Review of the CdCl2 Treatment Used in CdS/CdTe Thin Film Solar Cell Development and New Evidence towards Improved Understanding

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Summary of Reported Results
2.1. Recrystallisation and Grain Growth
2.2. Interactions at CdS/CdTe Interface
2.3. Increase in Surface Roughness
2.4. Enhancement of Lifetime of Charge Carriers
2.5. Change of Electrical Conductivity and Doping Concentration
2.6. Passivation of Grain Boundaries
2.7. Defects in CdS and CdTe Layers
2.8. Interface Morphology
2.9. Te Precipitation in CdTe
2.10. Impurity Incorporation in Devices via CdCl2
3. Relevant Key Observations
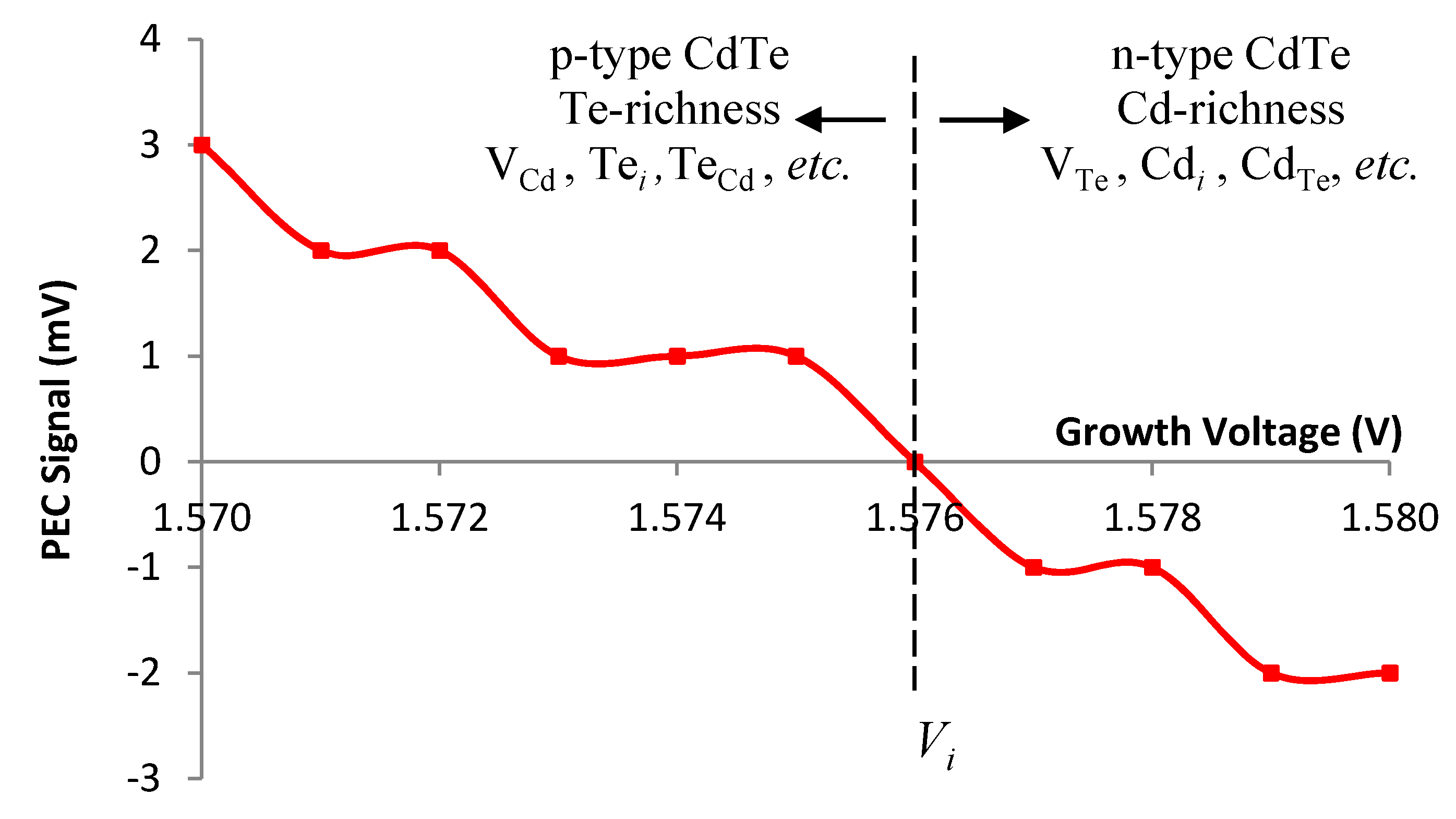
3.1. Ease of Growing Both n-Type and p-Type CdTe

3.2. p-Type Doping by Chlorine Complexes

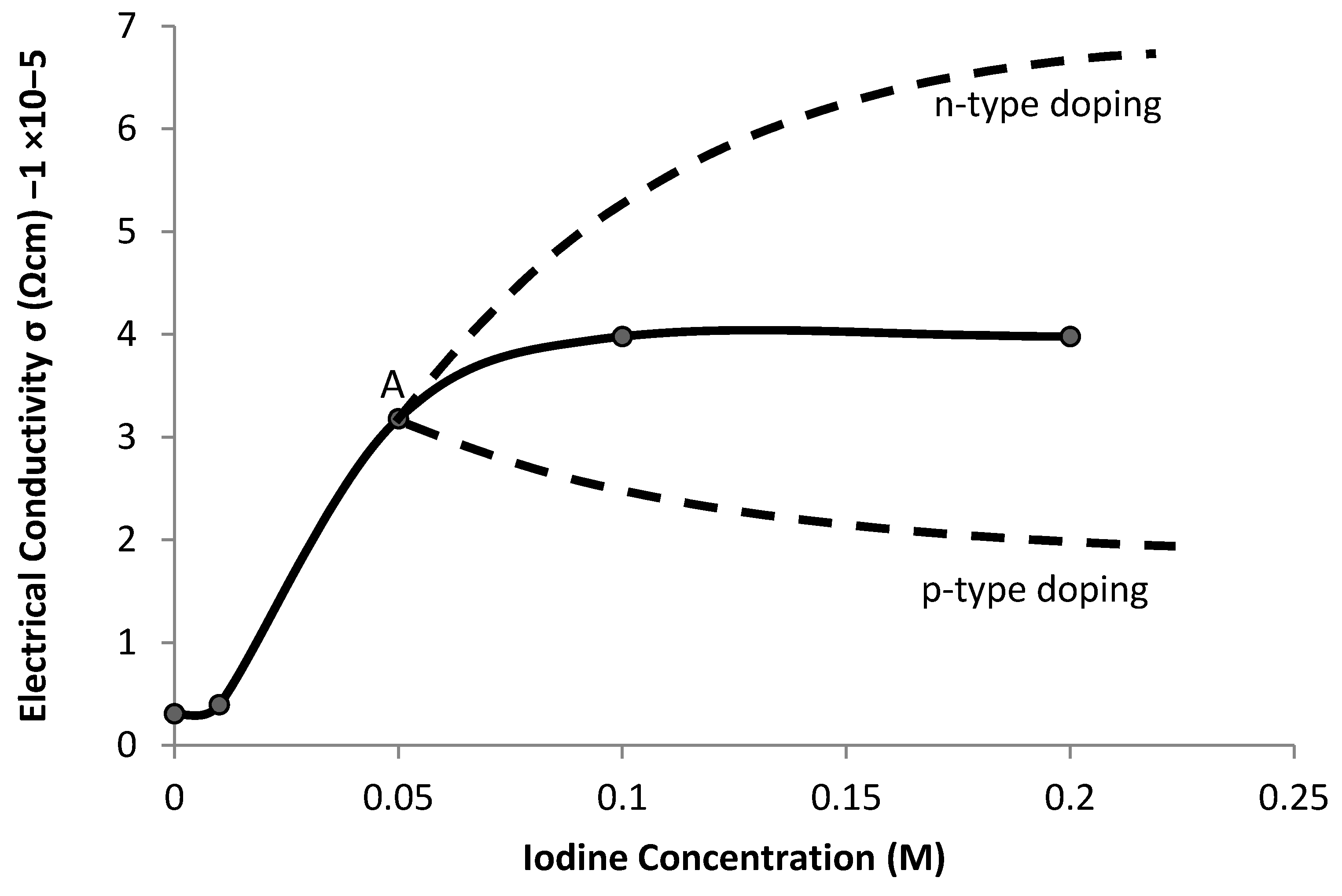
3.3. Variation of Electrical Conductivity

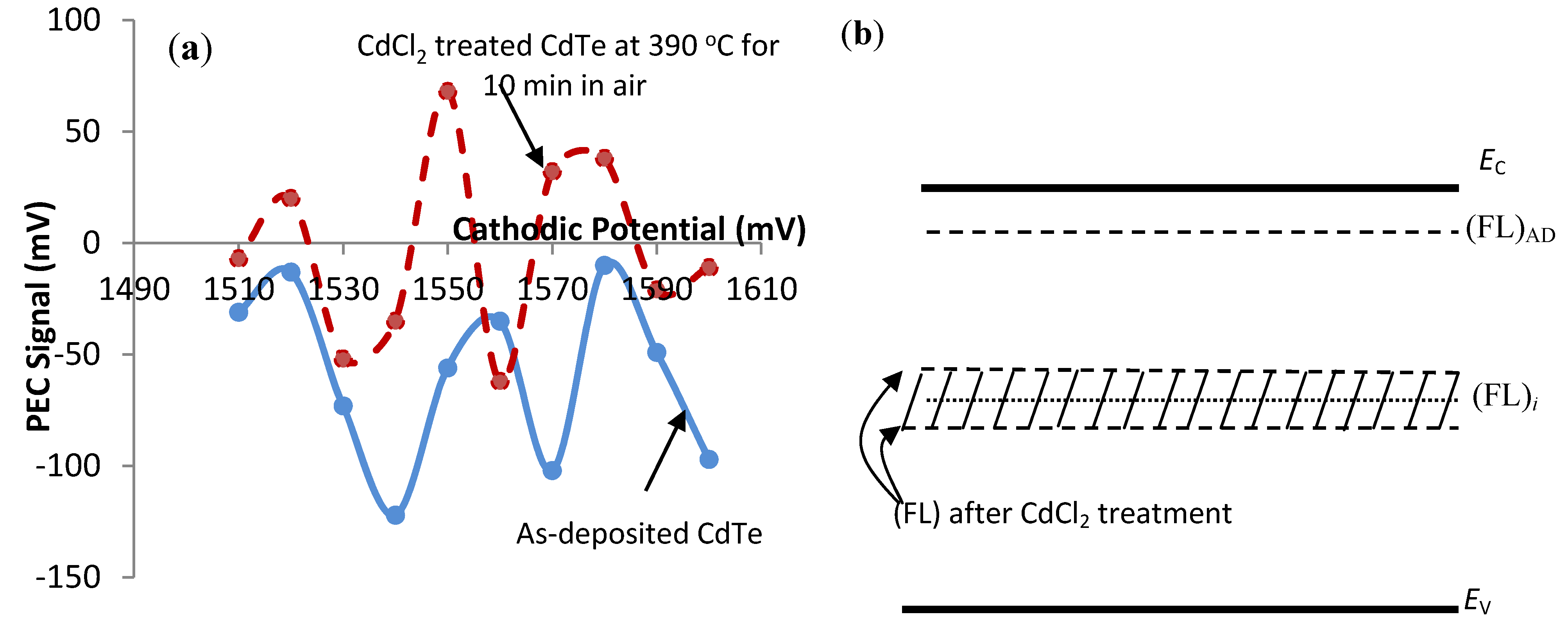
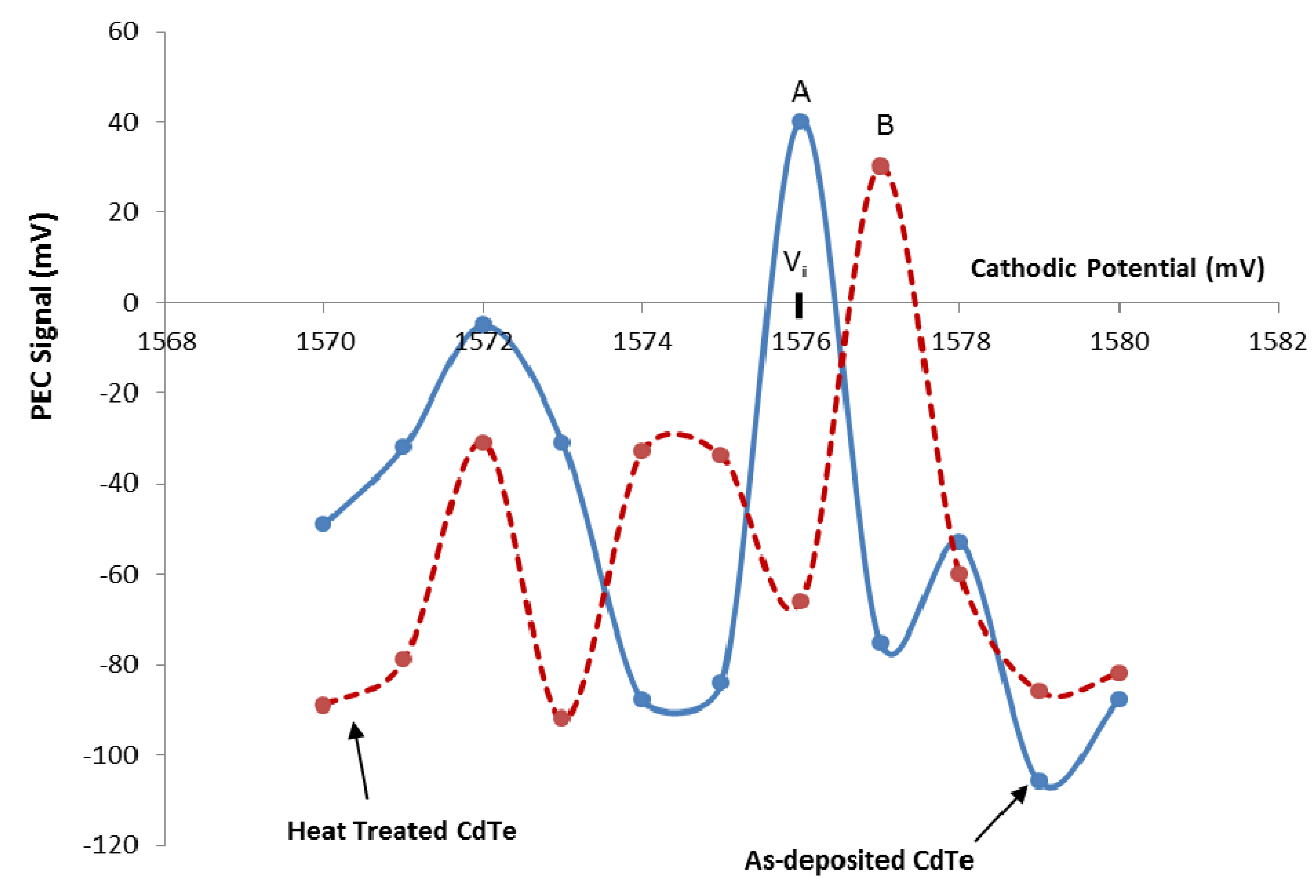
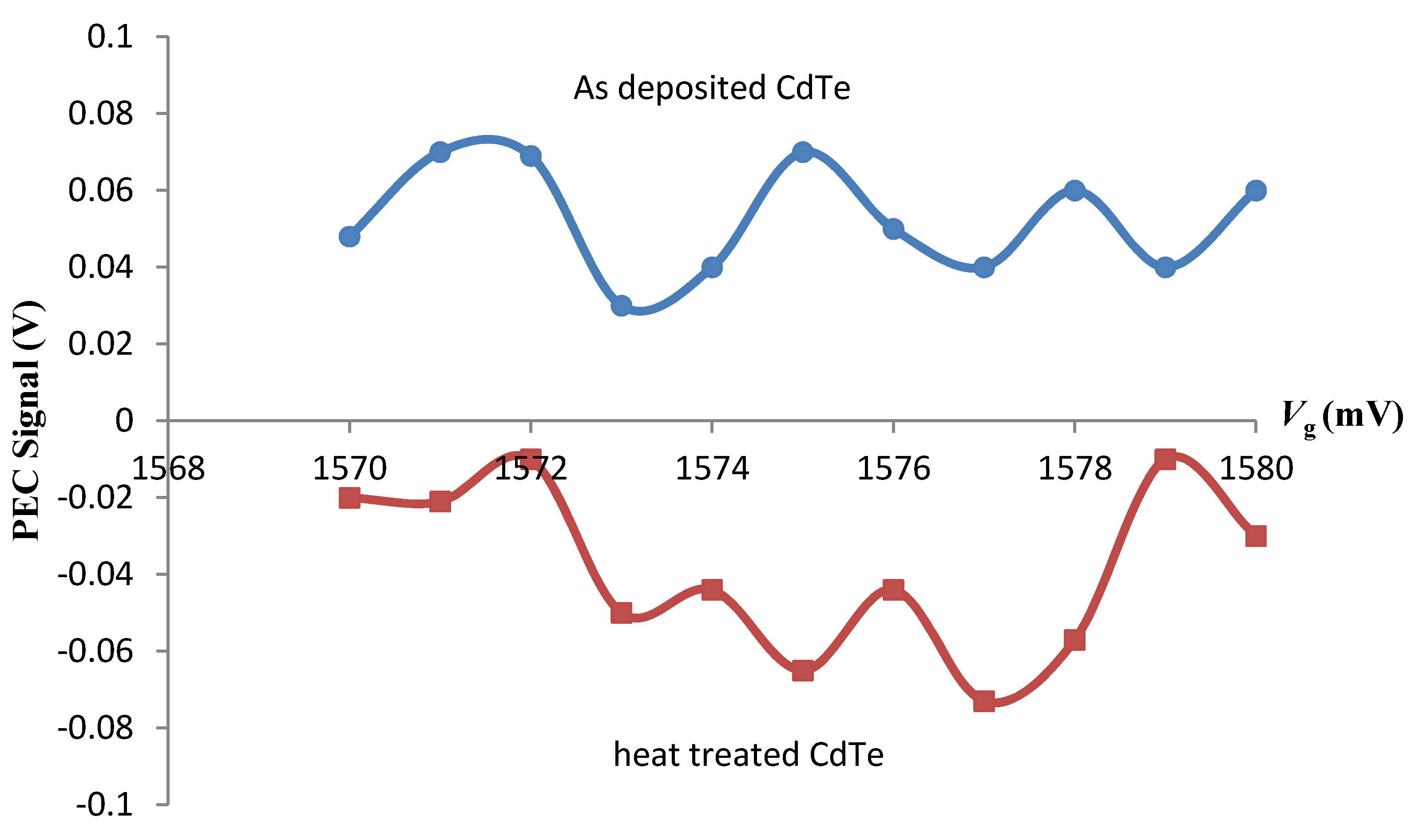
3.4. Photoelectrochemical (PEC) Cell Studies



3.5. Columnar Growth of CdS and CdTe

4. Critical Discussion of Reported and New Results
4.1. Grain Growth
4.2. Effects of Oxygen and Cd
4.3. Interactions at CdS/CdTe Interface
4.4. Surface Roughness
4.5. Lifetime of Charge Carriers
4.6. Doping Concentrations
4.7. Preventing Device Leakage
4.8. Dealing with n- and p-Type CdTe
5. Toxicity and Availability of Cd and Te Elements
6. Concluding Remarks and Further Studies Required
6.1. Phase Transition Observed in CdTe Layer
6.2. Conductivity Type of CdTe before Fabricating Devices
6.3. Effects of Oxygen and Cd
6.4. Changing of Doping Concentration
6.5. Defects in CdS and CdTe
6.6. Microscopic Current Collection
Acknowledgments
Conflicts of Interest
References
- Wesoff, E. First Solar on the Future of Photovoltaics: Part 2. In order to thrive, First Solar must deploy 65 GW of photovoltaic panels over the next decade. Available online: http://www.greentechmedia.com/articles/read/First-Solar-on-the-Future-of-Photovoltaics-Part-2/ (accessed on 20 March 2014).
- Dharmadasa, I.M.; Samantilleke, A.P.; Young, J.; Chaure, N.B. New ways of developing glass/conducting glass/CdS/CdTe/metal thin-film solar cells based on a new model. Semicond. Sci. Technol. 2002, 17, 1238–1248. [Google Scholar] [CrossRef]
- Green, M.A.; Emery, K.; Hishikawa, Y.; Warta, W.; Dunlop, E.D. Solar cell efficiency tables (version 42). Prog. Photovolt. Res. Appl. 2013, 21, 827–837. [Google Scholar]
- First Solar CdTe 18.7% Efficient Cell Breaks Record. Compound Semiconductor Website. Available online: http://www.compoundsemiconductor.net/csc/news-details/id/19736074/name/First-Solar-CdTe-18.7-efficient-cell-breaks-recor.html (accessed on 20 March 2014).
- First Solar Sets World Record for CdTe Solar Cell Efficiency. First Solar Website. Available online: http://investor.firstsolar.com/releasedetail.cfm?ReleaseID=828273 (accessed on 20 March 2014).
- First solar sets CdTe module efficiency world record, launches series 3 black module. Available online: http://investor.firstsolar.com/releasedetail.cfm?releaseid=755244 (accessed on 5 June 2013).
- Nakayama, N.; Matsumoto, H.; Yamaguchi, K.; Ikagami, S.; Hioki, Y. Ceramic thin film CdTe solar cell. Jan. J. Appl. Phys. 1976, 15, 2281–2282. [Google Scholar] [CrossRef]
- Fritsche, J.; Gunst, S.; Golusda, E.; Lejard, M.C.; Thißen, A.; Mayer, T.; Klein, A.; Wendt, R.; Gegenwart, R.; Bonnet, D.; et al. Surface analysis of CdTe thin film solar cells. Thin Solid Films 2001, 387, 161–164. [Google Scholar] [CrossRef]
- Razykov, T.M.; Ferekides, C.S.; Morel, D.; Stefanakos, E.; Ullal, H.S.; Upadhyaya, H.M. Solar photovoltaic electricity: Current status and future prospects. Solar Energy 2011, 85, 1580–1608. [Google Scholar] [CrossRef]
- McCandless, B.E.; Birkmire, R.W. Analysis of post deposition processing for CdTe/CdS thin film solar cells. Solar Cells 1991, 31, 527–535. [Google Scholar] [CrossRef]
- Caraman, I.; Vatavu, S.; Rasu, G.; Gaşin, P. The luminescence of CdS and CdTe thin films, components of photovoltaic cells. Chalcogenide Lett. 2006, 3, 1–7. [Google Scholar]
- Romeo, N.; Bosio, A.; Tedeschi, R.; Romeo, A.; Canevari, V. A highly efficient and stable CdTe/CdS thin film solar cell. Solar Energy Mater. Solar Cells 1999, 58, 209–218. [Google Scholar] [CrossRef]
- Metzger, W.K.; Albin, D.; Romero, M.J.; Dippo, P.; Young, M. CdCl2 treatment, S diffusion, and recombination in polycrystalline CdTe. J. Appl. Phys. 2006, 90. [Google Scholar] [CrossRef]
- Jahn, U.; Okamoto, T.; Yamada, A.; Konagai, M. Doping and intermixing in CdS/CdTe solar cells fabricated under different conditions. J. Appl. Phys. 2001, 90, 2553–2558. [Google Scholar] [CrossRef]
- Komin, V.; Tetali, B.; Viswanathan, V.; Yu, S.; Morel, D.L.; Ferekides, C.S. The effect of the CdCl2 treatment on CdTe/CdS thin film solar cells studied using deep level transient spectroscopy. Thin Solid Films 2003, 431–432, 143–147. [Google Scholar]
- Compann, A.; Bhat, A. Laser-driven physical vapor deposition for thin-film CdTe solar cells. Int. J. Sol. Energy 1992, 12, 155–169. [Google Scholar] [CrossRef]
- Potter, M.D.G.; Halliday, D.P.; Cousin, M.; Durose, K. A study of the effects of varying cadmium chloride treatment on the luminescent properties of CdTe/CdS thin film solar cells. Thin Solid Films 2000, 361–362, 248–252. [Google Scholar]
- Romeo, A.; Bätzner, D.L.; Zogg, H.; Tiwari, A.N. Recrystallization in CdTe/CdS. Thin Solid Films 2000, 361–362, 420–425. [Google Scholar]
- Cunningham, D.; Rubcich, M.; Skinner, D. Cadmium telluride PV module manufacturing at BP Solar. Prog. Photovolt. 2002, 10, 159–168. [Google Scholar] [CrossRef]
- Mazzamuto, S.; Vailant, L.; Bosio, A.; Romeo, N.; Armani, N.; Salviati, G. A study of the CdTe treatment with a Freon gas such as CHF2Cl. Thin Solid Films 2008, 16, 7079–7083. [Google Scholar]
- Peter, L.M.; Wang, R.L. Channel flow cell electrodeposition of CdTe for solar cells. Electrochem. Commun. 1999, 1, 554–558. [Google Scholar] [CrossRef]
- Moutinho, H.R.; Al-Jassim, M.M.; Abufoltuh, F.A.; Levi, D.H.; Dippo, P.C.; Dhere, R.G.; Kazmerski, L.L. Studies of recrystallization of CdTe thin films after CdCl2 treatment [Solar cells]. In Proceedings of 26th IEEE Photovoltaic Specialists Conference (PVSC), Anaheim, CA, USA, 29 September–3 October 1997; pp. 431–434.
- Rami, M.; Benamar, E.; Fahoume, M.; Chraibi, F.; Ennaoui, A.M.J. Effect of heat-treatment with CdCl2 on the electrodeposited CdTe/CdS heterojunction. Condens. Matter. 2000, 3, 66–70. [Google Scholar]
- Paulson, P.D.; Dutta, V. Study of in situ CdCl2 treatment on CSS deposited CdTe films and CdS/CdTe solar cells. Thin Solid Films 2000, 370, 299–306. [Google Scholar] [CrossRef]
- Diso, D.G. Research and development of CdTe based thin film PV solar cells. Ph.D. Thesis, Sheffield Hallam University, Sheffield, UK, October 2011. [Google Scholar]
- Schaffner, J.; Motzko, M.; Tueschen, A.; Swirschuk, A.; Schimper, H.-J.; Klein, A.; Modes, T.; Zywitzki, O.; Jaegermann, W. 12% efficient CdTe/CdS thin film solar cells deposited by low-temperature close space sublimation. J. Appl. Phys. 2011, 110, 064508:1–064508:6. [Google Scholar]
- Lee, J. Effects of heat treatment of vacuum evaporated CdCl2 layer on the properties of CdS/CdTe solar cells. Curr. Appl. Phys. 2011, 11, S103–S108. [Google Scholar] [CrossRef]
- Kim, M.; Sohn, S.H.; Lee, S.H. Reaction kinetics study of CdTe thin films during CdCl2 heat treatment. Solar Energy Mater. Solar Cells 2011, 95, 2295–2301. [Google Scholar]
- Chu, T.L.; Chu, S.S. Thin film II–VI photovoltaics. Solid State Electron. 1995, 38, 533–549. [Google Scholar] [CrossRef]
- Bayhan, H.; ErÇelebi, C. Effects of post deposition treatments on vacuum evaporated CdTe thin films and CdS/CdTe heterojunction devices. Tr. J. Phys. 1998, 22, 441–451. [Google Scholar]
- Chaure, N.B.; Samantilleke, A.P.; Dharmadasa, I.M. The effects of inclusion of iodine in CdTe thin films on material properties and solar cell performance. Solar Energy Mater. Solar Cells 2003, 77, 303–317. [Google Scholar]
- De Nobel, D. Phase equilibria and semiconducting properties of cadmium telluride. Philips Res. Rep. 1959, 14, 361–399. [Google Scholar]
- Semiconductors and Semimetals, Vol. 13 (Cadmium Telluride); Zanio, K. (Ed.) Academic Press: New York, NY, USA, 1978.
- Dharmadasa, I.M.; Diso, D.G.; Echendu, O.K.; Salim, H.I.; Abdul Manaf, N.A.; Dergachevaa, M.B.; Mita, K.A.; Urazov, K.A. Thin film photovoltaic solar cells with nano- and micro-rod type II-VI semiconducting materials grown by electroplating. In Proceedings of the 9th Photovoltaic Science, Applications and Technology Conference C95, Swansea, UK, 10–12 April 2013; pp. 79–82.
- Dharmadasa, I.M.; Diso, D.G.; Echendu, O.K.; Salim, H.I.; Abdul Manaf, N.A.; Dergacheva, M.B.; Mit, K.A.; Urazov, K.A. Next generation solar cells using graded bandgap structures utilising nano- and micro-rod type semiconductors. In Proceedings of the 2nd International Conference on Solar Energy Materials, Solar Cells and Solar Energy Applications (SOLAR ASIA), Kuala Lumpur, Malaysia, 22–24 August 2013; pp. 17–22.
- Rios-Flores, A.; Pena, J.L.; Castro-Pena, V.; Ares, O.; Castro-Rodriguez, R.; Bosio, A. A study of vapor CdCl2 treatment by CSS in CdS/CdTe solar cells. Solar Energy 2010, 84, 1020–1026. [Google Scholar]
- Dharmadasa, I.M. Advances in Thin Film Solar Cells; Pan Stanford Publishing Pte. Ltd.: Temasek Boulevard, Singapore, 2013. [Google Scholar]
- Mathew, X. Photo-induced current transient spectroscopic study of the traps in CdTe. Solar Energy Mater. Solar Cells 2003, 76, 225–242. [Google Scholar] [CrossRef]
- Marfaing, Y. Impurity doping and compensation mechanisms in CdTe. Thin Solid Films 2001, 387, 123–128. [Google Scholar] [CrossRef]
- Ayoub, M.; Hage-Ali, M.; Zumbiehl, A.; Regal, R.; Koebel, J.M.; Rit, C.; Fougères, P.; Siffert, P. Study of the resistivity mapping in CdTe:Cl-correlation with annealing and Te-precipitates. IEEE Trans. Nucl. Sci. 2002, 49, 1954–1959. [Google Scholar] [CrossRef]
- Bugár, M.; Belas, E.; Grill, R.; Procházka, J.; Uxa, S.; Hlidek, P.; Franc, J.; Fesh, R.; Höschl, P. Inclusions elimination and resistivity restoration of CdTe:Cl crystals by two-step annealing. IEEE Trans. Nucl. Sci. 2011, 58, 1942–1948. [Google Scholar]
- Ayoub, M.; Hage-Ali, M.; Koebel, J.M.; Zumbiehl, A.; Klotz, F.; Rit, C.; Regal, R.; Fougères, P.; Siffert, P. Annealing effects on defect levels of CdTe:Cl materials and the uniformity of the electrical properties. IEEE Trans. Nucl. Sci. 2003, 50, 229–237. [Google Scholar] [CrossRef]
- Emziane, M.; Durose, K.; Romeo, N.; Bosio, A.; Halliday, D.P. Effect of CdCl2 activation on the impurity distribution in CdTe/CdS solar cell structures. Thin Solid Films 2005, 480–481, 377–381. [Google Scholar]
- Emziane, M.; Ottley, C.J.; Durose, K.; Halliday, D.P. Impurity analysis of CdCl2 used for thermal activation of CdTe-based solar cells. J. Phys. D 2004, 37, 2962–2965. [Google Scholar] [CrossRef]
- Kampmann, A.; Cowache, P.; Vedel, J.; Lincot, D. Investigation of the influence of the electrodeposition potential on the optical, photoelectrochemical and structural properties of as-deposited CdTe. J. Electroanal. Chem. 1995, 387, 53–64. [Google Scholar] [CrossRef]
- Ferekides, C.S.; Marinskiy, D.; Viswanathan, V.; Tetali, B.; Palekis, V.; Selvaraj, P.; Morel, D.L. High efficiency CSS CdTe solar cells. Thin Solid Films 2000, 361–362, 520–526. [Google Scholar]
- Tran, T.K.; Tomm, J.W.; Giles, N.C.; Wagner, B.K.; Parikh, A.; Summers, C.J. Strong room temperature excitonic resonance in CdTe:I. J. Cryst. Growth 1996, 159, 368–371. [Google Scholar] [CrossRef]
- Shah, N.A.; Ali, A.; Hussain, S.; Maqsood, A. CdCl2-treated CdTe thin films deposited by the close space sublimation technique. J. Coat. Technol. Res. 2010, 7, 105–110. [Google Scholar] [CrossRef]
- Schulmeyer, T.; Fritsche, J.; Thißen, A.; Klein, A.; Jaegermann, W.; Campo, M.; Beier, J. Effect of in situ UHV CdCl2-activation on the electronic properties of CdTe thin film solar cells. Thin Solid Films 2003, 431–432, 84–89. [Google Scholar]
- Mayers, P.V. Design of a thin film CdTe solar cell. Solar Cells 1988, 23, 59–67. [Google Scholar] [CrossRef]
- Yang, S.-Y.; Chou, J.-C.; Ueng, H.-Y. Influence of electrodeposition potential and heat treatment on structural properties of CdTe films. Thin Solid Films 2010, 518, 4197–4202. [Google Scholar] [CrossRef]
- Chen, F.; Qiu, W.; Chen, X.; Yang, L.; Jiang, X.; Wang, M.; Chen, H. Large-scale fabrication of CdS nanorod arrays on transparent conductive substrates from aqueous solutions. Solar Energy 2011, 85, 2122–2129. [Google Scholar] [CrossRef]
- Echendu, O.K.; Fauzi, F.; Weerasinghe, A.R.; Dharmadasa, I.M. High short-circuit current density CdTe solar cells using all-electrodeposited semiconductors. Thin Solid Films 2014, 556, 529–534. [Google Scholar] [CrossRef]
- Margaritondo, G.; Franciosi, A. Synchrotron radiation photoemission spectroscopy of semiconductor surfaces and interfaces. Ann. Rev. Mater. Sci. 1984, 14, 67–93. [Google Scholar] [CrossRef]
- Das, S.K.; Morris, G.C. Preparation and properties of electrodeposited indium tin oxide/SnO2/CdTe and indium tin oxide/SnO2/CdS/CdTe solar cells. J. Appl. Phys. 1993, 73. [Google Scholar] [CrossRef]
- Sze, S.M. Physics of Semeconductor Devices, 2nd ed.; John Wiley & Sons: New York, NY, USA, 1981. [Google Scholar]
- Potlag, T.; Ghimpu, L.; Gashin, P.; Pudov, A.; Nagle, T.; Sites, J. Influence of annealing in different chlorides on the photovoltaic parameters of CdTe/CdS solar cells. Solar Energy Mat. Solar Cells 2003, 80, 327–334. [Google Scholar] [CrossRef]
- Dhere, R.G.; Bonnet-Eymard, M.; Charlet, E.; Peter, E.; Ducnow, J.N.; Li, J.V.; Kuciauska, D.; Gessert, T.A. CdTe solar cell with industrial Al:ZnO on soda-lime glass. Thin Solid Fims 2011, 519, 7142–7145. [Google Scholar] [CrossRef]
- Britt, J.; Ferekides, C. Thin-film CdS/CdTe solar cell with 15.8% efficiency. Appl. Phys. Lett. 1993, 62. [Google Scholar] [CrossRef]
- Woodcock, J.M.; Turner, A.K.; Ozsan, M.E.; Summers, J.G. Thin film solar cells based on electrodeposited CdTe. In Conference Record of the Twenty Second IEEE Photovoltaic Specialists Conference-1991, (Cat. No.91CH2953-8), Las Vegas, NV, USA, 7–11 October 1991.
- World Cadmium Producing Countries. World Map Website. Available online: http://www.mapsofworld.com/minerals/world-cadmium-producers.html (accessed on 15 April 2014).
- Zweibel, K. The impact of tellurium supply on cadmium telluride photovoltaics. Science 2010, 328. [Google Scholar] [CrossRef]
- Mataré, H.F. Enhanced carrier collection at grain-boundary barriers in solar cells made from large grain polycrystalline material. Solid State Electron. 1978, 22, 651–658. [Google Scholar] [CrossRef]
© 2014 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Dharmadasa, I.M. Review of the CdCl2 Treatment Used in CdS/CdTe Thin Film Solar Cell Development and New Evidence towards Improved Understanding. Coatings 2014, 4, 282-307. https://doi.org/10.3390/coatings4020282
Dharmadasa IM. Review of the CdCl2 Treatment Used in CdS/CdTe Thin Film Solar Cell Development and New Evidence towards Improved Understanding. Coatings. 2014; 4(2):282-307. https://doi.org/10.3390/coatings4020282
Chicago/Turabian StyleDharmadasa, I. M. 2014. "Review of the CdCl2 Treatment Used in CdS/CdTe Thin Film Solar Cell Development and New Evidence towards Improved Understanding" Coatings 4, no. 2: 282-307. https://doi.org/10.3390/coatings4020282