
Design for Manufacturing, Assembly, and Reliability: An Integrated Framework for Product Redesign and Innovation

1
Department of Industrial and Systems Engineering, Institut Teknologi Sepuluh Nopember Surabaya (ITS), Surabaya 60111, Indonesia
2
Department of Mechanical Engineering, Surabaya Shipbuilding Institute of Technology, Surabaya 60111, Indonesia
*
Author to whom correspondence should be addressed.
Designs 2022, 6(5), 88; https://doi.org/10.3390/designs6050088
Submission received: 31 July 2022
/
Revised: 1 September 2022
/
Accepted: 23 September 2022
/
Published: 1 October 2022
Abstract
:A product redesign strategy can effectively shorten design lead time and reduce the manufacturing cost of innovative development for the manufacturing industry to stay competitive. Identification of function components is the basis of product redesign. Existing practices to identify the critical component and customer requirements are considered while complaint and historical failure data, crucial for improving product reliability, are frequently ignored. The objective of the article is to develop an integrated framework of product redesign and innovation considering customer requirements and product failure modes. The novel framework integrates the design for manufacturing and assembly (DFMA) and design for reliability (DFR) approaches, as well as finite element analysis to address the cost reduction of product redesign at early-stage, reliability improvement, and higher customer satisfaction. The proposed integrated framework is validated using an example of an Indonesian SME’s cooking stove. The redesigned cooking stove showed substantial improvements with 5.46% cost reductions, 20.32% design efficiency, and an 52.81% safety factor.
Keywords:
cost reduction; design efficiency; DFMA; DFR; innovation; product redesign; reliability prediction1. Introduction
The manufacturing sector is confronted with accelerating technological change, increasing product complexity, and a relatively brief marketing window. Therefore, it is necessary to evolve new products to bear the competition. New products are usually created by enhancing the functionality and design of existing ones by redesigning components and their specifications to reduce design lead times and costs and to improve product quality. Product redesign is one way to introduce new products when a product has been on the market for a certain period [1]. The primary driver of product redesign is also shifting consumer needs or desires. Product redesign aims to solve problems in the manufacturing process, product performance, and the development of product redesign elements [2]. In product development, product redesign has evolved into a powerful evolutionary method. By upgrading the specified target components, the ultimate objective of product redesign is to develop a new product with improved reliability [3]. Product enhancement is a crucial factor influencing production costs. Therefore, product designers utilize methods and techniques to improve their ability to evaluate costs and product development criteria, including manufacturability. IBM, Ford, Toyota, and General Motors redesigned their products to reduce production costs [4,5]. Tesla, Apple, Honda, Boeing, and Hewlett-Packard all adopted product redesign to improve product reliability [6,7].
The rapid development of technology, including information technology, as well as the change of customer needs, leads to a shorter product life cycle. As a result, a sizable part of the customer market is eager to get the latest products. Consequently, businesses should be able to provide new products faster while maintaining good product quality for competitive prices. Furthermore, businesses must innovate at a breakneck pace to remain competitive. Businesses must be able to develop their products in the shortest amount of time, at the lowest cost, and with the highest quality. Concurrent engineering (CE) or integrated product development, which was introduced in the 1980s, provides a methodology that could help meet those business needs [8,9]. CE is defined as a systematic and logical approach to designing integrated products and processes, including their manufacture and support. CE can reduce the high cost of rework and the risk of failure by establishing parallel or concurrent product specifications and manufacturing processes [8]. Design for X (DFX) is a method that supports CE implementation and is used for product and process design improvement from an X [10,11]. The letter “X” in DFX belongs to a phase in the product’s life cycle (i.e., manufacturing, assembly) or elaborates the characteristics that the product should possess (i.e., quality, reliability, impact on the environment).
One of the DFX approaches is Design for Manufacturing and Assembly (DFMA). Numerous companies worldwide have utilized DFMA to create product designs that utilize the most efficient manufacturing and assembly processes. The application of DFMA to the Taurus automobile line resulted in annual savings of over $1 billion for Ford Motor Company. By implementing DFMA, McDonnell Douglas Corporation reduced the number of parts by 37% and fastener count by 46% on average [12]. Reducing the time required to design and manufacture a product is crucial for the successful completion of any product in terms of cost and schedule. DFMA is a strategy for reducing costs that entails disassembling a product into its most essential components. Boothroyd articulated various DFMA and DFA tools for concurrent engineering and asserted that the design process affects (determines) approximately 70% of the total cost, despite the design process requiring only 5% of the total cost [13]. El-Nounu et al [9] created a DFA model for product redesign that considers costs, failure analysis, component obsolescence, and operational difficulty. It contributes to the improvement of product design by taking into account the failure mode of an existing product. Paganin [14] defines reliability as the probability that a component, system, or process will operate without failure within a specified period of time and under predetermined conditions.
Design for reliability (DFR) is one of DFX’s other methodologies; it aims to ensure the reliability of product components and systems throughout the entire product life cycle. DFR [15,16,17] is based on the concept of designing products to improve product reliability. In addition to ensuring that customer requirements are met, one of the considerations for redesigning a product is enhancing its reliability. Straightforward and cost-effective approaches are needed to enhance product reliability and reduce losses. As it significantly impacts subsequent phases of product development and manufacturing, the early conceptual design phase of the design process is gradually improved. However, it is challenging to achieve a solution during product redesign at the conceptual design stage while minimizing manufacturing time and costs as well as maximizing product reliability. Current redesign methodologies, on the other hand, may stifle product innovation. Most strategies commence with selecting a proposed framework that minimizes conflicts between user requirements and product functionality. The procedure induces design conflicts, and these conflicts stimulate innovation. Certain integrated design models have been proposed to address this issue, but there has been no massive deal in predicting the reliability of product redesign during early conceptual stages. The reliability of product redesign is expected to support reliable product innovation.
Most new products are also developed using redesign techniques. There are many reasons to develop new products or redesign existing ones when customer requirements are considered. The priority of product components to be redesigned is determined by considering customer requirements and product failure data [18,19]. Similarly, complaints, which represent user feedback and satisfaction, indicate user satisfaction. User-centricity should be the starting point for product redesign [3,20]. DFMA is a design improvement strategy that contributes to increased design efficiency, simplicity of manufacturing and assembly processes, and reduced manufacturing costs [11,12,21]. Incorporating DFMA alone into product redesign is insufficient if failure history, reliability prediction, and user complaints are also considered during design improvement. Consumers and manufacturers place a high value on product reliability. However, designing product reliability is costly, but the consequences of inadequate product reliability can be costlier [22,23]. Based on the descriptions, the arising research question is how to develop an integrated framework of product redesign and innovation considering customer requirements, user complaints and product failure modes in the early conceptual design stage. This article proposes a unified framework for product redesign and innovation based on design for manufacturing and assembly (DFMA), design for reliability (DFR), and finite element analysis to address cost reduction of product redesign at early-stage, reliability improvement, and higher customer satisfaction.
The writing organization of this article is divided into six sections. Section 2 presents a literature review of previous research and research opportunities in gap analysis. Section 3 highlights in detail the research methodology. Section 4 implements the proposed framework and the design for manufacturing, assembly, and reliability (DFMAR) framework in the case study. The results and discussion are presented in the fifth section. At the same time, a comparative analysis of the previous product model and the product redesign is presented to analyze the actual reduction in manufacturing costs, increase in design efficiency, and safety factors through the implementation of DFMAR. The findings of this study are then summarized in the last section.
2. Literature Review
In this section, recent research studies focusing on the following four fields are reviewed: (i) design for X, (ii) design for manufacturing and assembly, (iii) design for reliability, and (iv) product redesign. This allows for identification of research gaps.
2.1. Design for X (DFX)
Concurrent engineering (CE) is an approach to planning product design and manufacturing processes collaboratively and holistically. The benefits promised by this CE approach are a shorter time to market and maintenance of the highest quality at the lowest cost. Therefore, CE has been evaluated as a better strategy for implementing innovations or redesigning existing ones [18]. As a holistic approach, CE considers all aspects of a product, from the initial conceptual stage to the end of its useful life [19]. Some process-oriented technologies have been used to describe the functional concept of CE. They include design for manufacturing (DFM), design for assembly (DFA), design for reliability (DFR), design for environment (DFE), and so on. The term “Design for X” (DFX) was coined by Parsai et al. [10], where X represents other upstream and downstream capabilities and functions.
Several conventional engineering-based DFX techniques have some interaction with the economic dimension of sustainability. For instance, the DFMA technique was developed to cover the production phase by merging DFA and DFM. Benabdellah et al. [12] classified DFX techniques in terms of their sustainable dimension, scope, abbreviations, and design considerations. This analysis addressed a systematic review by investigating and discussing past and current analyses of each DFX technique. A conceptual and methodological framework to increase communication and collaboration across DFX disciplines was concluded as a future research direction. It also suggested integration of DFX techniques to redesign a specific mechanical product with considerations of assembly, safety, service, supply chain, quality, and environmental advantages. Therefore, there are several prospects for studying the integration of methodologies in DFX, particularly in reducing manufacturing costs, supply chains, and environmental consequences.
2.2. Design for Manufacturing and Assembly (DFMA)
Boothroyd and Dewhurst conceptualized design for assembly (DFA) as a method for taking assembly methods, time, and costs into account during the product design process. DFM evolved from DFA to incorporate materials and manufacturing processes into the product design. Later, DFMA was created to integrate DFA and DFM, promoting the simplification of part and product designs to reduce part counts, lower production costs, improve reliability and quality, and expand production capacity [20,21]. DFMA offers a more straightforward design framework without compromising customer requirements or product quality. The Westinghouse method is the most common DFA approach, while other DFA approaches include the Boothroyd–Dewhurst (B&D), the Lucas method, and the Hitachi–AEM method. The four indicators used in the B&D practice are assembly time, cost, a minimum number of components, and design effectiveness [17]. The DFA approach with the B&D method has critical assumptions that must be considered in its application [23]:
- the addition of components is performed one by one during assembly;
- product components are in large and random quantities; and
- each part has complete information regarding dimensions and specifications.
The Lucas method includes a scale point for assessing the difficulty of implementing assembly processes. This technique provides design efficiency, feeding index, and fitting index [22,23]. Dochibhatla et al. [23] concurrently conquered the Lucas and B&D methodologies implementation. It is emphasized to use the Lucas method in the preliminary phase as this method does not require data on part dimensions to achieve design efficiency. Meanwhile, the B&D method [5] enhances the design using precise design parameter data. The implementation of this method causes designers’ processing times to increase. Only the Lucas method can be applied when product data are lacking in specifics. The Lucas method is considered during the conceptual design phase. The B&D, Hitachi, or Westinghouse method, on the other hand, may be considered during the detailed engineering design phase [23].
Chowdary et al. [17] discovered that DFMA tools could save time when evaluating designs and should be implemented early in the design selection process. The product is evaluated as the initial design is examined, altered, and redesigned in preparation for product evaluation. Ahmad et al. [18] adopted the DFMA approach to reduce the cost of the water nozzle. Jaime Mesa explored the design of sheet metal enclosure devices for DFMA. This strategy incorporates the technique employed in this study to assess the step of DFMA requirements associated with sheet metal enclosures, as well as sustainability indicators that provide manufacturing and design guidance to establish a sustainable approach. Canciglieri et al. [24] and Harlalka et al. [25] established the case study of the DFMA methodology to the white goods industry (refrigerators, toasters, food processors, etc.). They presented a case study of a redesigned consumer product with decreased cost and enhanced reliability. The home appliance industry focuses on low costs, high manufacturability, and lasting dependability. Consequently, the DFMA approach can really be advantageous for this industry.
DFMA aims to simplify product structure to facilitate assembly and improve components to facilitate production. In addition, it allows designers to reduce the number of components used, simplify and restructure the manufacturing procedures, use standard parts and materials throughout the product line, and eliminate or reduce the number of adjustments required [25,26]. Table 1 summarizes several studies that apply the DFMA framework to integrated product design.
While using the DFA method to redesign the product, the cost-effectiveness of materials and production processes must also be considered. A cost estimation study associated with activities before their execution is known as cost estimation [38]. According to Favi et al. [32], a multi-objective design method is created during the conceptual design phase of the development of complex products to examine all production factors in depth (assembly, materials, processes, costs, and time). Integrated design for manufacturing and assembly (DFMA) and design to cost (DTC) principles are used conceptually to determine the optimal assembly model (Figure 1). The method would assist designers and engineers in selecting the most economical design alternative.
The above description showed that DFA, DFM, DFMA, and design to cost approaches were developed considering various conditions. Similar to the previous studies, our work focuses on product structure simplification and manufacturing cost reduction. The main problem in product redesign is selecting the critical component of the product to be redesigned. Existing practices to identify the critical component and customer requirements are considered, while complaint and historical failure data that are crucial for improving product reliability are frequently ignored. In the proposed study, the DFMA is integrated into the relevant approach of DFX in order to develop a new framework of product redesign with customer requirements and failure data consideration.
2.3. Design for Reliability (DFR)
Reliability activities must begin early in the product development cycle to assure the production of a reliable product. To assess a product’s reliability, we must first comprehend how to assess the reliability of its components. Various reliability approaches and technologies can be utilized throughout the product’s life cycle, from early planning phases to design, development, production, field testing, and customer use, to reach the desired reliability level [40].
The fundamental concept of reliability analysis from a probabilistic design perspective is that each component has a specified strength that, if exceeded, results in component failure. The elements that define the component’s strength, as well as the factors that influence the stresses or load acting on the component, are random variables. Stress refers to any entity with a propensity to cause failure, whereas strength refers to any entity that resists failure. Failure is the inability of an object to perform as intended; it occurs when actual stress for the first time exceeds actual strength. Design for reliability (DFR) aims to model key system functions out of a system [6,41]. All products and processes are developed early as part of the DFR procedure. It determines whether any proposed designs can fulfil the derived reliability requirement, identifies likely failure modes, and suggests design modifications to mitigate them. DFR will assist in identifying prototype problems, reducing life cycle costs and field failure rates. The significance of the DFR technique during the new product development phase ensures the product’s reliability throughout its entire life cycle.
DFR approach defines a comprehensive set of research methods that support efforts to enhance the reliability of a product from conception to obsolescence. The success of the DFR application depends on selecting the appropriate reliability tool at each product phase and implementation phase. Since reliability is defined as the probability of failure, the designer should be familiar with loads, strengths, and a suitable stochastic model to evaluate its reliability. If the obtained reliability values are application-specific, then the input data (load and strength) has to be precise, and a meticulous design is required [15]. Reliability must be considered as a design parameter in early conceptual phase. Utilizing a probabilistic method in product design contributes to reliability and DFR considerations. In the probabilistic design methodology, the fundamental assumptions of reliability analysis are the strength and stress factors [42]. Table 2 below summarizes different scholars’ research on DFR framework. This study used the model of design for reliability (DFR) of Pourgol’ framework (Figure 2) as the basic model. However, there is still a lack of DFR research considering reliability improvement and product structure simplification collaboratively. In this study, we integrate the DFMA approach into the DFR framework to address the goal of product simplification and cost reduction in an integrated manner.
2.4. Product Redesign
Existing products are frequently redesigned to create new products. Product development now requires a redesign of the product [47,48]. Product redesign is primarily intended to increase customer satisfaction with the improvement of selected target characteristics. Therefore, the identification of product features that will be enhanced opens up a challenging opportunity in product redesign studies. These enhanced product features are subjected to product redesign for better satisfaction and meeting changing customer needs [3]. The process of identifying product components and features which are to be improved or redesigned has become an essential area of research in recent years to improve product quality and reduce manufacturing costs. Table 3 shows preliminary research works in the product redesign area in the last five years.
2.5. Gaps in Literature Research
Benabdellah et al. [11] and Paganin et al. [14] have conducted a systematic and structured literature review, concluding that an 83% failure probability in product planning and development occurs between the initial design stage and conceptual design. Often, product redesign that meets consumer demand cannot be implemented on the production floor due to the lack of ease of manufacturing, material selection, cost considerations, and reliability planning in developing or improving product design. Juniani et al. [19] undertook a systematic review of the past five years by investigating and discussing past and current DFMA and DFR for product redesign. In order to improve product design, it is emphasized more and more that it must be implemented during the initial design phase, as this significantly impacts product development and manufacturing processes [19,54]. However, accurately predicting product reliability during the initial design phase is difficult. Diverse design methodologies have been proposed to address this issue, but efforts to predict the reliability of each product redesign option have not been realized. Therefore, pursuing research opportunities focused on developing product redesign based on failure risk needs to be realized.
Increasingly, it is emphasized that improvements to product design should be made during the initial design phase, as it substantially impacts the product development and production phases. Nevertheless, simplifying the product’s manufacturing structure and the complexity of manufacturing and assembly costs without involving the product’s failure history makes it difficult to accurately predict product reliability during the initial design phase. Diverse design methodologies have been proposed to solve this issue, but efforts to predict the reliability of each design alternative in an integrated manner have not yet been realized. Therefore, research proposals for the conceptual development of the DFMA model should consider reliability prediction at successive conceptual design stages.
Simplification of product structure in the assembly design and manufacturing process by utilizing DFMA aims to reduce manufacturing costs and time [25,35,38,55]. In addition to considering the ease of assembly and manufacturing in simplifying the structure of product components, some considerations can be accommodated in product redesign. Consideration of customer needs and satisfaction with the support of the Kano-QFD approach is also used in product redesign [56,57]. Product redesign also improves the product component assembly process [9,29,58]. Redesigning a product to simplify assembly and production is anticipated to increase its reliability. Pourgol [16] and Mayda [15] describe the reliability design framework (DFR) in the context of the product development procedure, especially at the initial design stage. The failure mode of the product or component is identified at one of the DFR stages through the FMEA approach. Therefore, FMEA is essential in determining the critical components prioritized in the redesign. The research gap is open to reliability considerations within the DFMA framework. Both Pourgol [15] and Mayda [14] have not reviewed the predictions of product reliability when facing the challenge of streamlining the product component structure.
The DFMA model that considers manufacturing costs during the material planning stage is a crucial decision within the design to cost (DtC) framework [25,59]. Consideration of manufacturing costs and ease of manufacture in assembly design is not debatable. Mandolini [60] emphasizes that the combination must include a costing model, typically implemented during the procurement phase, whereas design-to-cost model was implemented during the early design phase. Various design methodologies have been proposed to solve this problem, but efforts to maintain reliability in exploring design alternatives have yet to avail anything.
As outlined above, many DFMA and DFR models have been widely developed by addressing various conditions. However, no study has incorporated the priority information on critical components from FMEA, with the result of simplifying product structure from DFMA to determine product components to be redesigned. Therefore, this research focuses on framework development with the integration of design for manufacturing, assembly, and reliability proposed by considering manufacturing costs. This study considers reliability problems and failure modes at successive detailed design stages.
3. Research Methodology
A brief overview of the general procedure for DFMA analysis is shown in Figure 3. Figure 3 illustrates a proposed implementation approach of the integrated approach for DFMA and DFR (DFMAR) analyses. The first step is to identify the product subjected to DFMA analysis. Following selection, the product is deconstructed, and each component is modelled in the CAD software. A DFM costing analysis is performed on individual components to establish the product’s baseline cost, then a DFA analysis is performed to find candidates for deletion. The modified components are then modeled in the Autodesk Inventor Fusion 360 software and subjected to a second round of DFM analysis. The Autodesk Fusion 360 software, which integrates industrial design, structural design, mechanical simulation, and CAM, results in a design platform that supports cross-platform collaboration and sharing as well as cloud-based collaboration. Moreover, a finite element analysis was also carried out for reliability prediction. The efficacy of the proposed approach is demonstrated through a case study on redesigning a cooking stove selected from an Indonesian SME. Finally, the original and revised product models’ costs and DFA indexes are compared.
3.1. Basic Model
The conceptual basis model used as a reference in this DFMAR research integrates the DFR model [16] and the DFMA model [12,25,38]. The first fundamental concept employed in this study is design for reliability (DFR). Integration of the basic DFMA model into the design for reliability framework model contributes to design improvement; hence, it is outlined in Figure 3 as a recommended model framework. The first operational stage of this proposed methodology is identifying the design objective.
3.2. Proposed Model
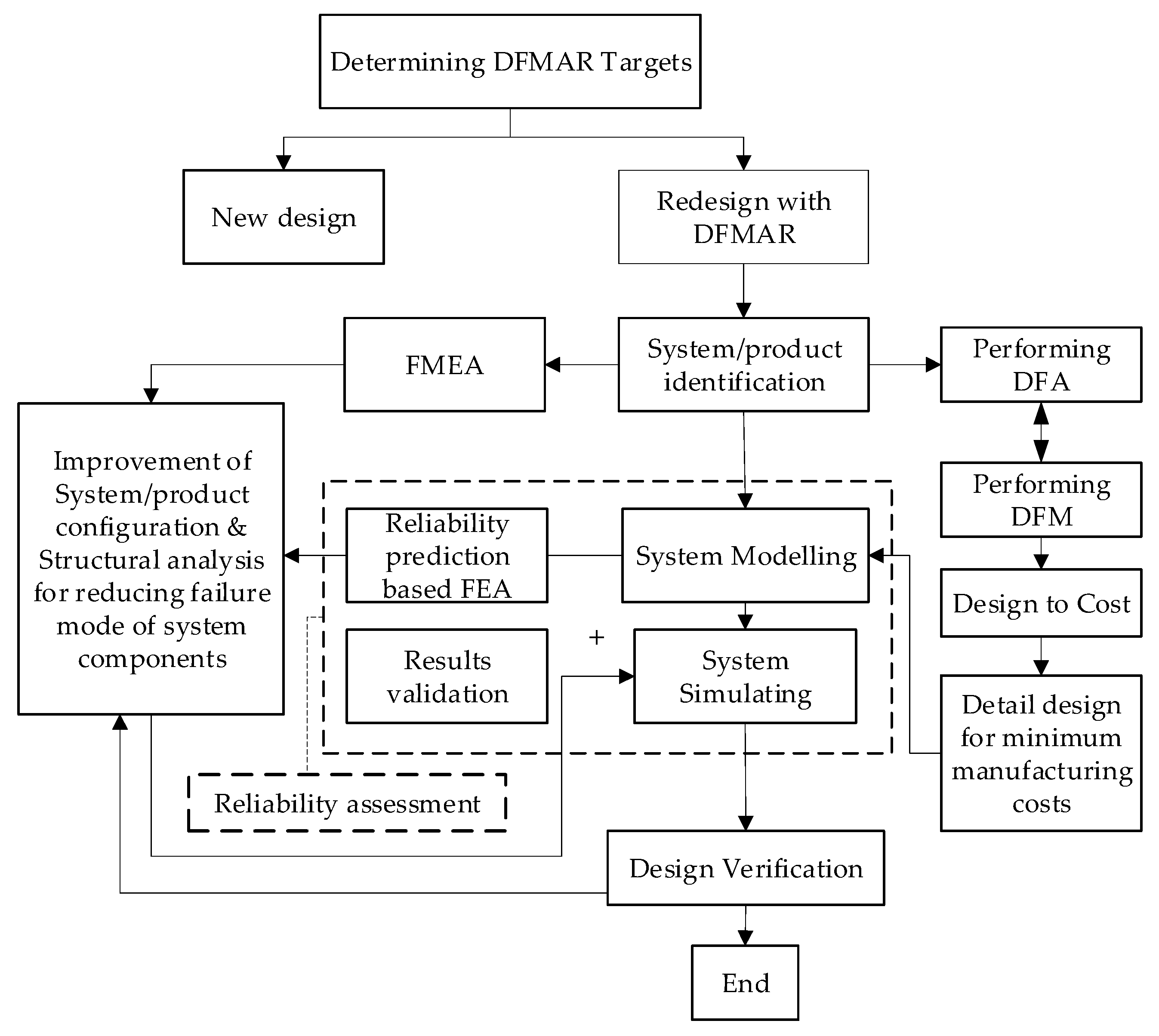
This research used DFMAR to redesign a two-burner stove to reduce costs, improve design efficiency, and predict the reliability. Figure 4 depicts a summary of the general procedure for DFMAR analysis. This flowchart contains six major steps, which are discussed in further detail in the following sections.
3.2.1. Determining Product Redesign Targets
Effective management that can assess customer needs is critical. Consumer feedback reflects customer satisfaction and dissatisfaction. This information is important for improving the quality of products. From the conceptual stage, through detailed engineering design, the industrial product design process considers more than just customer needs. The KANO model is an effective tool for this goal. The KANO model categorizes product attributes into three: fundamental needs, performance, and aesthetics. Another method for correlating client requirements to design specifications is to use a quality function diagram (QFD). A good fit between the cost and benefit of things is one of the primary production management policies. The target reliability of an item is defined using warranty data, customer requirements, and other management principles such as product quality.
3.2.2. System Identification
The first stage in designing for manufacturing, assembly, and reliability is to identify and disassemble subsystems and components. Additionally, their functional linkages, item work conditions, and mission reliability are critical data to collect. There are several logical structures for organizing system objects and components that can be used to develop reliability block diagrams. Series, parallel, series-parallel, standby, load-sharing, and complicated systems are examples of these topologies.
3.2.3. Analyzing Failure Modes and Effects
Failure modes and effects analysis (FMEA) is a design approach for product and system reliability studies. FMEA simplifies the process of identifying, analyzing, and systematically evaluating the impact of failures in a product or system structure [61]. Several model developments and practices have been integrated and tested to enhance the contribution of fuzzy FMEA, DEMATEL, the technique for order preference by similarity to ideal solution (TOPSIS), fuzzy TOPSIS, process analytic hierarchy, artificial neural networks, grey theory, application of quality functions (QFD), and others [3,62]. Because the FMEA analysis cannot use relevant information on customer requirements and technical attributes to determine the order of priority for addressing failure modes, combining QFD/Kano with FMEA can aid in the elimination of faults. Extending each phase of QFD/Kano under identical conditions provides knowledge and a basis for FMEA analysis and failure mode interpretation. FMEA is part of a qualitative reliability analysis procedure. Product redesign is carried out in the product development process as an effort to evaluate products that have been marketed or used by consumers.
3.2.4. Reliability Prediction
In this research, the initial stage of forecasting the reliability of product redesign is conducted through structural analysis and stress analysis. The manufactured designs were subjected to a tensile test [63,64]. The tensile test offers an excellent assessment of mechanical and structural properties. It is a method for determining the strength of a material by applying an axial force load. Tensile testing results are critical for engineering and product design because they provide material strength information. The tensile test is used to determine a material’s resistance to a slowly applied static force [48,65,66]. The tensile test (yield strength) is the second test used to analyze the structure of a redesigned product. A test object’s maximum tensile strength, or ultimate tensile strength (UTS), is defined as the entire load divided by its initial cross-sectional area. Although tensile stress is the most frequently recorded value due to a tensile test, this measure is less critical regarding the material’s strength. The modulus of elasticity, commonly known as Young’s modulus, is a material property that indicates the material’s strength concerning the material’s elasticity. The larger the modulus, the less elastic strain is created when stress is applied. This test utilizes 3D product redesign graphics and the Autodesk Fusion 360 software as inputs. When the test results R = Pr (strength > stress), the design’s reliability improves.
3.2.5. Redesign with DFMAR
The proposed model is an integrated framework that considers the ease to assembly, manufacturability, and reliability of repair of defective parts or components. These subsystems and components are recognized for reliability assessment purposes, particularly when a critical measure is used. There are several strategies for reducing manufacturing costs while optimizing the reliability of low-reliability goods, including (1) simplifying the product structure, (2) utilizing high-quality materials in manufacturing, (3) improving manufacturing procedures to improve product quality, (4) balancing subsystem design characteristics, such as performance and quality measure components, and (5) using derived materials to avoid catastrophic failures, such as corrosion and abrasion resistance.
3.2.6. Design Verification
Design verification and optimization is the evaluation stage in the DFMAR model. Each concept is assessed based on the selected evaluation criteria: ease of assembly & manufacture, safety, development costs, reliability, and simplification of product structure. The best concept is selected after running several iterations, and the optimal design is also tested for the structural performance of different materials using FEA to validate the design. The redesign iterations will consider the optimum solution from several factors, namely manufacturing costs and time, safety factors, and product reliability predictions. The input data used in this stage are 3D drawings, product specifications, materials, load standards that the product can accept, and the components’ geometries that make up the product. Butt [37] examines the strength of the design in optimizing the trailer-frame design with the FEA approach. His research on market-conveyor redesign also uses the FEA approach to select the optimum design concept after several design iterations. Saorin et al. [67] underlined the Autodesk Fusion 360 software (which incorporates the A360 environment) as being utilized to prepare engineering students for the industry 4.0 demands. Fusion 360 is a product lifecycle management (PLM) platform that integrates 3D modeling software and product design with life management (PDLM) technologies. The simulation is run by setting some parameters by considering the test and the safety factor value. Product redesign can be compared with the previous product and material designs from the simulation results. The decision variables in this research are product weight, young’s modulus, Poisson’s ratio, density, and yield strength.
4. Case Study
This section presents the details about the applicability of the integrated framework of the product redesign through the proposed DFMAR method. A case study of a two-burner gas stove innovative design and evaluation is conducted. This company is one of Indonesian SMEs, a manufacturer of gas stoves by the brand name Armet. The factory is located in Sidoarjo, Indonesia, with a mass production capacity sufficient to meet customer needs.
4.1. Disassembly Study of Existing Product
The stove is one of essential appliances for cooking. Nowadays, the gas stove is the most popular piece of kitchen equipment in Indonesian households. It is manufactured by enterprises of various sizes, including small and medium ones. The DFA study of the stove began with documentation of the product’s assembly sequence. The product was disassembled sequentially to determine the order of assembly and associated handling issues. Figure 5 shows the assembled model of the gas stove, and the assembly sequence for the finished product is depicted in Table 4. This assembly sequence was imported into the DFA Product Simplification® software version 10.0.
4.2. CAD Part Modelling and CAE Analysis
The assembly of the selected product and the gas stove was modelled in Autodesk Inventor. The reason for using Autodesk Inventor for CAD modeling was because it combines engineering and analysis tools on a single platform, boosting efficiency and simplicity in product design development collaboratively. Table 4 provides an overview of the gas stove parts and their respective designs which were modelled in CAD modelling software.
This research was designed and tested utilizing Autodesk Fusion 360’s finite element analysis. This test yielded the safety factor, von-Misses stress, and a static loading-induced displacement. Figure 6 shows the workflow of used software tools in the DFMAR implementation. Autodesk Fusion 360 is particularly beneficial for product design, tooling creation, mechanical design, and simulation. Fusion 360 helps users collaboratively to create precise three-dimensional models that can be used for simulation and visualization prior to creating items, as depicted in Figure 7. DFA and DFM software helps designers establish the theoretical minimum number of parts for a product as well as an index of assembly efficiency. Utilized together, DFM and DFA software provide an early concurrent costing of product design and redesign, providing a foundation for planning and decision-making.
4.3. DFMAR Analysis of Existing Product
The product redesign strategy in this study also considered the failure form of existing products. Product redesign is a significant approach in the product development process, where the goal is to improve product designs that have better reliability and meet consumer needs [46,68]. In this research, failure modes and effects analysis (FMEA) were conducted on all components of the gas stove. FMEA is part of the design for reliability procedure. Appendix A shows a summarized worksheet for FMEA of the gas stove. FMEA results show the failure ranking of each component of the two-burner gas stove. The twelve components that have the highest priority risk of failure are the burner, lighter, burner stem, knob, inner pipeline, pan support, screw, pads, support pillar-based components, main body, and side plate. These failure and priority data are useful as considerations for designers in product redesign.
The following procedure of the DFMAR approach describes the structure and assembly sequence of an existing product using CAD modelling and DFM Concurrent Costing software (Figure 6). The two-burner gas stove comprises 135 parts. Five completely constructed components are provided by third-party manufacturers: lighters, burner cups, burner caps, pads, and screws. The assembly time was estimated to be 719.8 seconds. The overall assembly labor expenses based on a 14.9 percent DFA index were estimated to be around $9.35 per unit. The assembly comprises 26 distinct components, seven of which are fasteners. An additional DFA analysis found that screw fasteners accounted for approximately 76 percent of the assembly work time. More precisely, about 80% of these fasteners are employed to secure the sub-transversal stiffener and the sub-pipe lighter to the main body. The DFA’s first premise implies that the number of components in an assembly should be minimized [4]. To accomplish this, the integral fastening elements must be incorporated into the functional section of the assembly, or the assembly’s fastening mechanism must be adjusted to eliminate as many fasteners as possible. It is advised that the number of components in a group should be kept to a minimum [4,5]. To accomplish this, integral fastening elements should be included in the assembly’s functioning components. The assembly’s securing mechanisms should be adjusted to eliminate as many fasteners as possible.
DFM maximizes the use of manufacturing processes in the design of components. Initial testing established that the stove is constructed of steel ASTM A36. The ultimate tensile strength of this material was determined to be around 399.9 MN/m2 based on the test results (Figure 7) and 0.5884 for factor of safety. The product’s life volume was set to 10,000 units. As a result, it is projected that the total manufacturing cost per unit will be around $20.32.
4.4. Redesign of the Gas Stove
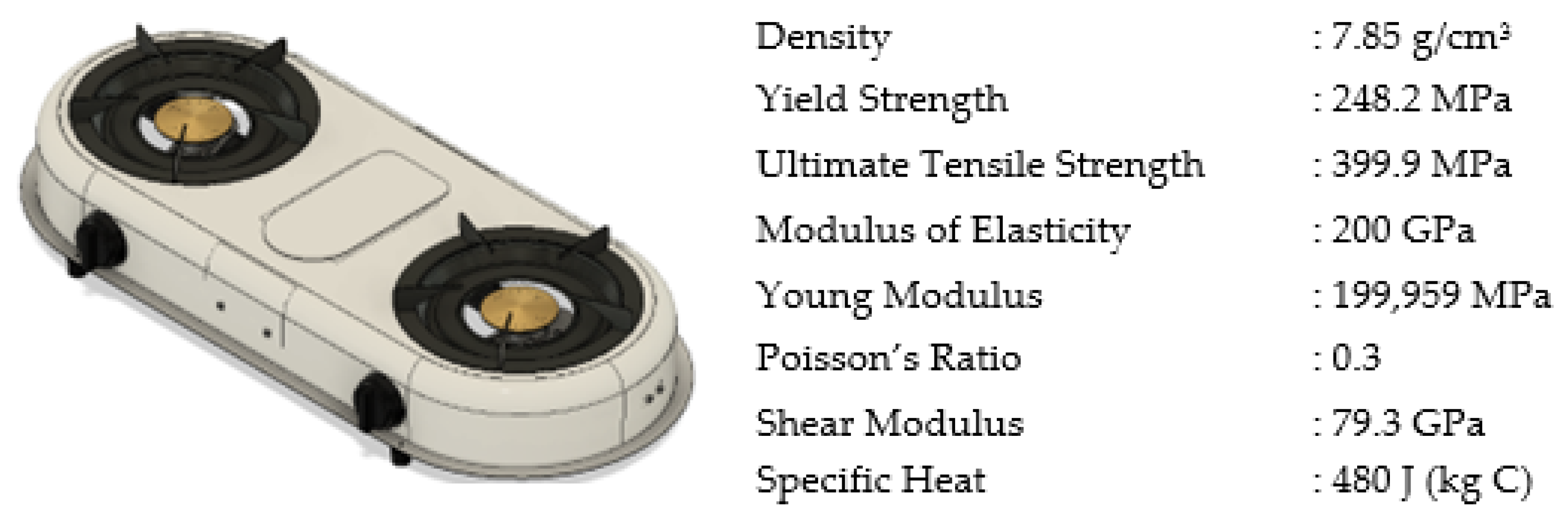
To determine a candidate for elimination, it is necessary to determine whether the component in question meets the minimum component criteria. According to the minimum part requirements of Boothroyd et al. [5], there can be only one of the following justifications for the existence of a separate component: (1) the part serves as the product’s foundation; (2) the part must be made of a different material; (3) the part must move relative to other parts; or (4) the part is designed independently for simplicity of assembly. Any component that does not match the requirements is a candidate for removal. The material used for redesigning the stove is Steel ASTM A36 with the following specifications.
During the investigation, the following redesign opportunities were identified: (1) integrating the main plate body with the side plate; (2) incorporating locating features into the mating section of the assembly; and (3) eliminating or minimizing handling and ergonomic challenges. Based on the disassembly study, it is known that not all components are manufactured or produced by the industry in this case study. The components which are supplied by third parties are excluded from the redesign process. The DFA suggestions according to the redesign results are as follows: (1) incorporate integral fastening elements into functional parts in the parent assembly, including the sub-transversal stiffener, main body, screw, knob, and sub-pipe lighter; (2) consider redesigning the items for elimination or reduction in the parent assembly of bottom plate and support plate; and (3) consider redesigning the individual assembly items listed to eliminate or reduce handling difficulties in the parent assembly of the main body and sub-transverse stiffener. A group of expert industrial engineers and designers collaborated to conduct focus group discussions. The collaboration of this expert team plays a significant role in determining the order of redesign priority for components with DFMAR in mind. Deep-drawing technology was chosen to combine the main body, bottom plate, and side plates. The combination of two or more components is expected to reduce the number of screws, assembly time, and total cost.
The cost of assembly and the time required to build a design are substantially determined by the number of parts and the component variety. As a result, considering the option of combining several pieces into one can be advantageous if functionality is possible. The feasibility of the project can be determined by examining the following conditions: (i) the presence of relative movement between elements; (ii) the use of the same manufacturing material for enclosure elements; and (iii) the elements having the same useful life. If the three conditions outlined above are met, element fusion is a distinct possibility. However, the new consolidated piece may be hard to manufacture. At that point, the fusion’s manufacturing cost must be examined. In this study, the components that can be integrated are made of the same material and manufactured using the same manufacturing processes. Figure 8 presents the proposed redesigned stove with its specification, whereas Table 5 shows the CAD modeling of the gas stove for product redesign-based Fusion 360.
4.5. DFMAR Analysis of Product Redesign
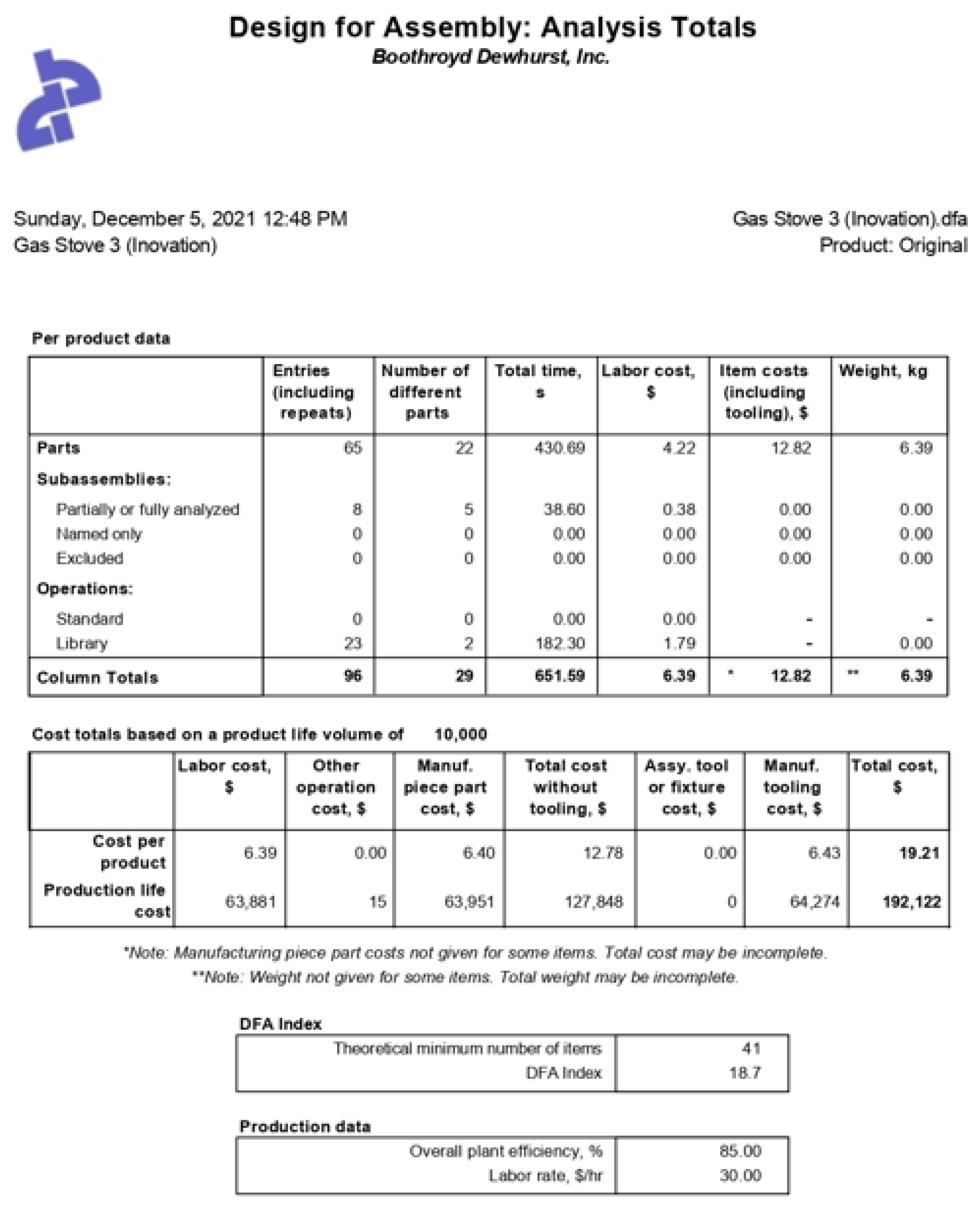
The current assembly design was studied using a DFA analysis as the first stage in the DFMA analysis. The DFA analysis requires a thorough understanding and examination of the product structure. The current product’s structure and assembly sequence have been described using Fusion 360 modeling and DFM Concurrent Costing software. This information was loaded into the DFA’s software for simplifying product specifications. Figure 9 presented the DFA total analysis of product redesign. Generally, the greatest increase in design efficiency occurs when the number of components is reduced. The cost savings associated with redesign options based only on ease of assembly were rather small. The existing design of the stove contains only a few DFA rule breaches. There are three factors considered in generating a new design: the ability to take in different product sizes; the ease of assembly and manufacture; and reliability prediction. The stove’s design efficiency and cost analysis were determined using the DFA product simplification and DFM Concurrent Costing tools, respectively.
4.6. Comparison between the Existing Design and Product Redesign
Table 6 compares the old and new gas stoves. The new design outperforms the previous one on several fronts, including minimum number of items reduction (from 48 parts to 41 parts), assembly labor time reduction (from 719.8 s to 651.59 s), labor cost reduction (from $9.35 to $6.39), per-production cost reduction (from $20.32 to $19.21), and increase in DFA index (from 14.9 to 18.7). Reliability prediction-based FEA analysis results show a minimum safety factor (Figure 10) improvement to a score greater than 1.0 (from 0.5884 to 1.247). A factor of safety less than one indicates a high probability of failure. A factor of safety larger than one, on the other hand, indicates a low probability of failure, and stress levels are within the permissible range.
5. Discussion
Small and medium industries in the manufacturing sector in Indonesia need to develop and innovate design and manufacturing strategies to improve product quality and reliability [55,58]. However, these efforts are often hindered by high costs and a lack of access to new technologies and techniques. This research is important to develop a design for manufacturing, assembly, and reliability (DFMAR) framework based on the DFR model [16], the DFMA model [11,25,33] and finite element analysis. Harlalka et al.’s [25] DFMA model is comparable to Butt et al.’s [37] DFMA model, where the Boothroyd DFMA concept [11] was developed as an implementation approach to product or component redesign. Product redesign focusing on time and total costs is insufficient only if the simplification of the product’s structure is considered [69,70,71]. In addition to satisfying consumer needs, product redesign must also consider the nature of product failure and significant complaints. These considerations contribute to the DFMAR model, which considers component structure simplification and the failure rating of FMEA-based components when determining redesign priorities. Therefore, integrating DFMA and DFR tools within DFMAR can offer a strategy for product redesign that is easy to assemble, easy to manufacture, and reliable while remaining cost-effective and uncomplicated by relying on tools already available in most organizations. A case study of an Indonesian SME’s cooking stove is presented to establish the utilization of the DFMAR framework.
The existing assembly designs were analyzed using the DFA analysis as the first stage in the DFMAR analysis. At the same stage, the failure identification of FMEA-based components as one of DFR devices was also carried out. The conventional FMEA utilizing the basic RPN, which has been heavily criticized in the literature for various reasons, imposes certain limitations on problem-solving. The lack of sufficient studies on the inner/interrelationships between failure modes, failure effects, and failure causes is one of the most significant unsolved problems of FMEA, as evidenced by interviews and a review of the relevant literature. The DFA analysis requires a thorough understanding and examination of the product structure. Existing products’ structure and assembly sequence are described using CAD modeling and DFM Concurrent Costing software. This information is entered into the DFA Product Simplification® 2015 software. Product functionality and dimensions, part weights, minimum part criteria, and other insertion challenges are analyzed for each part in the assembly sequence.
The FMEA analysis presents a rating of the failure mode of each component of the two-burner gas stove. The ten components that have the highest priority risk of failure are burners, lighters, burner rods, knobs, inner tubing, pan supports, screws, bearings, and pillar-based components. These failure and priority data are helpful considerations for designers in product redesign. The product components selected for redesign are components that have a high risk of failure and are included in the spare parts group recommended by DFMA for the redesign. Expert judgements decided the selected component to be redesign without new investment consideration.
A CAE analysis was carried out using the Fusion 360 Simulation module to simulate bracket performance under practical loading conditions and constraints, allowing assessment of stress, displacement, and factor of safety (Figure 10). In addition, users can adjust their design decisions based on the design’s effect on performance. The use of computer simulation in prototype testing saves time, effort, and money and ensures methods are evaluated and appropriately optimized. ASTM A36 steel from the material library is placed into the hob. The 3D models are combined using the Autodesk Fusion 360 Simulation mesh feature with 20% convergence tolerance and 10% element refinement. A load of 400 N is applied to each burner, as shown in Figure 11 (left). The maximum stress is in the blue arrow, and the value is . The maximum stress does not beat the allowable stress of , and the safety factor is greater than 1 (equivalent to 1.247). Figure 11 (right) also shows the redesigned hob deflection, occurring in the center of the hob (the orange area near the burner where the maximum stress was previously obtained), and its value is . These values indicate that the redesigned hob can comply the strength requirements necessary for product reliability.
6. Conclusions
This article presents an integrated framework of product redesign strategies derived from the collaborative use of design for manufacturing, assembly, and reliability (DFMAR). This study contributes a framework that allows redesigning existing goods while concurrently optimizing assembly efficiency, minimizing manufacturing costs, increasing component performance, and anticipating product reliability. Furthermore, utilizing customer feedback (i.e., complaints) in the redesign process provides essential support for the industries/research and development (R&D) department to generate innovative ideas.
The case study of DFMAR application in redesigning a gas stove shows the significantly lowered total production cost of the selected components, exhibiting a substantial improvement in the existing product assembly characteristics. DFA index increased from 14.9 to 18.7, the total cost decreased from $20.32 to $19.21, and the minimal safety factor improved from 0.5884 to 1.2. Integration of the main plate body, side plate, bottom plate, and bottom plate components resulted in substantial savings in assembly and production costs. In this scenario, labor costs for assembly, number of parts, and total production costs are lowered by 5.46%. Although the cost decrease is equivalent to 5.46% of the product’s overall cost, it can be considerable for manufacturers of low-margin, high-volume consumer products. In addition, parametric refinement of the cloud collaborative gas stove 3D modeling was performed using DFR and FEA, which contributed to the design’s robustness and longevity.
The main practical implication is that integrating the DFMA approach to the DFR approach with the support of the FEA approach in product redesign will result in better product design outcomes, i.e., easier assembly and manufacture, increased design efficiency and better reliability, and ultimately increased customer satisfaction. While DFMA, DFR, and FEA are all effective product development procedures on their own, combining these concepts and methodologies enables manufacturers to thoroughly optimize their designs for the complex needs of today’s market. A single product and a single manufacturer were evaluated using this methodology. This additional reduction in unit costs can increase the company’s profitability. Moreover, manufactured goods, such as gas stoves, are produced on a massive scale, so the cumulative cost savings for the company can be pretty substantial. In addition, the company may pass on these cost savings to consumers, thereby earning a competitive advantage over other market participants. To reap the benefits of DFMAR, however, companies must alter their entire design process by collaborating with customer relations, manufacturing, and design engineers. This change can be a daunting endeavor, especially for the SME industry. Higher-complexity assemblies, including those with bigger numbers of parts and/or components with more complex features, should also be investigated, allowing for a broader deployment of the suggested integrated method to support sustainable product design goals.
Author Contributions
Conceptualization, A.I.J., M.L.S. and P.D.K.; methodology, A.I.J., M.L.S. and P.D.K.; validation, M.L.S.; formal analysis, A.I.J. and M.L.S.; investigation, A.I.J. and P.D.K.; data curation, A.I.J.; writing—original draft preparation, A.I.J., M.L.S. and P.D.K.; writing—review and editing, A.I.J., M.L.S. and P.D.K. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
The authors thankfully acknowledge the financial support provided by the Indonesia Endowment Fund for Education (LPDP) on this research.
Conflicts of Interest
The authors declare no conflict of interest.
Appendix A. FMEA Worksheet
| Component/Part Name | Material | Function | Failure Mode | Failure Cause | Failure Effect | S | O | D | RPN | Priority |
| Main plate body | SUS/MS | to cover the inside components and as a sitting part for other components on top | dented main plate body | Overload, fall, plate is not precise | the structure changes | 8 | 6 | 4 | 192 | 2 |
| hard to assemble | 7 | 6 | 3 | 126 | 5 | |||||
| Side plate | MS | to support Main Body Plate from the side and as a sitting part of inside components | dented side plate | Overload, imprecise plate | the structure changes | 6 | 4 | 5 | 120 | 17 |
| hard to assemble | 7 | 6 | 3 | 126 | 6 | |||||
| Bottom plate | MS | to support the structure from behind | dented bottom plate | overload | the structure changes | 3 | 2 | 3 | 18 | 26 |
| Support pillar base | MS | to support and connect each plate stronger | loose | unproper installation | Unstable structure | 4 | 3 | 4 | 48 | 19 |
| long assembly time | 4 | 3 | 5 | 60 | 20 | |||||
| Transversal stiffener plate | MS | to increase the strength of the structure and place the inside components | crack & bend | overload | Unstable structure | 5 | 3 | 4 | 60 | 21 |
| Longitudinal stiffener plate | MS | to increase the strength of the structure and place the inside components of the ignition system | crack & bend | overload, unproper installation | Unstable structure, missing components | 4 | 3 | 5 | 60 | 22 |
| Inner pipe line | MS | to distribute the gas to the burner stem | crust | Not cleaned | No flame | 6 | 4 | 4 | 96 | 18 |
| Support base | MS | to support the base of the structure | loose | unproper installation | Moving structure | 5 | 5 | 2 | 50 | 14 |
| Pads | Rubber | to stabilize the stove so it moves or shifts less | loose | Unproper installation, slippery surface | Unstable, moving structure | 4 | 7 | 3 | 84 | 11 |
| wear-out | 3 | 6 | 3 | 54 | 13 | |||||
| Burner cup | MS | to distribute the gas evenly before burning | crusty | Not cleaned, excessive use | Imperfect flame | 8 | 3 | 6 | 144 | 8 |
| expanded | 7 | 7 | 6 | 294 | 4 | |||||
| Burner cap | Brass | to burst out the flame | crusty | Not cleaned, excessive use | Red fire, imperfect flame | 7 | 5 | 7 | 245 | 9 |
| expanded | 6 | 5 | 6 | 180 | 15 | |||||
| failed to get the fire out | 5 | 7 | 5 | 175 | 12 | |||||
| Screw | SUS/MS | to join components together | screw looseness | Unproper installation | vibrating component | 5 | 3 | 5 | 75 | 23 |
| Burner stem | MS | to carry and enrich the gas before being released in the burner | crusty | Not cleaned, excessive use | Imperfect flame | 7 | 5 | 7 | 245 | 10 |
| expanded | 5 | 5 | 6 | 150 | 16 | |||||
| Lighter | MIX | to ignite the flame | red fire, ignition failure | Excessive use, lighter cable problem | No flame | 8 | 7 | 3 | 168 | 1 |
| Pipe hook | MS | to hold up the pipe for it not to move easily | unable attached tightly | Unproper installation | Vibrating pipe | 5 | 3 | 5 | 75 | 24 |
| Knob | Plastic | turning on and off the stove and adjust the burst of the flame | unable attached tightly | Excessive use | No flame | 7 | 8 | 2 | 112 | 3 |
| Stuck from rotation | 7 | 6 | 2 | 84 | 7 | |||||
| Pan Support | MS | to help hold up and stabilize the cookware when cooking | broken/cracked | Overload | Unstable stove | 3 | 2 | 2 | 12 | 27 |
| unstable | 6 | 3 | 3 | 54 | 25 |
Appendix B. Executive Summary of DFMA for Stove Redesign

References
- Smith, S.; Smith, G.; Shen, Y.-T. Redesign for product innovation. Des. Stud. 2012, 33, 160–184. [Google Scholar] [CrossRef]
- Li, Y.; Zhou, M.; Wu, X. Product Innovation Redesign Method Based on Kansei Engineering and Customer Personality Type. Commun. Comput. Inf. Sci. 2020, 1226, 663–670. [Google Scholar]
- Ma, H.; Chu, X.; Xue, D.; Chen, D. Identification of to-be-improved components for redesign of complex products and systems based on fuzzy QFD and FMEA. J. Intell. Manuf. 2016, 30, 623–639. [Google Scholar] [CrossRef]
- Boothroyd, G. Product Design for Manufacture and Assembly; Marcel Dekker Inc.: Basel, Switzerland, 2002. [Google Scholar]
- Boothroyd, G.; Dewhurst, P.; Knight, W.A. Product Design for Manufacturing and Assembly, 3rd ed.; CRC Press, Taylor & Francis Group: Boca Raton, FL, USA, 2011. [Google Scholar]
- Raheja, D.; Gullo, L.J. Design for Reliability; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2012. [Google Scholar]
- Geiger, C.; Sarakakis, G. Data driven design for reliability. In Proceedings of the 2016 Annual Reliability and Maintainability Symposium (RAMS), Tucson, AZ, USA, 25–28 January 2016; pp. 1–6. [Google Scholar] [CrossRef]
- Bowonder, B.; Sharma, K.J. Concurrent engineering: Basis and implementation. Int. J. Manuf. Technol. Manag. 2004, 6, 199–213. [Google Scholar] [CrossRef]
- El-Nounu, A.R.; Popov, A.; Ratchev, S. Redesign methodology for mechanical assembly. Res. Eng. Des. 2018, 29, 107–122. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Parsaei, H.R.; Sullivan, W.G. Concurrent Engineering: Contemporary Issues and Modern Design Tools, 1st ed.; Springer Science Business Media: New York, NY, USA, 1993. [Google Scholar] [CrossRef]
- Holt, R.; Barnes, C. Towards an integrated approach to ‘design for X’: An agenda for decision-based DFX research. Res. Eng. Des. 2010, 21, 123–136. [Google Scholar] [CrossRef]
- Benabdellah, A.C.; Bouhaddou, I.; Benghabrit, A.; Benghabrit, O. A systematic review of design for X techniques from 1980 to 2018: Concepts, applications, and perspectives. Int. J. Adv. Manuf. Technol. 2019, 102, 3473–3502. [Google Scholar] [CrossRef]
- Anderson, D.M. Design for Manufacturability and Assembly; CIM Press: Cambria, CA, USA, 2004. [Google Scholar]
- Paganin, L.; Borsato, M. A Critical Review of Design for Reliability—A Bibliometric Analysis and Identification of Research Opportunities. Procedia Manuf. 2017, 11, 1421–1428. [Google Scholar] [CrossRef]
- Mayda, M.; Choi, S.-K. A reliability-based design framework for early stages of design process. J. Braz. Soc. Mech. Sci. Eng. 2017, 39, 2105–2120. [Google Scholar] [CrossRef]
- Pourgol-Mohammad, M.; Hejazi, A.; Soleimani, M.; Ghasemi, P.; Ahmadi, A.; Jalali-Vahid, D. Design for reliability of automotive systems; case study of dry friction clutch. Int. J. Syst. Assur. Eng. Manag. 2017, 8, 572–583. [Google Scholar] [CrossRef]
- Borchani, M.F.; Hammadi, M.; Ben Yahia, N.; Choley, J.-Y. Integrating model-based system engineering with set-based concurrent engineering principles for reliability and manufacturability analysis of mechatronic products. Concurr. Eng. 2019, 27, 80–94. [Google Scholar] [CrossRef]
- Bin Ahmad, M.N.; Arep, H.; Ain Maidin, N.; Rahman, M.H.; Wahid, M.K.; Osman, M.H. Reducing Product Cost by Implementing DFMA Methodology—Lucas Hull: A Case Study. ESTEEM Acad. J. 2018, 14, 12–23. [Google Scholar]
- Juniani, A.I.; Singgih, M.L.; Karningsih, P.D. Design for Manufacturing, Assembly and Reliability on Product Redesign: Literature Review and Research Direction. In Proceedings of the Second Asia Pacific International Conference on Industrial Engineering and Operations Management, Surakarta, Indonesia, 14–16 September 2021. [Google Scholar]
- Kuo, T.C.; Huang, S.H.; Zhang, H.C. Design for manufacture and design for ‘X’: Concepts, applications, and perspectives. Comput. Ind. Eng. 2001, 41, 241–260. [Google Scholar] [CrossRef]
- Chowdary, B.V.; Richards, M.A.; Gokool, T. An integrated approach for sustainable product design: Concurrent application of DFMA, DFE and CAD/CAE principles and tools. Lat. Am. J. Manag. Sustain. Dev. 2019, 4, 259. [Google Scholar] [CrossRef]
- Ezpeleta, I.; Justel, D.; Bereau, U.; Zubelzu, J. DFA-SPDP, a new DFA method to improve the assembly during all the product development phases. Procedia CIRP 2019, 84, 673–679. [Google Scholar] [CrossRef]
- Dochibhatla, S.V.S.; Bhattacharya, M.; Morkos, B. DETC2017-68126 Evaluating Assembly Design Efficiency: A Comparison between Lucas and Boothroyd-Dewhurst methods. In Proceedings of the International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Cleveland, OH, USA, 6–9 August 2017; pp. 1–20. [Google Scholar]
- Junior, O.C.; Batocchio, A.; Kovalchuk, J.P.B. The White Goods Part Designed Based on DFM/DFA Concepts in a Concurrent Engineering Environment. Braz. J. Oper. Prod. Manag. 2010, 6, 75–100. [Google Scholar]
- Harlalka, A.; Naiju, C.D.; Janardhanan, M.N.; Nielsen, I. Redesign of an in-market food processor for manufacturing cost reduction using DFMA methodology. Prod. Manuf. Res. 2016, 4, 209–227. [Google Scholar] [CrossRef] [Green Version]
- Karningsih, P.D.; Anggrahini, D.; Syafi’I, M.I. Concurrent Engineering Implementation Assessment: A Case Study in an Indonesian Manufacturing Company. Procedia Manuf. 2015, 4, 200–207. [Google Scholar] [CrossRef] [Green Version]
- Cakir, M.C.; Cilsal, O.O. Implementation of a contradiction-based approach to DFM. Int. J. Comput. Integr. Manuf. 2008, 21, 839–847. [Google Scholar] [CrossRef]
- Emmatty, F.J.; Sarmah, S.P. Modular product development through platform-based design and DFMA. J. Eng. Des. 2012, 23, 696–714. [Google Scholar] [CrossRef]
- Barbosa, G.F.; Carvalho, J. Design for manufacturing and assembly methodology applied to aircrafts design and manufacturing. IFAC Proc. Vol. 2013, 46, 116–121. [Google Scholar] [CrossRef]
- Thompson, M.K.; Jespersen, I.K.J.; Kjærgaard, T. Design for manufacturing and assembly key performance indicators to support high-speed product development. Procedia CIRP 2018, 70, 114–119. [Google Scholar] [CrossRef]
- Volotinen, J.; Lohtander, M. The re-design of the ventilation unit with DFMA aspects: Case study in Finnish industry. Procedia Manuf. 2018, 25, 557–564. [Google Scholar] [CrossRef]
- Pinzon, R.; Lascano, S.; Maury-Ramirez, H. Design for Manufacturing and Assembly and CAE Tools—The Case of a Rice Husker. Daaam Int. Sci. B 2012. [Google Scholar] [CrossRef]
- Tasalloti, H.; Eskelinen, H.; Kah, P.; Martikainen, J. An integrated DFMA–PDM model for the design and analysis of challenging similar and dissimilar welds. JMADE 2016, 89, 421–431. [Google Scholar] [CrossRef]
- Ginting, R.; Ali, A.Y. TRIZ or DFMA combined with QFD as product design methodology: A review. Pertanika J. Sci. Technol. 2016, 24, 1–25. [Google Scholar]
- Mesa, J.; Maury, H.; Arrieta, R.; Corredor, L.; Bris, J. A novel approach to include sustainability concepts in classical DFMA methodology for sheet metal enclosure devices. Res. Eng. Des. 2018, 29, 227–244. [Google Scholar]
- Zhang, L.; Chu, X.; Xue, D. Identification of the to-be-improved product features based on online reviews for product redesign. Int. J. Prod. Res. 2019, 57, 2464–2479. [Google Scholar] [CrossRef]
- Butt, J.; Jedi, S. Redesign of an In-Market Conveyor System for Manufacturing Cost Reduction and Design Efficiency Using DFMA Methodology. Designs 2020, 4, 6. [Google Scholar] [CrossRef] [Green Version]
- Wedowati, E.R.; Singgih, M.L.; Gunarta, I.K. Determination of Modules in Pleasurable Design to Fulfil Customer Requirements and Provide a Customized Product in the Food Industry. Designs 2020, 4, 7. [Google Scholar] [CrossRef] [Green Version]
- Favi, C.; Germani, M.; Mandolini, M. Design for Manufacturing and Assembly vs. Design to Cost: Toward a Multi-objective Approach for Decision-making Strategies during Conceptual Design of Complex Products. Procedia CIRP 2016, 50, 275–280. [Google Scholar] [CrossRef] [Green Version]
- Das, D.; Pecht, M. Design for reliability. In Product Reliability, Maintainability, and Supportability Handbook, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2009; pp. 201–217. [Google Scholar]
- Prabowo, R.S.; Setiawan, P.A.; Juniani, A.I.; Wiediartini; Erawati, I. Reliability analysis of hanger shot blast KAZO machine in foundry plant. In Proceedings of the MATEC Web of Conferences, International Mechanical and Industrial Engineering Conference (IMIEC), Malang, Indonesia, 30–31 August 2018; Volume 204. [Google Scholar]
- Kapur, K.C.; Pecht, M. Probabilistic Design for Reliability and the Factor of Safety. In Reliability Engineering, 1st ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2014; pp. 207–222. [Google Scholar]
- Sharp, A.; Andrade, J.; Ruffini, N. Design for reliability for the high reliability fuse. Reliab. Eng. Syst. Saf. 2019, 181, 54–61. [Google Scholar] [CrossRef]
- Araujo, E.B. Using design and process review based on failure modes to improve development process. In Proceedings of the 2017 Annual Reliability and Maintainability Symposium (RAMS), Orlando, FL, USA, 23–26 January 2017. [Google Scholar]
- Khodaygan, S.; Ghaderi, A. Tolerance–reliability analysis of mechanical assemblies for quality control based on Bayesian modeling. Assem. Autom. 2019, 39, 769–782. [Google Scholar] [CrossRef]
- Ma, H.; Chu, X.; Li, Y. An integrated approach to identify function components for product redesign based on analysis of customer requirements and failure risk. J. Intell. Fuzzy Syst. 2019, 36, 1743–1757. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, S.; Zhang, L.; Xue, J.; Sa, R.; Liu, H. Identification of product’s design characteristics for remanufacturing using failure modes feedback and quality function deployment. J. Clean. Prod. 2019, 239, 117967. [Google Scholar] [CrossRef]
- Setiawan, P.A.; Husodo, A.A.; Hamzah, F.; Yuwono, T.; Widodo, W.A. Performance Analysis of Savonius Turbine Disturbed by Cylinder in Front of Returning with Variation of Distance to Perpendicular Fluid Flow. Int. J. Mech. Eng. Robot. Res. 2022, 11, 761–766. [Google Scholar] [CrossRef]
- Salim, M.S.; Lajis, M.A.; Ros, Z.C.; Nawawi, A.; Shamsudin, S.; Yusuf, N.K. Redesigning of Agarwood Extracting Machine Applying DFMA Principle. IOP Conf. Ser. Mater. Sci. Eng. 2019, 637, 012006. [Google Scholar] [CrossRef] [Green Version]
- Farahin, K.; Effendi, M.S.M.; Radhwan, H. Analysis performance on redesign Wing 2 HLK168 drone controller using DFMA approach. AIP Conf. Proc. 2019, 2129, 020163. [Google Scholar]
- Xin, T.J.; Farizuan, R.M.; Radhwan, H.; Shayfull, Z.; Fathullah, M. Redesign of drone remote control using design for manufacturing and assembly (DFMA) method. AIP Conf. Proc 2019, 2129, 020159. [Google Scholar]
- El Hadad, A.M.W.; Hilmi, A.H.B. Reduction of Assembly Time in Rapman 3.1 3D Printer by Redesign of One of the Eight Corners by Using DFMA Method. Int. J. Sales Mark. Manag. 2016, 5, 1–6. [Google Scholar]
- Basarir, B.; Altun, M.C. A redesign procedure to manufacture adaptive façades with standard products. J. Facade Des. Eng. 2018, 6, 77–100. [Google Scholar]
- Sanditya, R.; Juniani, A.I.; Amrullah, H.N.; Wiediartini. Integrated Risk Assessment on Argon Purification Unit Based on FMECA and Fuzzy-AHP. IPTEK J. Technol. Sci. 2020, 31, 249. [Google Scholar] [CrossRef]
- Mandolini, M.; Favi, C.; Campi, F.; Raffaeli, R.A. Knowledge Formalization Approach for Manufacturing Cost Estimation. In Proceedings of the International Conference of the Italian Association of Design Methods and Tools for Industrial Engineering; Springer International Publishing: Modena, Italy, 2020; pp. 279–290. [Google Scholar]
- Ginting, R.; Ishak, A.; Malik, A.F. Product development and design with a combination of design for manufacturing or assembly and quality function deployment: A literature review. AIP Conf. Proc 2020, 2217, 030159-1. [Google Scholar] [CrossRef]
- Juniani, A.I.; Singgih, M.L.; Karningsih, P.D. Proposed Framework of Product Redesign Need Assessment based on Customer Requirement, Complaint, and Failure Analysis. In Proceedings of the International Conference on Industrial Engineering and Operations Management, Istanbul, Turkey, 7–10 March 2022. [Google Scholar]
- Prabowo, R.; Singgih, M.L.; Karningsih, P.D.; Widodo, E. New Product Development from Inactive Problem Perspective in Indonesian SMEs to Open Innovation. J. Open Innov. Technol. Mark. Complex. 2020, 6, 20. [Google Scholar] [CrossRef] [Green Version]
- Favi, C.; Germani, M.; Mandolini, M. A Multi-objective Design Approach to Include Material, Manufacturing and Assembly Costs in the Early Design Phase. Procedia CIRP 2016, 52, 251–256. [Google Scholar] [CrossRef] [Green Version]
- Mandolini, M.; Favi, C.; Peruzzini, M.; Germani, M. A should costing approach for manufacturing companies. Int. J. Agil. Syst. Manag. 2019, 12, 382–406. [Google Scholar] [CrossRef]
- Liew, C.F.; Prakash, J.; Kamaruddin, S.; Ong, K.S. Deployment of an FMEA-Integrated Framework to Improve Operational Performance in Semiconductor Manufacturing: A Case Study. IOP Conf. Ser. Mater. Sci. Eng. 2019, 530, 012040. [Google Scholar] [CrossRef]
- Gu, Y.K.; Cheng, Z.x.; Qiu, G. An improved FMEA analysis method based on QFD and TOPSIS theory. Int. J. Interact. Des. Manuf. 2019, 13, 617–626. [Google Scholar] [CrossRef]
- Fathy, A.; Shaker, A.; Hamid, M.A.; Megahed, A.A. The effects of nano-silica/nano-alumina on fatigue behavior of glass fiber-reinforced epoxy composites. J. Compos. Mater. 2017, 51, 1667–1679. [Google Scholar] [CrossRef]
- Sadoun, A.M.; Najjar, I.M.R.; Abd-Elwahed, M.S.; Meselhy, A. Experimental study on properties of Al–Al2O3 nanocomposite hybridized by graphene nanosheets. J. Mater. Res. Technol. 2020, 9, 14708–14717. [Google Scholar] [CrossRef]
- Mohamed, A.; Mohammed, M.M.; Ibrahim, A.F.; El-Kady, O.A. Effect of nano Al2O3 coated Ag reinforced Cu matrix nanocomposites on mechanical and tribological behavior synthesis by P/M technique. J. Compos. Mater. 2020, 54, 4921–4928. [Google Scholar] [CrossRef]
- Abd-Elwahed, M.S.; Ibrahim, A.F.; Reda, M.M. Effects of ZrO2 nanoparticle content on microstructure and wear behavior of titanium matrix composite. J. Mater. Res. Technol. 2020, 9, 8528–8534. [Google Scholar] [CrossRef]
- Saorín, J.L.; de la Torre-Cantero, J.; Díaz, D.M.; López-Chao, V. Cloud-Based Collaborative 3D Modeling to Train Engineers for the Industry 4.0. Appl. Sci. 2019, 9, 4559. [Google Scholar] [CrossRef] [Green Version]
- Nurcahyanie, Y.D.; Singgih, M.L.; Dewi, D.S. Implementing Online Product Reviews and Muslim Fashion Innovation for Resilience during the New Normal in Indonesia. Sustainability 2022, 14, 2073. [Google Scholar] [CrossRef]
- Shaker, F.; Shahin, A.; Jahanyan, S. Developing a two-phase QFD for improving FMEA: An integrative approach. Int. J. Qual. Reliab. Manag. 2019, 36. [Google Scholar] [CrossRef]
- Shahin, A. Integration of FMEA and the Kano model: An exploratory examination. Int. J. Qual. Reliab. Manag. 2004, 21, 731–746. [Google Scholar] [CrossRef]
- Tang, L.L.; Chen, S.H.; Lin, C.C. Integrating FMEA and the Kano model to improve the service quality of logistics centers. Processes 2021, 9, 51. [Google Scholar] [CrossRef]
Figure 1.
DFMA vs Design to Cost frameworks [39].
Figure 1.
DFMA vs Design to Cost frameworks [39].

Figure 2.
Design for Reliability (basic model) [16].
Figure 2.
Design for Reliability (basic model) [16].

Figure 3.
Design for Manufacturing, Assembly, and Reliability (DFMAR): an implementation approach.

Figure 4.
An integrated framework of DFMAR (proposed model).

Figure 5.
Assembled model of two burner gas stoves.

Figure 6.
Workflow of the used software tools in DFMAR model.

Figure 7.
Maximum stress and minimum factor of safety of the existing stove.

Figure 8.
Specification of redesign of the two-burner stove for innovation.

Figure 9.
DFA analysis total for product redesign.

Figure 10.
Minimum factor of safety and maximum stress of the redesigned stove.

Figure 11.
Loads and maximum displacement of the redesigned stove.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Summary of several studies on the DFMA area.
| Reference | Summary |
|---|---|
| Ezpeleta et al. [22] | Throughout all phases of product development, a novel DFA method for enhancing assembly has been created. |
| Harlalka et al. [25] | Development of a manufacturing cost-reduction model based on DFMA. A food processor was chosen for framework implementation. |
| Cakir and Cilsal [27] | Using the theory of innovative problem solving, a DFM matrix-based access tool was created to assist designers in refining their results in accordance with DFM principles (TRIZ). |
| Emmatty and Sarmah [28] | Integrating function-based modular product architecture, platform-based design, and DFMA into a framework for modular product innovation, with a case study of a watch process. |
| Barbosa and Carvalho [29] | Presenting a guideline which uses the concepts of the DFMA methodology for aircrafts design and manufacturing. |
| Thompson et al. [30] | According to the case of Grundfos A/S, DFMA can be advantageous in high-speed product development contexts for reducing late engineering changes (E. Cs) (global leader of advanced technology pump). |
| Volotinen and Lohtander [31] | The DFMA approach was applied to product redesign. The case study was on a ventilation unit. |
| Pinzon et al. [32] | Integration of DFMA into CAE programs to reduce manufacturing costs, decrease time-to-market, and improve customer satisfaction, product quality, and engineering mechanic outputs. |
| Tasalloti et al. [33] | Weld design and analysis using a CAD-compatible, integrated DFMA–PDM (product data management) model. |
| Ginting and Ali [34] | Combining TRIZ, DFMA, and QFD; this investigation provided a comprehensive analysis for identifying and addressing issues of strength, weakness, and findings. |
| Mesa et al. [35] | In this article, a novel method of incorporating sustainability concepts into the conventional DFMA methodology for sheet metal enclosure devices has been developed. |
| Zhang et al. [36] | Product redesign based on the identification of product features that could be improved based on Internet feedback. |
| Butt and Jedi [37] | TTC conveyor system was redesigned for cost and design gains in efficiency through DFMA methods |
Table 2.
Summary of studies in the DFR area.
| Reference | Summary |
|---|---|
| Sharp et al. [43] | This research identified potential failure modes and recommended design modifications to mitigate them, given that none of the concept designs can meet the generated reliability requirement. This article employs two methodologies: Probabilistic Design and Physics of Failure Analysis. |
| Araujo [44] | This research demonstrated the employment of a failure-mode-based product design and manufacturing process review, as well as reducing reliability concerns owing to design flaws, lowering quality costs, and launching a successful new product and process. |
| Pourgol-Muhammad et al. [16] | An integrated method has been developed using the DFR of a vehicle system and considering its safety-critical components. The system was represented using a block diagram of dependability and then simulated using the Monte Carlo method. |
| Mayda and Choi [15] | This research assigned for early stages of the design process. The proposed framework of reliability-based design, was effective to achieve reliable design solutions that had uncertain quantitative characteristics to be used further in probabilistic structural analysis. |
| Khodaygan and Ghaderi [45] | A framework for reliability-based design was provided for the early phases of the design process. The novel framework was useful for achieving trustworthy design solutions with unknown quantitative features, which could then be employed in probabilistic structural analysis. |
| Ma, Chu, and Li [46] | An integrated strategy for identifying product function components for redesign based on a study of customer requirements and failure risk. |
| Borchani et al. [17] | This research developed integrated model-based systems engineering and concurrent engineering principles. This development model is presented to analyze the reliability and manufacturability of mechatronic products. |
| Paganin and Borsato [14] | Collecting and describing a structure literature review of Design for Reliability. |
Table 3.
Preliminary research in product redesign.
| Article | Objectives | Case Study | Tools & Consideration |
|---|---|---|---|
| Salim et al. [49] | Using the DFMA approach and design efficiency on two different designs | Agarwood extracting oil machines | Assembly time, total cost, number of parts, design efficiency |
| L.Zhang et al. [47] | Identifying features to be improved with manufacturing costs, redesign lead time, and technical risks consideration | Smartphones | Data mining, online review, redesign index, optimization model, Phyton |
| Farahin et al. [50] | Design improvement of the Wing 2 HLK168 Drone Controller based on the DFMA method | Drone controller | Catia, assembly cost & time, Boothroyd model |
| Xin et al. [51] | Product redesign through the assembly process with considerations of manual handling time, manual insertion time, total assembly time, and design efficiency using the DFMA method | Drone remote control | DFMA, CAD, design efficiency |
| Ma, Chu and Li [3] | Using fuzzy QFD and FMEA to improve the design of selected components in complex products and systems | Crawler crane | QFD, FMEA, fuzzy, directed causality relationship model |
| Butt and Jedi [37] | Using the DFMA methodology for manufacturing cost reduction and design efficiency | Dust filter tool | DFMA, Pugh controlled convergence |
| El-Nounu et al. [9] | Examining existing design for assembly approaches in light of specific issues that come with legacy product redesign | Butterfly bracket | DFA |
| Hadad and Hilmi [52] | Assembly time reduction on the Rapman 3.1 3d Printer through the DFMA approach | Printer | DFMA, assembly time |
| Basarir and Cem Altun [53] | Development of manufacturing process redesign procedures on adaptive facades with standard products. | Sunscreen panel | Reverse engineering, DFMA |
| Harlalka et al. [25] | Development of product redesign concepts to reduce the number of components and manufacturing costs with DFM and CAD approaches | Food processor | DFMA, CAD, cost modelling |
Table 4.
CAD modelling of gas stove parts (existing product).
| Sequence | Part Name | Repeat Count | Dimension | Make (M)/Buy (B) | Material | 3D Model |
|---|---|---|---|---|---|---|
| 1 | Main plate body | 1 | 715 × 383 × 90; t = 0.5 | M | SUS/MS |  |
| 2 | Side plate | 2 | 383 × 90 × 20; t = 0.5 | M | MS |  |
| 3 | Support base | 1 | 40 × 35 × 15; t = 0.5 | M | MS |  |
| 4 | Transversal stiffener plate | 1 | 383 × 100 × 84; t = 0.5 | M | MS |  |
| 5 | Bottom plate | 1 | 715 × 90 × 40; t = 0.5 | M | MS |  |
| Ff6 | Longitudinal stiffener plate | 1 | 714 × 37 × 15; t = 0.5 | M | MS |  |
| 7 | Support pillar base | 4 | 63 × 63 × 5; t = 0.5 | M | MS |  |
| 8 | Pads | 4 | ø18; h = 16 | B | Rubber |  |
| 9 | Burner cap | 2 | ø82; h = 20; t = 0.5 | B | Brass |  |
| 10 | Burner stem | 2 | Consisting of 4 components:
| M | MS |  |
| 11 | Lighter | 2 | 98 × 77 × 45 | B | MIX |  |
| 12 | Inner pipe line | 1 | Consisting of 3 components:
| M | MS |  |
| 13 | Pipe hook | 3 | 44 × 27 × 15; t = 1 | M | MS |  |
| 14 | Knob | 2 | ø86; h = 30 | B | Plastic |  |
| 15 | Screw | 43 | 80 × 80 × 10 | B | SUS/MS |  |
| 16 | Pan support | 2 | Consistint of 2 components:
| M | MS |  |
| 17 | Burner cup | 2 | ø80; h = 20; t = 0.5 | B | MS |  |
Table 5.
CAD modelling of gas stove parts (product redesign).
| Sequence | Part Name | Repeat Count | Dimension | Make (M)/Buy (B) | Material | 3D Model |
|---|---|---|---|---|---|---|
| 1 | Pads | 4 | ø18, h = 16, | B | Rubber |  |
| 2 | Bottom body plate | 1 | 383 × 90 × 20; t = 0.5 | M | MS |  |
| 3 | Transversal stiffener plate | 1 | 383 × 100 × 84; t = 0.5 | M | MS |  |
| 4 | Support base | 1 | 40 × 35 × 15; t = 0.5 | M | MS |  |
| 5 | Longitudinal stiffener plate | 1 | 714 × 37 × 15; t = 0.5 | M | MS |  |
| 6 | Inner pipe line | 1 | Consisting of 3 components:
| M | MS |  |
| 7 | Burner cup | 2 | ø80, h = 20, t = 0.5 | M | MS |  |
| 8 | Burner cap | 2 | ø82, h = 20, t = 0.5 | M | brass |  |
| 9 | Burner stem | 2 | Consisting of 4 components:
| M | MS |  |
| 10 | Lighter | 2 | 98 × 77 × 45 | B | MIX |  |
| 11 | Pipe hook | 3 | 44 × 27 × 15; t = 1 | M | MS |  |
| 12 | Upper body plate | 1 | 715 × 383 × 90; t = 0.5 | M | SUS/MS |  |
| 13 | Pan support | 2 | Consisting of 2 components:
| M | MS |  |
| 14 | Screw | 35 | 80 × 80 × 10 | B | SUS/MS |  |
Table 6.
Comparative analysis of the redesigned and existing stoves.
| Evaluation Parameter | Existing Design | Redesign Stove | |
|---|---|---|---|
| Per product data | Entries | 135 | 96 |
| Number of different entries | 26 | 22 | |
| Total assembly labor time | 719.8 | 651.59 | |
| Weight | 6.13 | 6.39 | |
| Per product cost | Labor cost | 9.35 | 6.39 |
| Mfg. part cost ($) | 8.12 | 6.40 | |
| Total cost without tooling ($) | 17.47 | 12.78 | |
| Assembly cost ($) | 0.00 | 0.00 | |
| Manuf. tooling cost ($) | 2.85 | 6.43 | |
| Total cost ($) | 20.32 | 19.21 | |
| Production data | Product life volume | 10,000 | 10,000 |
| Overall plant efficiency, % | 85.00 | 85.00 | |
| Labor rate | 30.00 | 30.00 | |
| Production life costs | Labor cost | 9.35 | 6.39 |
| Mfg. part cost ($) | 8.12 | 6.40 | |
| Total cost without tooling ($) | 17.47 | 12.78 | |
| Assembly cost ($) | 0.00 | 0.00 | |
| Manuf. tooling cost ($) | 2.85 | 6.43 | |
| Total cost ($) | 20.32 | 19.21 | |
| DFA index | Minimum number of items | 48.00 | 41.00 |
| DFA index | 14.90 | 18.70 | |
| Reliability prediction-based FEA | Maximum stress (MPa) | 421.9 | 199.1 |
| Maximum displacement (mm) | 3.022 | 0.936 | |
| Minimum factor of safety | 0.5884 | 1.247 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Juniani, A.I.; Singgih, M.L.; Karningsih, P.D. Design for Manufacturing, Assembly, and Reliability: An Integrated Framework for Product Redesign and Innovation. Designs 2022, 6, 88. https://doi.org/10.3390/designs6050088
AMA Style
Juniani AI, Singgih ML, Karningsih PD. Design for Manufacturing, Assembly, and Reliability: An Integrated Framework for Product Redesign and Innovation. Designs. 2022; 6(5):88. https://doi.org/10.3390/designs6050088
Chicago/Turabian StyleJuniani, Anda Iviana, Moses Laksono Singgih, and Putu Dana Karningsih. 2022. "Design for Manufacturing, Assembly, and Reliability: An Integrated Framework for Product Redesign and Innovation" Designs 6, no. 5: 88. https://doi.org/10.3390/designs6050088