
A Comprehensive Review of Lithium-Ion Battery (LiB) Recycling Technologies and Industrial Market Trend Insights

1
Department of Civil and Environmental Engineering, Vanderbilt University, PMB 351831, 2301 Vanderbilt Place, Nashville, TN 37235-1831, USA
2
Hefei University of Technology Design Institute (Group) Co., Ltd., Hefei 230071, China
3
Sungrow Power Supply, Co., Ltd., Hefei 230088, China
4
Jacobs School of Engineering, University of California San Diego, 9500 Gilman Drive, La Jolla, CA 92093, USA
5
College of Civil Engineering, Hefei University of Technology, Hefei 230009, China
*
Author to whom correspondence should be addressed.
Recycling 2024, 9(1), 9; https://doi.org/10.3390/recycling9010009
Submission received: 24 December 2023
/
Revised: 21 January 2024
/
Accepted: 24 January 2024
/
Published: 26 January 2024
Abstract
:Adopting EVs has been widely recognized as an efficient way to alleviate future climate change. Nonetheless, the large number of spent LiBs associated with EVs is becoming a huge concern from both environmental and energy perspectives. This review summarizes the three most popular LiB recycling technologies, the current LiB recycling market trend, and global recycling magnates’ industrial dynamics regarding this subject. We mainly focus on reviewing hydrometallurgical and direct recycling technologies to discuss the advancement of those recycling technologies and their future commercialization pathway.
1. Introduction
Climate change has become a severe problem for the modern world. Extensive studies have found that climate change can influence every aspect of society, from community vulnerability and resilience [1,2,3,4] to fresh water and climate ecosystems [5,6,7,8,9]. To address the climate crisis, electric vehicles (EVs) have been adopted worldwide to help fight climate change by reducing emissions compared to conventional gasoline vehicles (CVs) [7,10]. It is reported that electric car markets are experiencing exponential growth, with the share of electric cars in total sales tripling from around 4% in 2020 to 14% in 2022 in just three years [11]. Additionally, EV sales are expected to continue growing in 2023, with an expectation of 14 million in sales by the end of 2023, accounting for approximately 18% of total car sales across the entire calendar year [11]. European Union (EU) member states have approved the plan to eliminate all non-zero-emission vehicle sales starting in 2035 [12]. In addition, sales statistics show that EVs play a critical role in accelerating the goal of net-zero emissions by governments worldwide.
Lithium-ion batteries (LiB) are widely adopted in the current EVs or plug-in hybrid EVs market. In 2016, the global LiB market was reported to exceed USD 20 billion at the cell level, and the sales have increased by an average of 16% per year since 1996 [13]. It is expected that LiB sales will reach more than USD 90 billion by 2025, of which more than USD 15 billion will be from the hybrid and electric vehicle sector [14]. Additionally, within the Chinese market alone, the expected number of spent LiB produced in China will exceed 500,000 tons [15]. LiB has the advantages of high energy density, high voltage, long life, low self-discharging rate, no memory effect, and good cycle performance, and thus has rapidly become the main power supply for various portable electronic products as well as electric vehicles or hybrid vehicles [16].
As a result, increasing research has been devoted to investigating how to properly recycle the spent LiBs and close the loop of its life cycle in an environmentally friendly manner. To our knowledge, although some previous studies have conducted relevant reviews regarding battery recycling technology, there are few comprehensive reviews that successfu lithium battery recycling technology and industry insights together. For instance, Swain [17] reviewed various routes that include hydrometallurgy, pyrometallurgy, chemical metallurgy, and bioleaching to recover lithium from various primary resources such as different ores, clay, brine, seawater, and recycling of batteries. However, the study provided few industry insights regarding lithium battery recycling. Velázquez-Martínez [18] offered an analysis of battery recycling technologies from a circular economy perspective. Nonetheless, they focused only on the discussion of the economic viability of circular battery technologies, ignoring the inspection of the connection between academia and industry. Lv et al. [19] reviewed the status of spent LiB recycling technologies, mainly focusing on hydrometallurgy. While their review shed light on the future research direction on the spent LiB recycling process, they did not discuss how these new emerging recycling technologies would shape the spent LiB recycling industry. Yao et al. [20] conducted a systematic review associated with hydrometallurgical procedure, including pretreatment, leaching, and separation of valuable metals from the leaching solution. However, they did not incorporate the most recent recycling procedure, such as direct recycling, and compared it with the existing hydrometallurgical process. Similarly, He et al. [21] reviewed the current research progress on recovering valuable metals from spent LiBs. However, they only focused on pyrometallurgical and hydrometallurgical technologies. Additionally, few industry insights regarding LiB recycling can be obtained in their review research.
Thus, this review study aims to fill two research gaps: (1) provide an update on the latest spent LiB recycling technology, especially direct recycling; (2) review the current global spent LiB recycling industry insights and market trends. The review study was conducted by establishing a comprehensive literature search and review of the current state-of-the-art end-of-life (EOL) EV LiB recycling process, including academic innovations and industrial demonstrations. Specifically, in the academic innovations review section, we discuss pyrometallurgical, hydrometallurgical, and direct recycling approaches. Specifically, we spend more length on discussing hydrometallurgical and direct recycling processes since these two approaches are the most popular recycling technologies in the current market. Meanwhile, in the industrial demonstration discussions, we focus on reviewing the current EV LiB recycling market trend in the four major markets globally that including Japan, the United States, Europe, and China. Additionally, we reviewed the major magnates’ EV LiB recycling industrial layouts and the technology they use. Meanwhile, several experts and industry representatives were interviewed and consulted to validate the accuracy of this study. The remainder of this paper is organized in the following. Section 2 reviews the current state-of-the-art EV LiB recycling technology and approaches. Following, Section 3 reviews the industrial demonstrations regarding the EV LiB recycling magnates’ industrial layouts and their recycling approaches. Finally, Section 4 delivers some thoughts, challenges, and outlooks on the future pathways associated with the spent EV LiB recycling technology and industry.
2. Literature Review Summary
The review commenced with a literature search focused on recycling spent LiBs. Initially, 252 papers were identified using relevant keywords such as “spent”, “LiBs”, “recycling”, etc. Subsequently, a quick scan of the 252 papers led to the exclusion of 68 based on their abstracts, highlights, and contents in the second round of filtering. Ultimately, 86 papers were deemed relevant to this review study’s scope and included in the review. Detailed information regarding the literature review scope of this study is shown in the following Figure 1 and Table 1.
3. Spent Li-Batteries Recycling Technologies
3.1. Pyrometallurgical Process
Pyrometallurgy is a process to extract metals or metal compounds from spent LiBs directly using high temperatures. It is a relatively simple process; however, it requires high temperatures and high energy consumption. Additionally, the electrolyte solution and binder will produce significant toxic waste gases at high temperatures, causing secondary pollution to the environment. Figure 2 shows a typical diagram of a pyrometallurgical procedure to recycle the spent LiBs. After the discharging and disassembling of spent LiB packs, the shells are recycled separately. Then, the electrode materials can be put into a roasting furnace combined with coke and lime for reduction roasting. Diaphragms and electrolytes are burned and decomposed into gases such as CO2. Then, LiCoO2 is reduced to metal Co and Li2O. Following, after Li2O escapes in the form of vapor, it can be absorbed with water. For metals like Cu and Co, they are formed in carbon-containing alloys while the sediment fixes F and P, and Al is oxidized to slag [28].
Previous studies have illustrated that the pyrometallurgical procedure can extract some valuable metals from spent LiBs. For instance, Fouad et al. [29] dismantled the spent LiBs and calcined the cathode that consisted of LiCoO2 and Al foil for two hours. The reaction yielded nanocrystalline -LiAlO2, while Co remained as colored powders in the form of Co3O4 and CoO, realizing the separation and recycling function of Co and Li [29]. The formed nanocrystalline -LiAlO2 was observed under Scanning Electron Microscopy (SEM), and it was found to have a morphology like coconut particles. It can be used to prepare platinum catalysts [29]. Bahgat et al. [30] adopted heat treatment with a high temperature of 150~500 °C for one hour to separate the active cathode material of LiCoO2 and the current collector Al foil. Then, Fe2O3 was added to the removed active material and heated at a high temperature of 1000 °C for four hours to obtain a mixture of Li0.5FeO4/CoFeO4 micron crystal [30]. They tested that both coercive force and saturation magnetic induction intensity of the obtained micron crystal mixtures intend to increase with the heating time extension and temperature increase and can be used as permanent magnet material [30]. Chen et al. [31] immersed the disassembled cathode material in a salt solution to separate the active material and current collector Al foil with the help of ultrasonic assistance. Then, a certain amount of Li2CO3 was added to the separated active material to calcine at a high temperature of 850 °C to restore the electrochemistry performance of LiCoO2. They found that the capacitance of the first release of regenerated LiCoO2 at 0.1 C is 150 mAh/g, and the discharge capacity remained as high as 140.1 mAh/g (3.0~4.3 V) after 100 cycles [31]. Li et al. [32] roasted a mixture of LiCoO2 (LCO) and graphite under a nitrogen environment at a temperature of 1000 °C for half an hour and produced residue with graphite, Co, and Li2CO3. Then, the water leaching method was adopted, and the recovery rate of Li, Co, and graphite after the wetting magnetic separation process was reported to be 98.83%, 95.75%, and 91.05%, respectively [32]. In the following research, the LMO cathode material was roasted for 45 min at a roasting temperature of 800 °C, and the LMO active material was reduced to Li2CO3 and MnO by graphite [33]. Then, water leaching and mechanical separation recovered Li with 99.13% purity, and the residue was calcined to remove carbon to obtain Mn3O4 with a purity of 95.11% [33]. With the rapidly growing amounts of LiFePO4(LFP) cathode material in the spent LiBs’ waste stream, oxidizing roasting was found to be significantly effective in separating LFP from the Al current collectors because of the release of fluorine-containing gases such as HF [34]. Formula (1) shows the chemical reaction of the oxidizing roasting process.
6LiFePO4 + 3O2 → 2Li3Fe (PO4)3 + 2Fe2O3
One of the most significant disadvantages of oxidative roasting is that it requires strict temperature control (>650 °C) and has a significantly high energy intensity. Effective temperature control is found to be imperative for the oxidative roasting process [34]. Additionally, the high temperature in the oxidative roasting process can lead to a decrease in Fe recovery in the subsequent acid-leaching stage since the massive formation of Fe2O3 makes it difficult to leach out effectively [34].
In conclusion, the main pyrometallurgical options for recycling spent LiB include pyrolysis, incineration, roasting, smelting, and liquid leaching. While these stages include many variations of options in the pyrometallurgical procedure, these processes always require high energy intensity, with significant potential for creating secondary air pollution to the environment. Additionally, a recent Life Cycle Analysis (LCA) study also showed that the environmental impacts of the pyrometallurgical process can vary across many factors that could include metal recovery rates and carbon intensity of the grid [41]. Continuous research efforts in pyrometallurgical recycling must be conducted to further decrease the energy consumption and secondary waste air pollution during the pyrometallurgical recycling process.
3.2. Hydrometallurgical Process
The hydrometallurgical process is the most widely adopted recycling process in the current LiB recycling industry market. It mainly includes four steps: (1) discharging and dismantling; (2) pretreatment to achieve the separation of active materials and current collectors as much as possible; (3) leaching valuable metals from the pretreated active materials into the solution; (4) extraction of metals that separate and extract metals in the leach solution or prepare and synthesize electrode materials or inorganic compounds again. The principal working diagram of the hydrometallurgical process is shown in Figure 3. The hydrometallurgical process is more complex than the pyrometallurgical process, but the method has a higher recovery rate, mild operation conditions, and less environmental pollution. Moreover, a recent LCA study has revealed that the most effective hydrometallurgical process can lower the environmental impact by over 50% compared to the average of the recycling processes [42]. Thus, it has become a popular research field and a widespread concern to academia and industry.
3.2.1. Discharging and Dismantling
To prevent short circuits and instant combustion, spent lithium must be cleaned and fully discharged before dismantling. The discharged batteries are either manually or automatically disassembled and segregated into disparate components, including steel cases, organic separators, anodes, and cathodes to be further pretreated. Previous studies have highlighted the necessity of discharging and dismantling steps in the hydrometallurgical procedure. In terms of the discharging pretreatment process, Zhang et al. [43] soaked spent LiB batteries in the 5% NaCl solution for one day for complete discharging. The disadvantage of this approach is that if the battery case breaks, the electrolyte LiPF6 will readily react with water to generate HF and other toxic gases, causing potential damage to the surrounding environment and operators. Paulino et al. [44] placed spent LiBs in a −5 °C temperature environment to perform low-temperature discharge. The advantage of this approach is that the chemical activity of electrode materials decreases at low temperatures, and the ambient temperature is low so that the battery temperature will not rise too high during the discharge process. However, the low-temperature discharge process requires equipment with higher standards and much longer discharging time. Similarly, for dismantling pretreatment, DaCosta et al. [27] conducted a series of experiments to understand the influence of mechanical processes such as cutting, milling, sieving, and magnetic and gravimetric separation on the recovery of metals from spent LiBs. They found that mechanical pretreatment has a significant advantage from an economical and industrial perspective in that it was proved to be an effective way to increase the efficiency of recovering cobalt, copper, and aluminum from LiB in the subsequent recycling process. Nonetheless, manual disassembly can be inappropriate for the pretreatment of mass scrap of LiB. Yao et al. [20] highlighted that manual disassembly operations can be dangerous and must be conducted under safety precautions using tools like knives, saws, and pincers.
In summary, the two dismantling approaches of manual dismantling and mechanical crushing have their own pros and cons. The advantage of manual disassembly is that each part of the spent lithium-ion battery (positive electrode, negative electrode, separator, casing) can be processed separately so that there are few impurities in the leach solution, the purity of the recovered products is high, and the recovery rate of each component is high. The disadvantage is low disassembly efficiency with limited processing capacity. The advantage of mechanical crushing is that it has a large processing capacity. Nonetheless, the crushing can easily mix the components of the entire battery, resulting in many subsequent impurity removal steps. Thus, the process becomes complicated, and the recovery rate of each component can be reduced.
3.2.2. Pretreatment
For the electrode materials obtained by disassembly, some physical pretreatment methods must be applied to separate the active materials and current collectors as much as possible to benefit the subsequent metal leaching process. Popular pretreatment approaches include mechanical [36,45], solvent dissolution [46,47], heat treatment [48], and alkali solution approach [49]. In terms of mechanical pretreatment example, Shin et al. [45] used a series of mechanical methods to enrich LiCoO2 granules, including steps such as crushing, screening, magnetic separation, fine crushing, and classification. The first crushing and screening can separate Al, Cu, metal shell, and plastic [45]. After using a magnetic separator to separate the iron shell in the active material, a small amount of Al in the active material can be separated through fine crushing and screening to achieve complete separation of the current collector Al and the active material [45]. This study found that calcination of the active material LiCoO2 can remove the carbon and adhesive and significantly reduce the efficiency of subsequent chemical leaching [45]. For the solvent dissolution pretreatment example, Xu et al. [47] soaked the disassembled cathode material in the N, N-dimethylformamide (DMF), and stirred vigorously at room temperature to remove the active material LixCoO2 from the Al foil. DMF with dissolved PVDF can be recycled after reaching saturation to reduce the cost of the recycling process [47]. For the heat pretreatment study, Song et al. [50] used lithium-ion batteries to produce cathode waste (LiNi1/3Co1/3Mn1/3O2) as a raw material to compare the effects of high-temperature sintering and DMF dissolution on the removal of active substances. The study results showed that during the process of removing PVDF at high temperature, the HF produced by the thermal decomposition of PVDF would react chemically with the cathode material at high temperature, causing the structure of the removed active material to be destroyed and cannot be directly recycled further [50]. Finally, alkali dissolution refers to using an alkali solution to dissolve the cathode material to realize the separation of the cathode material and current collector Al foil. Ferreira et al. [49] directly dissolved the positive pole material obtained by dismantling spent lithium-ion batteries using a 10% NaOH under the conditions of a solid-liquid ratio of 1:30 g/mL, a temperature of 30 °C, and a time of 1 h. The study found that nearly 80% of Al can be selectively removed by repeated leaching twice, and the remaining cathode residue can be used in the subsequent acid-leaching process [49].
Previous studies have also found that the pretreatment process is essential to enhance the recovery efficiency and reduce the energy consumption in the subsequent recycling process [51]. Kim et al. [52] proposed a novel classification of the pretreatment process into discharge, dismantling, comminution, classification, separation, dissolution, and thermal treatment methods instead of the previous four traditional categories of mechanical, mechanochemical, thermal, and dissolution processes. They highlighted the importance of the pretreatment process in enhancing recovery efficiency and reducing energy consumption in the subsequent recycling process [52] because it separates the different components that the LiBs are comprised of safely and effectively so that the following subsequent recycling process can be conducted in an efficient way. Most recent pretreatment study demonstrated an innovative method to selectively recover Li from LiB cathode materials by direct electrochemical extraction in aqueous solutions [53]. They found that up to 98% of Li from high-purity commercial cathode materials can be recovered before meatal leaching, significantly increasing the leaching efficiency [53]. In summary, the pretreatment process is vital to effectively separate the LiBs’ components, such as active material and the current collector Al foil, benefiting the subsequent process of leaching valuable metals.
3.2.3. Leaching of Valuable Metals
Leaching methods that can leach valuable metals from spent lithium-ion battery electrode materials mainly include inorganic acid leaching (HCl [23], HNO3 [54], H2SO4 [25] and H3PO4 [55], organic acid leaching (citric acid [26], malic acid [56], ascorbic acid [57], aspartic acid [58], oxalic acid [59,60], succinic acid [61], maleic acid [62], tartaric acid [63], citrus fruit juices [64], formic acid [65], acetic acid [66], lactic acid [67]) and bioleaching [68,69]). Additionally, to further increase the leaching efficiency, a certain amount of reducing agent (H2O2 [70], NaHSO3 [71], Na2S2O5 [72], and glucose [55], etc.). These agents reduce the 3-valent Co and 4-valent Mn in the active material to 2-valent, making it more easily to enter the solution. Additionally, various new leaching technologies are constantly being developed, such as mechanochemical leaching [73], selective leaching of Li after roasting [74], polyvinyl chloride (PVC) simultaneous dichlorination leaching [75], supercritical CO2-assisted leaching [24], and electrochemical leaching [76], etc.
One of the advantages of inorganic acid leaching is its low cost. However, the leaching process easily produces toxic gases and causes secondary pollution, making the waste liquid difficult to handle. In addition, inorganic strong acids are highly corrosive and require high equipment, which increases production costs to a certain extent. For example, Li et al. [77] first adopted mechanical methods to crush spent lithium-ion batteries and screened them to achieve the maximum separation of active material LiCoO2 from other components. Then, they used a 4 mol/L HCL to leach valuable metals in active materials under the condition of 80 °C for two hours, and the leaching efficiency of Co and Li were found to reach 99% and 97%, respectively [77].
Many researchers have recently investigating using organic acids to leach electrode materials of spent lithium-ion batteries. Compared with inorganic acids, the advantage of organic acids is that they are easy to biodegrade and do not produce toxic gases during the leaching process, causing harm to the environment. The disadvantage is that the cost is too high compared with inorganic leaching, and appropriate methods should be used to regenerate and recycle organic acids after the leaching process. Li et al. [57] used ascorbic acid to leach Li and Co from the positive electrode active material LiCoO2 of spent lithium-ion batteries. Since ascorbic acid has both acidic and reducing properties, using it as a leaching agent can achieve higher leaching efficiency without adding a reducing agent [57]. The study found that under optimal leaching conditions, the leaching efficiency of Co and Li reached 94.8% and 98.5%, respectively. Sun and Qiu [59] used oxalic acid as both a leaching agent and a precipitating agent to recover the valuable metal Co from the cathode active material LiCoO2. The cathode material was obtained from dismantling spent lithium-ion batteries, and vacuum pyrolysis was used to separate the cathode active material from the collector Al foil [59]. Under the optimal conditions with an oxalic acid concentration of 1 mol/L, temperature of 80 °C for two hours, and a solid-to-liquid ratio of 1:20 g/mL; the reaction rate of LiCoO2 was reported as 98% [59].
Bioleaching refers to using the oxidation of bacteria to produce inorganic acids so that the metals in spent lithium-ion battery electrode materials can enter the solution as ions. This method has the advantages of mild operating conditions, environmental friendliness, low treatment cost, and low acid consumption. However, bioleaching has problems such as long bacterial culture time, complex culture, and slow leaching kinetics, which limits its industrial application. In addition, higher metal concentrations will inactivate bacteria, so the slurry concentration that bioleaching can handle is low. For instance, Mishra et al. [68] studied the bioleaching process of Co and Li in spent lithium-ion battery cathode materials using thiobacillus ferroxidases. They found that using the elements S and Fe2+ as energy sources, acidophilus produces H2SO4 and Fe3+ through metabolism, thereby dissolving Co and Li [68]. Experimental results showed Co’s leaching kinetics is faster than Li’s leaching kinetics [68].
The application of deep eutectic solvents (DESs) on metals extraction in LiB recycling was also studied as an innovative leaching method. For instance, Schiavi et al. [78] found that using choline chloride-ethylene glycol DES decomposition products could improve the ability to dissolve LiB metal oxides because of the formation of , which was proposed to be critical in the oxidative dissolution of LiB metal oxides [78]. In another study, Schiavi et al. [79] also developed a procedure of applying a green deep eutectic solvent (DES) to recover cobalt from mixed spent LiB [79]. Additionally, they also found that the residual DES solution could be reused to deliver the same cobalt extraction attained using the fresh DES solution [79].
3.2.4. Extraction of Metals from Leaching Solution
Extracting valuable metals from the leaching solution of spent lithium-ion electrode materials comes after the leaching process. There are three main methods to extract valuable metals from the leaching solution: solvent extraction method [80,81], chemical precipitation method [82] and electrochemical method [22]. In addition, methods such as the adsorption method [83], electrodialysis method [84], and crystallization method [49] have also been reported in previous studies.
Solvent extraction method separates different metal ions by forming coordination complexes between the extractant and metal ions. Commonly used extraction agents include D2EHPA, PC-88A, Cyanex272, etc. [85]. The advantages of solvent extraction leaching are this approach requires mild conditions, a high recovery rate, and a high purity of recovered products. Compared with other leaching methods, the disadvantages of the solvent extraction method include the toxicity of the extraction agent, high cost, and the complexity of the separation process and the extraction agent regeneration process. Mantuano et al. [81] plotted the extraction balance diagram of Cyanex272 extractant on primary metals of lithium-ion batteries. The study’s results showed that as pH increases, the order of metal extraction is Zn2+ > Al3+ > (Cu2+ ≈ Mn2+ ≈ Co2+ ≈ Cd2+) > Ni2+ > Li2+ [81]. The study also found that Al and Cu interfere significantly with the extraction of Co [81]. Therefore, for lithium-ion batteries, early impurity removal is particularly crucial for the extraction operation [81].
The chemical precipitation method is to add a precipitant to the leaching solution to form compounds with low solubility of metals and precipitate them separately to separate metal ions [85]. Commonly used precipitants include Na2CO3, NaOH, Na2C2O4, and Na3PO4. The advancements of the chemical precipitation method are simple operation, high separation efficiency, high recovery rate, and low equipment requirements. The disadvantage is that it requires high control of process parameters such as precipitation PH. Since there are many types of metal elements in the electrode material’s leaching solution, the three metals Ni, Co, and Mn were found to have similar properties. Practically, it is often necessary to combine solvent extraction and chemical precipitation to separate and purify various metal elements. Guo et al. [82] used Na2CO3 and Na3PO4 as precipitants in sequence to recover Li from the waste solution generated during the recycling process of spent LiB batteries. They found that under the optimal reaction conditions, the recovery rates of Li during the precipitation of Li2CO3 and Li3PO4 were 74.72% and 92.21%, respectively. The acquired Li2CO3 products containing Na2CO3 impurities can be used to produce LMO ion subsieve [82].
The electrochemical method deposits a leaching solution of Co2+ through electrochemical reduction to obtain cobalt metal films, alloys, or multi-deposits. The benefits of this method are that it does not require adding of chemical reagents, introduces few impurities, and has high product purity. However, the disadvantage is that it requires high energy consumption. Moreover, the electrochemical method requires impurity removal from the leaching solution before treatment to avoid co-deposition of other metal ions that can potentially affect product purity. For instance, Barbieri et al. [22] used the HNO3 leaching solution of the active material LiCoO2 as the raw material, the Ag/AgCl as the reference electrode, the control voltage of −0.85 V and a charge density of 20 C/cm2 to deposit the Co(OH)2 on an indium-doped tin trioxide (ITO) electrode. The chemical reactions involved in this process are shown in the following Equations (2)–(4) [22]. The obtained Co(OH)2 was calcined at 450 °C for 3 h to generate Co3O4 with good electrochemical reversibility [22]. This material is a suitable electrode material for capacitors [22].
2H2O + O2 + 4e− → 4OH−
CO2+ + 2OH− → Co(OH)2
The absorption method refers to using materials with materials with highly selective adsorption for Li+ and then using a desorbent to achieve the separation of Li+ from other impurity ions. This method has a high selectivity for Li-ions, a high recovery rate, and no environmental pollution. However, the disadvantage is that the manganese ion sieve has the problem of manganese dissolution. An example study of absorption leaching is that Xiao et al. [86] adopted a hydrothermal method to synthesize the Li1.6Mn1.6O4 ion sieve with a spinel structure. The study found that this material can selectively absorb Li+ from brine with a high Mg/Li ratio and low Li+ concentration, with an absorption capacity of up to 6.2 mmol/g [86]. This method can also be used to separate and extract Li+ from the leaching solution of spent LiB electrode materials [86].
Electrodialysis is a method that uses the membrane’s selective permeability to separate different ions under the action of an electric field. This method has reputable separation effects and low energy consumption. Nonetheless, the disadvantage is the membrane fouling problem [87]. Iizuka et al. [84] used EDTA as a complexing agent through the electrodialysis method to separate the Li+ and Co2+ from the HNO3 leaching solution of the cathode material of LiCoO2. The study found that under pH > 4, all Co2+ in the leaching solution complexed with EDTA to form the anionic complex CoY2−, while Li+ hardly underwent any complex reactions with EDTA [84]. Under an electric field, Li+ and CoY2− can pass through the ion exchange membrane and enter the Li recovery chamber and Co recovery chamber, respectively [84]. Thus, the successful separation of Li+ and Co2+ can be achieved. It was reported that the separation selectivity rate of this electrodialysis process is close to 99% [84].
3.2.5. Synthesis of Electrode Materials and Inorganic Compounds from Leaching Solution
The method of separating and recovering metals in leachate has been developed relatively successfully. Although these approaches are mature, nonetheless, they have the disadvantages of complexity and high recycling costs. Therefore, many researchers use the leachate of spent lithium battery electrode materials as raw materials to re-synthesize electrode materials or other inorganic compounds, avoiding unnecessary separation and purification steps and greatly reducing recycling costs. The synthesis methods include the electrochemical method [88], the hydrothermal method [89,90], and the co-precipitation method [85,91], and sol-gel method [92,93], etc.
In terms of the electrochemical method, Li et al. [88] added 4 mol/L LiOH solution to the HNO3 leach solution of LiCoO2 to adjust its pH value to 11 and then electrolyzed at the temperature of 100 °C for 20 h at a constant current density of 1 mA/cm2 to deposit the LiCoO2’s regenerated membrane onto a nickel plate. The discharge capacity of regenerated LiCoO2 in the first cycle is 127.2 mAh/g, and after 30 cycles, the capacity retention rate was greater than 96% at 0.1 C rate with discharging voltage between 2.5 and 4.3 V [88].
Kim et al. [89] put the LiCoO2 cathode material of spent lithium-ion batteries into a five mol/L LiOH solution and performed a hydrothermal reaction at a constant temperature of 200 °C for 20 h while achieving the recovery of the LiCoO2 structure and separation from the current collector. The principle of the hydrothermal method is ‘dissolution-precipitation’. Although there are electrochemically inactive impurities in the LiCoO2 regenerated by this method, its first discharge capacity can still reach 144.0 mAh/g after 40 times charging-discharging cycles, and the capacity retention rate was found to be 92.2% at 0.2 C rate with discharging voltage between 3 and 4.3 V [89].
Sa et al. [91] studied the recovery process of valuable metals in the H2SO4 leach solution of mixed cathode materials (LiCoO2, LiMn2O4, LiNi1/3Co1/3Mn1/3O2 and LiFePO4). First, they added NaOH to the leach solution to adjust the pH of the solution to 6.45~6.5 to precipitate and remove Fe, Al, and Cu. Then, sulfate was added to adjust the molar ratio of Ni, Co, and Mn in the solution to 1:1:1. Following, using this solution as the raw material liquid, the Ni1/3Co1/3Mn1/3(OH)2 precursor was reprepared through the NaOH coprecipitation method. After Li2CO3 was added to the precursor and mixed evenly, the electrode material LiNi1/3Co1/3Mn1/3O2 can be obtained by high-temperature sintering. The study results showed that the newly synthesized ternary electrode material has a first discharge capacity of 158 mAh/g at 0.1 C. After 100 cycles at the rate of 0.5 C, the capacity retention rate was found still greater than 80% with a discharging voltage between 2.7 to 4.3 V [91].
Yang et al. [93] added ammonia water to the HNO3 leach solution of the cathode material to adjust the pH to 11 to ultimately precipitate Co and Fe. Then, the precipitate was redissolved in the HNO3 solution, and a certain amount of CoNO3 and FeNO3 were added to adjust the ratio of Co and Fe to a specific value [93]. Tartaric acid was used as the gelling agent, stirred, and evaporated to the gel state, and finally calcined at a temperature of 800 °C for 6 h to obtain Co0.8Fe2.2O4 magnetic material [93]. It was found that the saturation magnetization of this material was as high as 61.96 emu/g [93].
3.3. Direct Recycling
Direct recycling is a technology developed to reconstruct and regenerate the cathode and precursors from spent LiBs without destroying their chemical structure and morphology [39]. Figure 4 displays a schematic drawing of a direct recycling process adapted from ReCell Research [94]. Direct recycling technology is expected to preserve the value of cathode active materials to the maximum possible extent while lowering the economic and energy costs. However, it is a relatively new developed recycling technology and has been studied less than hydrometallurgical and pyrometallurgical processes. The first advanced battery recycling R&D center, ReCell, launched by the U.S. Department of Energy’s (DOE) Vehicle Technologies Office (VTO) is at the forefront of studying advanced battery recycling technologies that include direct recycling. They have been working closely with several renowned institutions and universities, including Argonne National Lab and Worchester Polytechnical Institute (WPI) to advance lithium-ion recycling practices. Most of their research activities revolve around developing a suite of complex techniques rooted in fundamental chemistry and materials science to improve the cost-effective and environmentally sound recycling process for spent EV LiBs, including direct recycling of materials, advanced resource recovery, modeling, and analysis, and designing for sustainability [94].
Based on the most updated release of their Fourth Quarter Progress Report 2022, the ReCell center has made significant progress on the following recycling links associated with direct recycling technology, including thermal binder removal, cathode relithation, cathode separation, cathode upcycling, electrolyte recovery, and graphite recovery.
3.3.1. Binder Removal
Binder removal is a process to remove PVDF binder and carbon black from electrode laminates and to free the active powers from the foil collectors. Ross et al. [95] proposed an innovative approach to mitigate the impacts of fluorine from the PVDF on the cathode material associated with thermal binder removal for direct LiB recycling. Their experiments compared the discharge capacity of delithiated NMC 111 cathode powder with different wt% LiOH(H2O) addition. They found that the addition of excess LiOH(H2O) can efficiently prevent lithium removal and doping of the cathode material since it can react with F and Mn from NMC to form another phase that inhibits surface decomposition [95]. They suspected that this new phase prevents an even coating of fluoride-containing species across the material, which is likely responsible for good electrochemical performance [95]. Meanwhile, the developed thermal binder removal process eliminates the need for a large amount of organic solvent. In summary, their approach enables an integrated one-step thermal process that can both remove the binder and relithiate the cathode material, providing a solid step towards efficient direct recycling.
3.3.2. Cathode Separation
Cathode separation is one of the challenges in direct recycling since it is critical before the rejuvenation and relithiation of individual cathode components. In terms of cathode separation, Folayan et al. [96] developed a froth flotation process to separate pristine NMC111 and LMO cathode components as an example of separating active cathode materials from spent EV LiBs. Specifically, their study introduced a specialized chemical collector into a mixed cathode material slurry in water, selectively rendering NMC111 hydrophobic while leaving the LMO unaffected [96]. Additionally, air bubbles were incorporated into a stirred aqueous mixture, carrying the hydrophobized particles on the surfaces of the bubbles [96]. These particle-laden air bubbles ascend, creating a froth layer on liquid surfaces, with hydrophilic materials remaining in the slurry [96]. The separation of mixed materials occurs as the froth exists in the cell, while the hydrophilic particle slurry is discharged from the bottom [96]. The study successfully demonstrated that with multiple stages of the froth separation processes, a satisfactory separation is achieved with a 95% grade or above of NMC111 in the froth product and a 95% grade of LMO in the tailing product [96]. Beyond separation efficiency, the impact of water chemistry and flotation chemistry on the electrochemical performance of NMC111 and LMO was also investigated for the direct recycling of mixed cathode compositions in their study [96]. Based on the electrochemistry result, the froth flotation process had little impact on the electrochemical performance of LMO; nonetheless, with NMC111, the slurry concentration is vital to its electrochemical performance [96]. Future research is expected to study the detailed surface characterization of various cathode active materials after the surface treatment as well as evaluate a more comprehensive alternative reagent scheme to improve the separation efficiency between mixed cathode chemistries.
3.3.3. Direct Upcycling
Another critical key in direct recycling is direct upcycling. The current LiB market trend is utilizing more Ni-rich compositions such as NMC622 and NMC532 instead of Ni-lean cathodes. Thus, recycling and regenerating NMC111 and LMO may not be desired for new applications since such chemistries might be obsolete for new market requirements [97]. Studies are being carried out to develop innovative methods to directly produce such Ni-rich cathode materials directly from spent Ni-lean cathode materials. For instance, Ma et al. [97] demonstrated a new direct upcycling process to convert spent polycrystalline Ni-lean cathodes into single-crystal Ni-rich cathodes. Instead of separating pure spent cathode materials from mixed cathode materials stream and applying the relithiation step in the traditional direct recycling process, they adopted a simple one-step molten salt method to upcycle polycrystalline NMC111, LMO+LCO, and LMO+NMC111 recycling streams into upgraded single-crystal NMC622 by using NiO [97]. Based on the study results, the Ni content exhibits a substantial increase of 303.03% from NMC111 to NMC622, marking a noteworthy and unparalleled change. Additionally, when compared with its traditional polycrystalline NMC622 counterpart (P-NMC622), the specific capacity of single crystal USC-NMC622 demonstrates significant enhancements, increasing by 17.72% at 2 C and an impressive 202.5% at 10 C [97]. Simultaneously, the cycling stability improves by 27.32% under 5 C/5 C galvanostatic charge/discharge cycling, showcasing the remarkable performance of the single crystal product USC-NMC622 [97].
3.3.4. Electrolyte Extraction
It is also critical to consider electrolyte extraction since it may evaporate during the pre-treatment process, leading to undesired losses of potentially recoverable material [98]. With respect to environmental pollution and safety concerns, uncontrolled evaporation of electrolytes also induces inflammable, toxic, and hazardous components of the organic solvents, thus leading to enormous risks regarding working safety [98]. Previous studies have investigated into this matter, but none of those methods are perfect. For example, Grützke et al. [99] devised a supercritical helium head pressure carbon dioxide approach to extract organic solvents such as dimethyl carbonate (DMC), ethyl methyl carbonate (EMC), ethylene carbonate (EC), traces of the conductive salt LiPF6, and electrolyte aging products from a jelly roll of commercial 18,850 cells. They found that the extraction process’s recovery rates and composition were highly contingent on the extracted material, and the recovery rate of the electrolyte solvent was notably low, requiring a considerable extraction time. Mu et al. [100] asserted a significant separation of an electrolyte mixture comprising EC, PC, DMC, EMC, and LiPF6 from a polypropylene separator, achieved through a combined static and dynamic transcritical CO2 extraction method (28.86 °C, 8.84 MPa, 9.77 min). He et al. [101] asserted a 95.6% yield in the separation of electrolytes (PC, EC, LiPF6) from spent lithium-ion battery (LiB) cells using a custom-made complex aqueous peeling agent known as the exfoliating and extracting solution (AEES). During the process, the conductive salt LiPF6 underwent conversion into NaPF6 and Li salt. However, a drawback of this method is the necessity for manual stripping of the electrodes and separator prior to the process, a labor-intensive and time-consuming task that results in the evaporation of electrolytes [101].
3.3.5. Graphite Anode Recycling
Finally, effectively recycling graphite anode from spent LiBs is critical both from an economic and environmental standpoint. Presently, graphite anode holds a predominant position in the anode market of LiBs, with other anode materials like silicon-based anode, amorphous carbon, and lithium titanate comprising only about 9% of the market [102]. Moreover, it is not widely recognized that achieving 1 kWh of battery capacity in commercial LiB requires 1 kg of graphite [103]. This implies that the demand for graphite anode in commercial LiBs is approximately 10–20 times higher than that for lithium [103]. Recent studies have reported some direct regeneration processes for spent graphite anodes. For instance, Aravindan et al. [104] demonstrated a straightforward hydrometallurgical approach for recycling graphite from spent LiBs. The capacity of the recycled graphite at 0.1 C was reported to be slightly lower than that of commercial graphite, measuring 283 mAh/g compared to 320 mAh/g, respectively. Nonetheless, the study did not address the impact of impurities on the recycled graphite [104]. In other alternative studies, graphite anodes underwent sintering with NaOH [105] or acid leaching with H2SO4 [37]. These methods facilitated the removal of a significant portion of impurities from the isolated graphite [106]. However, those studies reported only 60% of graphite extracted by these methods. Moreover, the study also investigated applying flotation methods to separate the anode and cathode particles [90]. Nonetheless, since the hydrophilic/hydrophobic difference between the anode and cathode particles is reduced due to electrolyte decomposition products on the surface of electrode materials, the flotation efficiency was not ideal for graphite recovery purpose [90].
In summary, significant progress has been made toward developing reliable direct recycling technology, but challenges still exist that inhibit its realization of full commercialization in terms of financial feasibility. We will discuss these challenges from several aspects, including manual disassembly, precise sorting, materials separation, and technology limitations.
Disassembly is the initial stage of the recycling procedure to separate the battery pack and individual cells from the vehicle. Nonetheless, the heavy dependence on manual labor is significantly prohibiting its efficient and large-scale applications. Despite active exploration by researchers and industry into automated disassembly technologies, persistent challenges arise from the diverse range of battery designs, sizes, electrical connections, and packaging formats [107]. Future direction can involve the implementation of a hybrid human-robot workstation where robots would handle routine and dangerous tasks while humans would focus on more complicated and non-repetitive operations [108].
3.3.6. Direct Recycling Challenges
The challenges of conducting precise sorting include various degradation mechanisms between different cathode materials, difficulty in maintaining structural integrity of cathode materials, and lack of chemistry information labeling. For instance, each cathode material experiences distinct chemical and structural changes throughout the electrochemical cycling process, giving rise to unique failure mechanisms. The varied failure mechanisms pose challenges for precise sorting in direct regeneration processes, limiting the ability to process only a single cathode type to recover high-quality active materials (2014). Meanwhile, it is essential to consider the structural integrity of cathode materials during regeneration. Various cathode materials display different levels of stability in diverse environments, necessitating corresponding adjustments in the regeneration process. Thus, it is vital to identify and separate batteries with distinct cathode chemistries to enable better control in preserving the desired properties of cathode materials, including their crystalline structure, particle morphology, and electrochemical activity [109]. Finally, motivating end users such as EV owners and device users to provide information associated with spent LiB details to the collectors responsible for gathering and recycling spent LiBs may be a solution to accelerating the accurate sorting process [108].
Achieving effective separation of battery components remains challenging, especially in electrolyte exctraction. While manual disassembly by labor can achieve precise separation of materials, it comes with inherent risks and challenges. For instance, the electrolyte used in LiBs often contains toxic solvents, posing health risks during disassembly [36]. Additionally, the decomposition of LiPF6 electrolytes in humid air can lead to the generation of toxic gases like hydrogen fluoride (HF) [110]. Moreover, potential risks of combustion or explosion exist when the anode is exposed to air due to the high activity of LiCx [35]. Thus, future research needs to develop a secure and safer electrolyte separation framework.
The transition from the laboratory scale to the commercial scale is a significant hurdle in the direct recycling of LiBs. Presently, the most enormous scale achieved in direct recycling is a batch of 100 g, which falls short of meeting the requirements for pilot demonstrations [38]. Addressing the challenges associated with materials accessibility is critical to eliminate the obstacle inhibiting the full commercialization of direct recycling technology. Nonetheless, the technical challenges associated with each recycling step, which include disassembly, sorting, separation, and purification, are preventing the technology from being employed on a commercial scale. Additionally, developing efficient methods for collecting and processing spent LiBs on a larger scale and establishing robust supply chains and infrastructure to support the availability of high-purity cathode powders can also advance direct recycling technology.
In summary, to eliminate the gap between the current state and the best solution of LiB direct recycling in industrial applications, we believe that several key aspects should be addressed:
- (1)
- Knowledge Transfer: Facilitate better communication and collaboration between academic researchers and industry professionals to share knowledge, findings, and technological advancements.
- (2)
- Business Models: Explore sustainable business models for LiB direct recycling, which may include incentives, subsidies, or extended producer responsibility programs.
- (3)
- Scalability: Continue to make efforts on scaling recycling technologies for industrial application, meeting the high demand of the LiB recycling market.
- (4)
- Environmental Impact: Prioritize environmentally friendly methods for LiB direct recycling to minimize the ecological footprint of the whole process.
- (5)
- Life Cycle Assessment: Develop the life cycle analysis of LiBs direct recycling to optimize sustainability of the whole procedure.
3.4. Comparison between Pyrometallurgical, Hydrometallurgical, and Direct Recycling Processes
Based on the literature review, we summarize the comparison between pyrometallurgical, hydrometallurgical, and direct recycling from four aspects, including operational process, energy consumption, environmental pollution, and product and residue in the following Table 2.
4. Spent Li-Battery Recycling Market Trend Analysis
4.1. LiB Recycling Market Volume
Based on a recent global market statistic report, the total global market volume of EV batteries recycling was estimated to exceed USD 2.5 billion in 2018, and the global EV batteries recycling market has increased to over USD 6 billion in the year of 2020 [111]. The detailed numbers for global EV battery recycling market volumes are summarized in the following Table 3 and Figure 5.
4.2. LiB Recycling Market Current Trend
Before the widely adoption of electric vehicles, the recycling market of EV LiBs was regulated in Japan’s recycling market. In 2000, the specifications for the production, sales, recovery, and recycling of EV LiBs were clarified. The EV LiB recycling system also clarified that the LiB battery manufacturers are the main subject of responsibility for spent EV LiB recycling. Relevant laws and regulations indicate that the spent EV LiBs were recycled through major channels such as car dealers, gas stations, and retailers. In 2018, Toyota, Honda, and many other car manufacturers cooperated to promote the recycling businesses of spent EV LiB batteries for electric vehicles [112]. In this approach, these automation magnates contract with car recycling companies to disassemble spent EV LiB batteries and transfer them to designated nearby EV LiB recycling companies for recycling. Car manufacturers such as Toyota and Honda provide a specific subsidy to the recycling company, which is a subsidy for conducting the spent EV LiB battery recycling operation [112]. This will undoubtedly support the spent EV LiB recycling businesses.
United States has a long history of environmental protection, including strict regulations on spent EV LiB recycling. For instance, the EV LiB batteries were sold to the customers with an additional ecological fee to support the subsequent EV LiB recycling costs. Meanwhile, the regulation also provides price guarantee and support to EV LiB recycling companies associated with their resale of recycled battery materials to accelerate the health development and growth of the EV LiB recycling business market.
European Union (EU) started mandatory recycling the spent EV LiBs since 2008 by charging recycling fees from the manufacturers of LiB batteries. Germany has the most developed technologies in the EV LiB recycling market among EU countries. It has established a comprehensive EV LiB recycling and reuse system and a regulation system [113]. The country has a strict registration system for EV battery manufacturers and dealers, and relevant regulations and laws were successfully developed to make the battery dealers and manufacturers cooperate to accelerate the recycling of the spent LiB batteries. The customers are also obligated to hand over the spent EV LiB to the designated recycling company.
China is at the stage of initialization of large-scale LiB recycling. The country is formulating relevant policies and building a sound LiB recycling network. Regarding utilization and battery production, dismantling, recycling, and battery materials development has shown integrated and synergetic development, promoting the commercialization and standardization of lithium-ion battery recycling in China. On 27 January 2022, the country’s eight departments, including the Ministry of Industry and Information Technology, the National Development and Reform Commission, and the Ministry of Science and Technology, issued the policy strategy of “Implementation Plan on Accelerating the Comprehensive Utilization of Industrial Resources,” which proposed to improve the spent EV LiB batteries recycling system, aiming to promote the safe and appropriate cascade utilization of spent LiB batteries in equipment stores, charging and replacing, and other application fields [114]. In August 2022, multiple ministries and commissions jointly issued the “Implementation Plan for Carbon Peaking in the Industrial Sector,” which mentioned the urgent need to promote the development of a comprehensive recycling system for spent EV batteries [115]. Additionally, the country has made significant progress to promote the formulation and promulgation of departmental regulations, such as management methods for recycling spent EV power Li-ion batteries.
4.3. Major LiB Recycling Magnates Industrial Layout and Recent Actions
This section briefly reviews the business strategies of several global spent EV LiB recycling magnates in the current market. It should be noted that most of the industry trend information was obtained through the latest press and news.
- SungEel HiTech (Gunsan, Republic of Korea)
SungEel HiTech is South Korea’s largest battery recycler. It currently has the capacity to process 24,000 tons of lithium-ion battery materials per year and plans to increase its annual production to 56,000 tons through its hydrometallurgical plant to recycle nickel, cobalt, manganese, lithium, and other metal materials [116]. At the end of 2020, foreign media reported that Australian graphite materials company EcoGraf announced the signing of a memorandum of understanding (MoU) with the South Korean spent lithium battery recycler SungEel Hitech Co., Ltd. (Gunsan, South Korea) [116]. The two parties planned to cooperate in the field of spent EV LiB recycling. Based on the agreement, SungEel Hitech would utilize EcoGraf’s proprietary purification process to recover high-purity graphite materials from spent EV LiB batteries [116].
- Umicore (Brussels, Belgium)
Umicore is a global materials technology group based in Belgium with four core businesses: catalysis, energy materials, performance materials, and recycling. Since 2018, Umicore has successively reached cooperation with BMW, Audi, Swedish battery manufacturing company Northvolt, and other companies in spent EV LiB batteries recycling [117]. It is reported that the above-mentioned automobile factories and battery factories are responsible for providing spent EV LiB batteries and cooperating to develop spent EV LiB recycling technologies. At the same time, Umicore is accountable for recycling valuable metals in spent LiB batteries and reprocessing the recycled metal materials into LiB batteries’ cathode production and their precursors’ manufacturing [117].
- Retriev Technologies Inc. (Lancaster, PA, USA)
Retriev Technologies Inc. is the market leader in North America’s spent LiB battery recycling industry. Over the past 20 years, more than 25 million pounds of spent lithium-ion batteries have been processed by the company [118]. According to foreign media reports, Japan’s Marubeni Corporation and Retriev Technologies have established a strategic partnership to jointly develop an end-of-loop lithium-ion battery closed-loop recycling business (“EOL LiB”) [118]. The two companies were reported to jointly develop a valuable business model for the recovery of valuable metals from spent EV LiBs batteries in closed-loop processing [118].
- Redwood Materials (Carson City, NV, USA)
Redwood Materials is a joint venture founded by Tesla co-founder JB Straubel. Since 2017, the company has built two factories that process all spent and defective batteries from Panasonic and Tesla factories [119]. Redwood Materials can recycle 95% to 98% of the nickel, cobalt, aluminum, graphite, and more than 80% of the lithium from spent batteries [119]. This material is then sold back to Panasonic to make new Tesla batteries. Most recently, Straubel partnered with Amazon to process spent lithium batteries from this online retail giant [119].
- Primobius GmbH (Hilchenbach, Germany)
In August 2020, Australia’s recycling company Neometals signed an agreement with German metallurgical equipment supplier SMS Group GmbH to establish a joint venture Primobius GmbH to recycle spent lithium-ion batteries [120]. The joint venture would use Neometals’s recycling technology to recover lithium, nickel, cobalt, and other materials from spent electric vehicles and consumer electronics [120].
- BASF (Ludwigshafen, Germany)
In March 2020, Finnish energy supplier Fortum, German chemical group BASF, and Russia’s Norilsk Nickel signed a letter of intent to cooperate, planning to jointly build a spent EV LiB recycling base in Harjavalta, Finland [121]. The recycling factory intends to create a closed-loop industrial chain to recycle and reuse valuable metals such as cobalt and lithium from spent LiBs. In 2019, BASF cooperated with French companies Eramet and Suez to launch the “ReLieVe” electric vehicle lithium-ion battery recycling project and received EUR 4.7 million in financial assistance from the European Union [121].
- GS Engineering and Construction Corp (Seoul, Republic of Korea)
At the beginning of 2020, South Korea’s GS Engineering and Construction Corporation signed an investment agreement with the City of Pohang, planning to invest USD 86 million to build a lithium-ion battery recycling plant in the Pohang regulation Duty-Free Zone [122]. The plant aims to recycle spent lithium-ion batteries from EVs and extract 4500 tons of nickel, cobalt, manganese, and other metal materials yearly. Additional investment will be made in the later period to increase the recycling capacity of the plant to an annual capacity of 10,000 tons [122].
- Northvolt (Stockholm, Sweden)
In June 2020, Swedish battery manufacturer Northvolt and Norwegian aluminum producer Norsk Hydro announced the establishment of a joint venture and planned to build a spent EV LiB recycling center in Norway to mainly recycle cobalt, aluminum, nickel, and other lithium-ion battery materials [123]. The facility started to operate in 2021 and was planned to invest USD 10 million, with an initial processing capacity of 8000 tons of spent EV lithium-ion batteries per year [123].
- Tesla (Austin, TX, USA)
On 1 September 2020, Tesla launched a spent battery recycling business in China, promising that scrapped lithium-ion batteries would be disposed of and processed by qualified professionals in designated professional recycling factories instead of landfills [124]. Tesla noted that extending the life of the battery pack is a priority over recycling. Therefore, Tesla is making every effort to extend the service life of each battery pack before scrapping consumer-grade battery packs and recycling them. Its service centers worldwide can handle any batteries that no longer meet customer needs.
- Brunp Recycling (Foshan, China)
Brunp Recycling was founded in 2005 and focuses on three major sectors: recycling business, resource business, and materials business. In 2013, Bunp Recycling was acquired by CATL. It became a holding subsidiary of CATL Renewable Energy Co., Ltd. Currently, Brunp Recycling and GEM High-tech Co., Ltd. have occupied more than 50% of China’s spent lithium-ion recycling market [125]. In 2021, the CATL-Brunp’s integrated new energy industry project officially started construction in Yichang, Hebei province [126]. The project focuses on cathode materials for EV LiB. It integrates multi-link businesses such as “phosphate raw material-raw materials-precursors-cathode materials-battery recycling”, covering the pre-battery production life cycle [126]. The project was planned as an ultra-large-scale production base to produce 360,000 tons of iron phosphate, 220,000 tons of lithium iron phosphate, 180,000 tons of ternary precursors and materials, 40,000 tons of lithium cobalt oxide, and 40,000 tons of recycled graphite annually [126].
- Ascend Elements (Westborough, MA, USA)
Ascend Elements is a unicorn battery recycling company that produces elevated battery materials using valuable metal elements recycled from spent LiBs. The company’s most significant patent Hydro-to-Cathode direct precursor synthesis process is an innovative recycling technology that can skip multiple recycling steps of the traditional recycling procedure [127]. Their technology directly leaches out impurities, keeping the valuable metals in solution, skipping the extraction of different metals (nickel, cobalt, lithium), and directly producing cathode materials and precursors with up to 50% lower costs and up to 90% lower carbon emissions cost [127]. Recently, in 2023, Decarbonization Partners, Temasek, and Qatar Investment Authority (QIA) led the Series D funding round totaling USD 542 million to invest in Ascend elements. The company would use the proceeds to build the United States’ first commercial scale, NMC cathode precursor (pCAM) and cathode active material (CAM) manufacturing facility in Kentucky [128]. The facility will use the company’s patented recycling technology, Hydro-to-Cathode, to produce pCAM and CAM material using spent lithium-ion batteries [128].
5. Conclusions and Future Direction
To avoid environmental pollution and resource waste, appropriately recycling spent EV LiB has been extensively studied around the world, and it remains a critical topic for both academia and industry. Although extensive progress has been made, we propose that future research can make every effort to address these challenges illustrated below:
- (1)
- Safely and efficiently disassemble using AI-powered automation. Currently, most research and industry operations adopt manual dismantling spent LiBs by laborers. Although manual dismantling can simplify the recycling process, the processing efficiency can be very low. Thus, automated disassembly approach of spent LiB packs is in urgent need to tackle this challenge. For example, Zorn et al. [107] proposed a computer vision pipeline to enable the automated disassembly of various battery packs. Additionally, manually dismantling can cause damage and hazard to unskilled workers. Meanwhile, after the LiB is disassembled, the electrolyte is exposed to the air, which will have an impact on the environment and might cause significant harm to people. Thus, the focus of future research is to develop an artificial intelligent (AI) powered automatic process to dismantle the spent EV LiBs in a more efficient and safer manner.
- (2)
- Holistic recycling of valuable elements of spent EV LiBs. Currently, most research has focused on investigating the recycling of LiCoO2 batteries. Nonetheless, with more applications of LiNixCoyMn2O2, LiMn2O4, and LiFePO4 materials in the LiB cathode, the recycling waste stream is expected to receive more complicated types of spent EV LiBs. Unfortunately, the current recycling process of LiCoO2 LiBs is unsuitable for recycling other types of spent LiBs. Specifically, the profitability of business models that depend on pyrometallurgical and hydrometallurgical processes may become increasingly challenging for the current spent EV LiBs stream since they trend toward lower and lower cobalt concentrations [13]. Thus, new studies on developing profitable recycling technology associated with spent EV LiBs with low cobalt cathode are in urgent need. Additionally, there are few studies on the recycling of negative electrode materials and electrolytes. Thus, future research can focus on developing a comprehensive recycling framework for the holistic recycling of all types of valuable elements of spent EV LiBs.
- (3)
- Avoid secondary pollution during the recycling process. It should be noted that some recycling processes can produce toxic gases and potentially harmful waste liquids, posing a significant threat to public environmental health. Thus, paying attention to developing pollution-free, clean, and green closed-loop spent EV LiB recycling process is imperative.
- (4)
- Research on solid-state LiB recycling: future LiB is transitioning to solid-state because solid-state LiBs have a higher energy density and are generally safer in operation. However, a new challenge has come up: lithium metal is very difficult to handle and process. For instance, lithium metal can react with water aggressively so discharging solid-state LiBs using a salt solution to release the remaining energy becomes unpractical. Additionally, lithium metal can easily adhere to the shredder due to its soft nature, making the shredding process hard to control. As there is not much research on investigating the recycling technology associated with solid-state spent LiBs, future innovations should make an effort to fill this gap.
Author Contributions
Conceptualization, B.H., L.W. and Q.G.; methodology, B.H., M.L., P.X. and Q.G.; validation, B.H. and H.Z.; formal analysis, B.H., K.T., P.X. and H.Z.; investigation, B.H., K.T., P.X., M.L. and L.W.; data curation, B.H., L.W. and H.Z.; writing—original draft preparation, B.H. and K.T.; writing—review and editing, H.Z. and M.L.; visualization, B.H. and L.W.; supervision, P.X. and Q.G.; project administration, Q.G. and H.Z.; funding acquisition, Q.G. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Acknowledgments
We would like to thank the several anonymous reviewers for their valuable thoughts and suggestions during the preparation of this manuscript.
Conflicts of Interest
Authors declare no conflicts of interest. Author Karl Tang was employed by the company Sungrow Power Supply, Co., Ltd. Author Ping Xi was employed by the company Sungrow Power Supply, Co., Ltd. The remaining authors declare that the research was conducted in the absence of any commercial or financial relationships that could be constructed as a potential conflict of interest.
References
- Camp, J.; Gilligan, J.; He, B. The Unintended Consequences of Flood Mitigation along Inland Waterways—A Look at Resilience and Social Vulnerabilities through a Case Study Analysis. 2023. Available online: https://rosap.ntl.bts.gov/view/dot/67296 (accessed on 10 October 2023).
- He, B. Efficient Computational Evaluation Tools to Accelerate the Planning of Vulnerability, Resilience, and Sustainability of the Social-Environmental Systems in the City of Nashville. Ph.D. Thesis, Vanderbilt University, Nashville, TN, USA, 2023. [Google Scholar]
- He, B.; Gilligan, J.M.; Camp, J.V. An index of social fabric for assessing community vulnerability to natural hazards: Model development and analysis of uncertainty and sensitivity. Int. J. Disaster Risk Reduct. 2023, 96, 103913. [Google Scholar] [CrossRef]
- He, B.; Zheng, H.; Guan, Q. Evaluation of Future-Integrated Urban Water Management Using a Risk and Decision Analysis Framework: A Case Study in Denver-Colorado Metro Area (DCMA). Water 2023, 15, 4020. [Google Scholar] [CrossRef]
- He, B.; Ding, K.J. Localize the Impact of Global Greenhouse Gases Emissions under an Uncertain Future: A Case Study in Western Cape, South Africa. Earth 2021, 2, 111–123. [Google Scholar] [CrossRef]
- He, B.; Ding, K.J. Global greenhouse gases emissions effect on extreme events under an uncertain future: A case study in Western Cape, South Africa. PLoS Clim. 2023, 2, e0000107. [Google Scholar] [CrossRef]
- He, B.; Guan, Q. A Risk and Decision Analysis Framework to Evaluate Future PM2.5 Risk: A Case Study in Los Angeles-Long Beach Metro Area. Int. J. Environ. Res. Public Health 2021, 18, 4905. [Google Scholar] [CrossRef]
- He, B.; Guan, Q. Analysis and prediction of the correlation between environmental ecology and future global climate change. J. HFUT Nat. Sci. 2022, 6, 818–824. [Google Scholar]
- He, B.; Guan, Q. The statistical analysis and prediction associated with nuclear meltdown accidents risk evaluation. Int. J. Nucl. Saf. Secur. 2022, 1, 104–123. [Google Scholar] [CrossRef]
- Li, C.; Cao, Y.; Zhang, M.; Wang, J.; Liu, J.; Shi, H.; Geng, Y. Hidden benefits of electric vehicles for addressing climate change. Sci. Rep. 2015, 5, 9213. [Google Scholar] [CrossRef]
- International Energy Agency. Electric Vehicles. 2023. Available online: https://www.iea.org/reports/global-ev-outlook-2023/executive-summary (accessed on 11 November 2023).
- NPR. All New Cars in the EU Will Be Zero-Emission by 2035. Here’s Where the U.S. Stands. 2023. Available online: https://www.npr.org/2023/03/30/1166921698/eu-zero-emission-cars#:~:text=on%20March%2023.-,Starting%20in%202035%2C%20all%20cars%20sold%20in%20the%20European,will%20be%20zero%2Demission%20vehicles.&text=European%20Union%20member%20states%20gave,starting%20in%20the%20year%202035 (accessed on 19 November 2023).
- Chen, M.; Ma, X.; Chen, B.; Arsenault, R.; Karlson, P.; Simon, N.; Wang, Y. Recycling end-of-life electric vehicle lithium-ion batteries. Joule 2019, 3, 2622–2646. [Google Scholar] [CrossRef]
- Miao, Y.; Liu, L.; Zhang, Y.; Tan, Q.; Li, J. An overview of global power lithium-ion batteries and associated critical metal recycling. J. Hazard. Mater. 2022, 425, 127900. [Google Scholar] [CrossRef] [PubMed]
- Zeng, X.; Li, J.; Ren, Y. Prediction of various discarded lithium batteries in China. In Proceedings of the 2012 IEEE International Symposium on Sustainable Systems and Technology (ISSST), Boston, MA, USA, 16–18 May 2012. [Google Scholar]
- Ordonez, J.; Gago, E.J.; Girard, A. Processes and technologies for the recycling and recovery of spent lithium-ion batteries. Renew. Sustain. Energy Rev. 2016, 60, 195–205. [Google Scholar] [CrossRef]
- Swain, B. Recovery and recycling of lithium: A review. Sep. Purif. Technol. 2017, 172, 388–403. [Google Scholar] [CrossRef]
- Velázquez-Martínez, O.; Valio, J.; Santasalo-Aarnio, A.; Reuter, M.; Serna-Guerrero, R. A critical review of lithium-ion battery recycling processes from a circular economy perspective. Batteries 2019, 5, 68. [Google Scholar] [CrossRef]
- Lv, W.; Wang, Z.; Cao, H.; Sun, Y.; Zhang, Y.; Sun, Z. A critical review and analysis on the recycling of spent lithium-ion batteries. ACS Sustain. Chem. Eng. 2018, 6, 1504–1521. [Google Scholar] [CrossRef]
- Yao, Y.; Zhu, M.; Zhao, Z.; Tong, B.; Fan, Y.; Hua, Z. Hydrometallurgical processes for recycling spent lithium-ion batteries: A critical review. ACS Sustain. Chem. Eng. 2018, 6, 13611–13627. [Google Scholar] [CrossRef]
- He, L.; Sun, S.; Yu, J. Research progress on valuable metal recovery from spent Lithium-ion batteries. J. Chem. Eng. 2018, 69, 327–340. [Google Scholar]
- Barbieri, E.M.S.; Lima, E.P.C.; Cantarino, S.J.; Lelis, M.F.F.; Freitas, M.B.J.G. Recycling of spent ion-lithium batteries as cobalt hydroxide, and cobalt oxide films formed under a conductive glass substrate, and their electrochemical properties. J. Power Sources 2014, 269, 158–163. [Google Scholar] [CrossRef]
- Barik, S.P.; Prabaharan, G.; Kumar, L. Leaching and separation of Co and Mn from electrode materials of spent lithium-ion batteries using hydrochloric acid: Laboratory and pilot scale study. J. Clean Prod. 2017, 147, 37–43. [Google Scholar] [CrossRef]
- Bertuol, D.A.; Machado, C.M.; Silva, M.L.; Calgaro, C.O.; Dotto, G.L.; Tanabe, E.H. Recovery of cobalt from spent lithium-ion batteries using supercritical carbon dioxide extraction. Waste Manag. 2016, 51, 245–251. [Google Scholar] [CrossRef]
- Chen, X.; Chen, Y.; Zhou, T.; Liu, D.; Hu, H.; Fan, S. Hydrometallurgical recovery of metal values from sulfuric acid leaching liquor of spent lithium-ion batteries. Waste Manag. 2015, 38, 349–356. [Google Scholar] [CrossRef]
- Chen, X.; Fan, B.; Xu, L.; Zhou, T.; Kong, J. An atom-economic process for the recovery of high value-added metals from spent lithium-ion batteries. J. Clean Prod. 2016, 112, 247923. [Google Scholar] [CrossRef]
- Da Costa, A.J.; Matos, J.F.; Bernardes, A.M.; Müller, I.L. Beneficiation of cobalt, copper and aluminum from wasted lithium-ion batteries by mechanical processing. Int. J. Miner. Process. 2015, 145, 77–82. [Google Scholar] [CrossRef]
- Makuza, B.; Tian, Q.; Guo, X.; Chattopadhyay, K.; Yu, D. Pyrometallurgical options for recycling spent lithium-ion batteries: A comprehensive review. J. Power Sources 2021, 491, 229622. [Google Scholar] [CrossRef]
- Fouad, O.A.; Farghaly, F.I.; Bahgat, M.A. A novel approach for synthesis of nanocrystalline γ-LiAlO2 from spent lithium-ion batteries. J. Anal. Appl. Pyrolysis 2007, 78, 65–69. [Google Scholar] [CrossRef]
- Bahgat, M.; Farghaly, F.E.; Basir, S.M.A. and Fouad, O.A. Synthesis, characterization, and magnetic properties of microcrystalline lithium cobalt ferrite from spent lithium-ion batteries. J. Mater. Process. Technol. 2007, 183, 117–121. [Google Scholar] [CrossRef]
- Chen, S.; He, T.; Lu, Y.; Su, Y.; Tian, J.; Li, N.; Chen, G.; Bao, L.; Wu, F. Renovation of LiCoO2 with outstanding cycling stability by thermal treatment with Li2CO3 from spent Li-ion batteries. J. Energy Eng. 2016, 8, 262–273. [Google Scholar]
- Li, J.; Wang, G.; Xu, Z. Environmentally friendly oxygen-free roasting/wet magnetic separation technology for in situ recycling cobalt, lithium carbonate and graphite from spent LiCoO2/graphite lithium batteries. J. Hazard. Mater. 2016, 302, 97–104. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Li, L.; Fan, E.; Xue, Q.; Bian, Y.; Wu, F.; Chen, R. Toward sustainable and systematic recycling of spent rechargeable batteries. Chem. Soc. Rev. 2018, 47, 7239–7302. [Google Scholar] [CrossRef] [PubMed]
- Jie, Y.; Yang, S.; Li, Y.; Zhao, D.; Lai, Y.; Chen, Y. Oxidizing roasting behavior and leaching performance for the recovery of spent LiFePo4 batteries. Minerals 2020, 10, 949. [Google Scholar] [CrossRef]
- Chen, Y.; Kang, Y.; Zhao, Y.; Wang, L.; Liu, J.; Li, Y.; Liang, Z.; He, X.; Li, X.; Tavajohi, N.; et al. A review of lithium-ion battery safety concerns: The issues, strategies, and testing standards. J. Energy Chem. 2021, 59, 83–99. [Google Scholar] [CrossRef]
- Diekmann, J.; Hanisch, C.; Froböse, L.; Schälicke, G.; Loellhoeffel, T.; Fölster, A.S. and Kwade, A. Ecological recycling of lithium-ion batteries from electric vehicles with focus on mechanical processes. J. Electrochem. Soc. 2016, 164, A6184–A6191. [Google Scholar] [CrossRef]
- Gao, Y.; Wang, C.; Zhang, J.; Jing, Q.; Ma, B.; Chen, Y.; Zhang, W. Graphite recycling from the spent lithium-ion batteries by sulfuric acid curing–leaching combined with high-temperature calcination. ACS Sustain. Chem. Eng. 2020, 8, 9447–9455. [Google Scholar] [CrossRef]
- Gupta, V.; Yu, X.; Gao, H.; Brooks, C.; Li, W.; Chen, Z. Scalable Direct Recycling of Cathode Black Mass from Spent Lithium-Ion Batteries. Adv. Energy Mater. 2023, 13, 2203093. [Google Scholar] [CrossRef]
- Harper, G.; Sommerville, R.; Kendrick, E.; Driscoll, L.; Slater, P.; Stolkin, P.; Walton, A.; Christensen, P.; Heidrich, O.; Lambert, S.; et al. Recycling lithium-ion batteries from electric vehicles. Nature 2019, 575, 75–86. [Google Scholar] [CrossRef] [PubMed]
- Han, X.; Ouyang, M.; Lu, L.; Li, J.; Zheng, Y.; Li, Z. A comparative study of commercial lithium-ion battery cycle life in electrical vehicle: Aging mechanism identification. J. Power Sources 2014, 251, 38–54. [Google Scholar] [CrossRef]
- Rajaeifar, M.A.; Raugei, M.; Steubing, B.; Hartwell, A.; Anderson, P.A.; Heidrich, O. Life cycle assessment of lithium-ion battery recycling using pyrometallurgical technologies. J. Ind. Ecol. 2021, 25, 1560–1571. [Google Scholar] [CrossRef]
- Liu, Z.; Sederholm, J.G.; Lan, K.W.; Cho, E.J.; Dipto, M.J.; Gurumukhi, Y.; Rabbi, K.F.; Hatzell, M.C.; Perry, N.H.; Miljkovic, N.; et al. Life cycle assessment of hydrometallurgical recycling for cathode active materials. J. Power Sources 2023, 580, 233345. [Google Scholar] [CrossRef]
- Zhang, Z.; He, W.; Li, G.; Zhang, Z.; He, W.; Li, G.; Xia, J.; Hu, H.; Huang, J. Ultrasound-assisted hydrothermal renovation of LiCoO2 from the cathode of spent lithium-ion batteries. Int. J. Electrochem. Sci. 2014, 9, 3691–3700. [Google Scholar] [CrossRef]
- Paulino, J.F.; Busnardo, N.G.; Afonso, J.C. Recovery of valuable elements from spent Li-batteries. J. Hazard. Mater. 2008, 150, 843–849. [Google Scholar] [CrossRef]
- Shin, S.; Kim, N.H.; Sohn, J.S.; Yang, D.H.; Kim, Y.H. Development of a metal recovery process from Li-ion battery wastes. Hydrometallurgy 2005, 79, 172–181. [Google Scholar] [CrossRef]
- He, L.; Sun, S.Y.; Song, X.F.; Yu, J.G. Recovery of cathode materials and Al from spent lithium-ion batteries by ultrasonic cleaning. Waste Manag. 2015, 46, 523–528. [Google Scholar] [CrossRef]
- Xu, Y.; Song, D.; Li, L.; An, C.; Wang, Y.; Jiao, L.; Yuan, H. A simple solvent method for the recovery of LixCoO2 and its applications in alkaline rechargeable batteries. J. Power Sources 2014, 252, 286–291. [Google Scholar] [CrossRef]
- Yang, Y.; Huang, G.; Xu, S.; He, Y.; Liu, X. Thermal treatment process for the recovery of valuable metals from spent lithium-ion batteries. Hydrometallurgy 2016, 165, 390–396. [Google Scholar] [CrossRef]
- Ferreira, D.; Prados, L.; Majuste, D.; Mansur, M.B. Hydrometallurgical separation of aluminum, cobalt, copper, and lithium from spent Li-ion batteries. J. Power Sources 2009, 187, 238–246. [Google Scholar] [CrossRef]
- Song, D.; Wang, X.; Nie, H.; Shi, H.; Wang, D.; Guo, F.; Shi, X.; Zhang, L. Heat treatment of LiCoO2 recovered from cathode. scraps with solvent method. J. Power Sources 2014, 249, 137–141. [Google Scholar] [CrossRef]
- Zhao, Y.; Yuan, X.; Jiang, L.; Wen, J.; Wang, H.; Guan, R.; Zhang, J.; Zeng, G. Regeneration and reutilization of cathode materials from spent lithium-ion batteries. Chem. Eng. J. 2020, 383, 123089. [Google Scholar] [CrossRef]
- Kim, S.; Bang, J.; Yoo, J.; Shin, Y.; Bae, J.; Jeong, J.; Kim, K.; Dong, P.; Kwon, K. A comprehensive review on the pretreatment process in lithium-ion battery recycling. J. Clean. Prod. 2021, 294, 126329. [Google Scholar] [CrossRef]
- Schiavi, P.G.; Marrani, A.G.; Russina, O.; D’Annibale, L.; Amato, F.; Pagnanelli, F.; Altimari, P. Aqueous electrochemical delithiation of cathode materials as a strategy to selectively recover lithium from waste lithium-ion batteries. J. Energy Chem. 2024, 88, 144–153. [Google Scholar] [CrossRef]
- Yang, L.; Xi, G.; Xi, Y. Recovery of Co, Mn, Ni, and Li from spent lithium-ion batteries for the preparation of LiNixCoyMnzO2 cathode materials. Ceram. Int. 2015, 41, 11498–11503. [Google Scholar] [CrossRef]
- Meng, Q.; Zhang, Y.; Dong, P. Use of glucose as reductant to recover Co from spent lithium ions batteries. Waste Manag. 2017, 64 (Suppl. C), 214–218. [Google Scholar] [CrossRef] [PubMed]
- Li, L.; Ge, J.; Chen, R.; Wu, F.; Chen, S.; Zhang, X. Environmentally friendly leaching reagent for cobalt and lithium recovery from spent lithium-ion batteries. Waste Manag. 2010, 30, 2615–2621. [Google Scholar] [CrossRef]
- Li, L.; Lu, J.; Ren, Y.; Zhang, X.X.; Chen, R.J.; Wu, F.; Amine, K. Ascorbic-acid-assisted recovery of cobalt and lithium from spent Li-ion batteries. J. Power Sources 2012, 218, 21–27. [Google Scholar] [CrossRef]
- Li, L.; Dunn, J.; Zhang, X.; Gaines, L.; Chen, R.J.; Wu, F.; Amine, K. Recovery of metals from spent lithium-ion batteries with organic acids as leaching reagents and environmental assessment. J. Power Sources 2013, 233, 180–189. [Google Scholar] [CrossRef]
- Sun, L.; Qiu, K. Organic oxalate as leachant and precipitant for the recovery of valuable metals from spent lithium-ion batteries. Waste Manag. 2012, 32, 1575–1582. [Google Scholar] [CrossRef]
- Zeng, X.; Li, J.; Shen, B. Novel approach to recover cobalt and lithium from spent lithium-ion battery using oxalic acid. J. Hazard. Mater. 2015, 295, 112–118. [Google Scholar] [CrossRef] [PubMed]
- Li, L.; Qu, W.; Zhang, X.; Lu, J.; Chen, R.; Wu, F.; Amine, K. Succinic acid-based leaching system: A sustainable process for recovery of valuable metals from spent Li-ion batteries. J. Power Sources 2015, 282, 544–551. [Google Scholar]
- Nayaka, G.P.; Pai, K.V.; Manjanna, J.; Keny, S.J. Use of mild organic acid reagents to recover the Co and Li from spent Li-ion batteries. Waste Manag. 2016, 51, 234–238. [Google Scholar] [CrossRef]
- He, L.P.; Sun, S.Y.; Mu, Y.Y.; Song, X.F.; Yu, J.G. Recovery of lithium, nickel, cobalt, and manganese from spent lithium-ion batteries using L-tartaric acid as a leachant. ACS Sustain. Chem. Eng. 2017, 5, 714–721. [Google Scholar] [CrossRef]
- Pant, D.; Dolker, T. Green and facile method for the recovery of spent lithium nickel manganese cobalt oxide (NMC) based lithium-ion batteries. Waste Manag. 2016, 60, 689. [Google Scholar] [CrossRef]
- Gao, W.; Zhang, X.; Zheng, X.; Lin, X.; Cao, H.; Zhang, Y.; Sun, Z.H.I. Lithium carbonate recovery from cathode scrap of spent lithium-ion battery—A closed-loop process. Environ. Sci. Technol. 2017, 51, 1662–1669. [Google Scholar] [CrossRef] [PubMed]
- Natarajan, S.; Anantharaj, S.; Tayade, R.J.; Bajaj, H.C.; Kundu, S. Recovered spinel MnCo2O4 from spent lithium-ion batteries for enhanced electrocatalytic oxygen evolution in alkaline medium. Dalton T. 2017, 46, 14382–14392. [Google Scholar] [CrossRef]
- Li, L.; Fan, E.; Guan, Y.; Zhang, X.; Xue, Q.; Wei, L.; Wu, F.; Chen, R. Sustainable recovery of cathode materials from spent lithium-ion batteries using lactic acid leaching system. ACS Sustain. Chem. Eng. 2017, 5, 5224–5233. [Google Scholar] [CrossRef]
- Mishra, D.; Kim, D.J.; Ralph, D.E.; Ahn, J.G.; Rhee, Y.H. Bioleaching of metals from spent lithium-ion secondary batteries using Acidithiobacillus ferrooxidans. Waste Manag. 2008, 28, 333–338. [Google Scholar] [CrossRef] [PubMed]
- Xin, Y.; Guo, X.; Chen, S.; Wang, J.; Wu, F.; Xin, B. Bioleaching of valuable metals Li, Co, Ni and Mn from spent electric vehicle Li-ion batteries for the purpose of recovery. J. Clean Prod. 2016, 116, 249–258. [Google Scholar] [CrossRef]
- Jha, M.K.; Kumari, A.; Jha, A.K.; Kumar, V.; Hait, J.; Pandey, B.D. Recovery of lithium and cobalt from waste lithium-ion batteries of mobile phone. Waste Manag. 2013, 33, 1890–1897. [Google Scholar] [CrossRef] [PubMed]
- Meshram, P.; Pandey, B.D.; Mankhand, T.R. Hydrometallurgical processing of spent lithium-ion batteries (LIBs) in the presence of a reducing agent with emphasis on kinetics of Leaching. Chem. Eng. J. 2015, 281, 418–427. [Google Scholar] [CrossRef]
- Vieceli, N.; Nogueira, C.A.; Guimarães, C.; Pereira, M.F.; Durão, F.O.; Margarido, F. Hydrometallurgical recycling of lithium-ion batteries by reductive leaching with sodium metabisulphite. Waste Manag. 2018, 71, 350–361. [Google Scholar] [CrossRef]
- Guan, J.; Li, Y.; Guo, Y.; Su, R.; Gao, G.; Song, H.; Yuan, H.; Liang, B.; Guo, Z. Mechanochemical process enhanced cobalt and lithium recycling from wasted lithium-ion batteries. ACS Sustain. Chem. Eng. 2017, 5, 1026–1032. [Google Scholar] [CrossRef]
- Hu, J.; Zhang, J.; Li, H.; Chen, Y.; Wang, C. A promising approach for the recovery of high value-added metals from spent lithium-ion batteries. J. Power Sources 2017, 351 (Suppl. C), 192–199. [Google Scholar] [CrossRef]
- Liu, K.; Zhang, F.S. Innovative leaching of cobalt and lithium from spent lithium-ion batteries and simultaneous dichlorination of polyvinyl chloride in subcritical water. J. Hazard. Mater. 2016, 316, 19–25. [Google Scholar] [CrossRef] [PubMed]
- Prabaharan, G.; Barik, S.P.; Kumar, N.; Kumar, L. Electrochemical process for electrode material of spent lithium-ion batteries. Waste Manag. 2017, 68 (Suppl. C), 527–533. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Shi, P.; Wang, Z.; Chen, Y.; Chang, C.C. A combined recovery process of metals in spent lithium-ion batteries. Chemosphere 2009, 77, 1132–1136. [Google Scholar] [CrossRef] [PubMed]
- Schiavi, P.G.; Altimari, P.; Sturabotti, E.; Giacomo Marrani, A.; Simonetti, G.; Pagnanelli, F. Decomposition of Deep Eutectic Solvent Aids Metals Extraction in Lithium-Ion Batteries Recycling. ChemSusChem 2022, 15, e202200966. [Google Scholar] [CrossRef] [PubMed]
- Schiavi, P.G.; Altimari, P.; Branchi, M.; Zanoni, R.; Simonetti, G.; Navarra, M.A.; Pagnanelli, F. Selective recovery of cobalt from mixed lithium-ion battery wastes using deep eutectic solvent. Chem. Eng. J. 2021, 417, 129249. [Google Scholar] [CrossRef]
- Torkaman, R.; Asadollahzadeh, M.; Torab-mostaedi, M.; Maragheh, M.G. Recovery of cobalt from spent lithium-ion batteries by using acidic and basic extractants in solvent extraction process. Sep. Purif. Technol. 2017, 186, 318–325. [Google Scholar] [CrossRef]
- Mantuano, D.P.; Dorella, G.; Elias, R.C.A.; Mansur, M.B. Analysis of a hydrometallurgical route to recover base metals from spent rechargeable batteries by liquid–liquid extraction with Cyanex 272. J. Power Sources 2006, 159, 1510–1518. [Google Scholar] [CrossRef]
- Guo, X.; Cao, X.; Huang, G.; Tian, Q.; Sun, H. Recovery of lithium from the effluent obtained in the process of spent lithium-ion batteries recycling. J. Environ. Manag. 2017, 198 Pt 1, 84–89. [Google Scholar] [CrossRef]
- Lemaire, J.; Svecova, L.; Lagallarde, F.; Laucournet, R.; Thivel, P.X. Lithium recovery from aqueous solution by sorption/desorption. Hydrometallurgy 2014, 143, 1–11. [Google Scholar] [CrossRef]
- Iizuka, A.; Yamashita, Y.; Nagasawa, H.; Yamasaki, A.; Yanagisawa, Y. Separation of lithium and cobalt from waste lithium-ion batteries via bipolar membrane electrodialysis coupled with chelation. Sep. Purif. Technol. 2013, 113, 33–41. [Google Scholar] [CrossRef]
- He, L.P.; Sun, S.Y.; Yu, J.G. Performance of LiNi1/3Co1/3Mn1/3O2 prepared from spent lithium-ion batteries by a carbonate co-precipitation method. Ceram. Int. 2018, 44, 351–357. [Google Scholar] [CrossRef]
- Xiao, J.L.; Sun, S.Y.; Wang, J.; Li, P.; Yu, J.G. Synthesis and adsorption properties of Li1.6Mn1.6O4 spinel. Ind. Eng. Chem. Res. 2013, 52, 11967–11973. [Google Scholar] [CrossRef]
- Grossman, G.; Sonin, A.A. Membrane fouling in electrodialysis: A model and experiments. Desalination 1973, 12, 107–125. [Google Scholar] [CrossRef]
- Li, L.; Chen, R.; Sun, F.; Wu, F.; Liu, J. Preparation of LiCoO2 films from spent lithium-ion batteries by a combined recycling process. Hydrometallurgy 2011, 108, 220–225. [Google Scholar] [CrossRef]
- Kim, D.S.; Sohn, J.S.; Lee, C.K.; Lee, J.H.; Han, K.S.; Lee, Y.I. Simultaneous separation and renovation of lithium cobalt oxide from the cathode of spent lithium-ion rechargeable batteries. J. Power Sources 2004, 132, 145–149. [Google Scholar] [CrossRef]
- Zhang, T.; He, Y.; Wang, F.; Ge, L.; Zhu, X.; Li, H. Chemical and process mineralogical characterizations of spent lithium-ion batteries: An approach by multi-analytical techniques. Waste Manag. 2014, 34, 1051–1058. [Google Scholar] [CrossRef]
- Sa, Q.; Gratz, E.; He, M.; Lu, W.; Apelian, D.; Wang, Y. Synthesis of high performance LiNi1/3Mn1/3Co1/3O2 from lithium-ion battery recovery stream. J. Power Sources 2015, 282, 140–145. [Google Scholar] [CrossRef]
- Li, L.; Bian, Y.; Zhang, X.; Guan, Y.; Fan, E.; Wu, F.; Chen, R. Process for recycling mixed-cathode materials from spent lithium-ion batteries and kinetics of leaching. Waste Manag. 2018, 71, 362–371. [Google Scholar] [CrossRef]
- Yang, L.; Xi, G.; Lou, T.; Wang, X.; Wang, J.; He, Y. Preparation and magnetic performance of Co0.8Fe2.2O4 by a sol-gel method using cathode materials of spent Li-ion batteries. Ceram. Int. 2016, 42 Pt B, 1897–1902. [Google Scholar] [CrossRef]
- ReCell. Research. 2023. Available online: https://recellcenter.org/research/ (accessed on 16 December 2023).
- Ross, B.J.; LeResche, M.; Liu, D.; Durham, J.L.; Dahl, E.U.; Lipson, A.L. Mitigating the impact of thermal binder removal for direct Li-ion battery recycling. ACS Sustain. Chem. Eng. 2020, 8, 12511–12515. [Google Scholar] [CrossRef]
- Folayan, T.O.; Lipson, A.L.; Durham, J.L.; Pinegar, H.; Liu, D.; Pan, L. Direct recycling of blended cathode materials by froth flotation. Energy Technol. 2021, 9, 2100468. [Google Scholar] [CrossRef]
- Ma, X.; Hou, J.; Vanaphuti, P.; Yao, Z.; Fu, J.; Azhari, L.; Liu, Y.; Wang, Y. Direct upcycling of mixed Ni-lean polycrystals to single-crystal Ni-rich cathode materials. Chem 2022, 8, 1944–1955. [Google Scholar] [CrossRef]
- Bertilsson, S.; Larsson, F.; Furlani, M.; Albinsson, I.; Mellander, B.E. Lithium-ion battery electrolyte emissions analyzed by coupled thermogravimetric/Fourier-transform infrared spectroscopy. J. Power Sources 2017, 365, 446–455. [Google Scholar] [CrossRef]
- Grützke, M.; Kraft, V.; Weber, W.; Wendt, C.; Friesen, A.; Klamor, S.; Winter, M.; Nowak, S. Supercritical carbon dioxide extraction of lithium-ion battery electrolytes. J. Supercrit. Fluids 2014, 94, 216–222. [Google Scholar] [CrossRef]
- Mu, D.; Liu, Y.; Li, R.; Ma, Q.; Dai, C. Transcritical CO 2 extraction of electrolytes for lithium-ion batteries: Optimization of the recycling process and quality–quantity variation. New J. Chem. 2017, 41, 7177–7185. [Google Scholar] [CrossRef]
- He, K.; Zhang, Z.Y.; Alai, L.; Zhang, F.S. A green process for exfoliating electrode materials and simultaneously extracting electrolyte from spent lithium-ion batteries. J. Hazard. Mater. 2019, 375, 43–51. [Google Scholar] [CrossRef] [PubMed]
- Natarajan, S.; Divya, M.L.; Aravindan, V. Should we recycle the graphite from spent lithium-ion batteries? The untold story of graphite with the importance of recycling. J. Energy Chem. 2022, 71, 351–369. [Google Scholar] [CrossRef]
- Natarajan, S.; Aravindan, V. An urgent call to spent LIB recycling: Whys and wherefores for graphite recovery. Adv. Energy Mater. 2020, 10, 2002238. [Google Scholar] [CrossRef]
- Aravindan, V.; Jayaraman, S.; Tedjar, F.; Madhavi, S. From electrodes to electrodes: Building high-performance Li-ion capacitors and batteries from spent lithium-ion battery carbonaceous materials. ChemElectroChem 2019, 6, 1407–1412. [Google Scholar] [CrossRef]
- Ma, X.; Chen, M.; Chen, B.; Meng, Z.; Wang, Y. High-performance graphite recovered from spent lithium-ion batteries. ACS Sustain. Chem. Eng. 2019, 7, 19732–19738. [Google Scholar] [CrossRef]
- Ma, Z.; Zhuang, Y.; Deng, Y.; Song, X.; Zuo, X.; Xiao, X.; Nan, J. From spent graphite to amorphous sp2+sp3 carbon-coated sp2 graphite for high-performance lithium-ion batteries. J. Power Sources 2018, 376, 91–99. [Google Scholar] [CrossRef]
- Zorn, M.; Ionescu, C.; Klohs, D.; Zähl, K.; Kisseler, N.; Daldrup, A.; Hams, S.; Zheng, Y.; Offermanns, C.; Flamme, S.; et al. An approach for automated disassembly of lithium-ion battery packs and high-quality recycling using computer vision, labeling, and material characterization. Recycling 2022, 7, 48. [Google Scholar] [CrossRef]
- Wei, G.; Liu, Y.; Jiao, B.; Chang, N.; Wu, M.; Liu, G.; Lin, X.; Weng, X.; Chen, J.; Zhang, L.; et al. Direct Recycling of Spent Li-ion Batteries: Challenges and Opportunities towards Practical Applications. Iscience 2023, 26, 107676. [Google Scholar] [CrossRef]
- Wang, J.; Kang, Q.; Yuan, J.; Fu, Q.; Chen, C.; Zhai, Z.; Liu, Y.; Yan, W.; Li, A.; Zhang, J. Dendrite-free lithium and sodium metal anodes with deep plating/stripping properties for lithium and sodium batteries. Carbon Energy 2021, 3, 153–166. [Google Scholar] [CrossRef]
- Kawamura, T.; Okada, S.; Yamaki, J.I. Decomposition reaction of LiPF6-based electrolytes for lithium-ion cells. J. Power Sources 2006, 156, 547–554. [Google Scholar] [CrossRef]
- Zhiyanzhan Industrial Research Institute. Profound Research and Investment Prospect Forecast Report on China’s Spent Battery Recycling Industry from 2023 to 2029. 2023. Available online: https://www.zhiyanzhan.cn/analyst/14990.html# (accessed on 1 November 2023).
- Zhao, Y.; Pohl, O.; Bhatt, A.I.; Collis, G.E.; Mahon, P.J.; Rüther, T.; Hollenkamp, A.F. A review on battery market trends, second-life reuse, and recycling. Sustain. Chem. 2021, 2, 167–205. [Google Scholar] [CrossRef]
- Fan, E.; Li, L.; Wang, Z.; Lin, J.; Huang, Y.; Yao, Y.; Chen, R.; Wu, F. Sustainable recycling technology for Li-ion batteries and beyond: Challenges and future prospects. Chem. Rev. 2020, 120, 7020–7063. [Google Scholar] [CrossRef] [PubMed]
- Ministry of Industrial and Information Technology and Eight Relevant Departments of China. Implementation Plan on Accelerating the Comprehensive Utilization oof Industrial Resources. Resour. Recycl. 2022, 2, 44–47. [Google Scholar]
- State Council of China. Implementation Plan of Carbon Peaking in Industrial Sector. 2022. Available online: https://www.gov.cn/zhengce/zhengceku/2022-08/01/5703910/files/f7edf770241a404c9bc608c051f13b45.pdf (accessed on 1 September 2023).
- Battery Industry. EcoGraf, Strategic Agreement with South Korean Battery Recycler. 2020. Available online: https://batteryindustry.tech/ecograf-strategic-agreement-with-south-korean-battery-recycler/ (accessed on 6 October 2023).
- BloombergNEF. U.S. Narrows Gap with China in Race to Dominate Battery Value Chain. 2021. Available online: https://about.bnef.com/blog/u-s-narrows-gap-with-china-in-race-to-dominate-battery-value-chain/ (accessed on 4 September 2023).
- Marubeni Corporation. Strategic Partnership for Developing New Circular Business for End-of-Life Lithium-Ion Batteries. 2021. Available online: https://www.marubeni.com/en/news/2021/release/00011.html (accessed on 19 September 2023).
- Lora, K. Redwood Materials Scores a New $2 Billion Loan to Build out Battery Recycling Facility in Nevada. 2023. Available online: https://www.cnbc.com/2023/02/09/redwood-materials-nabs-2-billion-loan-for-battery-recycling-in-nevada.html (accessed on 16 August 2023).
- SMS Group. Neometals and SMS Group Set Up Joint Venture for Recycling Lithium-Ion Batteries. 2020. Available online: https://www.sms-group.com/press-and-media/press-releases/press-release-detail/neometals-and-sms-group-set-up-joint-venture-for-recycling-lithium-ion-batteries (accessed on 19 September 2023).
- BASF. Finnish Battery Industry Intensifies Cooperation: Fortum, BASF, and Nornickel Sign Cooperation Agreement on Battery Recycling. 2020. Available online: https://www.basf.com/global/en/media/news-releases/2020/03/p-20-135.html (accessed on 8 August 2023).
- Kim, S.; Choi, H.; Cho, J. Korea’s GS E&C to Invest $86 Million on Li-ion Battery Recycling Plant in Pohang. 2020. Available online: https://pulsenews.co.kr/view.php?year=2020&no=33125 (accessed on 9 September 2023).
- Northvolt. Northvolt and Hydro Launch Joint Venture to Enable Electric Vehicle Battery Recycling. 2020. Available online: https://northvolt.com/articles/announcing-hydrovolt/ (accessed on 12 August 2023).
- Argus. Tesla Starts Battery Recycling in China. 2020. Available online: https://www.argusmedia.com/en/news/2139066-tesla-starts-battery-recycling-in-china (accessed on 2 September 2023).
- Gu, F.; Guo, J.; Yao, X.; Summers, P.A.; Widijatmoko, S.D.; Hall, P. An investigation of the current status of recycling spent lithium-ion batteries from consumer electronics in China. J. Clean. Prod. 2017, 161, 765–780. [Google Scholar] [CrossRef]
- CATL. Yichang BRUNP-CATL Project Kicks off. 2022. Available online: https://www.catl.com/en/news/1028.html (accessed on 10 October 2023).
- Kannisto, A. Understanding the Tensions in the Lithium Recycling Industry in Europe: An Integration between Paradox Theory and Circular Economy Perspective. Master’s Thesis, Lahti University of Technology, Lappeenranta, Finland, 2023. [Google Scholar]
- Ascend Elements. Ascend Elements Raises $542 Million to Accelerate Production of U.S.-Engineered Lithium-Ion Battery Materials. 2023. Available online: https://www.prnewswire.com/news-releases/ascend-elements-raises-542-million-to-accelerate-production-of-us-engineered-lithium-ion-battery-materials-301918678.html (accessed on 3 October 2023).
Figure 1.
Review scope of this study.
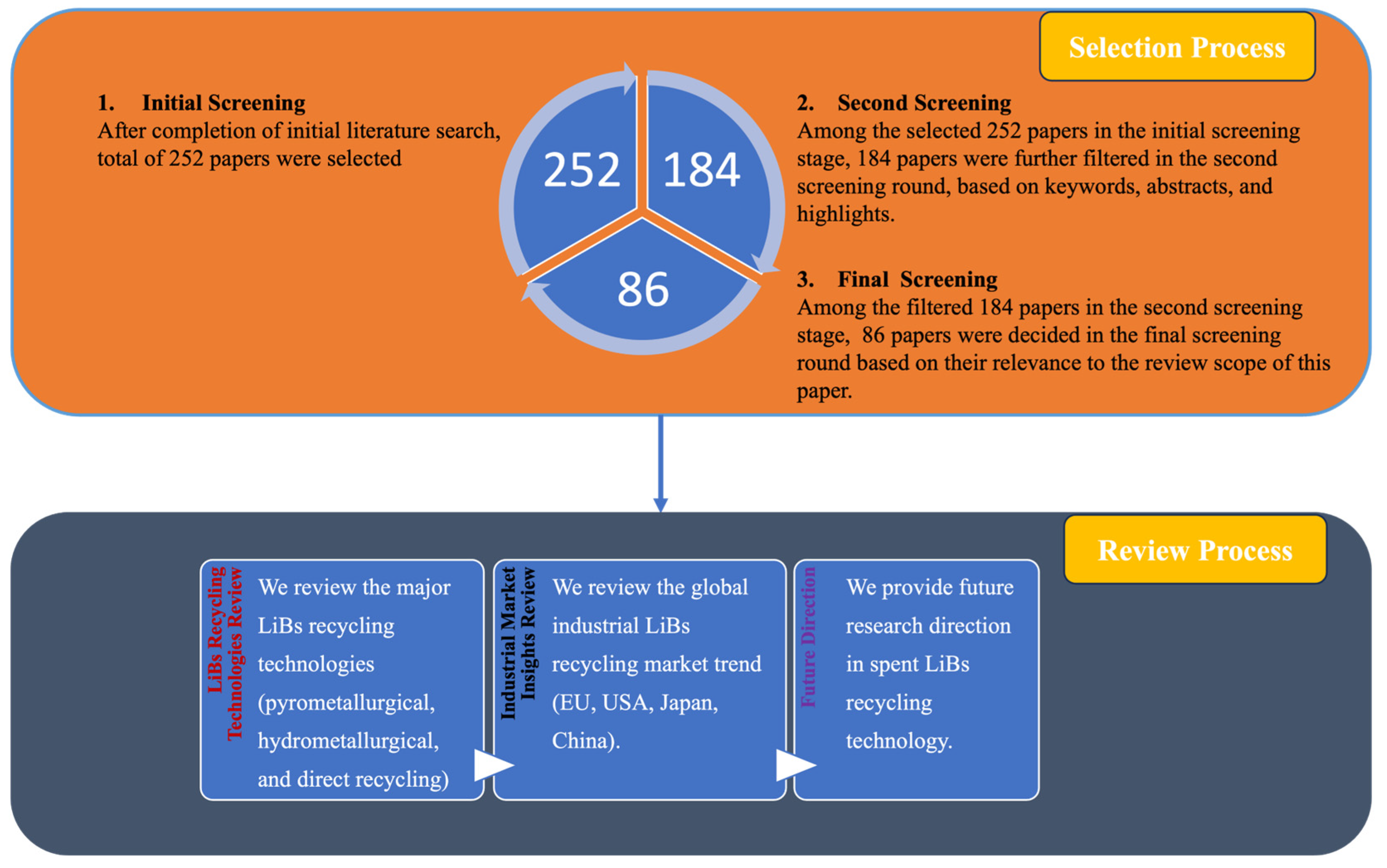
Figure 2.
Diagram of pyrometallurgical recycling procedure of spent LiBs. Box colors indicate different categories in the procedure: purple is the waste stream, red indicates the reagents, yellow marks the material, and blue represents the operation process.
Figure 2.
Diagram of pyrometallurgical recycling procedure of spent LiBs. Box colors indicate different categories in the procedure: purple is the waste stream, red indicates the reagents, yellow marks the material, and blue represents the operation process.
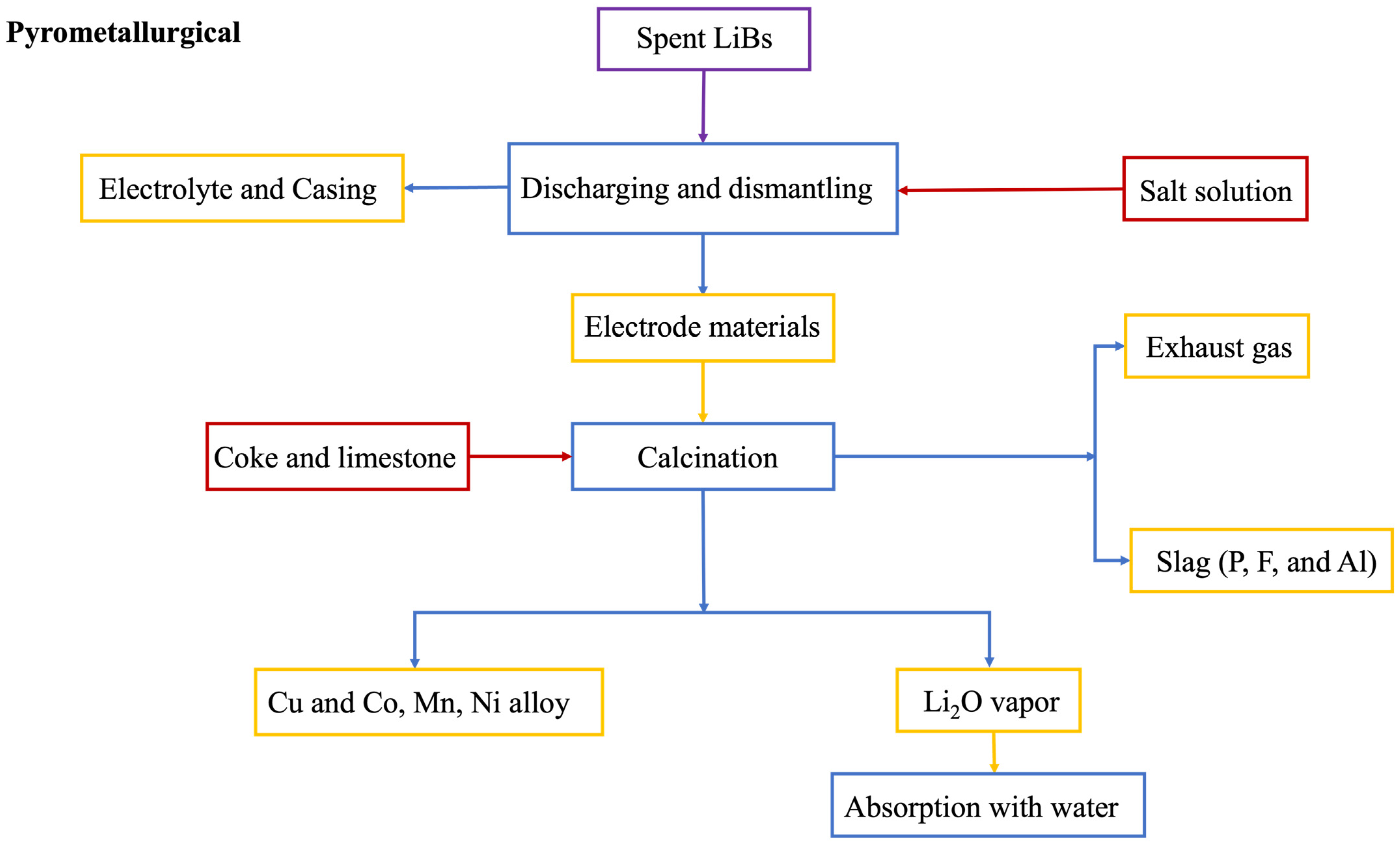
Figure 3.
Diagram of hydrometallurgical recycling procedure of spent LiBs. Box color indicates different categories in the procedure: purple is the waste stream, red indicates the reagents, yellow marks the material, and blue represents the operation process.
Figure 3.
Diagram of hydrometallurgical recycling procedure of spent LiBs. Box color indicates different categories in the procedure: purple is the waste stream, red indicates the reagents, yellow marks the material, and blue represents the operation process.

Figure 4.
Direct recycling schematic diagram (adapted from Argonne National Laboratory).
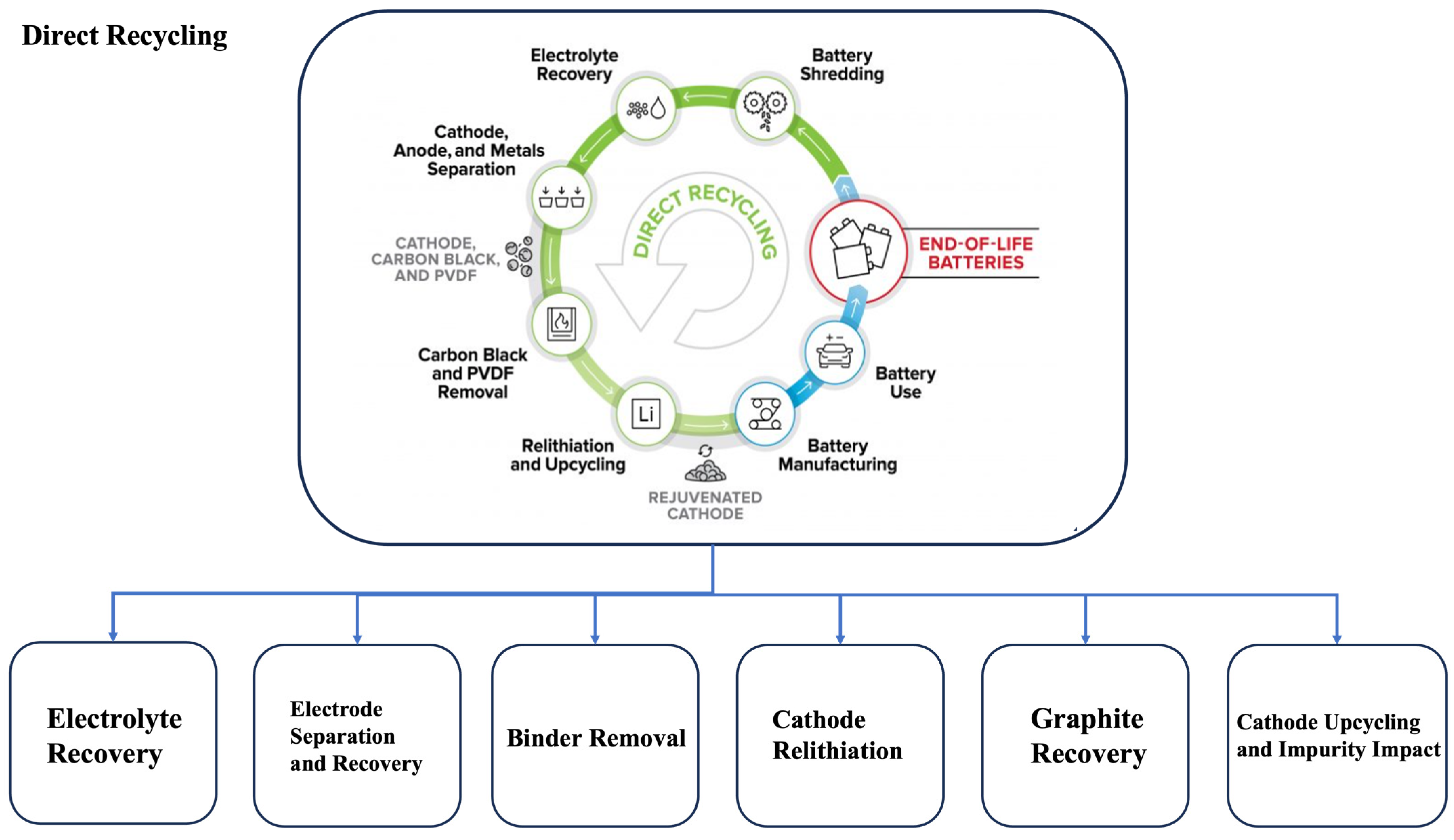
Figure 5.
The global EV recycling market volume and increase rate between 2018–2023.
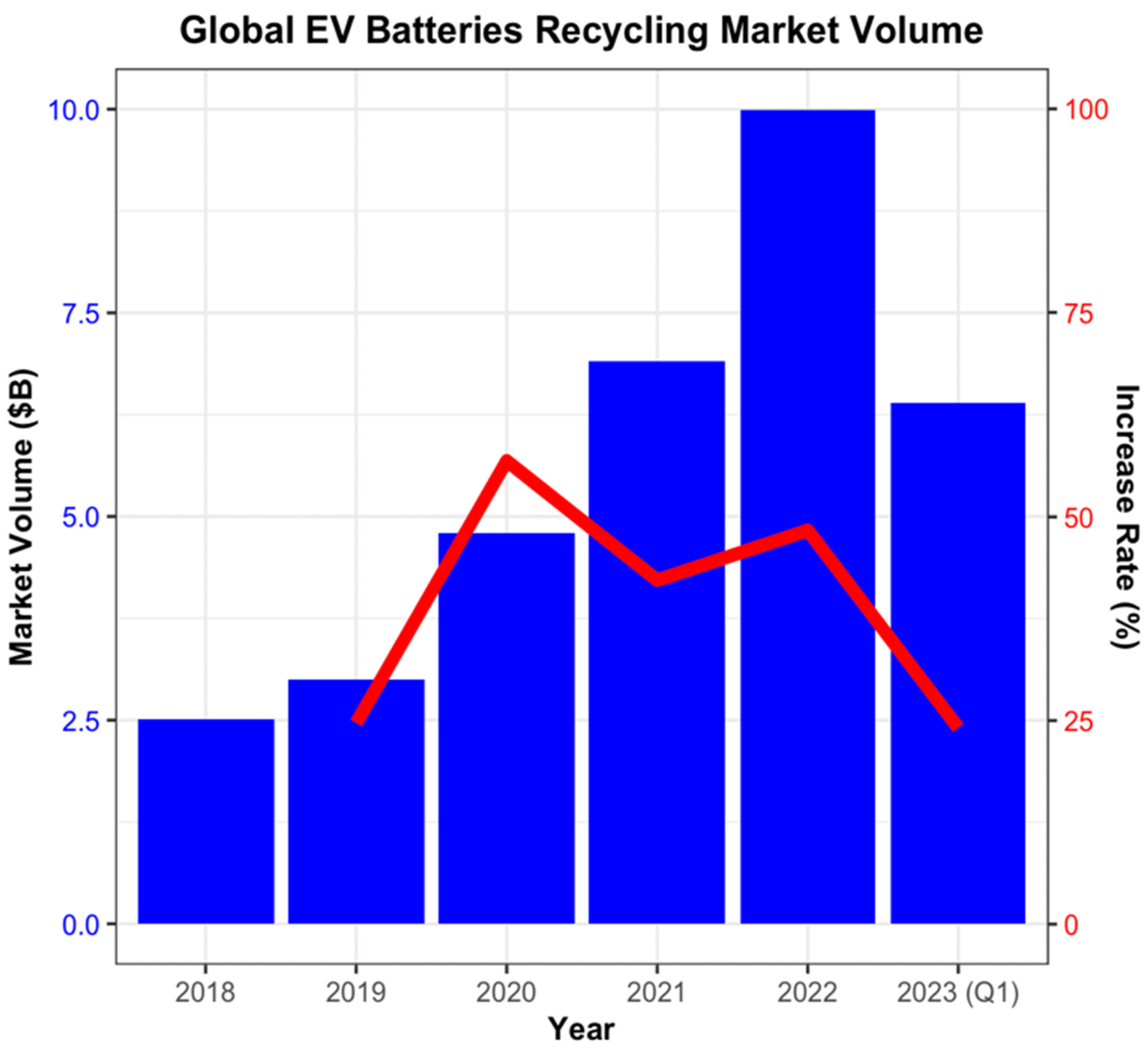

{kind=link}
{kind=link}
{kind=link}
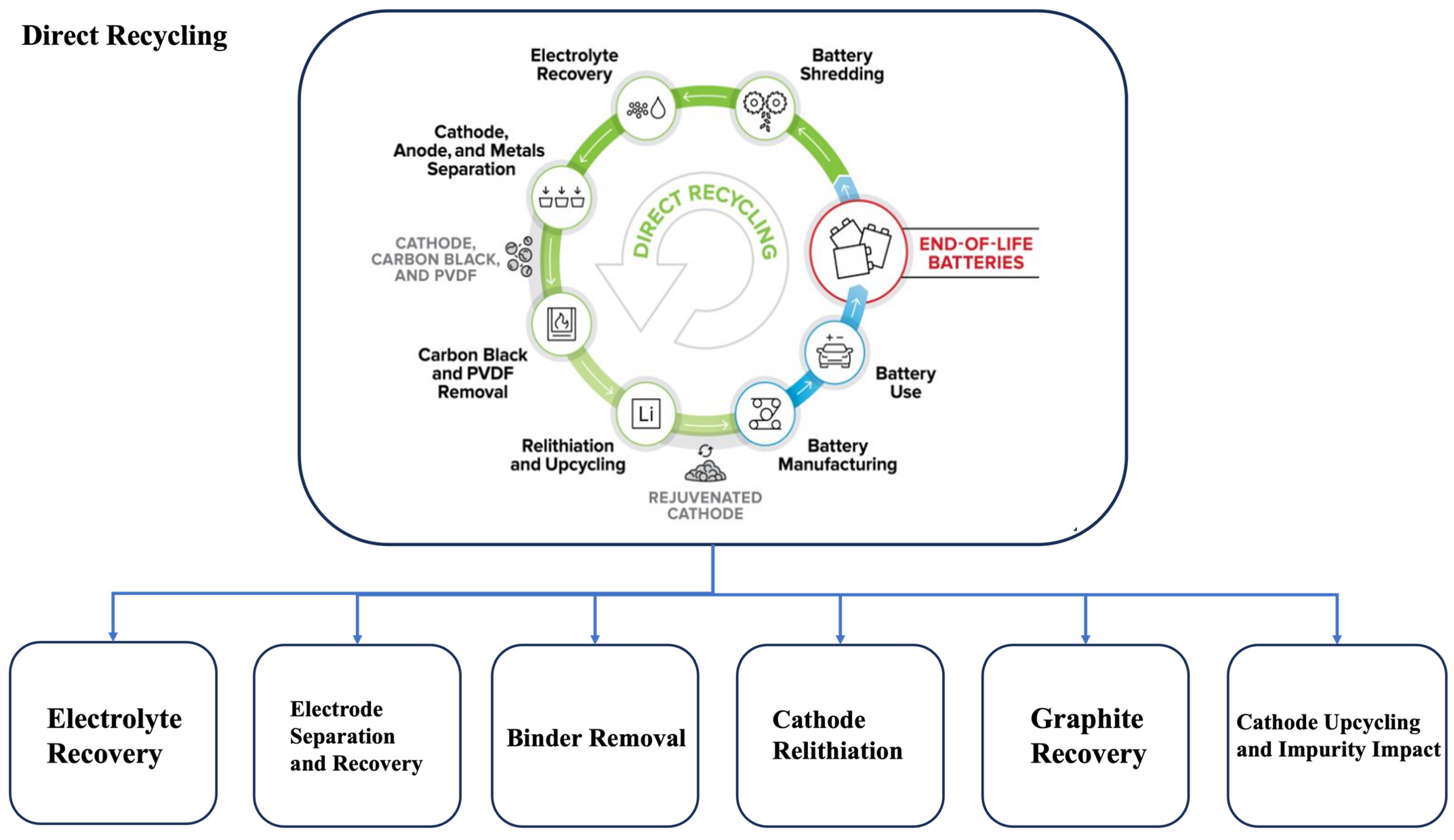{kind=link}
{kind=link}
Table 1.
Summary of literature review associated with spent LiB recycling technology research.
| Topic | Literature | Remark |
|---|---|---|
| Hydrometallurgical process | Barbieri et al. [22] Barik et al. [23] Bertuol et al. [24] Chen et al. [25] Chen et al. [26] DaCosta et al. [27], etc. | Total of 55 selected papers covering the discharging and dismantling, pretreatment, leaching, extraction of metal from leaching solution, and synthesis of electrode materials from leaching solution |
| Pyrometallurgical process | Makuza et al. [28] Fouad et al. [29] Bahgat et al. [30] Chen et al. [31] Li et al. [32] Zhang et al. [33] Jie et al. [34] | Total of 7 selected papers covering previous pyrometallurgical process studies |
| Direct Recycling | Chen et al. [35] Diekmann et al. [36] Gao et al. [37] Gupta et al. [38] Harper et al. [39] Han et al. [40], etc. | Total of 24 selected papers covering binder removal, cathode separation and upcycling, and electrolyte and graphite recovery |
Table 2.
Comparison summary of pyrometallurgical, hydrometallurgical, and direct recycling processes.
Table 2.
Comparison summary of pyrometallurgical, hydrometallurgical, and direct recycling processes.
| Type | Pyrometallurgical Process | Hydrometallurgical Process | Direct Recycling Process |
|---|---|---|---|
| Operational Process | Short process | Lengthy and complicated process | Short but complicated process |
| Commercially viable | Commercially viable | Only at lab scale | |
| No presorting | Pretreatment required | Presorting required with more separation processes | |
| Flexible input stream | Flexible input stream | More requirements for input materials | |
| High economic cost | Medium economic cost | Low economic cost | |
| Energy Consumption | High energy consumption | Low Energy consumption | Low energy consumption |
| Embedded energy loss inside of material structure | Embedded energy inside of material structure loss | Embedded energy inside of material maintained | |
| Extra energy cost for treating gas pollution | Low energy cost for treating extra environmental pollution | Low energy cost for treating environmental pollution | |
| Environmental Pollution | Heavy gas pollution | Chemical pollutions caused by usage of chemicals | Less environmental pollution |
| Product and residue | Li and Al loss in slag | High recovery rate and high purity of valuable metals | Products can directly be used as cathode materials |
Table 3.
The global EV LiB recycling market volume between 2018–2023.
| Year | Market Volume (USD B) | Increase Rate (%) |
|---|---|---|
| 2018 | 2.5 | na |
| 2019 | 3 | 24.64 |
| 2020 | 4.8 | 56.83 |
| 2021 | 6.9 | 42.18 |
| 2022 | 10 | 48.30 |
| 2023 Q1 | 6.4 | 24.05 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
He, B.; Zheng, H.; Tang, K.; Xi, P.; Li, M.; Wei, L.; Guan, Q. A Comprehensive Review of Lithium-Ion Battery (LiB) Recycling Technologies and Industrial Market Trend Insights. Recycling 2024, 9, 9. https://doi.org/10.3390/recycling9010009
AMA Style
He B, Zheng H, Tang K, Xi P, Li M, Wei L, Guan Q. A Comprehensive Review of Lithium-Ion Battery (LiB) Recycling Technologies and Industrial Market Trend Insights. Recycling. 2024; 9(1):9. https://doi.org/10.3390/recycling9010009
Chicago/Turabian StyleHe, Bowen, Han Zheng, Karl Tang, Ping Xi, Muqing Li, Laiwei Wei, and Qun Guan. 2024. "A Comprehensive Review of Lithium-Ion Battery (LiB) Recycling Technologies and Industrial Market Trend Insights" Recycling 9, no. 1: 9. https://doi.org/10.3390/recycling9010009