
Optimisation of Industrially Relevant Electrode Formulations for LFP Cathodes in Lithium Ion Cells

 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Modelling Approach
2.2. Experimental
3. Results
3.1. Electrode Properties
3.2. Electrochemical Tests
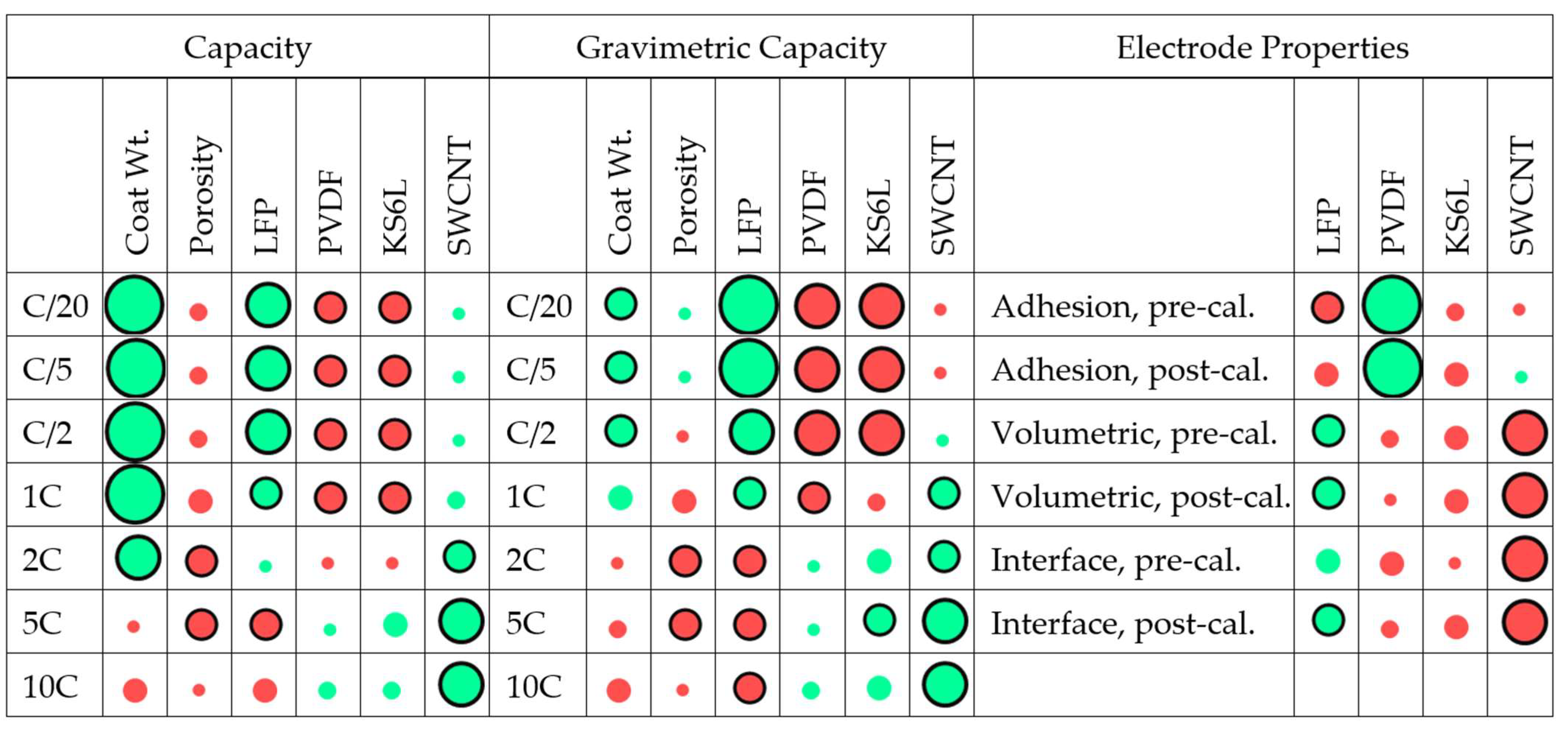
3.3. Single Variate Analysis
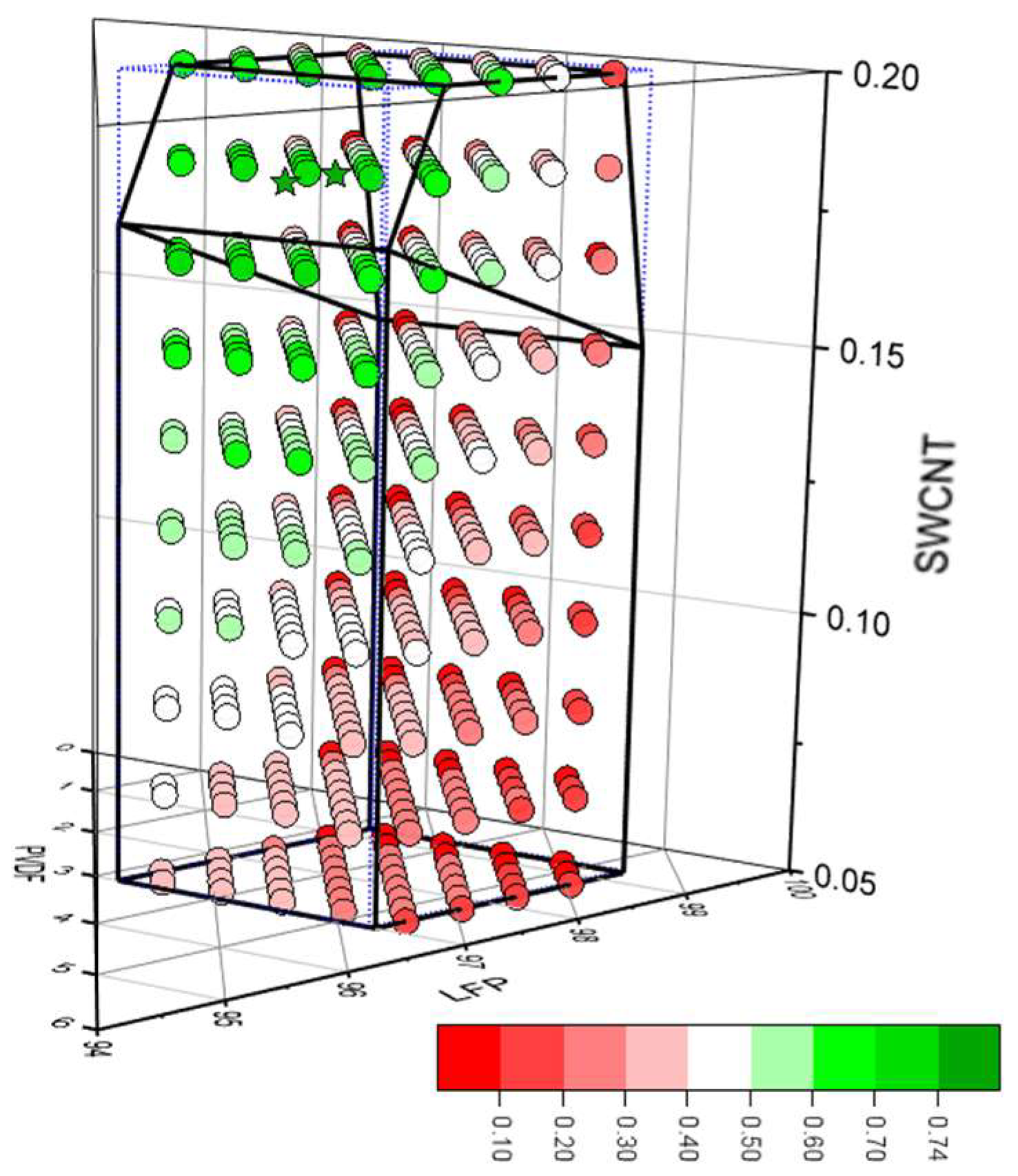
3.4. Multi-Variate Analysis (Mixture Only)
- -
- Calculation of R2adj as a goodness of fit value;
- -
- Using some of the data for training the model, and some for testing it.
3.5. Multi-Variate Analysis (Mixture + Process)
3.6. Multi-Output Optimisation
4. Discussion
- The mix viscosity increased with both SWCNT and PVDF content;
- The coating adhesion increased with PVDF content;
- The coating conductivity increased with carbon nano-tube content;
- The nano-tubes had a greater impact on resistivity and electrochemical resistance than the other graphitic carbon additive;
- The best formulations achieved 5C:0.2C capacity ratios above 50% for 170 gsm coatings.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Padhi, A.K.; Nanjundaswamy, K.S.; Goodenough, J.B. Phospho-olivines as positive electrode materials for rechargeable lithium batteries. J. Electrochem. Soc. 1987, 144, 1188–1194. [Google Scholar] [CrossRef]
- Zaghib, K.; Guerfi, A.; Hovington, P.; Vijh, A.; Trudeau, M.; Mauger, A.; Goodenough, J.B.; Julien, C.M. Review and analysis of nano-structured olivine based lithium rechargeable batteries: Status and trends. J. Power Sources 2012, 232, 357–369. [Google Scholar] [CrossRef]
- Satyavani, T.V.S.L.; Kumar, A.S.; Subba Rao, P.S.V. Methods of synthesis and performance improvement of LFP for high rate lithium ion batteries: A review. Eng. Sci. Technol. Int. J. 2016, 19, 178–188. [Google Scholar] [CrossRef] [Green Version]
- Ahsan, Z.; Ding, B.; Cai, Z.; Wen, C.; Yang, W.; Ma, Y.; Zhang, S. Recent progress in capacity enhancement of LFP cathodes for lithium ion batteries. J. Electrochem. Energy Convers. Storage 2021, 18, 010801. [Google Scholar] [CrossRef]
- Balakrishnan, N.T.M.; Paul, A.; Krishnan, M.A.; Das, A.; Raphaez, L.R.; Ahn, J.-H.; Fatima, J.J.; Prasanth, R. LFP as high performance cathode material for lithium ion batteries. Environ. Chem. Sustain. World 2021, 62, 35–73. [Google Scholar] [CrossRef]
- Bazant, M.Z. Theory of chemical kinetics and charge transfer based on non-equilibrium thermodynamics. Acc. Chem. Res. 2013, 46, 1144–1160. [Google Scholar] [CrossRef]
- Noh, H.-J.; Youn, S.; Yoon, C.S.; Sun, Y.-K. Comparison of the structural and electrochemical properties of layered NCM (111, 523, 622, 811) cathode material for lithium ion batteries. J. Power Sources 2013, 233, 121–130. [Google Scholar] [CrossRef]
- Golubkov, A.W.; Fuchs, D.; Wagner, J.; Wiltsche, H.; Stangl, C.; Fauker, G.; Voitic, G.; Thaler, A.; Hacker, V. Thermal runaway experiments on consumer lithium ion batteries with metal oxide and olivine type cathodes. RSC Adv. 2014, 4, 3633–3642. [Google Scholar] [CrossRef] [Green Version]
- Gören, A.; Costa, C.M.; Silva, M.M.; Lanceros-Méndez, S. State of the art and open questions on cathode preparation based on carbon coated LFP. Compos. Part B 2015, 83, 333–345. [Google Scholar] [CrossRef]
- Huang, Y.; Zheng, F.; Zhang, X.; Li, Y.; Yin, J.; Li, Q. Tween40 surfactant effect on the formation of nano-sized LFP/C powder via a solid state reaction and their cathode properties. Solid State Ion. 2013, 249–250, 158–164. [Google Scholar] [CrossRef]
- Lain, M.J.; Brandon, J.; Kendrick, E. Design strategies for high power vs. high energy lithium ion cells. Batteries 2019, 5, 64. [Google Scholar] [CrossRef] [Green Version]
- Biso, M.; Oriani, A.V.; Carella, S.; Cojocaru, P. Aqueous Electrode Binders for Lithium Ion Batteries. U.S. Patent 16/472,190, 12 December 2019. [Google Scholar]
- Li, J.; Daniel, C.; An, S.J.; Wood, D. Evaluation residual moisture in lithium ion battery electrodes and its effect on electrode performance. MRS Adv. 2016, 1, 1029–1035. [Google Scholar] [CrossRef] [Green Version]
- Lingappan, N.; Kong, L.; Pecht, M. The significance of aqueous binders in lithium ion batteries. Renew. Sustain. Energy Rev. 2021, 147, 111227. [Google Scholar] [CrossRef]
- Cai, Z.P.; Liang, Y.; Li, W.S.; Xing, L.D.; Liao, Y.H. Preparation and performances of LFP cathode in aqueous solvent with PAA as a binder. J. Power Sources 2009, 189, 547–551. [Google Scholar] [CrossRef]
- Porcher, W.; Lestriez, R.; Jouanneau, S.; Guyomard, D. Design of aqueous processed thick LFP composite electrode for high energy lithium battery. J. Electrochem. Soc. 2009, 156, A133–A144. [Google Scholar] [CrossRef]
- Lux, S.F.; Schappacher, F.; Balducci, A.; Passerini, S.; Winter, M. Low cost, environmentally benign binders for lithium ion batteries. J. Electrochem. Soc. 2010, 157, A320–A325. [Google Scholar] [CrossRef]
- Huang, S.; Huang, X.; Huang, Y.; He, X.; Zhuo, H.; Chen, S. Rational design of effective binders for LFP cathodes. Polymers 2012, 13, 3146. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Armstrong, B.L.; Kiggans, J.; Daniel, C.; Wood, D.L. Lithium ion cell performance enhancement using aqueous LFP cathode dispersions and polyethleneimine dispersant. J. Electrochem. Soc. 2013, 160, A201–A206. [Google Scholar] [CrossRef] [Green Version]
- Qiu, L.; Shao, Z.; Wang, D.; Wang, F.; Wang, W.; Wang, J. Novel polymer lithium ion binder CMC derivative enhanced electrochemical performance for lithium ion batteries. Carbohydr. Polym. 2014, 112, 532. [Google Scholar] [CrossRef]
- Gong, C.; Xue, Z.; Wen, S.; Ye, Y.; Xie, X. Advanced carbon materials/olivine LFP composites cathode for lithium ion batteries. J. Power Sources 2016, 318, 93–112. [Google Scholar] [CrossRef]
- Qi, X.; Blizanac, B.; DuPasquier, A.; Oljaca, M.; Li, J.; Winter, M. Understanding the influence of conductive carbon additives surface area on the rate performance of LFP cathodes for lithium ion batteries. Carbon 2013, 64, 334–340. [Google Scholar] [CrossRef]
- Huang, C.-Y.; Kuo, T.-R.; Youngbaré, S.; Lin, L.-Y. Design of LFP and porous carbon composites with excellent high rate charging performance for lithium ion secondary battery. J. Colloid Interface Sci. 2022, 607, 1457–1465. [Google Scholar] [CrossRef] [PubMed]
- Gören, A.; Cintora-Juarez, D.; Martins, P.; Ferdov, S.; Silva, M.M.; Tirado, J.L.; Costa, C.M.; Lanceros-Méndez, S. Influence of solvent evaporation rate in the preparation of carbon coated LFP cathode films on battery performance. Energy Technol. 2016, 4, 573–582. [Google Scholar] [CrossRef]
- van Bommel, A.; Divigalpitiya, R. Effect of calendering LFP electrodes. J. Electrochem. Soc. 2012, 159, A1791–A1795. [Google Scholar] [CrossRef]
- Román-Ramírez, L.A.; Marco, J. Design of experiments applied to lithium ion batteries: A literature review. Appl. Energy 2022, 320, 119305. [Google Scholar] [CrossRef]
- Scheffé, H. Experiments with mixtures. J. R. Stat. Soc. Ser. B 1958, 20, 344–360. [Google Scholar] [CrossRef]
- Rynne, O.; Dubarry, M.; Molson, C.; Lepage, D.; Prébé, A.; Aymé-Perrot, D.; Rochefort, D.; Dollé, M. Design of experiments for beginenrs—A quick start guide for application to electrode formulation. Batteries 2019, 5, 72. [Google Scholar] [CrossRef] [Green Version]
- Rynne, O.; Dubarry, M.; Molson, C.; Nicolas, E.; Lepage, D.; Prébé, A.; Aymé-Perrot, D.; Rochefort, D.; Dollé, M. Exploiting materials to their full potential, a lithium ion battery electrode formulation optimisation study. Appl. Energy Mater. 2020, 3, 2935–2948. [Google Scholar] [CrossRef]
- Kowalski, S.; Cornell, J.A.; Vining, G.G. A new model and class of designs for mixture experiments with process variables. Commun. Stat. -Theory Methods 2000, 29, 2255–2280. [Google Scholar] [CrossRef]
- Box, G.E.P.; Cox, D.R. An analysis of transformation. J. R. Stat. Soc. Ser. B 1964, 26, 211–243. [Google Scholar] [CrossRef]
- Bozdogan, H. Model selection and Akaike’s information criterion (AIC): The general theory and its analytical extensions. Psychometrika 1987, 52, 345–370. [Google Scholar] [CrossRef]
- Fathi, A.R.; Riahifar, R.; Raissi, B.; Yaghmaee, M.S.; Ghorbanzadeh, M. Optimisation of cathode material components by means of experiment design for lithium ion batteries. J. Electron. Mater. 2020, 49, 6547–6558. [Google Scholar] [CrossRef]
- Weichert, A.; Göken, V.; Fromm, O.; Beuse, T.; Winter, M.; Börner, M. Strategies for formulation optimisation of composite positive electrodes for lithium ion batteries based on layered oxide, spinel and olivine type active materials. J. Power Sources 2022, 551, 232179. [Google Scholar] [CrossRef]
- Niri, M.F.; Reynolds, C.; Román-Ramírez, L.A.A.; Kendrick, E.; Marco, J. Systematic analysis of the impact of slurry coating in the manufacture of lithium ion battery electrodes via explainable machine learning. Energy Storage Mater. 2022, 51, 223–238. [Google Scholar] [CrossRef]
- Gallagher, K.G.; Nelson, P.A.; Dees, D.W. Simplified calculation of the area specific impedance for battery design. J. Power Sources 2011, 196, 2289–2297. [Google Scholar] [CrossRef]
- Zhang, X.; van Hulzen, M.; Singh, D.P.; Brownrigg, A.; Wright, J.P.; van Dijk, N.H.; Wagemaker, M. Direct view on the phase evoluation in individual LFP nano-particles during lithium ion battery cycling. Nat. Commun. 2015, 6, 8333. [Google Scholar] [CrossRef] [Green Version]
- Derringer, G.; Suich, R. Simultaneous optimisation of several response variables. J. Qual. Technol. 1980, 12, 214–219. [Google Scholar] [CrossRef]
- Kornas, T.; Wittmann, D.; Daub, R.; Meyer, O.; Weihs, C.; Thiede, S.; Hermann, C. Multi-criteria optimisation in the production of lithium ion batteries. Procedia Manuf. 2020, 43, 720–727. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Code | Parameter | Units | Minimum | Maximum |
|---|---|---|---|---|
| A | LFP content | wt% | 94.03 | 98.50 |
| B | KS6L content | wt% | 0.70 | 2.80 |
| C | SWCNT content | wt% | 0.05 | 0.20 |
| D | PVDF content | wt% | 0.75 | 3.00 |
| E | Coat weight | gsm | 152.0 | 188.5 |
| F | Porosity | % | 36.5 | 43.5 |
| I.D. | Parameter | Unit | Details |
|---|---|---|---|
| #1 | Discharge capacity | mA h | Discharge at; C/20, C/5, C/2, C, 2C, 5C and 10C |
| #2 | Gravimetric capacity | mA h g−1 | |
| #3 | Adhesion | kPa | Calendered and uncalendered |
| #4 | Volumetric resistivity | Ω cm | |
| #5 | Interface resistance | Ω cm2 |
| Model | Param. | LFP | PVDF | KS6L | SWCNT |
|---|---|---|---|---|---|
| Mixture | 2C, mA h g−1 | 95.8 | 1.2 | 2.8 | 0.20 |
| M + P | 5C, mA h g−1 | 96.7 | 1.1 | 2.0 | 0.20 |
| M + P | 5C, mA h | 94.9 | 2.1 | 2.8 | 0.20 |
| Mix04 | Experimental | 94.7 | 2.3 | 2.8 | 0.20 |
| Mix11 | Experimental | 94.9 | 3.0 | 1.9 | 0.16 |
| M. O. O. | Four parameter | 95.3 | 2.9 | 1.6 | 0.18 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Apachitei, G.; Hidalgo, M.; Dogaru, D.; Lain, M.; Heymer, R.; Marco, J.; Copley, M. Optimisation of Industrially Relevant Electrode Formulations for LFP Cathodes in Lithium Ion Cells. Batteries 2023, 9, 192. https://doi.org/10.3390/batteries9040192
Apachitei G, Hidalgo M, Dogaru D, Lain M, Heymer R, Marco J, Copley M. Optimisation of Industrially Relevant Electrode Formulations for LFP Cathodes in Lithium Ion Cells. Batteries. 2023; 9(4):192. https://doi.org/10.3390/batteries9040192
Chicago/Turabian StyleApachitei, Geanina, Marc Hidalgo, Daniela Dogaru, Michael Lain, Robert Heymer, James Marco, and Mark Copley. 2023. "Optimisation of Industrially Relevant Electrode Formulations for LFP Cathodes in Lithium Ion Cells" Batteries 9, no. 4: 192. https://doi.org/10.3390/batteries9040192