
Recycling of Polypropylene Recovered from a Composting Plant: Mechanical Behavior of Compounds with Virgin Plastic

 , ,
, ,
Abstract
:
1. Introduction
2. Results and Discussion
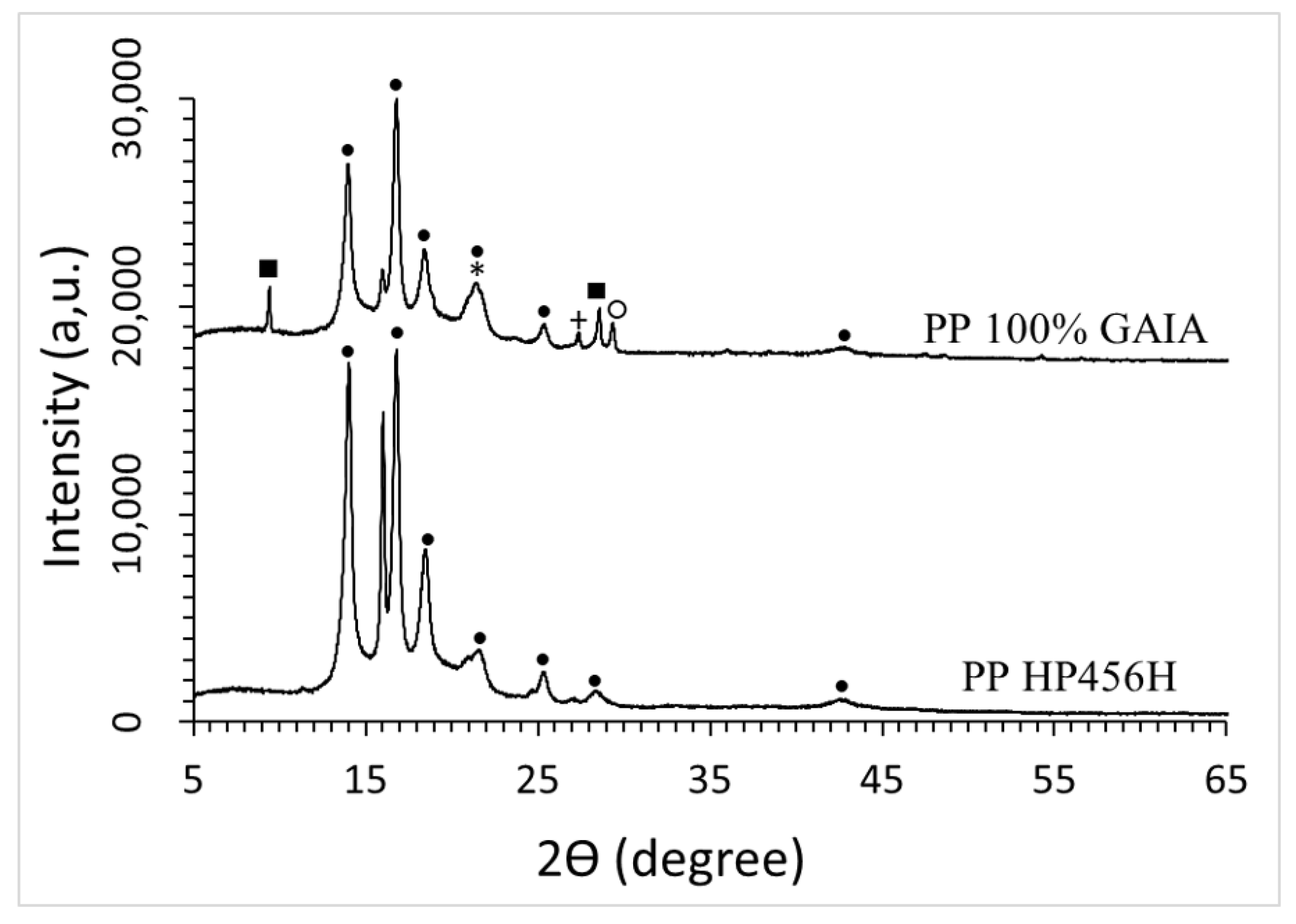
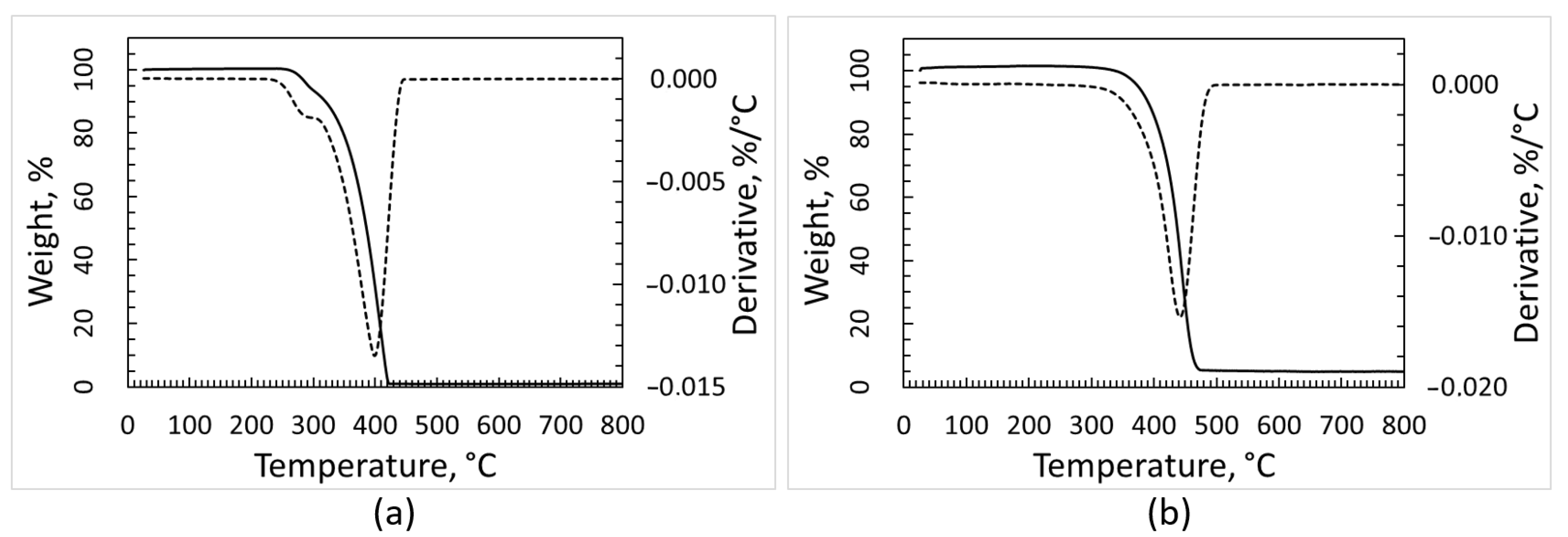
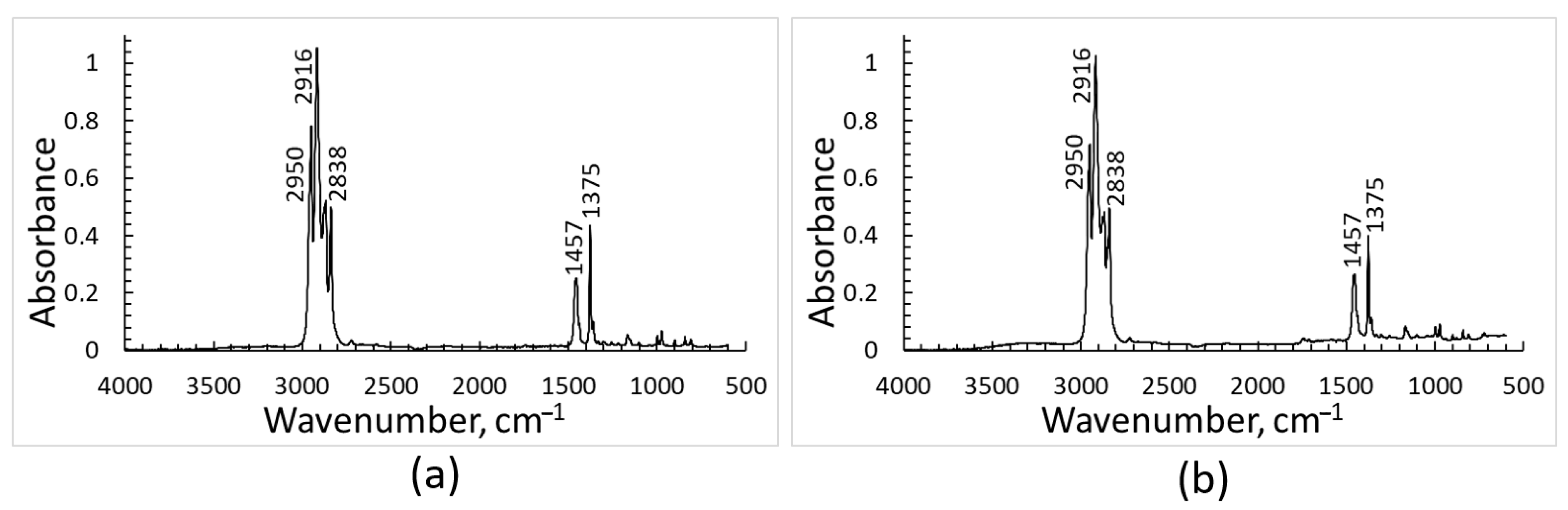
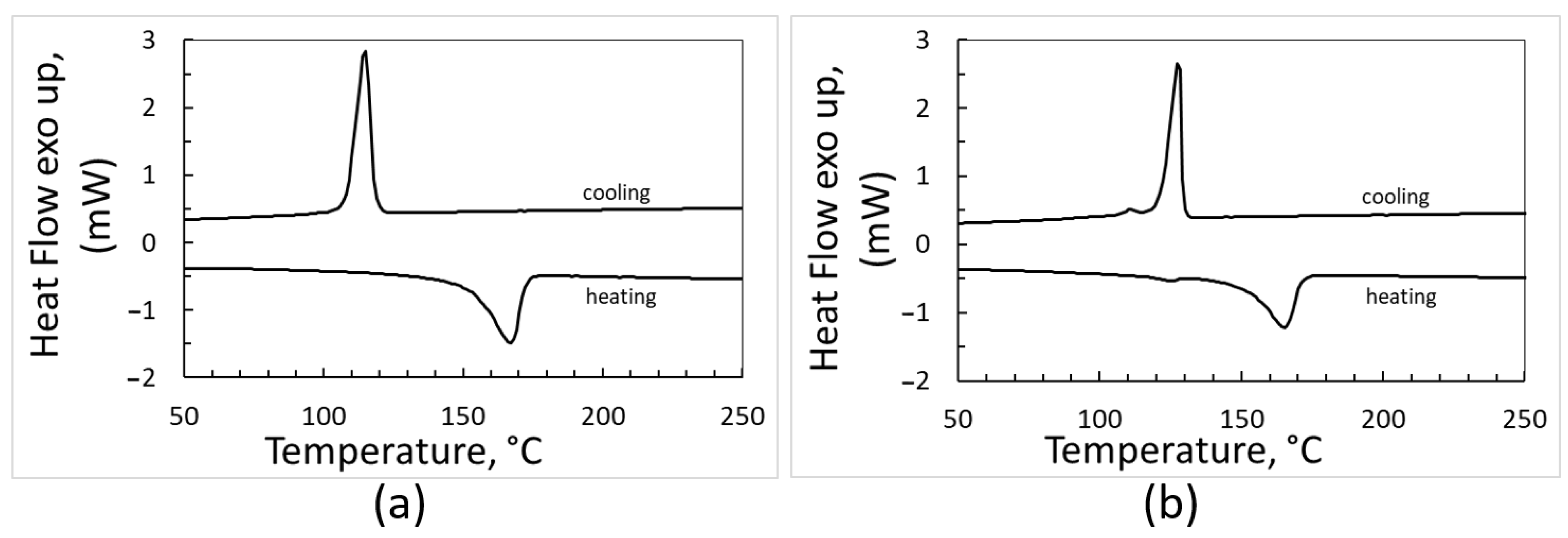
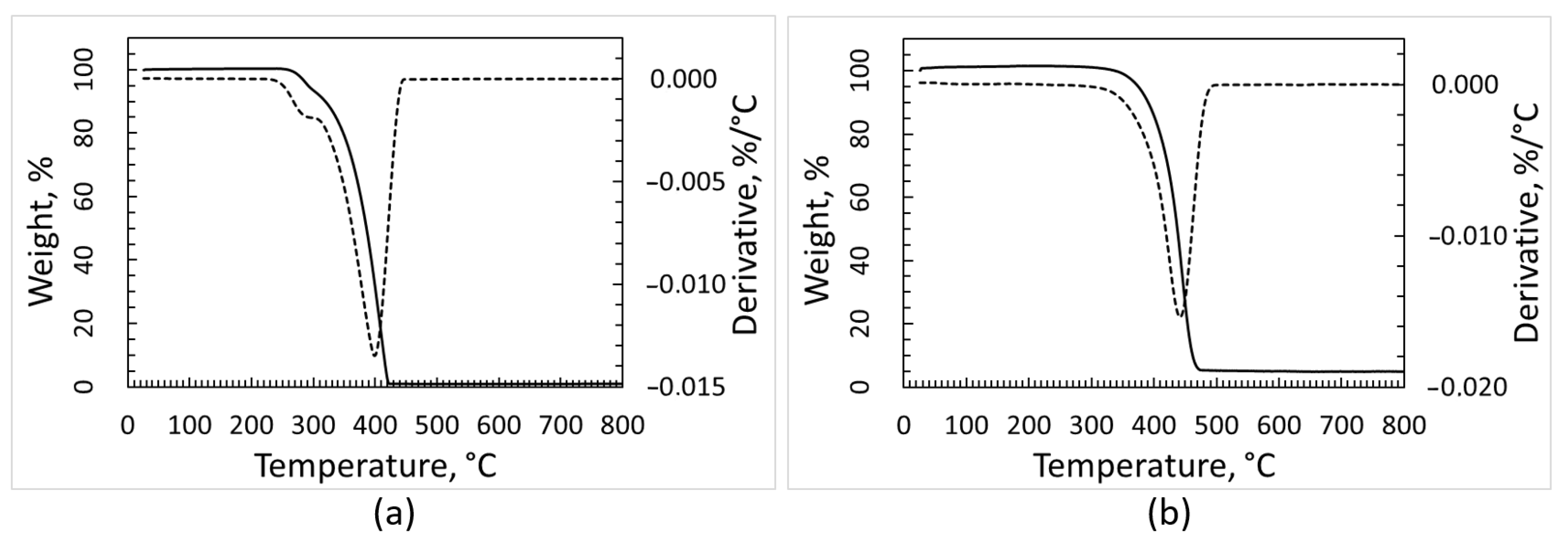
2.1. Comparison between the Characteristics of the Recovered PP Fraction and a Commercial PP
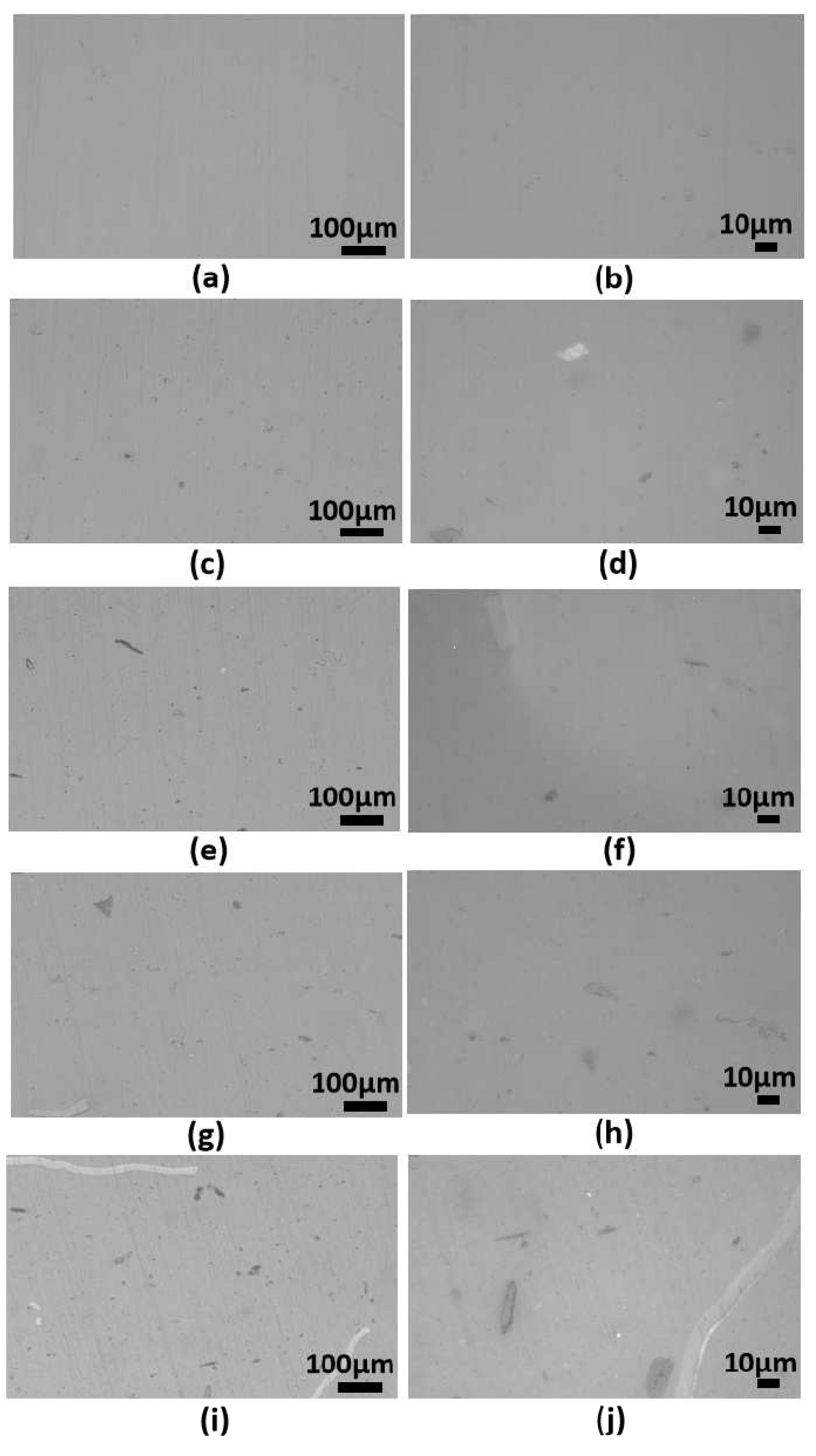
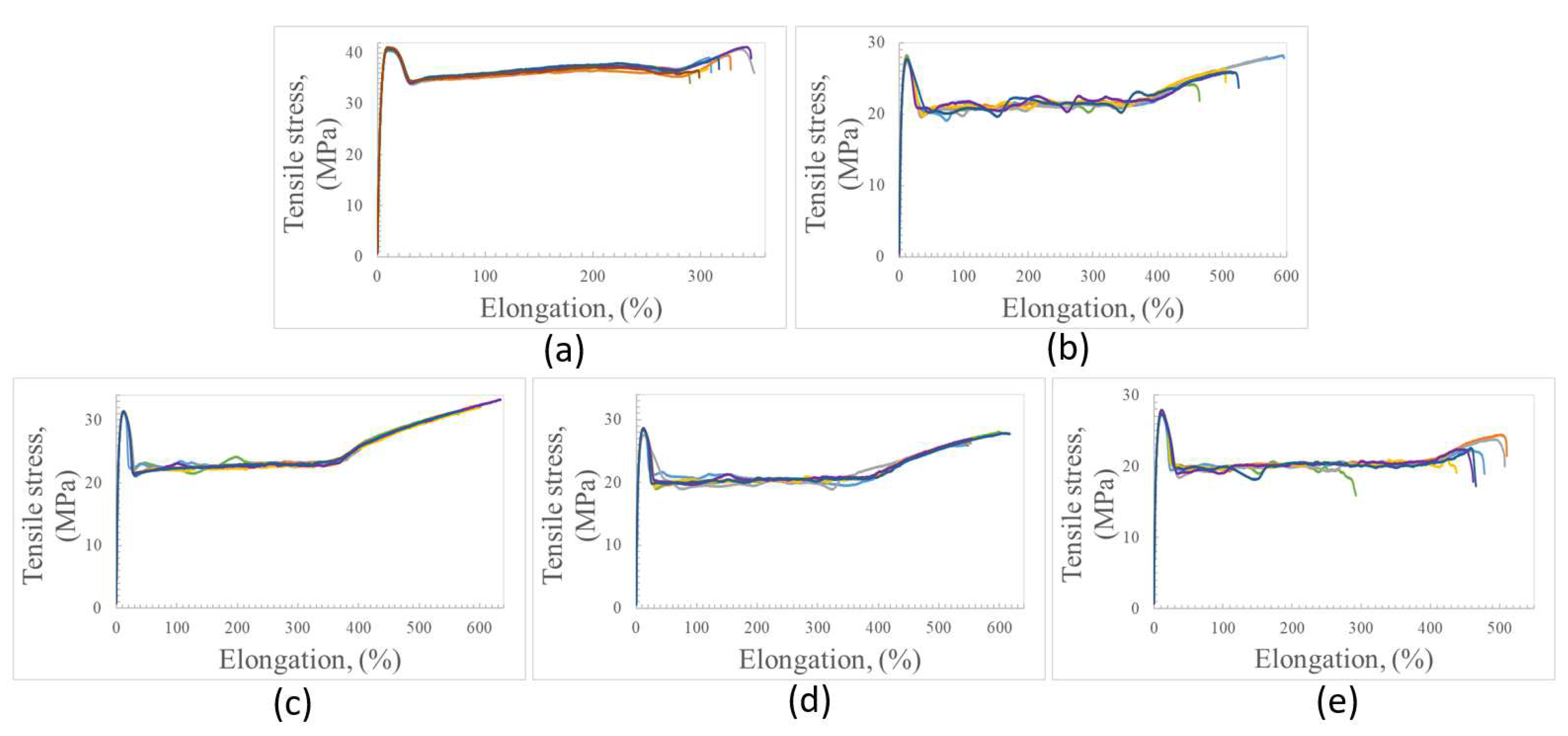
2.2. Microstructure and Tensile Behavior of Samples Containing Recycled PP
3. Materials and Methods
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhao, X.; Korey, M.; Li, K.; Copenhaver, K.; Tekinalp, H.; Celik, S.; Kalaitzidou, K.; Ruan, R.; Ragauskas, A.J.; Ozcan, S. Plastic waste upcycling toward a circular economy. Chem. Eng. J. 2022, 428, 131928. [Google Scholar] [CrossRef]
- Chang, X.; Fang, Y.; Wang, Y.; Wang, F.; Shang, L.; Zhong, R. Microplastic pollution in soils, plants, and animals: A review of distributions, effects and potential mechanisms. Sci. Total Environ. 2022, 850, 157857. [Google Scholar] [CrossRef] [PubMed]
- Nikiema, J.; Asiedu, Z. A review of the cost and effectiveness of solutions to address plastic Pollution. Environ. Sci. Pollut. Res. 2022, 29, 24547–24573. [Google Scholar] [CrossRef] [PubMed]
- Wagner, F.; Peeters, J.R.; De Keyzer, J.; Janssens, K.; Duflou, J.R.; Dewulf, W. Towards a more circular economy for WEEE plastics—Part A: Development of innovative recycling strategies. Waste Manag. 2019, 100, 269–277. [Google Scholar] [CrossRef] [PubMed]
- Khalid, M.Y.; Arif, Z.U.; Ahmed, W.; Arshad, H. Recent trends in recycling and reusing techniques of different plastic polymers and their composite materials. Sustain. Mater. Technol. 2022, 31, e00382. [Google Scholar] [CrossRef]
- Al-Salem, S.M.; Lettieri, P.; Baeyens, J. Recycling and recovery routes of plastic solid waste (PSW): A review. Waste Manag. 2009, 29, 2625–2643. [Google Scholar] [CrossRef]
- Gu, F.; Guo, J.; Zhang, W.; Summers, P.A.; Hall, P. From waste plastics to industrial raw materials: A life cycle assessment of mechanical plastic recycling practice based on a real-world case study. Sci. Total Environ. 2017, 601–602, 1192–1207. [Google Scholar] [CrossRef]
- Gabriel, D.S.; Ananditto, A. Effect of Repetitive Recycling on the Mechanical Properties of Polypropylene Blends Based on Material Value Conservation Paradigm. Mater. Sci. Forum 2020, 1015, 70–75. [Google Scholar] [CrossRef]
- Basuhi, R.; Moore, E.; Gregory, J.; Kirchain, R.; Gesing, A.; Olivetti, E.A. Environmental and economic implications of U.S. postconsumer plastic waste management. Resour. Conserv. Recycl. 2021, 167, 105391. [Google Scholar] [CrossRef]
- Martins, M.H.; De Paoli, M.A. Polypropylene compounding with recycled material I. Statistical response surface analysis. Polym. Degrad. Stab. 2001, 71, 293–298. [Google Scholar] [CrossRef]
- Cimpan, C.; Maul, A.; Jansen, M.; Pretz, T.; Wenzel, H. Central sorting and recovery of MSW recyclable materials: A review of technological state-of-the-art, cases, practice and implications for materials recycling. J. Environ. Manag. 2015, 156, 181–199. [Google Scholar] [CrossRef] [PubMed]
- Gundupalli, S.P.; Hait, S.; Thakur, A. A review on automated sorting of source-separated municipal solid waste for recycling. Waste Manag. 2017, 60, 56–74. [Google Scholar] [CrossRef] [PubMed]
- Di Lonardo, M.C.; Lombardi, F.; Gavasci, R. Characterization of MBT plants input and outputs: A review. Rev. Environ. Sci. Biotechnol. 2012, 11, 353–363. [Google Scholar] [CrossRef]
- Angelone, S.; Cauhapé Casaux, M.; Borghi, M.; Martinez, F.O. Green pavements: Reuse of plastic waste in asphalt mixtures. Mater. Struct. 2016, 49, 1655–1665. [Google Scholar] [CrossRef]
- Jackowski, M.; Malek, M.; Zycinski, W.; Lasika, W.; Owczareck, M. Characterization of new recycled polymer shots addition for the mechanical strength of concrete. Mater. Technol. 2020, 54, 355–358. [Google Scholar]
- Oliveira, V.; Castro, F.; Teixeira, J.C.; Carvalho, A.R.J.; Vilarinho, M.C. Physicochemical characterization of the rejected waste from the mechanical and biological treatment of municipal solid waste. In Proceedings of the ASME 2021 International Mechanical Engineering Congress and Exposition IMECE2021, Virtual, 1–5 November 2021; Online IMECE2021-73595. [Google Scholar]
- Ferraioli, R.; Incarnato, L.; Di Maio, L.; Scarfato, P. A preliminary study on recyclability of mixed plastic wastes recovered from urban collection. Key Eng. Mater. 2021, 885, 109. [Google Scholar] [CrossRef]
- Bernat, K.; Wojnowska-Baryla, I.; Zaborowska, M.; Samul, I. Insight into the composition of the stabilized residual from a full-scale mechanical-biological treatment (MBT) plant in terms of the potential recycling and recovery of its contaminants. Sustainability 2021, 11, 5432. [Google Scholar] [CrossRef]
- Dubdub, I. Kinetics Study of Polypropylene Pyrolysis by Non-Isothermal Thermogravimetric Analysis. Materials 2023, 16, 584. [Google Scholar] [CrossRef]
- Singh, R.K.; Ruj, B.; Sadhukhan, A.K.; Gupta, P. Thermal degradation of waste plastics under non-sweeping atmosphere: Part 1: Effect of temperature, product optimization, and degradation mechanism. J. Environ. Manag. 2019, 239, 395–406. [Google Scholar] [CrossRef]
- Esmizadeh, E.; Tzoganakis, C.; Mekonnen, T.H. Degradation Behavior of Polypropylene during Reprocessing and Its Biocomposites: Thermal and Oxidative Degradation Kinetics. Polymers 2020, 12, 1627. [Google Scholar] [CrossRef]
- Coates, J. Interpretation of infrared spectra, a practical approach. In Encyclopedia of Analytical Chemistry; Meyers, R.A., Ed.; John Wiley & Sons Ltd.: Chichester, UK, 2000; pp. 10815–10837. [Google Scholar]
- Wang, C.-Q.; Wang, H.; Fu, J.-G.; Liu, Y.-N. Flotation separation of waste plastics for recycling—A review. Waste Manag. 2015, 41, 28–38. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PP | HP 456H | 25 GAIA | 50 GAIA | 75 GAIA | 100 GAIA |
|---|---|---|---|---|---|
| Density, [g/cm3] | 0.9021 | 0.9109 | 0.9164 | 0.9222 | 0.9290 |
| PP Samples | Tensile Strength | Elastic Modulus | Strain at Fracture |
|---|---|---|---|
| σmax ± SD, [MPa] | E ± SD, [GPa] | ε ± SD, [%] | |
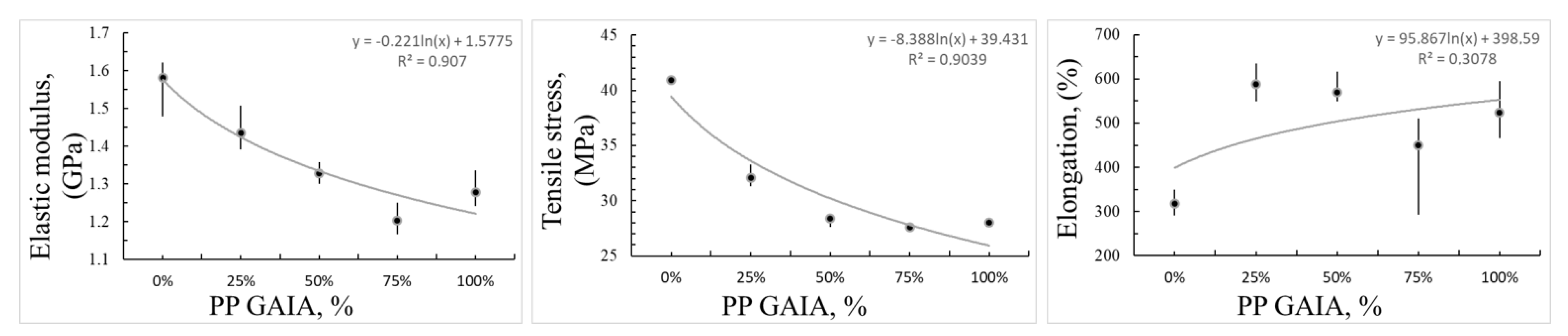
| PP HP 456 H 100 wt. % | 40.9 ± 0.2 | 1.582 ± 0.069 | 318.6 ± 21.7 |
| PP GAIA 25 wt. % | 32.1 ± 0.7 | 1.436 ± 0.050 | 588.1 ± 28.9 |
| PP GAIA 50 wt.% | 28.4 ± 0.4 | 1.329 ± 0.023 | 570.6 ± 26.8 |
| PP GAIA 75 wt. % | 27.6 ± 0.2 | 1.203 ± 0.036 | 450.4 ± 74.3 |
| PP GAIA 100 wt. % | 28.0 ± 0.3 | 1.279 ± 0.050 | 524.2 ± 44.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Badini, C.; Ostrovskaya, O.; Bernagozzi, G.; Lanfranco, R.; Miranda, S. Recycling of Polypropylene Recovered from a Composting Plant: Mechanical Behavior of Compounds with Virgin Plastic. Recycling 2023, 8, 62. https://doi.org/10.3390/recycling8040062
Badini C, Ostrovskaya O, Bernagozzi G, Lanfranco R, Miranda S. Recycling of Polypropylene Recovered from a Composting Plant: Mechanical Behavior of Compounds with Virgin Plastic. Recycling. 2023; 8(4):62. https://doi.org/10.3390/recycling8040062
Chicago/Turabian StyleBadini, Claudio, Oxana Ostrovskaya, Giulia Bernagozzi, Roberta Lanfranco, and Stefania Miranda. 2023. "Recycling of Polypropylene Recovered from a Composting Plant: Mechanical Behavior of Compounds with Virgin Plastic" Recycling 8, no. 4: 62. https://doi.org/10.3390/recycling8040062