

Performance of Flax/Epoxy Composites Made from Fabrics of Different Structures

Centre for Advanced Materials Manufacturing and Design (CAMMD), Department of Mechanical and Mechatronics Engineering, The University of Auckland, Auckland 1142, New Zealand
*
Author to whom correspondence should be addressed.
Fibers 2024, 12(4), 34; https://doi.org/10.3390/fib12040034
Submission received: 21 December 2023
/
Revised: 10 March 2024
/
Accepted: 21 March 2024
/
Published: 7 April 2024
(This article belongs to the Special Issue Fibers 10th Anniversary: Past, Present, and Future)
Abstract
:Flax fibers have been shown to have comparable mechanical properties to some conventional synthetic fibers. Flax fabrics with different textile structures show differences in resistance against mechanical loads mainly rooted in fabric orientation and the resultant resin impregnation. Thus, in this study, flax fabrics with three different textile structures, fine twill weave, coarse twill weave and unidirectional, were used as reinforcements in an epoxy matrix. The surfaces of the fabrics were chemically treated using an alkaline treatment, and the alterations in fabric crystallinity index (CrI) were determined using X-ray diffraction (XRD). Experimental results confirmed that textile structures and CrI had significant effects on the mechanical properties of composites. Although an increment in CrI, resulting from chemical treatment, always enhanced tensile and flexural properties, it adversely affected damage development once composites were exposed to impact load. In terms of textile structures, unidirectional fabric outperformed woven fabrics in tensile and flexural properties while in impact properties, the latter had a better performance inducing less damage development. Finally, the mechanism of damage development in different composites was discussed in detail using Scanning Electron Microscopy (SEM) images. It is envisaged that the results of this study will provide an insight that will lead to the proper choice of the optimal kind of flax fabric for different applications.
1. Introduction
Plant-based fibers such as flax [1,2,3], ramie [4,5], kenaf [6,7] and palm [8,9] have been extensively exploited as reinforcing components in polymer composites. Their exclusive features such as eco-friendliness and light weight make them an excellent contributing factor in carbon emission reduction [10]. Additionally, their moderate price, as well as abundance in nature, has encouraged industrial sectors and researchers to turn to these materials even more than before. Among all natural fibers (NFs) available for composite reinforcement, flax fiber is extensively used in various applications thanks to its superior performance in terms of tensile strength and stiffness [11].
NFs are mostly extracted from different parts of plants such as stems, leaves or fruits which makes them discontinuous because of the qualified length of plant organs [12,13]. Nevertheless, flax fibers can be used in long unidirectional (UD) or woven forms. The textile structures of fabric along with structural parameters such as fiber direction, areal density and weave type influence reinforcing effects once used in polymer matrices. Hence, gaining insights into these variables should be considered as a must to improve the strengthening efficiency of fibers. In this regard, Rahman et al. [14] showed that fiber orientation and content significantly influenced the tensile and impact properties of UD-flax-reinforced PP composites. They found that fiber orientation is a dominant factor affecting energy absorption capability and failure mode when laminates were exposed to different impact analyses. Ma et al. [15] investigated the impacts of linear density and yarn structure on the mechanical properties of ramie-fiber-reinforced epoxy composites. The results indicated that an increase in yarn linear density decreased tensile strength and interlaminar fracture toughness while increasing the impact properties. Baghaei et al. [16] also examined the effect of weave patterns (satin and basket) on the properties of PLA composites reinforced with hemp fiber. It was shown that satin fabric resulted in the lowest porosity and thus highest tensile strength. Additionally, weave type even influenced water absorption in the composite: basket-weave-reinforced PLA absorbed much more moisture than satin-weave-reinforced PLA thanks to resin-rich channels. Goutianos et al. [12] found that the structural parameters of woven fabrics such as yarn twist entirely affect their reinforcing capabilities. They found that in woven fabrics made from low-twist yarns, the capability of stress transferring reduces which adversely affects composite performance under a tensile load.
Additionally, reinforcing effects in polymer composites are also dependent on factors such as the relative concentration of the reinforcing phase and the strength of the interfacial bond that they establish with the polymer matrix [17,18,19]. Ansari et al. [20] showed that an upsurge in the volume fraction of glass fiber increases flexural strength while adversely affecting the tensile properties of glass fiber/epoxy composites. Furthermore, in another study, it was found that the thermal and mechanical properties of jute-reinforced polyester composites are substantially influenced by both fiber orientation and volume fraction. Indeed, different fiber loadings and orientations altered load-carrying capacity which resulted in different failure mechanisms [21]. It is worth noting that higher volume fractions of the fiber will not necessarily enhance mechanical properties. As an illustration, Singh et al. [22] demonstrated that by increasing fiber content from 33 to 44%, a reduction in the tensile and flexural strength of jute-reinforced PLA composites was observed mainly due to higher void contents at high fiber loadings. Likewise, Rahman et al. [14] discerned that higher volume fractions of fiber in flax/PP composites reduced laminate resistance against impact force. Fiber/matrix adhesion also plays a significant role in the mechanical performance of the final composite since it facilitates the transfer of load from the matrix to the fiber. Therefore, the weak interaction of polymer matrix and fiber will adversely affect the mechanical properties of composites [23]. In order to improve the interaction between the fiber and the matrix, chemical modification is mostly used to remove lignin and hemicellulose from the fiber surface [24]. Although chemical modification is expected to enhance some mechanical properties, it might sacrifice other characteristics which inevitably deteriorates composite performance under different loads [23]. For instance, Zhu et al. [25] found that chemical treatment of novel flax/tannin composites deteriorated the impact properties of the composites. Thus, while chemical treatment is expected to bring about some advantages, the resultant demerits should not be overlooked.
A thorough investigation is needed on the effects of textile structures, their volume fraction and chemical treatment on the mechanical properties of natural fiber epoxy composites. More importantly, it is vital to gain insight into the damage mechanisms of different types of fiber structures and how they react to applied loads, since it can provide more detailed evidence about the reinforcing effects of different textures of flax fibers. Therefore, this study focused on the mechanical behavior and damage mechanisms of different flax fabrics with distinctive textile structures in epoxy composites. Moreover, the influence of chemical treatment, leading to alterations in CrI, and the volume fraction of these fabric textures on the mechanical properties of the resulting composites were extensively explored.
2. Materials and Methods
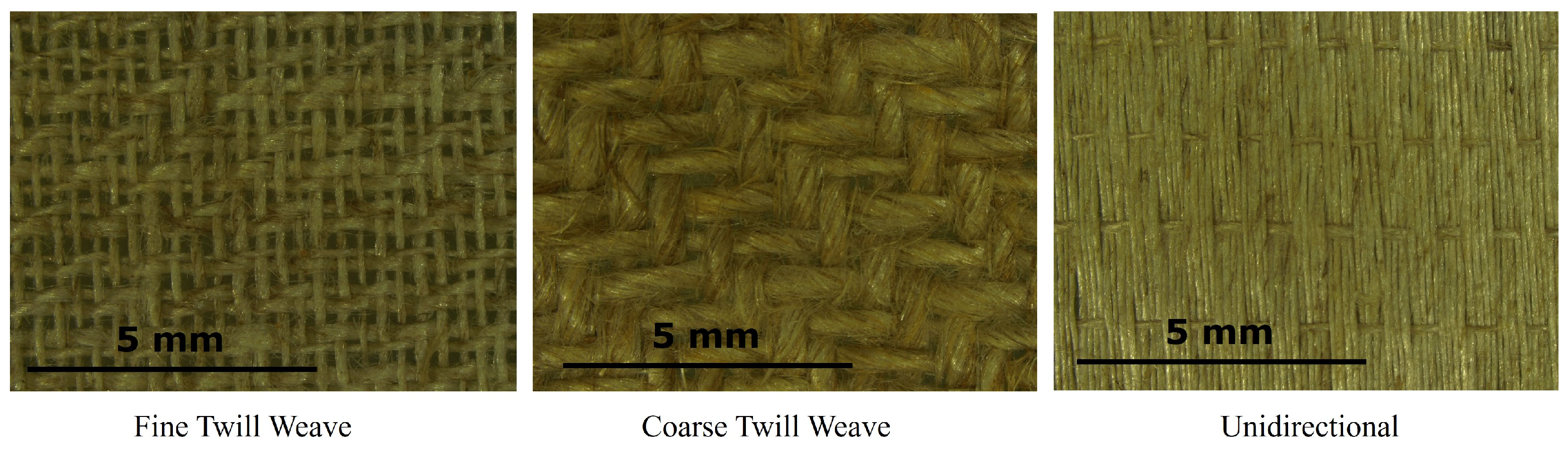
Diglycidyl ether bisphenol A (DGEBA) epoxy resin (105 west system epoxy) and polyamine curing agent (209 extra slow hardener) were supplied by Adhesive Technologies Ltd. (Auckland, New Zealand). Fine twill weave, coarse twill weave and unidirectional flax fabrics (Flax ply UD180) with areal densities of 145, 565 and 180 g/m2, respectively, were provided by Lineo (Bruxelles, Belgium). Figure 1 shows the three different types of fabric structures used in this study, each with an average fiber diameter of 17 μm. The crimp ratio in woven fabrics, which is an indicator of fiber bundle undulation, depends on the width (w), thickness (b) and spacing (g) of fiber bundles. In this study, φ is the angle between fibre dundles, crimp ratio (cr) is calculated based on weave density (dw), laminate thickness (t) and number of fabric layers (n) according to the following relationship, which can be visually seen in literature [26]:
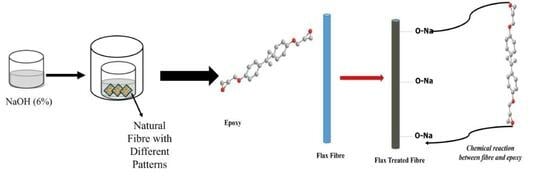
2.1. Chemical Treatment
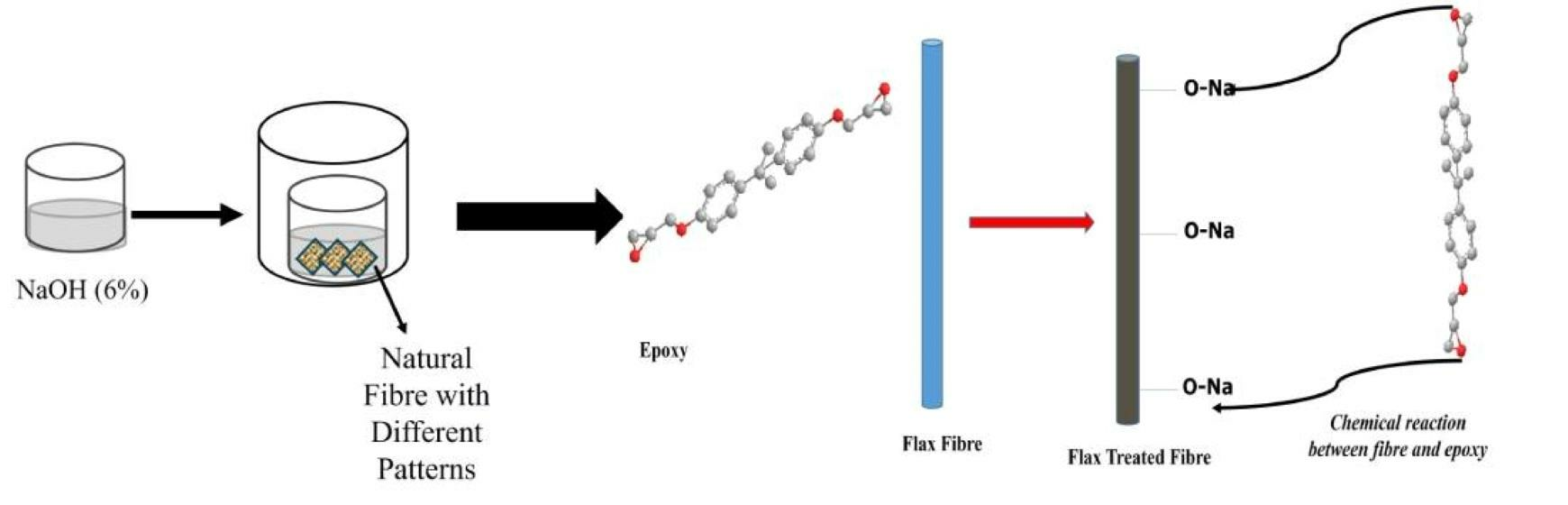
Fabric surface treatments were carried out using alkaline (NaOH) solutions. Firstly, the fabrics were treated with sodium hydroxide (NaOH) solutions at a concentration of 94% for 33 min. Secondly, the fabrics were washed with distilled water at least 10 times to remove the residual solvent. Finally, they were heated in an oven at a temperature of 40 °C for 8 h.
2.2. Composite Manufacturing
Composites were manufactured using a hand-lay-up method. The number of layers was selected according to density and areal density of different flax fabrics to maintain the designated volume fractions of the final composites. Then, each fabric layer was stacked on others in an aluminum mold following resin impregnation. Next, the resin-impregnated and laid-up fabric layers were compressed in a press at a pressure of 0.7 MPa and room temperature for 24 h. Subsequently, the manufactured laminates with the thickness range of 2.8–2.95 mm were cut into different dimensions, according to pertinent standards, for various analyses. The compositions of samples prepared for this study are summarized in Table 1. L unidirectional and T unidirectional refer to longitudinal unidirectional fabric and transverse unidirectional fabric, respectively.
2.3. Characterizations
Tensile properties of flax-reinforced epoxy composites were determined according to ASTM D3039 [27], using a universal testing machine (Instron 5567). Tensile tests were performed on specimens (250 × 25 × 2.8 mm3) with a crosshead speed of 2 mm/min and a gauge length of 50 mm. A video extensometer was employed to determine the tensile modulus between 0.05 and 0.25% strains.
Flexural properties of composites were determined according to ASTM D790 [28]. The specimens were rectangular in shape (70 × 12.7 mm2). The crosshead speed and the length of supporting span were set based on the thickness of the specimens, as instructed in the standard.
Drop weight impact testing of the composite samples was carried out in a drop weight impact tester (Imatek IM10T-20, made in London, UK) according to ASTM D7136 [29]. A hemispherical impactor with a diameter of 16 mm was applied to obtain the histories pertaining to energy–time and force–displacement of the composites. Moreover, four clamps were used to hold the specimens and prevent them from moving once the load touched the laminates. The total impact mass, including force transducer, crosshead and impactor nose was around 9.745 kg. Impact analysis software (IM10T-20 version 1.1) was also used to analyze the results and carry out the pertinent calculations. For the analyses that were carried out in the warp direction, at least five samples were tested, and the average results were reported.
The XRD patterns of flax fibers were collected using a D2 phaser Bruker Diffractometer (made in Billerica, MA, USA) having a source of Cu Kα at 45 kV and 330 mA while the scanning range changed from 10° to 60°.
To visualize the quality of resin impregnation in woven fabrics and the difference in structure of the resultant composites, samples were polished through six levels ending in a polish grade of 1 μm, and optical microscopy (LEICA DM 2500, made in Wetzlar, Germany) images were captured.
The impact fracture surfaces of laminates were visually checked for any external damage. To capture the scaled image, a digital camera was used. Additionally, images were analyzed using ImageJ software version 2020 to determine the damaged area of each laminate.
The morphology of composite specimens was also viewed using a SEM (FEI Quanta 200F, made in Waltham, MA, USA) following surface platinum coating.
3. Results and Discussion
3.1. X-ray Diffraction
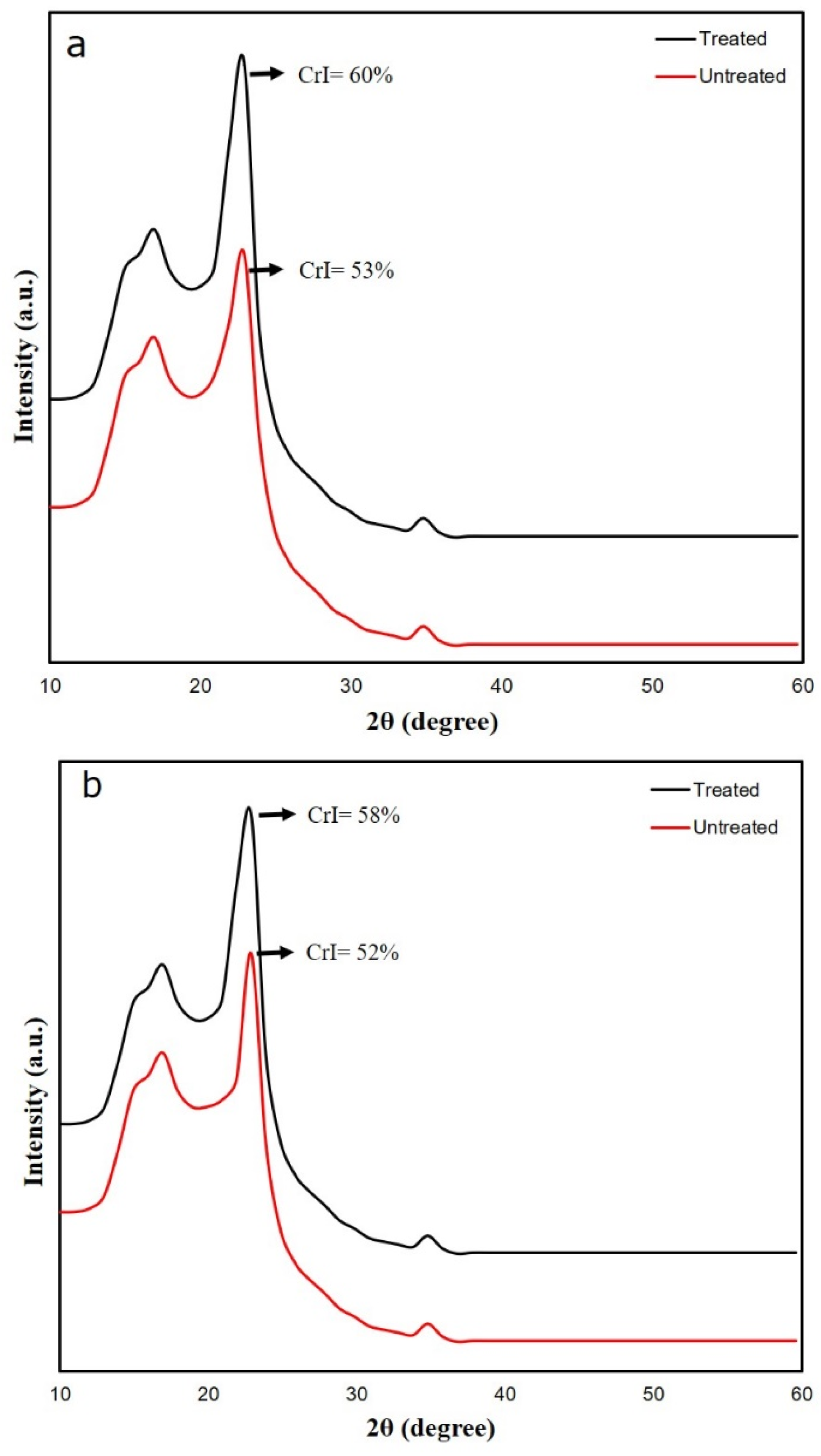
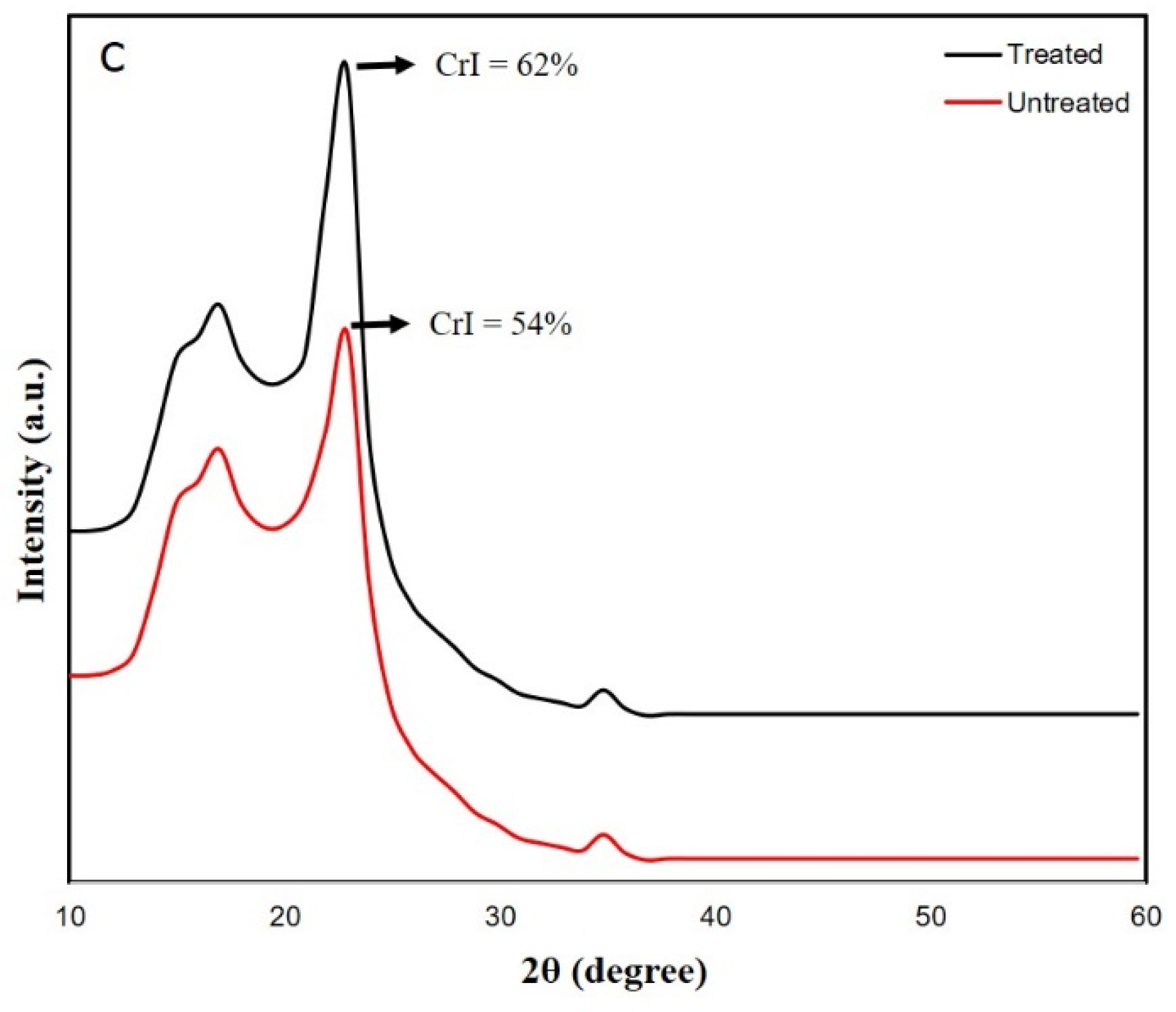
Cellulose crystallinity is regarded as a paramount characteristic of natural fibers. Plant fabrics with high cellulose crystallinity are desirable in composite applications since the crystallinity is directly correlated with the strength and stiffness of the fibers [1,2]. Thus, any attempt to modify the fiber should not compromise its crystallinity. In this regard, to assess the efficiency of chemical modification on flax fabric, cellulose crystallinity was characterized by XRD. Generally, cellulose is characterized by peaks appearing at 2θ = 15.5, 16.5 and 22.8° pertaining to (1 0 1), (0 0 2) and (0 0 4) reflections [30]. Additionally, the (0 0 2) reflections are considered the main crystalline peak of cellulose 1 [28]. The crystallinity index (CrI) of the fiber can be determined by the Segal empirical method [31] using the following equation:
where I002 represents the maximum intensity of the (0 0 2) crystalline peak, and Iam is the minimum intensity of the amorphous component between (1 0 1) and (0 0 2) peaks (see Figure 2). The crystallinity indices for untreated and treated flax fabrics were determined from the XRD patterns using Highscore software of the XRD (Version 5.1) and can be seen in Figure 2. The crystallinity index for three different flax fabrics increased after chemical treatment. This increment is ascribed to the removal of non-crystalline components such as amorphous hemicellulose, lignin and non-cellulosic parts which consequently allows the cellulose fibers to have a more crystalline structure [31].
3.2. Tensile and Flexural Properties
3.2.1. Effect of Fiber Volume Fractions on Tensile and Flexural Properties
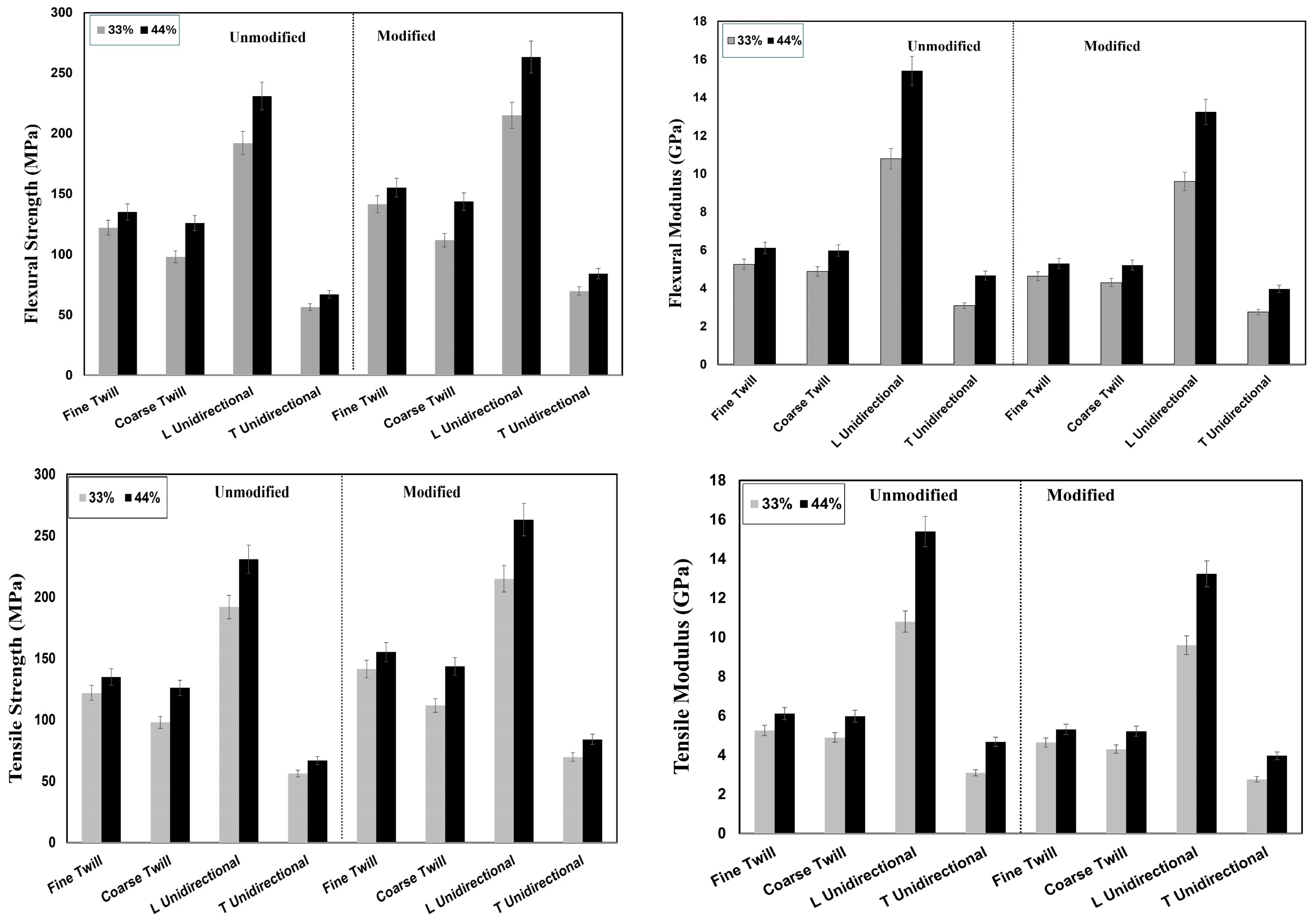
Figure 3 shows the tensile properties of unidirectional and woven flax fabric epoxy composites. In these figures, the measured p values are less than 0.05 which substantiates the significance of the results from a statistical perspective. As seen, an increase in flax fiber volume fraction in untreated samples, irrespective of fabric structure, leads to an enhancement in the tensile strength of all composites. For composite samples reinforced with 33% fine twill weave fabric, the tensile strength and modulus are equal to 72.5 MPa and 4.9 GPa, respectively. These values reach 91.8 MPa and 6.4 GPa when the fiber volume percentage is 44%. For coarse twill weave composites, the tensile strength and modulus increase from 57.3 to 76.6 MPa and from 4.3 to 5.9 GPa, respectively. For unidirectional composites, the longitudinal tensile strength surges from 195 to 239 MPa, and the modulus increases from 10.8 to 14.5 GPa. The transverse tensile properties also follow the same pattern while the improvement is negligible. The tensile strength increases from 27.4 MPa to 27.8 MPa, and the tensile modulus reaches 3.7 GPa from 3.1 GPa. This means that in the transverse direction, an increase in fiber volume fraction does not significantly enhance the tensile properties.
The flexural properties of composites are also shown in Figure 3. As seen, an increase in the fiber volume fraction enhances flexural strength and modulus in all flax-fiber-reinforced epoxy composites. The enhancement is more significant in coarse twill weave composites. The flexural strength increases from 98 MPa to 126 MPa, and the flexural modulus increases from 4.8 to 5.9 when the flax fiber volume fraction reaches 44%. For unidirectional composites, the effect of fiber volume fraction follows the same trend; it enhances both flexural strength and modulus in longitudinal and transverse directions. When a fiber-reinforced composite is subjected to stress, fibers act as load carriers, and the applied stress is transferred from the matrix to the fiber contributing to uniform and efficient stress distribution which is subsequently followed by an enhanced mechanical performance in the composite. At low fiber volume fraction, fibers cannot efficiently transfer load to adjacent layers leading to fracture and thus lower mechanical properties [1]. Likewise, at a higher volume fraction of fibers, if resin cannot efficiently impregnate between fibers, the agglomeration of unimpregnated fibers occurs resulting in inefficient stress transfer and composite failure.
3.2.2. Effect of Chemical Treatment on Tensile and Flexural Properties
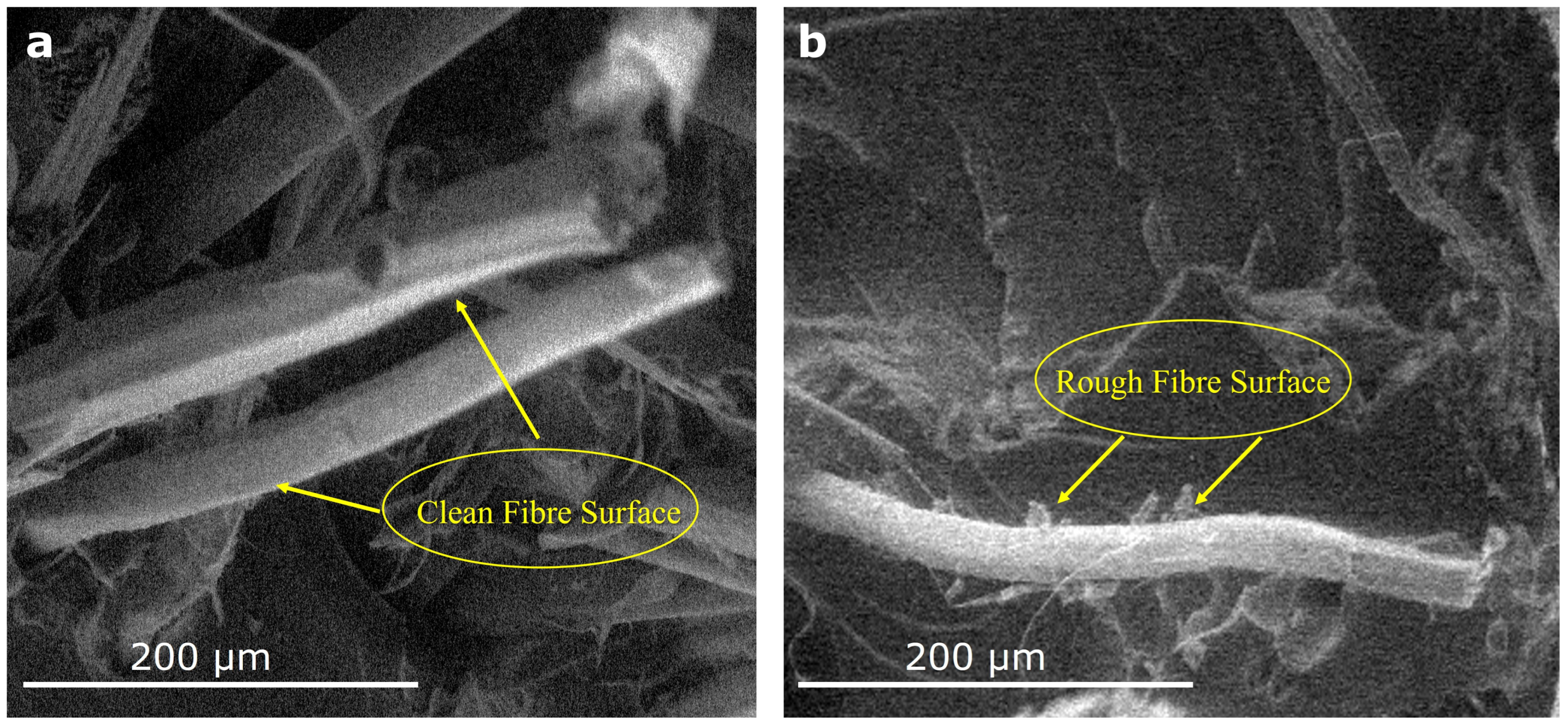
The effect of alkali treatment on the tensile and flexural properties of flax-reinforced epoxy composites is also seen in Figure 3. As observed, the tensile and flexural strength of all composites increased with fiber treatment. Alkaline treatment, as substantiated by XRD analysis and CrI, successfully removes the impurities and waxy particles from fiber surfaces and, by increasing fiber roughness, contributes to mechanical interlocking eventually leading to stronger interfaces (see Figure 4). It should also be noted that the improvement rate in the transverse direction of the unidirectional fabric is far more significant. In fact, the properties of composites in the transverse direction are mostly influenced by fiber–matrix interface quality, and hence, higher interfacial strength leads to a more pronounced increment [1].
3.2.3. Effect of Direction in Unidirectional Fabric on Tensile and Flexural Properties
The unidirectional composites were examined in both longitudinal and transverse directions. The composite samples showed exceptional strength in the longitudinal direction where the tensile strength value was 196 MPa compared to 27.4 MPa in the transverse direction at 33% fiber volume fraction. At 44% fiber volume fraction, tensile strength increased and reached 239 MPa and 27.8 MPa in the longitudinal and transverse directions, respectively.
The flexural properties of unidirectional composites were also examined in both longitudinal and transverse directions. The flexural strength and modulus were much higher in the longitudinal direction. For composites reinforced with 33% flax fiber, the longitudinal flexural strength and modulus were 199 MPa and 10.8 GPa, respectively, while in the transverse direction, a flexural strength of 56.2 MPa and a modulus of 3.09 GPa were recorded.
3.2.4. Effect of Flax Fabric Textile Structure on Mechanical Properties
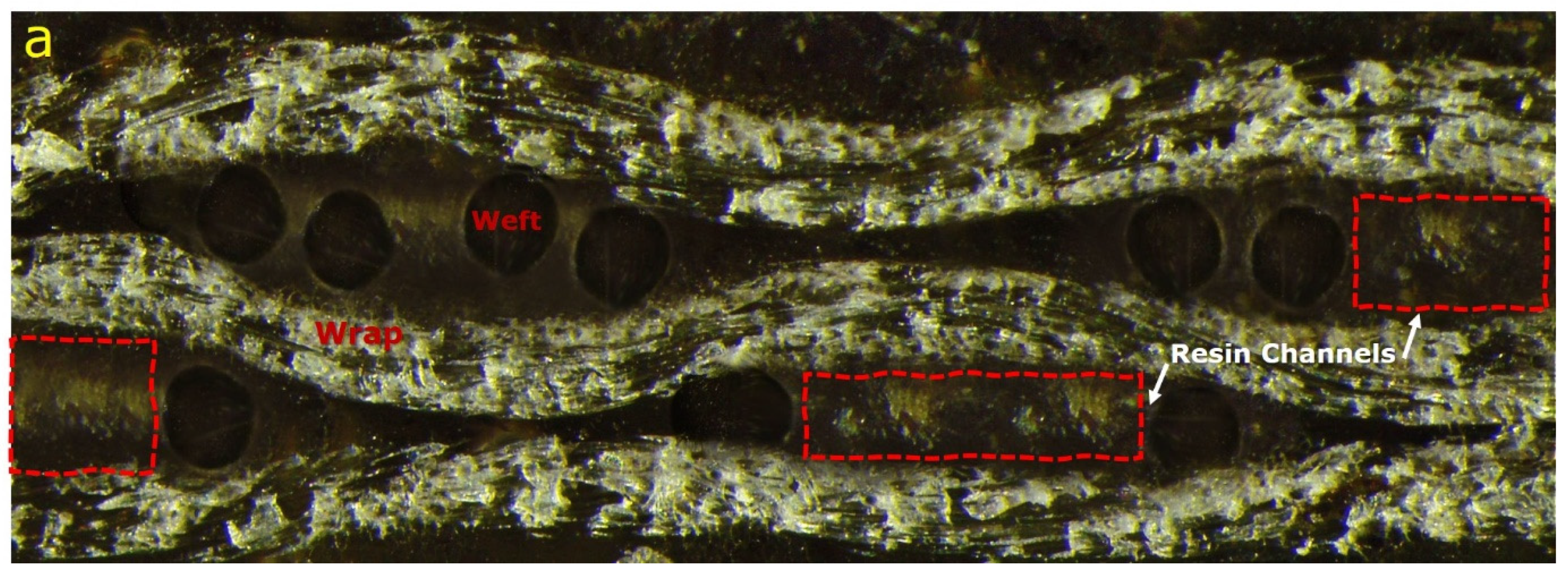
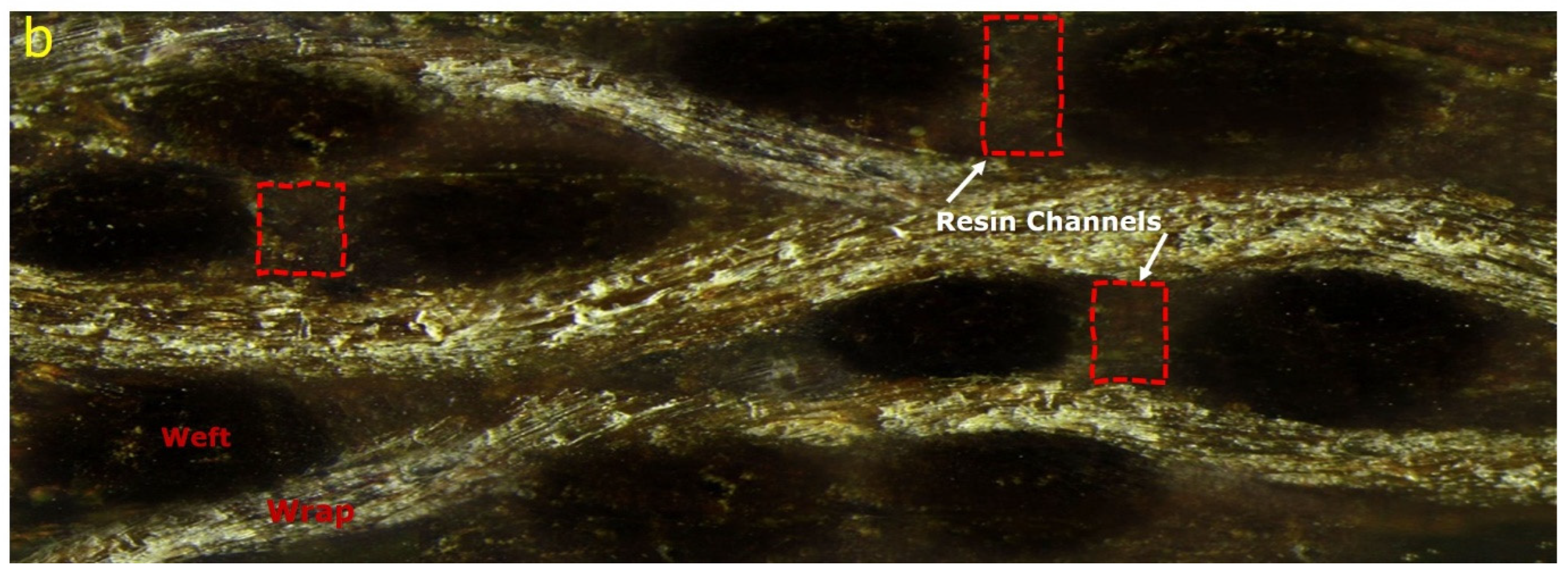
The effect of flax fabric textile structure on mechanical properties was also studied. A comparison between two kinds of woven fabrics clarifies that at the same fiber volume fraction, the recorded values for flexural and tensile properties in composites made from fine twill weave, which possess a lower yarn crimp ratio and areal weight, which leads to lower weave density, are higher than that of coarse twill weave composites. Indeed, the lower weave density results in thinner fiber bundles in the fabric weave which then facilitates the process of fabric wetting by the resin. On the contrary, higher weave density leads to thicker fiber bundles and thus smaller resin channels in the resultant composites as shown in Figure 5. Therefore, it is deduced that weave density and thus the crimp ratio directly influence the flexural and tensile properties of composites. In this regard, it is hypothesized that woven fabrics with different crimp ratios encounter disparate stiffness degradations [31]. Indeed, fabrics with a higher crimp ratio and weave density are more vulnerable to property degradation once exposed to tensile or flexural stress [25,27,32,33], because fiber-free interfaces contribute toward the applied stress [16]. Similarly, in this study at 33% and 44% of fiber volume fractions, in unmodified samples, fine twill samples possess 26 and 20% higher tensile strengths, respectively, than their coarse twill counterparts. Likewise, the lower crimp ratio and weave density of fine twill weave composites compared to coarse twill ones lead to a significant discrepancy in the tensile modulus where the former possesses 12 and 8% higher values at 33 and 44% of fiber volume fractions, respectively. It can also be deduced that fabric with a lower crimp ratio and weave density can be impregnated more effectively with the matrix leading to more pronounced fiber/matrix cohesion. Fine twill weave fabrics in their structure will have more significant resin channels between their bundles compared to coarse twill weave fabrics. The fiber bundles that are adjacent to resin channels can bring about effective load transfer in the composites, thereby leading to more resistance against mechanical loads (see Figure 4).
4. Impact Properties
4.1. Effect of Fiber Volume Fractions on Impact Properties
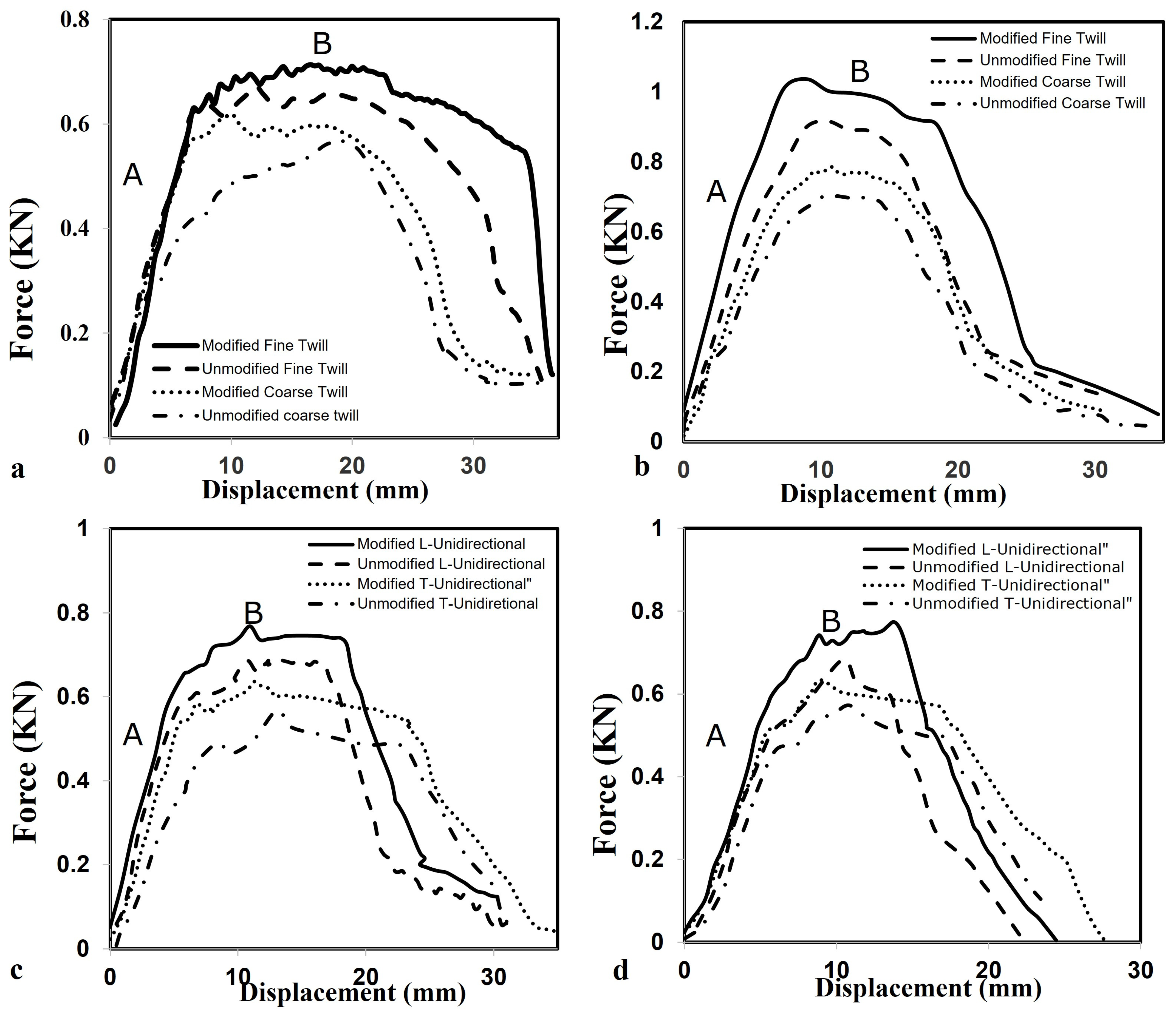
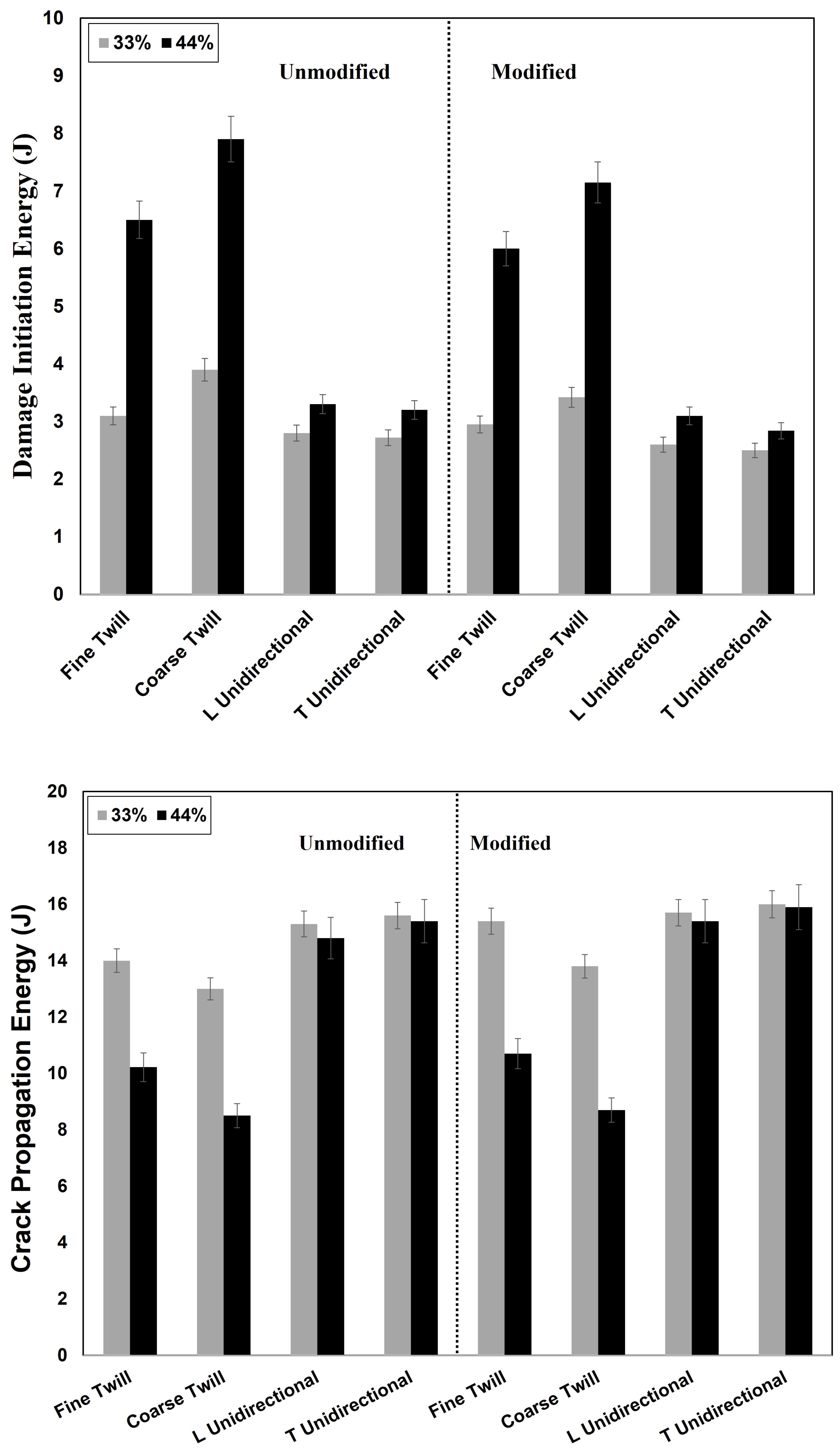
Typical force–displacement curves of epoxy composites reinforced with different flax fabrics are illustrated in Figure 6. These graphs can be divided into two distinctive zones, namely zone A and zone B. Zone A demonstrates the elastic response of composite laminates until the point at which force reaches the damage initiation threshold. It is hypothesized that the total energy is absorbed by composites through elastic deformation, and all energies absorbed beyond this point, in zone B, contribute to the creation of damage. Indeed, in zone B, damage initiates and develops while the impactor continues to move toward the specimen until it is completely stopped at the turning point. Damage development in zone B can happen through various mechanisms such as matrix cracking, delamination and fiber breakage. Thus, it is deduced that the larger zone B is an indication of damage development through composite laminate and consequently a larger damaged area [34]. As seen, the impact force threshold goes to higher values once fiber volume fraction increases, suggesting more resistance against impact force in all composites. These findings are consistent with tensile properties where higher fiber content resulted in enhanced tensile properties. Additionally, for unidirectional, fine twill and coarse twill composites, zone B in corresponding graphs becomes smaller when fiber content increases from 33% to 44%. It shows that more fiber inclusion to the epoxy reduces damage development in impact analysis. This matter can also be investigated through the damage initiation energy and propagation energy shown in Figure 6. The results show that fiber inclusion enhances the damage initiation energy and consequently reduces the propagation energy in composites [1]. The reduction in crack propagation energy exemplifies that damage development in composite laminate decreases.
In addition, when fabric is chemically modified, the maximum force threshold increases, because CrI enhances, and the existence of more crystalline parts promotes the maximum force that composites can tolerate. Moreover, chemically treated fibers have a lower initiation energy and thus more propagation energy (see Figure 6b). Beyond the maximum impact force, the amount of absorbed energy increases, and consequently, composites experience more severe damage [14]. This phenomenon is attributed to the higher tensile strain of the treated composites. The contraction of flax fabric micro-fibrils induced by applying alkaline treatment accounts for the higher tensile strain of the treated composites [35,36]. Additionally, it is hypothesized that higher tensile strain at the break of a given composite results in a higher amount of absorbed energy which will be followed by more pronounced damage development [37]. Similar trends were also reported in other studies [14]. Furthermore, it has been reported that the amount of energy absorption during the impact test increases when fiber internal bonding with the matrix is enhanced [14]. As discussed earlier, chemical treatment enhances the adhesion between flax fiber and the epoxy matrix which also accounts for the higher amounts of absorbed energy and more severe damage in composites made from treated fibers.
4.2. Effect of Flax Fabric Textile Structure Resulting from Different Yarn Diameters on Impact Properties
For a given volume fraction, composites made from two different kinds of woven fabrics with different yarn diameters represent divergent trends in energy absorption. As seen in Figure 6, zone B in fine twill weave composites is evidently larger, suggesting a more severely damaged area in these laminates, despite having a higher impact force threshold. Earlier, some differences were observed in the structure of final composites made from these two kinds of fabric which influence energy absorption during impact tests. It is hypothesized that more resin-rich areas facilitate crack propagation under an impact load [34]. As discussed earlier in Figure 4, fine twill weave composites have more resin-rich areas which are unreinforced spots in the laminates and, once exposed to impact force, facilitate crack propagation. In fiber-reinforced composites, the polymer matrix is the component that possesses the lowest modulus, and thus, the more it is exposed to the load, the larger cracks are expected to result. Moreover, the amount of energy dissipated by the matrix is quite low, and the presence of more fibers hinders extreme damage development in composites. Since the crimp ratio of coarse twill weave fabric is higher due to the presence of thicker fiber bundles, an overwhelming amount of impact load is tolerated, and as a result, a smaller damage area is caused. It is also deduced that in these laminates, fiber fracture is the major contributing factor in damage development. In addition, natural fibers themselves are regarded as composite structures consisting of a lignin and hemicelluloses matrix reinforced by stiff cellulose micro-fibrils having a lumen cavity in the central part. The lumen cavity brings about a porous structure in the natural fiber which enhances composite impact strength [14]. Additionally, as seen in Figure 7, composites reinforced by coarse twill weave fabric show higher crack initiation energy and thus lower propagation energy compared to those made from fine twill weave fabric.
4.3. Effect of Direction in Unidirectional Fabric on Impact Properties
Unidirectional composites do not absorb as much energy as those made from woven fabrics, because in these composites, damage mostly happens in-plane along the fiber direction [38], and fiber presence impedes the creation of large matrix deformation. Therefore, it is deduced that the dominant fracture mechanism in unidirectional composites is fiber fracture [39].
Moreover, irrespective of fiber volume fraction, the energy absorption of transverse unidirectional composites is higher than that of longitudinal composites because in the transverse direction, fewer fibers exist in the direction of impact load, and as a result, matrix damage, thanks to mismatching between the polymer matrix and fibers, also happens [38] which eventually increases the damaged area. This can be observed in Figure 7 where in the longitudinal direction, propagation energy is lower than the transverse direction, suggesting less damage development, though it is not significant. In unidirectional composites, energy absorption is overwhelmingly in the fiber direction which is clearly observable in Figure 6 where zone B in transverse reinforced flax composites is larger, indicating the creation of more damage.
4.4. Inspection of Damage Induced by Impact Loading
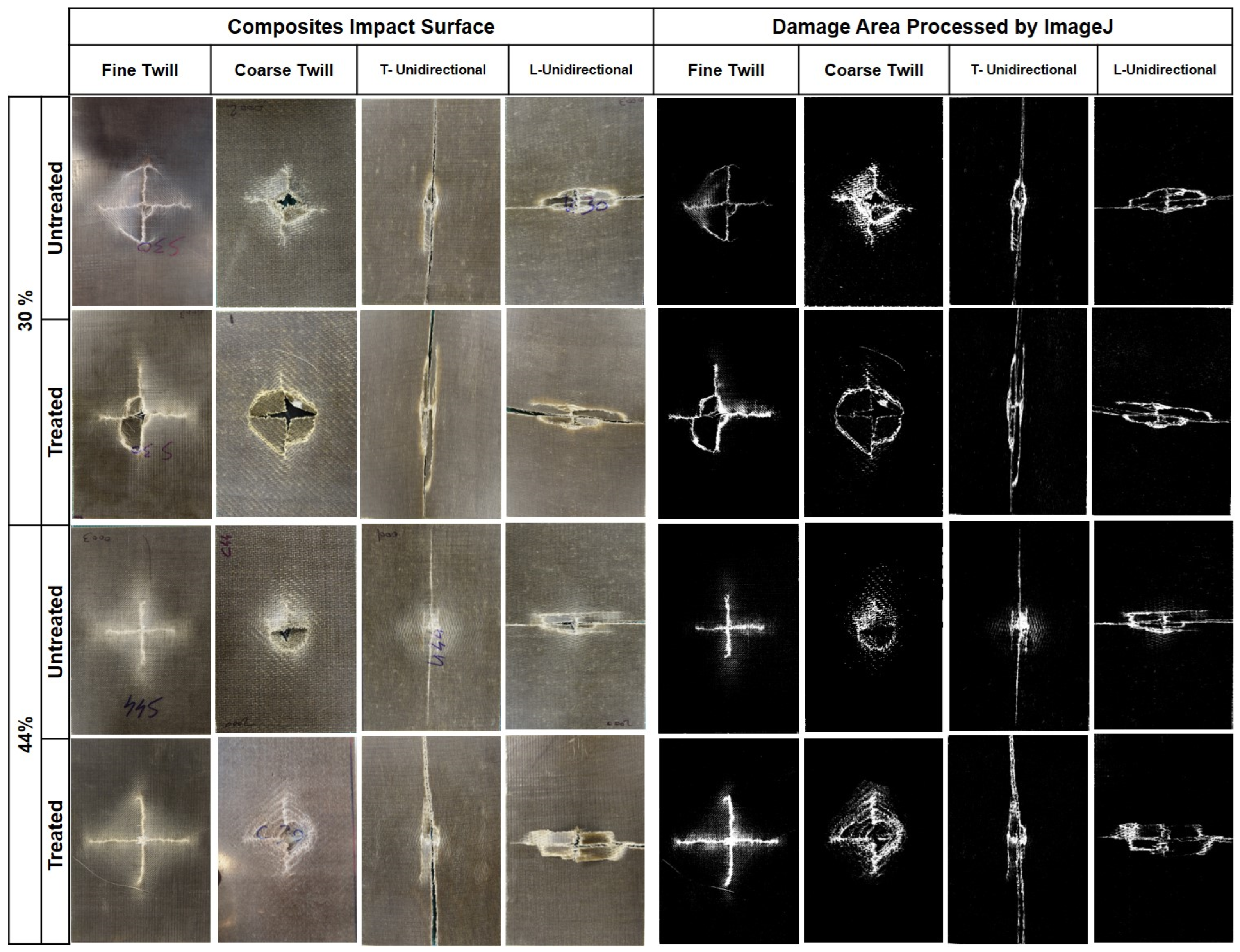
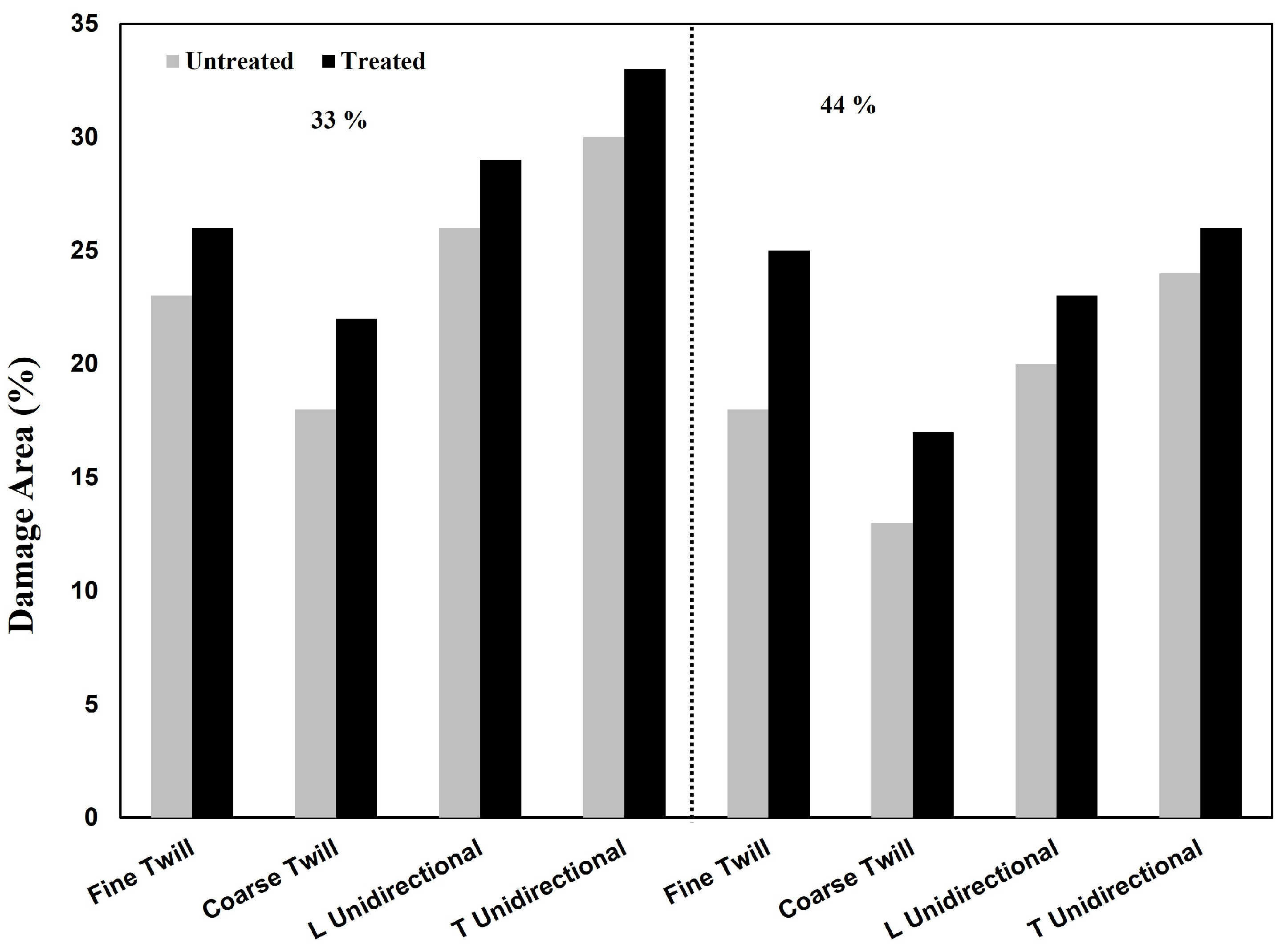
The differences in the crack areas and damaged zones of different composite laminates are illustrated in Figure 8 and Figure 9. The impact damage in composite samples originates from fiber failure, fiber–matrix debonding, fiber pull-out and fiber failure and fracture.
On the surface of fine twill weave composites, a cross-shaped crack covering the center of the laminate exists. However, the damaged area in 33% included fiber is larger. In addition, the impactor created a dent in composites made from 33% and 44% coarse twill weave composites while the dent is more severe in the latter. Therefore, as discussed before, the damaged area in the fine twill weave composite is larger compared to that in the coarse twill weave composite. Structural features in the two woven fabric composites associated with different crimp ratios, such as resin-rich pockets which are more frequent in fine twill weave composites, do play a pivotal role in the damage tolerance of these composites as described previously.
A comparison between the front and back of epoxy composites reinforced with 33% and 44% volume fractions of unidirectional fabric clarifies that these laminates do not show enough resistance against the impactor. The severity of damage is more significant for the laminates reinforced with 33% fiber where they were separated into two pieces. In the front side of unidirectional composites, the dominant damage mechanism is fiber breakage which is observed as a longitudinal crack along the fiber direction. On the back side, matrix cracks along the fiber direction are dominant which is accompanied by delamination clearly observable from the upper layers. In addition, a peanut-shaped delamination area is observed in composites reinforced with 33% fiber which is rooted in the distribution of interlaminar shear stress at the interface of 0° and 90° cross-ply laminates [14].
4.5. Microscopic Analysis of Impact Fracture Surface of Composites
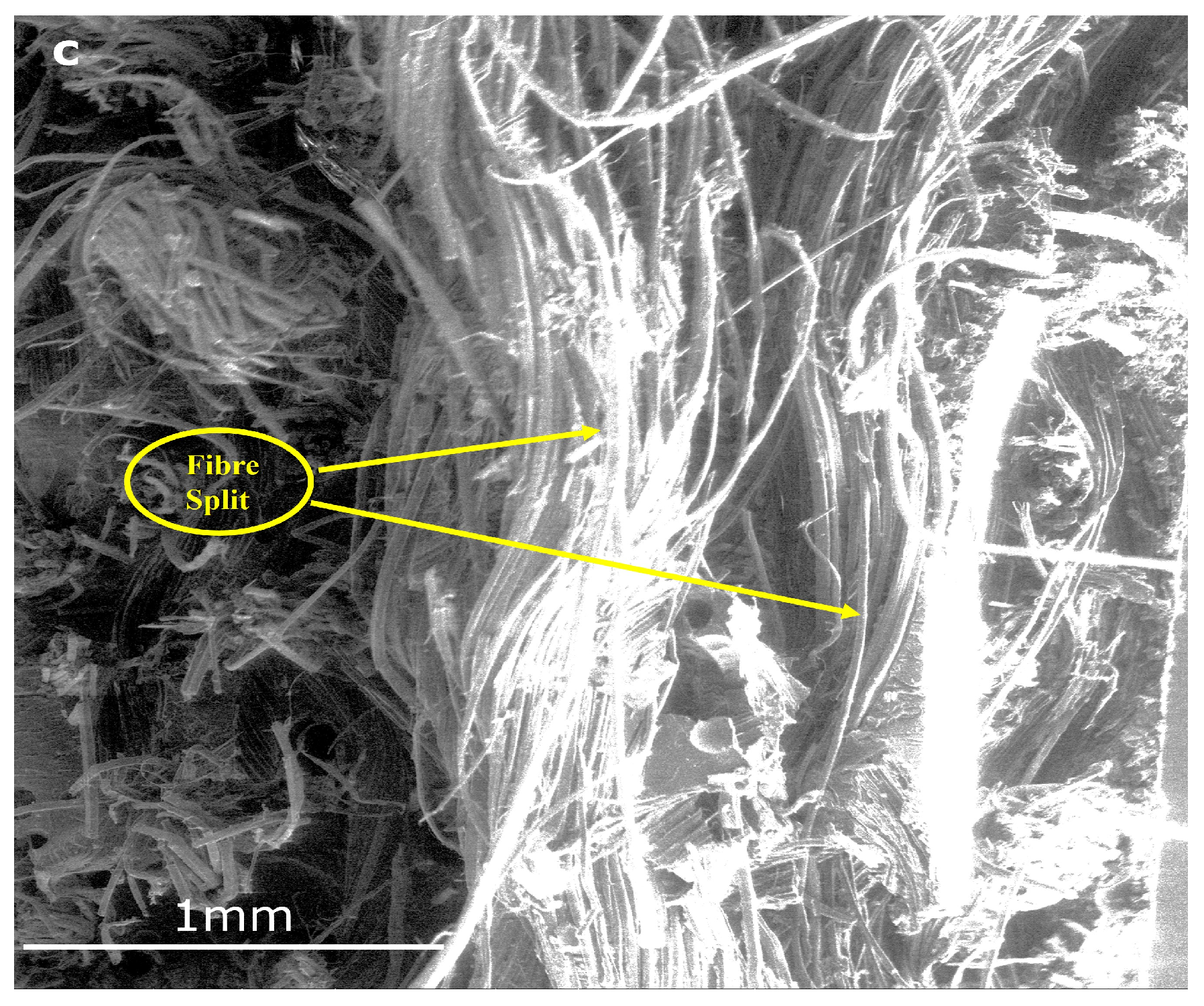
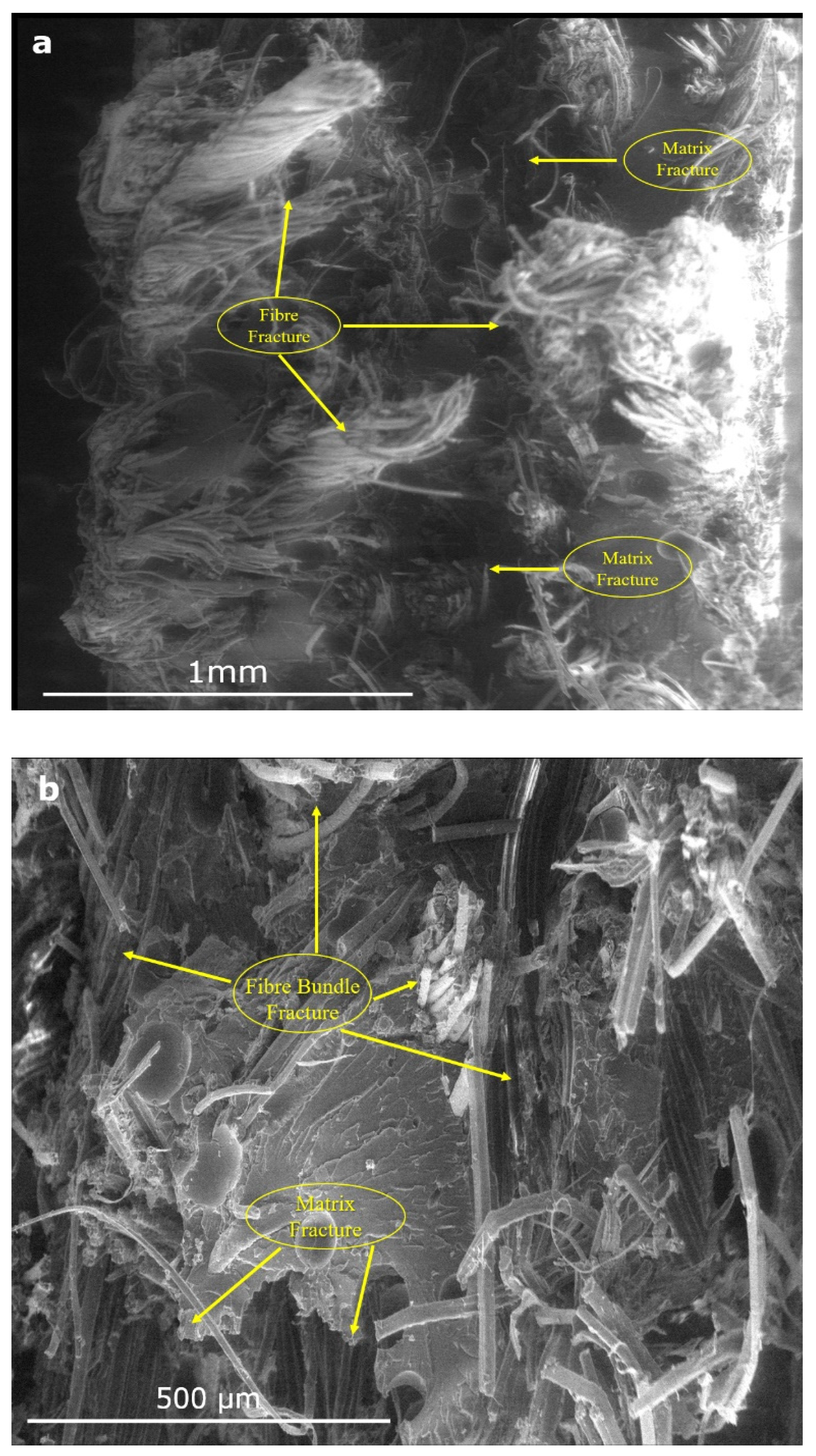
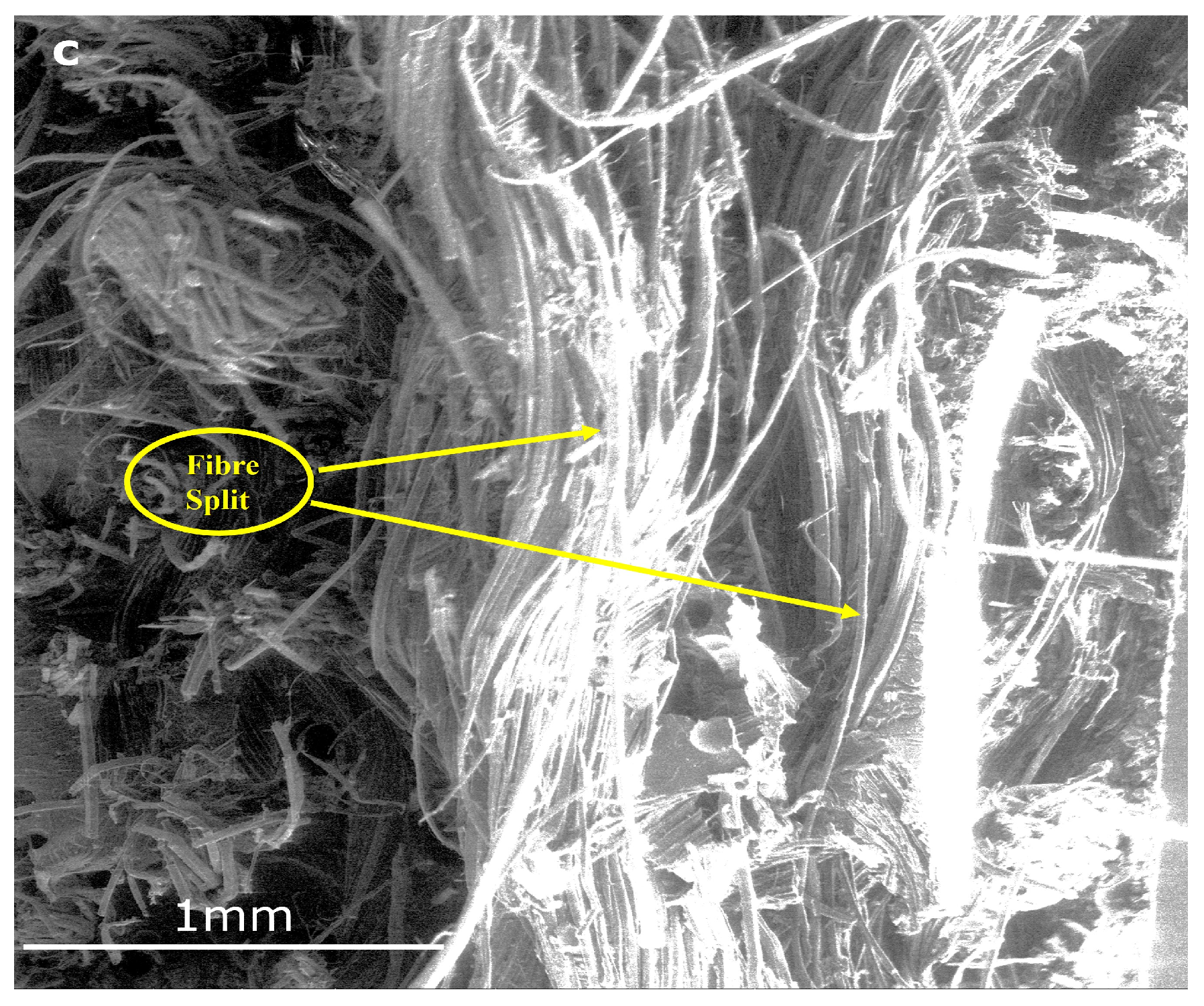
The impact fracture surfaces of composites were viewed by SEM to gain a better understanding of how flax fiber with different textures reacts to impact load. As seen in Figure 10, in composites made from fine twill flax fabric, cracks tend to propagate through the resin-rich area which is consequently followed by the breakage of fiber bundles. Thus, the dominant fracture mechanisms in these composites are matrix cracking and fiber breakage. On the other hand, in composites made from coarse twill flax fabric, as discussed earlier, much thicker fiber bundles and less resin-rich area exist, and as a result, fiber bundles are the part of the laminate most exposed to the impact load. Thereby, fiber breakage is regarded as the most significant mechanism in impact tests [14]. Further, as discussed earlier, the existence of less resin-rich area in composites increases strength against an impact load, because in fiber-reinforced composites, the matrix possesses the lowest modulus. That is why these composites absorb less energy in the crack propagation stage compared to their counterparts made from fine twill flax fabric. The impact fracture surfaces of composites made from unidirectional fabric were also evaluated using SEM. In Figure 9, as seen, fiber splits into separate parts, and thus, fiber breakage is the major crack propagation in these composites. Other researchers have also reported that fiber breakage and pull-out are the chief mechanisms of energy dissipation in long fiber composites [14]. Moreover, in these composites, cracks develop along the fiber direction which may also detach fiber from the matrix [40,41].
5. Conclusions
In this study, flax/epoxy composites made from fabrics with different structures were extensively evaluated in terms of performance under different mechanical loads. The fabrics were also subjected to alkaline treatment to see how chemical modification influences composite performance. It was found that composites made from fine twill weave fabric outperformed those made from coarse ones, resulting from the difference in yarn diameters, while composites reinforced with longitudinal unidirectional fabric surpassed both. It was also shown that chemical treatment, although it increased the mechanical properties of all composites, negatively affected their impact strength. Also, in impact analysis, composites made from fine twill weave fabric showed lower resistance and thus more significant damage area because of having more resin-rich areas in the resultant composites. It is expected that the findings of this study will be used in exploiting an appropriate fabric type for various applications.
Author Contributions
Conceptualization, A.A. and K.J.; methodology, A.A. and K.J.; software, A.A. and K.J.; validation, A.A. and K.J.; formal analysis, A.A. and K.J.; investigation, A.A. and K.J.; resources, A.A. and K.J.; data curation, A.A. and K.J.; writing—original draft preparation, A.A. and K.J.; writing—review and editing, A.A. and K.J.; visualization, A.A. and K.J.; supervision, K.J.; project administration, A.A. and K.J.; funding acquisition, K.J. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
The data is available upon request.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Wang, W.; Chouw, N.; Jayaraman, K. Effect of thickness on the impact resistance of flax fibre-reinforced polymer. J. Reinf. Plast. Compos. 2016, 35, 1277–1289. [Google Scholar] [CrossRef]
- Liang, S.; Gning, P.B.; Guillaumat, L. Quasi-static behaviour and damage assessment of flax/epoxy composites. Mater. Des. 2015, 67, 344–353. [Google Scholar] [CrossRef]
- Saadati, Y.; Lebrun, G.; Bouvet, C.; Chatelain, J.F.; Beauchamp, Y. Study of translaminar fracture toughness of unidirectional flax/epoxy composite. Compos. Part C Open Access 2020, 1, 100008. [Google Scholar] [CrossRef]
- Djafar, Z.; Renreng, I.; Jannah, M. Tensile and Bending Strength Analysis of Ramie Fiber and Woven Ramie Reinforced Epoxy Composite. J. Nat. Fibers 2020, 18, 2315–2326. [Google Scholar] [CrossRef]
- Li, N.; Yan, H.; Xia, L.; Mao, L.; Fang, Z.; Song, Y.; Wang, H. Flame retarding and reinforcing modification of ramie/polybenzoxazine composites by surface treatment of ramie fabric. Compos. Sci. Technol. 2015, 121, 82–88. [Google Scholar] [CrossRef]
- Fiore, V.; Di Bella, G.; Valenza, A. The effect of alkaline treatment on mechanical properties of kenaf fibers and their epoxy composites. Compos. Part B Eng. 2015, 68, 14–21. [Google Scholar] [CrossRef]
- Krishna, K.V.; Kanny, K. The effect of treatment on kenaf fiber using green approach and their reinforced epoxy composites. Compos. Part B Eng. 2016, 104, 111–117. [Google Scholar] [CrossRef]
- Gheith, M.H.; Aziz, M.A.; Ghori, W.; Saba, N.; Asim, M.; Jawaid, M.; Alothman, O.Y. Flexural, thermal and dynamic mechanical properties of date palm fibres reinforced epoxy composites. J. Mater. Res. Technol. 2019, 8, 853–860. [Google Scholar] [CrossRef]
- Mahdi, E.; Ochoa, D.; Vaziri, A.; Eltai, E. Energy absorption capability of date palm leaf fiber reinforced epoxy composites rectangular tubes. Compos. Struct. 2019, 224, 111004. [Google Scholar] [CrossRef]
- Thyavihalli Girijappa, Y.G.; Mavinkere Rangappa, S.; Parameswaranpillai, J.; Siengchin, S. Natural fibers as sustainable and renewable resource for development of eco-friendly composites: A comprehensive review. Front. Mater. 2019, 6, 226. [Google Scholar] [CrossRef]
- Mahboob, Z.; El Sawi, I.; Zdero, R.; Fawaz, Z.; Bougherara, H. Tensile and compressive damaged response in Flax fibre reinforced epoxy composites. Compos. Part A Appl. Sci. Manuf. 2017, 92, 118–133. [Google Scholar] [CrossRef]
- Goutianos, S.; Peijs, T.; Nystrom, B.; Skrifvars, M. Development of flax fibre based textile reinforcements for composite applications. Appl. Compos. Mater. 2006, 13, 199–215. [Google Scholar] [CrossRef]
- Shah, D.U.; Schubel, P.J.; Clifford, M.J.; Licence, P. Fatigue life evaluation of aligned plant fibre composites through S–N curves and constant-life diagrams. Compos. Sci. Technol. 2013, 74, 139–149. [Google Scholar] [CrossRef]
- Rahman, M.Z.; Jayaraman, K.; Mace, B.R. Impact energy absorption of flax fiber-reinforced polypropylene composites. Polym. Compos. 2018, 39, 4165–4175. [Google Scholar] [CrossRef]
- Ma, H.; Li, Y.; Shen, Y.; Xie, L.; Wang, D. Effect of linear density and yarn structure on the mechanical properties of ramie fiber yarn reinforced composites. Compos. Part A Appl. Sci. Manuf. 2016, 87, 98–108. [Google Scholar] [CrossRef]
- Baghaei, B.; Skrifvars, M.; Berglin, L. Characterization of thermoplastic natural fibre composites made from woven hybrid yarn prepregs with different weave patterns. Compos. Part A Appl. Sci. Manuf. 2015, 76, 154–161. [Google Scholar] [CrossRef]
- Senthil Kumar, K.; Siva, I.; Jeyaraj, P.; Winowlin Jappes, J.T.; Amico, S.C.; Rajini, N. Synergy of fiber length and content on free vibration and Damping behavior of natural fiber reinforced polyester composite beams. Mater. Des. 2014, 56, 379–386. [Google Scholar] [CrossRef]
- Kumar, V.; Pradeep, K.K.; Rakesh, K. Impedance-spectroscopy analysis of oriented and mercerized bamboo-fiber reinforced epoxy composites. J. Mater. Sci. 2011, 46, 3445–3451. [Google Scholar] [CrossRef]
- Sreekumar, P.A.; Agoudjil, B.; Boudenne, A.; Unnikrishnan, G.; Ibos, L.; Fois, M.; Thomas, S. Transport properties of polyester composite reinforced with treated sisal fibers. J. Reinf. Plast. Compos. 2012, 31, 117–127. [Google Scholar] [CrossRef]
- Ansari, M.T.A.; Singh, K.K.; Azam, M.S. Effect of stacking sequence and fiber volume fraction on the static mechanical properties of woven GFRP Composite. In Trends in Materials Engineering; Springer: Singapore, 2019; pp. 51–58. [Google Scholar]
- Rahman, F.; Eiamin, M.A.; Hasan, M.R.; Islam, M.S.; Haque, M.M.; Gafur, M.A.; Dhar, S.A. Effect of Fiber Loading and Orientation on Mechanical and Thermal Properties of Jute-Polyester Laminated Composite. J. Nat. Fibers 2020, 19, 1741–1755. [Google Scholar] [CrossRef]
- Singh, J.I.P.; Singh, S.; Dhawan, V. Influence of fiber volume fraction and curing temperature on mechanical properties of jute/PLA green composites. Polym. Polym. Compos. 2020, 28, 273–284. [Google Scholar] [CrossRef]
- Nam, T.H.; Ogihara, S.; Tung, N.H.; Kobayashi, S. Effect of alkali treatment on interfacial and mechanical properties of coir fiber reinforced poly (butylene succinate) biodegradable composites. Compos. Part B Eng. 2011, 42, 1648–1656. [Google Scholar] [CrossRef]
- Cai, M.; Takagi, H.; Nakagaito, A.N.; Li, Y.; Waterhouse, G.I. Effect of alkali treatment on interfacial bonding in abaca fiber-reinforced composites. Compos. Part A Appl. Sci. Manuf. 2016, 90, 589–597. [Google Scholar] [CrossRef]
- Zhu, J.; Zhu, H.; Immonen, K.; Brighton, J.; Abhyankar, H. Improving mechanical properties of novel flax/tannin composites through different chemical treatments. Ind. Crops Prod. 2015, 67, 346–354. [Google Scholar] [CrossRef]
- Kiasat, M.S.; Sangtabi, M.R. Effects of fiber bundle size and weave density on stiffness degradation and final failure of fabric laminates. Compos. Sci. Technol. 2015, 111, 23–31. [Google Scholar] [CrossRef]
- ASTM D3039/D3039M-14; Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. ASTM International: West Conshohocken, PA, USA, 2014; pp. 1–13.
- ASTM D790-82; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials (Supersedes ASTM D790-81). ASTM International: West Conshohocken, PA, USA, 1981.
- ASTM D7136/D7136M-15; Standard Test Method for Measuring the Damage Resistance of A Fiber-Reinforced Polymer Matrix Composite to A Drop-Weight Impact Event. ASTM International: West Conshohocken, PA, USA, 2015.
- Segal, L.; Creely, J.J.; Martin, A.E., Jr.; Conrad, C.M. An empirical method for estimating the degree of crystallinity of native cellulose using the X-ray diffractometer. Text. Res. J. 1959, 29, 786–794. [Google Scholar] [CrossRef]
- Reddy, K.O.; Maheswari, C.U.; Shukla, M.; Song, J.I.; Rajulu, A.V. Tensile and structural characterization of alkali treated Borassus fruit fine fibers. Compos. Part B Eng. 2013, 44, 433–438. [Google Scholar] [CrossRef]
- Cavallaro, P.V. Effects of weave styles and crimp gradients in woven Kevlar/epoxy composites. Exp. Mech. 2016, 56, 617–635. [Google Scholar] [CrossRef]
- Ravandi, M.; Teo, W.S.; Tran, L.Q.N.; Yong, M.S.; Tay, T.E. Low velocity impact performance of stitched flax/epoxy composite laminates. Compos. Part B Eng. 2017, 117, 89–100. [Google Scholar] [CrossRef]
- Nakano, T. Mechanism of microfibril contraction and anisotropic dimensional changes for cells in wood treated with aqueous NaOH solution. Cellulose 2010, 17, 711–719. [Google Scholar] [CrossRef]
- Ishikura, Y.; Nakano, T. Compressive stress-strain properties of natural materials treated with aqueous NaOH. Holzforschung 2008, 62, 448–452. [Google Scholar] [CrossRef]
- Jacob, G.C.; Fellers, J.F.; Simunovic, S.; Starbuck, J.M. Energy absorption in polymer composites for automotive crashworthiness. J. Compos. Mater. 2002, 36, 813–850. [Google Scholar] [CrossRef]
- Richardson, M.O.W.; Wisheart, M.J. Review of low-velocity impact properties of composite materials. Compos. Part A Appl. Sci. Manuf. 1996, 27, 1123–1131. [Google Scholar] [CrossRef]
- Thomason, J.L.; Vlug, M.A. Influence of fibre length and concentration on the properties of glass fibre-reinforced polypropylene: 4. Impact properties. Compos. Part A Appl. Sci. Manuf. 1997, 28, 277–288. [Google Scholar]
- Romanzini, D.; Ornaghi, H.L., Jr.; Amico, S.C.; Zattera, A.J. Influence of fiber hybridization on the dynamic mechanical properties of glass/ramie fiber-reinforced polyester composites. J. Reinf. Plast. Compos. 2012, 31, 1652–1661. [Google Scholar] [CrossRef]
- Thapliyal, D.; Verma, S.; Sen, P.; Kumar, R.; Thakur, A.; Tiwari, A.K.; Singh, D.; Verros, G.D.; Arya, R.K. Natural fibers composites: Origin, importance, consumption pattern, and challenges. J. Compos. Sci. 2023, 7, 506. [Google Scholar] [CrossRef]
- Vinoth, V.; Sathiyamurthy, S.; Ananthi, N.; Elaiyarasan, U. Chemical treatments and mechanical characterisation of natural fibre reinforced composite materials-a review. Int. J. Mater. Eng. Innov. 2022, 13, 208–221. [Google Scholar] [CrossRef]
Figure 1.
Flax fabric structures used.

Figure 2.
XRD patterns of untreated and treated flax fabrics: (a) fine twill weave, (b) coarse twill weave and (c) unidirectional.
Figure 2.
XRD patterns of untreated and treated flax fabrics: (a) fine twill weave, (b) coarse twill weave and (c) unidirectional.
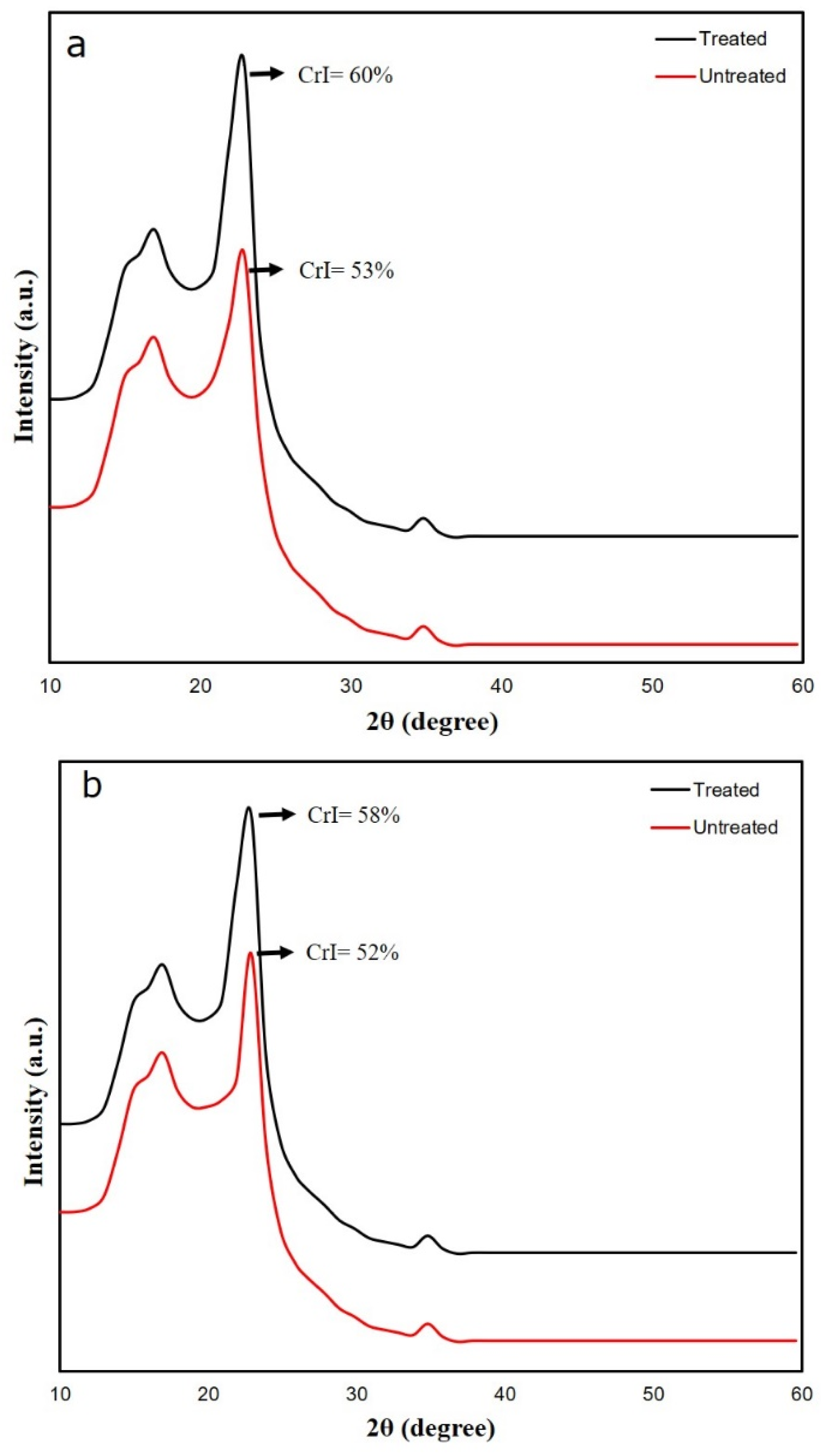
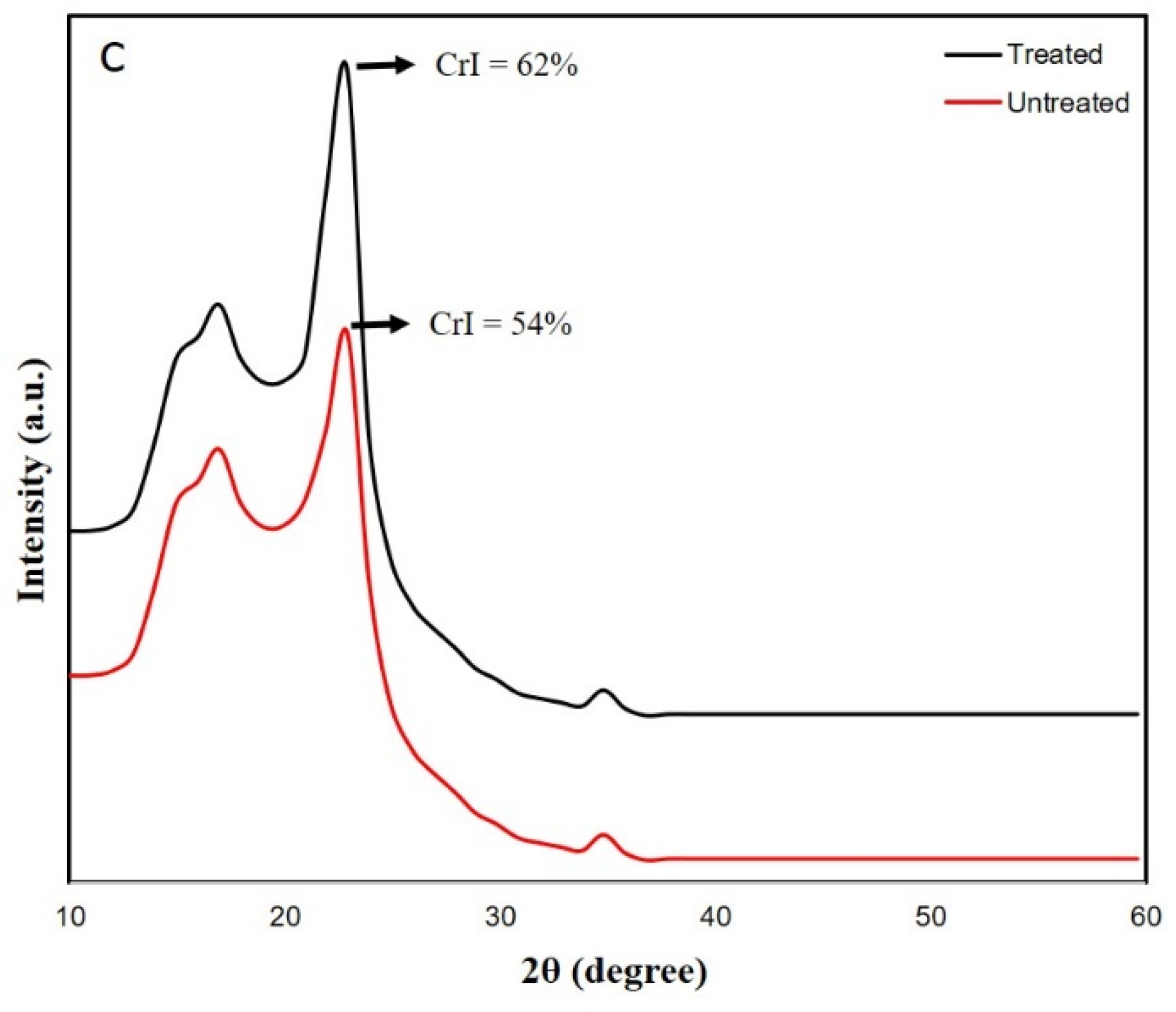
Figure 3.
Mechanical Properties of flax/epoxy composites.
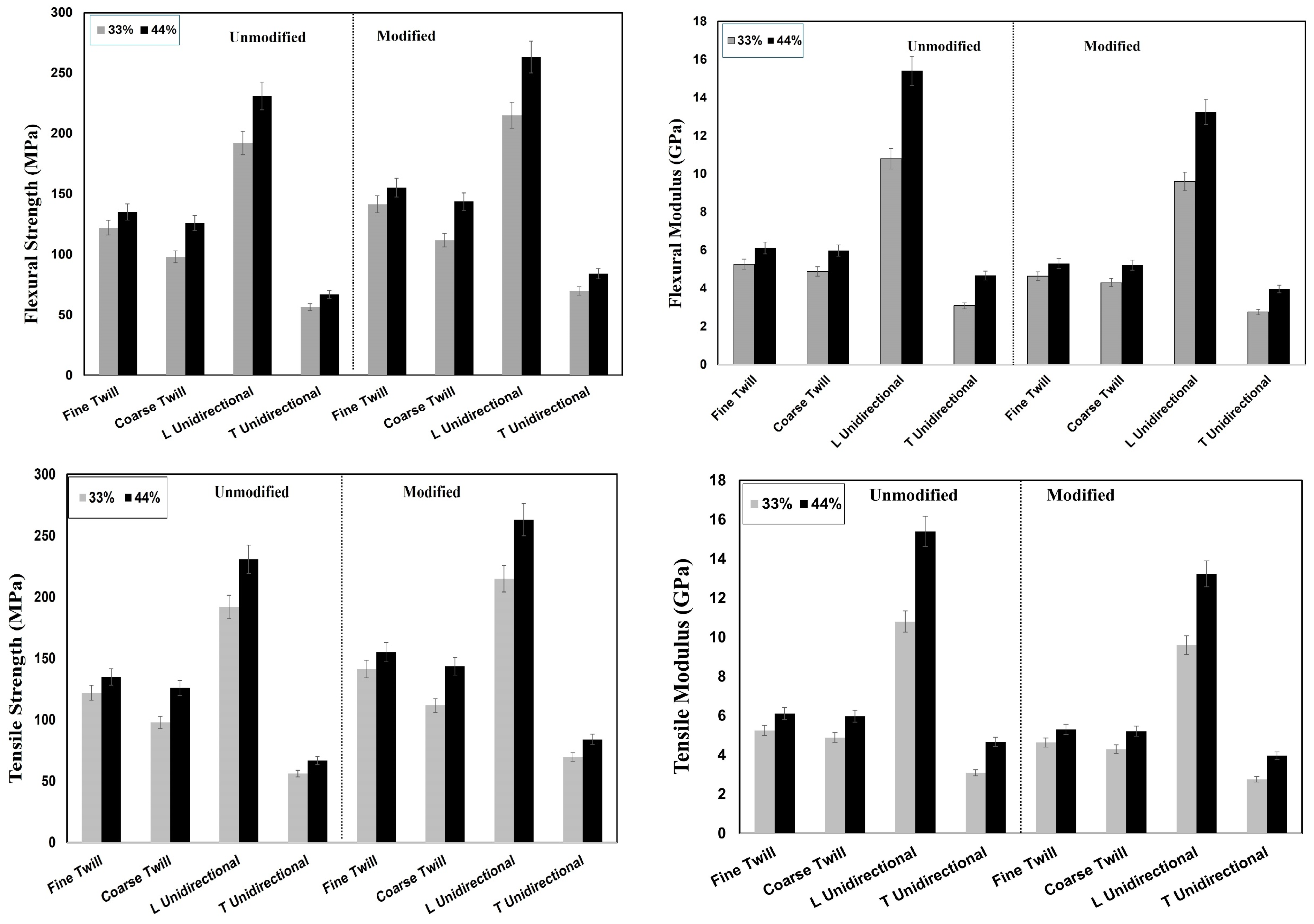
Figure 4.
Surface of the flax fiber: (a) before chemical treatment and (b) after chemical treatment.
Figure 4.
Surface of the flax fiber: (a) before chemical treatment and (b) after chemical treatment.
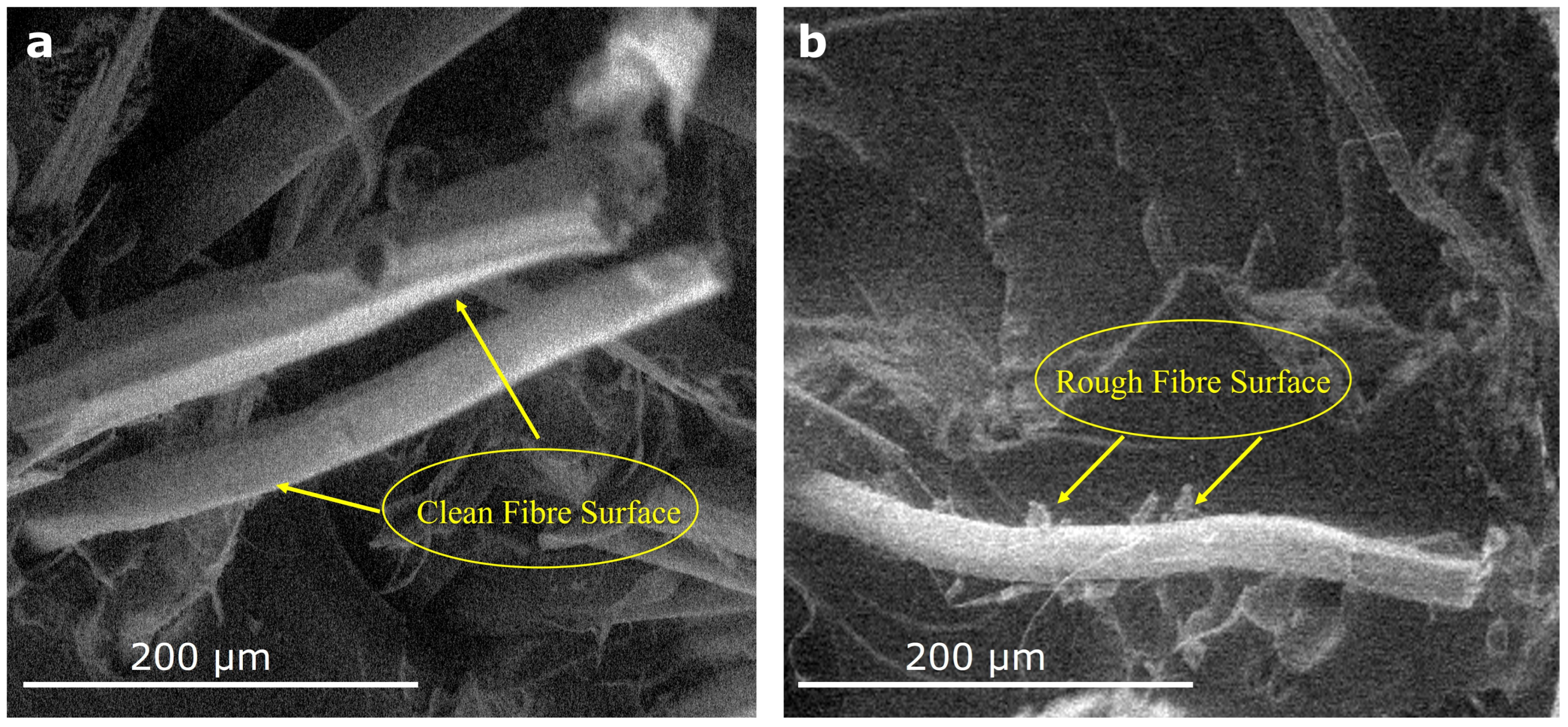
Figure 5.
Distribution of resin in epoxy composites reinforced with (a) fine twill weave and (b) coarse twill weave fabrics.
Figure 5.
Distribution of resin in epoxy composites reinforced with (a) fine twill weave and (b) coarse twill weave fabrics.

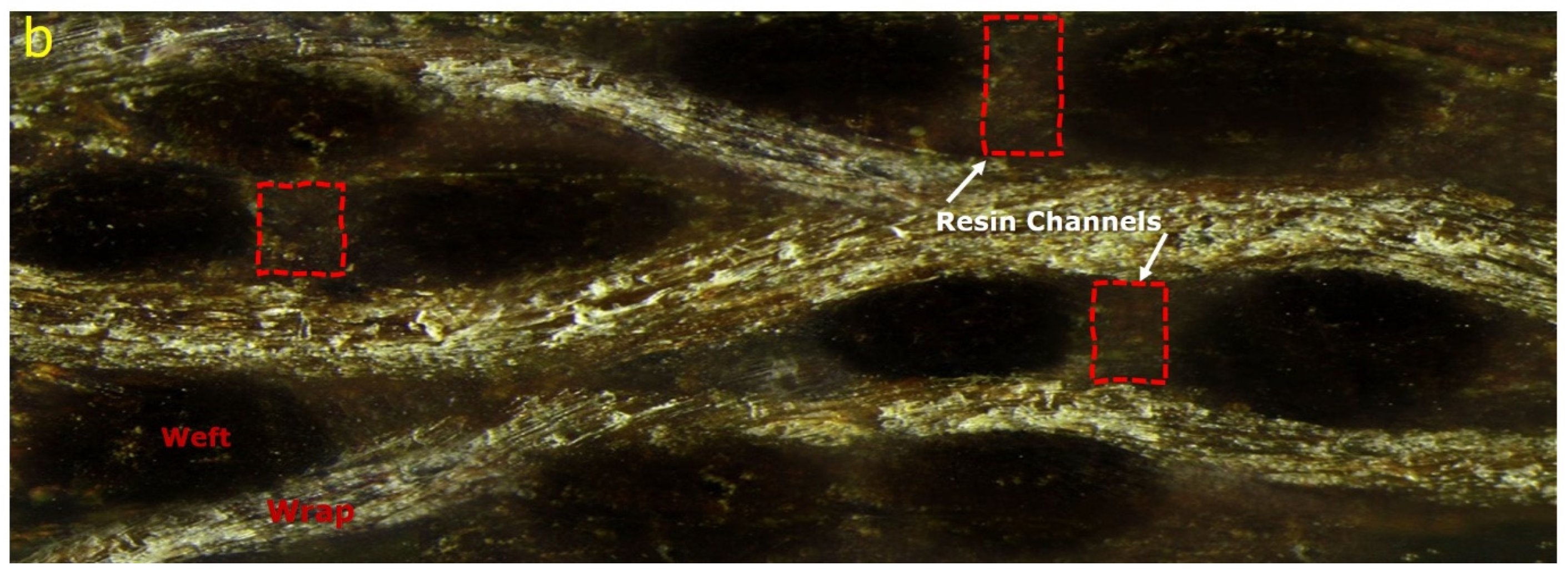
Figure 6.
Force–displacement curves of epoxy composites reinforced with (a) 44% fine and coarse twill weave fabrics, (b) 33% fine and coarse twill weave fabrics, (c) 44% unidirectional fiber fabric and (d) 33% unidirectional fiber fabric.
Figure 6.
Force–displacement curves of epoxy composites reinforced with (a) 44% fine and coarse twill weave fabrics, (b) 33% fine and coarse twill weave fabrics, (c) 44% unidirectional fiber fabric and (d) 33% unidirectional fiber fabric.
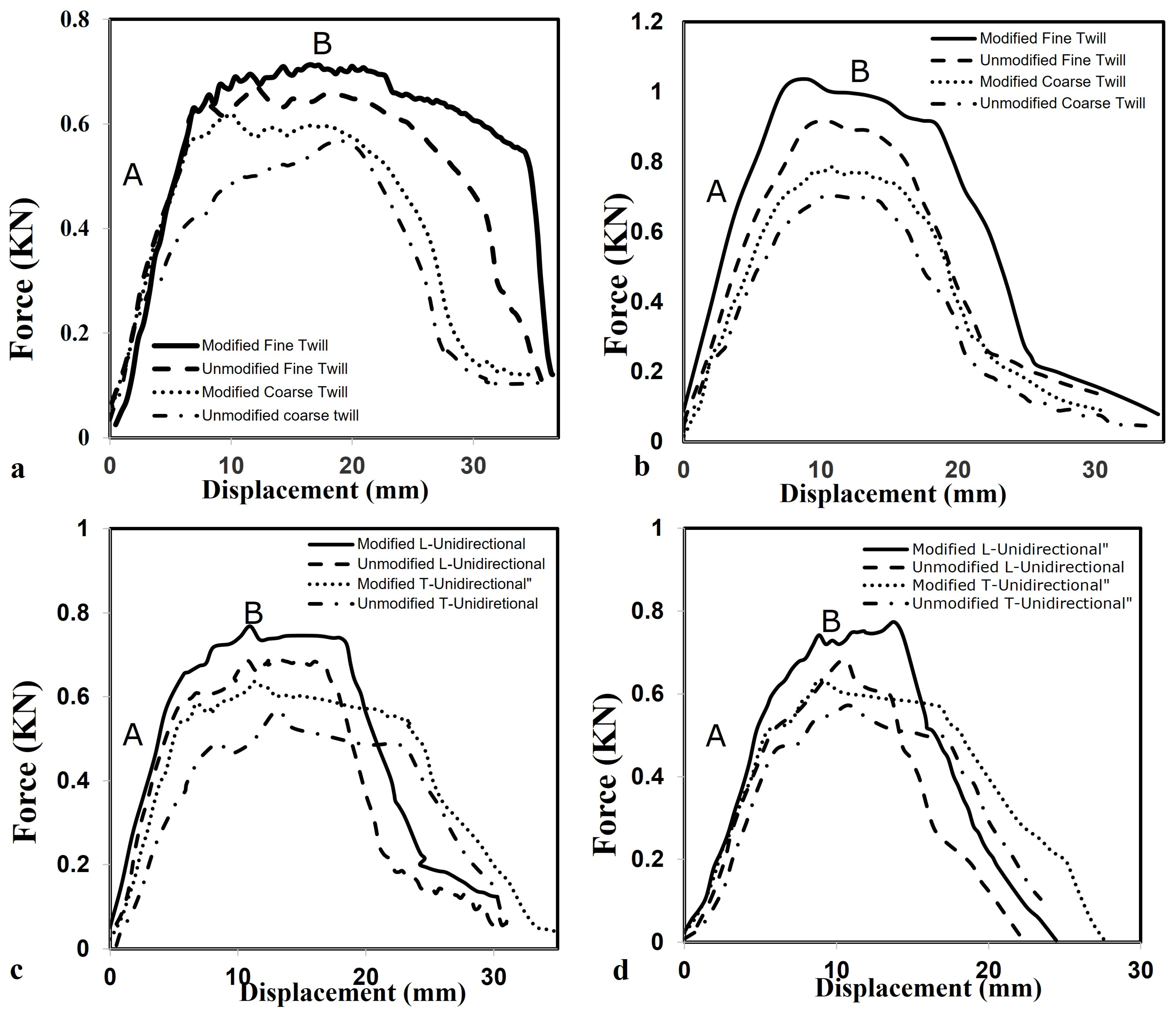
Figure 7.
Energy pertaining to damage initiation and crack propagation in epoxy composites reinforced with flax fabrics.
Figure 7.
Energy pertaining to damage initiation and crack propagation in epoxy composites reinforced with flax fabrics.

Figure 8.
Appearance of flax/epoxy composites after being subjected to impact load.

Figure 9.
Damage area measured by Image J for flax/epoxy composites.
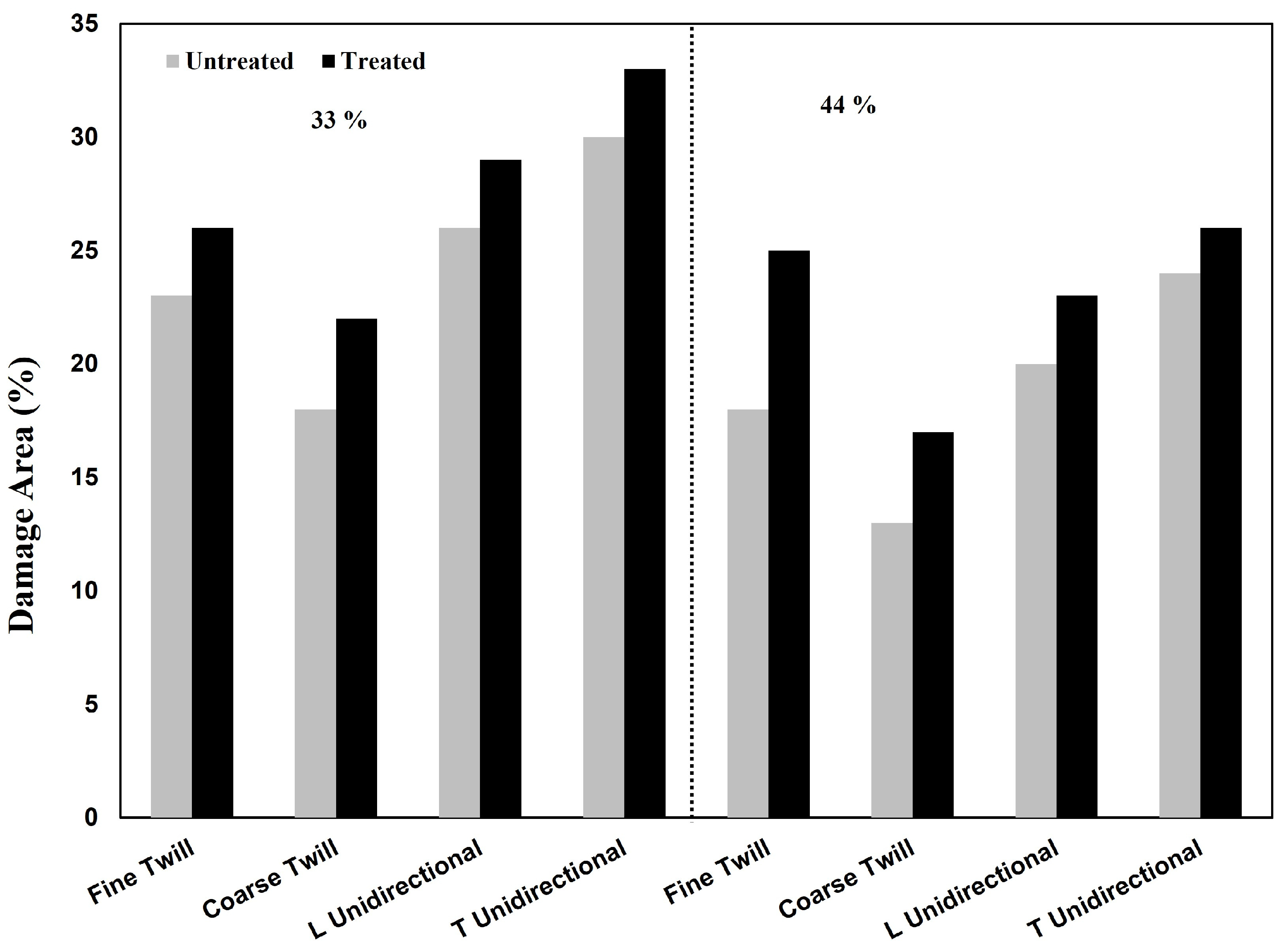
Figure 10.
SEM images of fracture surfaces of epoxy composites reinforced with (a) coarse twill weave, (b) fine twill weave and (c) unidirectional fiber fabrics.
Figure 10.
SEM images of fracture surfaces of epoxy composites reinforced with (a) coarse twill weave, (b) fine twill weave and (c) unidirectional fiber fabrics.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Details of composite laminates manufactured.
| Laminate Code | Number of Woven Fabric Layers, n | Laminate Thickness (mm) | Fabric Volume Fraction (%) | Crimp Ratio of Yarns |
|---|---|---|---|---|
| 33 Fine Twill | 8 | 2.83 | 33 | 0.042 |
| 44 Fine Twill | 11 | 2.94 | 44 | 0.032 |
| 33 Coarse Twill | 2 | 2.8 | 33 | 0.049 |
| 44 Coarse Twill | 3 | 2.9 | 44 | 0.033 |
| 33 L Unidirectional | 6 | 2.8 | 33 | - |
| 33 T Unidirectional | 6 | 2.9 | 33 | - |
| 44 L Unidirectional | 9 | 2.8 | 44 | - |
| 44 T Unidirectional | 9 | 2.9 | 44 | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Alipour, A.; Jayaraman, K. Performance of Flax/Epoxy Composites Made from Fabrics of Different Structures. Fibers 2024, 12, 34. https://doi.org/10.3390/fib12040034
AMA Style
Alipour A, Jayaraman K. Performance of Flax/Epoxy Composites Made from Fabrics of Different Structures. Fibers. 2024; 12(4):34. https://doi.org/10.3390/fib12040034
Chicago/Turabian StyleAlipour, Abdolmajid, and Krishnan Jayaraman. 2024. "Performance of Flax/Epoxy Composites Made from Fabrics of Different Structures" Fibers 12, no. 4: 34. https://doi.org/10.3390/fib12040034
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.