
Telemetry System to Monitor Elastic Torque on Rolling Stand Spindles

 , , and
, , and 
Abstract
:1. Introduction
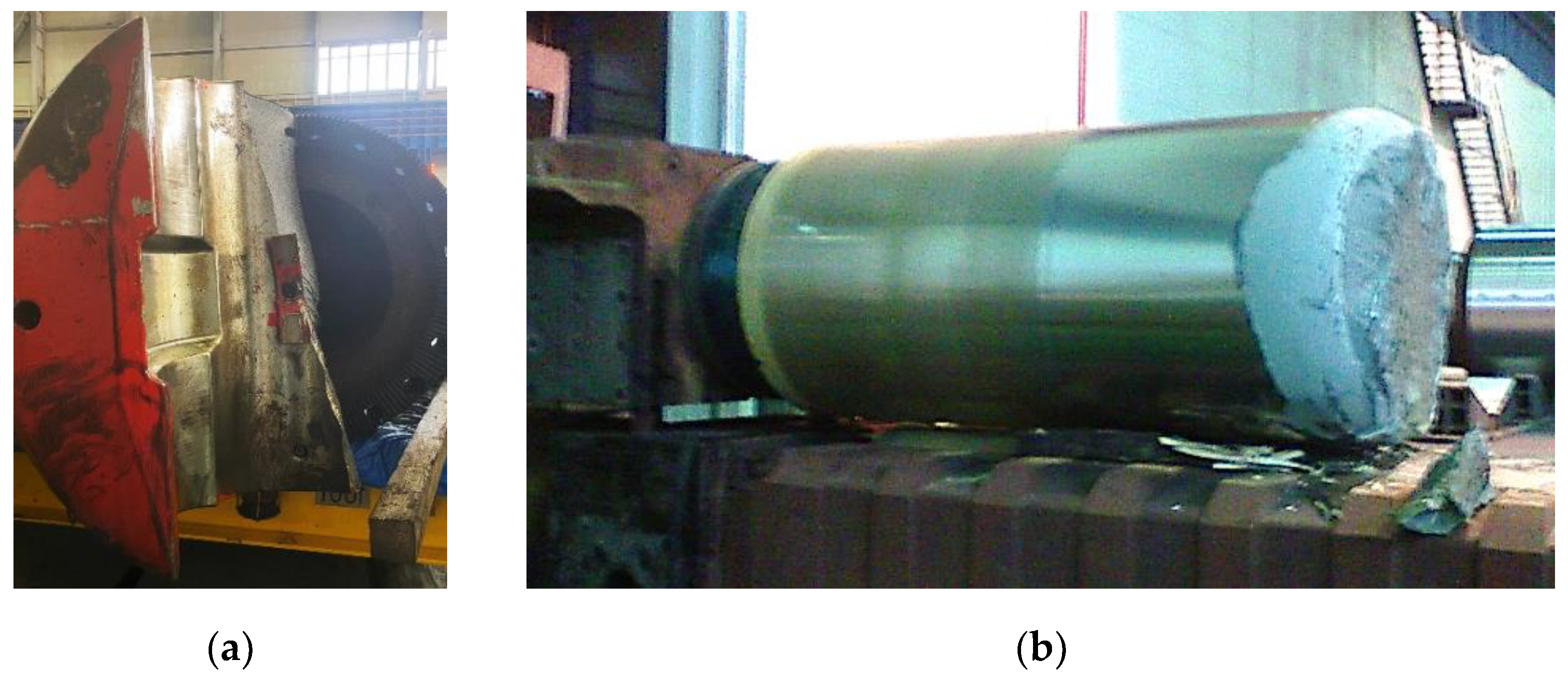
1.1. Causes of Intensive Wear of Spindle Joints
1.2. Functions of Elastic Torque Monitoring System
- Diagnosing and forecasting the abnormal condition of the rolling mill drive system and analyzing the load;
- Forecasting the service life of rolling mill equipment and implementing integrated diagnostic and control technology, which can be implemented at a single plant or facility;
- Research related to technical condition forecasting and control.
1.3. Specifics of Known Elastic Torque Monitoring Systems
2. Problem Formulation
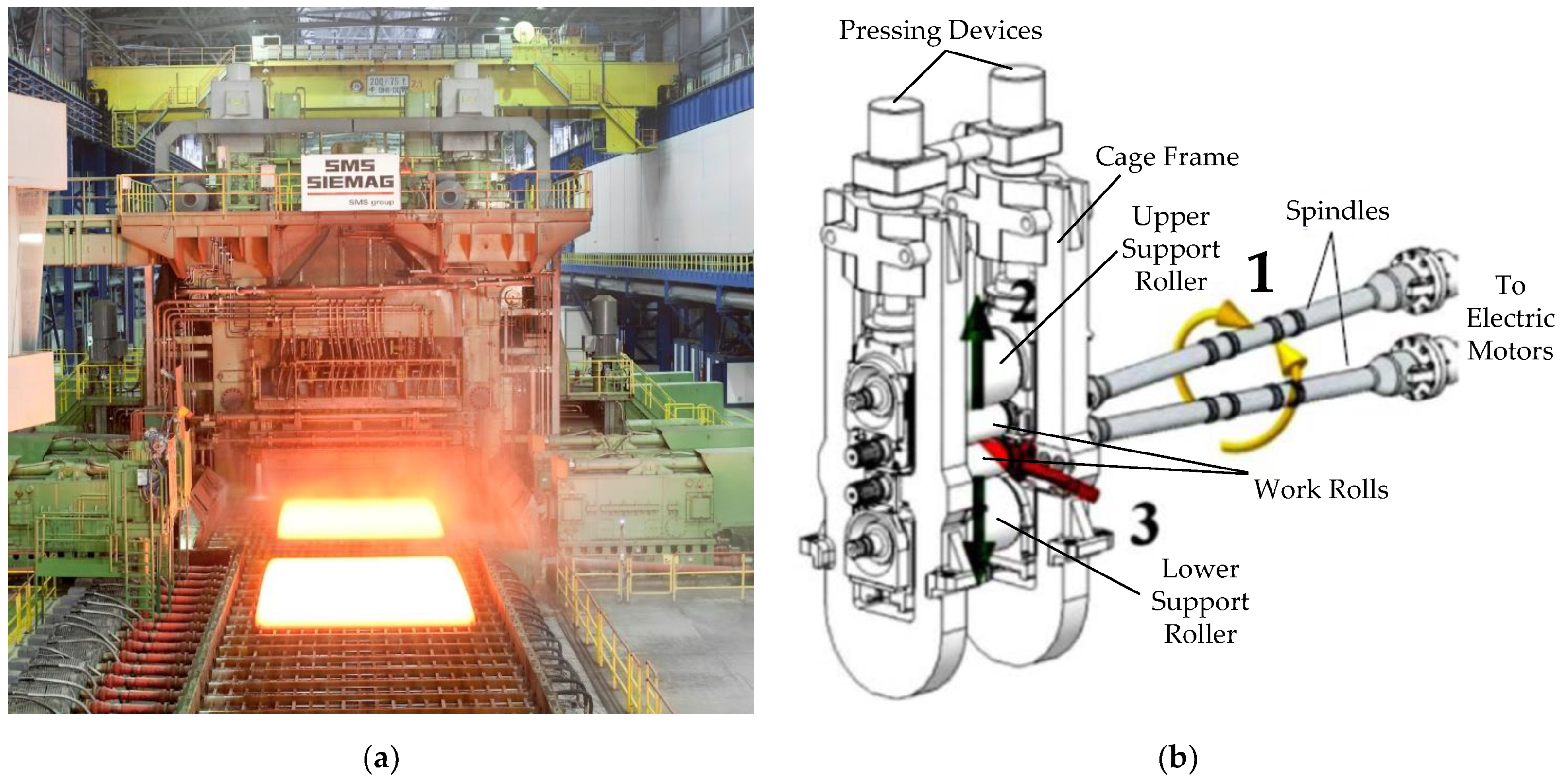
2.1. The Research Object Specifics
- Torque arising during rotation (main power line 1). When a shock load is applied, it has the nature of damped oscillations relative to the established rolling torque. The oscillation amplitude is determined by two factors:
- Directly, by an impact resulting from the closure of angular gaps inevitably existing in mechanical transmissions;
- Elastic properties of the transmission shaft, characterized by the elastic coupling factor of the rotating masses.
- The vertical torque component (power line 2) determined by the rheological (deformation) metal properties and biting conditions. Without considering the uneven filling of the deformation zone, this component represents a useful rolling torque. It has the nature of shock loading without oscillations.
- Horizontal component (power line 3), determined by the following:
- The ratio of the speed of metal entry into the stand and the horizontal component of the linear speed of the rolls;
- The inter-roll gap (indicated by arrow 3) set before biting.
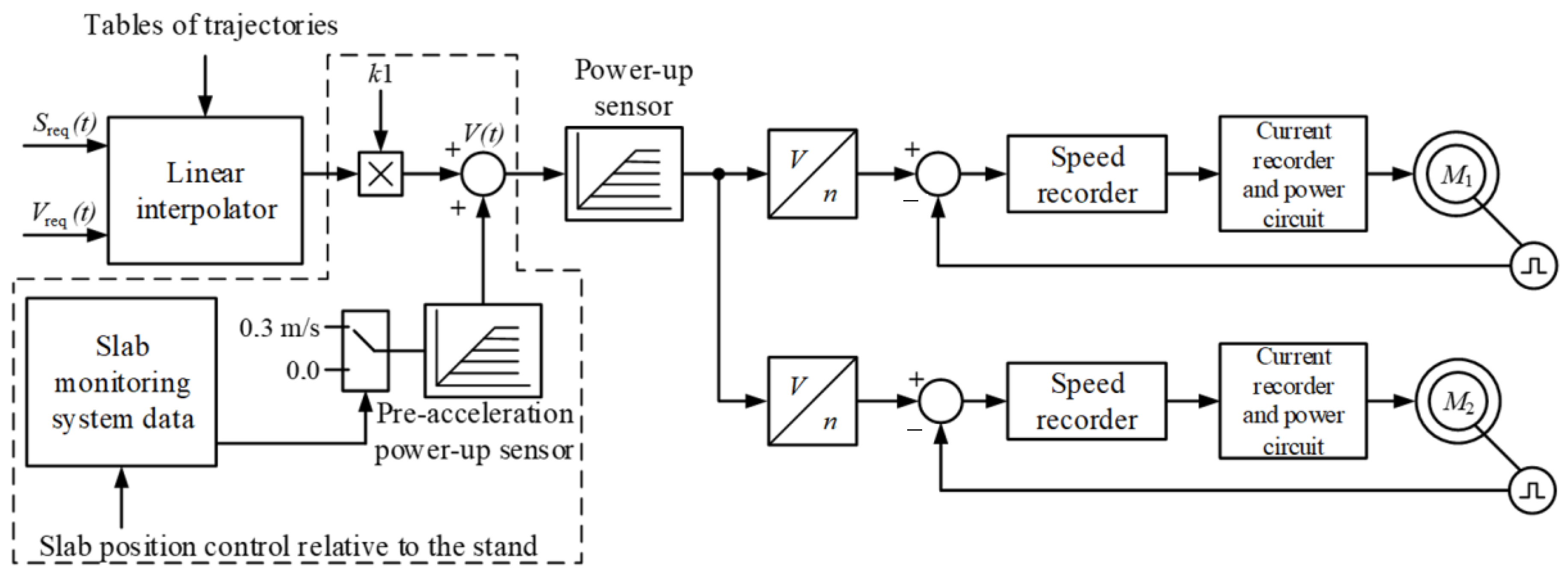
2.2. Drive Control
2.3. Spindle Design
2.4. The Analog’s Specifics
- -
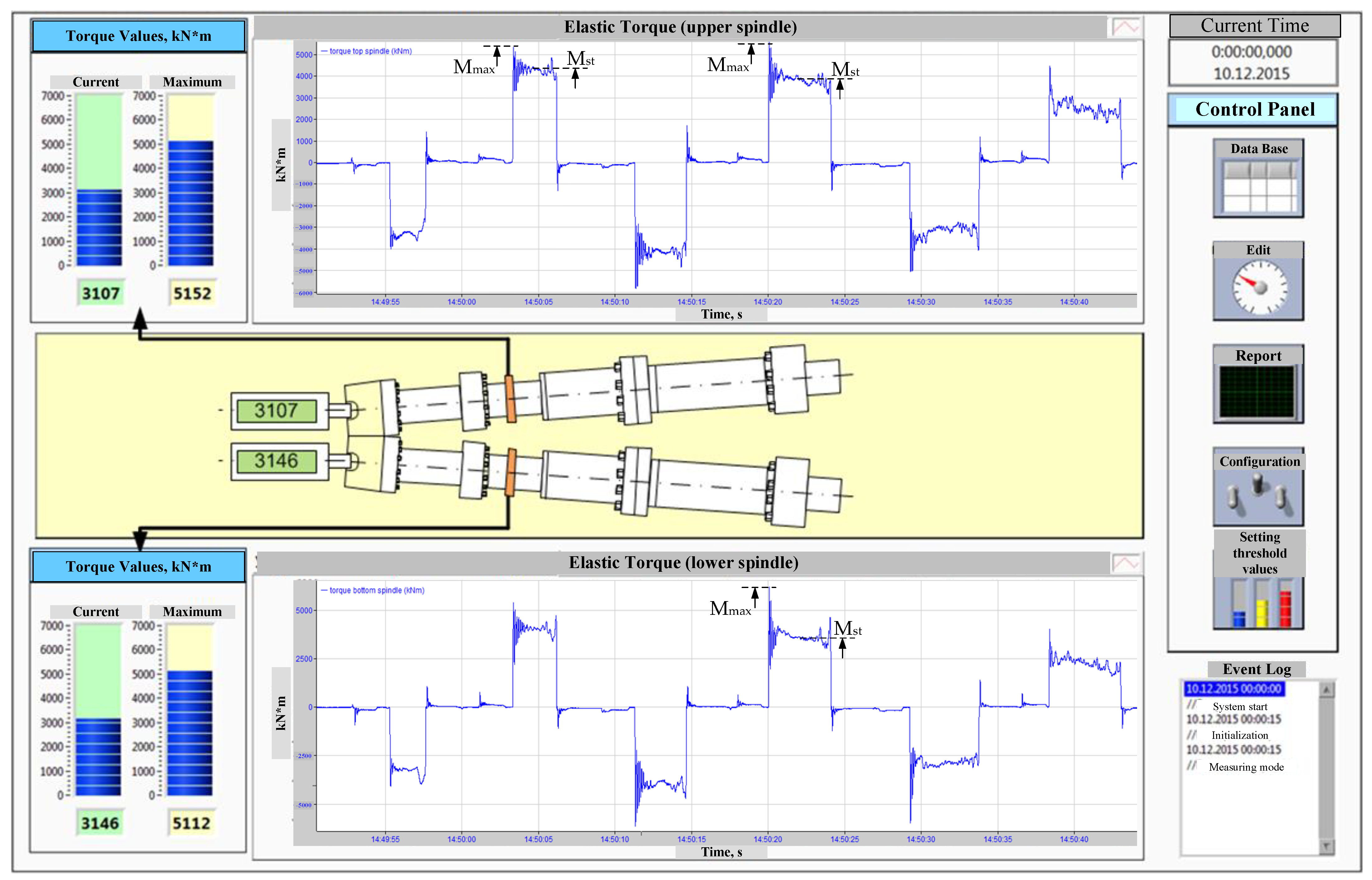
- The impact torque amplitude (window 1) at biting exceeds the steady rolling torque by more than three-fold;
- -
- damping oscillations are superimposed on the sine wave (windows 2, 3) caused by the roll rotation and have the greatest amplitude on the lower spindle shaft (window 3).
2.5. Research Objectives
- Developing a functional design and architecture of the system;
- Choosing processor and hardware implementing the functions of measuring and displaying the elastic torque;
- Developing technical solutions for the installation of sensors;
- Adjusting and implementing the system;
- Performing experimental studies to confirm the reduction in the elastic torque amplitude when implementing the stand drive pre-acceleration algorithm.
3. Materials and Methods
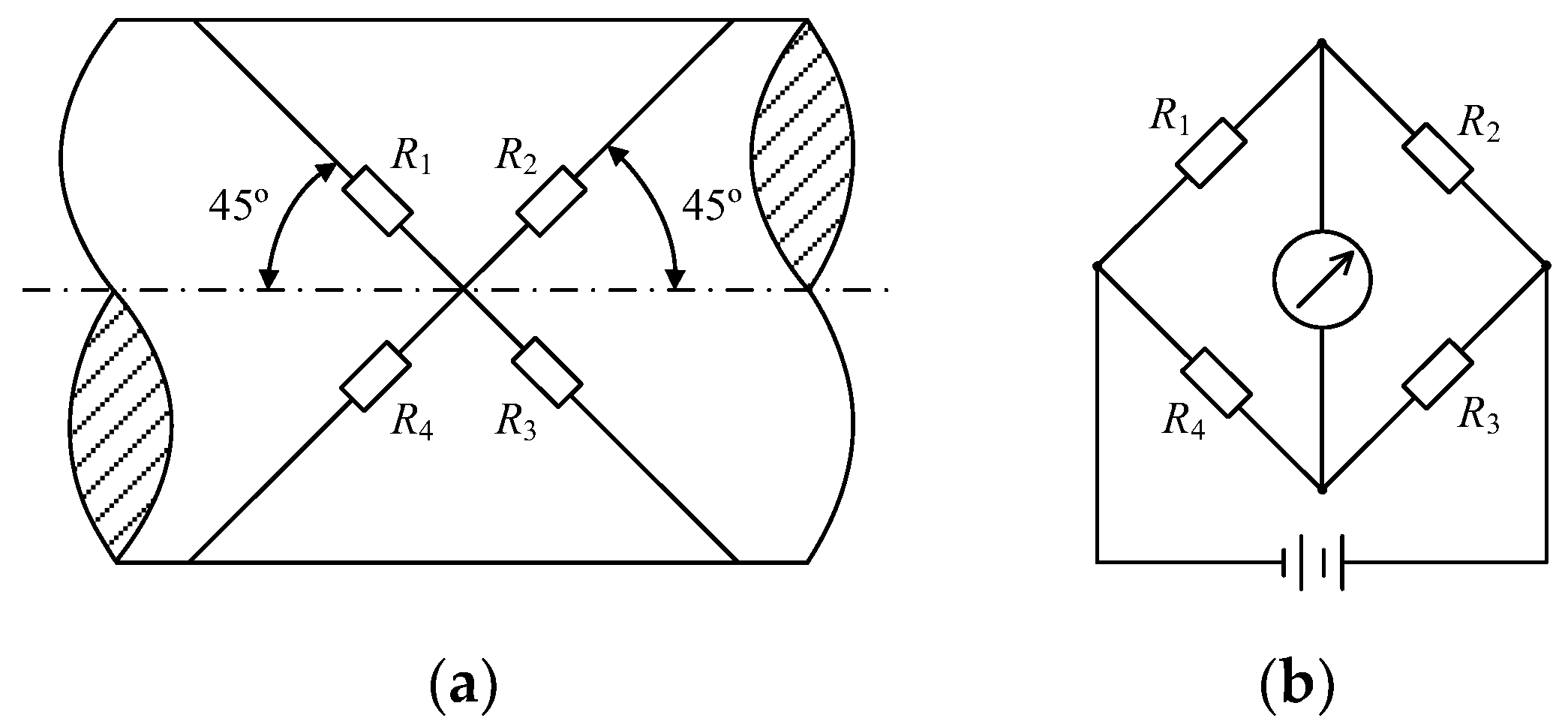
3.1. Strain Gauge Connection Circuits
3.2. Modular System Building Principle
- A regular database designed to store the peak and average values of rolling torque and forces. It provides real-time data storage, which facilitates online status analysis.
- Alarm database, which serves to save diagnosed parameters in emergencies. In normal operation mode, it is replenished when the measured values exceed the alarm levels, and the data are read at the user’s request. Backup to the history database and cleaning (manual or automatic) when the database is full should also be provided.
- A history database, the purpose of which is directly seen in its name. It can store measured or calculated parameters for a certain time, e.g., a month, to support queries and comparative analysis.
4. Implementation
- Providing reliable operation under hot rolling conditions, considering the required temperature range (900–1300 °C), dust and moisture protection, and vibration resistance under shock loads;
- Power transmission to the measuring electronic components installed on the spindles and reading elastic torque signals from the rotating spindles should be contactless;
- The design should be dismountable and allow the system to be mounted on a new spindle when replaced;
- Electronic and processor system components should be electromagnetically compatible in terms of power and signal lines;
- Measuring transducers should be able to control the elastic torque signal transmission factor of the measuring channel.
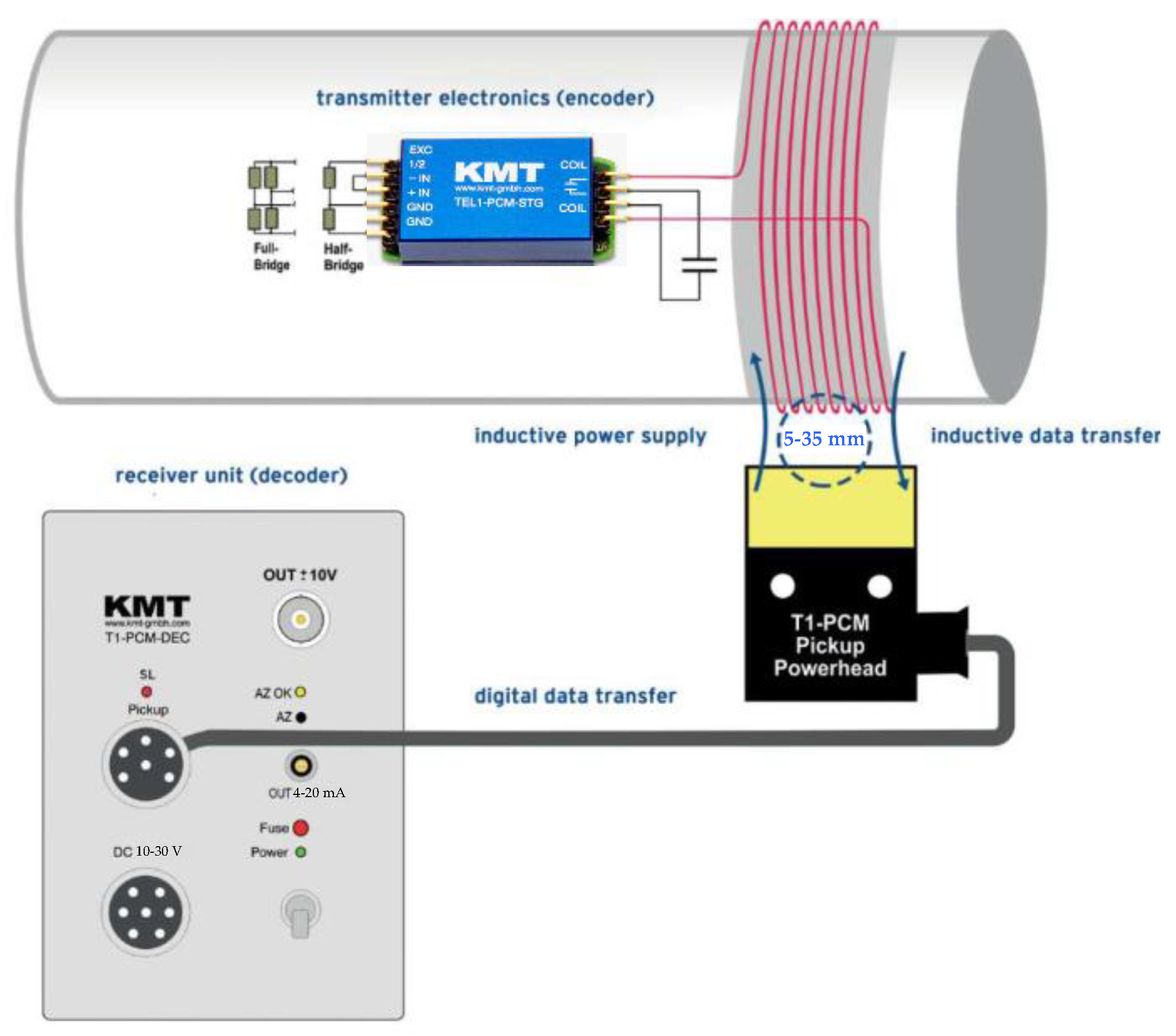
4.1. System Hardware
- -
- Strain gauge sensors and conversion units with contactless data transmission, mounted on spindles;
- -
- A receiver responsible for data acquisition;
- -
- A server for visualization, control, analysis, and database generation.
- Possibility of using strain gauges (R > 350 Ohm) in full- and half-bridge configurations;
- Inductive digital elastic torque data transmission from the rotating spindle to the measuring head through an air gap of up to 35 mm;
- The measured signal frequency range of 0–1200 Hz;
- Automatic receiver zeroing;
- Setting the receiver gain within 250–8000;
- External measuring channel calibration using a precision shunt;
- No impact of radio frequencies on the measured elastic torque signal;
- The ability to simultaneously work with several measuring systems;
- Continuous conversion of instantaneous elastic torque values into an output analog signal within ±10 V;
- A measuring channel error of less than 0.2%;
- Easy assembly, configuration, and operation.
4.2. Functional Modules of the Measuring System
- Base 2 mm;
- Resistance 350 Ohm;
- Operating temperatures from −20 to +80 °C.
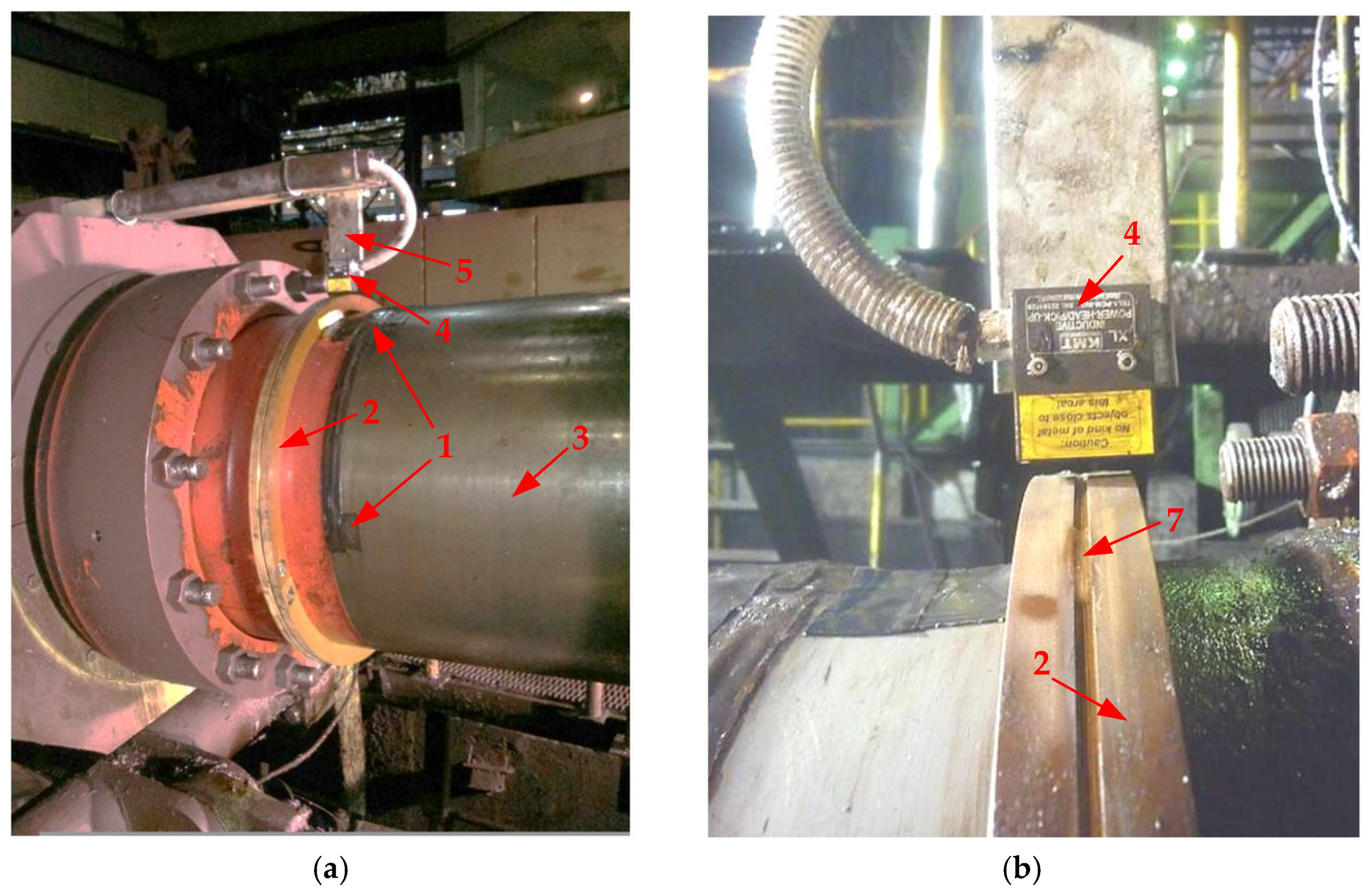
4.3. Industrial Implementation
5. Results
- -
- Analyzing dynamic loads arising during biting;
- -
- Diagnosing and forecasting emergencies;
- -
- Developing automated speed control systems providing for a reduction in dynamic loads by elastic torque feedback;
- -
- Calculating fatigue loads and the mechanical equipment lifespan.
5.1. Analyzing Impact Loads
- The developed elastic torque monitoring system allows for reliably assessing its dynamic deviations at biting.
- Biting in the drive acceleration mode reduces dynamic loads on the spindle by eliminating impacts when angular gaps in spindle joints close. Before implementing the developed system, this conclusion could only be confirmed indirectly, in particular, using simulation.
- The implementation of the system ensures continuous monitoring of the elastic torque, which improves the reliability of the rolling stand electromechanical systems.
5.2. Innovative Solutions
- -
- Counting spindle overload cases;
- -
- Shutdown when the spindle torque exceeds 400% of the rated value, since a breakdown may occur;
- -
- Counting the cases of the torque exceeding the 330% level for statistical analysis.
5.3. The Fatigue Load Calculation Technique
- is the number of cycles at the i-th load level;
- is the number of cycles to failure at the same level;
- K is the number of load levels.
- C is the fatigue curve factor;
- is the stress amplitude;
- m is the fatigue curve power parameter.
- -
- The rated service life of the spindle is 8 years, during which approximately 11,000,000 load cycles (passes) will occur (corresponding to 1,400,000 cycles per year);
- -
- The spindle has a safety factor of 7;
- -
- A 1.2-fold (and lower) dynamic torque will not cause spindle failure before the end of its lifespan.
- -
- With a one-time load by a torque with an amplitude not exceeding four times the Mnom value, dynamic loads do not affect the spindle lifespan;
- -
- With a one-time load by a torque with an amplitude of 5.6Mnom, the spindle fails, since the remaining life becomes equal to one.
6. Discussion of the Results and Future Work
6.1. The Developed System Implementation Results
6.2. Feasibility Study
- -
- Reduce the impact of temperature differences on the output signal magnitude;
- -
- Improves the response;
- -
- Provide the linearity of the obtained characteristic.
- -
- Bonding pads for strain gauges for operating temperatures of −196… +180 °C;
- -
- Special EB-2 adhesive for strain gauges;
- -
- Two-component epoxy composition for metals and composite materials, designed for operating temperatures of −30… +150 °C, and some other components.
- -
- Reduces the mill downtime due to the main drive line equipment failures;
- -
- Optimizes deformation-speed profiles between passes when rolling new shapes or improving technology;
- -
- Records and analyzes events causing accidents;
- -
- Identifies trends and detects hidden causes of malfunctions;
- -
- Evaluates the remaining life of parts subject to fatigue failure to arrange repairs depending on the damage.
- -
- An increase in the spindle lifespan by at least two times (from 3–4 years to rated 8 years);
- -
- A reduction in downtime due to mechanical spindle joint failures by 25–30 h per year;
- -
- With an average mill yield of 150 tons/h, it increases the output by 3.8–4.5 thousand tons.
6.3. Research Prospects
- Techniques for controlling the speed modes of horizontal stand drives, ensuring the limitation of dynamic loads at biting;
- A closed roll speed direct control system, ensuring the limitation of the spindle elastic torque when a shock load is applied.
7. Conclusions
- The available techniques and instruments for measuring the torque of rolling mill electromechanical systems have been analyzed. The concept of building a telemetry system for online monitoring of elastic torque using a modular principle was justified. The advantages of this approach were noted, with the major ones being its simplicity and the possibility of convenient modification of the structure based on the diagnosed facility specifics and the staff requirements. The proposed modular structure is recommended for use in building systems for monitoring the condition of various industrial equipment.
- A digital telemetric spindle torque meter was developed based on strain gauges connected according to a balanced bridge circuit with contactless powering. The meter can be used as part of stationary load monitoring systems. Technical solutions for the arrangement and installation of sensors and signal converters were developed; processor equipment and hardware were chosen to facilitate power transmission to the measuring electronic components. They provide an inductive reading of rotating spindle elastic torque signals and generate an output voltage of ±10 V, proportional to the elastic torque.
- A functional diagram and hardware structure of a system for continuous monitoring of the elastic torque on the Mill 5000 stand horizontal roll spindles were developed considering the drive design parameters, specifications, and operating modes. The system was integrated into a data network combining a visualization server and hardware processors.
- The system was configured and implemented. The efficiency of its implementation was experimentally confirmed when testing a control algorithm reducing dynamic loads on the spindle due to the pre-acceleration of the drive.
- The technique for calculating the lifespan based on the linear Palmgren–Miner hypothesis was considered, and analytical dependencies explaining the calculations were provided. The lifespan dependency on the torque ratio at a one-time loading was analyzed. It was shown that the difference in the TMD and BMD spindle loads per rolling cycle (19 passes) resulted in differences in their lifespan. The results of the automated lifespan calculation by processing data arrays obtained for a month during the rolling of real stock sheets were provided.
- Based on the elastic torque analysis, dependencies have been built, characterizing the difference in expected TMD and BMD spindle lifespans over 2 years. Extrapolation showed that the complete TMD spindle’s depletion will occur after approximately 3.5 years, while for the BMD spindle it will occur after approximately 4.5 years. Such short lifespans serve as grounds for developing technical solutions aimed at limiting the dynamic loads on spindles at biting.
- The implementation of the online monitoring system for elastic torques on the rolling stand spindles achieves the following:
- It reduces emergency downtime caused by breakdowns of the mechanical equipment of stands;
- Reduces costs for eliminating the consequences of accidents and replacing and restoring damaged equipment;
- Increases the service life of electrical and mechanical equipment through monitoring and limiting shock loads at biting.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Predictive Precision: How Condition Monitoring Transforms Maintenance Strategies in Industry 4.0. Available online: https://www.pragmaworld.net/predictive-precision-how-condition-monitoring-transforms-maintenance-strategies-in-industry-4-0/ (accessed on 23 January 2024).
- Del Castillo, A.C.; Sasidharan, M.; Nentwich, C.; Merino, J.; Parlikad, A.K. Data-Driven Asset Health Index—An application to evaluate Quay Cranes in container ports. Marit. Policy Manag. 2023, 1–19. [Google Scholar] [CrossRef]
- Li, Q.; Yang, Y.; Jiang, P. Remote Monitoring and Maintenance for Equipment and Production Lines on Industrial Internet: A Literature Review. Machines 2023, 11, 12. [Google Scholar] [CrossRef]
- Panayanthatta, N.; Clementi, G.; Ouhabaz, M.; Costanza, M.; Margueron, S.; Bartasyte, A.; Basrour, S.; Bano, E.; Montes, L.; Dehollain, C.; et al. A Self-Powered and Battery-Free Vibrational Energy to Time Converter for Wireless Vibration Monitoring. Sensors 2021, 21, 7503. [Google Scholar] [CrossRef] [PubMed]
- Morgan, J.; O’Donnell, G.E. Cyber physical process monitoring systems. J. Intell. Manuf. 2015, 29, 1317–1328. [Google Scholar] [CrossRef]
- Yang, X.; Luo, H.; Krueger, M.; Ding, S.X.; Peng, K. Online Monitoring System Design for Roll Eccentricity in Rolling Mills. IEEE Trans. Ind. Electron. 2016, 63, 2559–2568. [Google Scholar] [CrossRef]
- Peng, R.; Zhang, X.; Shi, P. Bearing Fault Diagnosis of Hot-Rolling Mill Utilizing Intelligent Optimized Self-Adaptive Deep Belief Network with Limited Samples. Sensors 2022, 22, 7815. [Google Scholar] [CrossRef] [PubMed]
- Hou, Y.; Kong, J.Y.; Wang, X.D. Research on Online Monitoring for the Main Drive System of Rolling Mill. Appl. Mech. Mater. 2011, 127, 444–448. [Google Scholar] [CrossRef]
- Shin, N.; Shin, K.; Bae, J. A Study on the Health Monitoring of Hot Rolling Mill. Review of Progress in Quantitative Nondestructive Evaluation. Available online: https://www.iastatedigitalpress.com/qnde/article/id/8686/ (accessed on 23 January 2024).
- Kim, E.S. Fatigue life evaluation of spindle of rolling mill using ADINA structure and WINLIFE. J. Mech. Sci. Technol. 2020, 34, 3991–3996. [Google Scholar] [CrossRef]
- Krot, P.; Prykhodko, I.; Raznosilin, V.; Zimroz, R. Model Based Monitoring of Dynamic Loads and Remaining Useful Life Prediction in Rolling Mills and Heavy Machinery. Adv. Asset Manag. Cond. Monit. Smart Innov. Syst. Technol. 2020, 166, 399–416. [Google Scholar] [CrossRef]
- Gasiyarov, V.R.; Radionov, A.A.; Loginov, B.M.; Karandaev, A.S.; Gasiyarova, O.A.; Khramshin, V.R. Development and Practical Implementation of Digital Observer for Elastic Torque of Rolling Mill Electromechanical System. J. Manuf. Mater. Process. 2023, 7, 41. [Google Scholar] [CrossRef]
- Gasiyarov, V.R.; Radionov, A.A.; Loginov, B.M.; Zinchenko, M.A.; Gasiyarova, O.A.; Karandaev, A.S.; Khramshin, V.R. Method for Defining Parameters of Electromechanical System Model as Part of Digital Twin of Rolling Mill. J. Manuf. Mater. Process. 2023, 7, 183. [Google Scholar] [CrossRef]
- Xu, H.; Cui, L.-L.; Shang, D.-G. A study of nonlinear coupling dynamic characteristics of the cold rolling mill system under different rolling parameters. Adv. Mech. Eng. 2017, 9, 168781401771370. [Google Scholar] [CrossRef]
- Kravchenko, V.M.; Sidorov, V.A.; Butsukin, V.V. Wear of the Blades of the Universal Rolling Mill Spindle. Bull. Azov State Tech. Univ. Ser.Tech. Sci. 2012, 24, 262–265. Available online: http://nbuv.gov.ua/UJRN/vpdty_2012_24_42 (accessed on 23 January 2024).
- Artyukh, V.G. Fundamentals of Protection of Metallurgical Machines from Breakdowns; University Publishing Group: Mariupol, Ukraine, 2015; 288p. [Google Scholar]
- Domazet, Z.; Luksa, F.; Susnjar, M. Failure analysis of rolling mill stand coupling. Eng. Fail. Anal. 2014, 46, 208–218. [Google Scholar] [CrossRef]
- Popenda, A.; Lis, M.; Nowak, M.; Blecharz, K. Mathematical Modelling of Drive System with an Elastic Coupling Based on Formal Analogy between the Transmission Shaft and the Electric Transmission Line. Energies 2020, 13, 1181. [Google Scholar] [CrossRef]
- Nalepa, R.; Najdek, K.; Wrobel, K.; Szabat, K. Application of D-Decomposition Technique to Selection of Controller Parameters for a Two-Mass Drive System. Energies 2020, 13, 6614. [Google Scholar] [CrossRef]
- Gasiyarov, V.R.; Khramshin, V.R.; Voronin, S.S.; Lisovskaya, T.A.; Gasiyarova, O.A. Dynamic torque limitation principle in the main line of a mill stand: Explanation and rationale for use. Machines 2019, 7, 76. [Google Scholar] [CrossRef]
- Bhowal, P.; Mukherjee, S.K. Modeling and Simulation of Hidraulic Gap Control System in a Hot Strip Mill. ISIJ Int. 1996, 5, 553–562. [Google Scholar] [CrossRef]
- Ohlert, J.; Sprock, A.; Sudau, P. Digitalization in hot and cold rolling mills. Mat. Sci. Forum 2016, 854, 215–224. [Google Scholar] [CrossRef]
- Krot, P.V. Hot Rolling Mill Drive Train Dynamics: Torsional Vibration Control and Backlash Diagnostics. Millennium Steel China. 2009. Annual Issue. pp. 91–95. Available online: https://www.researchgate.net/publication/202044159_Hot_rolling_mill_drive_train_dynamics_torsional_vibration_control_and_backlashes_diagnostics (accessed on 23 January 2024).
- Krot, P.V. Nonlinear Vibrations and Backlashes Diagnostics in the Rolling Mills Drive Trains. In Proceedings of the 6th EUROMECH Nonlinear Dynamics Conference (ENOC), St. Petersburg, Russia, 30 June–4 July 2008; pp. 360–365. [Google Scholar] [CrossRef]
- Krot, P.V. Telemetry Systems for Monitoring Dynamic Loads in Drive Lines of Rolling Mills. Machine Vibration: Measurement, Reduction, Protection: Collection of Scientific, Technical, and Production Papers. Donetsk: DonSTU, 2008. Iss. 1. pp. 30–41. Available online: https://www.researchgate.net/publication/330779240_Telemetriceskie_sistemy_monitoringa_dinamiceskih_nagruzok_v_liniah_privoda_prokatnyh_stanov_Telemetering_Systems_for_Monitoring_Dynamic_Loads_in_Drive_Lines_of_Rolling_Mill (accessed on 23 January 2024).
- Gao, Y.; Jin, B.; Zhang, H. Wireless Remote Monitoring System for the Agc Svibration Fault of Rolling Mill. J. Appl. Sci. 2013, 21, 4875–4880. [Google Scholar] [CrossRef]
- Yukio, K.; Yasuhio, S.; Nobuo, N.; Naoki, I.; Yutaka, M. Analysis of chatter in tandem cold rolling mills. ISIJ Int. 2003, 43, 77–84. [Google Scholar] [CrossRef]
- Rothera, A.; Jelali, M.; Soffker, D. A brief review and the first application of time-frequency-based analysis methods for monitoring of strip rolling mills. J. Process Control 2015, 35, 65–79. [Google Scholar] [CrossRef]
- Kowalak, P.; Borkowski, T.; Bonislawski, M.; Holub, M.; Myskow, J. A statistical approach to zero adjustment in torque measurement of ship propulsion shafts. Measurement 2020, 164, 108088. [Google Scholar] [CrossRef]
- Goszczak, J. Torque measurement issues. IOP Conf. Ser. Mater. Sci. Eng. 2016, 148, 012041. [Google Scholar] [CrossRef]
- Krimmel, W. Evolution and Future of Torque Measurement Technology. Available online: https://www.lorenz-messtechnik.de/english/company/torque_measurement_technology.php (accessed on 23 January 2024).
- Innovative Sensor Telemetry—The Revolutionary Solution for Industry 4.0. Available online: https://www.sensortelemetrie.de/en/innovative-sensor-telemetry-the-revolutionary-solution-for-industry-4-0/ (accessed on 23 January 2024).
- Measuring Torque with Bridge-Based Sensors. NI Is Now Part of Emerson’s New Test & Measurement Business Group. Available online: https://www.ni.com/en/shop/data-acquisition/sensor-fundamentals/measuring-torque-with-bridge-based-sensors.html (accessed on 23 January 2024).
- Mateev, V.; Marinova, I. Magnetic Elastomer Sensor for Dynamic Torque and Speed Measurements. Electronics 2021, 10, 309. [Google Scholar] [CrossRef]
- Myers, D.R.; Pisano, A.P. Torque measurements of an automotive halfshaft utilizing a MEMS resonant strain gauge. In Proceedings of the TRANSDUCERS 2009 International Solid-State Sensors, Actuators and Microsystems onference, Denver, CO, USA, 21–25 June 2009; pp. 1726–1729. [Google Scholar] [CrossRef]
- Shvetsov, A.; Zhgoon, S.; Lonsdale, A.; Sandacci, S. Deformation sensitive cuts of quartz for torque sensor. In Proceedings of the IEEE International Ultrasonics Symposium, San Diego, CA, USA, 11–14 October 2010; pp. 1250–1253. [Google Scholar] [CrossRef]
- Zi, X.; Zhao, S.; Geng, S.; Wu, L.; Pang, H. A Wireless Torque Sensor Based on Surface Acoustic Wave. In Proceedings of the International Conference on Wireless Communication and Sensor Network, Wuhan, China, 13–14 December 2014; pp. 326–329. [Google Scholar] [CrossRef]
- Muro, H.; Saito, C.; Shimada, M.; Furuya, Y. Magnetostrictive-ring type torque sensor using two Hall ICs with differential magnetic field detection. In Proceedings of the IEEE Sensors, Valencia, Spain, 2–5 November 2014; pp. 412–415. [Google Scholar] [CrossRef]
- Wang, Y.; Jang, W.; Huang, C. Lightweight Torque Sensor Based on a Gradient Grating Period Guided-Mode Resonance Filter. IEEE Sens. J. 2019, 19, 6610–6617. [Google Scholar] [CrossRef]
- Hoehn, K.; Olsson, A.; Arkwright, J.W. High Capacity Torque and Compression Measurements Using Fibre Optic Sensors. In Proceedings of the 2nd International Conference for Fibre-optic and Photonic Sensors for Industrial and Safety Applications (OFSIS), Brisbane, QLD, Australia, 8–10 January 2017; pp. 39–44. [Google Scholar] [CrossRef]
- Torque Measurement System. ZETLAB. Available online: https://zetlab.com/en/shop/automated-test-systems/torque-measurement-system/ (accessed on 23 January 2024).
- Tarakçi, S.; Aldemir, O.; Solmaz, T.; Işik, E. External torque sensor design providing wireless and real-time data customized for drivetrain. Int. J. Automot. Eng. Technol. 2022, 11, 18–27. [Google Scholar] [CrossRef]
- Torque Measurement on Rotating Shafts Using Strain Gauge. Available online: https://www.bestech.com.au/blogs/torque-measurement-on-rotating-shafts-using-strain-gauge/ (accessed on 23 January 2024).
- Veyrat Durbex, A.; Nachajon Schwartz, Y.; Tacca, H.E. Solutions for Torque and Speed Measurement on Electric Machine Controllers Test Benches. Rev. Elektron 2021, 1, 20–31. [Google Scholar] [CrossRef]
- Filho, A.C.L.; Belo, F.A.; Alves dos Santos, J.L.; Gomes dos Anjos, E. Self-Powered Telemetric Torque Meter. ASME J. Dyn. Sys. Meas. Control 2011, 133, 045001. [Google Scholar] [CrossRef]
- Radionov, A.A.; Karandaev, A.S.; Gasiyarov, V.R.; Loginov, B.M.; Gartlib, E.A. Development of an Automatic Elastic Torque Control System Based on a Two-Mass Electric Drive Coordinate Observer. Machines 2021, 9, 305. [Google Scholar] [CrossRef]
- Radionov, A.A.; Loginov, B.M.; Odintsov, K.E.; Gasiyarova, O.A. Limitation of Dynamic Loads of the Mechatronic System of the Rolling Stand. In Proceedings of the International Conference on Industrial Engineering, Applications and Manufacturing (ICIEAM), Sochi, Russian, 16–20 May 2022; pp. 1157–1162. [Google Scholar] [CrossRef]
- Karandaev, A.S.; Gasiyarov, V.R.; Maklakova, E.A.; Loginov, B.M.; Khramshina, E.A. Method limiting dynamic loads of electromechanical systems of plate mill stand. In Proceedings of the IEEE Conference of Russian Young Researchers in Electrical and Electronic Engineering (EIConRus), Moscow and St. Petersburg, Russia, 29 January–1 February 2018; pp. 651–656. [Google Scholar] [CrossRef]
- Gasiyarova, O.A.; Karandaev, A.S.; Erdakov, I.N.; Loginov, B.M.; Khramshin, V.R. Developing Digital Observer of Angular Gaps in Rolling Stand Mechatronic System. Machines 2022, 10, 141. [Google Scholar] [CrossRef]
- Setiawan, R.; Siradj, E.; Iman, F. Failure Analysis of ICDP Work Roll of Hot Strip Mill: Case Study of Shell-Core Interface Spalling. J. Pendidik. Teknol. Kejuru. 2022, 5, 28–34. [Google Scholar] [CrossRef]
- Report on Torque Measurements and Process—ACIDA…Musterbericht—ACIDA Torque Measurement Services by ACIDA GmbH Report on Torque Measurements and Process Analyses at the Heavy. ACIDA GmbH. October 2004. Available online: https://vdocuments.site/report-on-torque-measurements-and-process-acidamusterbericht-acida-torque.html?page=1 (accessed on 23 January 2024).
- Loginov, B.M.; Gasiyarova, O.A.; Khramshin, V.R.; Voronin, S.S. Development of Digital Pressure Observer in Hydraulic Cylinders for Vertical Balancing of Rolling Stand Spindles. In Proceedings of the Russian Workshop on Power Engineering and Automation of Metallurgy Industry: Research & Practice (PEAMI), Magnitogorsk, Russian, 29 September–1 October 2023; pp. 177–182. [Google Scholar] [CrossRef]
- Kubo, T.; Uesugi, K. Failure Analysis and Countermeasure of a Cracked Spindle Gear Used in the Main Reducer of a Hot Strip Mill. Iron Steel Technol. 2018, 11, 50–55. [Google Scholar]
- Palit, P.; Patel, S.N.; Mathur, J.; Shenoy, S. Analysis of a Progressive Failure of a Work Roll in Hot Strip Mill. J. Fail. Anal. Prev. 2019, 19, 1297–1303. [Google Scholar] [CrossRef]
- Palit, P.; Jugade, H.R.; Jha, A.K.; Das, S.; Mukhopadhyay, G. Failure analysis of work rolls of a thin hot strip mill. Case Stud. Eng. Fail. Anal. 2015, 3, 39–45. [Google Scholar] [CrossRef]
- High-Speed Torque Measurement. Manner Sensortelemetrie. Available online: https://www.sensortelemetrie.de/en/products/torque-measurement-technology/high-speed-torque-measurement/ (accessed on 23 March 2024).
- Torque Sensors from Manner Sensor Telemetry. Available online: https://www.bmi.fr/pdf/Documentation-couplemetres-sans-contact.pdf (accessed on 23 March 2024).
- Antsupov, V.P.; Fedulov, A.A.; Antsupov, A.V. The Kinetic Approach to the Design Evaluation of the Reliability of Machine. In Proceedings of the 6th International Conference on Industrial Engineering (ICIE 2020) Volume I 6; Springer International Publishing: Cham, Switzerland, 2021; pp. 251–258. [Google Scholar] [CrossRef]
- Wollschlaeger, M.; Theurich, S.; Winter, A.; Lubnau, F.; Paulitsch, C. A reference architecture for condition monitoring. In Proceedings of the 2015 IEEE World Conference on Factory Communication Systems (WFCS), Palma de Mallorca, Spain, 27–29 May 2015. [Google Scholar] [CrossRef]
- Cocconcelli, M.; Capelli, L.; Cavalaglio Camargo Molano, J.; Borghi, D. Development of a Methodology for Condition-Based Maintenance in a Large-Scale Application Field. Machines 2018, 6, 17. [Google Scholar] [CrossRef]
- Digital Telemetry Solutions. Available online: https://www.imc-tm.com/products/sensor-solutions/telemetry?utm_source=KMT-EN&utm_medium=Redirect (accessed on 23 January 2024).
- T1 Digital 1-Channel Telemetry. Available online: https://www.imc-tm.com/products/sensor-solutions/telemetry/t1 (accessed on 23 January 2024).
- Karandaev, A.S.; Loginov, B.M.; Gasiyarov, V.R.; Khramshin, V.R. Force limiting at roll axial shifting of plate mill. Procedia Eng. 2017, 206, 1780–1786. [Google Scholar] [CrossRef]
- Promtex. Test Benches, Sensors, Measuring Electronics. Available online: https://www.prom-tex.org/ (accessed on 23 January 2024).
- Oliveira, R.S.; Winter, S.; Lepikson, H.A.; Frohlich, T.; Theska, R. A new approach to test torque transducers under dynamic reference regimes. Measurement 2014, 58, 354–362. [Google Scholar] [CrossRef]
- Jiao, Z.; He, C.; Wang, L.; Cai, Y.; Wang, X.; Sun, X. Torque Model in Plate Rolling Process with Biting Impact Considered. ISIJ Int. 2021, 1, 239–247. [Google Scholar] [CrossRef]
- Radionov, A.A.; Gasiyarov, V.R.; Maklakova, E.A. Improving Reliability of Hot Plate Mill Electromechanical System. Key Eng. Mater. 2019, 685, 417–421. [Google Scholar] [CrossRef]
- ibaPDA Scalable Basic Software for Measured Data Collection. Available online: https://www.iba-ag.com/ru/ibapda (accessed on 23 January 2024).
- Radionov, A.A.; Gasiyarov, V.R.; Karandaev, A.S.; Loginov, B.M.; Khramshin, V.R. Controlling the Electric Drives of the Reversing Rolling Stand Rolls of a Rolling Mill to Form a Curvature at the Workpiece Front End. In Proceedings of the IEEE 13th International Conference on Power Electronics and Drive Systems (PEDS), Toulouse, France, 9–12 July 2019. [Google Scholar] [CrossRef]
- Radionov, A.A.; Liubimov, I.V.; Yachikov, I.M.; Abdulveleev, I.R.; Khramshina, E.A.; Karandaev, A.S. Method for Forecasting the Remaining Useful Life of a Furnace Transformer Based on Online Monitoring Data. Energies 2023, 16, 4630. [Google Scholar] [CrossRef]
- Huang, T.; Ding, R.-C.; Li, Y.-F.; Zhou, J.; Huang, H.-Z. A Modified Model for Nonlinear Fatigue Damage Accumulation of Turbine Disc Considering the Load Interaction Effect. Metals 2019, 9, 919. [Google Scholar] [CrossRef]
- Selivanov, I.A.; Karandaev, A.S.; Evdokimov, S.A.; Khramshin, V.R.; Shemetova, A.A.; Evdokimov, A.S.; Lukin, A.A.; Andryushin, A.Y.; Shilyaev, P.V.; Golovin, V.V.; et al. Improving Automated Drives and Diagnostics of Power Equipment. News High. Educ. Inst. Electromech. 2009, 1, 5–11. [Google Scholar]
- Evdokimov, A.S.; Evdokimov, S.A.; Karandaev, A.S.; Radionov, A.A. Strategy of vibration diagnostic control of mill equipment condition. In Proceedings of the 2015 International Conference on Mechanical Engineering, Automation and Control Systems (MEACS), Tomsk, Russia, 1–4 December 2015. [Google Scholar] [CrossRef]
- Radionov, A.A.; Evdokimov, S.A.; Karandaev, A.S.; Khramshin, V.R. Information and Measurement System for Control of Technical State of Asynchronous Electric Motors with Group Supply from Frequency Converter. In Proceedings of the 12th International Conference on Actual Problems of Electronic Insrument Engineering (APEIE-2014), Novosibirsk, Russia, 2–4 October 2014. [Google Scholar] [CrossRef]
- Hoang, V.A.; Lee, Y.C. Inductive wireless power transfer system using multiple coils for rotating propulsive shaft applications. Microw. Opt. Technol. Lett. 2021, 63, 480–485. [Google Scholar] [CrossRef]
- Hao, H.; Ji, Q. A Design of Marine Propulsion Shaft Power Telemetry System. In Advances in Mechanical and Electronic Engineering; Lecture Notes in Electrical Engineering; Springer: Berlin/Heidelberg, Germany, 2012; Volume 176, pp. 185–189. [Google Scholar] [CrossRef]
- Tay, Z.Y.; Hadi, J.; Chow, F.; Loh, D.J.; Konovessis, D. Big Data Analytics and Machine Learning of Harbour Craft Vessels to Achieve Fuel Efficiency: A Review. J. Mar. Sci. Eng. 2021, 9, 1351. [Google Scholar] [CrossRef]
- Lee, J.K.; Seung, H.M.; Park, C.I.; Lee, J.K.; Lim, D.H.; Kim, Y.Y. Magnetostrictive patch sensor system for battery-less real-time measurement of torsional vibrations of rotating shafts. J. Sound Vib. 2018, 414, 245–258. [Google Scholar] [CrossRef]
- Yu, Z.; Qiu, Z.; Li, H.; Xue, J.; Hu, W.; Wang, C. Design and Calibration of Torque Measurement System of Comprehensive Performance Test Instrument of Industrial Robot Reducer. Comput. Intell. Neurosci. 2022, 2022, 8155818. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y.; Yu, W.M. Study of Portable Shaft Power Measurement System. Appl. Mech. Mater. 2014, 490–491, 1522–1525. [Google Scholar] [CrossRef]
- Rusov, V.A. Diagnostic Monitoring of High-Voltage Power Transformers; DIM-RUS: Perm, Russia, 2012; 159p. [Google Scholar]
- Fan, X.; Zang, Y.; Sun, Y.; Wang, P. Impact Analysis of Roller System Stability for Four-High Mill Horizontal Vibration. Shock Vib. 2016, 2016, 5693584. [Google Scholar] [CrossRef]
- Kitai, M.; Kobayashi, T.; Fujiwara, H.; Tani, R.; Numao, M.; Fukui, K.I. A Framework for Predicting Remaining Useful Life Curve of Rolling Bearings Under Defect Progression Based on Neural Network and Bayesian Method. IEEE Access 2021, 9, 62642–62652. [Google Scholar] [CrossRef]
- Zhao, L.; Yue, P.; Zhao, Y.; Sun, S. Reliability Analysis and Optimization Method of a Mechanical System Based on the Response Surface Method and Sensitivity Analysis Method. Actuators 2023, 12, 465. [Google Scholar] [CrossRef]
- Cui, H.; Li, F.; Tomsovic, K. A Cyber-Physical System Testbed for Power System Monitoring and Wide-Area Control Verification. IET Energy Syst. Integr. 2019, 1, 32–39. [Google Scholar] [CrossRef]
- Hamzah, M.; Islam, M.M.; Hassan, S.; Akhtar, M.N.; Ferdous, M.J.; Jasser, M.B.; Mohamed, A.W. Distributed Control of Cyber Physical System on Various Domains: A Critical Review. Systems 2023, 11, 208. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component Name | Specifications | Value or Description |
|---|---|---|
| Rolling rolls | Work roll diameter Work roll length Support roll diameter Support roll length Work roll speed at max. roll diameter Maximum permissible rolling force | 1210–1110 mm 5300 mm 2300–2100 mm 4950 mm (0–3.17)/7.30 m/s 120 MN |
| Main drive | Type Main drive power Motor speed Rated torque Maximum rolling torque Maximum motor overload torque Motor turn-off torque | Paired 2 × 12 MW (0–60)/115 rpm 2 × 1.91 MN∙m 2 × 3.82 MN∙m (200% of rated) 2 × 4.23 MN∙m (225% of rated) 2 × 5.25 MN∙m (275% of rated) |
| Parameter | Value (Type) |
|---|---|
| Channels | 1 |
| Signal bandwidth | 0–1200 Hz |
| Input types | strain gauge |
| Resolution | 16 bit |
| Transmission | inductive |
| Power supply | inductive |
| Housing | robust und water-resistant |
| Operating temperature | −40… +85 °C |
| Transmitter weight | 13 g |
| Transmitter dimensions | 35 × 24 × 14 mm |
| Roll Thickness, mm | Dynamic Factor kD in the Control System | Multiplicity, p.u. | |
|---|---|---|---|
| Design, p.u. | Developed (with Pre-Acceleration), p.u. | ||
| 9 | 1.55 | 1.35 | 1.15 |
| 12 | 1.65 | 1.43 | 1.15 |
| 18 | 1.92 | 1.67 | 1.15 |
| 24 | 2.5 | 1.89 | 1.32 |
| 30 | 2.7 | 2.2 | 1.23 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Voronin, S.S.; Loginov, B.M.; Gasiyarova, O.A.; Evdokimov, S.A.; Karandaev, A.S.; Khramshin, V.R. Telemetry System to Monitor Elastic Torque on Rolling Stand Spindles. J. Manuf. Mater. Process. 2024, 8, 85. https://doi.org/10.3390/jmmp8030085
Voronin SS, Loginov BM, Gasiyarova OA, Evdokimov SA, Karandaev AS, Khramshin VR. Telemetry System to Monitor Elastic Torque on Rolling Stand Spindles. Journal of Manufacturing and Materials Processing. 2024; 8(3):85. https://doi.org/10.3390/jmmp8030085
Chicago/Turabian StyleVoronin, Stanislav S., Boris M. Loginov, Olga A. Gasiyarova, Sergey A. Evdokimov, Alexander S. Karandaev, and Vadim R. Khramshin. 2024. "Telemetry System to Monitor Elastic Torque on Rolling Stand Spindles" Journal of Manufacturing and Materials Processing 8, no. 3: 85. https://doi.org/10.3390/jmmp8030085