
Microstructural and Mechanical Properties of AZ31B to AA6061 Dissimilar Joints Fabricated by Refill Friction Stir Spot Welding

 , ,
, ,
Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
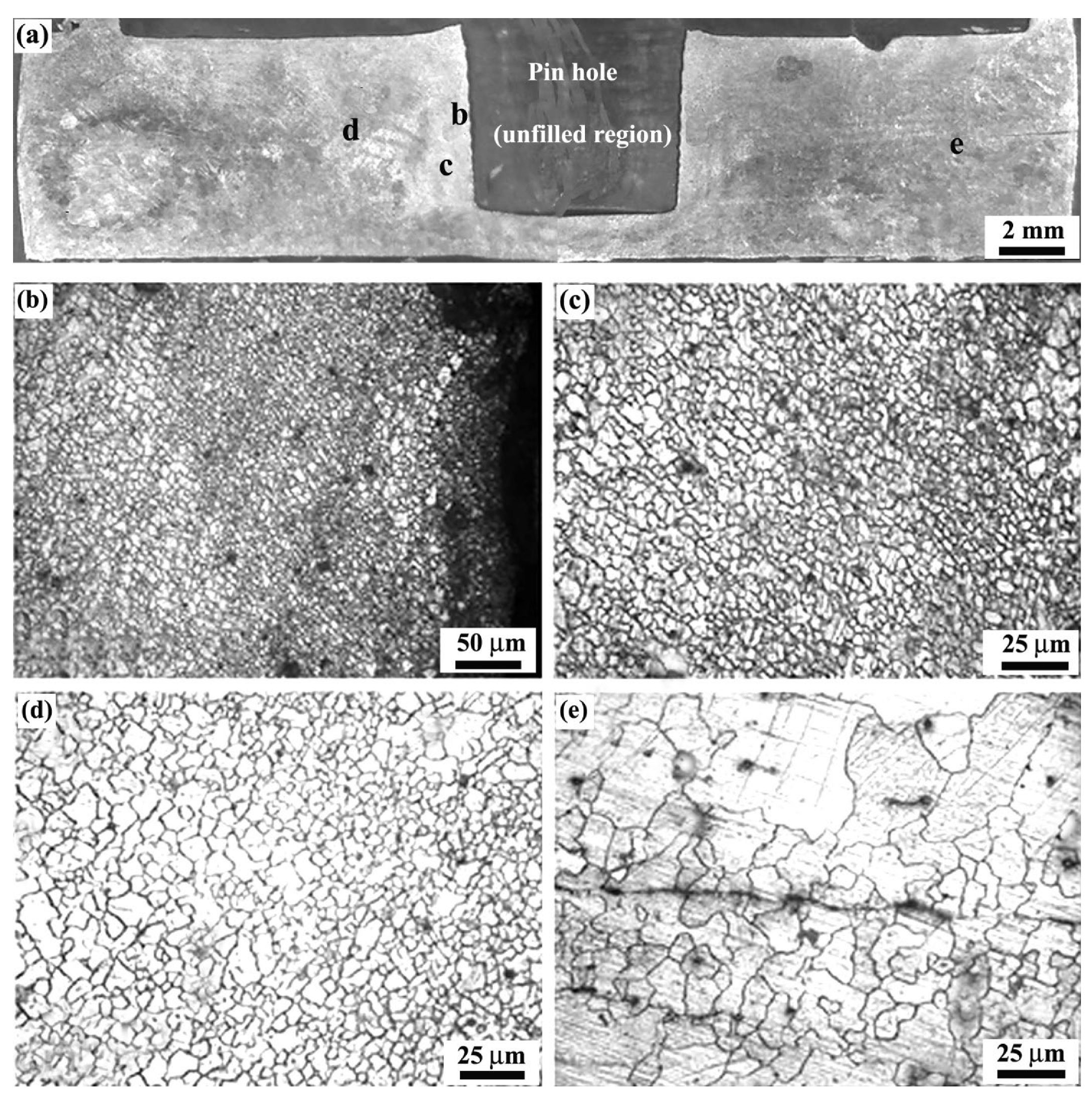
3.1. Similar Friction Stir Spot Welds in AZ31B Alloy Sheets
3.1.1. Microhardness
3.1.2. Tensile/Shear Tests
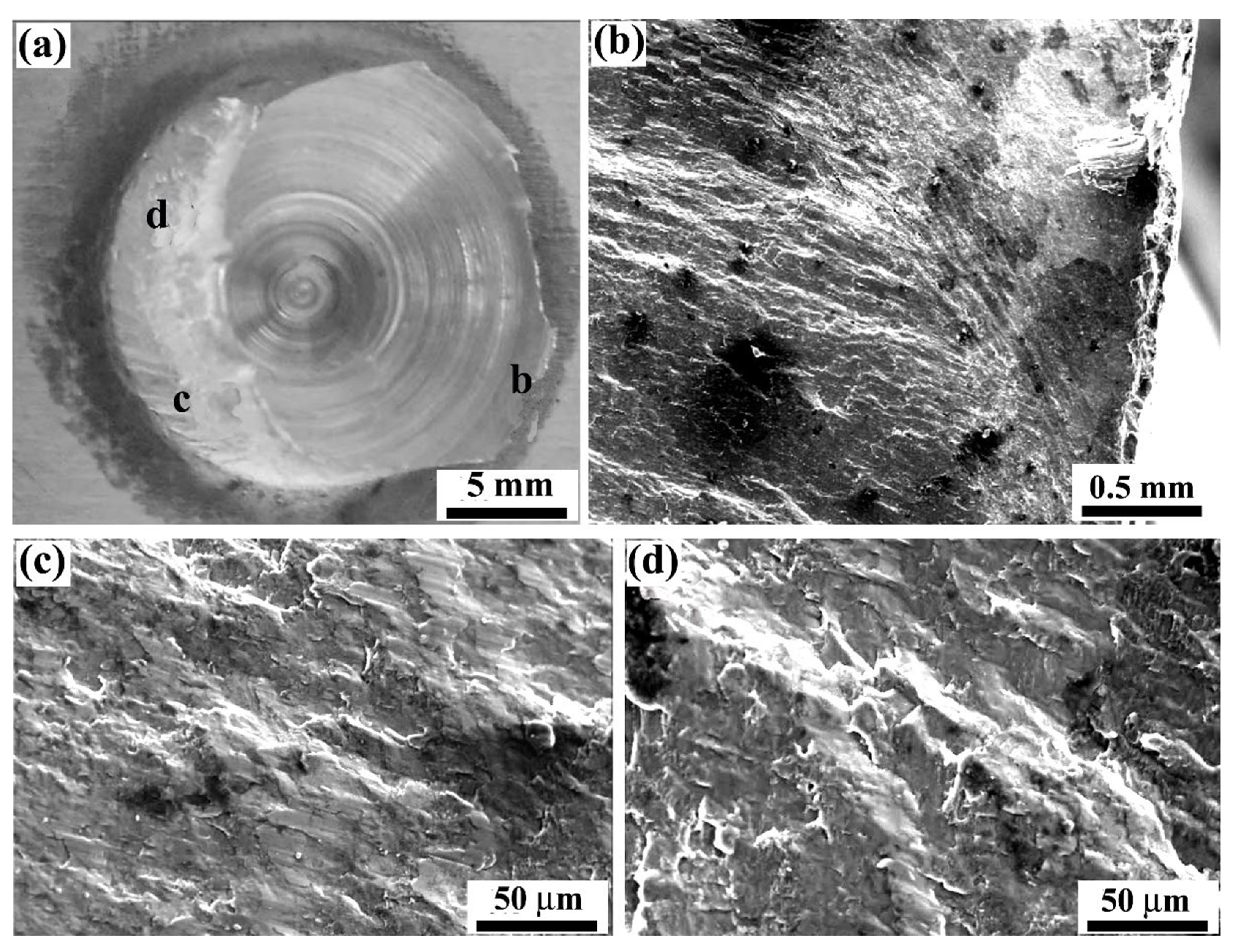
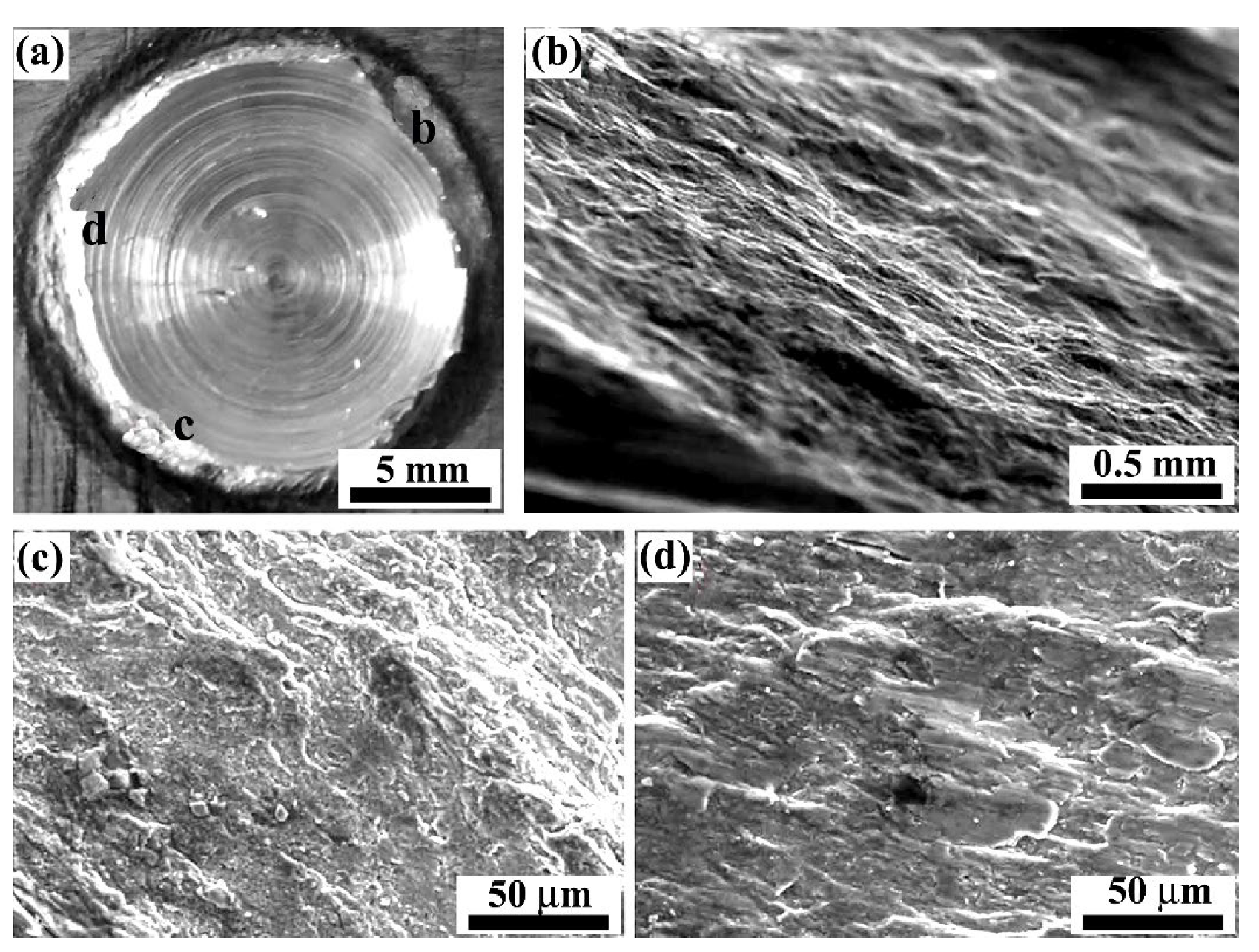
3.1.3. SEM Analysis
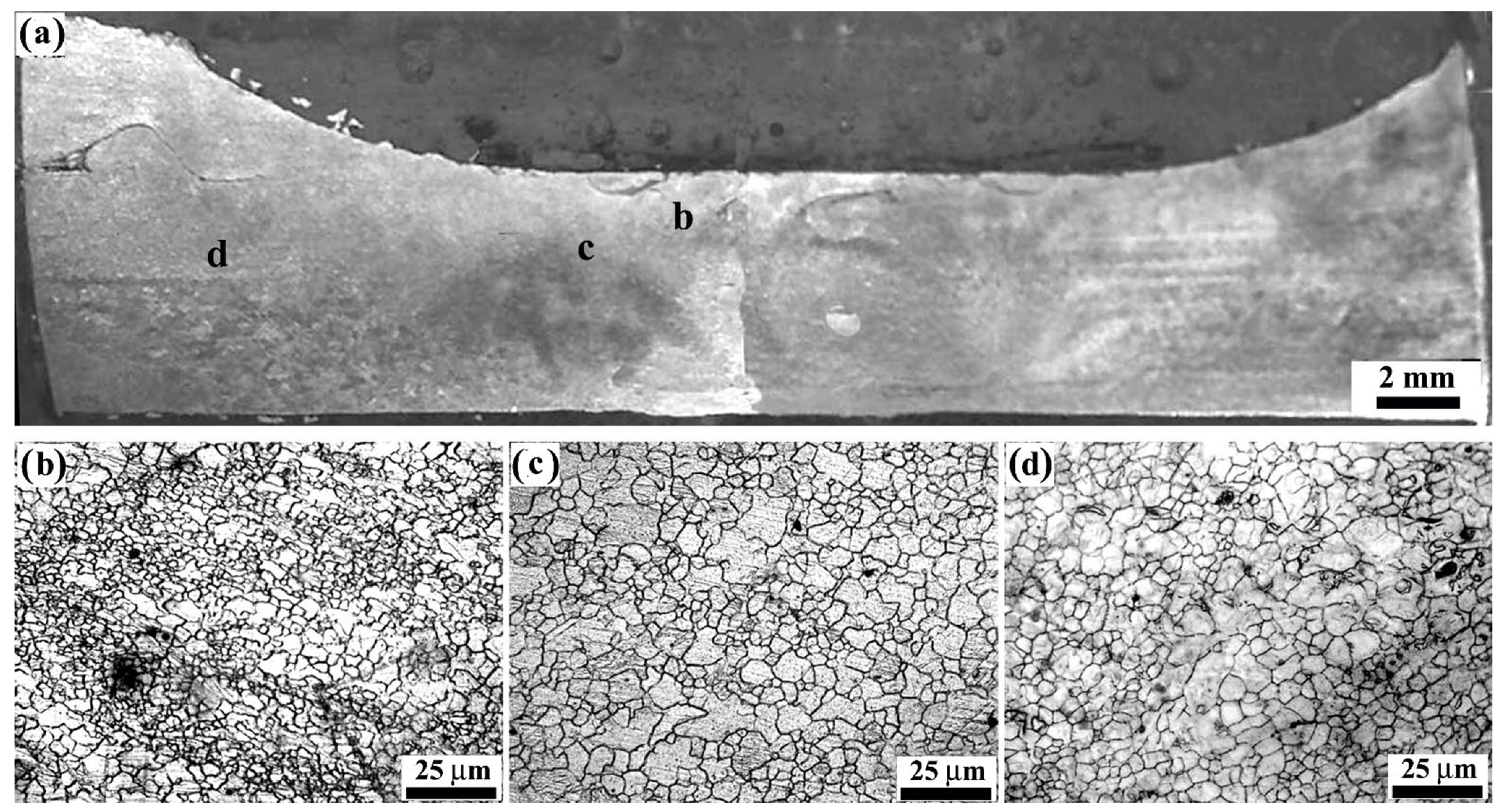
3.2. Dissimilar AZ31B/AA6061-T6 Alloys
3.2.1. Microhardness
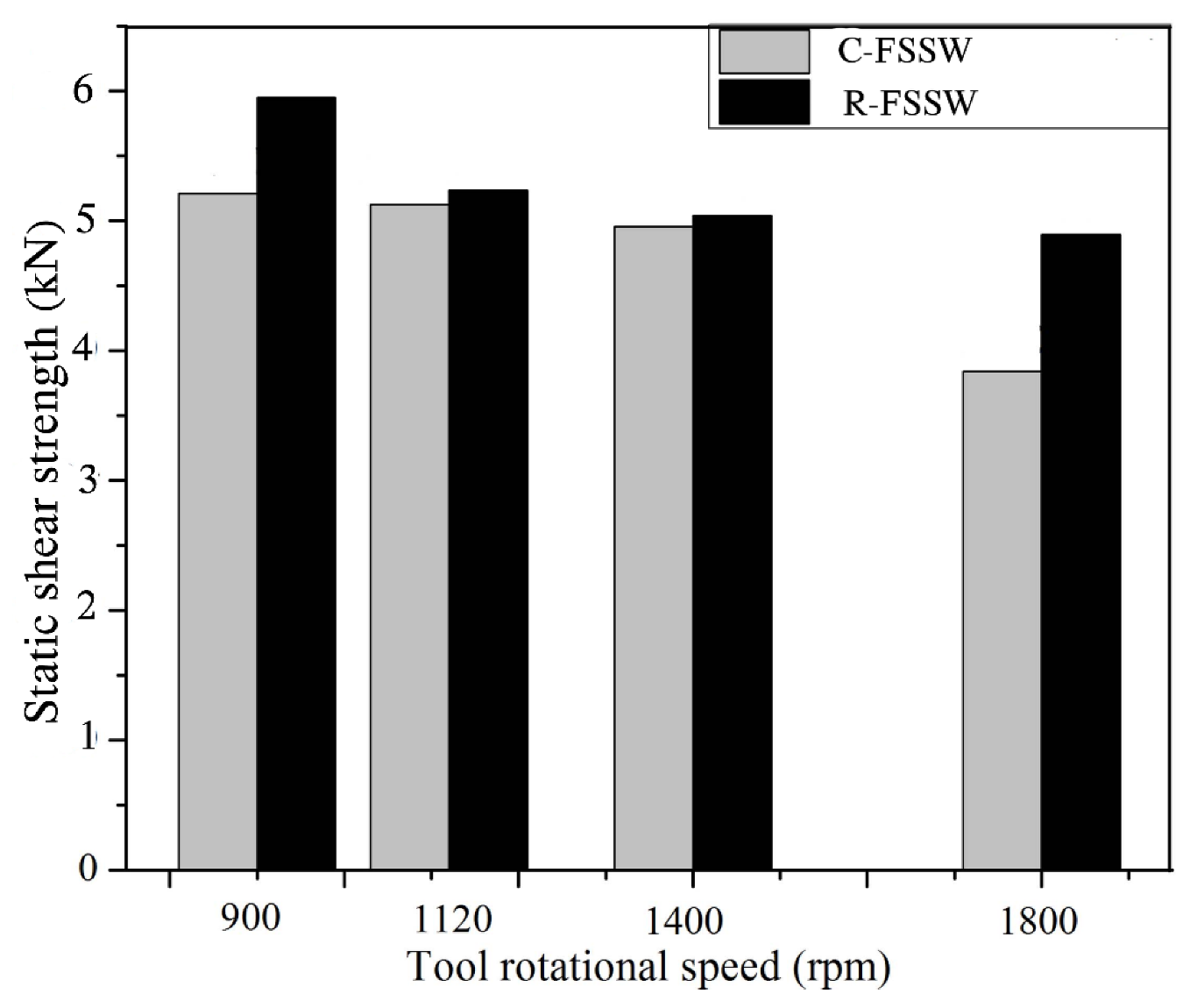
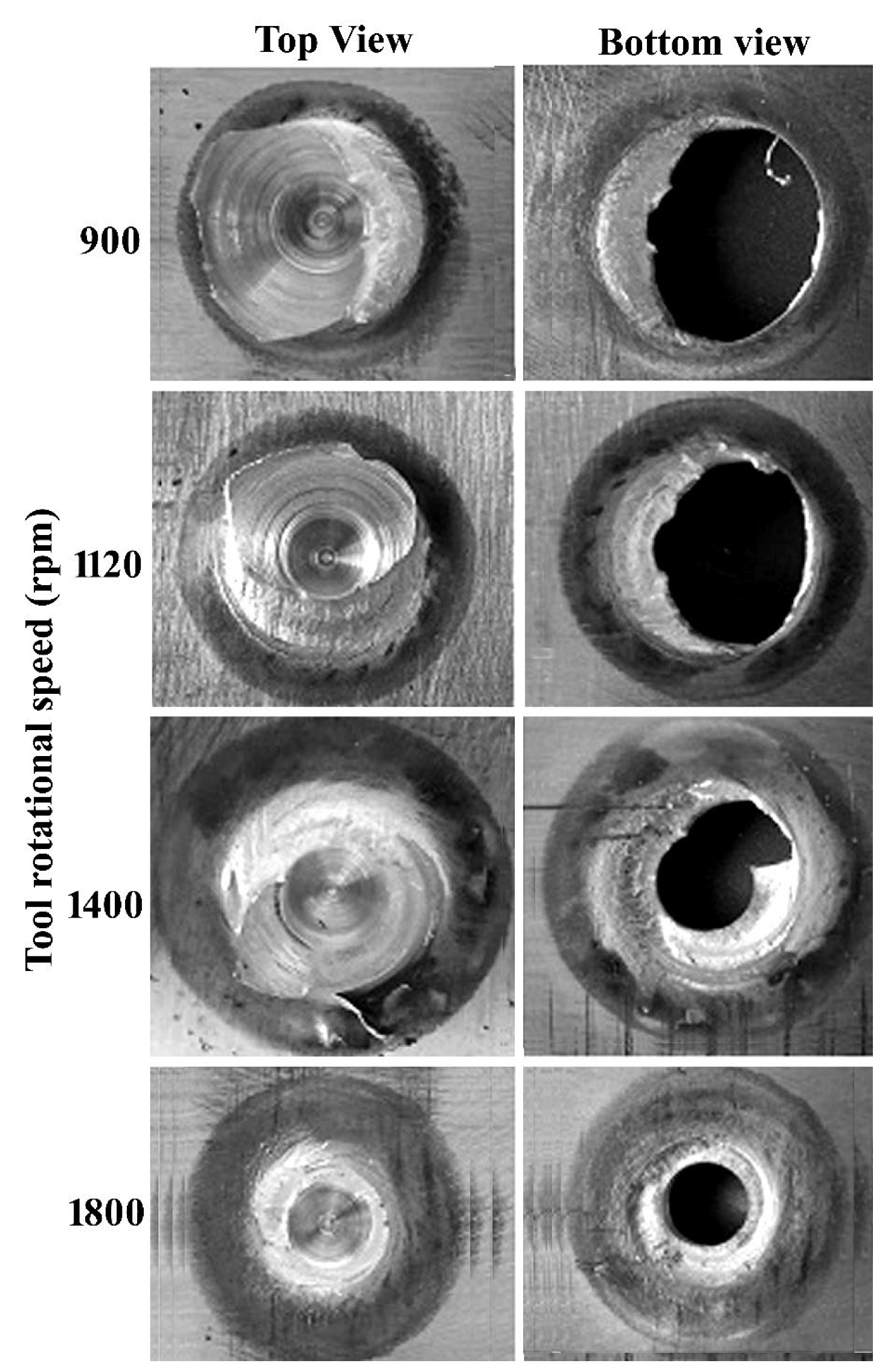
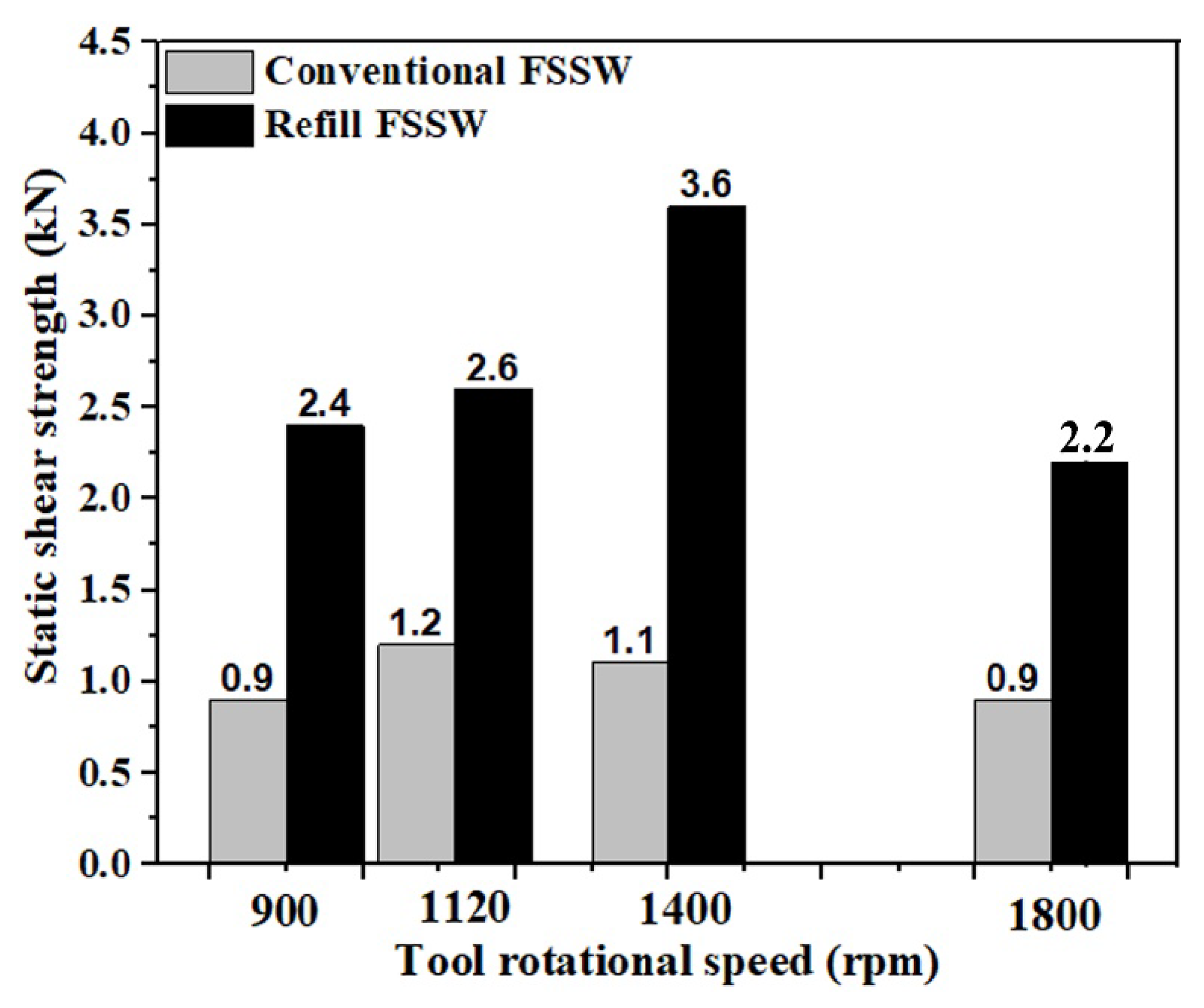
3.2.2. Tensile/Shear Tests
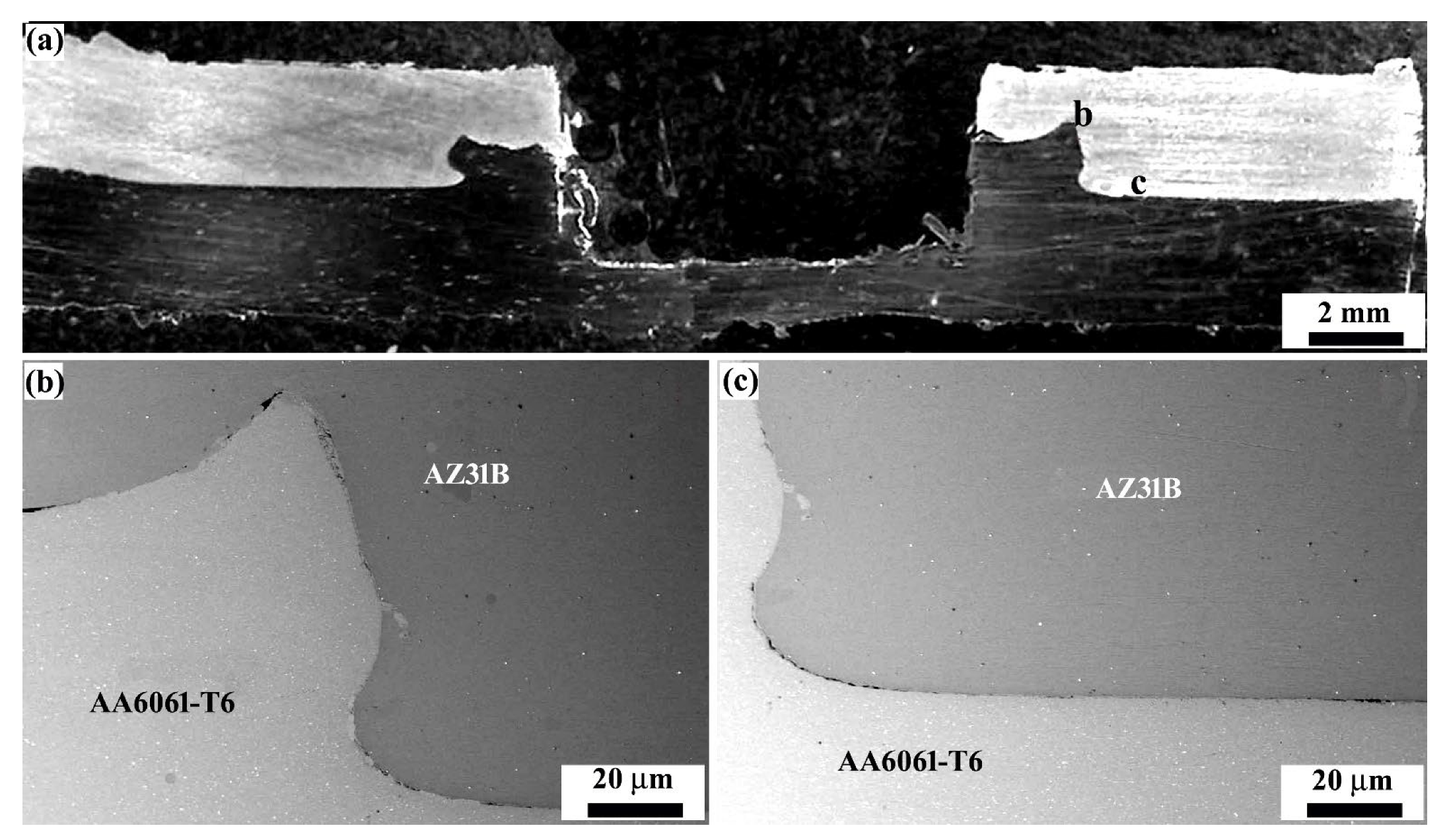
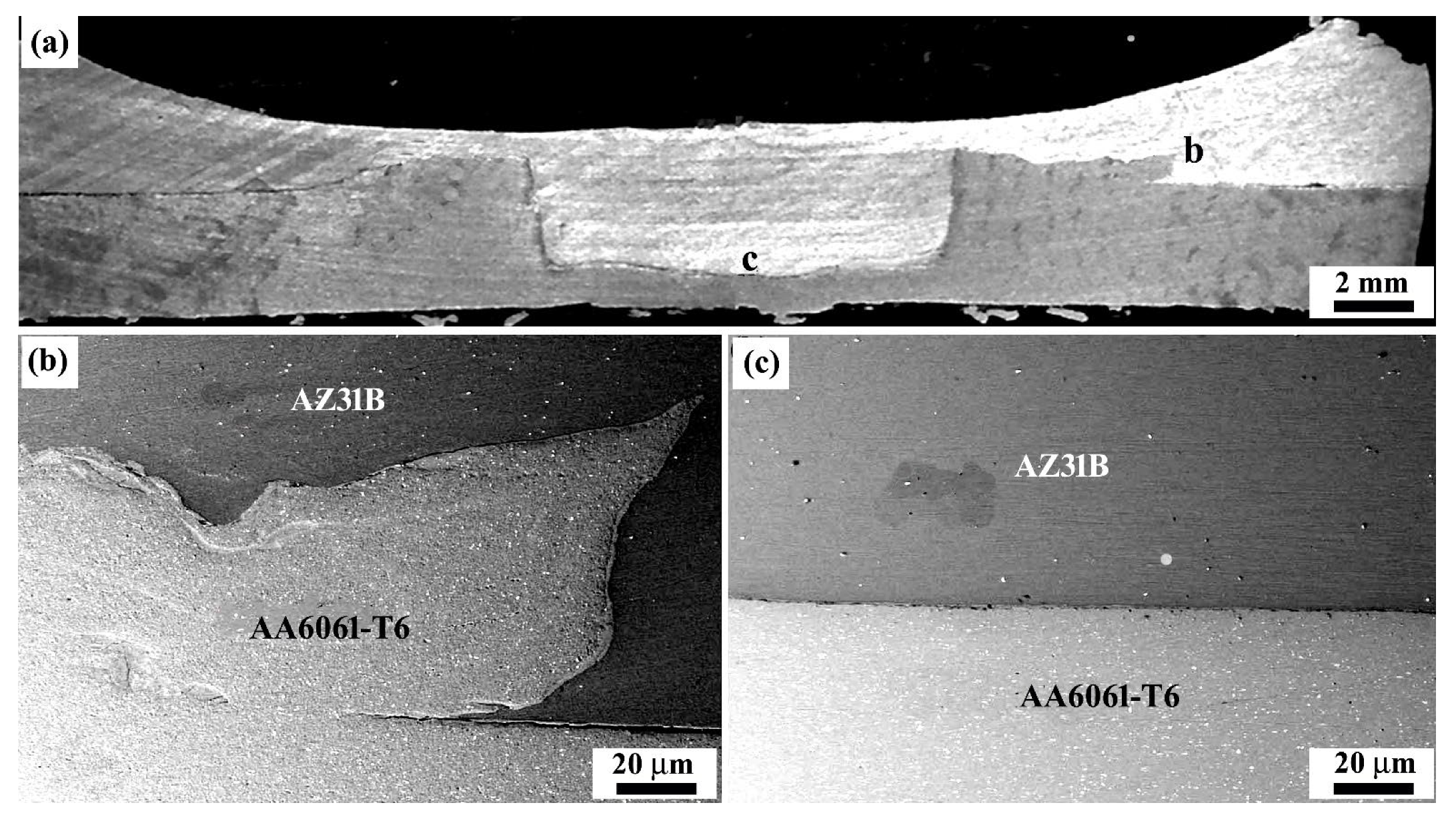
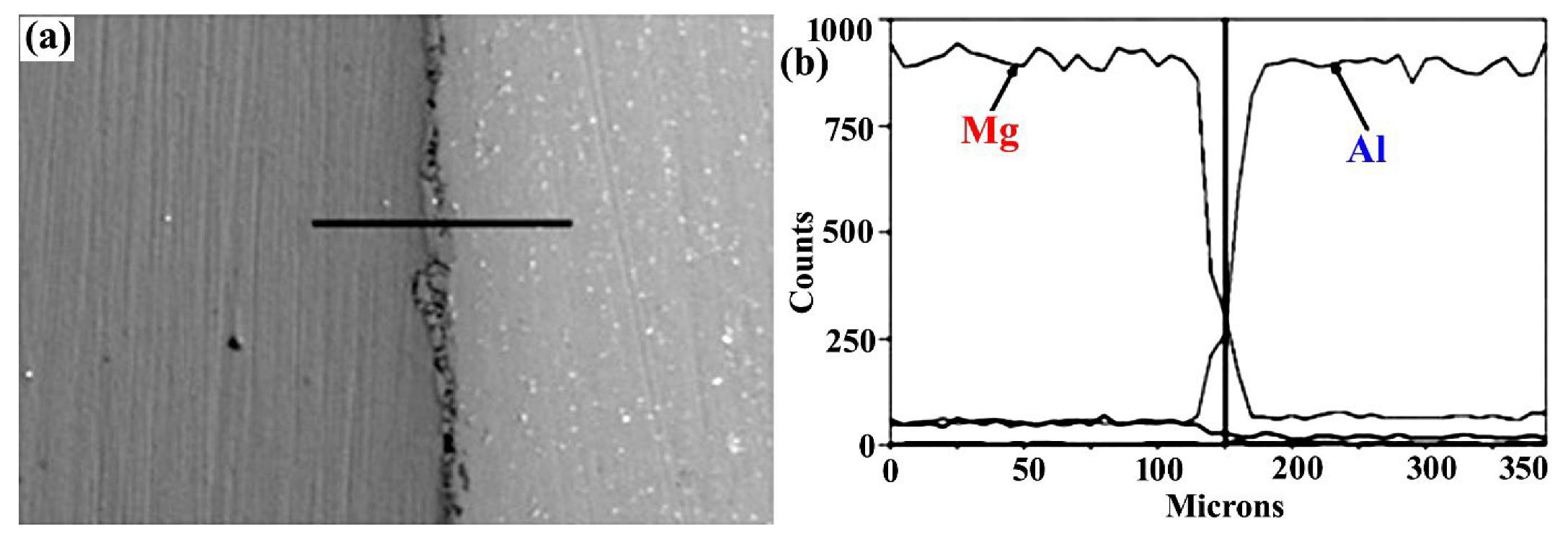
3.2.3. SEM Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Thomas, W.M.; Nicholas, E.D.; Needham, J.C.; Murch, M.G.; Temple-Smith, P.; Dawes, C.J. Friction Stir Welding. International Patent Application no. PCT/GB92/02203 and Great Britain Patent Application no. 9125978.8. 6 December 1991. [Google Scholar]
- Mazda Media Release: ‘Mazda Develops World’s First Aluminum Joining Technology Using Friction Heat’. 2003. Available online: http://www.mazda.com/publicity/release/0227e.html (accessed on 27 February 2003).
- Hancock, R. Friction welding of aluminum cuts energy cost by 99%. Weld. J. 2004, 83, 40–45. [Google Scholar]
- Babu, K.T.; Muthukumaran, S.; Bharat Kumar, C.H. The role of material location on the first mode of metal transfer and weld formation in dissimilar friction stir welded thin sheets. Trans. Indian Inst. Met. 2019, 72, 1589–1592. [Google Scholar] [CrossRef]
- Tejonadha Babu, K.; Muthukumaran, S.; Sathiya Narayanan, C.; Bharat Kumar, C.H. Analysis and Characterization of Forming Behavior on Dissimilar Joints of AA5052-O to AA6061-T6 Using Underwater Friction Stir Welding. Surf. Rev. Lett. 2020, 27, 1950121. [Google Scholar] [CrossRef]
- Venukumar, S.; Cheepu, M.; Babu, T.V.; Venkateswarlu, D. TIG arc welding-brazing of dissimilar metals-an overview. Mater. Sci. Forum. 2019, 969, 768–774. [Google Scholar] [CrossRef]
- Cheepu, M.; Susila, P. Interface microstructure characteristics of friction-welded joint of titanium to stainless steel with interlayer. Trans. Indian Inst. Met. 2020, 73, 1497–1501. [Google Scholar] [CrossRef]
- Cheepu, M.; Cheepu, H.; Che, W.S. Influence of joint interface on mechanical properties in dissimilar friction welds. Adv. Mater. Processing Technol. 2020, 1–13. [Google Scholar] [CrossRef]
- Venukumar, S.; Cheepu, M.; Babu, T.V.; Venkateswarlu, D. Cold metal transfer (cmt) welding of dissimilar materials: An overview. Mater. Sci. Forum. 2019, 969, 685–690. [Google Scholar] [CrossRef]
- Kong, Y.S.; Cheepu, M.; Park, Y.W. Effect of heating time on thermomechanical behavior of friction-welded A105 bar to A312 pipe joints. Trans. Indian Inst. Met. 2020, 73, 1433–1438. [Google Scholar] [CrossRef]
- Kong, Y.S.; Cheepu, M.; Lee, J.K. Evaluation of the mechanical properties of Inconel 718 to SCM 440 dissimilar friction welding through real-time monitoring of the acoustic emission system. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2021, 235, 1181–1190. [Google Scholar] [CrossRef]
- Cheepu, M.; Che, W.S. Influence of friction pressure on microstructure and joining phenomena of dissimilar joints. Trans. Indian Inst. Met. 2020, 73, 1455–1460. [Google Scholar] [CrossRef]
- Venkateswarlu, D.; Cheepu, M.; Rao, P.N.; Kumaran, S.S.; Srinivasan, N. Characterization of microstructure and mechanical properties of AA2219-O and T6 friction stir welds. Mater. Sci. Forum. 2019, 969, 205–210. [Google Scholar] [CrossRef]
- Cheepu, M.; Venkateswarlu, D.; Mahapatra, M.M.; Che, W.S. Influence of heat treatment conditions of Al-Cu aluminum alloy on mechanical properties of the friction stir welded joints. Korean Weld. Join Soc. 2017, 11, 264. [Google Scholar]
- Kang, S.; Cha, J.; Kang, M. A Review on the Design Rule for the Friction Stir Welding using Bobbin Tool for Aluminum. J. Weld. Join. 2021, 39, 520–526. [Google Scholar] [CrossRef]
- Lee, J.-H.; Park, H.-K. Evaluation of WC-Co-Cr 3 C 2 Hard Materials for Friction Stir Welding Tool Application via Spark Plasma Sintering Process. J. Weld. Join. 2021, 39, 513–519. [Google Scholar] [CrossRef]
- Venukumar, S.; Yalagi, S.; Muthukumaran, S. Comparison of microstructure and mechanical properties of conventional and refilled friction stir spot welds in AA 6061-T6 using filler plate. Trans. Nonferrous Met. Soc. China. 2013, 23, 2833–2842. [Google Scholar] [CrossRef]
- Venukumar, S.; Muthukumaran, S.; Yalagi, S.G.; Kailas, S.V. Failure modes and fatigue behavior of conventional and refilled friction stir spot welds in AA 6061-T6 sheets. Int. J. Fatigue 2014, 61, 93–100. [Google Scholar] [CrossRef]
- Venukumar, S.; Yalagi, S.G.; Muthukumaran, S.; Kailas, S.V. Static shear strength and fatigue life of refill friction stir spot welded AA 6061-T6 sheets. Sci. Technol. Weld. Join. 2014, 19, 214–223. [Google Scholar] [CrossRef]
- Choi, D.H.; Ahn, B.W.; Lee, C.Y.; Yeon, Y.M.; Song, K.; Jung, S.B. Formation of intermetallic compounds in Al and Mg alloy interface during friction stir spot welding. Intermetallics 2011, 19, 125–130. [Google Scholar] [CrossRef]
- Chowdhury, S.H.; Chen, D.L.; Bhole, S.D.; Cao, X.; Wanjara, P. Lap shear strength and fatigue behavior of friction stir spot welded dissimilar magnesium-to-aluminum joints with adhesive. Mater. Sci. Eng. A 2013, 562, 53–60. [Google Scholar] [CrossRef]
- Shen, J.; Li, Y.; Zhang, T.; Peng, D.; Wang, D.; Xu, N. Preheating friction stir spot welding of Mg/Al alloys in various lap configurations. Sci. Technol. Weld. Join. 2015, 20, 1–10. [Google Scholar] [CrossRef]
- Chai, P.; Hu, W.; Ji, S.; Ai, X.; Lv, Z.; Song, Q. Refill Friction Stir Spot Welding Dissimilar Al/Mg Alloys. J. Mater. Eng. Perform. 2019, 28, 6174–6181. [Google Scholar] [CrossRef]
- Wu, S.; Sun, T.; Shen, Y.; Yan, Y.; Ni, R.; Liu, W. Conventional and swing friction stir spot welding of aluminum alloy to magnesium alloy. Int. J. Adv. Manuf. Technol. 2021, 116, 2401–2412. [Google Scholar] [CrossRef]
- Mohammadi, J.; Behnamian, Y.; Mostafaei, A.; Izadi, H.; Saeid, T.; Kokabi, A.H.; Gerlich, A.P. Friction Stir Welding Joint of Dissimilar Materials Between AZ31B Magnesium and 6061 aluminum Alloys: Microstructure Studies and Mechanical Characterizations. Mater. Charact. 2015, 101, 189–207. [Google Scholar] [CrossRef]
- Muthukumaran, S. An Improved Friction Forming Process and a Friction Forming Machine with a Tool and Fixture, Indian Patent Application no. 137/KOL/06 (filed on 16 February 2006). Patent No. 242420, 27 August 2010. [Google Scholar]
- Sato, Y.S.; Shiota, A.; Kokawa, H.; Okamoto, K.; Yang, Q.; Kim, C. Effect of interfacial microstructure on lap shear strength of friction stir spot weld of aluminium alloy to magnesium alloy. Sci. Technol. Weld. Join. 2010, 15, 319–324. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Al | Zn | Mn | Cu | Si | Fe | Ni | Cr | Ti | Mg |
|---|---|---|---|---|---|---|---|---|---|---|
| Mg AZ31B | 2.87 | 0.72 | 0.3 | 0.04 | 0.07 | 0.004 | 0.004 | - | - | Bal |
| AA 6061-T6 | Bal | 0.04 | 0.097 | 0.164 | 0.434 | 0.497 | - | 0.148 | 0.049 | 0.708 |
| Material | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|
| Mg AZ31B | 195 | 260 | 14.5% |
| AA 6061-T6 | 250 | 330 | 19.5% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sarila, V.; Koneru, H.P.; Cheepu, M.; Chigilipalli, B.K.; Kantumuchu, V.C.; Shanmugam, M. Microstructural and Mechanical Properties of AZ31B to AA6061 Dissimilar Joints Fabricated by Refill Friction Stir Spot Welding. J. Manuf. Mater. Process. 2022, 6, 95. https://doi.org/10.3390/jmmp6050095
Sarila V, Koneru HP, Cheepu M, Chigilipalli BK, Kantumuchu VC, Shanmugam M. Microstructural and Mechanical Properties of AZ31B to AA6061 Dissimilar Joints Fabricated by Refill Friction Stir Spot Welding. Journal of Manufacturing and Materials Processing. 2022; 6(5):95. https://doi.org/10.3390/jmmp6050095
Chicago/Turabian StyleSarila, Venukumar, Harisivasri Phanindra Koneru, Muralimohan Cheepu, Bharat Kumar Chigilipalli, Venkata Charan Kantumuchu, and Muthukumaran Shanmugam. 2022. "Microstructural and Mechanical Properties of AZ31B to AA6061 Dissimilar Joints Fabricated by Refill Friction Stir Spot Welding" Journal of Manufacturing and Materials Processing 6, no. 5: 95. https://doi.org/10.3390/jmmp6050095