
Sustainable Wax Coatings Made from Pine Needle Extraction Waste for Nanopaper Hydrophobization

 ,
,  , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Fabrication of Nanopapers
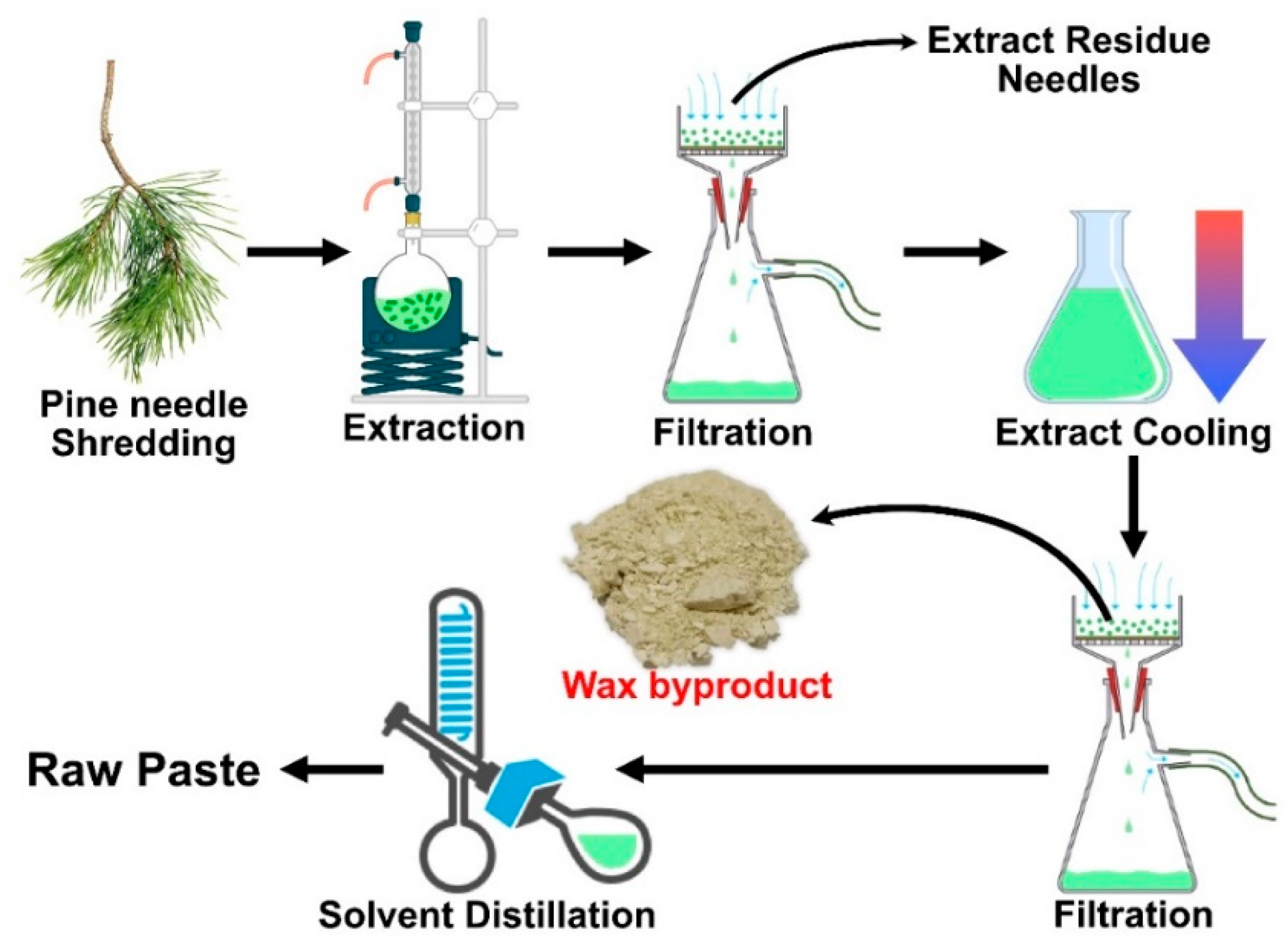
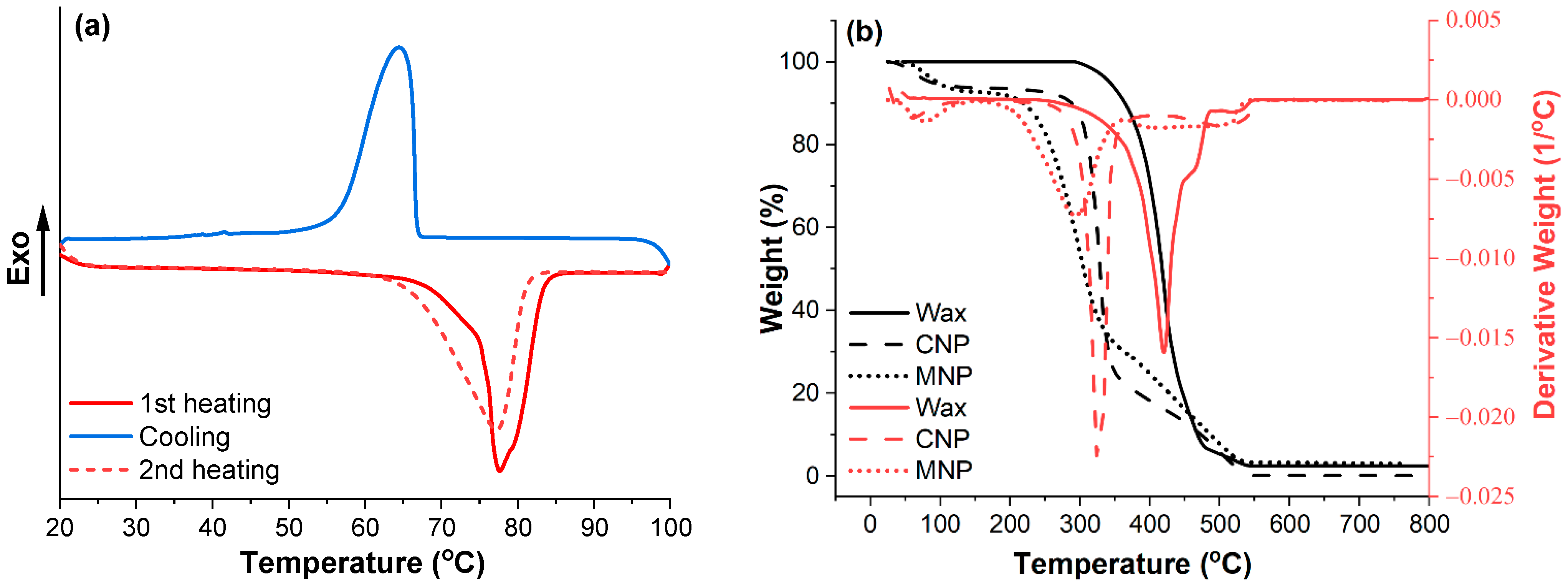
2.3. Pine Needle Wax Extraction and Wax Characterization
2.4. Layer-by-Layer Fabrication of Pine Wax Coatings
2.5. Methods
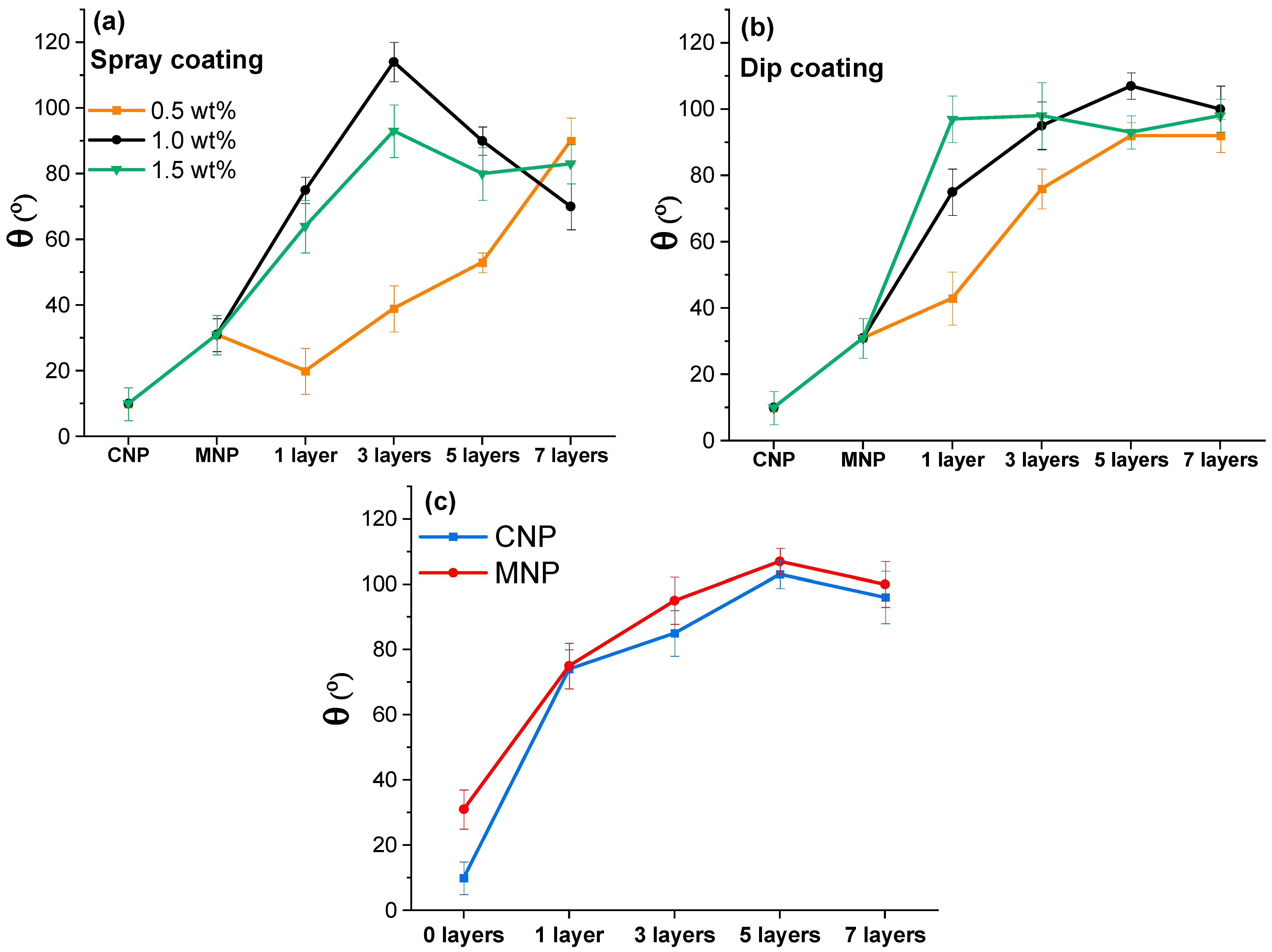
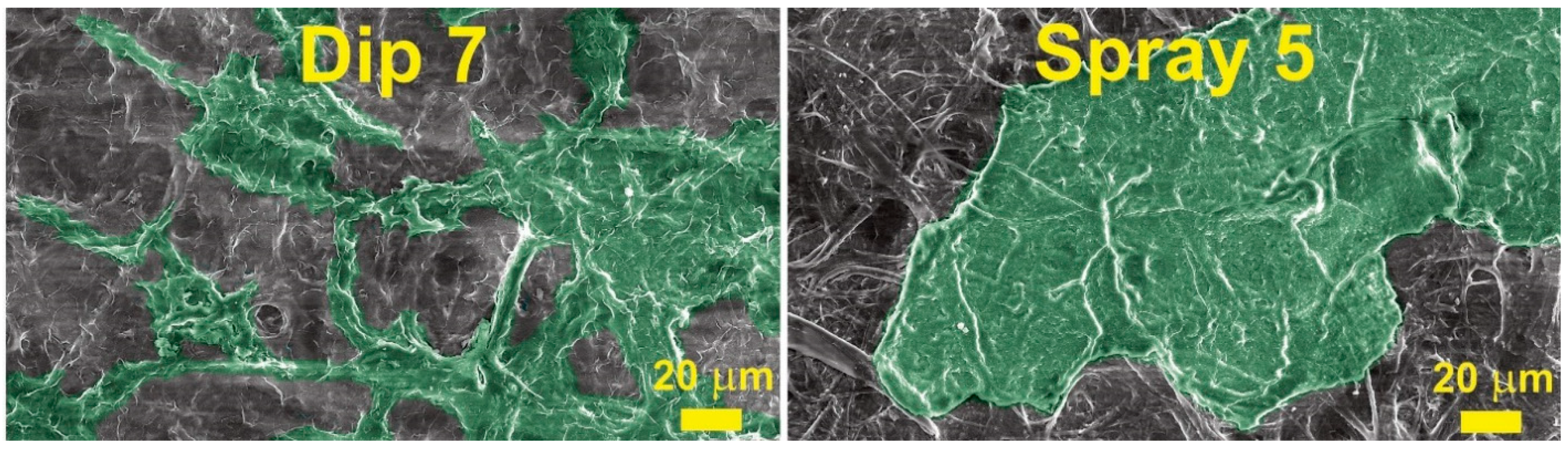
3. Results and Discussion
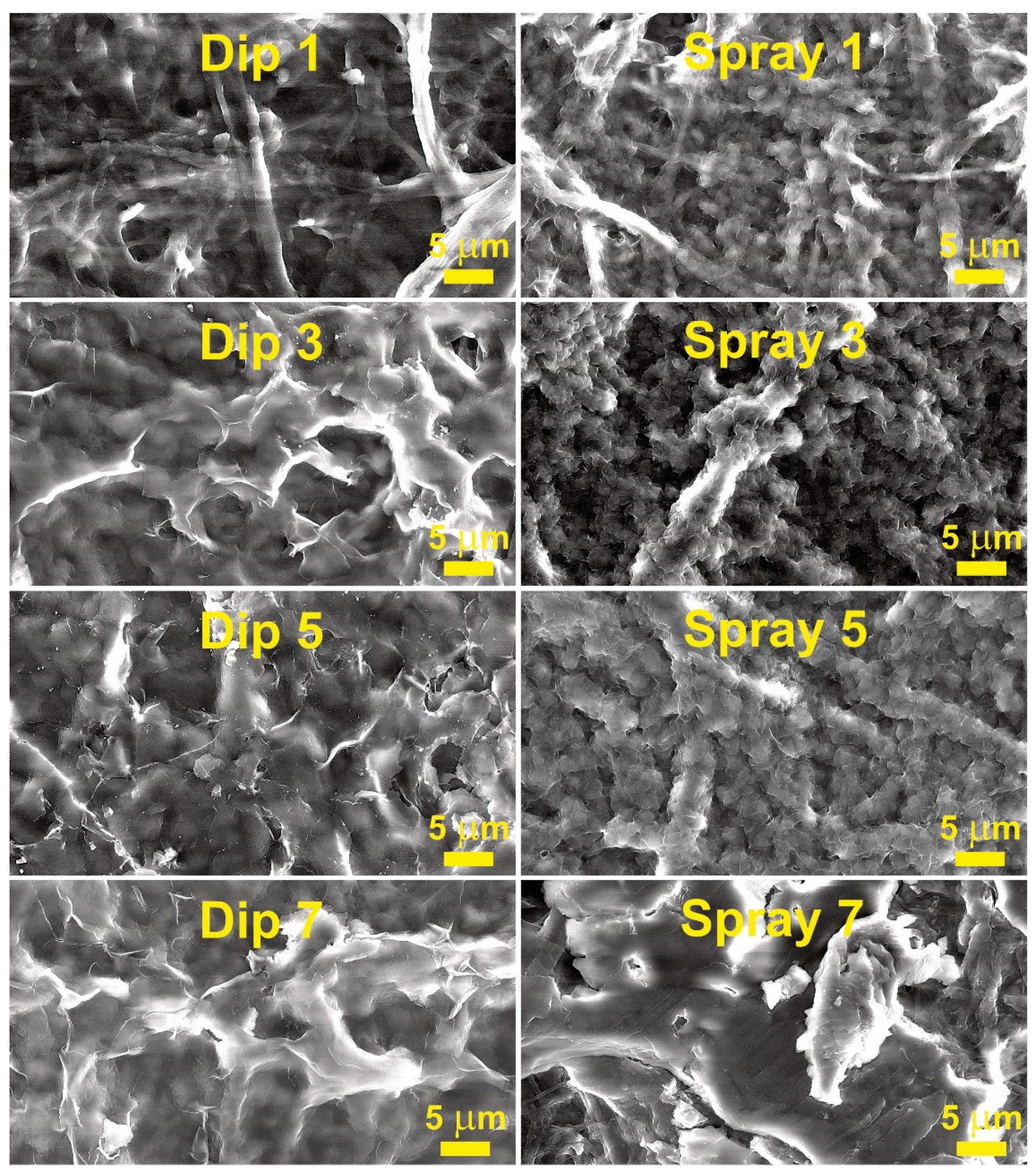
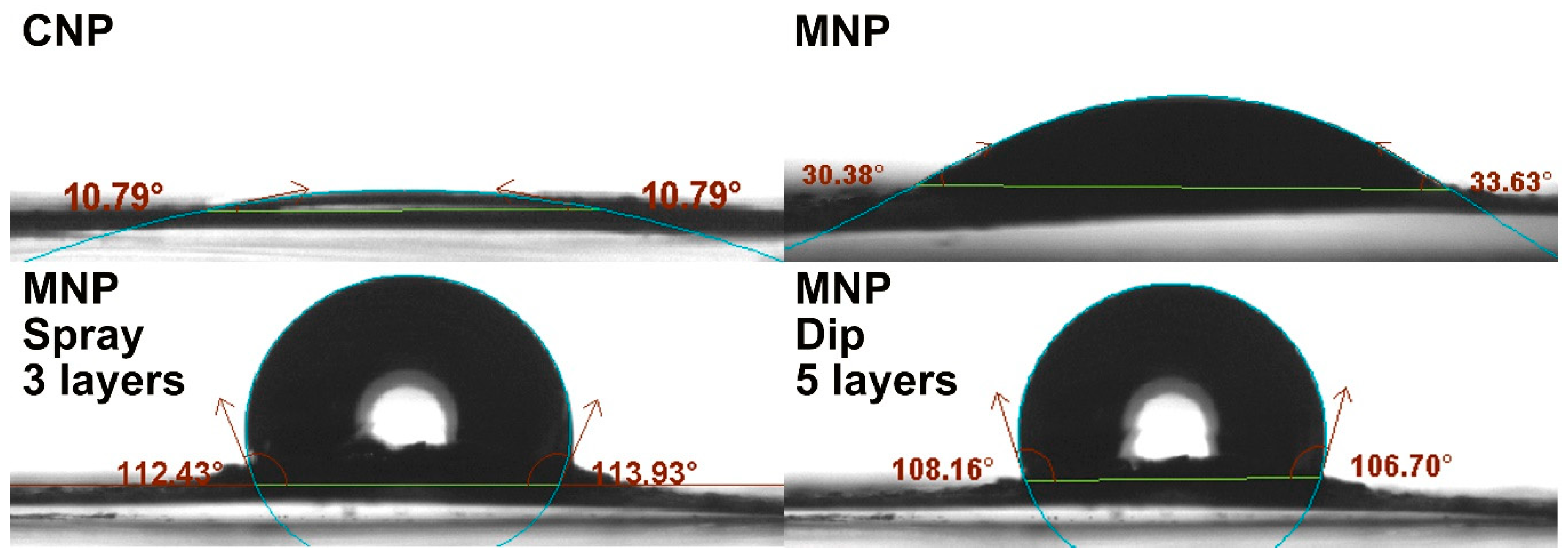
Coating of Nanopapers
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Roman, L.; Schuyler, Q.; Wilcox, C.; Hardesty, B.D. Plastic pollution is killing marine megafauna, but how do we prioritize policies to reduce mortality? Conserv. Lett. 2021, 14, e12781. [Google Scholar] [CrossRef]
- Barhoum, A.; Samyn, P.; Öhlund, T.; Dufresne, A. Review of recent research on flexible multifunctional nanopapers. Nanoscale 2017, 9, 15181–15205. [Google Scholar] [CrossRef] [PubMed]
- Ferreira, E.S.; Rezende, C.A.; Cranston, E.D. Fundamentals of cellulose lightweight materials: Bio-based assemblies with tailored properties. Green Chem. 2021, 23, 3542–3568. [Google Scholar] [CrossRef]
- Cunha, A.G.; Gandini, A. Turning polysaccharides into hydrophobic materials: A critical review. Part 1. Cellulose. Cellulose 2010, 17, 875–889. [Google Scholar] [CrossRef]
- Barron, A.; Sparks, T.D. Commercial Marine-Degradable Polymers for Flexible Packaging. iScience 2020, 23, 101353. [Google Scholar] [CrossRef]
- Qasim, U.; Osman, A.I.; Al-Muhtaseb, A.H.; Farrell, C.; Al-Abri, M.; Ali, M.; Vo, D.-V.N.; Jamil, F.; Rooney, D.W. Renewable cellulosic nanocomposites for food packaging to avoid fossil fuel plastic pollution: A review. Environ. Chem. Lett. 2021, 19, 613–641. [Google Scholar] [CrossRef]
- Saji, V.S. Wax-based artificial superhydrophobic surfaces and coatings. Colloids Surf. A Physicochem. Eng. Asp. 2020, 602, 125132. [Google Scholar] [CrossRef]
- Janesch, J.; Arminger, B.; Gindl-Altmutter, W.; Hansmann, C. Superhydrophobic coatings on wood made of plant oil and natural wax. Prog. Org. Coat. 2020, 148, 105891. [Google Scholar] [CrossRef]
- Gupta, S.; Ivvala, J.; Grewal, H.S. Development of natural wax based durable superhydrophobic coatings. Ind. Crops Prod. 2021, 171, 113871. [Google Scholar] [CrossRef]
- Forsman, N.; Lozhechnikova, A.; Khakalo, A.; Johansson, L.-S.; Vartiainen, J.; Österberg, M. Layer-by-layer assembled hydrophobic coatings for cellulose nanofibril films and textiles, made of polylysine and natural wax particles. Carbohydr. Polym. 2017, 173, 392–402. [Google Scholar] [CrossRef] [Green Version]
- Wang, T.; Zhao, Y. Fabrication of thermally and mechanically stable superhydrophobic coatings for cellulose-based substrates with natural and edible ingredients for food applications. Food Hydrocoll. 2021, 120, 106877. [Google Scholar] [CrossRef]
- Bosquez-Molina, E.; Guerrero-Legarreta, I.; Vernon-Carter, E.J. Moisture barrier properties and morphology of mesquite gum–candelilla wax based edible emulsion coatings. Food Res. Int. 2003, 36, 885–893. [Google Scholar] [CrossRef]
- Apicella, A.; Barbato, A.; Garofalo, E.; Incarnato, L.; Scarfato, P. Effect of PVOH/PLA + Wax Coatings on Physical and Functional Properties of Biodegradable Food Packaging Films. Polymers 2022, 14, 935. [Google Scholar] [CrossRef] [PubMed]
- Chung, D.; Lee, J.-H.; Lee, S.-Y.; Park, K.-W.; Shim, K.-Y. Efficacy of pine needles as bioindicators of air pollution in Incheon, South Korea. Atmos. Pollut. Res. 2021, 12, 101063. [Google Scholar] [CrossRef]
- Klánová, J.; Čupr, P.; Baráková, D.; Šeda, Z.; Anděl, P.; Holoubek, I. Can pine needles indicate trends in the air pollution levels at remote sites? Environ. Pollut. 2009, 157, 3248–3254. [Google Scholar] [CrossRef] [PubMed]
- Likus-Cieślik, J.; Socha, J.; Gruba, P.; Pietrzykowski, M. The current state of environmental pollution with sulfur dioxide (SO2) in Poland based on sulfur concentration in Scots pine needles. Environ. Pollut. 2020, 258, 113559. [Google Scholar] [CrossRef] [PubMed]
- Koutsaviti, A.; Toutoungy, S.; Saliba, R.; Loupassaki, S.; Tzakou, O.; Roussis, V.; Ioannou, E. Antioxidant Potential of Pine Needles: A Systematic Study on the Essential Oils and Extracts of 46 Species of the Genus Pinus. Foods 2021, 10, 142. [Google Scholar] [CrossRef]
- Guo, Y.; Huang, S.; Zhao, L.; Zhang, J.; Ji, C.; Ma, Q. Pine (Pinus massoniana Lamb.) Needle Extract Supplementation Improves Performance, Egg Quality, Serum Parameters, and the Gut Microbiome in Laying Hens. Front. Nutr. 2022, 9, 810462. [Google Scholar] [CrossRef]
- Reid, M.S.; Villalobos, M.; Cranston, E.D. Benchmarking Cellulose Nanocrystals: From the Laboratory to Industrial Production. Langmuir 2017, 33, 1583–1598. [Google Scholar] [CrossRef]
- Klemm, D.; Cranston, E.D.; Fischer, D.; Gama, M.; Kedzior, S.A.; Kralisch, D.; Kramer, F.; Kondo, T.; Lindström, T.; Nietzsche, S.; et al. Nanocellulose as a natural source for groundbreaking applications in materials science: Today’s state. Mater. Today 2018, 21, 720–748. [Google Scholar] [CrossRef] [Green Version]
- Bharimalla, A.K.; Deshmukh, S.P.; Patil, P.G.; Vigneshwaran, N. Energy Efficient Manufacturing of Nanocellulose by Chemo- and Bio-Mechanical Processes: A Review. World J. Nano Sci. Eng. 2015, 5, 204–212. [Google Scholar] [CrossRef] [Green Version]
- Ang, S.; Haritos, V.; Batchelor, W. Effect of refining and homogenization on nanocellulose fiber development, sheet strength and energy consumption. Cellulose 2019, 26, 4767–4786. [Google Scholar] [CrossRef]
- Mautner, A.; Lee, K.-Y.; Tammelin, T.; Mathew, A.P.; Nedoma, A.J.; Li, K.; Bismarck, A. Cellulose nanopapers as tight aqueous ultra-filtration membranes. React. Funct. Polym. 2015, 86, 209–214. [Google Scholar] [CrossRef]
- Hong, S.K.; Bae, S.; Jeon, H.; Kim, M.; Cho, S.J.; Lim, G. An underwater superoleophobic nanofibrous cellulosic membrane for oil/water separation with high separation flux and high chemical stability. Nanoscale 2018, 10, 3037–3045. [Google Scholar] [CrossRef] [Green Version]
- Trache, D.; Tarchoun, A.F.; Derradji, M.; Hamidon, T.S.; Masruchin, N.; Brosse, N.; Hussin, M.H. Nanocellulose: From Fundamentals to Advanced Applications. Front. Chem. 2020, 8, 392. [Google Scholar] [CrossRef]
- Huang, W. Chapter 5—Cellulose Nanopapers. In Nanopapers; Huang, W., Ed.; William Andrew Publishing: Norwich, NY, USA, 2018; pp. 121–173. [Google Scholar]
- Beluns, S.; Platnieks, O.; Gaidukovs, S.; Starkova, O.; Sabalina, A.; Grase, L.; Thakur, V.K.; Gaidukova, G. Lignin and Xylan as Interface Engineering Additives for Improved Environmental Durability of Sustainable Cellulose Nanopapers. Int. J. Mol. Sci. 2021, 22, 12939. [Google Scholar] [CrossRef]
- Bucio, A.; Moreno-Tovar, R.; Bucio, L.; Espinosa-Dávila, J.; Anguebes-Franceschi, F. Characterization of Beeswax, Candelilla Wax and Paraffin Wax for Coating Cheeses. Coatings 2021, 11, 261. [Google Scholar] [CrossRef]
- Ritter, B.; Schulte, J.; Schulte, E.; Thier, H.-P. Detection of coating waxes on apples by differential scanning calorimetry. Eur. Food Res. Technol. 2001, 212, 603–607. [Google Scholar] [CrossRef]
- Zhang, W.; Lu, P.; Qian, L.; Xiao, H. Fabrication of superhydrophobic paper surface via wax mixture coating. Chem. Eng. J. 2014, 250, 431–436. [Google Scholar] [CrossRef]
- Cisneros-Zevallos, L.; Krochta, J.M. Dependence of Coating Thickness on Viscosity of Coating Solution Applied to Fruits and Vegetables by Dipping Method. J. Food Sci. 2003, 68, 503–510. [Google Scholar] [CrossRef]
- Wu, X.; Wyman, I.; Zhang, G.; Lin, J.; Liu, Z.; Wang, Y.; Hu, H. Preparation of superamphiphobic polymer-based coatings via spray- and dip-coating strategies. Prog. Org. Coat. 2016, 90, 463–471. [Google Scholar] [CrossRef]
- AlRatrout, A.; Blunt, M.J.; Bijeljic, B. Wettability in complex porous materials, the mixed-wet state, and its relationship to surface roughness. Proc. Natl. Acad. Sci. USA 2018, 115, 8901–8906. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhao, X.-Q.; Wahid, F.; Cui, J.-X.; Wang, Y.-Y.; Zhong, C. Cellulose-based special wetting materials for oil/water separation: A review. Int. J. Biol. Macromol. 2021, 185, 890–906. [Google Scholar] [CrossRef] [PubMed]
- Tanner, N.; Lichtenberg-Kraag, B. Identification and Quantification of Single and Multi-Adulteration of Beeswax by FTIR-ATR Spectroscopy. Eur. J. Lipid Sci. Technol. 2019, 121, 1900245. [Google Scholar] [CrossRef]
- Sanchez, R.; Espinosa, E.; Dominguez-Robles, J.; Loaiza, J.M.; Rodriguez, A. Isolation and characterization of lignocellulose nanofibers from different wheat straw pulps. Int. J. Biol. Macromol. 2016, 92, 1025–1033. [Google Scholar] [CrossRef] [PubMed]
- Guo, X.; Liu, L.; Wu, J.; Fan, J.; Wu, Y. Qualitatively and quantitatively characterizing water adsorption of a cellulose nanofiber film using micro-FTIR spectroscopy. RSC Adv. 2018, 8, 4214–4220. [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
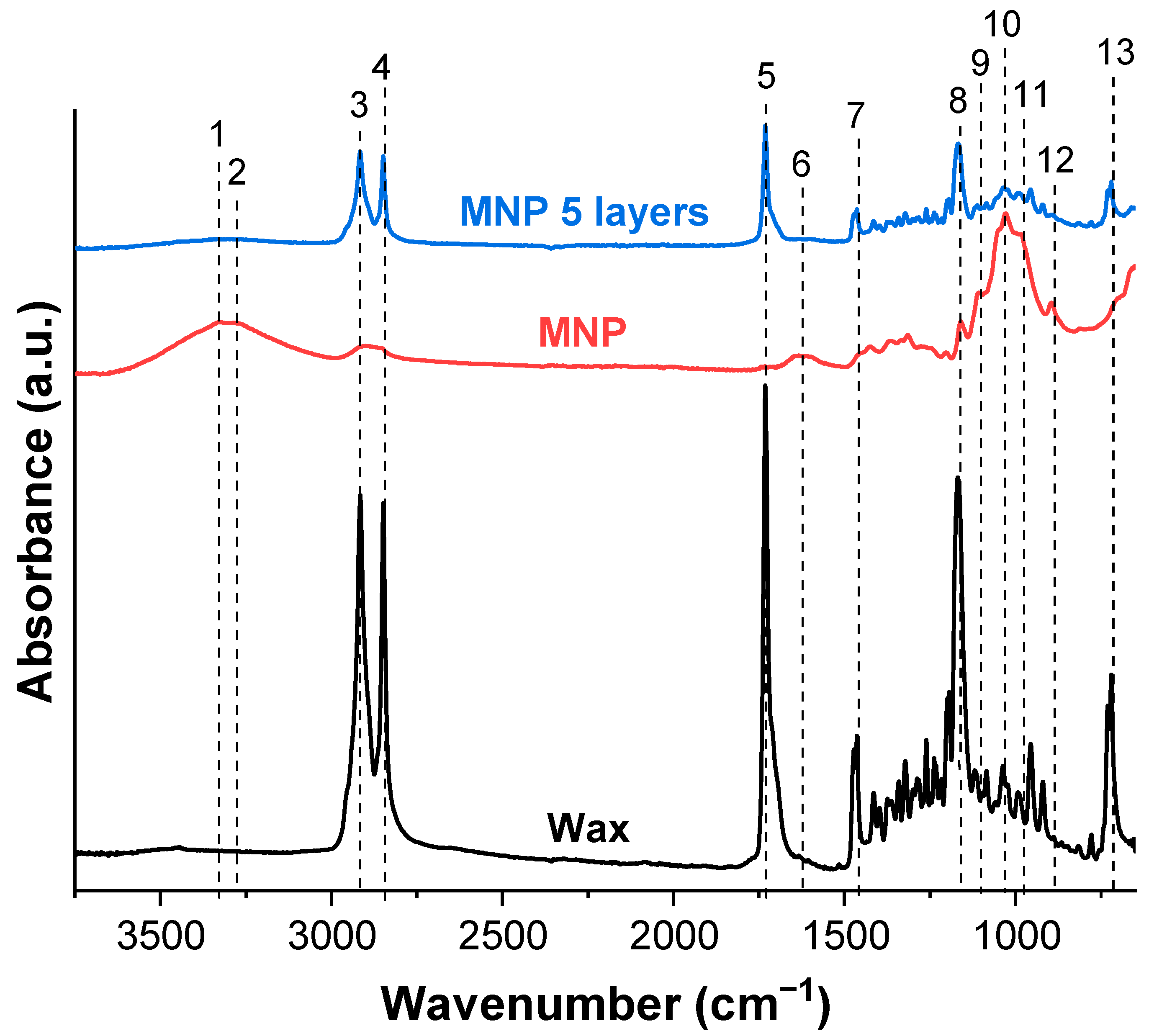
| Band | Wavenumber (cm−1) | Assignment | Reference |
|---|---|---|---|
| 1 | 3325 | Intramolecular hydrogen bonding of -OH group | [27] |
| 2 | 3276 | Intermolecular hydrogen bonding of -OH group | [27] |
| 3; 4 | 2915, 2849 | CH2 and C-H symmetrical and asymmetrical stretching | [27,28,35] |
| 5 | 1731 | C=O stretching vibrations of the monoester | [28,35] |
| 6 | 1600–1640 | -OH bending of absorbed water or C=O stretching in the cellulose carboxyl group | [36,37] |
| 7 | 1472; 1464 | C–H (CH2) bending, scissoring, and rocking vibrations | [28,35] |
| 8 | 1168; 1160 | C=O stretching vibrations of the monoester; C-H bending vibrations of the monoesters; C-O-C asymmetric bridge of cellulose | [27,28,35] |
| 9; 10 | 1110, 1055, 1030 | C-O stretching | [27,28,35] |
| 11 | 976 | C-O stretching in xylan | [27] |
| 12 | 895 | β-linkage of cellulose | [27] |
| 13 | 700–720 | CH2 rocking | [27,28,35] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Beluns, S.; Platnieks, O.; Sevcenko, J.; Jure, M.; Gaidukova, G.; Grase, L.; Gaidukovs, S. Sustainable Wax Coatings Made from Pine Needle Extraction Waste for Nanopaper Hydrophobization. Membranes 2022, 12, 537. https://doi.org/10.3390/membranes12050537
Beluns S, Platnieks O, Sevcenko J, Jure M, Gaidukova G, Grase L, Gaidukovs S. Sustainable Wax Coatings Made from Pine Needle Extraction Waste for Nanopaper Hydrophobization. Membranes. 2022; 12(5):537. https://doi.org/10.3390/membranes12050537
Chicago/Turabian StyleBeluns, Sergejs, Oskars Platnieks, Jekaterina Sevcenko, Mara Jure, Gerda Gaidukova, Liga Grase, and Sergejs Gaidukovs. 2022. "Sustainable Wax Coatings Made from Pine Needle Extraction Waste for Nanopaper Hydrophobization" Membranes 12, no. 5: 537. https://doi.org/10.3390/membranes12050537