Determining Absorptivity Variations of Multiple Laser Beam Treatments of Stainless Steel Sheets


1
BIAS–Bremer Institut für angewandte Strahltechnik GmbH, 28359 Bremen, Germany
2
University of Bremen, Faculty of Production Engineering, 28359 Bremen, Germany
*
Author to whom correspondence should be addressed.
J. Manuf. Mater. Process. 2018, 2(4), 84; https://doi.org/10.3390/jmmp2040084
Submission received: 15 November 2018
/
Revised: 4 December 2018
/
Accepted: 14 December 2018
/
Published: 18 December 2018
(This article belongs to the Special Issue Analysis and Modeling of Sheet Metal Forming Processes)
Abstract
:The absorptivity of laser radiation of metals is investigated in several studies. Therefore, absorption coefficients depending on temperature or roughness are known. However, many processes use iterative processing strategies, such as additive manufacturing, laser beam bending, or laser-assisted incremental forming. Simulations of these processes often use literature data for absorption coefficients and do not consider the variation of absorptivity during the process. In this study, the influences of multiple laser beam processing on absorptivity are investigated for stainless steel sheets. Absorption and roughness measurements are compared before and after heating treatments with the laser beam or in an oven. It is shown that an increasing amount of laser heating cycles correlates with higher absorptivity and higher roughness values. However, this increase of roughness is not considered to be sufficient for enhanced absorptivity. On the one hand, similar changes of absorptivity were detected when heating steel sheets in an oven. These oven-heated specimens do not show extensive roughness changes. On the other hand, the same amount of laser heating cycles with additional cool down time after each cycle results in a negligible absorptivity change. Therefore, the variation of the absorptivity is attributed to oxidation.

1. Introduction
Laser radiation can be used for several applications. When it comes to materials processing, the efficiency of laser beam processing is dependent on the absorption of the irradiated material. Absorption of laser beams is dependent on the laser wavelength and the irradiated material and its topography. First analyses using a calorimetric approach with thermocouples were presented by Ricciardi and Cantello [1]. Various absorptivity-enhancing coatings were irradiated with different laser beam intensities. Laser processing resulted in different behaviors regarding absorptivity change. Dausinger and Shen analyzed the absorption of laser radiation with various wavelengths in iron and steels [2]. Whereas the absorption of CO2 laser radiation in iron increases with higher temperatures, the absorptivity of 1 µm laser radiation decreases with increasing temperatures. From 0 °C–800 °C absorptivity decreases by about 7% and stays rather constant for temperatures over 800 °C. This is often neglected in numerical simulations. For higher prediction accuracy, Bielak et al., for example, assumed a linear increase of the absorption in a temperature range from 350 °C–500 °C during their simulations [3].
Using a numerical simulation, Bergström found that roughness values like Ra and Rq are not suitable for the prediction of absorptivity values [4]. Bergström found that the slope of the surface profile is a much better indicator. However, for perpendicular irradiation, absorptivity increases with higher roughness values, especially in the case of highly reflective materials. In the experimental results of Seibold, a general increase of absorptivity for higher roughness values was measured [5]. However, a peak absorption was detected for Rz values of 2–4 µm. This was explained by the theory of Agababov [6], who calculated the effect of roughness with a mathematical model in which reflections of a surface are proportional to the quotient of a smooth surface area divided by the surface of the rough area. Hence, the mean square values of the roughness are inappropriate because they do not consider the type of roughness, its structure, or its distribution [6].
Seibold also questions whether roughness values like Ra and Rz are suitable for correlation with the absorptivity since specimens with the same roughness values but differing absorptivity were identified [5]. Hence, it was concluded that imperfections on the surface seem to have a significant influence. Furthermore, Pantsar and Kujanpää investigated the absorption of diode laser radiation on low-alloy steel [7]. It was found that there is a tendency for absorptivity to increase with higher roughness values, but the oxidation of the surface of the material was determined to have the most significant impact on the total absorptivity.
Besides efficiency considerations, absorptivity is an important parameter for simulations and predictions of laser beam processes. For laser beam bending, for example, absorptivity is a key factor. Mechanisms of laser beam bending were first described by Geiger and Vollertsen [8]. They described laser forming as forming by thermal stresses induced by laser beam irradiations and determined the neutral line far outside the sheet middle. Three laser forming mechanisms were described by Arnet and Vollertsen: Temperature gradient bending, buckling, and upsetting [9]. Furthermore, Vollertsen presented a two-layer model in order to predict laser bending with the temperature gradient mechanism [10]. This analytical approach enables bending angle calculations based on the energy input, material, and geometrical parameters. Further investigations from Ueda et al. indicated that bending angles increase with larger laser spot diameters and decrease with increasing workpiece thickness [11]. Furthermore, Che Jamil et al. identified the temperature distribution, which is dependent on the laser beam shape, as an important factor for the simulation of the buckling mechanism [12]. These theoretical approaches were investigated, amongst others, by Bartkowiak et al. [13]. Their experimental results showed bending angles of up to 28° for multiple titanium sheet bending with up to 30 laser beam passes.
Thickening occurs in addition to bending when carrying out laser forming of surfaces. Shi et al. described a coupling mechanism as a combination of the temperature gradient and upsetting mechanisms [14]. Charkraborty et al. presented a scan strategy for laser forming of pillow shapes by using combinations of the temperature gradient and coupling mechanism [15]. For their investigations, they estimated absorptivity by measuring reflected laser radiation. An average value of 0.4 was determined for stainless steel sheets.
Laser beam bending is already used for straightening after welding of stringers for aircraft structural elements. This straightening process is well-characterized for different materials, such as titanium [16], stainless steel [17], and aluminum [18]. Besides bending, laser radiation is also used to support conventional forming processes. For example, Gisario et al. showed the potential of laser radiation for supporting mechanical bending in order to control springback [19]. Furthermore, Ueda et al. used the upsetting mechanism for the flattening of bulges in steel sheets [20].
Another application for lasers in forming processes is single point increment forming with laser heating on the backside of the sheet. Duflou et al. identified force reduction and increasing formability due to laser heating [21]. Additionally, reduced springback effects and reduced stress levels were achieved. These advantages were also observed by Hino et al. when carrying out incremental truncated cone forming of magnesium alloy sheets [22]. Biermann et al. investigated incremental titanium sheet forming with laser support on the same sheet surface as the forming tool. In this study, maximum forming depth was significantly increased with preheating temperatures of 400 °C [23]. In further studies, Göttmann et al. developed a new setup for laser-assisted asymmetric incremental sheet forming in which the laser beam is guided around the forming tool [24]. With this setup, the advantages of laser heating were confirmed for asymmetric forming, but temperature measurement was challenging, and a suitable control concept is needed. Alternatively, knowledge of the changing absorptivity of the surface would help to hold a constant temperature during the process. Up to now, absorptivity changes due to multiple laser irradiation were not taken into account.
2. Research Aim and Scope
In this study, the effect of multiple laser processing on the absorptivity of the stainless steel sheets was determined. Therefore, multiple laser processing was carried out and was compared to oven heated specimens. Absorption and roughness measurements were compared before and after heating treatments with the laser beam or in the oven.
3. Materials and Methods
3.1. Materials
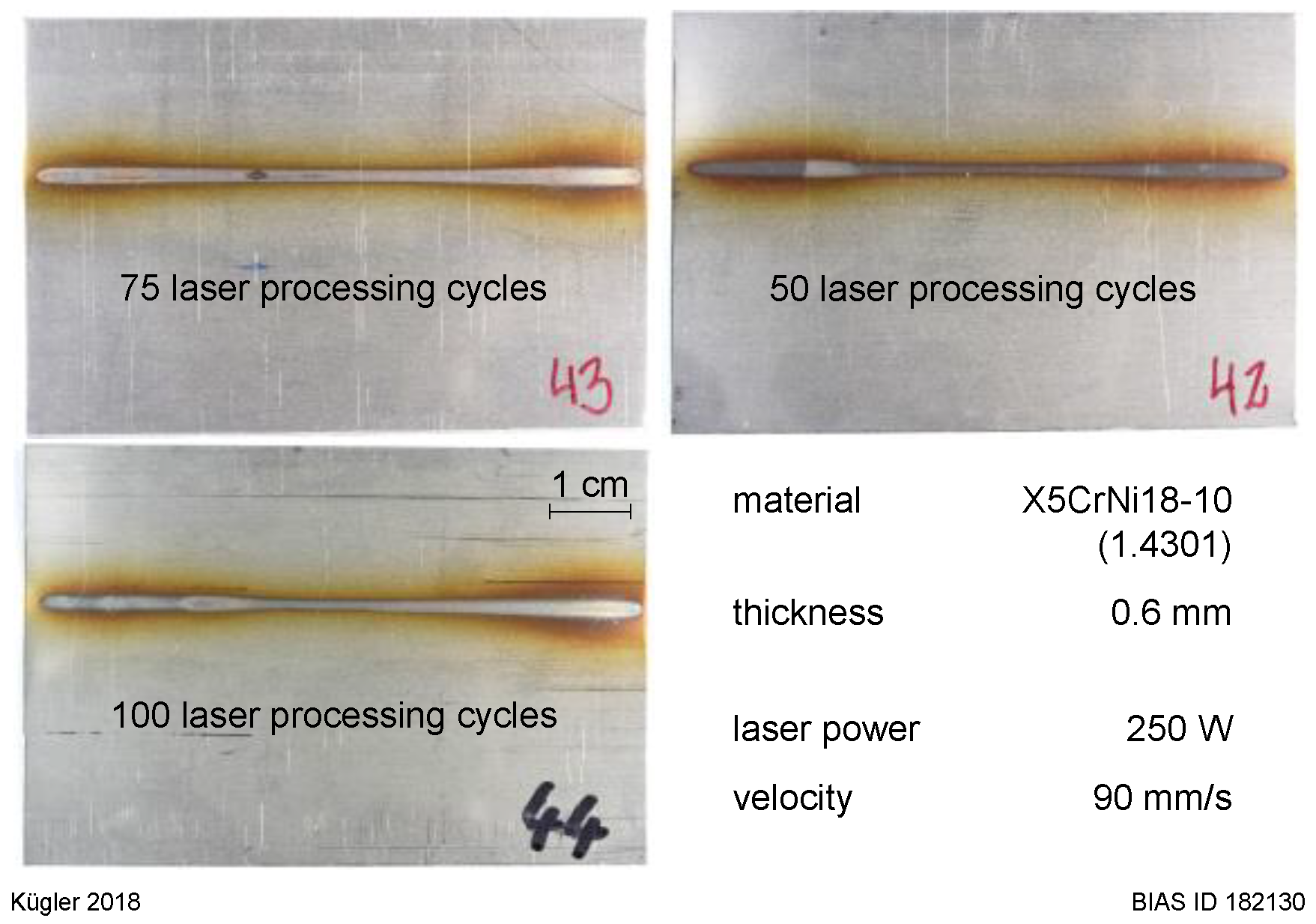
For these investigations, stainless steel (1.4301) sheets with a thickness of 0.6 mm were used. The material was cut into specimens of 50 × 76 mm².
3.2. Experimental Set-Up and Program
Each specimen was characterized after a specific temperature treatment applied using multiple laser processing with a multi-kW laser or with an oven heating process. All experiments were conducted on ambient air. This characterization includes roughness and absorptivity measurements. For laser processing, a disc laser (Trumpf TruDisk 12002) and a programmable focusing optic (PFO 3D with a focal length of 450 mm) were used in the set-up (Figure 1, left). The maximum laser power was limited to 8 kW. Tryouts were done with a 50 mm defocused laser beam, resulting in a spot size of 3.1 mm (measured with a PRIMES FocusMonitor). The laser power was set to 250 W for all experiments with an additional linear ramping within 0.5 mm at the beginning and at the end of the sheet in order to avoid overheating at the edges. Laser beam travel speed was set at 90 mm/s.
Laser processing was carried out in varying amounts of irradiation cycles in order to generate the different temperature treatments of the steel sheet surface. The chosen amounts of cycles were 1, 2, 5, 10, 25, 50, 75, and 100. These laser processing cycles were executed in two modes. In the first mode, every new laser processing cycle starts directly after the previous one. In the second mode, a waiting time of 5 seconds was implemented after each cycle before the next laser processing cycle started. Every parameter set was carried out three times in order to obtain average values and standard deviations.
With increasing laser processing cycles, bending of specimens occurs. In order to analyze only absorptivity changes induced by thermal surface modification, bending was blocked for all try-outs with clamping on both sides of the metal sheet (Figure 1, right). Additionally, specimens were heated in an oven in order to compare certain static temperature influences on roughness and absorption values. This heat treatment was carried out using a Nabertherm N7/H chamber furnace with a maximum power of 3 kW and a maximum temperature of 1280 °C. A 20 mm steel block was placed inside the oven. The temperature of this steel block was measured with a thermocouple type K. Specimens were also equipped with type K thermocouples and placed on the steel block in the preheated oven. After reaching the target temperature, each specimen was held at this particular temperature for 1 min. For an adequate statistical basis, heat treatments with temperatures in the range of 100 °C–800 °C were carried out with three specimens each.
3.3. Absorption Measurement
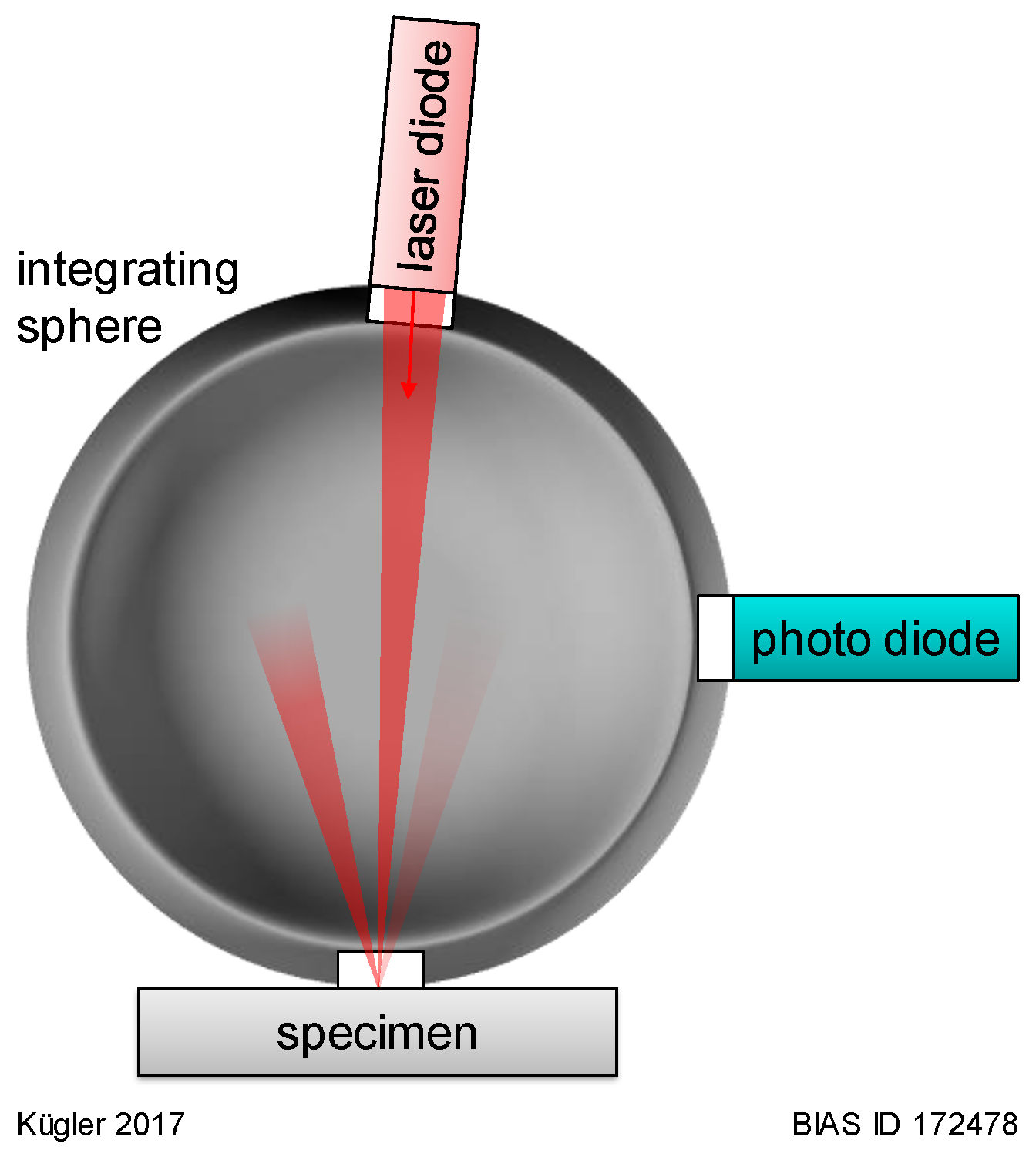
The absorptivity of each specimen was characterized using a set-up which included an integrating sphere (Ø 100 mm) with BaSO4 coating and three ports (Figure 2). The specimen irradiation was carried out using a 300 mW laser diode (Lumics LU1030M300) with a wavelength of 1030 nm which was connected to the sphere with a Thorlabs CFC-2X-B collimator (focal length = 2 mm). Reflected radiation was measured with a Si-photodiode (Thorlabs FDS100, rise time = 10 ns). Due to the highly diffuse reflective coating of the sphere, this radiation is assumed to be homogenized and therefore measurements of the photodiode are considered to be representative. This system was calibrated by measuring an Nd:YAG mirror (Thorlabs NB07-K14). According to its datasheet, the reflectance of the unpolarized laser radiation with a wavelength of 1030 nm and an irradiation angle of 8° was 99.89369%. The measurements of the mirror were set to this value. All absorption measurements were conducted on samples at room temperature.
During the laser irradiation of 2 s, 4000 values from the photodiode were recorded. In order to avoid inaccurate measurements due to the reaction time of the laser source, the first ten and last five values were cut off prior to calculations of the mean value and standard deviations.
3.4. Roughness Measurements
Roughness measurements were carried out with a Keyence VK 9700 color 3D laser scanning microscope. According to ISO 25178 surface roughness values were determined. A 50× lens with an aperture of 0.55 was used, resulting in a measurement field of 184.9 × 328.7 µm². Measured data were filtered with a Gaussian filter and a S-filter of 0.8 µm and a L-filter of 0.5 mm. The roughness measuring position is sketched in Figure 1.
In this study, four different surface roughness values were measured: Sa (the arithmetical mean height of the surface), Sq (the root mean square height of the surface), Sz (the maximum height of the surface), and Sdq (the root mean square gradient of the surface). According to the definition, Sa, Sq, and Sz are parameters which consider the statistical distribution of height values, whereas Sdq is a hybrid parameter which is also related to the special shape of the surface. Additionally, a topography factor, surface/area, was calculated, which is the quotient of the measured surface (the roughness profile area) divided by the analyzed area (the microscope picture size).
3.5. Distortion Measurements
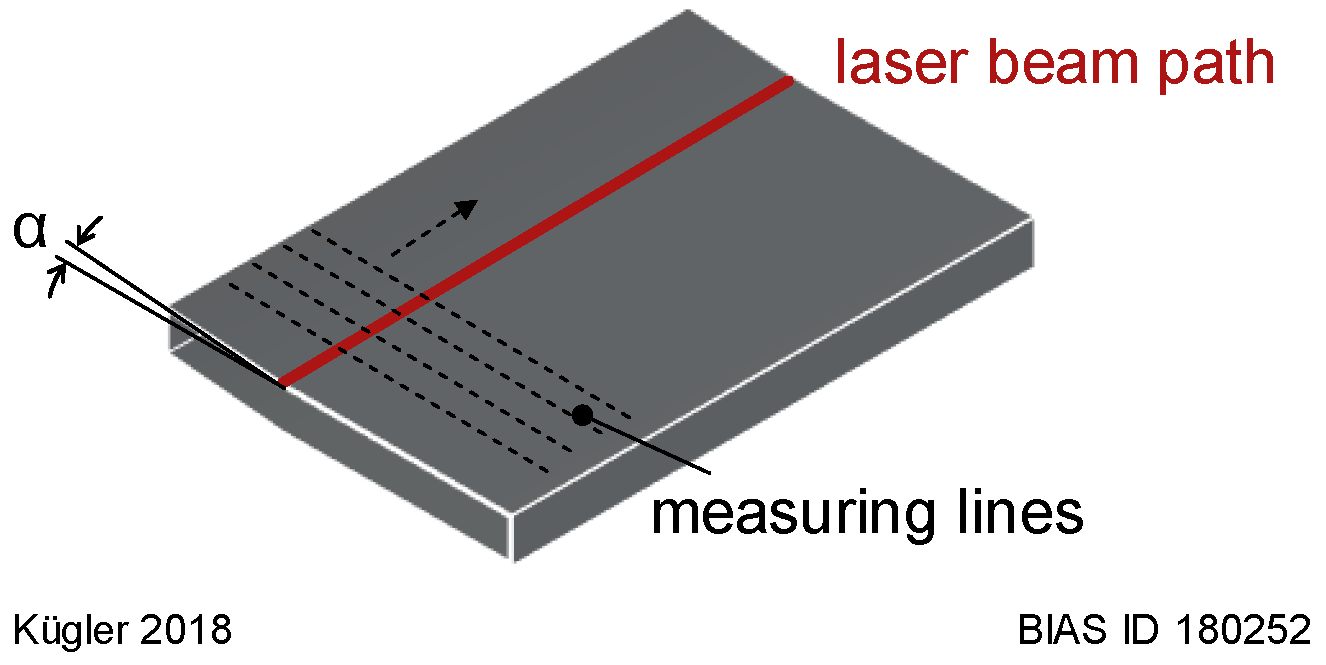
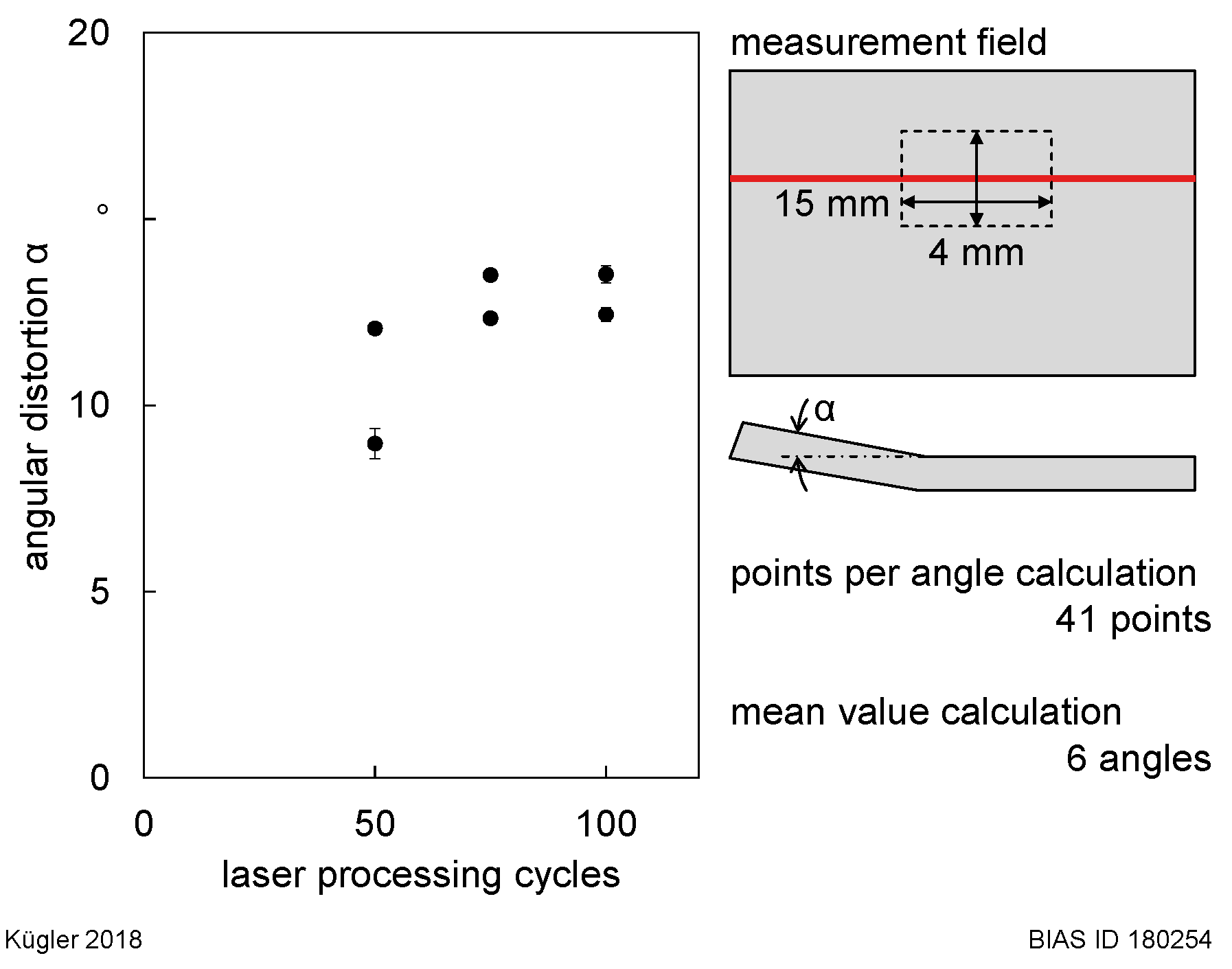
Specimens were clamped on both sides along the laser beam path. Nevertheless, distortion could occur due to residual stresses. Therefore, the deformations of the specimens were measured after laser processing. With a coordinate measuring machine (Mitutoyo CRYSTA-Apex C) 24 lines transversal to the laser beam path were recorded. Each line consisted of 432 points. These points were used to calculate a surface profile with MATLAB R2016a. In order to have comparable and characteristic values for each specimen, a mean distortion angle was calculated (Figure 3). The angle was calculated as the mean value out of 6 lines in the middle of the sheet. Thus, the measuring field consisted of 246 measuring points on an area of 4 mm × 15 mm (2 mm to each side of the laser beam path and 15 mm along the laser beam path).
4. Results
For analyzing the effects of multiple laser processing, it is mandatory to measure the initial states of the analyzed values. Therefore, the mean values of roughness and absorption measurements of all untreated specimens are listed in Table 1.
Multiple laser processing of a steel sheet resulted in a clearly visible color change which is attributed to oxidation (Figure 4). No ablation was observed in these experiments. Although specimens were clamped on both sides of the laser beam path, distortion occurred due to multiple laser processing. This distortion after laser processing could also be recognized in cross sections (Figure 5). However, microstructural changes could not be identified.
Measurements clearly show an angular distortion along the laser beam path (Figure 6). Apart from one sheet with 50 laser processing cycles, angular distortion is nearly constant for up to 100 processing cycles (Figure 7).
When analyzing roughness values, it can be shown that surfaces become rougher via increasing laser processing cycles (Figure 8). Mean values such as Sa and Sq stay rather constant for up to 20 processing cycles and increase with higher amounts of processing cycles. However, maximum surface height Sz increases already with 10 processing cycles.
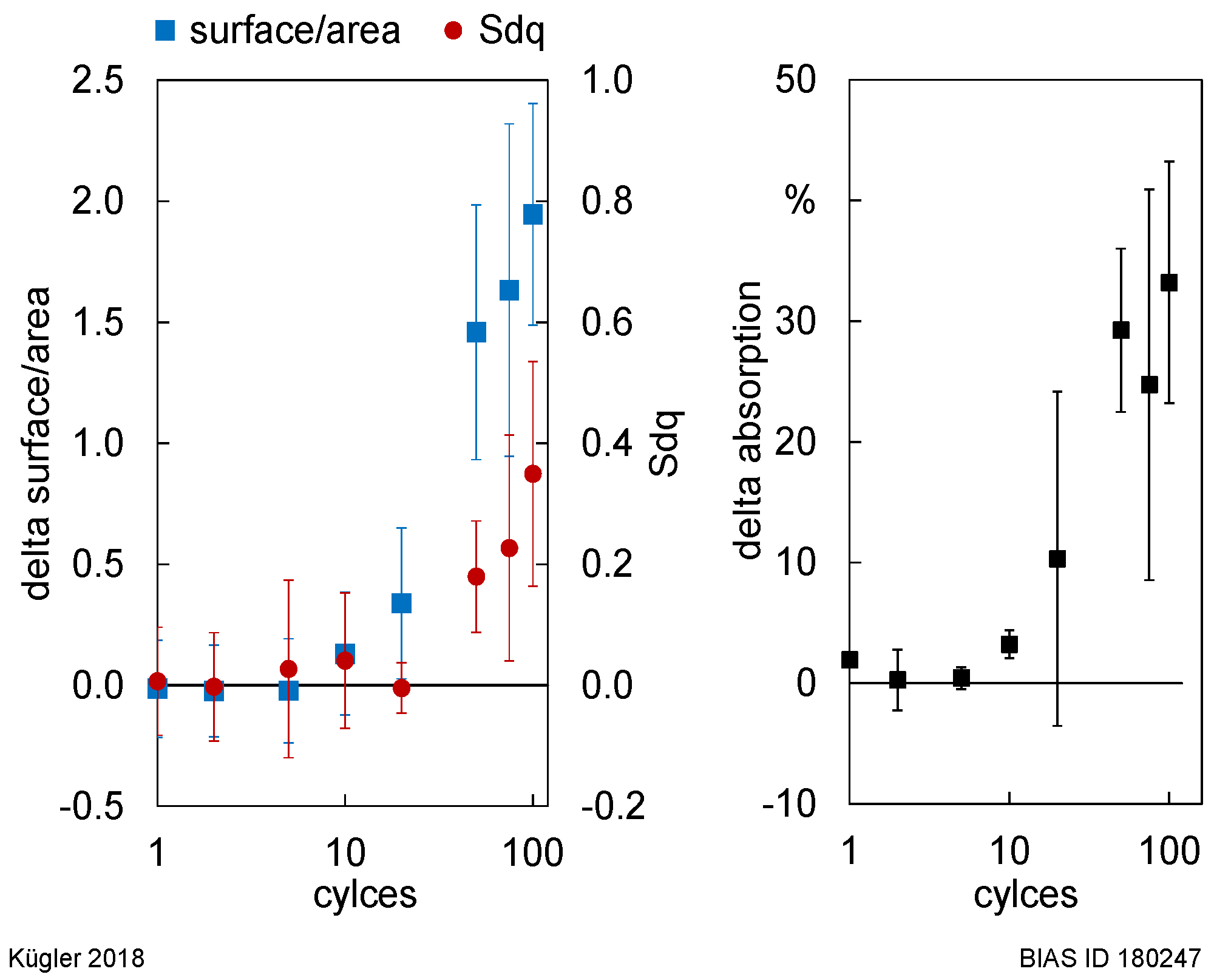
Enhanced roughness values result in an enlarged surface. This can be shown by the topography factor, surface/area. The surfaces of the measured specimens are nearly doubled with respect to constant measuring area (Figure 9, left). The hybrid roughness value Sdq shows comparable behavior (Figure 9, left). Simultaneously, absorption values increase up to 33.2% for increasing laser processing cycles (Figure 9, right).
These measurements illustrate that the surface topography and its absorptivity are changed by multiple laser processing. However, the coefficients of determination for the linear regression point out that roughness values (Figure 10, left) are less appropriate to describe absorptivity changes than the topography factor, surface/area (Figure 10, right).
In order to determine the influence of accumulated heating due to the rapid repetition of laser processing cycles, experiments were carried out implementing a 5 s waiting time after each laser processing cycle. In this time, the previously applied heating spreads through the specimen. Hence, upcoming laser processing is applied to a cooler surface than without this waiting period. This results in nearly no distortion and only slight color changes of the irradiated surface.
Mean roughness values Sa and Sq stay constant with respect to their standard deviations. The maximum surface height Sz is increased up to 3.2 µm for 100 laser processing cycles but simultaneously shows a high deviation (Figure 11, left). Contrary to the slightly increasing roughness values, the topography factor surface/area and the hybrid roughness value Sdq are rather constant (Figure 11, right).
Similar to the specimens with waiting times between laser processing cycles, roughness changes of the oven heated specimens are negligible (Figure 12, left). Only for the temperature of 400 °C is the maximum surface height Sz increased to 2.8 µm. Mean roughness values Sa and Sq stay nearly constant in temperature ranges of 20 °C–800 °C. However, the topography factor surface/area shows a different behavior when oven heating is carried out (Figure 12, right). Contrary to laser processing, the roughness values Sdq point out a different tendency of the topography factor surface/area. However, high standard deviations are conspicuous for high temperatures of 600 °C and above (Figure 12, right).
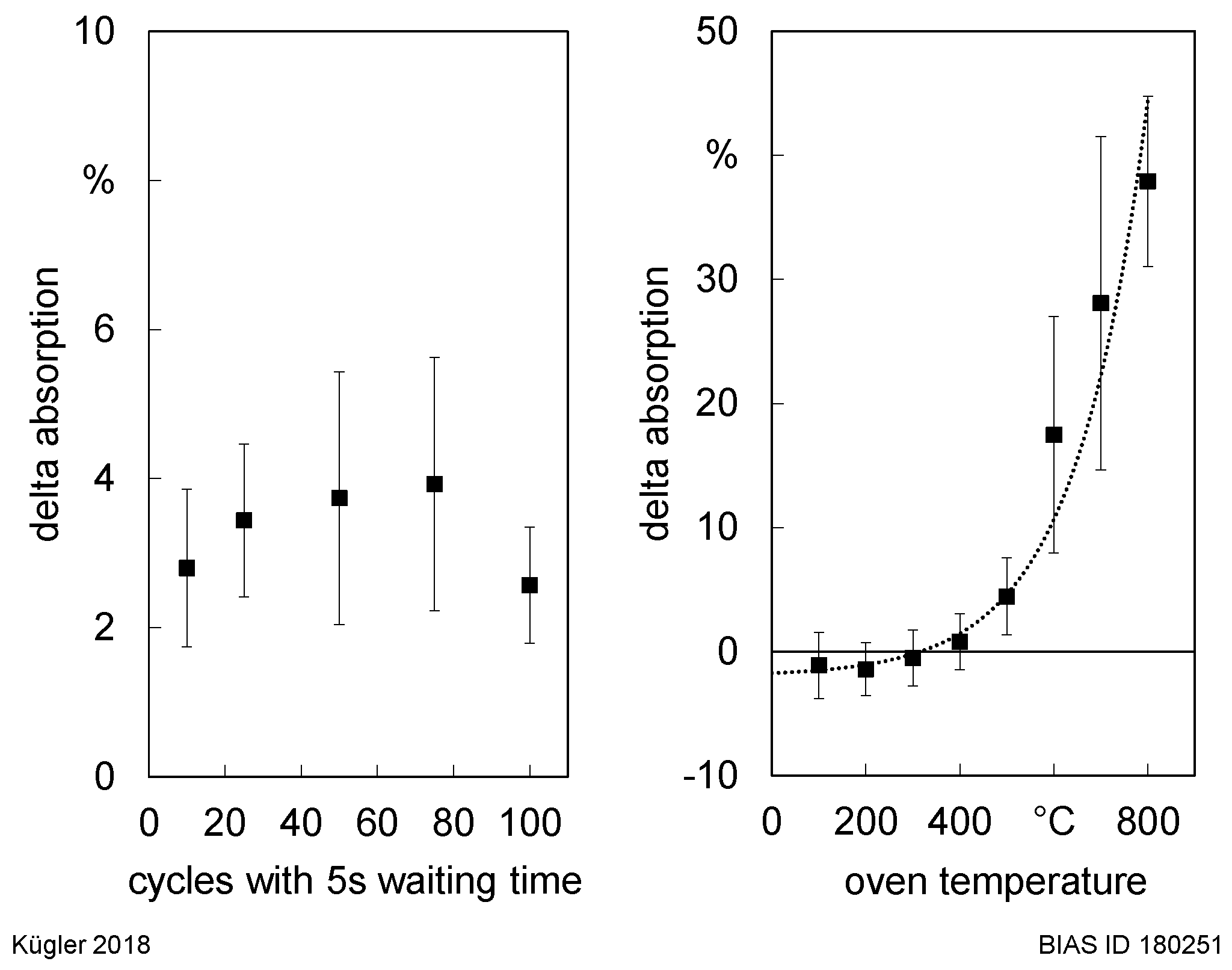
Although roughness values of specimens with multiple laser processing and waiting times of 5 s are negligible, absorption values are on average 3.3% higher than the initial state absorption values (Figure 13, left). The results do not show a clear influence of the amount of laser processing cycles when a 5 s waiting time is applied. However, in contrast to the 5 s waiting time specimens, absorption values are increased by oven heating. With increasing temperature, the absorption value is increased in a more than proportional way (Figure 13, right).
5. Discussion
The results clearly show that the absorptivity of a stainless steel sheet surface is not constant when heating without shielding gas is applied. Variations of absorption values were produced by using a laser beam as well as an oven. However, a clear dependence of heating treatments on a certain roughness value cannot be determined. Sz seems to be more inconsistent and therefore makes clear correlations more difficult to determine. This could be attributed to scratches, which in particular could be determined as distortion. Figure 8 shows this effect very clearly. Whereas the values for Sa and Sq increase slightly with moderate standard deviations, Sz values show high deviations and different tendencies. These tendencies cannot be correlated with other measurements, such as absorptivity (Figure 9, right). Therefore, Sz values are considered to be insufficient for surface characterization in terms of energy absorption prediction.
The hybrid roughness value, Sdq, which considers the gradient of height variations of a surface, shows more similar tendencies than the mean roughness values Sa and Sq (Figure 9, left, and Figure 11, right). Laser processing tendencies correlate with absorptivity changes, but for oven heating, very small changes of the Sdq roughness value (Figure 12, right) do not properly represent increased absorptivity (Figure 13, right). Therefore, the advice of Bergström [4] to consider the slope of a surface profile (represented by Sdq in this work) cannot be affirmed. The results indicate that an explanation for absorptivity changes cannot be found by merely regarding roughness measurements. For multiple laser processing, a correlation seems to be obvious, but in comparison with oven heated specimens this correlation cannot be drawn. Comparable absorptivity changes can be realized by oven heating without changing roughness values significantly.
In the literature, a correlation between the mean square roughness values (like Sa and Sq) and absorptivity is controversial. The main argument of Agababov was that these values do not take the distribution over the surface into account [6]. In this study, a topography factor, surface/area, is used to describe the roughness distribution over the measured area (e.g., Figure 9, left). Higher roughness values mean an enlarged surface regarding the same area size. Therefore, resulting absorption increases can be attributed to the larger surface and higher absorption opportunity for irradiation. This topography factor shows a better correlation describing absorptivity change than surface roughness values (Figure 10, right). A problem with this value is the so-called coastline paradox. The measured area is a fixed value depending on the chosen microscopic magnification, whereas the measured surface is dependent on the resolution of the picture, which can be different according to the device which is used for measuring or the parameters set in the software.
All experiments in this study were carried out without using a shielding gas. After processing, a change of surface colors was observed. Therefore, the authors consider oxidation to be an influential factor for absorptivity changes. Oxidation takes place at elevated temperatures, and multiple laser processing with 5 s waiting times did not affect absorption values (Figure 11, left). Hence, it is thought that due to the waiting time, the critical temperature for oxidation is not reached in this case. This assumption is supported by the roughness and absorption measurements of specimens with 5 s waiting times. Laser processing did not lead to increased values for these specimens.
Oven heating tryouts confirm absorptivity changes only at elevated temperatures over 400 °C (Figure 12, right). Simultaneously, no extensive changes in roughness values can be observed for these specimens (Figure 12, left). Measured variations of roughness values during laser irradiation are assumed to be caused by the distortion of the thin specimen sheets (see Figure 6 and Figure 7), which occurs even though there is fixed clamping. According to the authors, these results indicate that the maximum temperature and the duration of time over a critical temperature affect absorptivity. Changes in roughness values seem to be a side effect. Although Pantsar and Kujanpää investigated low-alloyed steel, their findings were confirmed [7]. This study also shows a tendency for absorptivity to increase with higher roughness values, but absorptivity variation due to oxidation is much more significant. These investigations expand the research of Dausinger [2] and Seibold [5], who determined the influence of wavelength, polarization, and roughness on the initial absorptivity. However, adaptive absorption coefficients have not been established until now.
The demonstrated results make clear the fact that the absorptivity changes due to multiple laser processing or heat treatments are not negligible. Therefore, using an adaptive absorption coefficient would be beneficial for several processes, such as laser bending (e.g., Reference [15]), forming simulations (e.g., Reference [3]), or laser-assisted incremental forming of several metals like magnesium (e.g., Reference [22]) or titanium (e.g., Reference [24]).
6. Conclusions
In this study, changes of the absorptivity of stainless steel sheets by thermal treatments are investigated. The following conclusions can be drawn:
- Roughness modifications seem to be a side effect of multiple laser processing, which is attributed to distortion effects and is not the main cause of absorptivity changes.
- Temperatures induced by laser processing seem to be much more significant than the amount of laser processing cycles. This is indicated by the specimens cooling down for 5 s after each laser processing cycle.
- Oven heated samples show changes in absorptivity, but nearly constant roughness values. Therefore, it is assumed that oxidation is the main influencing factor for changing the absorptivity.
Author Contributions
Conceptualization, H.K.; Formal analysis, H.K.; Funding acquisition, F.V.; Investigation, H.K.; Methodology, H.K.; Project administration, H.K.; Software, H.K.; Supervision, F.V.; Validation, H.K.; Visualization, H.K.; Writing—original draft, H.K.; Writing—review & editing, F.V.
Funding
The authors greatly acknowledge funding by the Deutsche Forschungsgemeinschaft DFG (project number 274609062).
Acknowledgments
The authors also thank Mr. Gustavo Eltjan Loman for performing the experiments.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Ricciardi, G.; Cantello, M. Laser Material Interaction: Absorption Coefficient in Welding and Surface Treatment. CIRP Ann. Manuf. Technol. 1994, 43, 171–175. [Google Scholar] [CrossRef]
- Dausinger, F.; Shen, J. Energy Coupling Efficiency in Laser Surface Treatment. ISIJ Int. 1993, 33, 925–933. [Google Scholar] [CrossRef]
- Bielak, R.; Bammer, F.; Otto, A.; Stiglbrunner, C.F.; Colasse, C.; Murzin, S.P. Simulation of forming processes with local heating of dual phase steels with use of laser beam shaping systems. Comput. Opt. 2016, 40, 659–667. [Google Scholar] [CrossRef]
- Bergström, D. The Absorption of Laser Light by Rough Metal Surfaces. Ph.D. Thesis, Luleå University of Technology, Luleå, Sweden, 2008. [Google Scholar]
- Seibold, G. Absorption Technischer Oberflächen in der Lasermaterialbearbeitung (German); Herbert Utz Verlag: München, Germany, 2006. [Google Scholar]
- Agababov, S.G. Effect of the roughness of the surface of a solid body on its radiation properties and methods for their experimental determination. High Temp. 1968, 6, 76–85. [Google Scholar]
- Pantsar, H.; Kujanpää, V. Diode laser beam absorption in laser transformation hardening of low alloy steel. J. Laser Appl. 2004, 16, 147–153. [Google Scholar] [CrossRef]
- Geiger, M.; Vollertsen, F. The Mechanisms of Laser Forming. CIRP Ann. Manuf. Technol. 1993, 42, 301–304. [Google Scholar] [CrossRef]
- Arnet, H.; Vollertsen, F. Extending Laser Bending for the Generation of Convex Shapes. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 1995, 209, 433–442. [Google Scholar] [CrossRef]
- Vollertsen, F. An analytical model for laser bending. Lasers Eng. 1994, 2, 261–276. [Google Scholar]
- Ueda, T.; Sentoku, E.; Yamada, K.; Hosokawa, A. Temperature Measurement in Laser Forming of Sheet Metal. CIRP Ann. 2005, 54, 179–182. [Google Scholar] [CrossRef]
- Che Jamil, M.S.; Sheikh, M.A.; Li, L. A study of the effect of laser beam geometries on laser bending of sheet metal by buckling mechanism. Opt. Laser Technol. 2011, 43, 183–193. [Google Scholar] [CrossRef]
- Bartkowiak, K.; Edwardson, S.P.; Dearden, G.; Watkins, K.G. 2-D Laser Forming Comparative Study on Nd:YAG of Titanium Alloy Ti-6Al-4V. In Proceedings of the 23rd International Congress on Applications of Lasers and Electro-Optics (ICALEO), San Francisco, CA, USA, 4–7 October 2004; p. 528. [Google Scholar]
- Shi, Y.; Yao, Z.; Shen, H.; Hu, J. Research on the mechanisms of laser forming for the metal plate. Int. J. Mach. Tools Manuf. 2006, 46, 1689–1697. [Google Scholar] [CrossRef]
- Chakraborty, S.S.; Maji, K.; Racherla, V.; Nath, A.K. Investigation on laser forming of stainless steel sheets under coupling mechanism. Opt. Laser Technol. 2015, 71, 29–44. [Google Scholar] [CrossRef]
- Engler, I. Verfahrenskombination Laserstrahlschweißen und -Richten am Beispiel einer Titan-Leichtbaustruktur (German); BIAS: Bremen, Germany, 1999. [Google Scholar]
- Schultz, V.; Thomy, C.; Vollertsen, F.; Schrauf, G. Development of a Laser Welding and Straightening Process for Aircraft Structures for Hybrid Laminar Flow Control. In Proceedings of the IIW Annual Assembly 2014, Seoul, Korea, 16 July 2014. paper no. IV-1180-14. [Google Scholar]
- Zaeh, M.F.; Hornfeck, T. Development of a robust laser beam bending process for aluminum fuselage structures. Prod. Eng. 2008, 2, 149–155. [Google Scholar] [CrossRef]
- Gisario, A.; Barletta, M.; Conti, C.; Guarino, S. Springback control in sheet metal bending by laser-assisted bending: Experimental analysis, empirical and neural network modelling. Opt. Lasers Eng. 2011, 49, 1372–1383. [Google Scholar] [CrossRef]
- Ueda, T.; Sentoku, E.; Wakimura, Y.; Hosokawa, A. Flattening of sheet metal by laser forming. Opt. Lasers Eng. 2009, 47, 1097–1102. [Google Scholar] [CrossRef]
- Duflou, J.R.; Callebaut, B.; Verbert, J.; Baerdemaeker, H. de. Laser Assisted Incremental Forming: Formability and Accuracy Improvement. CIRP Ann. 2007, 56, 273–276. [Google Scholar] [CrossRef]
- Hino, R.; Kawabata, K.; Yoshida, F. Incremental Forming with Local Heating by Laser Irradiation for Magnesium Alloy Sheet. Procedia Eng. 2014, 81, 2330–2335. [Google Scholar] [CrossRef]
- Biermann, T.; Göttmann, A.; Zettler, J.; Bambach, M.; Weisheit, A.; Hirt, G.; Poprawe, R. Hybrid Laser-Assisted Incremental Sheet Forming—Improving Formability of Ti- and Mg-Based Alloys. In Proceedings of the Fifth International WLT-Conference Lasers in Manufacturing, LIM 2009, Munich, Germany, 15–18 June 2009; Ostendorf, A., Graf, T., Petring, D., Otto, A., Eds.; AT-Fachverlag GmbH: Stuttgart, Germany, 2009; pp. 273–278. [Google Scholar]
- Göttmann, A.; Diettrich, J.; Bergweiler, G.; Bambach, M.; Hirt, G.; Loosen, P.; Poprawe, R. Laser-assisted asymmetric incremental sheet forming of titanium sheet metal parts. Prod. Eng. Res. Dev. 2011, 5, 263–271. [Google Scholar] [CrossRef]
Figure 1.
The laser beam processing set-up (left) and measuring points sketch (right).

Figure 2.
The principal of the measurement system for detecting the reflection share for calculation of the absorptivity of irradiated specimens.
Figure 2.
The principal of the measurement system for detecting the reflection share for calculation of the absorptivity of irradiated specimens.

Figure 3.
The distortion measurements after laser processing.

Figure 4.
Surfaces of specimens with temper colors after laser processing.

Figure 5.
A cross-section of a multiple-irradiated specimen.

Figure 6.
Example of a distortion measurement result with the lowest value set to a height of z = 0.
Figure 6.
Example of a distortion measurement result with the lowest value set to a height of z = 0.

Figure 7.
Angular distortion after laser processing.

Figure 8.
Roughness measurements for varying laser processing cycles.

Figure 9.
The effects of laser processing cycles on the hybrid roughness value Sdq, the topography factor surface/area (left), and the absorption (right).
Figure 9.
The effects of laser processing cycles on the hybrid roughness value Sdq, the topography factor surface/area (left), and the absorption (right).

Figure 10.
Results of multiple laser processing showing the influence of roughness values (left) and the topography factor, surface/area (right), on absorptivity, with linear regressions and related coefficients of determination.
Figure 10.
Results of multiple laser processing showing the influence of roughness values (left) and the topography factor, surface/area (right), on absorptivity, with linear regressions and related coefficients of determination.

Figure 11.
Influences on standard roughness value measurements (left), and the hybrid roughness value Sdq and topography factor surface/area (right) for varying laser processing cycles with a 5 s waiting time after each cycle.
Figure 11.
Influences on standard roughness value measurements (left), and the hybrid roughness value Sdq and topography factor surface/area (right) for varying laser processing cycles with a 5 s waiting time after each cycle.

Figure 12.
The influence of oven heating on standard roughness values (left), hybrid roughness value Sdq, and the topography factor of surface/area (right).
Figure 12.
The influence of oven heating on standard roughness values (left), hybrid roughness value Sdq, and the topography factor of surface/area (right).

Figure 13.
The absorption values influenced by multiple laser processing with a 5 s waiting time (left) and oven heating (right).
Figure 13.
The absorption values influenced by multiple laser processing with a 5 s waiting time (left) and oven heating (right).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The mean values of initial state specimens.
| Sa | 0.52 ± 0.03 µm | Sdq | 2.13 ± 0.06 |
| Sq | 0.69 ± 0.04 µm | surface/area | 3.53 ± 0.14 |
| Sz | 11.53 ± 1.40 µm | absorptivity | 41.49 ± 1.54% |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Kügler, H.; Vollertsen, F. Determining Absorptivity Variations of Multiple Laser Beam Treatments of Stainless Steel Sheets. J. Manuf. Mater. Process. 2018, 2, 84. https://doi.org/10.3390/jmmp2040084
AMA Style
Kügler H, Vollertsen F. Determining Absorptivity Variations of Multiple Laser Beam Treatments of Stainless Steel Sheets. Journal of Manufacturing and Materials Processing. 2018; 2(4):84. https://doi.org/10.3390/jmmp2040084
Chicago/Turabian StyleKügler, Helge, and Frank Vollertsen. 2018. "Determining Absorptivity Variations of Multiple Laser Beam Treatments of Stainless Steel Sheets" Journal of Manufacturing and Materials Processing 2, no. 4: 84. https://doi.org/10.3390/jmmp2040084