
Influence of Compaction Energy on the Mechanical Performance of Hot Mix Asphalt with a Reclaimed Asphalt Pavement (RAP) and Rejuvenating Additive

 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Plan
2.2. Materials
2.2.1. Mineral Aggregates
2.2.2. Reclaimed Asphalt Pavement (RAP)
2.2.3. Asphalt Binders
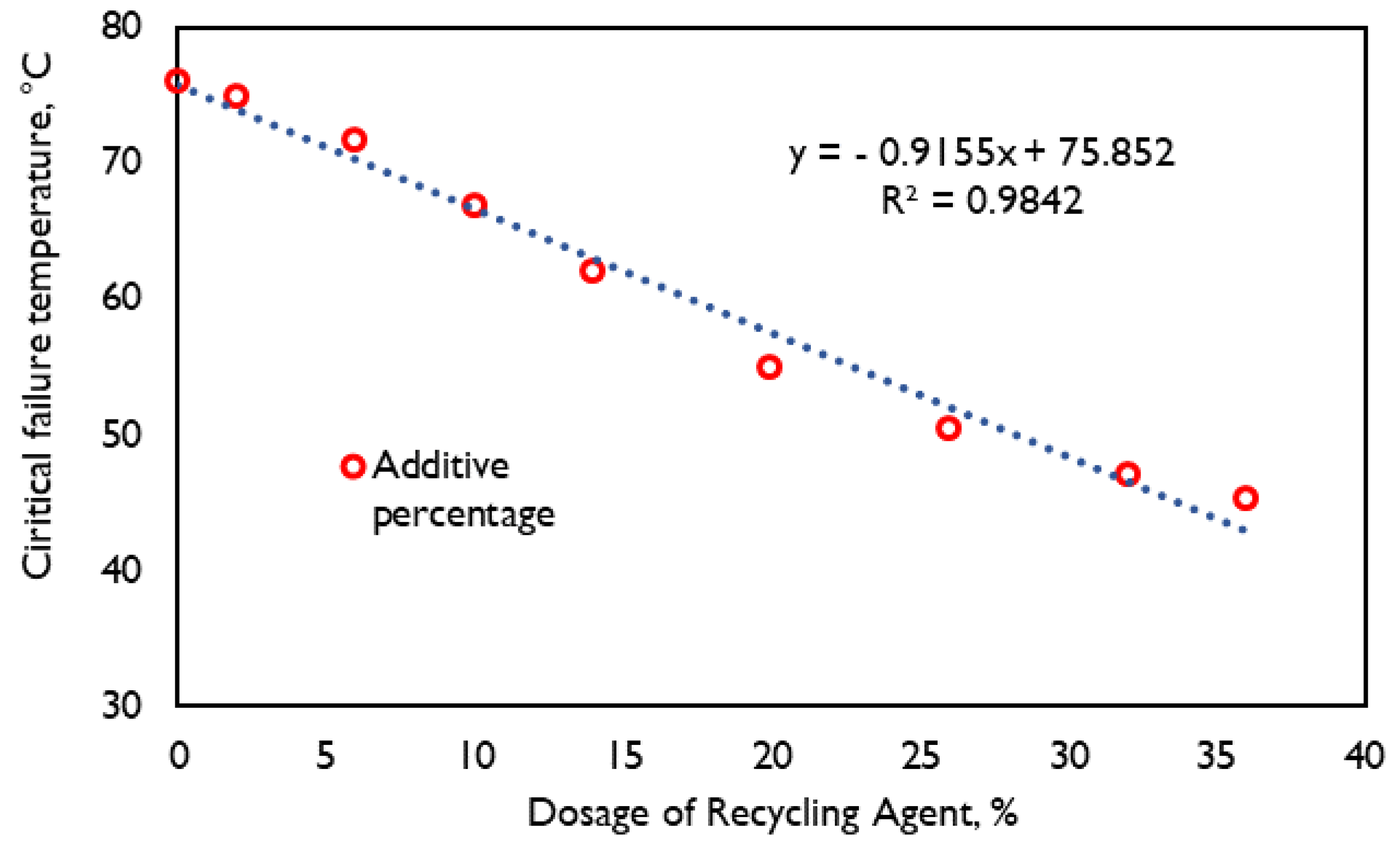
2.2.4. Rejuvenating Additive
2.2.5. HMA Design
2.2.6. Fabrication of the Test Specimens
2.3. Performance Tests
2.3.1. Assessing Rutting Susceptibility and Moisture Damage Using HWTT
2.3.2. Fracture Energy and Cracking Potential
3. Results and Discussion
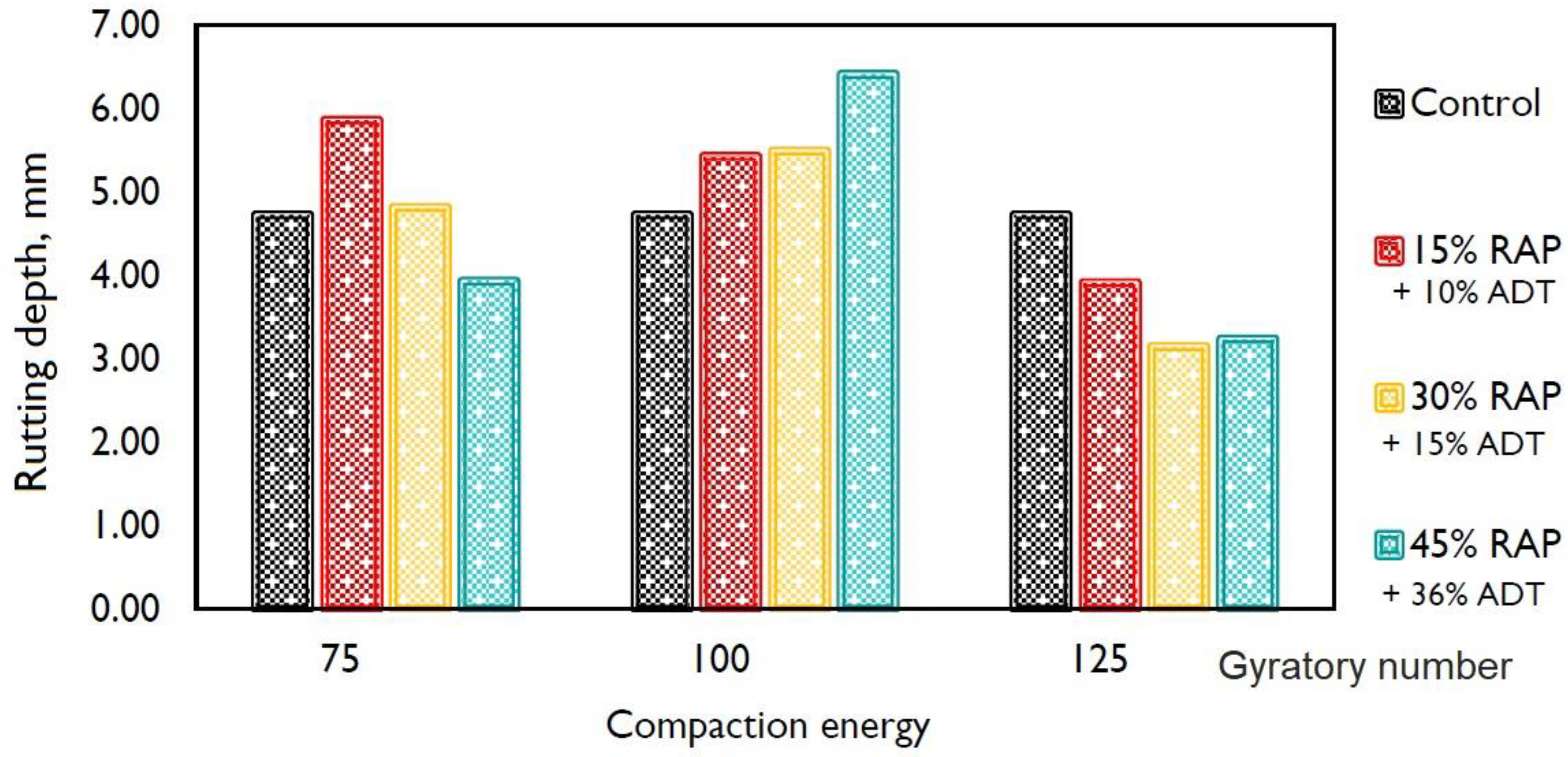
3.1. Results of Rutting Susceptibility and Moisture Damage Assessment Using HWTT
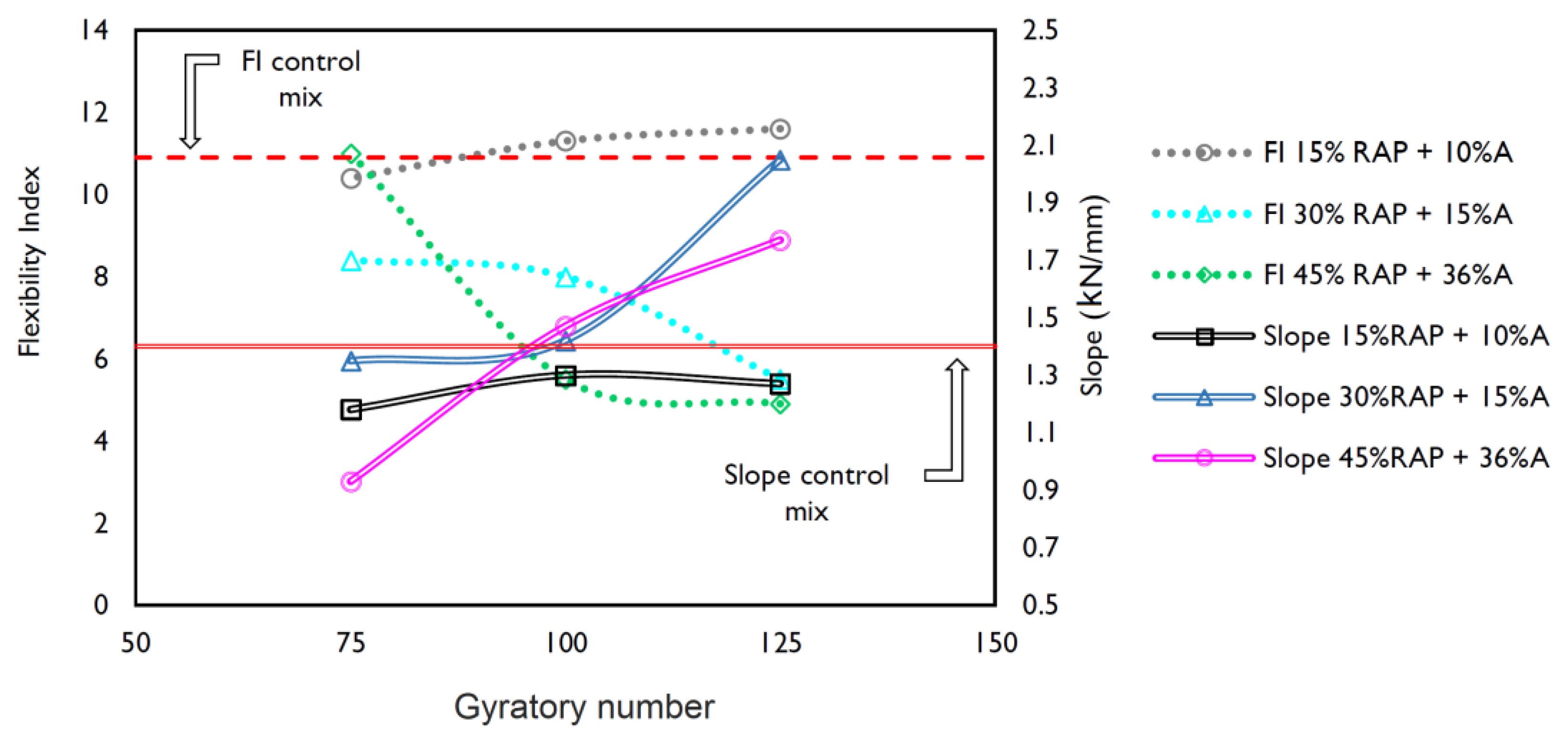
3.2. Fracture Energy and Cracking Potential Using the I-FIT
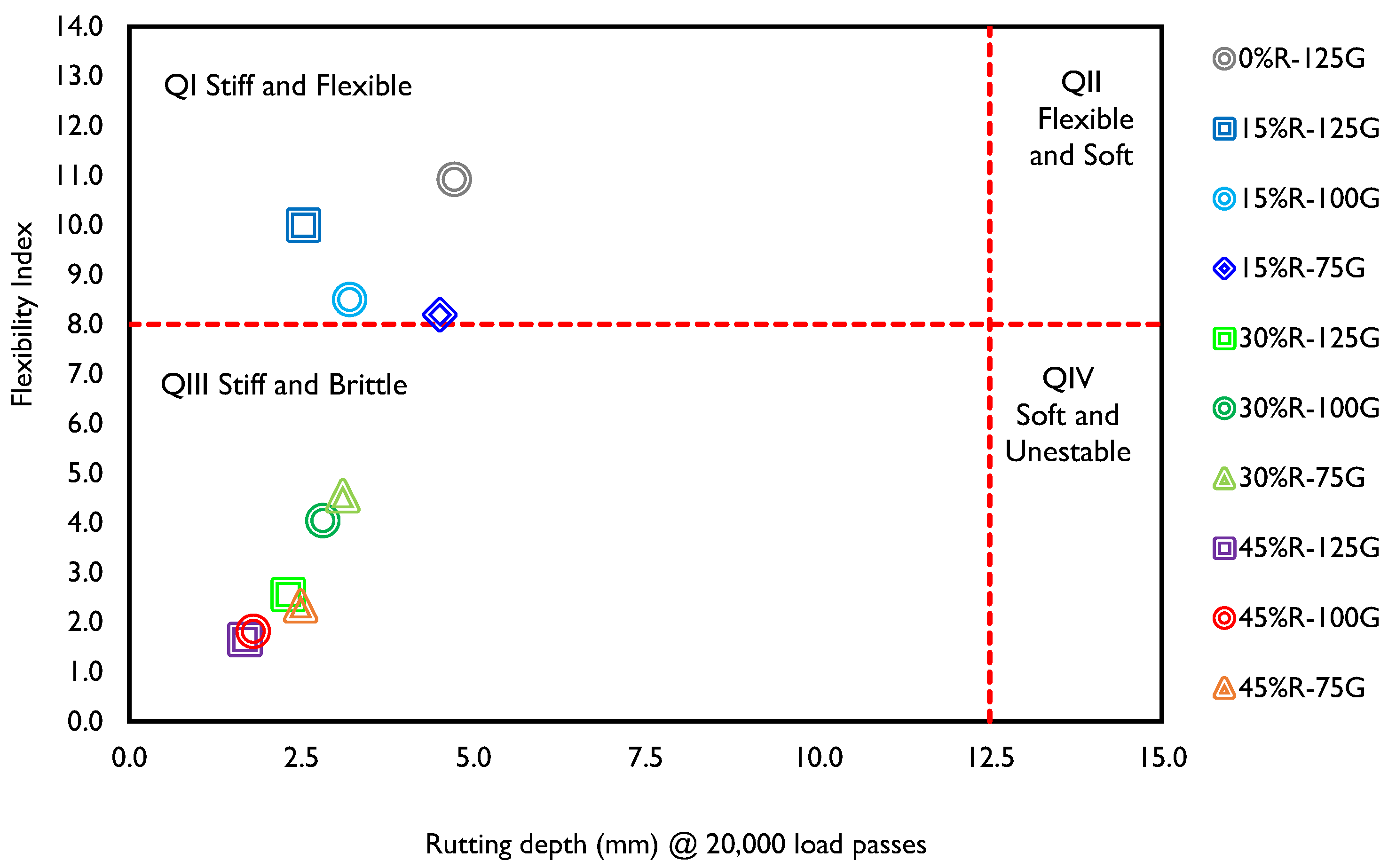
3.3. Performance Interaction Diagram Analysis (Illinois Balanced Mix Design)
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chen, J.-S.; Wang, C.-H.; Huang, C.-C. Engineering Properties of Bituminous Mixtures Blended with Second Reclaimed Asphalt Pavements (R2AP). Road Mater. Pavement Des. 2009, 10, 129–149. [Google Scholar] [CrossRef]
- McDaniel, R.S.; Anderson, R.M. Recommended Use of Reclaimed Asphalt Pavement in the Superpave Mix Design Method: Technician’s Manual (No. Project D9-12 FY’97); National Research Council (US), Transportation Research Board: Washington, DC, USA, 2001; p. 461.
- Alarcon Ibarra, J. Estudio del Comportamiento de Mezclas Bituminosas Recicladas en Caliente en Planta. Ph.D. Thesis, Universitat Politècnica de Catalunya (UPC), Barcelona, Italy,, 2003. [Google Scholar]
- Asphalt Recycling and Reclaiming Association. Hot In-Place Recycling. In Proceedings of the Presented by the Hot In-Place Recycling Technical Committee, ARRA Convention. Available online: https://www.fhwa.dot.gov/pavement/recycling/98042/09.cfm (accessed on 26 July 2023).
- Lyubarskaya, M.A.; Merkusheva, V.S.; Osian, P.A.; Ilin, A.A.; Svintsov, E.S. Integrated Approach to Using Technology of Reclaimed Asphalt Pavement (RAP). Procedia Eng. 2017, 189, 860–866. [Google Scholar] [CrossRef]
- Santos, J.; Flintsch, G.; Ferreira, A. Environmental and economic assessment of pavement construction and management practices for enhancing pavement sustainability. Resour. Conserv. Recycl. 2017, 116, 15–31. [Google Scholar] [CrossRef]
- Tran, B. Maximising Reclaimed Asphalt Pavement (RAP) Content in Hot Mix Asphalt (HMA). Ph.D. Thesis, Swinburne University of Technology, Hawthorn, Australia, 2014. [Google Scholar]
- Widyatmoko, I. Mechanistic-empirical mixture design for hot mix asphalt pavement recycling. Constr. Build. Mater. 2008, 22, 77–87. [Google Scholar] [CrossRef]
- Zaumanis, M.; Mallick, R.B.; Frank, R. 100% recycled hot mix asphalt: A review and analysis. Resour. Conserv. Recycl. 2014, 92, 230–245. [Google Scholar] [CrossRef]
- Pakes, A.A.; Edil, T.B. Environmental Benefits of Using Recycled Materials. In Proceedings of the WCPA Annual Concrete Pavement Workshop, Pewaukee, WI, USA, 9–11 February 2022. [Google Scholar]
- Copeland, A. Reclaimed Asphalt Pavement in Asphalt Mixtures: State of the Practice; United States, Federal Highway Administration, Office of Research: Washington, DC, USA, 2011.
- Al-Qadi, I.L.; Aurangzeb, Q.; Carpenter, S.H.; Pine, W.J.; Trepanier, J. Impact of High RAP Contents on Structural and Performance Properties of Asphalt Mixtures; 0197-9191; University of Illinois, Urbana-Champaign: Champaign, IL, USA, 2012. [Google Scholar]
- Colbert, B.; You, Z. The determination of mechanical performance of laboratory produced hot mix asphalt mixtures using controlled RAP and virgin aggregate size fractions. Constr. Build. Mater. 2012, 26, 655–662. [Google Scholar] [CrossRef]
- Faisal, H.M.; Mannan, U.A.; Rahman, A.; Hasan, M.M.; Tarefder, R.A. Effects of RAP Sources for Performance Testing of Asphalt Concrete. In Proceedings of the International Conference on Highway Pavements and Airfield Technology 2017 American Society of Civil Engineers, Philadelphia, PA, USA, 27–30 August 2017. [Google Scholar]
- Tapsoba, N.; Sauzéat, C.; Di Benedetto, H.; Baaj, H.; Ech, M. Behaviour of asphalt mixtures containing reclaimed asphalt pavement and asphalt shingle. Road Mater. Pavement Des. 2014, 15, 330–347. [Google Scholar] [CrossRef]
- Kim, M.; Mohammad, L.N.; Jordan, T.; Cooper, S.B. Fatigue performance of asphalt mixture containing recycled materials and warm-mix technologies under accelerated loading and four point bending beam test. J. Clean. Prod. 2018, 192, 656–664. [Google Scholar] [CrossRef]
- Golchin, B.; Mansourian, A. Evaluation of fatigue properties of asphalt mixtures containing reclaimed asphalt using response surface method. Int. J. Transp. Eng. 2017, 4, 335–350. [Google Scholar] [CrossRef]
- Mannan, U.A.; Islam, M.R.; Tarefder, R.A. Effects of recycled asphalt pavements on the fatigue life of asphalt under different strain levels and loading frequencies. Int. J. Fatigue 2015, 78, 72–80. [Google Scholar] [CrossRef]
- Izaks, R.; Haritonovs, V.; Klasa, I.; Zaumanis, M. Hot Mix Asphalt with High RAP Content. Procedia Eng. 2015, 114, 676–684. [Google Scholar] [CrossRef]
- Ahmed, A.; Aziz, S.R.; Hossain, M.; Heptig, B. Evaluation of Semicircular Bending Test for Assessing Cracking Potential of Superpave Mixtures with High Reclaimed Asphalt Pavement Content. In Airfield and Highway Pavements 2015; ASCE, Ed.; American Society of Civil Engineers: Miami, FL, USA, 2015; pp. 1–8. [Google Scholar] [CrossRef]
- Behnia, B.; Ahmed, S.; Dave, E.V.; Buttlar, W.G. Fracture Characterization of Asphalt Mixtures with Reclaimed Aphalt Pavement. Int. J. Pavement Res. Technol. 2010, 3, 72–78. [Google Scholar]
- Johnson, E.; Watson, M.; Olson, R.C.; Moon, K.H.; Turos, M.; Marasteanu, M. Recycled Asphalt Pavement: Study of High-RAP Asphalt Mixtures on Minnesota County Roads; Minnesota Department of Transportation: Saint Paul, MN, USA, 2013.
- Saha, R.; Karki, B.; Berg, A.; Melaku, R.; Gedafa, D. Effect of RAP on Cracking and Rutting Resistance of HMA Mixes. In Proceedings of the International Conference on Highway Pavements and Airfield Technology 2017 American Society of Civil Engineers, Philadelphia, PA, USA, 27–30 August 2017; pp. 86–94. [Google Scholar]
- Xie, Z.; Tran, N.; Taylor Adam, J.; Turnera, P. Laboratory Evaluation of Effect of Addition Methods of Rejuvenators on Properties of Recycled Asphalt Mixtures. J. Mater. Civ. Eng. 2020, 32, 04020101. [Google Scholar] [CrossRef]
- Foroutan Mirhosseini, A.; Tahami, S.A.; Hoff, I.; Dessouky, S.; Ho, C.-H. Performance evaluation of asphalt mixtures containing high-RAP binder content and bio-oil rejuvenator. Constr. Build. Mater. 2019, 227, 116465. [Google Scholar] [CrossRef]
- Walther, A.; Büchler, S.; Cannone Falchetto, A.; Wang, D.; Riccardi, C.; Wistuba, M.P. Experimental investigation on asphalt mixtures prepared with reclaimed asphalt pavement and rejuvenators based on the BTSV method. Road Mater. Pavement Des. 2019, 20, 1695–1708. [Google Scholar] [CrossRef]
- Aurangzeb, Q.; Al-Qadi, I.L.; Abuawad, I.M.; Pine, W.J.; Trepanier, J.S. Achieving Desired Volumetrics and Performance for Mixtures with High Percentage of Reclaimed Asphalt Pavement. Transp. Res. Rec. 2012, 2294, 34–42. [Google Scholar] [CrossRef]
- Haddadi, S.S.; Coleri, E.; Sreedhar, S. Strategies to improve performance of reclaimed asphalt pavement-recycled asphalt shingle mixtures. Int. J. Pavement Eng. 2021, 22, 201–212. [Google Scholar] [CrossRef]
- Zaumanis, M.; Cavalli, M.C.; Poulikakos, L.D. Design of 100% RAP hot-mix asphalt to balance rutting and cracking performance. In Proceedings of the International Society for Asphalt Pavements, Fortaleza, Brazil, 19–22 June 2018; pp. 1–7. [Google Scholar]
- Zhou, F. Balanced RAP–RAS–Recycling Agent Mix Design for Project-Specific Conditions. In Proceedings of the Innovations in Asphalt Mixture Design Procedures, Washington, DC, USA; pp. 44–59.
- Mogawer, W.S.; Austerman, A.J.; Kluttz, R.; Puchalski, S. Using Polymer Modification and Rejuvenators to Improve the Performance of High Reclaimed Asphalt Pavement Mixtures. Transp. Res. Rec. 2016, 2575, 10–18. [Google Scholar] [CrossRef]
- Sanchez-Castillo, X.A.; Tighe, S.L. Improving the Selection of Virgin Binders for Recycled Hot Mixtures in Ontario. Int. J. Transp. Sci. Technol. 2015, 4, 47–59. [Google Scholar] [CrossRef]
- Shao, H.; Sun, L.; Liu, L.; You, Z.; Yang, X. A novel double-drum mixing technique for plant hot mix asphalt recycling with high reclaimed asphalt pavement content and rejuvenator. Constr. Build. Mater. 2017, 134, 236–244. [Google Scholar] [CrossRef]
- Zhang, J.; Simate, G.S.; Hu, X.; Souliman, M.; Walubita, L.F. Impact of recycled asphalt materials on asphalt binder properties and rutting and cracking performance of plant-produced mixtures. Constr. Build. Mater. 2017, 155, 654–663. [Google Scholar] [CrossRef]
- Bonaquist, R. Impact of mix design on asphalt pavement durability. In Proceedings of the Enhancing the Durability of Asphalt Pavements, Washington, DC, USA, 13 January 2013; pp. 1–17. Available online: http://elibrary.pcu.edu.ph:9000/digi/NA02/2014/22286.pdf#page=10 (accessed on 26 July 2023).
- West, R.C.; Rodezno, C.; Leiva, F.; Taylor, A.J. Regressing Air Voids for Balanced HMA Mix Design [Final Report]; Wisconsin Department of Transportation: Madison, WI, USA, 2018.
- Fee, F.; Buchanan, S.; Cooper, S., III; Mohammad, L.; Ozer, H.; Al-Qadi, I.; Zhou, F.; Bennert, T.; Haddock, J.; Aschenbrener, T. Innovations in asphalt mixture design procedures. In Proceedings of the Transportation Research Circular, Washington, DC, USA; pp. 1–14. Available online: https://onlinepubs.trb.org/onlinepubs/circulars/ec237.pdf (accessed on 26 July 2023).
- Yu, X.; Zaumanis, M.; dos Santos, S.; Poulikakos, L.D. Rheological, microscopic, and chemical characterization of the rejuvenating effect on asphalt binders. Fuel 2014, 135, 162–171. [Google Scholar] [CrossRef]
- Zaumanis, M.; Mallick, R.B.; Frank, R. Evaluation of Rejuvenator’s Effectiveness with Conventional Mix Testing for 100% Reclaimed Asphalt Pavement Mixtures. Transp. Res. Rec. 2013, 2370, 17–25. [Google Scholar] [CrossRef]
- Ozer, H.; Al-Qadi, I.L.; Lambros, J.; El-Khatib, A.; Singhvi, P.; Doll, B. Development of the fracture-based flexibility index for asphalt concrete cracking potential using modified semi-circle bending test parameters. Constr. Build. Mater. 2016, 115, 390–401. [Google Scholar] [CrossRef]
- Mogawer, W.S.; Austerman, A.; Al-Qadi, I.L.; Buttlar, W.; Ozer, H.; Hill, B. Using binder and mixture space diagrams to evaluate the effect of re-refined engine oil bottoms on binders and mixtures after ageing. Road Mater. Pavement Des. 2017, 18, 154–182. [Google Scholar] [CrossRef]
- Espinoza-Luque, A.F. University of Illinois at Urbana-Champaign Illinois Center for Transportation Rantoul, IL IAPA Finkbiner Memorial Scholarship Report “Durability Enhancement of Asphalt Concrete by Utilizing Rejuvenators” Prepared for the IAPA Scholarship Board; University of Illinois at Urbana-Champaign, Illinois Center for Transportation Rantoul: Rantoul, IL, USA, 2018; pp. 1–12. [Google Scholar]
- Al-Qadi, I.L.; Ozer, H.; Lambros, J.; Khatib, A.E.; Singhvi, P.; Khan, T.; Rivera-Perez, J.; Doll, B. Testing Protocols to Ensure Performance of High Asphalt Binder Replacement Mixes Using RAP and RAS; Illinois Center for Transportation: Rantoul, IL, USA, 2015; p. 191. [Google Scholar]
- Shiva Kumar, G.; Suresha, S.N. State of the art review on mix design and mechanical properties of warm mix asphalt. Road Mater. Pavement Des. 2019, 20, 1501–1524. [Google Scholar] [CrossRef]
- Zaumanis, M.; Poulikakos, L.D.; Partl, M.N. Performance-based design of asphalt mixtures and review of key parameters. Mater. Des. 2018, 141, 185–201. [Google Scholar] [CrossRef]
- Lizárraga, J.M.; Ramírez, A.; Díaz, P.; Marcobal, J.R.; Gallego, J. Short-term performance appraisal of half-warm mix asphalt mixtures containing high (70%) and total RAP contents (100%): From laboratory mix design to its full-scale implementation. Constr. Build. Mater. 2018, 170, 433–445. [Google Scholar] [CrossRef]
- Guler, M. Effects of Mix Design Variables on Mechanical Properties of Hot Mix Asphalt. J. Transp. Eng. 2008, 134, 128–136. [Google Scholar] [CrossRef]
- Muñoz-Cáceres, O.; Raposeiras, A.C.; Movilla-Quesada, D.; Castro-Fresno, D.; Lagos-Varas, M.; Andrés-Valeri, V.C.; Valdés-Vidal, G. Mechanical performance of sustainable asphalt mixtures manufactured with copper slag and high percentages of reclaimed asphalt pavement. Constr. Build. Mater. 2021, 304, 124653. [Google Scholar] [CrossRef]
- AASHTO 323; Standard Specification for Superpave Volumetric Mix Design. American Association of State Highway and Transportation Officials: Washington, DC, USA, 2017.
- AASHTO R35; Standard Practice for Superpave Volumetric Design for Asphalt Mixtures. American Association of State Highway and Transportation Officials: Washington, DC, USA, 2017; Volume Group 3.
- ASTM D2172; Standard Test Methods for Quantitative Extraction of Bitumen from Bituminous Paving Mixtures. American Society for Testing and Materials: West Conshohocken, PA, USA, 2011.
- ATSM D1856; Standard Test Method for Recovery of Asphalt from Solution by Abson Method 1. Annual Book of American Society for Testing Materials Standards: Philadelphia, PA, USA, 2009; Volume 9.
- AASHTO T315; Determining the Low-Temperature Rheological Properties of Asphalt Binder Using a Dynamic Shear Rheometer (DSR). In Report 4FP; Highway and Transportation Officials: Washington, DC, USA, 2015; Volume 8.
- AASHTO T313. 125; Standard Method of Test for Determining the Flexural Creep Stiffness of Asphalt Mixtures Using the Bending Beam Rheometer (BBR). American Association of State Highway and Transportation Officials: Washington, DC, USA, 2016.
- AASHTO T324; Standard Method of Test for Hamburg Wheel-Track Testing of Compacted Asphalt Mixtures. American Association of State Highway Transportation Officials: Washington, DC, USA, 2019.
- AASHTO TP124; Standard Method of Test for Determining the Fracture Potential of Asphalt Mixtures Using the Illinois Flexibility Index Test (I-FIT) 2018. American Association of State Highway and Transportation: Washington, DC, USA, 2019.
- Ozer, H.; Al-Qadi, I.L.; Singhvi, P.; Khan, T.; Rivera-Perez, J.; El-Khatib, A. Fracture Characterization of Asphalt Mixtures with High Recycled Content Using Illinois Semicircular Bending Test Method and Flexibility Index. Transp. Res. Rec. 2016, 2575, 130–137. [Google Scholar] [CrossRef]
- Al-Qadi, I.L.; Lippert, D.L.; Wu, S.; Ozer, H.; Renshaw, G.; Murphy, T.R.; Butt, A.; Gundapuneni, S.; Trepanier, J.S.; Vespa, J.W. Utilizing Lab Tests to Predict Asphalt Concrete Overlay Performance; Illinois Center for Transportation: Rantoul, IL, USA, 2017; p. 84. [Google Scholar]
- Singhvi, P.; Ozer, H.; Al-Qadi, I.L. Environmental and Functional Benefits and Trade-Offs of Hot In-Place Recycling Treatment Techniques: Final Project Report; University of Illinois at Urbana Champaign: Champaign, IL, USA, 2016. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Standard Test Method | Aggregate | ||
|---|---|---|---|---|
| 19.0 mm | 9.50 mm | Crushed Sand | ||
| Los Angeles abrasion % | ASTM C131 | 10.9 | 13.4 | - |
| Micro-deval degradation, % | ASTM D6928 | 9.5 | 6.9 | - |
| Sodium sulfate soundness, % | ASTM C88 | 7.2 | 2.3 | - |
| Fracture particles (two faces), % | ASTM D5821 | 95.8 | 96.3 | - |
| Flat and elongated particles (5:1), % | ASTM D4791 | 6.2 | 5.5 | - |
| Sand equivalent, % | ASTM D2419 | - | - | 73.0 |
| Fine angularity, % | AASHTO T304 | - | - | 41.8 |
| Methylene blue adsorption value, mL/g | AMAAC recommendation RA/05 | - | - | 14.0 |
| Property | Standard Test Method | Result | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Binder content, % | ASTM D2172 | 5.30 | ||||||||
| Theoretical Maximum Specific Gravity, Gmm | ASTM D2041 | 2.451 | ||||||||
| Size distribution—AASHTO T27 | ||||||||||
| Sieve | 3/4″ | 1/2″ | 3/8” | No. 4 | No. 8 | No. 16 | No. 30 | No. 50 | No. 100 | No. 200 |
| % Passing | 100.0 | 98.0 | 94.6 | 65.1 | 45.8 | 29.1 | 19.6 | 13.6 | 9.7 | 4.4 |
| Dynamic Shear Rheometer (RTFO binder)—AASHTO T315 | ||||||||||
| Test temperature [°C] | δ [°] | G* [kPa] | G*/Senδ | Critical failure temperature [°C] | ||||||
| 112 | 67.3 | 3.38 | 3.67 | 117.2 | ||||||
| Dynamic Shear Rheometer (DSR) [53] | |||
| Property | Control parameter | Temperature, °C | Result |
| High temperature (Original) | G*/Senδ ≥ 1.0 kPa | 76 | 1.07 |
| High temperature (RTFO) | G*/Senδ ≥ 2.2 kPa | 76 | 5.07 |
| Intermediate temperature (PAV) | G* × Senδ ≤ 5000 kPa | 31 | 1365.93 |
| Multi-stress creep recovery (MSCR-AASHTO TP70) | Jnr3.2 kPa | 76 | 1.36 |
| %RE3.2 kPa | 19.31 | ||
| Bending Beam Rheometer (BBR) [54] | |||
| Property | Control parameter | Temperature, °C | Result |
| Creep stiffness | St ≤ 300 MPa | −12 | 100.93 |
| Creep slope | m-value ≥ 0.300 | 0.303 | |
| Evaluated Property | Control Mix | HMA 15% RAP | HMA 30% RAP | HMA 45% RAP | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Gyratory number | 125 | 125 | 100 | 75 | 125 | 100 | 75 | 125 | 100 | 75 |
| New binder | 6.5 | 5.0 | 5.4 | 5.7 | 3.8 | 4.0 | 4.6 | 2.9 | 3.4 | 3.7 |
| Total binder | 6.5 | 5.7 | 6.1 | 6.4 | 5.3 | 5.5 | 6.0 | 5.1 | 5.6 | 5.8 |
| Va, % | 3.9 | 4.0 | 3.9 | 4.0 | 3.9 | 3.9 | 3.9 | 3.9 | 3.9 | 4.0 |
| Gmm | 2.517 | 2.533 | 2.517 | 2.500 | 2.517 | 2.509 | 2.496 | 2.507 | 2.481 | 2.471 |
| Gmb | 2.417 | 2.431 | 2.419 | 2.398 | 2.419 | 2.410 | 2.398 | 2.410 | 2.384 | 2.371 |
| VMA, % | 16.3 | 14.4 | 15.2 | 16.2 | 13.7 | 14.3 | 15.1 | 13.8 | 15.1 | 15.8 |
| VFA, % | 75.6 | 72.1 | 74.4 | 74.8 | 71.7 | 72.4 | 74.1 | 71.9 | 74 | 74.5 |
| Vbe, % | 12.3 | 10.4 | 11.3 | 12.2 | 9.9 | 10.3 | 11.2 | 9.9 | 11.3 | 11.8 |
| AFT, µm | 6.9 | 5.9 | 6.5 | 7.1 | 5.5 | 5.8 | 6.3 | 5.5 | 6.4 | 6.7 |
| Dp | 1.29 | 1.35 | 1.23 | 1.15 | 1.34 | 1.27 | 1.13 | 1.17 | 1.03 | 0.99 |
| HMA Number | HMA-ID | % RAP | Gyratory Number | % Additive | % C.A | PG Binder | HWTT Specimens | I-FIT Specimens |
|---|---|---|---|---|---|---|---|---|
| 1 | 0%R-125G | 0 | 125 | 0 | 6.5 | 76-22 | 4 | 2 |
| 2 | 15%R-125G | 15 | 125 | 0 | 5.0 | 76-22 | 36 | 18 |
| 3 | 15%R-100G | 100 | 5.4 | |||||
| 4 | 15%R-75G | 75 | 5.7 | |||||
| 5 | 30%R-125G | 30 | 125 | 3.8 | ||||
| 6 | 30%R-100G | 100 | 4.0 | |||||
| 7 | 30%R-75G | 75 | 4.6 | |||||
| 8 | 45%R-125G | 45 | 125 | 2.9 | ||||
| 9 | 45%R-100G | 100 | 3.4 | |||||
| 10 | 45%RAP-75G | 75 | 3.7 | |||||
| 11 | 15%R-125G-10A | 15 | 125 | 10 | 5.0 | 64-28 | 12 | 6 |
| 12 | 15%R-100G-10A | 100 | 5.4 | |||||
| 13 | 15%R-75G-10A | 75 | 5.7 | |||||
| 14 | 30%R-125G-15A | 30 | 125 | 15 | 3.8 | 58-34 | 12 | 6 |
| 15 | 30%R-100G-15A | 100 | 4.0 | |||||
| 16 | 30%R-75G-15A | 75 | 4.6 | |||||
| 17 | 45%R-125G-36A | 45 | 125 | 36 | 2.9 | 40-46 | 12 | 6 |
| 18 | 45%R-100G-36A | 100 | 3.4 | |||||
| 19 | 45%R-75G-36A | 75 | 3.7 |
| HMA ID | Rutting Depth, mm | Standard Deviation Rutting Depth, mm | Plastic Flow Slope, mm/1000 Passes | Stripping Point |
|---|---|---|---|---|
| 0%R-125G | 4.72 | 2.37 | 0.192 | N.P. |
| 15%R-125G | 2.53 | 0.04 | 0.080 | N.P. |
| 15%R-100G | 3.20 | 0.77 | 0.106 | N.P. |
| 15%R-75G | 4.51 | 1.88 | 0.168 | N.P. |
| 30%R-125G | 2.31 | 0.15 | 0.068 | N.P. |
| 30%R-100G | 2.81 | 0.57 | 0.096 | N.P. |
| 30%R-75G | 3.10 | 0.42 | 0.106 | N.P. |
| 45%R-125G | 1.68 | 0.12 | 0.057 | N.P. |
| 45%R-100G | 1.80 | 0.20 | 0.058 | N.P. |
| 45%R-75G | 2.49 | 0.66 | 0.094 | N.P. |
| 15%R-125G-10A | 3.91 | 0.27 | 0.146 | N.P. |
| 15%R-100G-10A | 5.43 | 2.59 | 0.204 | N.P. |
| 15%R-75G-10A | 5.86 | 0.81 | 0.222 | N.P. |
| 30%R-125G-15A | 3.15 | 0.27 | 0.111 | N.P. |
| 30%R-100G-15A | 5.49 | 2.50 | 0.208 | N.P. |
| 30%R-75G-15A | 4.81 | 0.25 | 0.172 | N.P. |
| 45%R-125G-36A | 3.24 | 0.21 | 0.110 | N.P. |
| 45%R-100G-36A | 6.41 | 2.99 | 0.274 | N.P. |
| 45%R-75G-36A | 3.93 | 0.41 | 0.148 | N.P. |
| HMA ID | Maximum Load (kN) | Secant Modulus (kN/mm) | Dissipated Work (kN-mm) | Fracture Energy (J/m2) | Slope (kN/mm) | Flexibility Index (FI) | FI Coefficient of Variation (%) |
|---|---|---|---|---|---|---|---|
| 0%R-125G | 2.09 | 1.30 | 4.40 | 1520 | 1.40 | 10.9 | 12.4 |
| 15%R-125G | 2.22 | 1.57 | 4.71 | 1635 | 1.65 | 10.0 | 13.2 |
| 15%R-100G | 2.83 | 1.40 | 4.64 | 1593 | 2.79 | 8.5 | 3.7 |
| 15%R-75G | 2.32 | 1.49 | 5.39 | 1837 | 2.24 | 8.2 | 1.8 |
| 30%R-125G | 3.33 | 2.13 | 4.04 | 1397 | 5.53 | 2.6 | 12.3 |
| 30%R-100G | 3.3 | 2.16 | 4.15 | 1436 | 3.55 | 4.0 | 2.4 |
| 30%R-75G | 3.3 | 2.00 | 5.03 | 1726 | 3.80 | 4.5 | 9.4 |
| 45%R-125G | 2.72 | 1.94 | 2.9 | 998 | 6.21 | 1.6 | 13.4 |
| 45%R-100G | 3.33 | 2.23 | 3.36 | 1138 | 6.18 | 1.8 | 9.8 |
| 45%RAP-75G | 3.10 | 2.42 | 3.75 | 1268 | 5.48 | 2.3 | 6.6 |
| 15%R-125G-10A | 1.97 | 1.4 | 4.25 | 1477 | 1.27 | 11.6 | 2.9 |
| 15%R-100G-10A | 1.62 | 1.00 | 3.14 | 1098 | 1.30 | 11.3 | 16.2 |
| 15%R-75G-10A | 1.68 | 1.12 | 3.59 | 1231 | 1.18 | 10.4 | 12.6 |
| 30%R-125G-15A | 1.99 | 1.12 | 3.25 | 1110 | 2.05 | 5.5 | 12.2 |
| 30%R-100G-15A | 1.77 | 1.49 | 3.22 | 1142 | 1.42 | 8.0 | 4.5 |
| 30%R-75G-15A | 1.78 | 1.10 | 3.32 | 1126 | 1.35 | 8.4 | 7.7 |
| 45%R-125G-36A | 1.65 | 1.41 | 2.44 | 840 | 1.77 | 4.9 | 17.6 |
| 45%R-100G-36A | 1.66 | 1.37 | 2.36 | 806 | 1.47 | 5.5 | 13.5 |
| 45%R-75G-36A | 1.44 | 1.08 | 3.00 | 1008 | 0.93 | 11.0 | 13.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Limón-Covarrubias, P.; Ochoa-Ambriz, L.A.; Avalos-Cueva, D.; Galaviz-González, J.R.; Pérez-Rea, M.d.l.L.; Gallardo-Sánchez, M.A. Influence of Compaction Energy on the Mechanical Performance of Hot Mix Asphalt with a Reclaimed Asphalt Pavement (RAP) and Rejuvenating Additive. Infrastructures 2023, 8, 166. https://doi.org/10.3390/infrastructures8120166
Limón-Covarrubias P, Ochoa-Ambriz LA, Avalos-Cueva D, Galaviz-González JR, Pérez-Rea MdlL, Gallardo-Sánchez MA. Influence of Compaction Energy on the Mechanical Performance of Hot Mix Asphalt with a Reclaimed Asphalt Pavement (RAP) and Rejuvenating Additive. Infrastructures. 2023; 8(12):166. https://doi.org/10.3390/infrastructures8120166
Chicago/Turabian StyleLimón-Covarrubias, Pedro, Leonardo Ambrosio Ochoa-Ambriz, David Avalos-Cueva, José Roberto Galaviz-González, María de la Luz Pérez-Rea, and Manuel Alberto Gallardo-Sánchez. 2023. "Influence of Compaction Energy on the Mechanical Performance of Hot Mix Asphalt with a Reclaimed Asphalt Pavement (RAP) and Rejuvenating Additive" Infrastructures 8, no. 12: 166. https://doi.org/10.3390/infrastructures8120166