The Potential of Functionalized Ceramic Particles in Coatings for Improved Scratch Resistance

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
3. Results
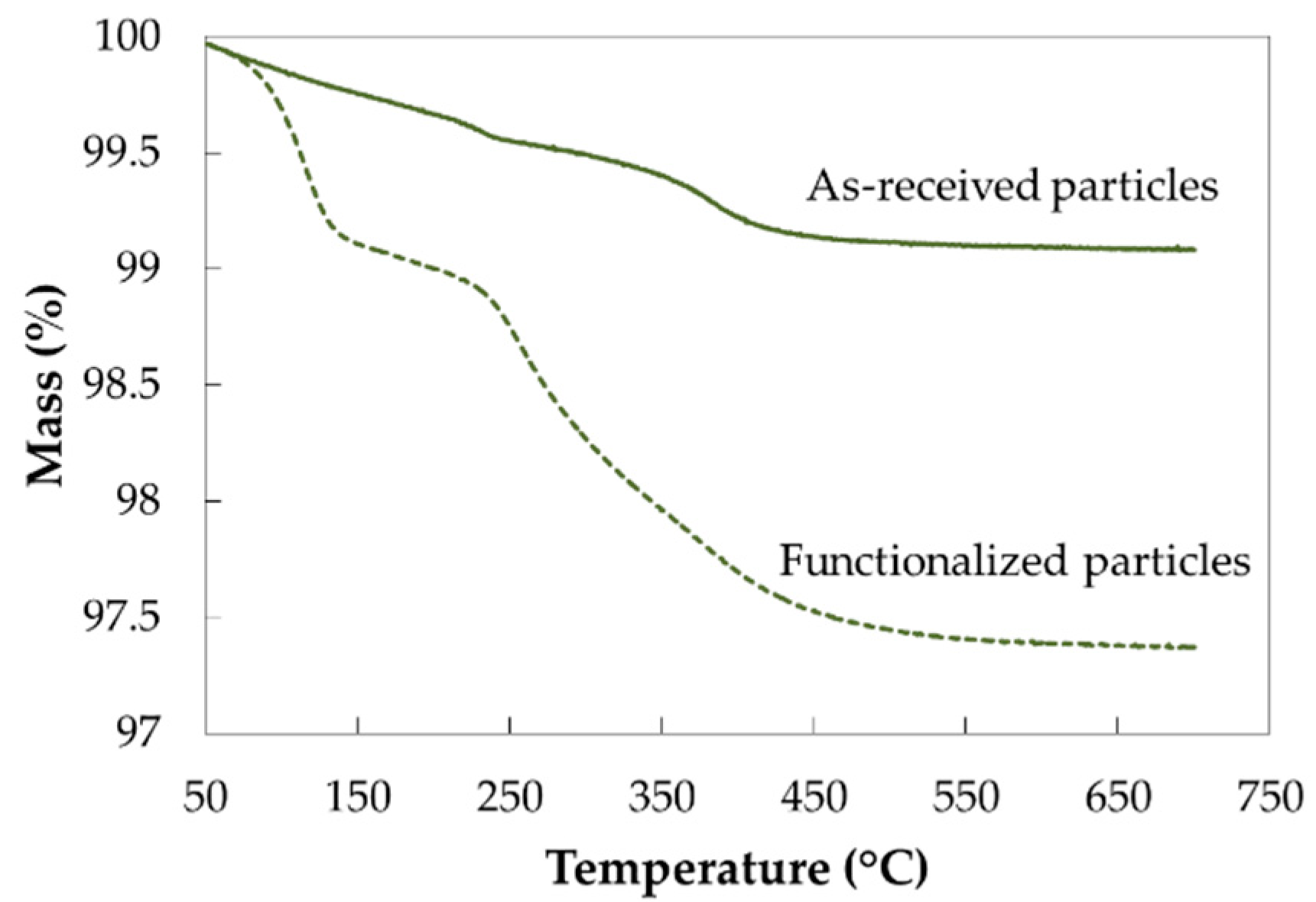
3.1. Thermogravimetric Analysis of Functionalized Alumina
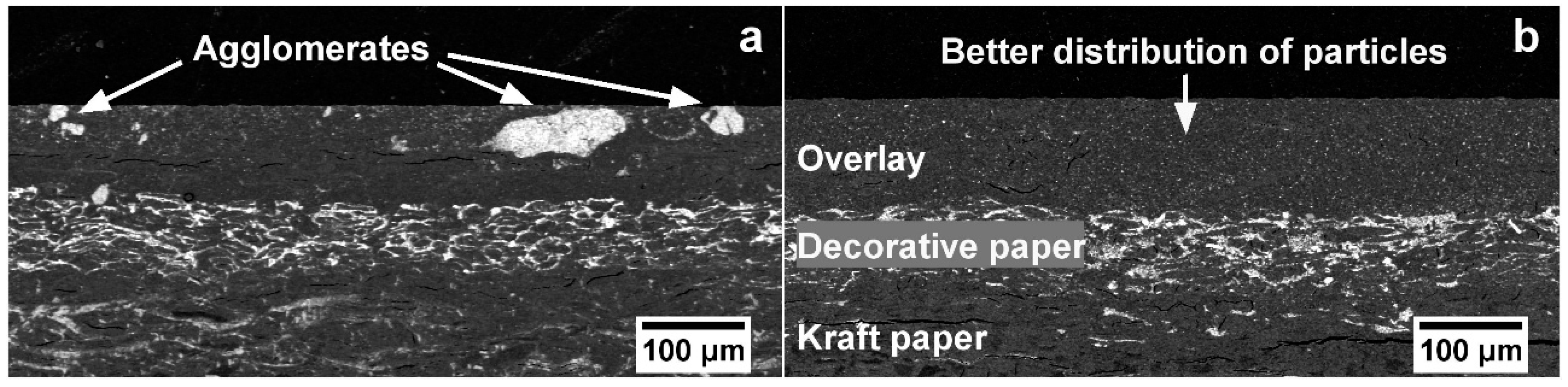
3.2. Cross-Sectional Analysis of the Laminates
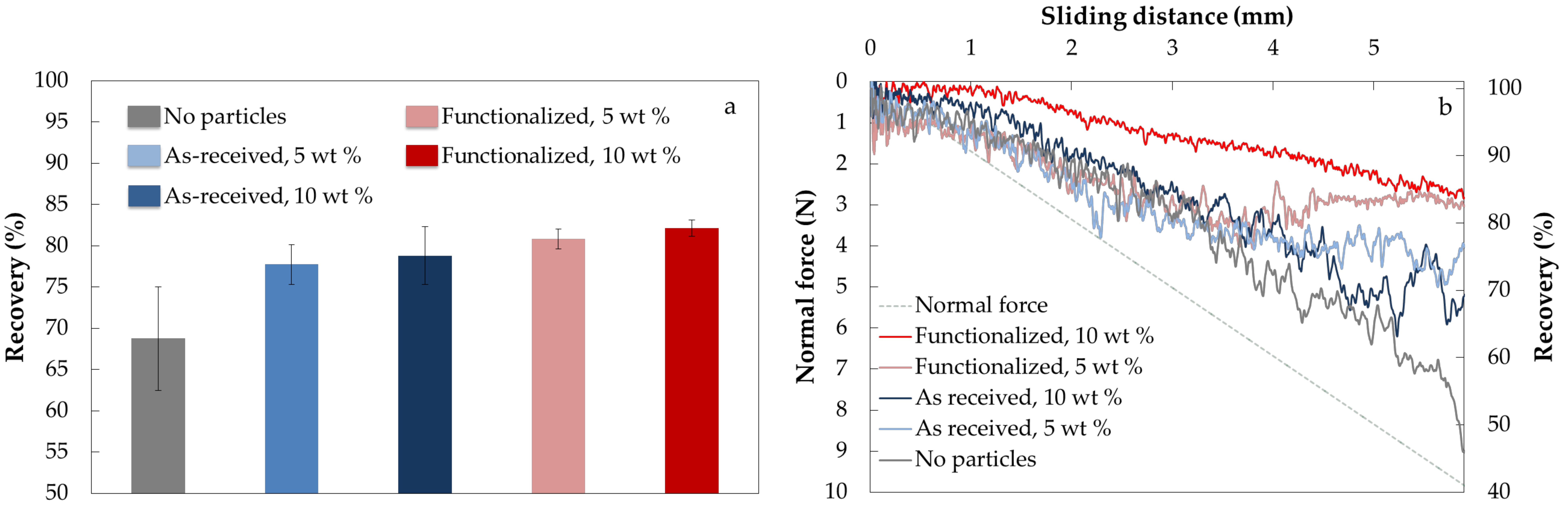
3.3. Scratch Resistance Measured in Accordance with Standard NS-EN 438-2
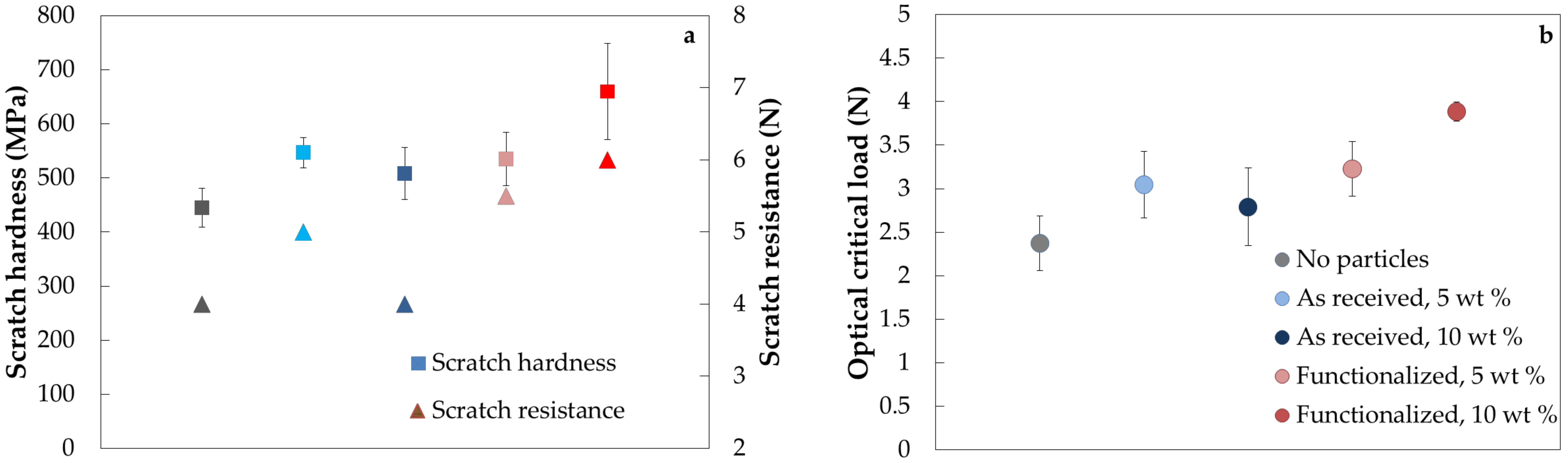
3.4. Scratch Resistance Measured through Micro Scratch Testing
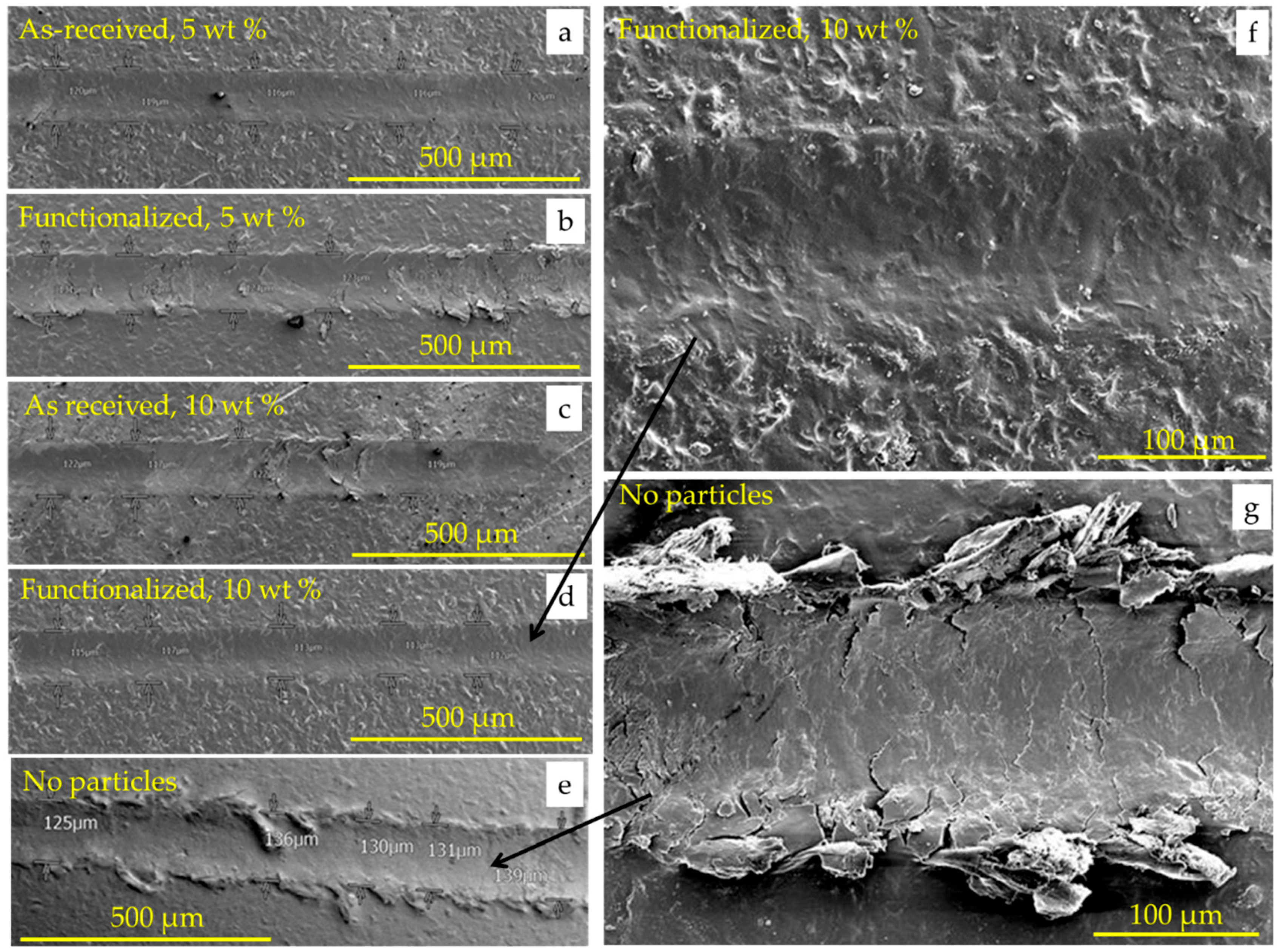
3.5. Scratch Microstructure and Scratch Behavior
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lepedat, K.; Wagner, R.; Lang, J. Laminates. In Phenolic Resins: A Century of Progress; Springer: Berlin/Heidelberg, Germany, 2010; pp. 243–261. [Google Scholar]
- Krupička, A.; Johansson, M.; Hult, A. Use and interpretation of scratch tests on ductile polymer coatings. Prog. Org. Coat. 2003, 46, 32–48. [Google Scholar] [CrossRef]
- Hara, Y.; Mori, T.; Fujitani, T. Relationship between viscoelasticity and scratch morphology of coating films. Prog. Org. Coat. 2000, 40, 39–47. [Google Scholar] [CrossRef]
- Sobhani, H.; Khorasani, M.M. Optimization of scratch resistance and mechanical properties in wollastonite-reinforced polypropylene copolymers. Polym. Adv. Technol. 2016, 27, 765–773. [Google Scholar] [CrossRef]
- Nemli, G. Factors affecting some quality properties of the decorative surface overlays. J. Mater. Process. Technol. 2008, 195, 218–223. [Google Scholar] [CrossRef]
- Hossain, M.M.; Jiang, H.; Sue, H.-J. Effect of constitutive behavior on scratch visibility resistance of polymers—A finite element method parametric study. Wear 2011, 270, 751–759. [Google Scholar] [CrossRef]
- Browning, R.L.; Jiang, H.; Sue, H.-J. Scratch behavior of polymeric materials. In Tribology of Polymeric Nanocomposites: Friction and Wear of Bulk Materials and Coatings, 2nd ed.; Friedrich, K., Schlarb, A.K., Eds.; Butterworth-Heinemann: Oxford, UK, 2013; pp. 513–550. [Google Scholar]
- Brostow, W.; Cassidy, P.E.; Macossay, J.; Pietkiewicz, D.; Venumbaka, S. Connection of surface tension with multiple tribological properties in epoxy + fluoropolymer systems. Polym. Int. 2003, 52, 1498–1505. [Google Scholar] [CrossRef]
- Xiang, C.; Sue, H.J.; Chu, J.; Coleman, B. Scratch behavior and material property relationship in polymers. J. Polym. Sci. 2000, 39, 47–59. [Google Scholar] [CrossRef]
- Jin, P.W.; Benca, K.R.; Quarmby, I.C.; Kurpiewski, T.; Ferrell, V.E. Enhanced Scratch Resistant Coatings Using Inorganic Fillers. U.S. Patent 6,844,374, 18 January 2005. [Google Scholar]
- Barna, E.; Bommer, B.; Kürsteiner, J.; Vital, A.; Trzebiatowski, O.V.; Koch, W.; Schmid, B.; Graule, T. Innovative, scratch proof nanocomposites for clear coatings. Compos. Part A 2005, 36, 473–480. [Google Scholar] [CrossRef]
- Kurkcu, P.; Andena, L.; Pavan, A. An experimental investigation of the scratch behaviour of polymers—2: Influence of hard or soft fillers. Wear 2014, 317, 277–290. [Google Scholar] [CrossRef]
- Antunes, P.V.; Ramalho, A.; Carrilho, E.V.P. Mechanical and wear behaviours of nano and microfilled polymeric composite: Effect of filler fraction and size. Mater. Des. 2014, 61, 50–60. [Google Scholar] [CrossRef] [Green Version]
- Chauhan, S.R.; Thakur, S. Effects of particle size, particle loading and sliding distance on the friction and wear properties of cenosphere particulate filled vinylester composites. Mater. Des. 2013, 51, 398–408. [Google Scholar] [CrossRef]
- Niezgoda, S.; Gupta, V.; Knight, R.; Cairncross, R.A.; Twardowski, T.E. Effect of reinforcement size on the scratch resistance and crystallinity of HVOF sprayed nylon-11/ceramic composite coatings. J. Therm. Spray Technol. 2006, 15, 731–738. [Google Scholar] [CrossRef]
- Farzaneh, S.; Tcharkhtchi, A. Viscoelastic properties of polypropylene reinforced with mica in Tα and Tαc transition zones. Int. J. Polym. Sci. 2011, 2011, 427095. [Google Scholar] [CrossRef]
- Sangermano, M.; Messori, M. Scratch resistance enhancement of polymer coatings. Macromol. Mater. Eng. 2010, 295, 603–612. [Google Scholar] [CrossRef]
- Cayton, R.H.; Brotzman, R.W. Nanocomposite coatings—Applications and properties. Mater. Res. Soc. Symp. Proc. 2011, 703, V8.1. [Google Scholar] [CrossRef]
- Wang, Y.; Lim, S.; Luo, J.L.; Xu, Z.H. Tribological and corrosion behaviors of Al2O3/polymer nanocomposite coatings. Wear 2006, 260, 976–983. [Google Scholar] [CrossRef]
- Bauer, F.; Gläsel, H.-J.; Decker, U.; Ernst, H.; Freyer, A.; Hartmann, E.; Sauerland, V.; Mehnert, R. Trialkoxysilane grafting onto nanoparticles for the preparation of clear coat polyacrylate systems with excellent scratch performance. Prog. Org. Coat. 2003, 47, 147–153. [Google Scholar] [CrossRef]
- Ye, S.; Azarnoush, S.; Smith, I.R.; Cramer, N.B.; Stansbury, J.W.; Bowman, C.N. Using hyperbranched oligomer functionalized glass fillers to reduce shrinkage stress. Dent. Mater. 2012, 28, 1004–1011. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mallakpour, S.; Madani, M. A review of current coupling agents for modification of metal oxide nanoparticles. Prog. Org. Coat. 2015, 86, 194–207. [Google Scholar] [CrossRef]
- Ambrósio, J.D.; Balarim, C.V.M.; de Carvalho, G.B. Preparation, characterization, and mechanical/tribological properties of polyamide 11/Titanium dioxide nanocomposites. Polym. Compos. 2016, 37, 1415–1424. [Google Scholar] [CrossRef]
- Barna, E.; Rentsch, D.; Bommer, B.; Vital, A.; Trzebiatowski, O.V.; Graule, T. Surface modification of nanoparticles for scratch resistant clear coatings. Kautsch. Gummi Kunstst. 2007, 60, 49–51. [Google Scholar]
- Solvent Stabilizer Systems. 2017. Available online: https://www.sigmaaldrich.com/chemistry/solvents/learning-center/stabilizer-systems.html (accessed on 14 December 2017).
- Ap-silane 51, 2015. Available online: https://static1.squarespace.com/static/57a6c9e1440243dad487f1d6/t/57b32c5746c3c465f616adbc/1471360088338/AP-SILANE+51+-+TDS.pdf (accessed on 30 March 2018).
- Guo, Z.; Pereira, T.; Choi, O.; Wang, Y.; Hahn, H.T. Surface functionalized alumina nanoparticle filled polymeric nanocomposites with enhanced mechanical properties. J. Mater. Chem. 2006, 16, 2800–2808. [Google Scholar] [CrossRef]
- ASTM D7027-13 Standard Test Method for Evaluation of Scratch Resistance of Polymeric Coatings and Plastics Using an Instrumented Scratch Machine; ASTM International: West Conshohocken, PA, USA, 2013.
- Bucaille, J.L.; Felder, E.; Hochstetter, G. Mechanical analysis of the scratch test on elastic and perfectly plastic materials with the three-dimensional finite element modeling. Wear 2001, 249, 422–432. [Google Scholar] [CrossRef]
- Rangarajan, P.; Sinha, M.; Watkins, V.; Harding, K.; Sparks, J. Scratch visibility of polymers measured using optical imaging. Polym. Eng. Sci. 2003, 43, 749–758. [Google Scholar] [CrossRef]
- BS EN 438-2:2016 High-Pressure Decorative Laminates (HPL). Sheets Based on Thermosetting Resins (Usually Called Laminates). Part 2: Determination of Properties; British Standards Institution: London, UK, 2016.
- Rajesh, J.J.; Bijwe, J. Investigations on scratch behaviour of various polyamides. Wear 2005, 259, 661–668. [Google Scholar] [CrossRef]
- Briscoe, B.J.; Sinha, S.K. Scratch resistance and localised damage characteristics of polymer surfaces—A review. Materialwiss. Werkstofftech. 2003, 34, 989–1002. [Google Scholar] [CrossRef]
- Al-Rub, R.K.A.; Tehrani, A.H.; Darabi, M.K. Application of a large deformation nonlinear-viscoelastic viscoplastic viscodamage constitutive model to polymers and their composites. Int. J. Damage Mech. 2015, 24, 198–244. [Google Scholar] [CrossRef]
- Wong, M.; Moyse, A.; Lee, F.; Sue, H.-J. Study of surface damage of polypropylene under progressive loading. J. Mater. Sci. 2004, 39, 3293–3308. [Google Scholar] [CrossRef]
- Rothon, R.N. Particulate Fillers for Polymers; Rapra review reports, Vol. 12; Smithers Rapra Publishing: Shrewsbury, UK, 2002. [Google Scholar]
- Khalilnezhad, P.; Sajjadi, S.A.; Zebarjad, S.M. Effect of nanodiamond surface functionalization using oleylamine on the scratch behavior of polyacrylic/nanodiamond nanocomposite. Diam. Relat. Mater. 2014, 45, 7–11. [Google Scholar] [CrossRef]
- Lin, L.; Blackman, G.S.; Matheson, R.R. A new approach to characterize scratch and mar resistance of automotive coatings. Prog. Org. Coat. 2000, 40, 85–91. [Google Scholar] [CrossRef]
- Brostow, W.; Deborde, J.-L.; Jaklewicz, M.; Olszynski, P. Tribology with emphasis on polymers: Friction, scratch resistance and wear. J. Mater. Educ. 2003, 24, 119–132. [Google Scholar]
- Brostow, W.; Hagg Lobland, H.E.; Narkis, M. Sliding wear, viscoelasticity, and brittleness of polymers. J. Mater. Res. 2006, 21, 2422–2428. [Google Scholar] [CrossRef] [Green Version]
- Zhou, S.; Wu, L.; Sun, J.; Shen, W. The change of the properties of acrylic-based polyurethane via addition of nano-silica. Prog. Org. Coat. 2002, 45, 33–42. [Google Scholar] [CrossRef]
- Lange, J.; Luisier, A.; Hult, A. Influence of crosslink density, glass transition temperature and addition of pigment and wax on the scratch resistance of an epoxy coating. J. Coat. Technol. 1997, 69, 77–82. [Google Scholar] [CrossRef]
- Rink, H.-P. Polymeric engineering for automotive coating applications. In Automotive Paints and Coatings; Streitberger, H.-J., Kreis, W., Eds.; Wiley-VCH Verlag GmbH & Co. KGaA: Chichester, UK, 2008; pp. 211–257. [Google Scholar]
- Droste, D.H.; Dibenedetto, A.T. The glass transition temperature of filled polymers and its effect on their physical properties. J. Appl. Polym. Sci. 1969, 13, 2149–2168. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alumina Particle Concentration (wt %) | Functionalization | Scratch Resistance (N) | Scratch Width (µm) |
|---|---|---|---|
| 0 | – | 4 | 131 ± 5 |
| 5 | No | 5 | 118 ± 3 |
| 10 | No | 4 | 123 ± 6 |
| 5 | Yes | 5/6 | 120 ± 5 |
| 10 | Yes | 6 | 108 ± 7 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rusu, C.L.; Brodin, M.; Hausvik, T.I.; Hindersland, L.K.; Chinga-Carrasco, G.; Einarsrud, M.-A.; Lein, H.L. The Potential of Functionalized Ceramic Particles in Coatings for Improved Scratch Resistance. Coatings 2018, 8, 224. https://doi.org/10.3390/coatings8060224
Rusu CL, Brodin M, Hausvik TI, Hindersland LK, Chinga-Carrasco G, Einarsrud M-A, Lein HL. The Potential of Functionalized Ceramic Particles in Coatings for Improved Scratch Resistance. Coatings. 2018; 8(6):224. https://doi.org/10.3390/coatings8060224
Chicago/Turabian StyleRusu, Caterina Lesaint, Malin Brodin, Tor Inge Hausvik, Leif Kåre Hindersland, Gary Chinga-Carrasco, Mari-Ann Einarsrud, and Hilde Lea Lein. 2018. "The Potential of Functionalized Ceramic Particles in Coatings for Improved Scratch Resistance" Coatings 8, no. 6: 224. https://doi.org/10.3390/coatings8060224