
Valorization of Potential Post-Consumer Polyethylene (PE) Plastics Waste and Ethiopian Indigenous Highland Bamboo (EHB) for Wood Plastic Composite (WPC): Experimental Evaluation and Characterization

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. The General Framework of the Experiment
2.2. Raw Material Preparation and Characterization
2.2.1. Post-Consumer Thermoplastic Preparation
2.2.2. Bamboo Collection and Preparation and Bamboo Surface Treatment
2.2.3. Free Sugar Content, Cellulose, Hemicellulose, and Lignin Analysis of EHB
2.2.4. Fourier Transform Infrared Spectroscopy (FTIR)
2.2.5. Differential Scanning Calorimetry (DSC) Analysis
2.2.6. Polycyclic Aromatic Hydrocarbons (PAHs) Analysis
2.2.7. Metal Additives and Halogens Analysis in Recycled Polymers
2.3. Formulation and Forming Process of Wood Polymer Composites
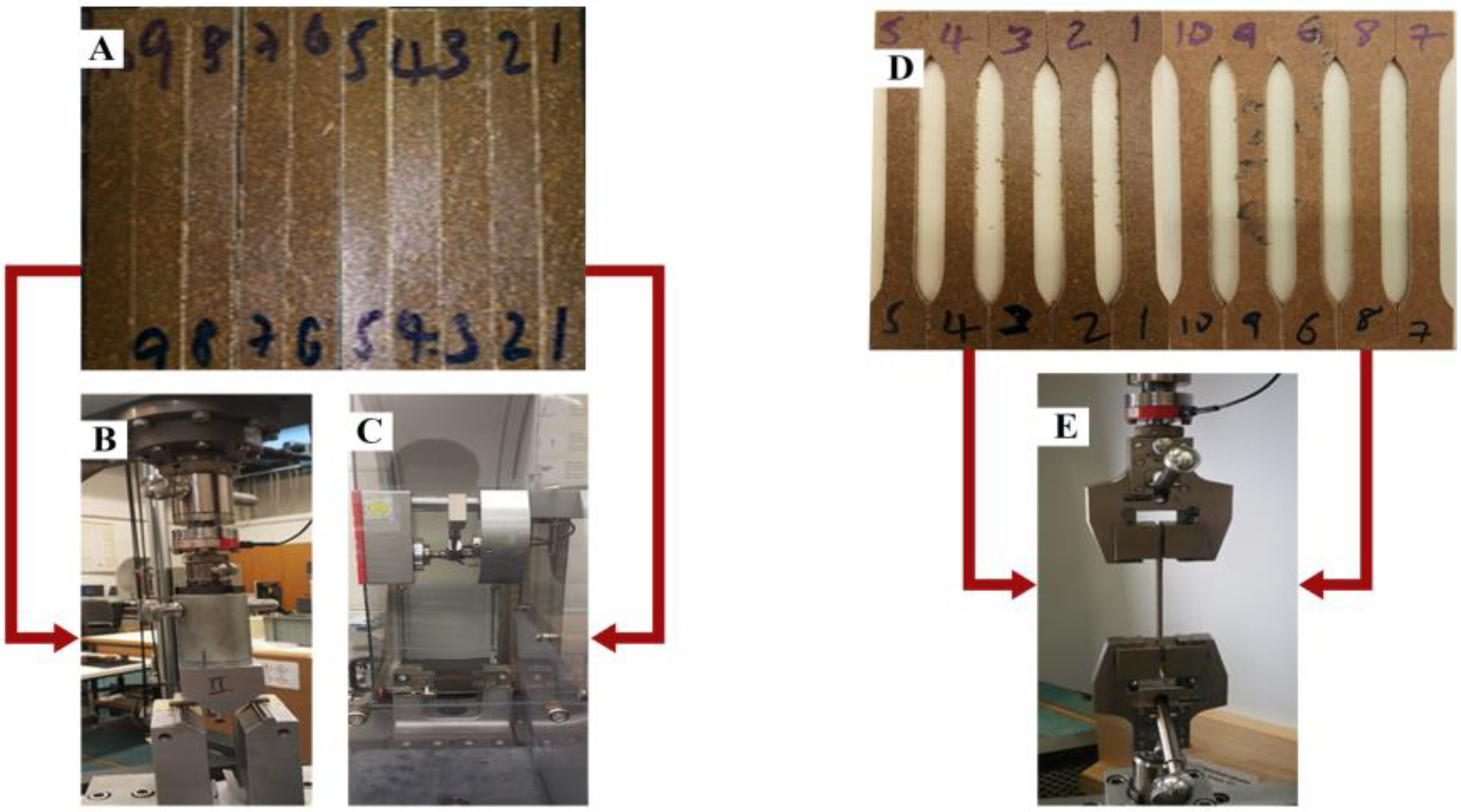
2.4. Sample Preparation and Mechanical Tests
2.5. Statistics Analysis
3. Results and Discussion
3.1. Chemical Characterization of EHB
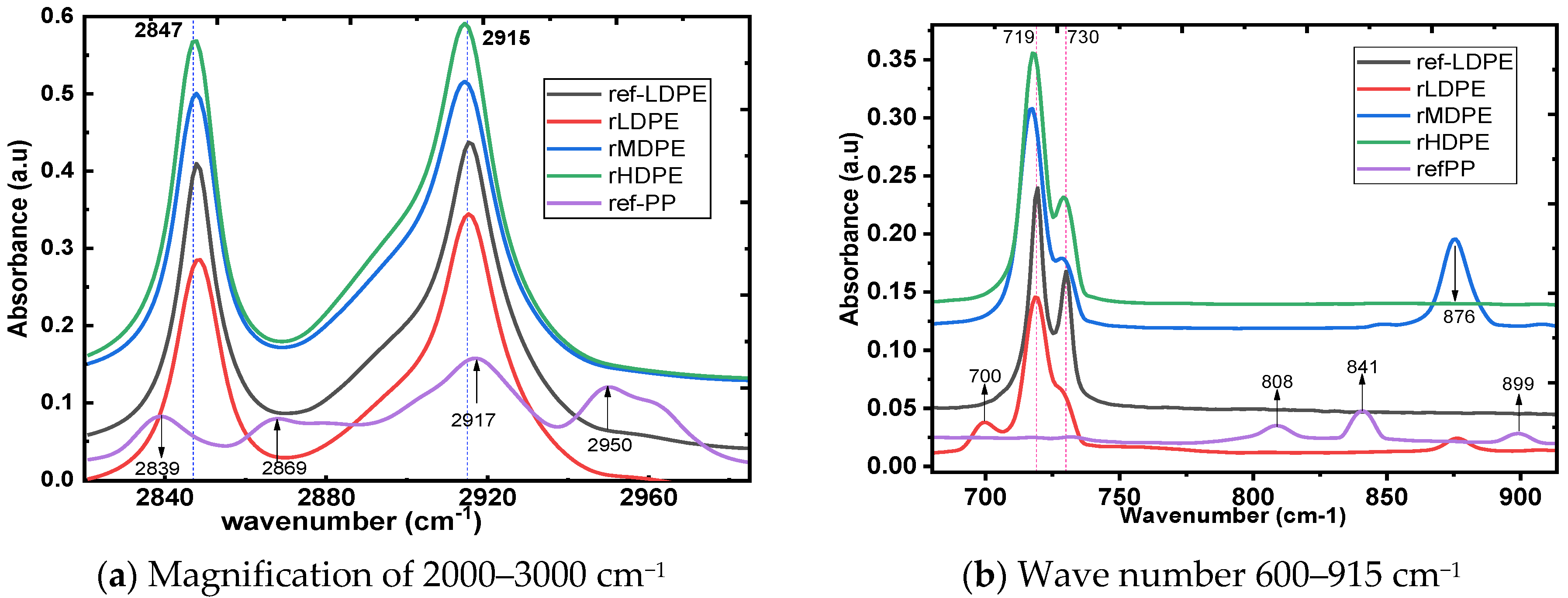
3.2. FTIR Analysis of the Recycled Plastics
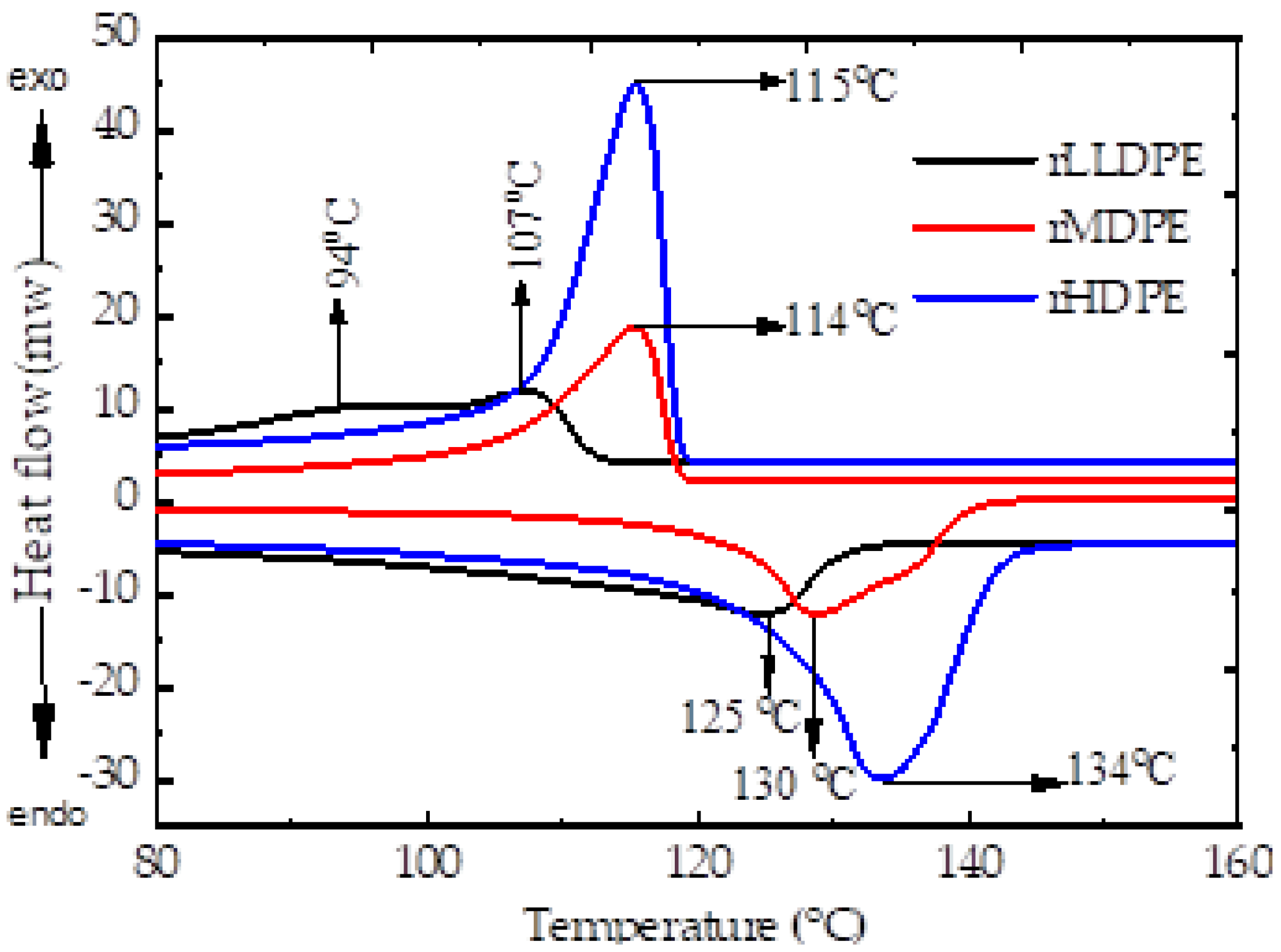
3.3. The Differential Scanning Calorimetry (DSC) Analysis
3.4. Metal Additives Analysis Result in the Recycled Plastics
3.5. Polycyclic Aromatic Hydrocarbons (PAHs) Analysis
3.6. Mechanical Properties
3.6.1. Tensile Strength and Modulus of Elasticity
3.6.2. Flexural Strength and Modulus of Rupture
3.6.3. Impact Strength
4. Significance of the Study
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Formela, K.; Kurańska, M.; Barczewski, M. Recent Advances in Development of Waste-Based Polymer Materials: A Review. Polymers 2022, 14, 1050. [Google Scholar] [CrossRef]
- Zhang, Q.; Zhang, D.; Xu, H.; Lu, W.; Ren, X.; Cai, H.; Lei, H.; Huo, E.; Zhao, Y.; Qian, M.; et al. Biochar filled high-density polyethylene composites with excellent properties: Towards maximizing the utilization of agricultural wastes. Ind. Crops Prod. 2020, 146, 112185. [Google Scholar] [CrossRef]
- Miao, Y.; von Jouanne, A.; Yokochi, A. Current technologies in depolymerization process and the road ahead. Polymers 2021, 13, 449. [Google Scholar] [CrossRef] [PubMed]
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, use, and fate of all plastics ever made. Sci. Adv. 2017, 3, 25–29. [Google Scholar] [CrossRef] [Green Version]
- Bahari, S.A.; Krause, A. Utilizing Malaysian bamboo for use in thermoplastic composites. J. Clean. Prod. 2016, 110, 16–24. [Google Scholar] [CrossRef]
- Najafi, S.K. Use of recycled plastics in wood plastic composites—A review. Waste Manag. 2013, 33, 1898–1905. [Google Scholar] [CrossRef] [PubMed]
- Mohammed, A.S.; Meincken, M. Properties of low-cost WPCs made from alien invasive trees and rLDPE for interior use in social housing. Polymers 2021, 13, 2436. [Google Scholar] [CrossRef]
- Subramanian, P.M. Plastics recycling and waste management in the US. Resour. Conserv. Recycl. 2000, 28, 253–263. [Google Scholar] [CrossRef]
- Thunman, H.; Vilches, T.B.; Seemann, M.; Maric, J.; Vela, I.C.; Pissot, S.; Nguyen, H.N. Circular use of plastics-transformation of existing petrochemical clusters into thermochemical recycling plants with 100% plastics recovery. Sustain. Mater. Technol. 2019, 22, e00124. [Google Scholar] [CrossRef]
- Sommerhuber, P.F.; Welling, J.; Krause, A. Substitution potentials of recycled HDPE and wood particles from post-consumer packaging waste in Wood-Plastic Composites. Waste Manag. 2015, 46, 76–85. [Google Scholar] [CrossRef] [PubMed]
- Teuber, L.; Osburg, V.S.; Toporowski, W.; Militz, H.; Krause, A. Wood polymer composites and their contribution to cascading utilisation. J. Clean. Prod. 2016, 110, 9–15. [Google Scholar] [CrossRef]
- Kumar, T.V. (Ed.) Lignocellulosic Polymer Composites Processing, Characterization, and Properties; Scrivener Publishing and John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2015. [Google Scholar]
- Pizzi, A.; Papadopoulos, A.N.; Policardi, F. Wood composites and their polymer binders. Polymers 2020, 12, 1115. [Google Scholar] [CrossRef]
- Elgharbawy, A.S.; Ali, R.M. A comprehensive review of the polyole fi n composites and their properties. Heliyon 2022, 8, e09932. [Google Scholar] [CrossRef]
- Correa, J.P.; Montalvo-Navarrete, J.M.; Hidalgo-Salazar, M.A. Carbon footprint considerations for biocomposite materials for sustainable products: A review. J. Clean. Prod. 2019, 208, 785–794. [Google Scholar] [CrossRef]
- Sormunen, P.; Deviatkin, I.; Horttanainen, M.; Kärki, T. An evaluation of thermoplastic composite fillers derived from construction and demolition waste based on economic and environmental characteristics. J. Clean. Prod. 2021, 280, 125198. [Google Scholar] [CrossRef]
- Sommerhuber, P.F.; Wang, T.; Krause, A. Wood-plastic composites as potential applications of recycled plastics of electronic waste and recycled particleboard. J. Clean. Prod. 2016, 121, 176–185. [Google Scholar] [CrossRef]
- Limited, W.P. Wood Polymer Composites (WPCs); Woodhead Publishing Limited: Sawston, UK, 2008. [Google Scholar]
- Alsarhan, L.M.; Alayyar, A.S.; Alqahtani, N.B.; Khdary, N.H. Circular carbon economy (Cce): A way to invest co2 and protect the environment, a review. Sustainability 2021, 13, 11625. [Google Scholar] [CrossRef]
- Devasahayam, S.; Raju, G.B.; Hussain, C.M. Utilization and recycling of end of life plastics for sustainable and clean industrial processes including the iron and steel industry. Mater. Sci. Energy Technol. 2019, 2, 634–646. [Google Scholar] [CrossRef]
- Bahru, T.; Ding, Y. A Review on Bamboo Resource in the African Region: A Call for Special Focus and Action. Int. J. For. Res. 2021, 2021, 10–12. [Google Scholar] [CrossRef]
- Junqi, C.K.W. Bamboo and Rattan Commodieties in International Market; INBAR: Beijing, China, 2019. [Google Scholar]
- Bakala, F.; Bekele, T.; Woldeamanuel, T.; Auch, E. Value Chain Analysis of Lowland Bamboo Products: The Case of Homosha District, Northwestern Ethiopia. Ind. Eng. Lett. 2016, 6, 1–15. [Google Scholar]
- Effah, B.; van Reenen, A.; Meincken, M. Characterisation of the Interfacial Adhesion of the Different Components in Wood–Plastic Composites with AFM. Springer Sci. Rev. 2015, 3, 97–111. [Google Scholar] [CrossRef]
- Torun, S.B.; Pesman, E.; Cavdar, A.D. Effect of alkali treatment on composites made from recycled polyethylene and chestnut cupula. Polym. Compos. 2019, 40, 4442–4451. [Google Scholar] [CrossRef]
- Sobczak, L.; Welser, R.; Brüggemann, O.; Haider, A. Polypropylene (PP)-based wood polymer composites: Performance of five commercial maleic anhydride grafted PP coupling agents. J. Thermoplast. Compos. Mater. 2014, 27, 439–463. [Google Scholar] [CrossRef]
- Dikobe, D.G.; Luyt, A.S. Investigation of the morphology and properties of the polypropylene/low-density polyethylene/wood powder and the maleic anhydride grafted polypropylene/low-density polyethylene/wood powder polymer blend composites. J. Compos. Mater. 2017, 51, 2045–2059. [Google Scholar] [CrossRef]
- Zhang, W.P.; Lu, Y.H.; Khanal, S.; Xu, S.A. Effects of compatibilizers on selected properties of hdpe composites highly filled with bamboo flour. Wood Fiber Sci. 2018, 50, 254–264. [Google Scholar] [CrossRef] [Green Version]
- Ghorbani, M.; Poorzahed, N.; Amininasab, S.M. Morphological, physical, and mechanical properties of silanized wood-polymer composite. J. Compos. Mater. 2020, 54, 1403–1412. [Google Scholar] [CrossRef]
- Xie, Y.; Hill, C.A.S.; Xiao, Z.; Militz, H.; Mai, C. Silane coupling agents used for natural fiber/polymer composites: A review. Compos. Part A Appl. Sci. Manuf. 2010, 41, 806–819. [Google Scholar] [CrossRef]
- Chauhan, S.; Aggarwal, P.; Karmarkar, A. The effectiveness of m-TMI-grafted-PP as a coupling agent for wood polymer composites. J. Compos. Mater. 2016, 50, 3515–3524. [Google Scholar] [CrossRef]
- Shavandi, A.; Ali, M.A. Graft polymerization onto wool fibre for improved functionality. Prog. Org. Coat. 2019, 130, 182–199. [Google Scholar] [CrossRef] [Green Version]
- Dun, M.; Fu, H.; Hao, J.; Shan, W.; Wang, W. Tailoring flexible interphases in bamboo fiber-reinforced linear low-density polyethylene composites. Compos. Part A Appl. Sci. Manuf. 2021, 150, 106606. [Google Scholar] [CrossRef]
- Du, L.; Li, Y.; Lee, S.; Wu, Q. Water absorption properties of heat-treated bamboo fiber and high density polyethylene composites. BioResources 2014, 9, 1189–1200. [Google Scholar] [CrossRef]
- Lopez, Y.M.; Paes, J.B.; Gustave, D.; Gonçalves, F.G.; Méndez, F.C.; Nantet, A.C.T. Production of wood-plastic composites using cedrela odorata sawdust waste and recycled thermoplastics mixture from post-consumer products—A sustainable approach for cleaner production in Cuba. J. Clean. Prod. 2020, 244, 118723. [Google Scholar] [CrossRef]
- Abhilash, R.M.; Venkatesh, G.S.; Chauhan, S.S. Development of bamboo polymer composites with improved impact resistance. Polym. Polym. Compos. 2021, 29 (Suppl. S9), S464–S474. [Google Scholar] [CrossRef]
- Wang, Y.; Zou, M.; Gao, K.; Guo, W.; Wang, G.; Tang, Q. Effects of surface modification on the physical, mechanical, and thermal properties of bamboo-polypropylene composites. BioResources 2020, 15, 6230–6243. [Google Scholar] [CrossRef]
- Echeverria, C.A.; Pahlevani, F.; Sahajwalla, V. Valorisation of discarded nonwoven polypropylene as potential matrix-phase for thermoplastic-lignocellulose hybrid material engineered for building applications. J. Clean. Prod. 2020, 258, 120730. [Google Scholar] [CrossRef]
- Wang, C.; Mei, J.; Zhang, L. High-added-value biomass-derived composites by chemically coupling post-consumer plastics with agricultural and forestry wastes. J. Clean. Prod. 2021, 284, 124768. [Google Scholar] [CrossRef]
- Bahari, S.A.; Grigsby, W.; Krause, A. Thermal stability of processed PVC/bamboo blends: Effect of compounding procedures. Eur. J. Wood Wood Prod. 2017, 75, 147–159. [Google Scholar] [CrossRef] [Green Version]
- Tian, J.; Cao, Z.; Qian, S.; Xia, Y.; Zhang, J.; Kong, Y.; Sheng, K.; Zhang, Y.; Wan, Y.; Takahashi, J. Improving tensile strength and impact toughness of plasticized poly(lactic acid) biocomposites by incorporating nanofibrillated cellulose. Nanotechnol. Rev. 2022, 11, 2469–2482. [Google Scholar] [CrossRef]
- Sheng, K.; Zhang, S.; Qian, S.; Lopez, C.A.F. High-toughness PLA/Bamboo cellulose nanowhiskers bionanocomposite strengthened with silylated ultrafine bamboo-char. Compos. Part B Eng. 2018, 165, 174–182. [Google Scholar] [CrossRef]
- Xu, L.; Zhao, J.; Qian, S.; Zhu, X.; Takahashi, J. Green-plasticized poly(lactic acid)/nanofibrillated cellulose biocomposites with high strength, good toughness and excellent heat resistance. Compos. Sci. Technol. 2021, 203, 108613. [Google Scholar] [CrossRef]
- Mousavi, S.R.; Zamani, M.H.; Estaji, S.; Tayouri, M.I.; Arjman, M.; Jafari, S.H.; Nouranian, S.; Khonakdar, H.A. Mechanical properties of bamboo fiber-reinforced polymer composites: A review of recent case studiesTitle. J. Mater. Sci. 2022, 57, 3143–3167. [Google Scholar] [CrossRef]
- Lorenz, D.; Erasmy, N.; Akil, Y.; Saake, B. A new method for the quantification of monosaccharides, uronic acids and oligosaccharides in partially hydrolyzed xylans by HPAEC-UV/VIS. Carbohydr. Polym. 2016, 140, 181–187. [Google Scholar] [CrossRef] [PubMed]
- Curtzwiler, G.W.; Schweitzer, M.; Li, Y.; Jiang, S.; Vorst, K.L. Mixed post-consumer recycled polyolefins as a property tuning material for virgin polypropylene. J. Clean. Prod. 2019, 239, 117978. [Google Scholar] [CrossRef]
- Coates, J. Interpretation of Infrared Spectra, A Practical Approach. Encycl. Anal. Chem. 2006, 1–23. [Google Scholar] [CrossRef]
- Wang, M.; Li, R.; Chen, G.; Zhou, S.; Feng, X.; Chen, Y.; He, M.; Liu, D.; Song, T.; Qi, H. Highly Stretchable, Transparent, and Conductive Wood Fabricated by in Situ Photopolymerization with Polymerizable Deep Eutectic Solvents. ACS Appl. Mater. Interfaces 2019, 11, 14313–14321. [Google Scholar] [CrossRef] [PubMed]
- BAuA. Product Safety Commission (AfPS) GS Specification Testing and Assessment of Polycyclic Aromatic Hydrocarbons (PAHs) in the Course of Awarding the GS Mark; Specification Pursuant to Article 21 (1) no. 3 of the Product Safety Act (ProdSG)—Manage; Federal Institute for Occupational Safety and Health: Dortmund, Germany, 2014; pp. 1–12. [Google Scholar]
- Wolksa, J. Safeguarding the environment—XRF analysis of heavy metals in polyethylene. Plast. Addit. Compd. 2005, 7, 36–39. [Google Scholar] [CrossRef]
- Fink, H.; Panne, U.; Theisen, M.; Niessner, R.; Probst, T.; Lin, X. Determination of metal additives and bromine in recycled thermoplasts from electronic waste by TXRF analysis. Fresenius. J. Anal. Chem. 2000, 368, 235–239. [Google Scholar] [CrossRef] [PubMed]
- Huang, S.; Fu, Q.; Yan, L.; Kasal, B. Characterization of interfacial properties between fibre and polymer matrix in composite materials—A critical review. J. Mater. Res. Technol. 2021, 13, 1441–1484. [Google Scholar] [CrossRef]
- Gulmine, J.V.; Janissek, P.R.; Heise, H.M.; Akcelrud, L. Polyethylene characterization by FTIR. Polym. Test. 2002, 21, 557–563. [Google Scholar] [CrossRef]
- Li, D.; Zhou, L.; Wang, X.; He, L.; Yang, X. Effect of crystallinity of polyethylene with different densities on breakdown strength and conductance property. Materials 2019, 12, 1746. [Google Scholar] [CrossRef] [Green Version]
- Prasad, A. A quantitative analysis of low density polyethylene and linear low density polyethylene blends by differential scanning calorimetery and fourier transform infrared spectroscopy methods. Polym. Eng. Sci. 1998, 38, 1716–1728. [Google Scholar] [CrossRef]
- Luis, F.; Moncayo, G. Lignocellulosic Polymer Composites; Scrivener Publishing and John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2015. [Google Scholar]
- Alzerreca, M.; Paris, M.; Boyron, O.; Orditz, D.; Louarn, G.; Correc, O. Mechanical properties and molecular structures of virgin and recycled HDPE polymers used in gravity sewer systems. Polym. Test. 2015, 46, 1–8. [Google Scholar] [CrossRef]
- Schweighuber, A.; Himmelsbach, M.; Buchberger, W.; Klampfl, C.W. Analysis of polycyclic aromatic hydrocarbons migrating from polystyrene/divinylbenzene-based food contact materials. Mon. Fur Chem. 2019, 150, 901–906. [Google Scholar] [CrossRef] [Green Version]
- Khan, M.Z.R.; Srivastava, S.K.; Gupta, M.K. A state-of-the-art review on particulate wood polymer composites: Processing, properties and applications. Polym. Test. 2020, 89, 106721. [Google Scholar] [CrossRef]
- Horta, J.F.; Simões, F.J.; Mateus, A. Study of Wood-Plastic Composites with Reused High Density Polyethylene and Wood Sawdust. Procedia Manuf. 2016, 12, 221–229, 2017. [Google Scholar] [CrossRef]
- Haddou, G.; Dandurand, J.; Dantras, E.; Maiduc, H.; Thai, H.; Giang, N.V.; Trung, T.H.; Ponteins, P.; Lacabbane, C. Mechanical and thermal behaviour of bamboo flour-reinforced XLPE composites. J. Therm. Anal. Calorim. 2016, 124, 701–708. [Google Scholar] [CrossRef] [Green Version]
- Jose, A.S.; Athijayamani, A.; Jani, S.P. A review on the mechanical properties of bio waste particulate reinforced polymer composites. Mater. Today Proc. 2020, 37 Pt 2, 1757–1760. [Google Scholar] [CrossRef]
- Zhang, W.; Yao, X.; Khanal, S.; Xu, S. A novel surface treatment for bamboo flour and its effect on the dimensional stability and mechanical properties of high density polyethylene/bamboo flour composites. Constr. Build. Mater. 2018, 186, 1220–1227. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| rPE Plastics | PE (%) | BP (%) | Sample Code | Compounding Condition | Consolidation Conditions | ||||
|---|---|---|---|---|---|---|---|---|---|
| Temperature (°C) | Speed (r/m) | Time (min) | Temperature (°C) | Pressure (torr) | Total time (min.) | ||||
| LLD | 70% (HC) | 30% (U) | HCLLD-BPU | 150 | 55 | 15 | 170 | 100 | 13 |
| 70% (HC) | 30% (T) | HCLLD-BPT | 150 | 55 | 15 | 170 | 100 | 13 | |
| 30% (LC) | 70% (U) | LCLLD-BPU | 150 | 55 | 15 | 170 | 100 | 13 | |
| 30% (LC) | 70% (T) | LCLLD-BPT | 150 | 55 | 15 | 170 | 100 | 13 | |
| MD | 70% (HC) | 30% (U) | HCMD-BPU | 160 | 55 | 15 | 170 | 100 | 13 |
| 70% (HC) | 30% (T) | HCMD-BPT | 160 | 55 | 15 | 170 | 100 | 13 | |
| 30% (LC) | 70% (U) | LCMD-BPU | 160 | 55 | 15 | 170 | 100 | 13 | |
| 30% (LC) | 70% (T) | LMD-BPT | 160 | 55 | 15 | 170 | 100 | 13 | |
| HD | 70% (HC) | 30% (U) | HCHD-BPT | 170 | 55 | 15 | 180 | 100 | 13 |
| 70% (HC) | 30% (T) | HCHD-BPU | 170 | 55 | 15 | 180 | 100 | 13 | |
| 30% (LC) | 70% (U) | LCHD-BPU | 170 | 55 | 15 | 180 | 100 | 13 | |
| 30% (LC) | 70% (T) | LCHD-BPT | 170 | 55 | 15 | 180 | 100 | 13 | |
| EM | 70% (HC) | 30% (U) | HCEM-BPU | 165 | 55 | 15 | 175 | 100 | 13 |
| 70% (HC) | 30% (T) | HCEM-BPU | 165 | 55 | 15 | 175 | 100 | 13 | |
| 30% (LC) | 70% (U) | LCEM-BPU | 165 | 55 | 15 | 175 | 100 | 13 | |
| 30% (LC) | 70% (T) | LCEM-BPU | 165 | 55 | 15 | 175 | 100 | 13 | |
| Sugar Analysis (%) | Treatment Condition | ||||
|---|---|---|---|---|---|
| Untreated | Treated (2%) | Treated (3%) | Treated (5%) | Treated (10%) | |
| Xylose | 16.83 (1.73) | 15.47 (1.03) | 13.31 (1.59) | 12.81 (1.08) | 12.05 (1.43) |
| Glucose | 45.86 (2.45) | 50.30 (2.85) | 52.61 (2.34) | 53.64 (1.96) | 57.16 (1.83) |
| Mannose | 0.48 (0.025) | 0.48 (0.02) | 0.34 (0.05) | 0.57 (0.04) | 0.62 (0.03) |
| Galactose | 0.46 (0.035) | 0.38 (0.05) | 0.38 (0.09) | 0.32 (0.05) | 0.39 (0.09) |
| Arabinose | 0.91 (0.687) | 1.28 (0.87) | 1.10 (0.03) | 1.12 (0.018) | 1.16 (0.78) |
| Rhamnose | 0.09 (0.058) | 0.09 (0.002) | 0.05 (0.001) | 0.03 (0.013) | 0.07 (0.07) |
| Total sugar | 64.63 (3.946) | 70.00 (3.59) | 72.23 (3.57) | 72.04 (2.86) | 73.98 (3.08) |
| Hydrolysis residue | 31.0 (2.05) | 28.7 (2.05) | 26.7 (2.28) | 26.6 (1.58) | 25.1 (1.68) |
| Acid soluble lignin | 1.08 (0.293) | 0.89 (0.056) | 0.94 (0.058) | 0.81 (0.06) | 0.84 (0.07) |
| Cellulose | 45.86 (3.28) | 50.30 (1.35) | 52.61 (1.51) | 53.64 (3.77) | 57.16 (2.88) |
| Hemicellulose | 18.77 (1.23) | 17.7 (1.66) | 15.18 (1.85) | 14.55 (2.06) | 14.29 (1.23) |
| Lignin | 32.08 (2.35) | 29.59 (2.56) | 27.64 (1.24) | 27.14 (1.16) | 25.94 (6.54) |
| Band Group (cm−1) | Assigned Molecular Vibrations | Intensity |
|---|---|---|
| 2970–2950/2880–2860 | Methyl C-H asymmetric/symmetric stretching. | Weak |
| 1470–1430/1380–1370 | Methyl C-H asymmetric/symmetric bending | Weak |
| 2935–2915/2865–2845 | Methylene C-H asymmetric/symmetric stretching | Strong |
| 1485–1445 | Methylene C-H bending (rocking) deformation | Strong |
| 730–710 | Methylene (CH2)n rocking n ≥ 3 | Medium to strong |
| 2900–2880 | Methyne C-H stretching | Strong |
| 1350–1330 | Methyne C-H bending deformation | Medium |
| 1176 | Wagging deformation | Very weak |
| 1306 | Twisting weak deformation | Weak |
| 1377 | Umbrella mode of vibrations | Medium |
| Recycled PE | Tc (◦C) | Tm (◦C) | ΔHc (J/g) | ΔHm (J/g) | Xc (%) |
|---|---|---|---|---|---|
| rLLDPE | 107 | 125 | 93.282 | 109.35 | 37.32 |
| rMDPE | 114 | 130 | 149.07 | 142.05 | 48.44 |
| rHDPE | 115 | 134 | 214.02 | 205.73 | 70.02 |
| Element | rLLDPE | rMDPE | rHDPE | Element | rLLDPE | rMDPE | rHDPE |
|---|---|---|---|---|---|---|---|
| Cr | 7.3 (0.8) | 18.6 (0.72) | 22.7 (0.8) | Se | <LOD | 1.6 (0.18) | <LOD |
| Ba | 1227.5 (4.5) | 133.9 (2.17) | 226 (9.2) | As | <LOD | 1.1 (0.10) | 1.1 (0.3) |
| Ti | 296.9 (1.3) | 26.9 (4.6) | 806 (9.3) | Hg | 2.3 (0.3) | 3.8 (4.5) | 1.8 (0.4) |
| Cl | 736 (8.4) | 36.4 (2.91) | 304.9 (7.87) | Zn | 82.4 (4.5) | 3.2 (0.10) | 281.4 (3.5) |
| Sb | 87.4 (0.4) | <LOD | 9.4 (0.4) | Cu | 5.1 (0.7) | 4.3 (8.4) | 14.9 (0.8) |
| Sn | 12.2 (0.5) | 12.1 (0.33) | 7.5 (0.1) | Ni | 18.4 (0.5) | 11.1 (0.37) | 16.4 (0.4) |
| Cd | 4.4 (0.3) | 3.8 (0.26) | 6.3 (0.3) | Co | 9.7 (0.9) | 5.2 (0.62) | 5.0 (0.7) |
| Sr | 23 (0.2) | <LOD | 38.6 (0.1) | Fe | 627 (2.4) | 137.1 (5.8) | 316.9 (2.4) |
| Bi | <LOD | <LOD | LOD | Mon | 51.5 (2.3) | 2.4 (0.79) | 19.1 (1.2) |
| Pd | 2.3 (0.1) | 1.3 (0.012) | 177.6 (0.2) | V | 7.9 (0.7) | 3.7 (0.39) | 15.5 (0.6) |
| Br | 0.3 (2.6) | LOD | 0.6 (0.1) | LOD—limit of detection | |||
| PAHs | Limit | rLLDPE | rMDPE | rHDPE |
|---|---|---|---|---|
| Naphthalene | 10 | 0.20738 (0.2196) | 0.25113 (0.12015) | 0.03270 (0.0269) |
| Acenaphthylene | 0.00770 (0.0001) | 0.01413 (0.00906) | 0.00000 (0.0000) | |
| Acenaphthene | 0.00887 (0.0056) | 0.03099 (0.01002) | 0.01238 (0.0001) | |
| Fluorene | 0.01551 (0.0155) | 0.02957 (0.00169) | 0.00424 (0.0024) | |
| Phenanthrene | 50 | 0.11248 (0.0822) | 0.23434 (0.01553) | 0.10209 (0.0168) |
| Anthracene | 0.03625 (0.0012) | 0.05968 (0.04590) | 0.02027 (0.0011) | |
| Fluoranthene | 0.11139 (0.0585) | 0.17757 (0.03708) | 0.13680 (0.0206) | |
| Pyrene | 0.16325 (0.0732) | 0.29692 (0.08331) | 0.12201 (0.0178) | |
| Benz(a)anthracene | 1 | 0.02514 (0.0091) | 0.16928 (0.18993) | 0.02079 (0.0035) |
| Chrysene | 1 | 0.08101 (0.0067) | 0.21962 (0.17629) | 0.07487 (0.0012) |
| Benzo(b)fluoranthene | 1 | 0.03212 (0.0177) | 0.25188 (0.28633) | 0.01712 (0.0029) |
| Benzo(k)fluoranthene | 1 | 0.02028 (0.0112) | 0.26010 (0.28621) | 0.0134 (0.00200) |
| Benzo(a)pyrene | 1 | 0.01943 (0.0039) | 0.35439 (0.4350) | 0.01483 (0.0021) |
| Indeno(123cd)perylene | 1 | 0.02369 (0.0053) | 0.41596 (0.49378) | 0.02464 (0.0020) |
| Dibenz(a.h)anthracene | 1 | 0.02250 (0.0076) | 0.44742 (0.49331) | 0.01198 (0.0008) |
| Benzo(ghi)perylene | 1 | 0.02735 (0.0039) | 0.33573 (0.38826) | 0.01836 (0.0024) |
| Total | 50 | 0.88226 (0.25390) | 3.47403 (1.04085) | 0.60994 (0.0424) |
| PE Types | TS (MPa) | TM (MPa) | FS (MPa) | FM (MPa) | UIS (KJ/m2) |
|---|---|---|---|---|---|
| rLLD | 7.65 (1.73) | 123.56 (65) | 11.36 (0.41) | 230.57 (88) | 15.28 (1.43) |
| rMD | 14.72 (1.38) | 430.75 (57) | 26.58 (0.84) | 628.94 (66) | 6.27 (1.58) |
| rHD | 20.65 (1.58) | 997.85 (58) | 36.67 (0.76) | 780.58 (76) | 5.38 (0.85) |
| rEM | 13.68 (0.52) | 650.67 (68) | 22.45 (1.05) | 530.87 (87) | 9.58 (3.05) |
| vLLD | 12.05 (1.95) | 190.60 (43) | 13.05 (1.35) | 270.23 (38) | 18.06 (0.56) |
| vMD | 18.72 (1.65) | 675.53 (67) | 31.58 (1.87) | 773.37 (65) | 12.27 (3.29) |
| vHD | 23.14 (0.68) | 1160 (134) | 42.54 (0.91) | 980.53 (53) | 7.05 (2.35) |
| vEM | 14.65 (0.85) | 665.54 (76) | 25.18 (1.23) | 674.86 (50) | 13.46 (0.87) |
| rPE | Sample Id | TS (MPa) | TM (MPa) | FS (MPa) | FM (MPa) | UIS (KJ/m2) |
|---|---|---|---|---|---|---|
| LLD | HCLLD-BPU | 6.52 (0.2) | 766.60 (48) | 14.65 (1.52) | 994.1 (23.5) | 10.97 (1.3) |
| HCLLD-BPT | 6.73 (0.2) | 809.85 (52) | 14.82 (1.18) | 995.5 (17.21) | 11.21 (2.1) | |
| LCLLD-BPU | 3.84 (0.1) | 1084.38 (63) | 10.08 (0.41) | 1564.5 (25.64) | 3.01 (2.1) | |
| LCLLD-BPT | 4.21 (0.1) | 1182.26 (77) | 11.658 (0.59) | 1955.3 (63.5) | 3.95 (0.22) | |
| MD | HCMD-BPU | 13.40 (0.5) | 1821.25 (51) | 27.316 (0.55) | 2063.4 (11.5) | 6.49 (0.79) |
| HCMD-BPT | 13.51 (0.2) | 1884.45 (50) | 30.1 (1.86) | 2367.2 (14.78) | 6.86 (0.99) | |
| LCMD-BPU | 6.27 (0.1) | 1809.90 (2.8) | 15.93 (2.12) | 2645.8 (57.56) | 2.58 (0.42) | |
| LMD-BPT | 7.13 (0.3) | 1968.84 (10) | 16.23 (0.162) | 2704.8 (104.14) | 3.41 (0.33) | |
| HD | HCHD-BPU | 14.57 (0.5) | 1888.46 (50) | 32.62 (0.71) | 2534.6 (68.67) | 5.59 (1.9) |
| HCHD-BPT | 17.47 (0.1) | 2287.87 (30) | 33.54 (2.32) | 3019.5 (165.32) | 6.35 (0.9) | |
| LCHD-BPU | 8.375 (0.2) | 2505.57 (22) | 18.308 (2.12) | 3033.2 (173.52) | 2.34 (0.44) | |
| LCHD-BPT | 10.15 (0.1) | 2966.90 (55) | 22.58 (3.15) | 3728.5 (219.8) | 2.89 (0.47) | |
| EM | HCEM-BPU | 11.03 (0.2) | 1478.85 (47) | 23.37 (0.36) | 1737.3 (91.69) | 6.68 (0.27) |
| HCEM-BPU | 11.23 (0.2) | 1506.84 (27) | 24.63 (0.85) | 1901.8 (117.59) | 8.24 (2.14) | |
| LCEM-BPU | 6.63 (0.3) | 1999.36 (37) | 14.45 (1.48) | 2428.9 (272.86) | 2.38 (0.25) | |
| LCEM-BPU | 7.45 (0.4) | 2180.88 (90) | 17.23 (1.44) | 2778.2 (211.44) | 3.60 (0.36) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ayana, K.D.; De Angelis, M.; Schmidt, G.; Krause, A.; Ali, A.Y. Valorization of Potential Post-Consumer Polyethylene (PE) Plastics Waste and Ethiopian Indigenous Highland Bamboo (EHB) for Wood Plastic Composite (WPC): Experimental Evaluation and Characterization. Fibers 2022, 10, 85. https://doi.org/10.3390/fib10100085
Ayana KD, De Angelis M, Schmidt G, Krause A, Ali AY. Valorization of Potential Post-Consumer Polyethylene (PE) Plastics Waste and Ethiopian Indigenous Highland Bamboo (EHB) for Wood Plastic Composite (WPC): Experimental Evaluation and Characterization. Fibers. 2022; 10(10):85. https://doi.org/10.3390/fib10100085
Chicago/Turabian StyleAyana, Keresa Defa, Marco De Angelis, Goran Schmidt, Andreas Krause, and Abubeker Yimam Ali. 2022. "Valorization of Potential Post-Consumer Polyethylene (PE) Plastics Waste and Ethiopian Indigenous Highland Bamboo (EHB) for Wood Plastic Composite (WPC): Experimental Evaluation and Characterization" Fibers 10, no. 10: 85. https://doi.org/10.3390/fib10100085