1. Introduction
Sustainable development has increasing importance nowadays. Many efforts have been devoted to reducing greenhouse gases emission and avoiding mass production of products from non-renewable resources. In the field of advanced composite materials, bio-composites (we only refer to plant fibers and bio-based polymers in this work) and their applications gain increasing interest in many industries [
1,
2,
3]. Apart from the self-evident advantage of reduced environmental impact, bio-composites exhibit acceptable specific mechanical properties [
4,
5]. Plant fibers have other advantages of low cost, low density, easy handling, non-abrasive nature, etc. [
6,
7]. Their applications in composites can now be found in automotive, sports, transport vehicles and construction industries [
8,
9,
10].
Despite the promising mechanical properties of bio-composites that have been proven by many researchers, applications of bio-composites in structural components are still hindered by several challenges [
6,
11]. Major concerns lie in the hydrophilia of plant fibers, which brings two problems: the poor compatibility between hydrophilic plant fibers and hydrophobic polymer matrix and the low moisture resistance of bio-composites, which is related to durability of bio-composites. Indeed, plant fibers, as cellulosic fibers, are abundant in polar functional groups such as hydroxyl groups. When bio-composites are exposed to humid atmosphere or rain, absorbed water molecules in the composites are very susceptible to form hydrogen bonds with these polar functional groups and then remain in the composites [
11]. The hollow structure of plant fibers further facilitates the absorption of water molecules of bio-composites. Several studies demonstrate that bio-composites can achieve a high weight increase of over 10% within few months immersed into water [
12,
13]. A degradation of bio-composites in mechanical properties caused by water absorption is reported as well. Modulus was pointed out to decrease significantly [
14]. Fiber–matrix interface weakening and plasticization phenomena were found to be the main damage mechanisms induced by water ageing [
15].
Apparently, the abovementioned moisture sensitivity of bio-composites in mechanical properties should be overcome to further extend its applications in structural components. Fiber treatments are promising to address the moisture absorption issue if fiber-matrix bonding is improved [
6]. Among the proposed fiber treatments on plant fibers up to now, influence of the mechanical properties of composites was mainly reported [
16]. Only few focused on the influence of treatments on the moisture absorption properties of composites and the effects of treatment on preservation of mechanical properties after moisture absorption. Among them, Gassan et al. [
17] produced jute fiber epoxy composites and obtained a reduced water uptake of 10–20% by applying silane treatment on the jute fibers. A reduction of moisture effects on mechanical properties was pointed out. Kushwaha and Kumar [
18] investigated the effect of silane treatments on the water absorption properties of bamboo matting reinforced epoxy composites. A decrease in water uptake was obtained, from 41% to 24%. Similarly, Zahari et al. [
19] revealed that silane treated ijuk fiber composites had not much difference in water absorption compared to the untreated counterparts. Zhu et al. [
20] performed five commonly used pretreatments on flax fibers; water resistance of composites with treated fibers were not improved as expected, except for a slight improvement by alkaline treatment.
Hence, fiber pre-treatment is a promising way to reduce moisture absorption of natural composites. However, further investigations on fiber treatments are still required to improve moisture resistance of natural fiber composites and to better understand the effects of treatments on the water absorption of composites. Furfuryl alcohol (FA) therefore came into our view, being a promising reactant material for treatments on natural fibers. FA is considered as a green chemical because it is mass produced from green renewable agricultural wastes [
21,
22]. Apart from the environmental merit, it has several advantages for treatments, such as low viscosity and low molecular weight, which allow in-situ polymerization after penetrating into fiber cells. Applications of furfuryl alcohol can already be found in wood preservation to enhance the moisture resistance and dimensional stability of cellulosic woods [
23,
24,
25]. For natural fiber reinforced composites, few studies are available on the manufacture full bio-composites with polymerized furfuryl alcohol (PFA) as the matrix, while problems of compatibility and solvent removal remain to be addressed [
21,
26,
27]. As for fiber pretreatment with FA, Saw et al. [
28] conducted a study in which luffa cylindrical fiber was grafted with FA followed by oxidation. Thermal and mechanical properties of composites was reported to be improved. However, to our knowledge, very few studies have applied treatment on flax fibers with FA. An alternative green fiber pretreatment on flax fibers with FA is then proposed, aiming to improve the water resistance of flax fiber composites used in structural applications.
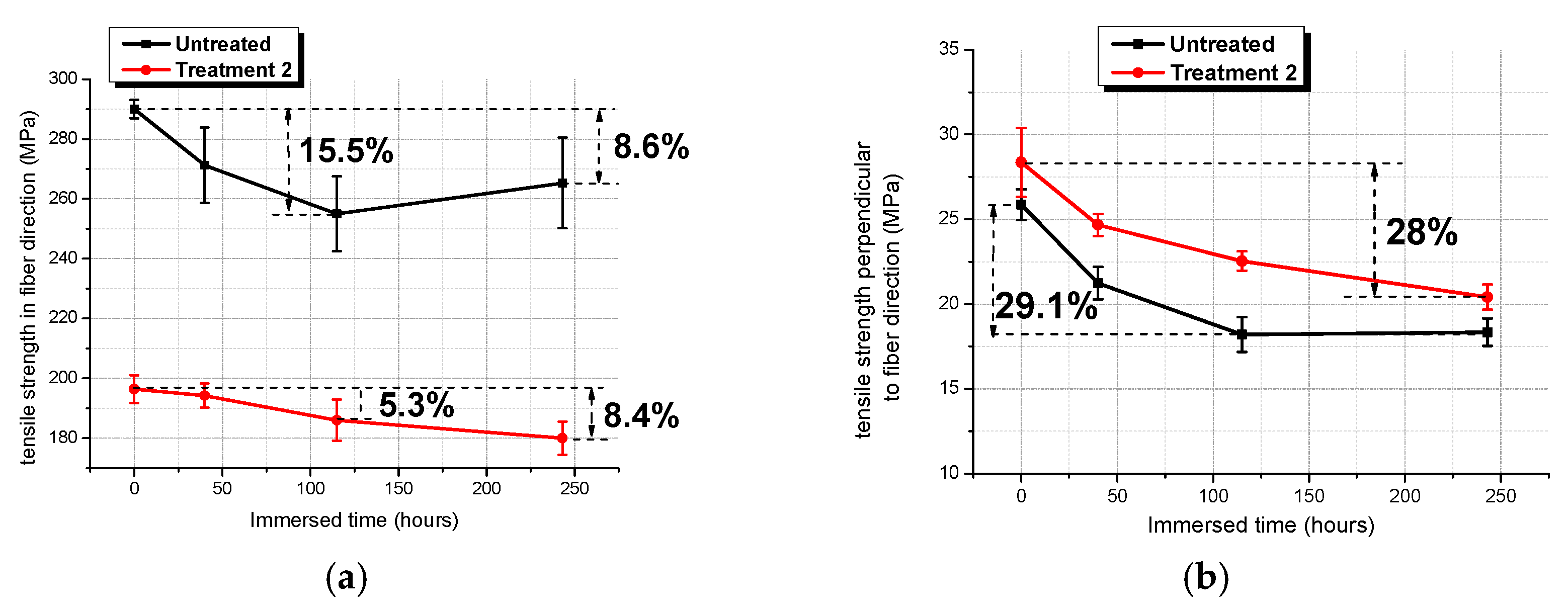
This paper aims to investigate a green FA pretreatment on flax fibers and its influence on the mechanical and retention properties of flax fiber composites upon moisture absorption. Two different parameters were chosen to investigate the influence of heating cycles on the effects of treatment. Changes in fiber bundle strength caused by treatments were highlighted. Unidirectional composites reinforced with treated and untreated flax fibers were manufactured by vacuum assistant resin transform molding. Moisture resistance of composites was evaluated by water absorptions tests. Specimens were immersed into distilled water bath for different durations to obtain different moisture contents. Mechanical properties of composites with three different moisture contents were then analyzed to compare the influence of treatment on the retention properties of composites.
2. Materials and Methods
2.1. Bio-Based Epoxy Matrix and Flax Fibers
The selected matrix was a two-component green epoxy system (InfuGreen 810/SD 8822, mixing ratio in weight 100:31, from Sicomin, Châteauneuf les Martigues, France). The resin (InfuGreen 810, Sicomin, Châteauneuf les Martigues, France) was derived from colza and has a carbon green content of 38%. The used flax fibers were in the form of non-crimp unidirectional fabric (Bcomp Ltd., Fribourg, Switzerland). Fibers were twisted together into yarns and snitched with textured polyester (1/cm). The fabric had a weight of 300 ± 5% g/m2. Furfuryl alcohol is a laboratory chemical obtained from Alfa Aesar (supplier: Thermo Fisher GmbH, Karlsruhe, Germany). Applied catalyst for polymerization of furfuryl alcohol was p-Toluenesulfonic acid (PTSA), a product from Sigma-Aldrich Chemie GmbH, Steinheim, Germany.
2.2. Furfuryl Alcohol Treatment on Flax Fibers
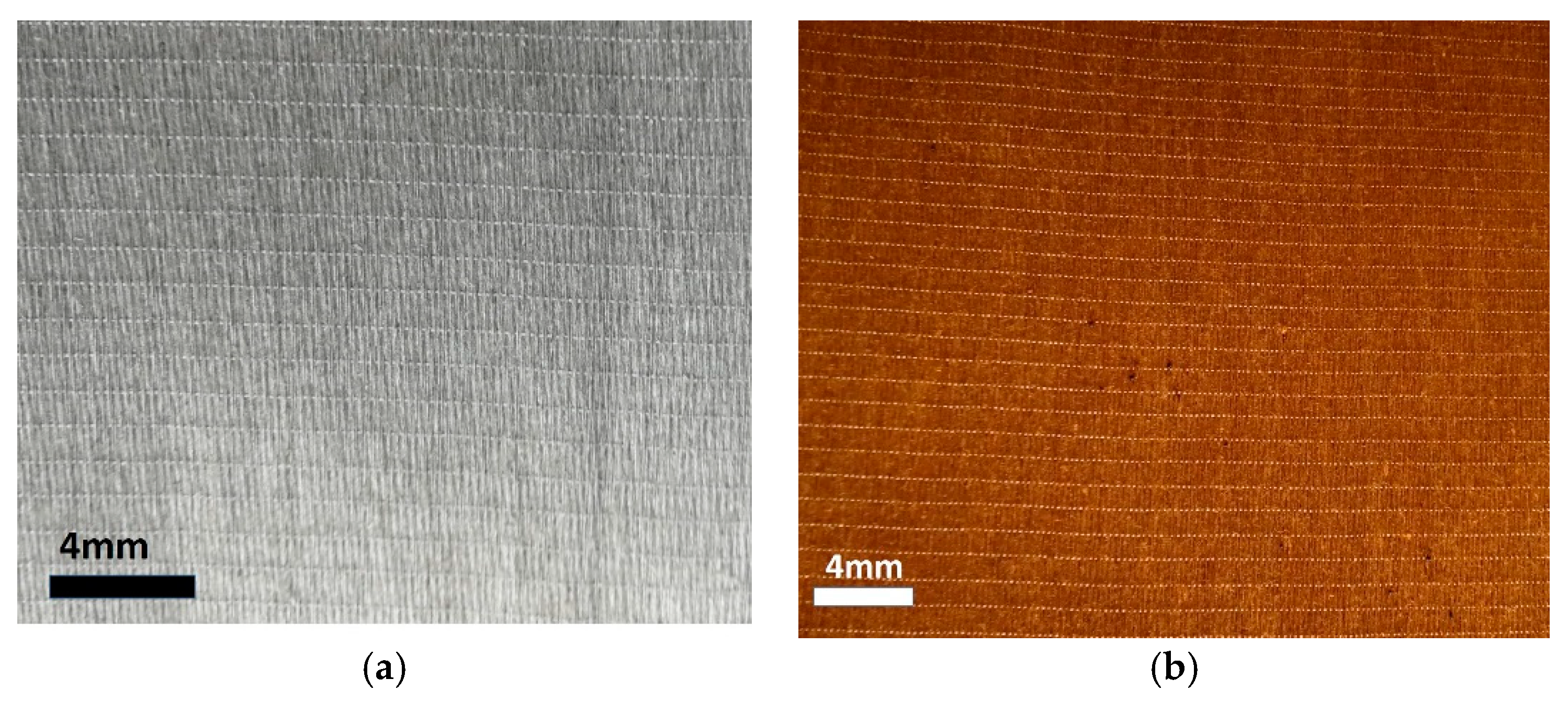
Furfuryl alcohol solvent was firstly prepared. PTSA was dissolved in distilled water and then mixed with furfuryl alcohol (0.3 g PTSA and 10 g water for 100 g FA). Flax fabrics in desired sizes (280 mm × 270 mm) were impregnated with FA solvent. Content of FA absorbed by flax fabrics was carefully controlled at 40% ± 1% by using paper towels to absorb excessive FA solvent. Afterwards the impregnated fabrics were wrapped with aluminum foils and placed into oven. Two different heating cycles were used to investigate the effects of temperature on the treatments (
Table 1). Treatment 2 was selected as the treatment parameters to investigate the influence of FA treatment on the mechanical properties at different moisture contents. Specimens that underwent Treatment 1 were not evaluated at every moisture content. Only tensile properties before and after 243 h immersed in water bath (also only part of moisture absorption tests) were investigated for Treatment 1 to analyze whether a different heating cycle would impose a significant influence on the effects of FA treatment. It should also be noted that the selected high temperatures in this work were determined by Malte Thomsen, who worked under the author’s supervision to find satisfactory treatment parameters in preliminary investigations.
2.3. Composite Manufacturing
Composites were manufactured through vacuum assisted resin transfer molding. Vacuum was applied during the resin infusion process to assure a low porosity level. Pressurized air (2 bar) was applied after resin infusion during the whole curing cycle (30 °C for 8 h followed by 60 °C for 16 h). The resulting composites have a fiber volume fraction of 40%, calculated by surface density of flax fabrics and density of flax fibers.
2.4. Water Absorption
Water absorption was conducted according to ISO-62 [
29]. Samples were cut (dry cutting with air as the coolant) into sizes for the tensile tests detailed in the following section. Edges of specimen were carefully polished using a two-step process (grit sizes of sand paper: 320, 1000) to eliminate the influence of edge quality on water uptake. Polished specimens were then conditioned in a desiccator for 12 h at controlled temperature (20 °C) and relative humidity (35% RH). They were then immersed into distilled water bath (room temperature) for 40 h, 115 h and 243 h to obtain different moisture contents. Water absorption behavior was studied by investigating the weight change of the specimens. It was calculated using the following equation:
where
is weight change of a specimen after an arbitrary time interval
being immersed;
is the mass of tested specimen after immersion; and
is the initial mass of tested specimen after conditioning in desiccator.
2.5. Mechanical Tests on Composites
Tensile properties in fibers direction (0°) and perpendicular to fiber direction (90°) were tested according to ASTM 3039 [
30]. Load capacity levels of test machines and basic test set-ups are listed in
Table 2. Five replicate specimens were tested for each treatment condition, except that four specimens were tested in the case of 0° specimen immersed for 243 h. For 0° specimens, Young’s modulus was defined via the secant modulus between two strain points: 0.05% and 0.25%. For 90° specimens, the same method was used to calculate the transverse modulus, expect that the chosen two strain points are 0.2% and 0.3% to avoid the pronounced slack found at the initial loading stage. Strain data of 90° specimen were obtained from the displacement of traverse. The used sample clamp and testing machine were considered as ideally stiff. However, the transverse modulus calculated in this work is lower than the value predicted by role of mixture. Therefore, the data might not reflect the true intrinsic properties of the composites. Typical problem of grip compliance could be responsible for the deviation. Hence the apparent transverse modulus is then used for phrasing in this paper, instead of transverse modulus. Since the same clamp was used for all tested samples, comparisons of apparent transverse modulus are still considered to be valid.
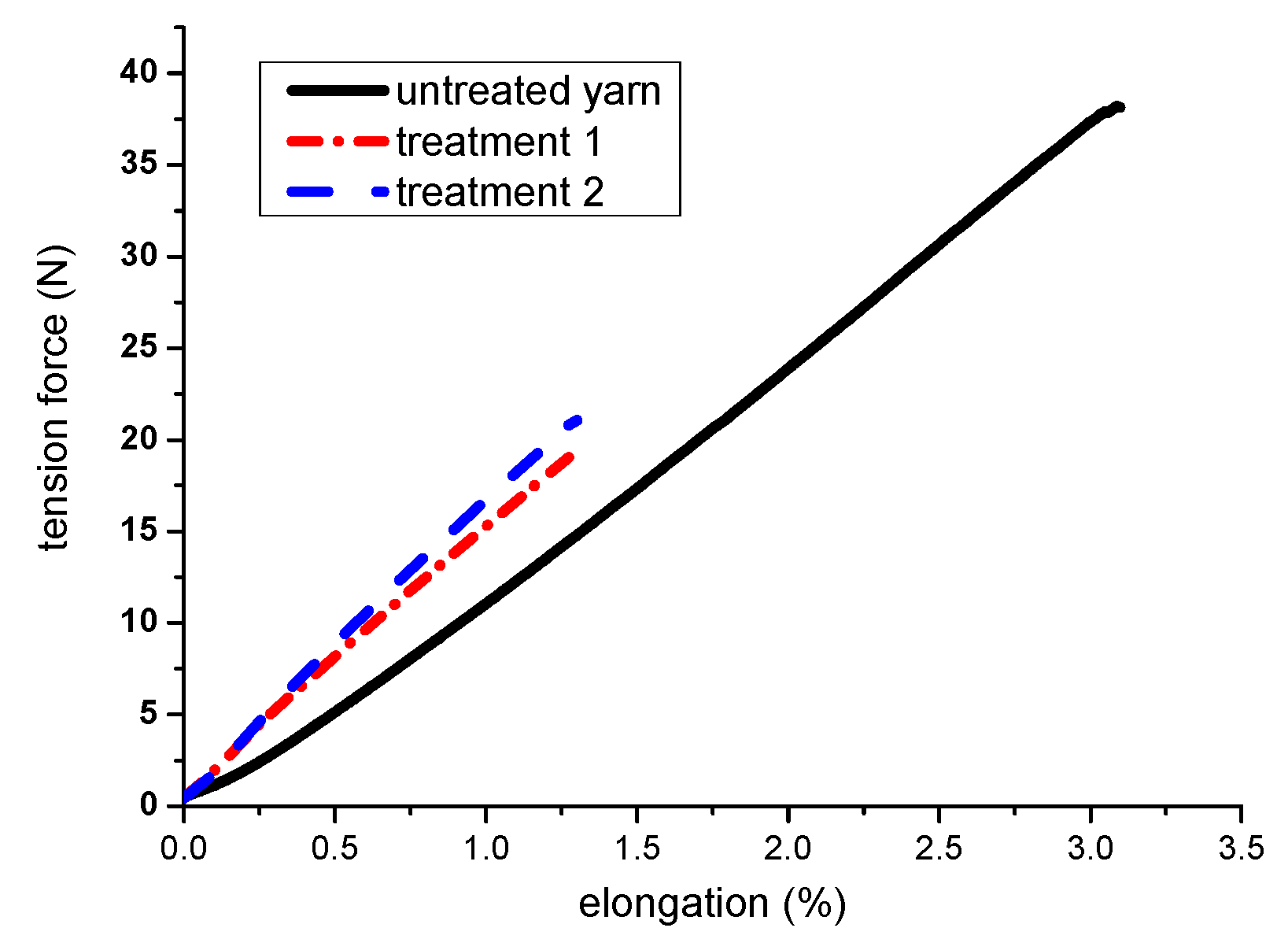
2.6. Tensile Tests on Flax Fiber Bundles (Yarns)
Individual flax fiber bundles were extracted directly from flax fabrics at random. Paper tapes were wrapped at both ends of yarn for load introduction. The distance between tape ends was 100 mm. All yarns were loaded at a speed of 5 mm/min until breakage. It should be noted that the cross section area of yarns was not measured because of the large scatter along with one individual yarn and the irregular shape of the cross section. Only the breaking forces were evaluated. At least 10 yarns were extracted from for each type of fabrics at random and then tested.
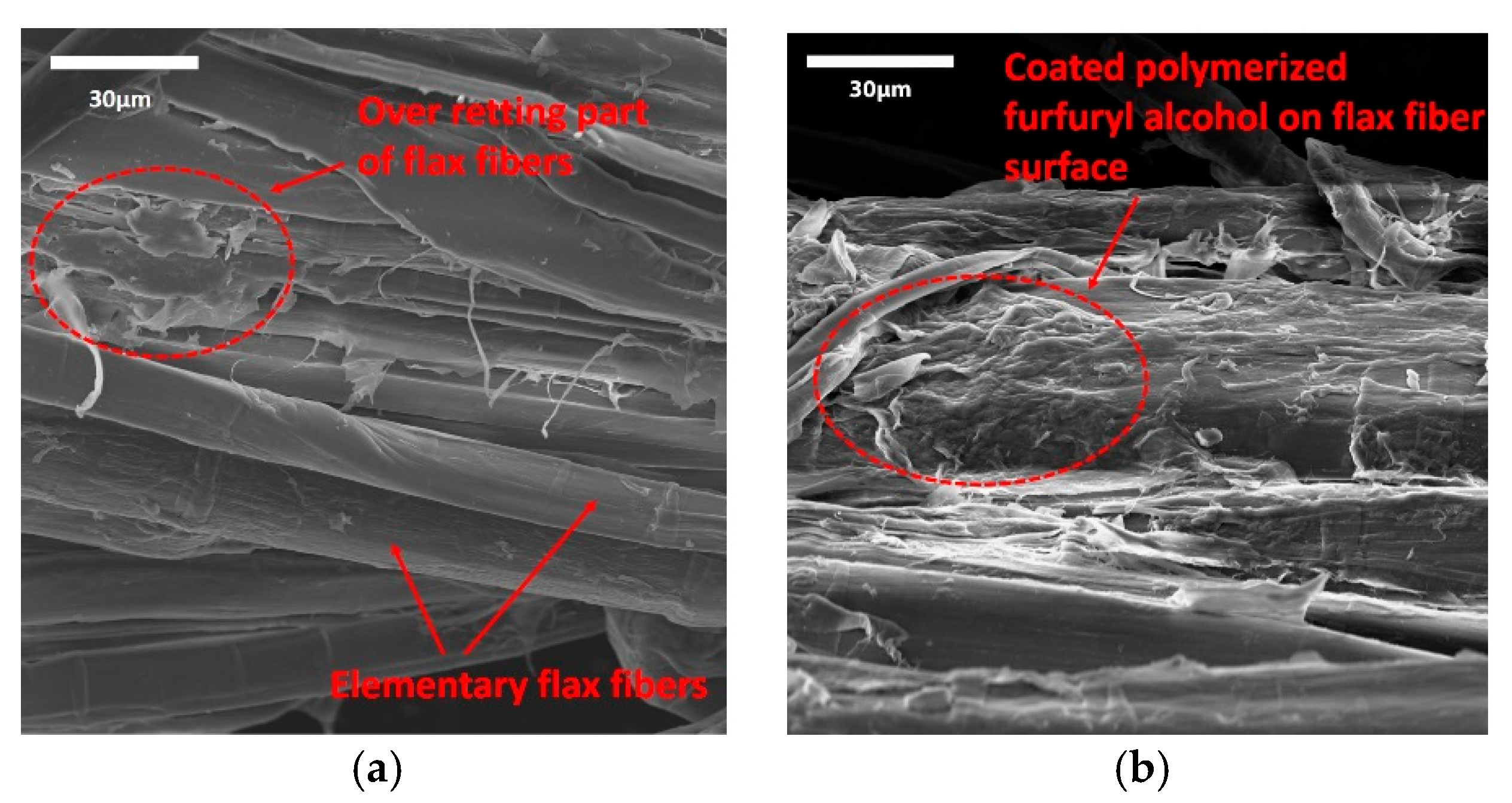
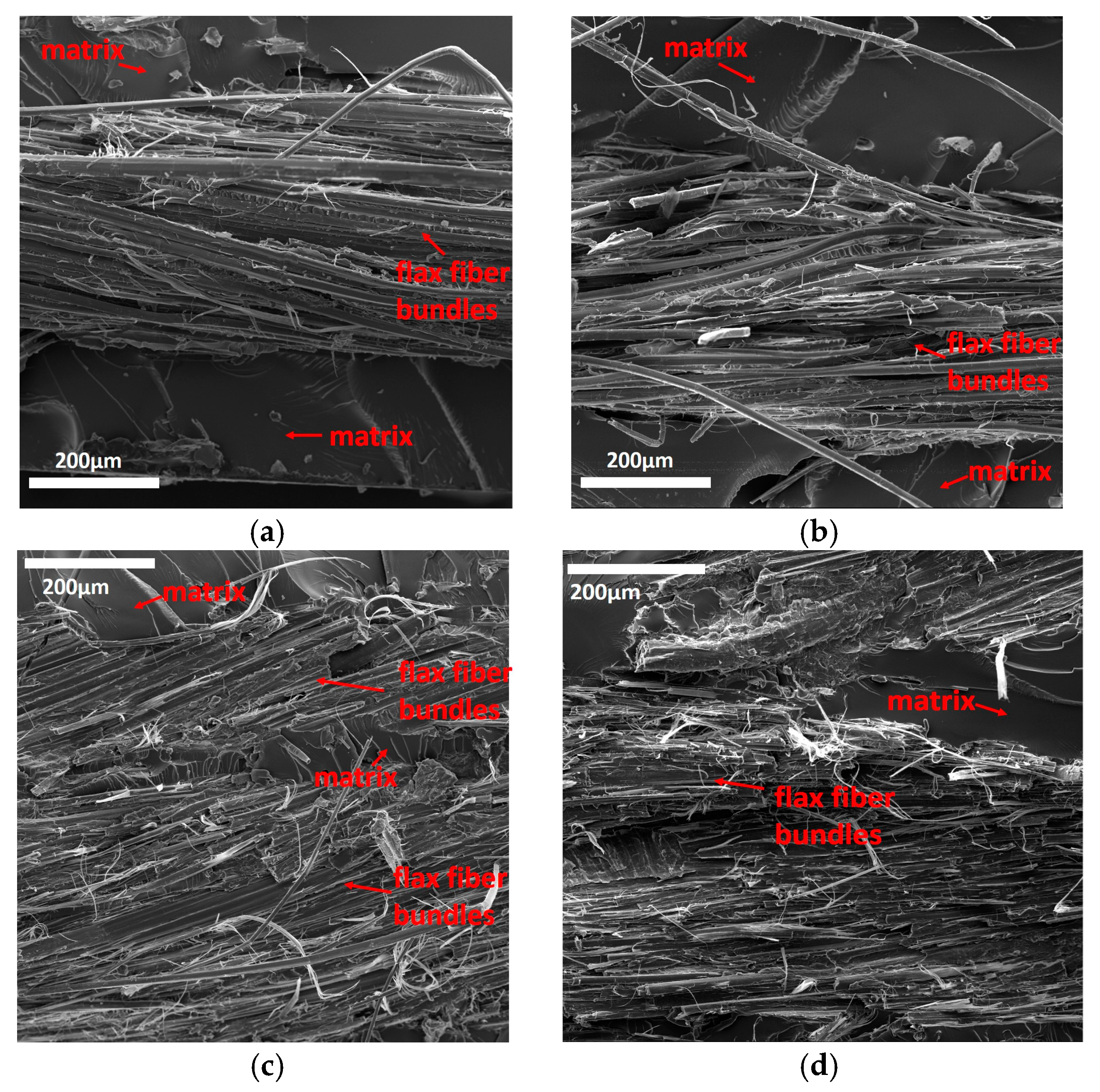
2.7. Scanning Electron Microscope (SEM)
In this paper, SEM observation was conducted on Phenom XL (Thermo Fisher Scientific, Phenom-World B.V., Eindhoven, The Netherlands). Secondary Electron Detection (SED) was chosen under an acceleration voltage of 10 kV for high quality pictures. All samples were sputtered a thin layer of gold in thickness of about 6.5 nm.
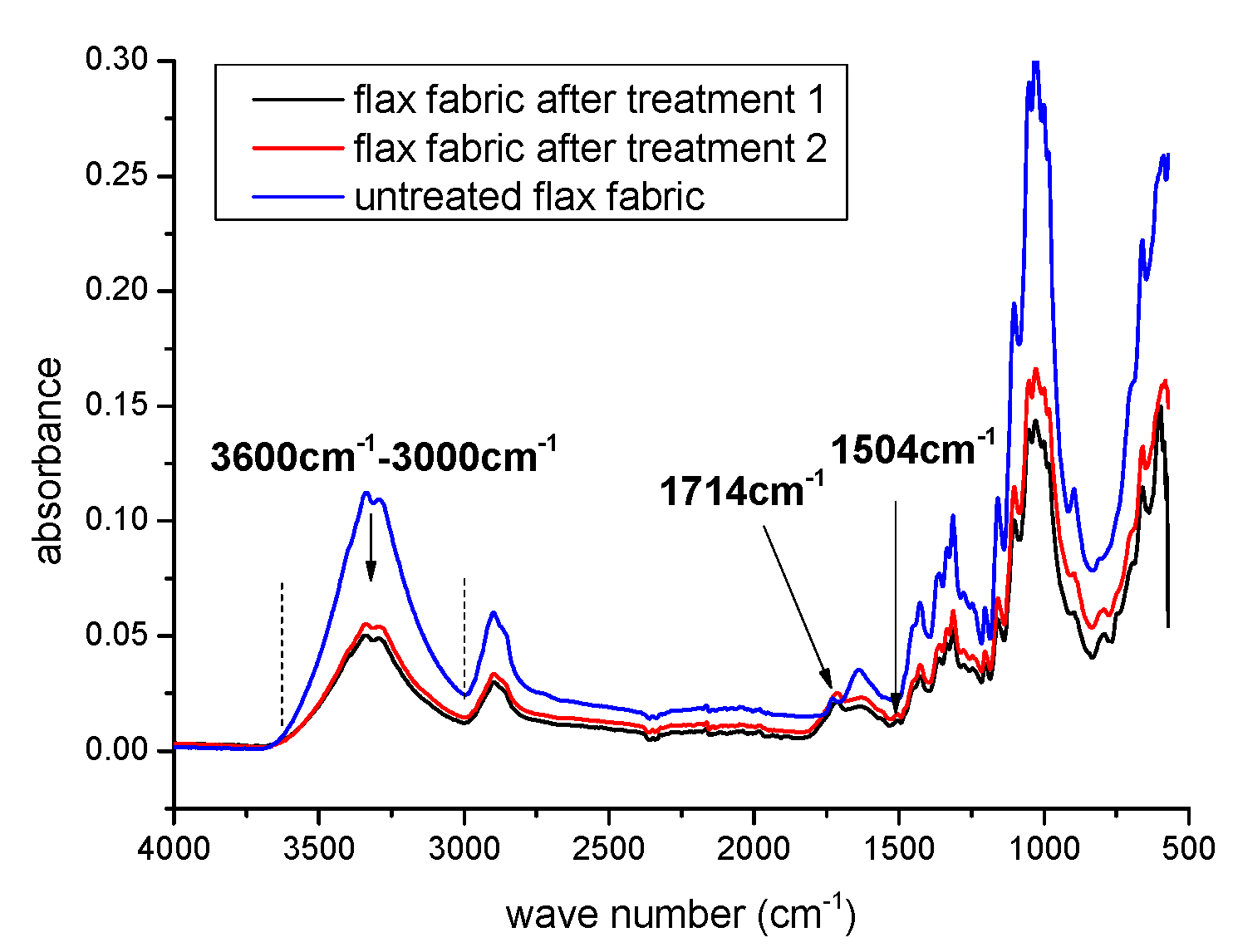
2.8. Fourier Transform Infrared Spectroscopy (FTIR)
FTIR analysis was applied to investigate the polymerization degree of FA. Tests were performed on Bruker TENSOR II (Bruker Corporation, Billerica, MA, USA) with an ATR-unit (Attenuated Total Reflection). The chosen range was from 500 cm−1 to 4000 cm−1. The resolution was determined to be 4 cm−1 and the spectra were averaged over 16 scans. Spectra from five different locations on each treated or untreated flax fabric were measured, and the average spectra were used.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}