. Des. Eng. 2015, 2, 119–127. [Google Scholar] [CrossRef]
- Belkadia, F.; Dhuieb, M.A.; Aguadoc, J.V.; Larochea, F.; Bernard, A.; Chinesta, F. Intelligent Assistant System as a context-aware decision-making support for the workers of the future. Comput. Ind. Eng. 2019. [Google Scholar] [CrossRef]
- Toro, C.; Sanín, C.; Vaquero, J.; Posada, J.; Szczerbicki, E. Knowledge based industrial maintenance using portable devices and augmented reality. In Knowledge-Based Intelligent Information and Engineering Systems; Springer: Berlin/Heidelberg, Germany, 2007; pp. 295–302. [Google Scholar]
- Espíndola, D.B.; Fumagalli, L.; Garetti, M.; Pereira, C.E.; Botelho, S.S.; Henriques, R.V. A model-based approach for data integration to improve maintenance management by mixed reality. Comput. Ind. 2013, 64, 376–391. [Google Scholar] [CrossRef]
- Hecklaua, F.; Galeitzkea, M.; Flachsa, S.; Kohlb, H. A holistic approach to human-resource management in Industry 4.0. Procedia CIRP 2016, 54, 1–6. [Google Scholar] [CrossRef]
- Patalas-Maliszewska, J.; Kłos, S. An Intelligent System for Core-Competence Identification for Industry 4.0 Based on Research Results from German and Polish Manufacturing Companies. In International Conference on Intelligent Systems in Production Engineering and Maintenance: ISPEM 2017; Advances in Intelligent Systems and Computing; Springer International Publishing: Cham, Switzerland, 2018; Volume 637. [Google Scholar]
- Igba, J.; Alemzadeh, K.; Anyanwu-Ebo, I.; Gibbons, P.; Friis, J. A Systems Approach Towards Reliability-Centred Maintenance (RCM) of Wind Turbines. Procedia Comput. Sci. 2013, 16, 814–823. [Google Scholar] [CrossRef]
- Selvik, J.T.; Aven, T. A framework for reliability and risk centered maintenance. Reliab. Eng. Syst. Saf. 2011, 96, 324–333. [Google Scholar] [CrossRef]
- Gupta, G.; Mishra, R.P. Identification of Critical Components Using ANP for Implementation of Reliability Centered Maintenance. Procedia CIRP 2018, 69, 905–909. [Google Scholar] [CrossRef]
- Bekkaoui, M.; Karray, M.-H.; Sari, Z. Knowledge formalization for experts’ selection into a collaborative maintenance platform. IFAC-PapersOnLine 2015, 48, 1445–1450. [Google Scholar] [CrossRef]
- Potes Ruiz, P.; Kamsu Foguem, B.; Grabot, B. Generating knowledge in maintenance from Experience Feedback. Knowl.-Based Syst. 2014, 68, 4–20. [Google Scholar] [CrossRef]
- Angele, J.; Lausen, G. Ontologies in f-logic. In Handbook on Ontologies; Staab, S., Studer, R., Eds.; Springer: Berlin, Germany, 2004; pp. 29–50. [Google Scholar]
- Yao, H.; Etzkorn, L. Automated conversion between different knowledge representation formats. Knowl.-Based Syst. 2006, 19, 404–412. [Google Scholar] [CrossRef]
- Melosi, F.; Campana, G.; Cimatti, B. Competences Mapping as a Tool to increase Sustainability of Manufacturing Enterprises. Procedia Manuf. 2018, 21, 806–813. [Google Scholar] [CrossRef]
- Decius, J.; Schaper, N. The Competence Management Tool (CMT)—A new instrument to manage competences in small and medium-sized manufacturing enterprises. Procedia Manuf. 2017, 9, 376–383. [Google Scholar] [CrossRef]
- Patalas-Maliszewska, J. Reference Models of Knowledge Management for Manufacturing Companies; PWN: Warsaw, Poland, 2019. [Google Scholar]
- Patalas-Maliszewska, J.; Skrzeszewska, M. An Evaluation of the Effectiveness of Applying the MES in a Maintenance Department—A Case Study. Found. Manag. 2018, 10, 257–270. [Google Scholar] [CrossRef]
- Madhusudanan, N.; Chakrabarti, A. A questioning based method to automatically acquire expert assembly diagnostic knowledge. Comput. Aided Des. 2014, 57, 1–14. [Google Scholar] [CrossRef]
- Gruber, T.R. The acquisition of strategic knowledge. In Perspectives in Artificial Intelligence; Academic Press: Cambridge, MA, USA, 1989; Volume 4. [Google Scholar]
- Preston, P.; Edwards, G.; Compton, P. A 1600 Rule Expert System Without Knowledge Engineers. In Proceedings of the Second World Congress on Expert Systems, Moving Towards Expert Systems Globally in the 21st Century, New York, NY, USA; 1993; pp. 220–228. [Google Scholar]
- Boose, J.H.; Bradshaw, J. Expertise transfer and complex problems: Using AQUINAS as a knowledge-acquisition workbench for knowledge-based systems. Int. J. Man Mach. Stud. 1987, 26, 3–28. [Google Scholar] [CrossRef]
- Winter, G.B. An automated knowledge acquisition system for model-based diagnostics. In Proceedings of the AUTOTESTCON’92, IEEE Systems Readiness Technology Conference, Conference Record, Metropolitan, NY, USA, 12–14 May 1992. [Google Scholar]
- Cheah, W.P.; Kim, Y.S.; Kim, K.-Y.; Yang, H.J. Systematic causal knowledge acquisition using FCM constructor for product design decision support. Expert Syst. Appl. 2011, 38, 15316–15331. [Google Scholar] [CrossRef]
- Nydick, R.L.; Hill, R.P. Using the analytic-hierarchy process to structure the supplier selection procedure. Int. J. Purch. Mater. Manag. 1992, 28, 31–36. [Google Scholar] [CrossRef]
- Lopez de Lacalle, L.N.; Viadero, F.; Hernandez, J.M. Applications of dynamic measurements to structural reliability updating. Probabilistic Eng. Mech. 1996, 11, 97–105. [Google Scholar] [CrossRef]
- Coro, A.; Abasolo, M.; Aguirrebeitia, J.; Lopez de Lacalle, L.N. Inspection scheduling based on reliability updating of gas turbine welded structures. Adv. Mech. Eng. 2019, 11, 1–2. [Google Scholar] [CrossRef]
Figure 1.
The proposed approach.
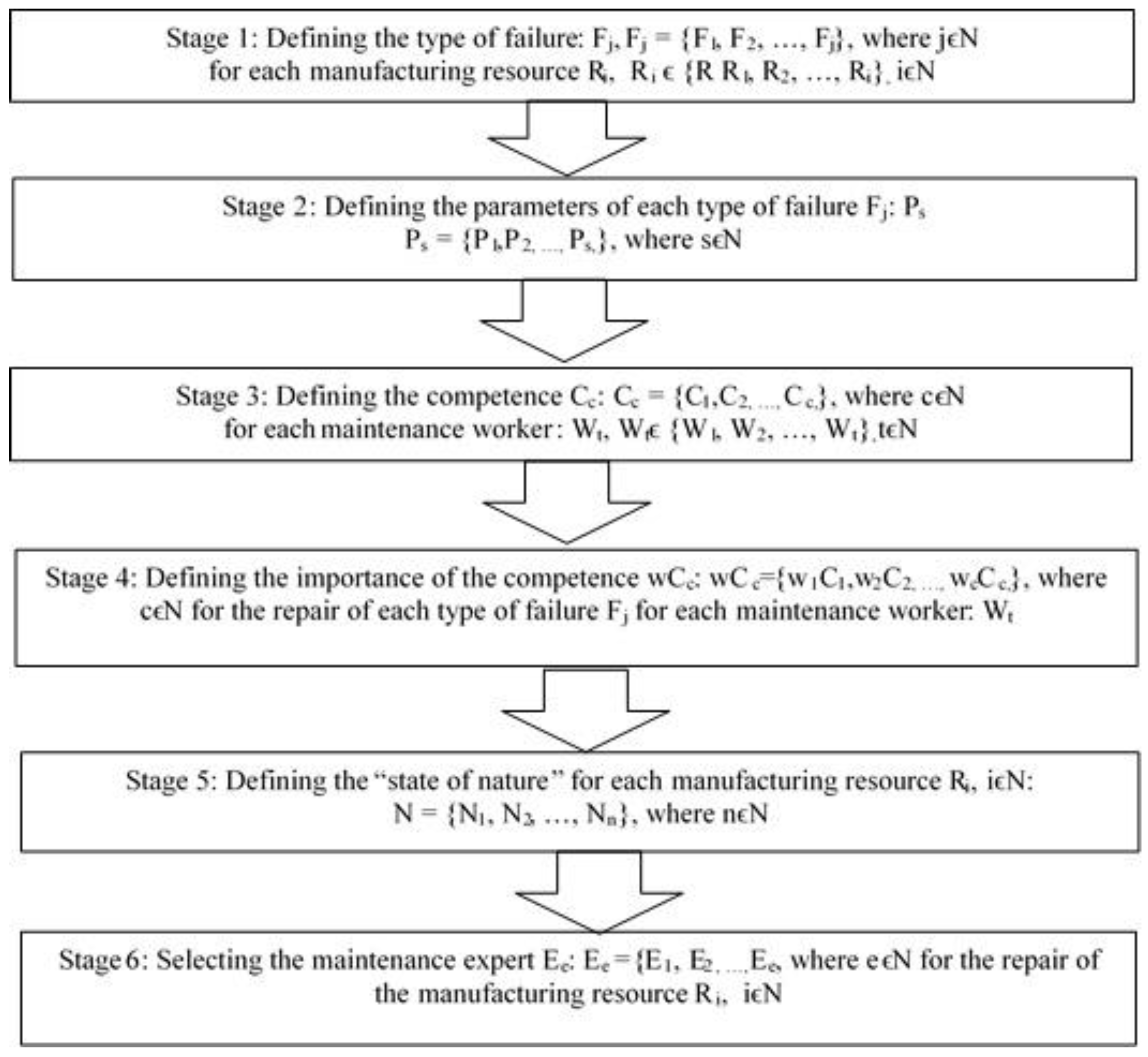
Figure 2.
An extract from the web questionnaire, for employees facilitating the determining of competence: hard skills.
Figure 2.
An extract from the web questionnaire, for employees facilitating the determining of competence: hard skills.
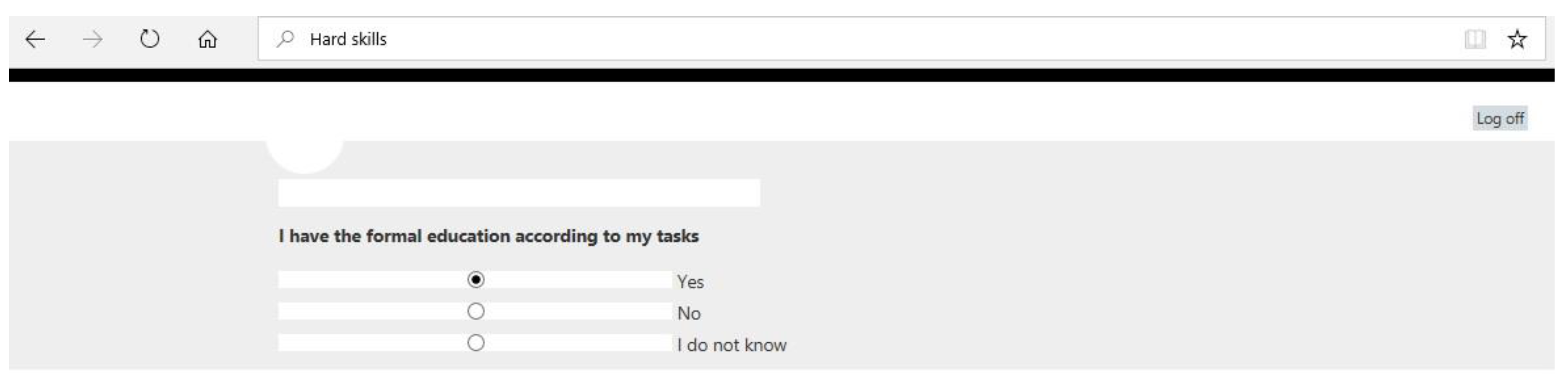
Figure 3.
An extract from the web questionnaire, for employees facilitating the determining of competence: knowledge-based.
Figure 3.
An extract from the web questionnaire, for employees facilitating the determining of competence: knowledge-based.

Figure 4.
An extract from the web questionnaire, for employees facilitating the determining of competence: methodical.
Figure 4.
An extract from the web questionnaire, for employees facilitating the determining of competence: methodical.
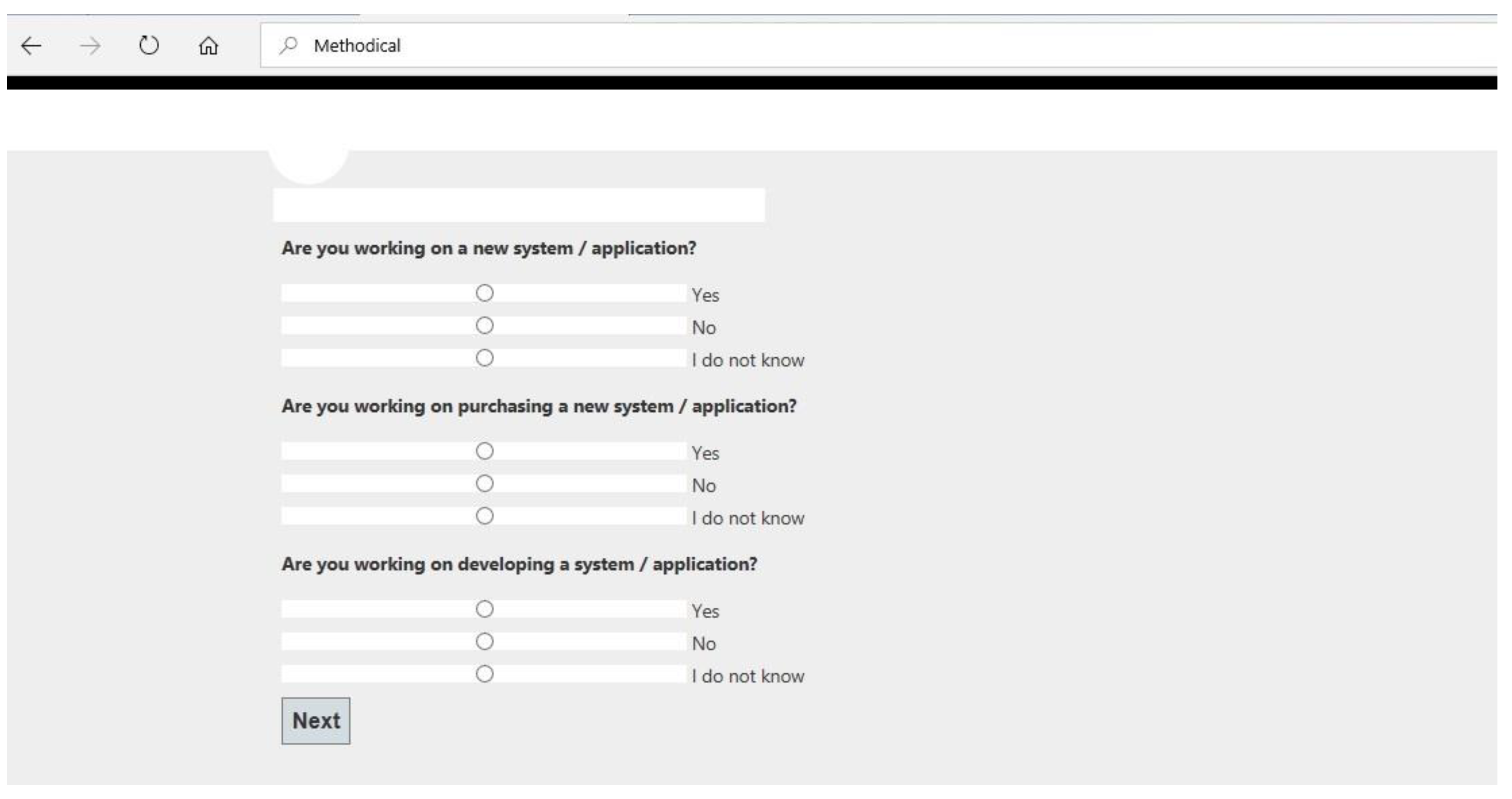
Figure 5.
An extract from the web questionnaire, for employees facilitating the determining of competence: soft skills.
Figure 5.
An extract from the web questionnaire, for employees facilitating the determining of competence: soft skills.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Types of failure for each manufacturing resource.
| Manufacturing Resources/Type of Failure | F1 | F2 | F3 | F4 | F5 |
|---|---|---|---|---|---|
| R1 | 1˅ 0 | 1˅ 0 | 1˅ 0 | 1˅ 0 | 1˅ 0 |
| R2 | 1˅ 0 | 1˅ 0 | 1˅ 0 | 1˅ 0 | 1˅ 0 |
| R3 | 1˅ 0 | 1˅ 0 | 1˅ 0 | 1˅ 0 | 1˅ 0 |
| … | 1˅ 0 | 1˅ 0 | 1˅ 0 | 1˅ 0 | 1˅ 0 |
| Ri, iϵN | 1˅ 0 | 1˅ 0 | 1˅ 0 | 1˅ 0 | 1˅ 0 |
Table 2.
The formalised data of parameters of each type of failure.
| Parameters of Each Type of Failure | Description | Rules for Determining the Value of Parameters |
|---|---|---|
| P1 – time for diagnose and finding solution | P1 ϵ <10;30> [min] | if P1 ϵ <10;15) [min] then P1 = 1point if P1 ϵ <15;20) [min] then P1 = 2points if P1 ϵ <20;25) [min] then P1 = 3points if P1 ϵ <25;28) [min] then P1 = 4points if P1 ϵ <28;30> [min] then P1 = 5points |
| P2 – maintenance operation time | P2 ϵ <30;210> [min] | if P2 ϵ <30;50) [min] then P2 = 1point if P2 ϵ <50;90) [min] then P2 = 2points if P2 ϵ <90;120) [min] then P2 = 3points if P2 ϵ <120;180) [min] then P2 = 4points if P2 ϵ <180;210> [min] then P2 = 5points |
| P3 – time for testing | P3 ϵ <20;30> [min] | if P3 ϵ <20;23) [min] then P3 = 1point if P3 ϵ <23;25) [min] then P3 = 2points if P3 ϵ <25;26) [min] then P3 = 3points. if P3 ϵ <26;28) [min] then P3 = 4points if P3 ϵ <28;30> [min] then P3 = 5points |
Table 3.
The competence of each maintenance worker.
| Competence | Description | Rules for Determining the Value of Competence |
|---|---|---|
| Hard skills (C1) [34] | Completed engineering studies, references, certificate, certificate for the completion of specialised training in the handling of resources: Ri, where iϵN, | If a worker has no references, or has not completed engineering studies and possesses neither a certificate nor a certificate for the completion of specialised training, then C1 = 0points. If a worker has references, but has not completed engineering studies, has no certificate and has no certificate for the completion of specialised training, then C1 = 1point. If a worker has completed studies but has neither references, nor a certificate nor a certificate for the completion of specialised training, then C1 = 2points If the worker has completed engineering studies and has references but has neither a certificate nor a certificate for the completion of specialised training, then C1 = 3points. If the worker has completed engineering studies, has references and also has a certificate but has no certificate, for the completion of specialised training, then C1 = 4points. If the worker has a certificate for the completion of specialised training, then C1 = 5points. |
| Knowledge-based (C2) [24,35] | A 15-question test about resources: R, where iϵN | If up to 7 answers are correct, then: C2 = 0points. If 7–8 answers are correct, then C2 = 1point. If 9 answers are correct, then C2 = 2points. If 10–11 answers are correct, then C2 = 3points. If 12–13 answers are correct, then C2 = 4points. If 14–15 answers are correct, then C2 = 5points. |
| Methodical (C3) [35,36] | A 15-question test about comparing and classifying information and the use of available resource: Ri, whereiϵN | If up to 7 answers are correct, then: C3 = 0points. If 7–8 answers are correct, then C3 = 1point. If 9 answers are correct, then C3 = 2points. If 10–11 answers are correct, then C3 = 3points. If 12–13 answers are correct, then C3 = 4points. If 14–15 answers are correct, then C3 = 5points. |
| Soft Skills (C4) [4,34] | A 15-question test about the ability to organise work, the ability to work in a team, communication skills and the ability to undertake task-oriented work and working under pressure | If up to 7 answers are correct, then: C4 = 0points. If 7–8 answers are correct, then C4 = 1point. If 9 answers are correct, then C4 = 2points. If 10–11 answers are correct, then C4 = 3points. If 12–13 answers are correct, then C4 = 4points. If 14–15 answers are correct, then C4 = 5points. |
| Experience (C5) [24] | Number of years in the current company (L) Number of years, generally, in the profession (Z) | If L ≤ 3 years and Z ≤ 3 years, then: C5=0points. If L ≤ 3 years and 3<Z≤ 5 years, then C5=1point. If 3<Z≤ 5 years and 5<Z≤ 8 years, then C5=2points. If 5<Z≤ 8 years and 8<Z≤ 10 years, then C5=3points. If 8<Z≤ 10 years and Z>10 years, then C5=4points. If Z>10 years and Z>10 years, then C5=5points. |
Table 4.
The value of each “state of nature” for each manufacturing resource Ri, iϵN.
| Workers/“State of Nature” | NR1 | NR2 | … | NRi iϵN |
|---|---|---|---|---|
| W1 | NR1W1ϵ<0;1.66> | NR2W1ϵ<0;1.66> | … | NRiW1ϵ<0;1.66> |
| … | … | … | … | … |
| Wt, tϵN | NR1Wtϵ<0;1.66> | NR2Wtϵ<0;1.66> | … | NRiWtϵ<0;1.66> |
Table 5.
Data about the types of failure for each manufacturing resource.
| Manufacturing Resources/Type of Failure | F1 | F2 | F3 | F4 | F5 |
|---|---|---|---|---|---|
| R1 | 1 | 1 | 1 | 1 | 1 |
| R2 | 1 | 1 | 1 | 1 | 1 |
| R3 | 1 | 1 | 1 | 1 | 1 |
| R4 | 1 | 1 | 0 | 1 | 0 |
| R5 | 1 | 1 | 0 | 1 | 0 |
| R6 | 1 | 1 | 0 | 0 | 0 |
| R7 | 1 | 1 | 1 | 0 | 0 |
| R8 | 1 | 1 | 1 | 0 | 1 |
| R9 | 1 | 1 | 1 | 0 | 1 |
| R10 | 1 | 1 | 0 | 1 | 1 |
| R11 | 1 | 1 | 1 | 1 | 1 |
| R12 | 1 | 1 | 0 | 1 | 1 |
| R13 | 1 | 1 | 0 | 1 | 0 |
| R14 | 1 | 1 | 0 | 1 | 0 |
| R15 | 1 | 1 | 0 | 0 | 0 |
| R16 | 1 | 1 | 1 | 0 | 0 |
| R17 | 1 | 1 | 1 | 0 | 1 |
| R18 | 1 | 1 | 0 | 1 | 0 |
Table 6.
Parameters of failure: F1—failure of the control system.
| F1 – Failure of Control System | F11 | F12 | F13 | F14 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| P1 | P2 | P3 | P1 | P2 | P3 | P1 | P2 | P3 | P1 | P2 | P3 | |
| R1 | 13 | 56 | 21 | 26 | 183 | 25 | 18 | 203 | 23 | 30 | 122 | 26 |
| R2 | 15 | 104 | 22 | 11 | 71 | 20 | 23 | 102 | 24 | 18 | 145 | 25 |
| R3 | 20 | 51 | 23 | 14 | 107 | 28 | 10 | 60 | 21 | 26 | 66 | 29 |
| R4 | 15 | 182 | 24 | 27 | 100 | 30 | 24 | 117 | 28 | 20 | 45 | 24 |
| R5 | 29 | 106 | 30 | 18 | 174 | 24 | 30 | 208 | 27 | 22 | 196 | 28 |
| R6 | 18 | 102 | 23 | 20 | 150 | 22 | 26 | 76 | 20 | 20 | 149 | 20 |
| R7 | 26 | 65 | 22 | 23 | 203 | 20 | 27 | 209 | 30 | 14 | 41 | 30 |
| R8 | 13 | 203 | 25 | 17 | 51 | 22 | 29 | 116 | 28 | 17 | 107 | 29 |
| R9 | 21 | 169 | 20 | 27 | 55 | 20 | 13 | 187 | 25 | 24 | 114 | 27 |
| R10 | 19 | 202 | 24 | 25 | 139 | 26 | 27 | 166 | 24 | 20 | 81 | 23 |
| R11 | 15 | 195 | 20 | 28 | 163 | 23 | 22 | 152 | 20 | 11 | 157 | 21 |
| R12 | 29 | 53 | 22 | 19 | 159 | 25 | 29 | 163 | 21 | 15 | 188 | 21 |
| R13 | 28 | 174 | 27 | 22 | 198 | 20 | 12 | 188 | 21 | 21 | 103 | 25 |
| R14 | 14 | 158 | 27 | 25 | 61 | 22 | 14 | 132 | 23 | 29 | 188 | 26 |
| R15 | 29 | 30 | 30 | 14 | 80 | 28 | 26 | 105 | 21 | 24 | 99 | 27 |
| R16 | 14 | 30 | 23 | 17 | 52 | 30 | 16 | 168 | 21 | 28 | 41 | 30 |
| R17 | 25 | 206 | 28 | 19 | 84 | 25 | 13 | 51 | 25 | 15 | 193 | 22 |
| R18 | 11 | 106 | 23 | 17 | 50 | 26 | 17 | 91 | 28 | 27 | 115 | 27 |
Table 7.
The values of competence for each maintenance worker.
| Workers/the Values of Competence | C1 | C2 | C3 | C4 | C5 |
|---|---|---|---|---|---|
| W1 | 2 | 2 | 4 | 1 | 1 |
| W2 | 1 | 1 | 3 | 3 | 1 |
| W3 | 2 | 1 | 5 | 0 | 0 |
| W4 | 1 | 2 | 4 | 1 | 1 |
Table 8.
The values of elements of the comparison matrix, using the Fuzzy Analytic Hierarchy Process (FAHP) method as the example for the F1—failure of control system.
Table 8.
The values of elements of the comparison matrix, using the Fuzzy Analytic Hierarchy Process (FAHP) method as the example for the F1—failure of control system.
| Competence | C1 | C2 | C3 | C4 | C5 |
|---|---|---|---|---|---|
| C1 | (1,1,1) | (1/3,1,1) | (3,5,7) | (3,5,7) | (3,5,7) |
| C2 | (1,1,3) | (1,1,1) | (3,5,7) | (3,5,7) | (3,5,7) |
| C3 | (1/7,1/5,1/3) | (1/7,1/5,1/3) | (1,1,1) | (1/5,1/3,1) | (1/5,1/3,1) |
| C4 | (1/7,1/5,1/3) | (1/7,1/5,1/3) | (1,3,5) | (1,1,1) | (1/3,1,1) |
| C5 | (1/7,1/5,1/3) | (1/7,1/5,1/3) | (1,3,5) | (1,1,3) | (1,1,1) |
Table 9.
The values of the competence of each maintenance worker.
| The Importance of Competence | w1C1 | w2C2 | w3C3 | w4C4 | w5C5 |
|---|---|---|---|---|---|
| W1 | 0.8028 | 0.6858 | 0.424 | 0.0904 | 0.0593 |
| W2 | 0.4014 | 0.3429 | 0.318 | 0.2712 | 0.0593 |
| W3 | 0.8028 | 0.3429 | 0.53 | 0 | 0 |
| W4 | 0.4014 | 0.6858 | 0.424 | 0.0904 | 0.0593 |
Table 10.
The values of the parameters for each manufacturing resource R18 for the F1 - failure of control system.
Table 10.
The values of the parameters for each manufacturing resource R18 for the F1 - failure of control system.
| e Employees/ Manufacturing Resource | R1 | R2 | R3 | R4 | R5 | R6 | R7 | R8 | R9 | R10 | R11 | R12 | R13 | R14 | R15 | R16 | R17 | R18 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| W1 | 4 | 6 | 7 | 9 | 13 | 7 | 7 | 9 | 8 | 9 | 8 | 8 | 14 | 10 | 11 | 4 | 14 | 6 |
| W2 | 12 | 4 | 9 | 12 | 8 | 8 | 9 | 5 | 7 | 12 | 11 | 9 | 9 | 5 | 8 | 9 | 7 | 8 |
| W3 | 9 | 8 | 4 | 11 | 14 | 7 | 14 | 13 | 9 | 11 | 8 | 10 | 7 | 7 | 8 | 7 | 6 | 10 |
| W4 | 13 | 9 | 11 | 6 | 13 | 8 | 7 | 10 | 10 | 7 | 6 | 8 | 9 | 14 | 10 | 11 | 8 | 11 |
Table 11.
The values of the “states of nature”.
| R1 | R2 | R3 | R4 | R5 | R6 | R7 | R8 | R9 | R10 | R11 | R12 | R13 | R14 | R15 | R16 | R17 | R18 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| W1 | 0.5156 | 0.343717 | 0.294614 | 0.229144 | 0.158638 | 0.294614 | 0.294614 | 0.229144 | 0.257788 | 0.229144 | 0.257788 | 0.257788 | 0.147307 | 0.20623 | 0.187482 | 0.515575 | 0.147307 | 0.343717 |
| W2 | 0.116067 | 0.3482 | 0.154756 | 0.116067 | 0.1741 | 0.1741 | 0.154756 | 0.27856 | 0.198971 | 0.116067 | 0.126618 | 0.154756 | 0.154756 | 0.27856 | 0.1741 | 0.154756 | 0.198971 | 0.1741 |
| W3 | 0.186189 | 0.209463 | 0.418925 | 0.152336 | 0.119693 | 0.239386 | 0.119693 | 0.1289 | 0.186189 | 0.152336 | 0.209463 | 0.16757 | 0.239386 | 0.239386 | 0.209463 | 0.239386 | 0.279283 | 0.16757 |
| W4 | 0.127762 | 0.184544 | 0.150991 | 0.276817 | 0.127762 | 0.207613 | 0.237271 | 0.16609 | 0.16609 | 0.237271 | 0.276817 | 0.207613 | 0.184544 | 0.118636 | 0.16609 | 0.150991 | 0.207613 | 0.150991 |
Table 12.
The “maintenance expert selection map”.
| R1 | R2 | R3 | R4 | R5 | R6 | R7 | R8 | R9 | R10 | R11 | R12 | R13 | R14 | R15 | R16 | R17 | R18 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| W1 | ||||||||||||||||||
| W2 | ||||||||||||||||||
| W3 | ||||||||||||||||||
| W4 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Patalas-Maliszewska, J.; Kłos, S. An Approach to Supporting the Selection of Maintenance Experts in the Context of Industry 4.0. Appl. Sci. 2019, 9, 1848. https://doi.org/10.3390/app9091848
AMA Style
Patalas-Maliszewska J, Kłos S. An Approach to Supporting the Selection of Maintenance Experts in the Context of Industry 4.0. Applied Sciences. 2019; 9(9):1848. https://doi.org/10.3390/app9091848
Chicago/Turabian StylePatalas-Maliszewska, Justyna, and Sławomir Kłos. 2019. "An Approach to Supporting the Selection of Maintenance Experts in the Context of Industry 4.0" Applied Sciences 9, no. 9: 1848. https://doi.org/10.3390/app9091848
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.