
Dry and Hydrothermal Co-Carbonization of Mixed Refuse-Derived Fuel (RDF) for Solid Fuel Production

 ,
,  ,
,  ,
,  ,
,  and
and 
Abstract
1. Introduction
2. Materials and Methods
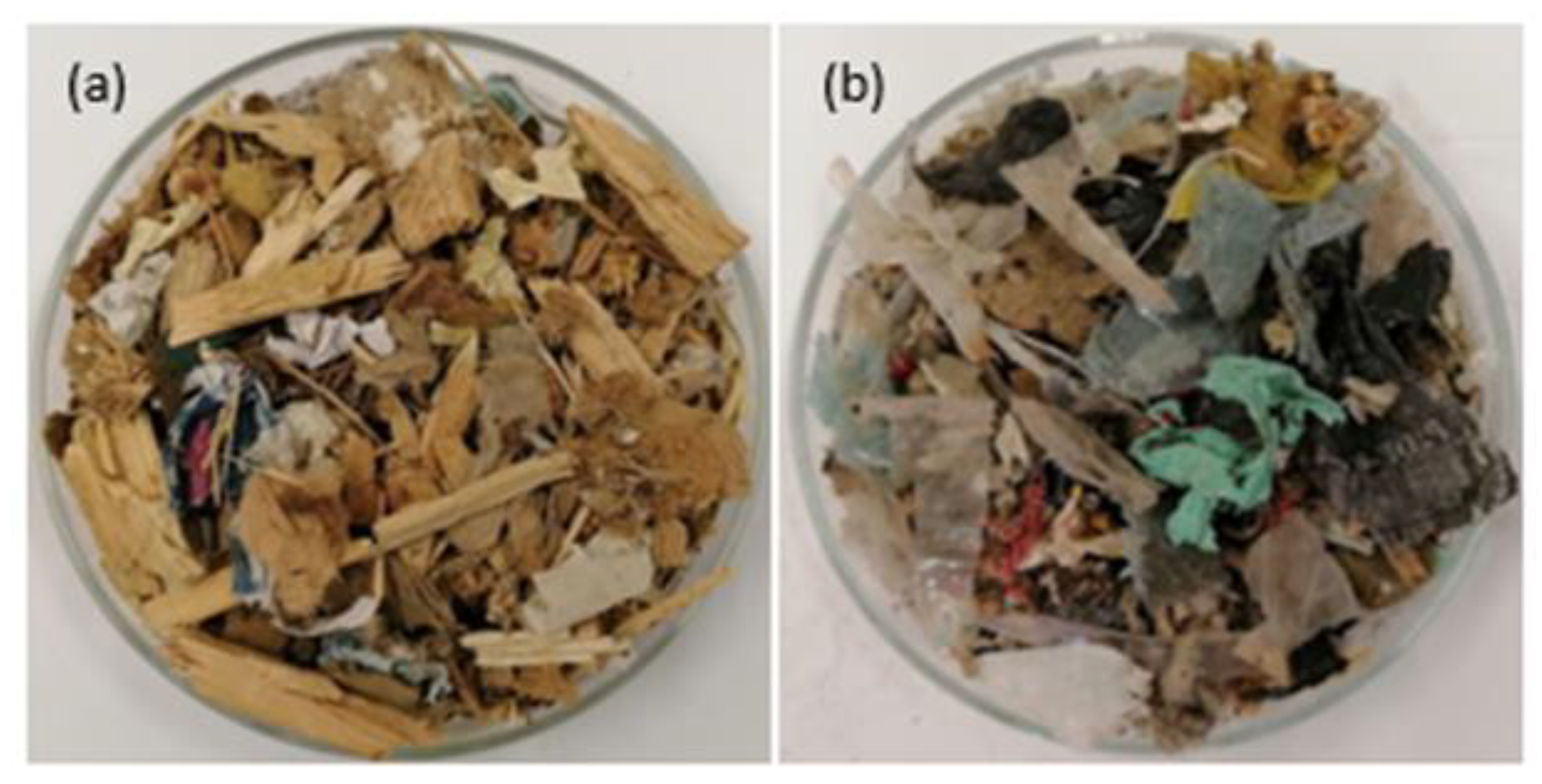
2.1. Raw Materials
2.2. Low-Temperature Carbonization Experiments
2.3. Chemical Characterization and Fuel Properties
2.4. Thermal and Structural Analysis
2.5. Removal of Water-Soluble Chlorine
3. Results
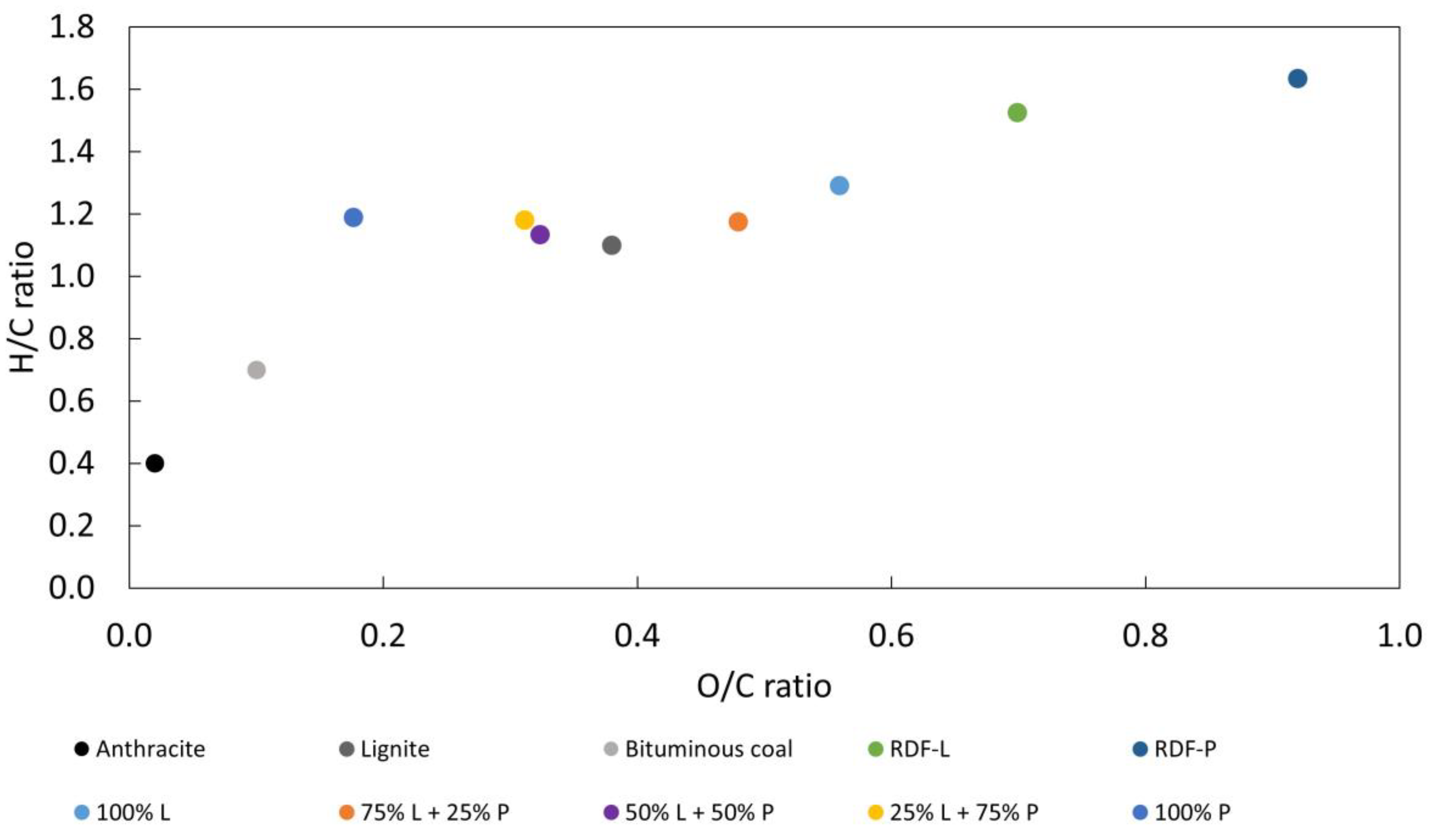
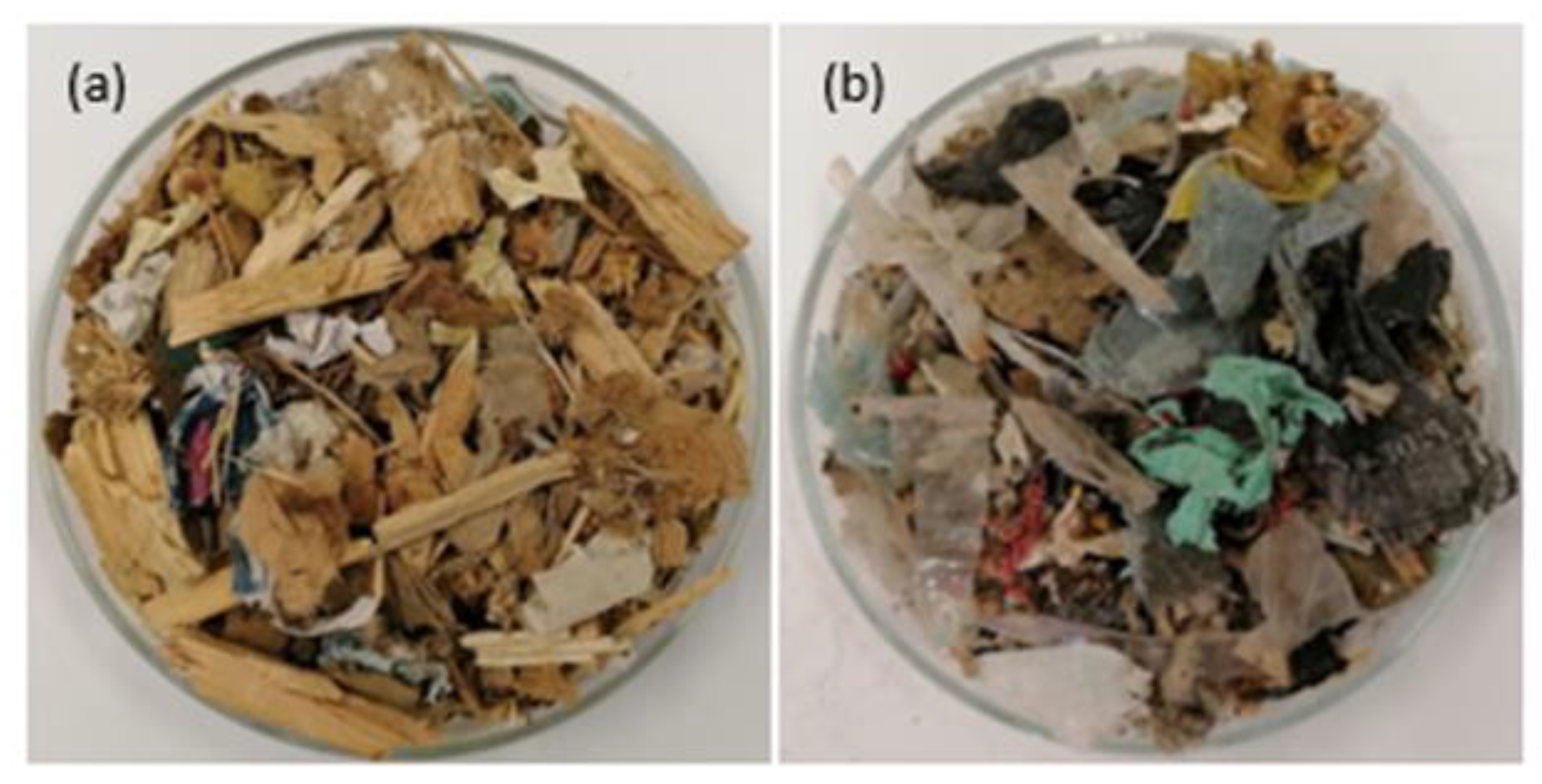
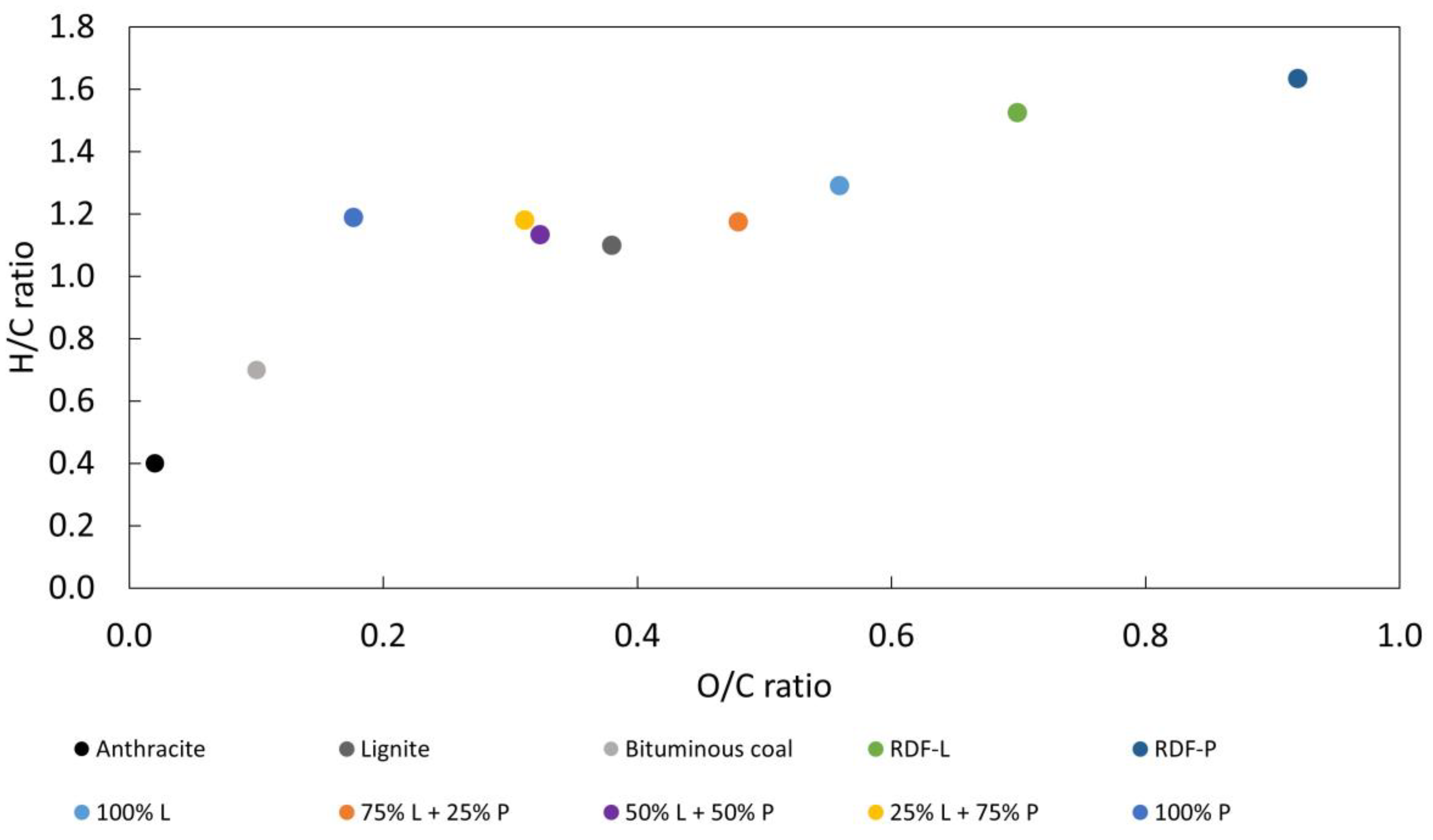
3.1. Raw Material Characterization
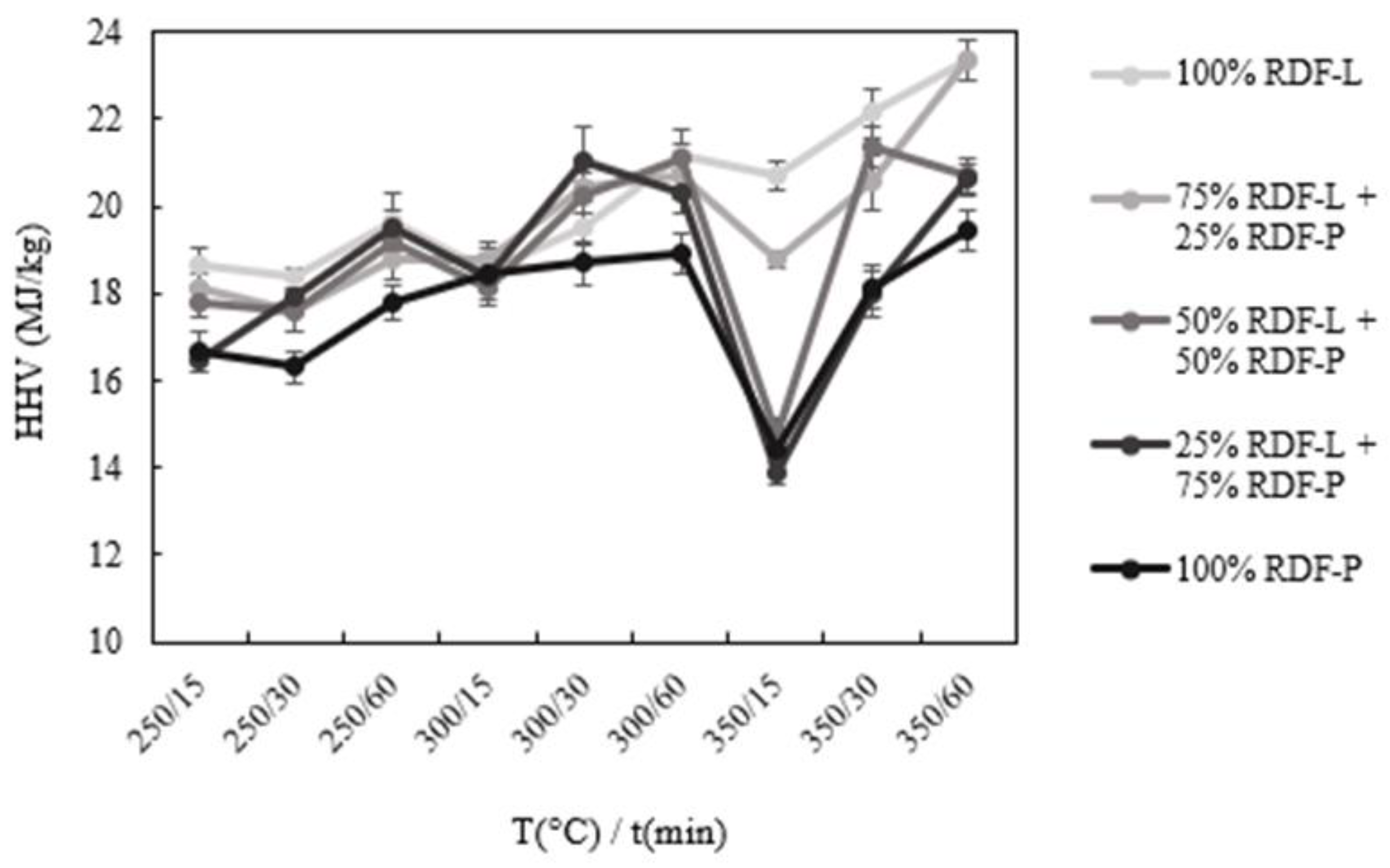
3.2. Dry Carbonization Experiments
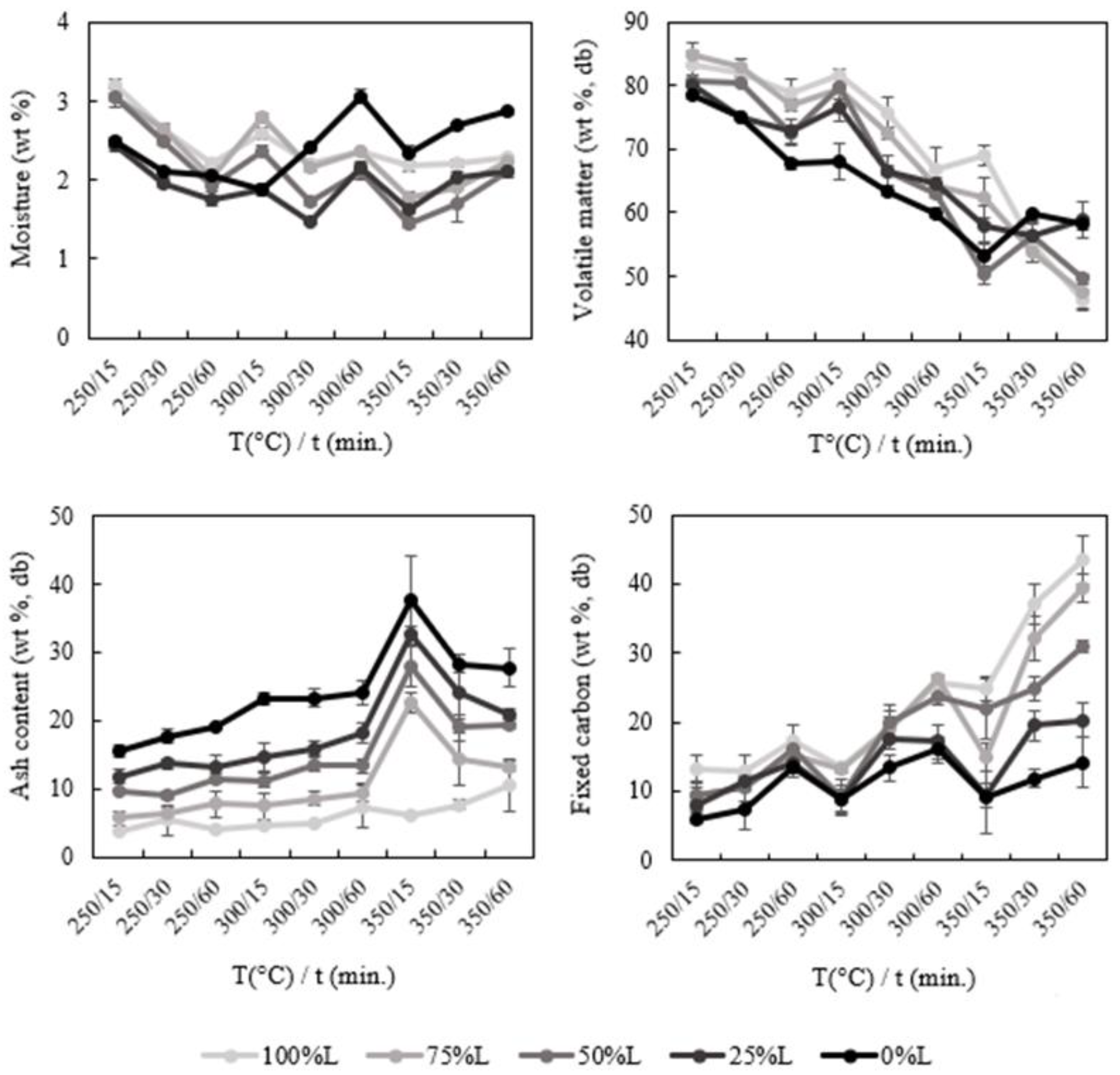
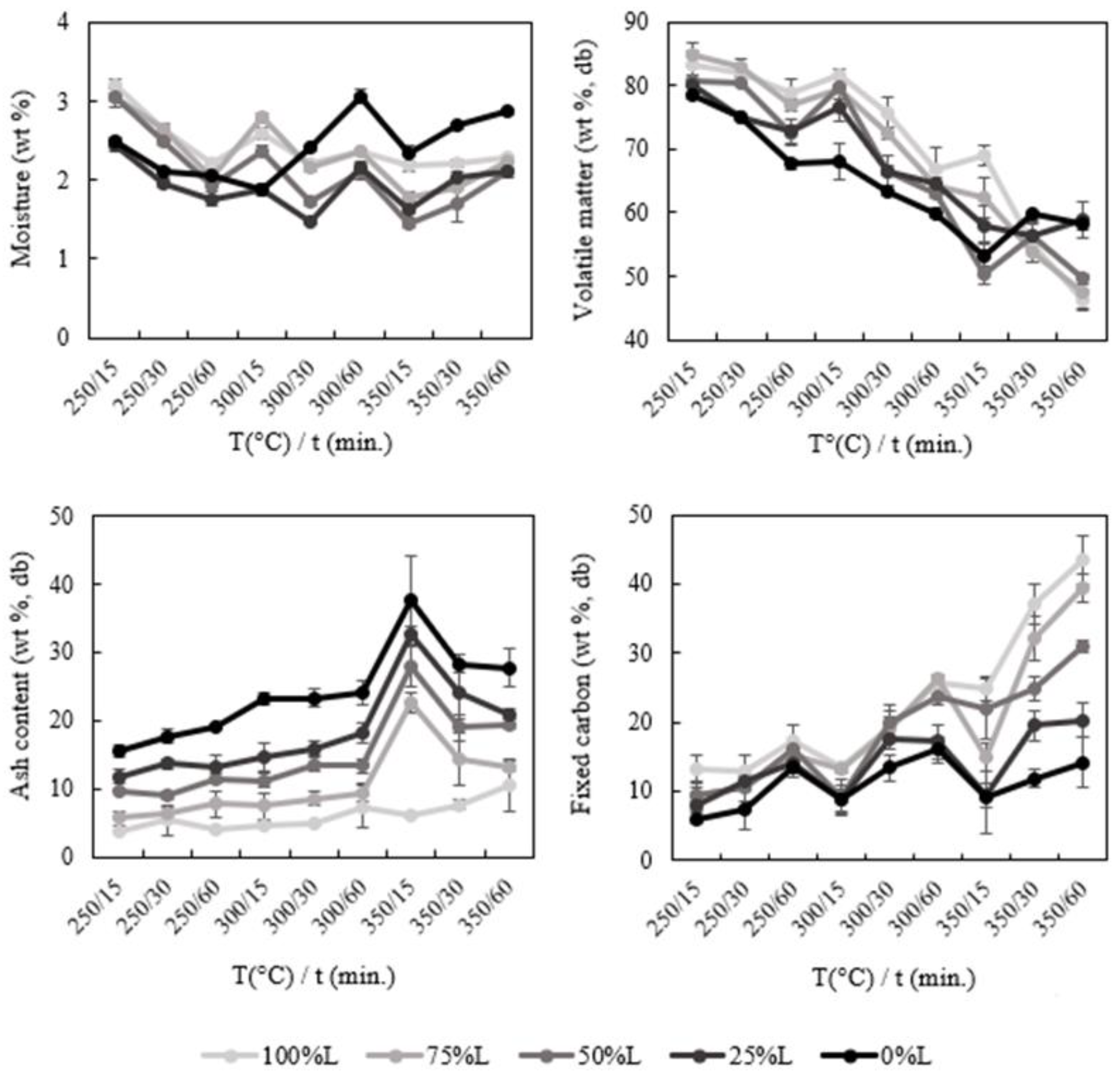
3.2.1. Chars Characterization
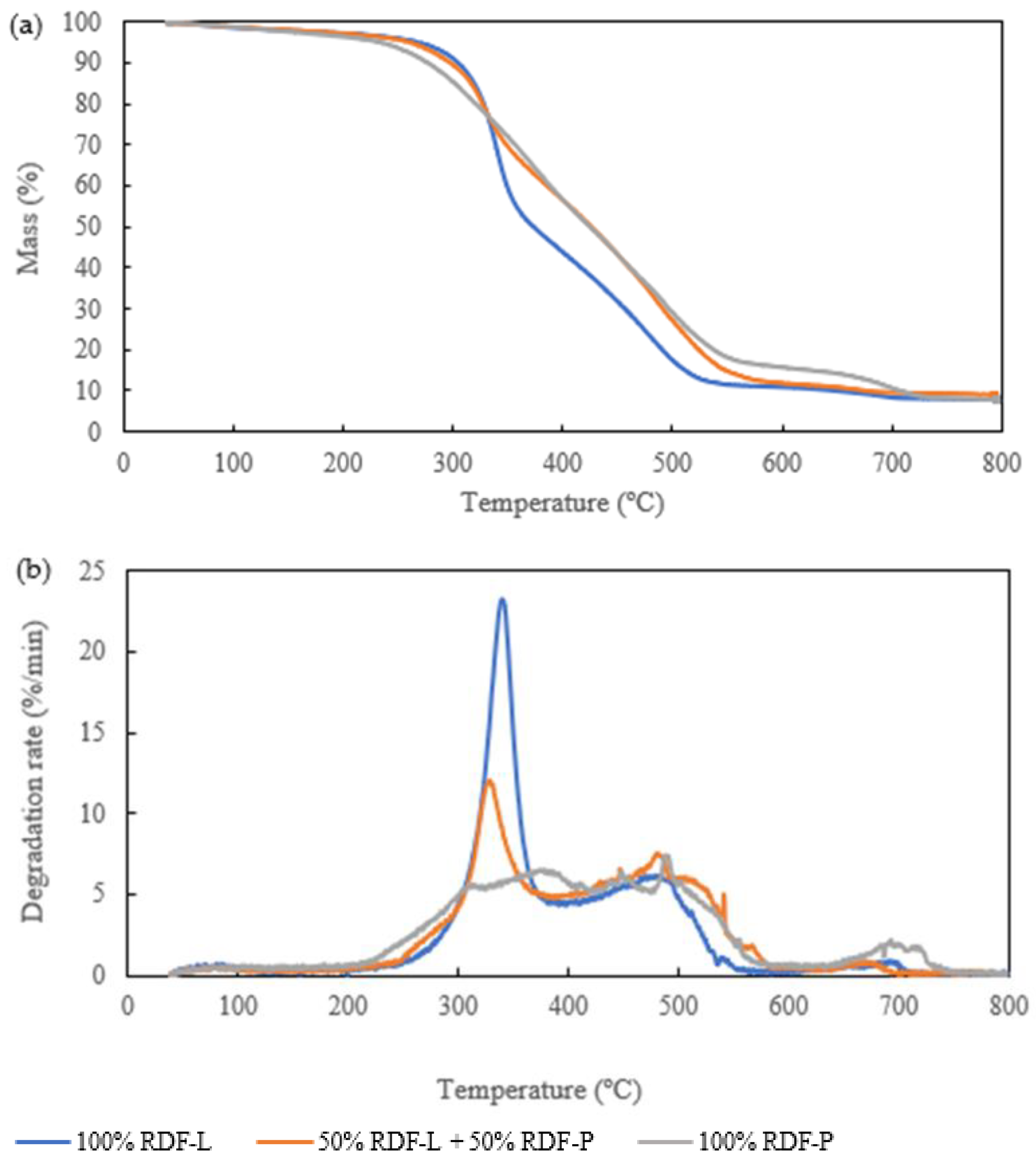
3.2.2. Thermal Degradation Behavior
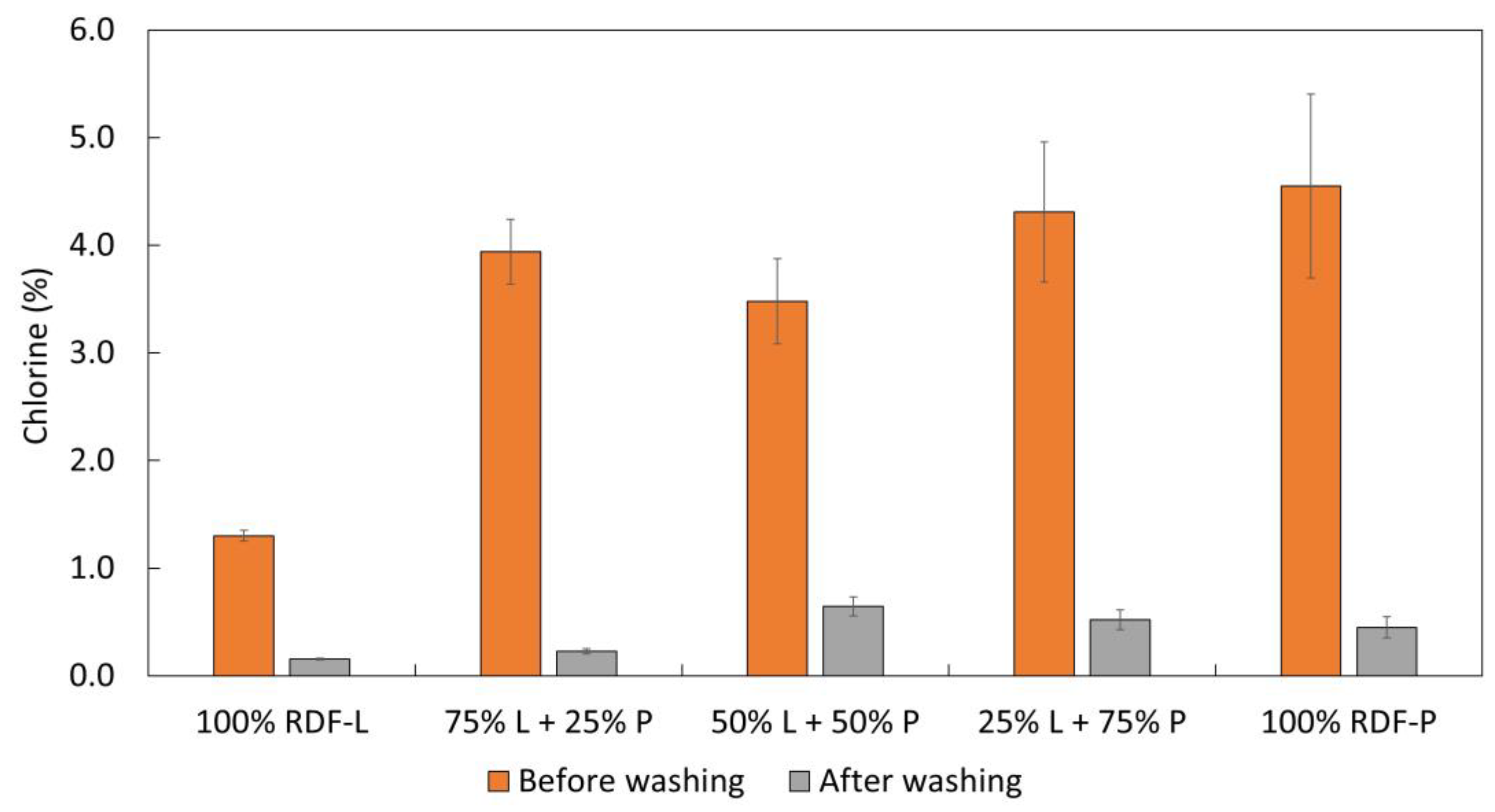
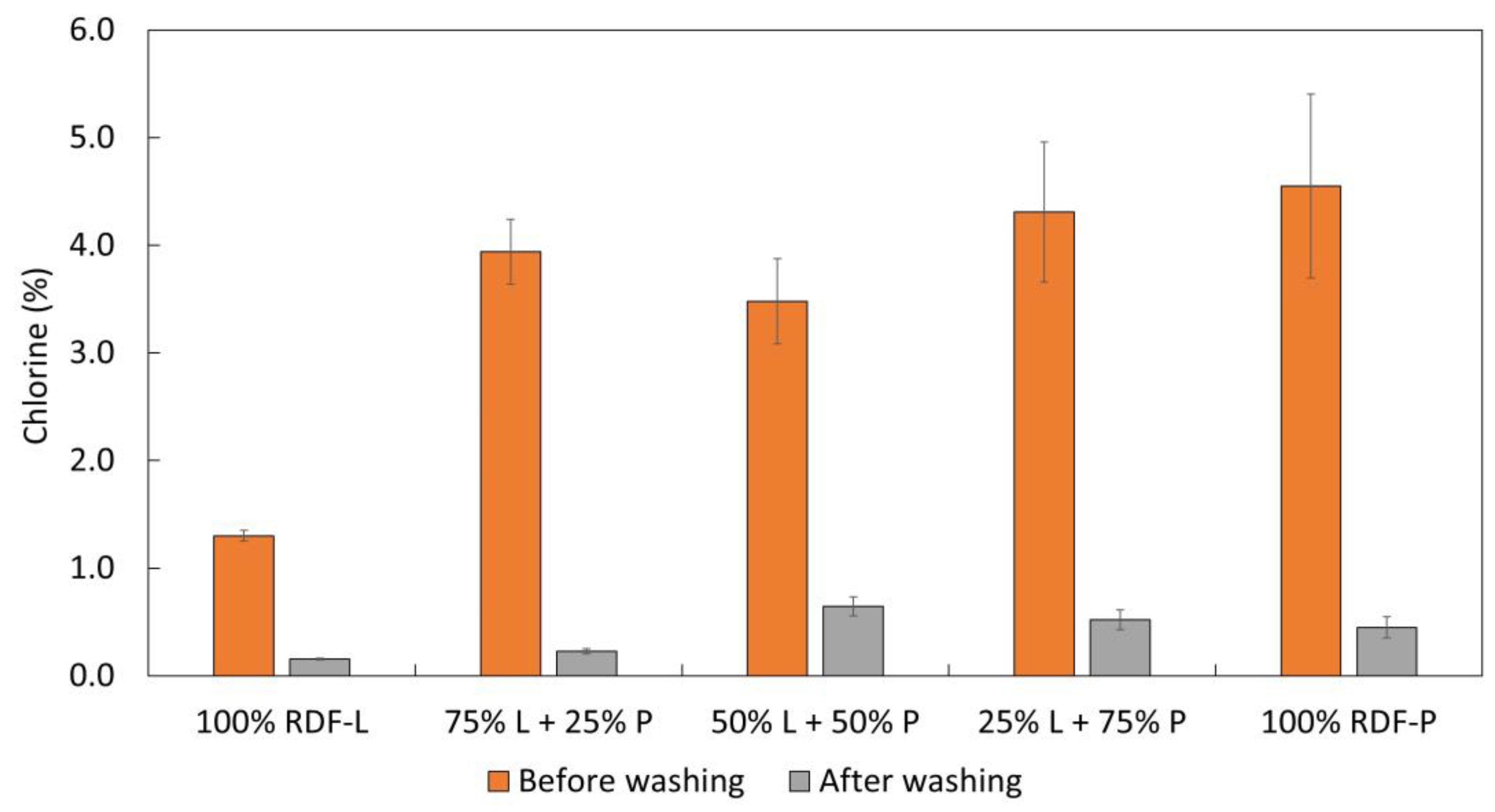
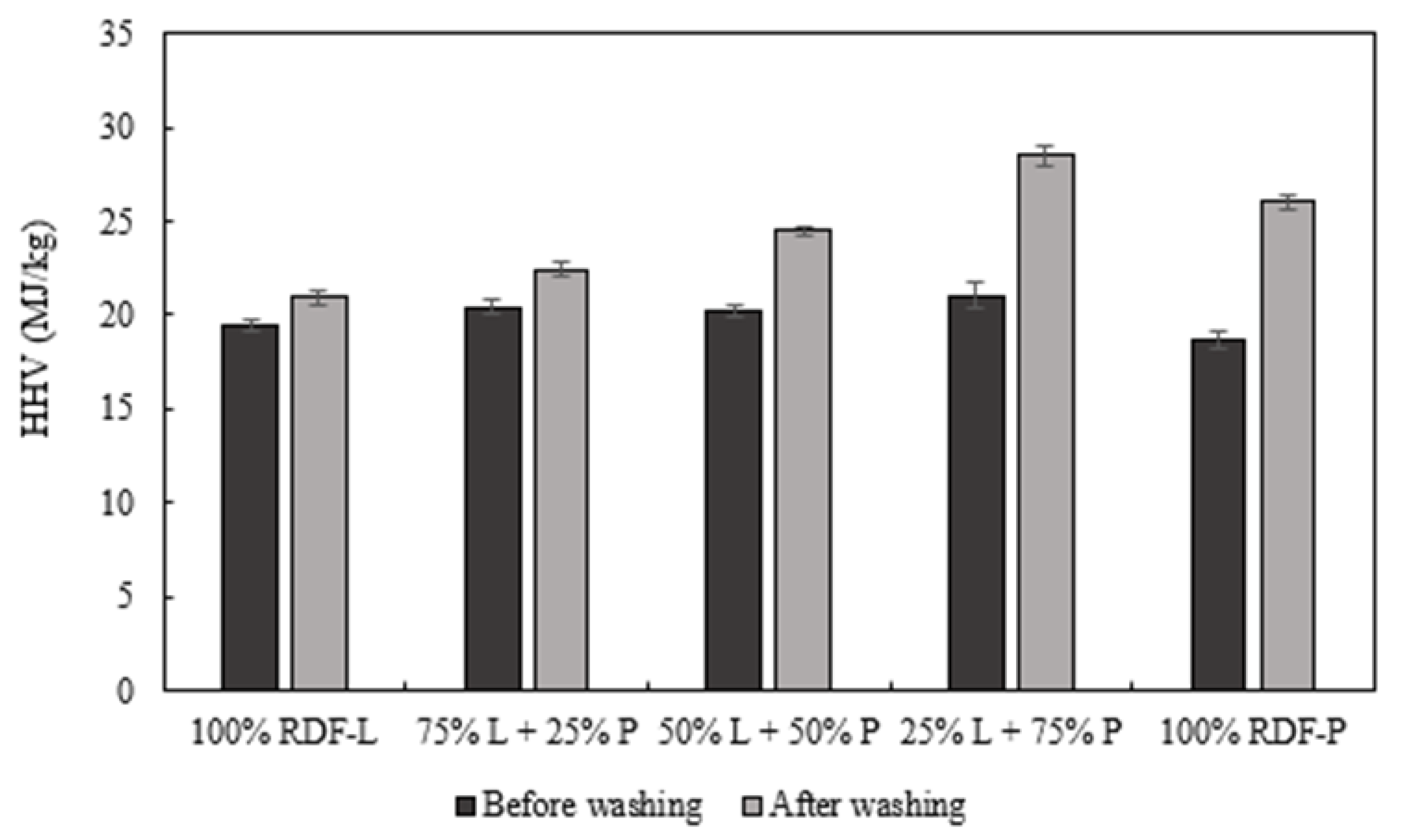
3.2.3. Effects of the Washing Process on the Chlorine Content and Higher Heating Value
3.3. Hydrothermal Carbonization Experiments
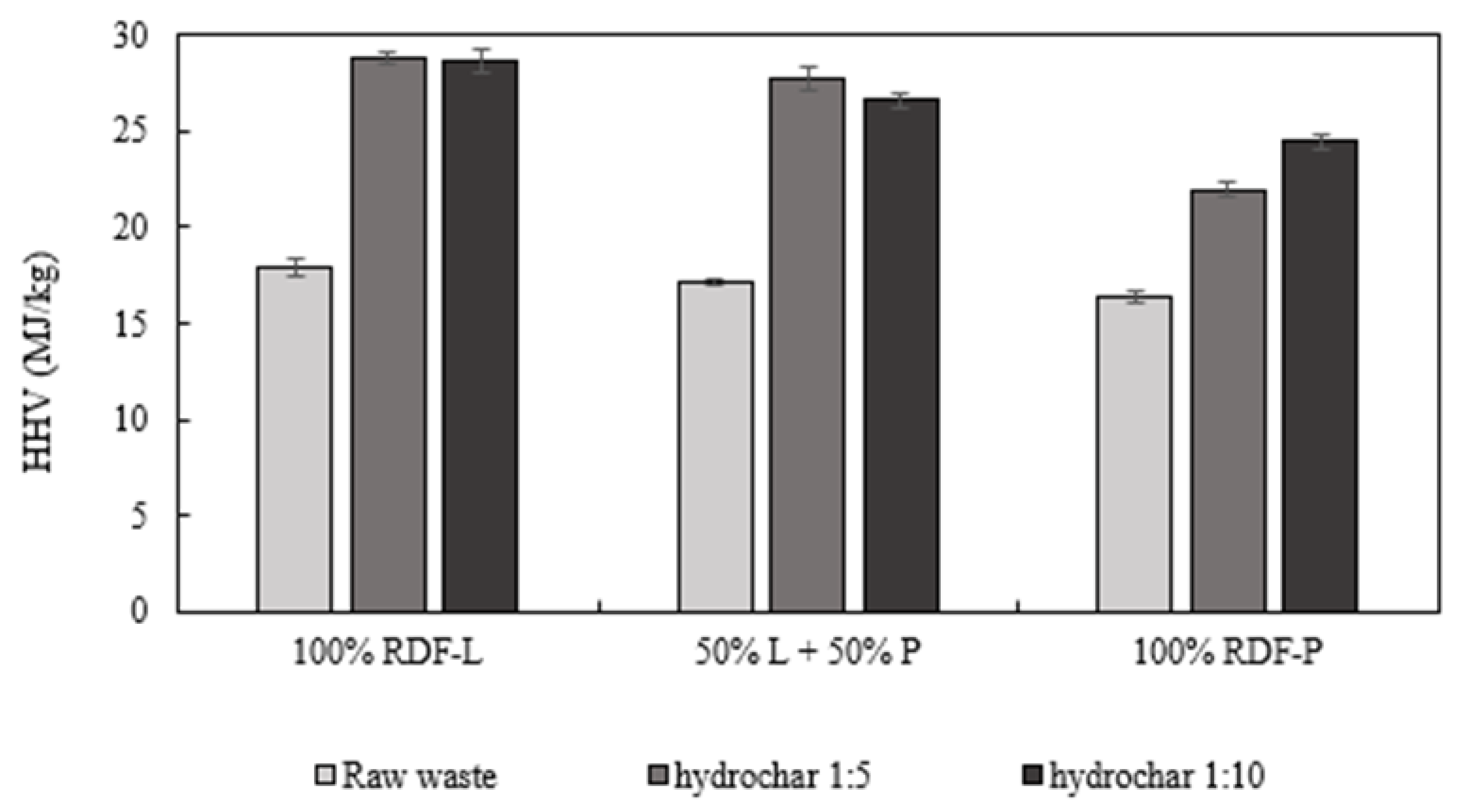
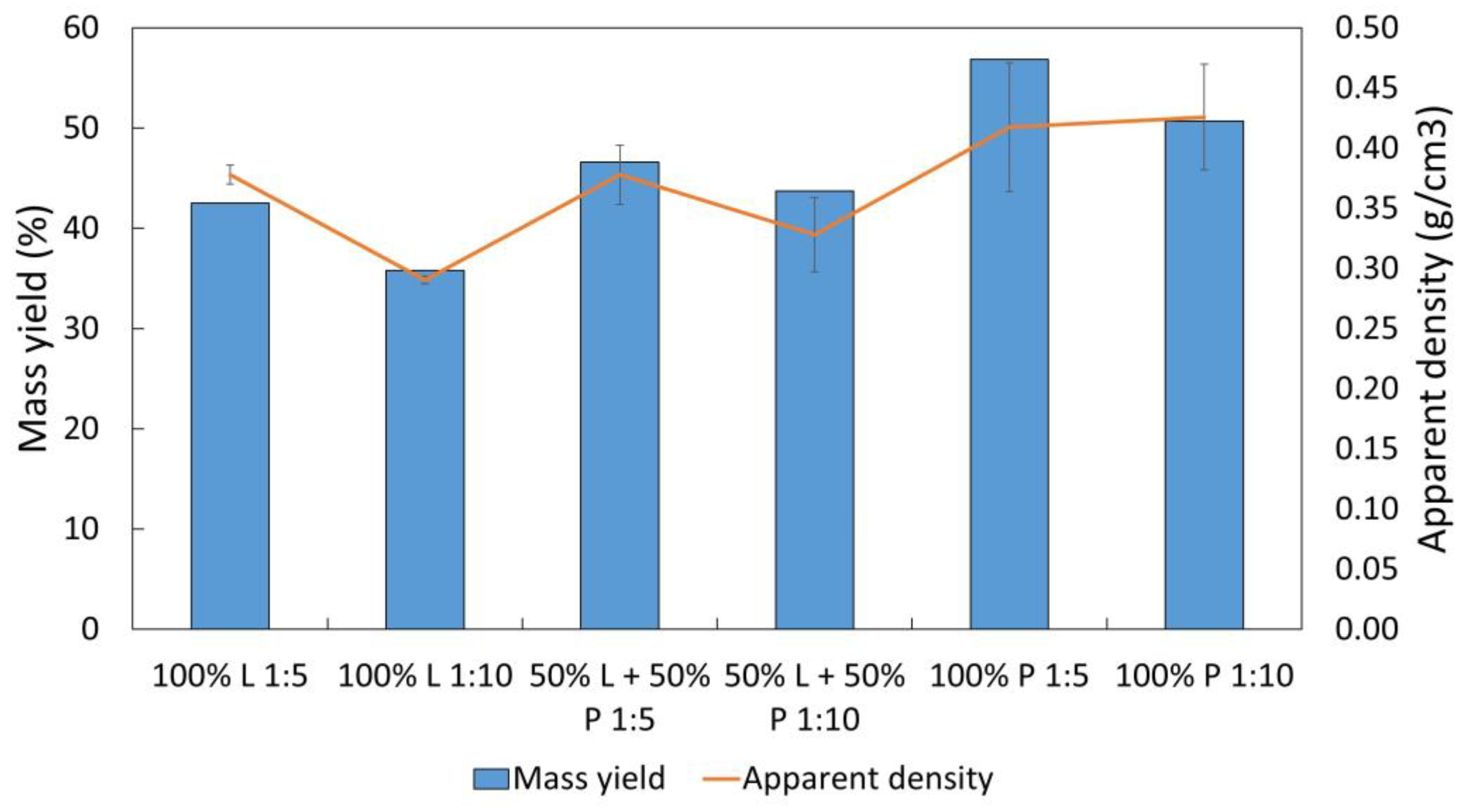
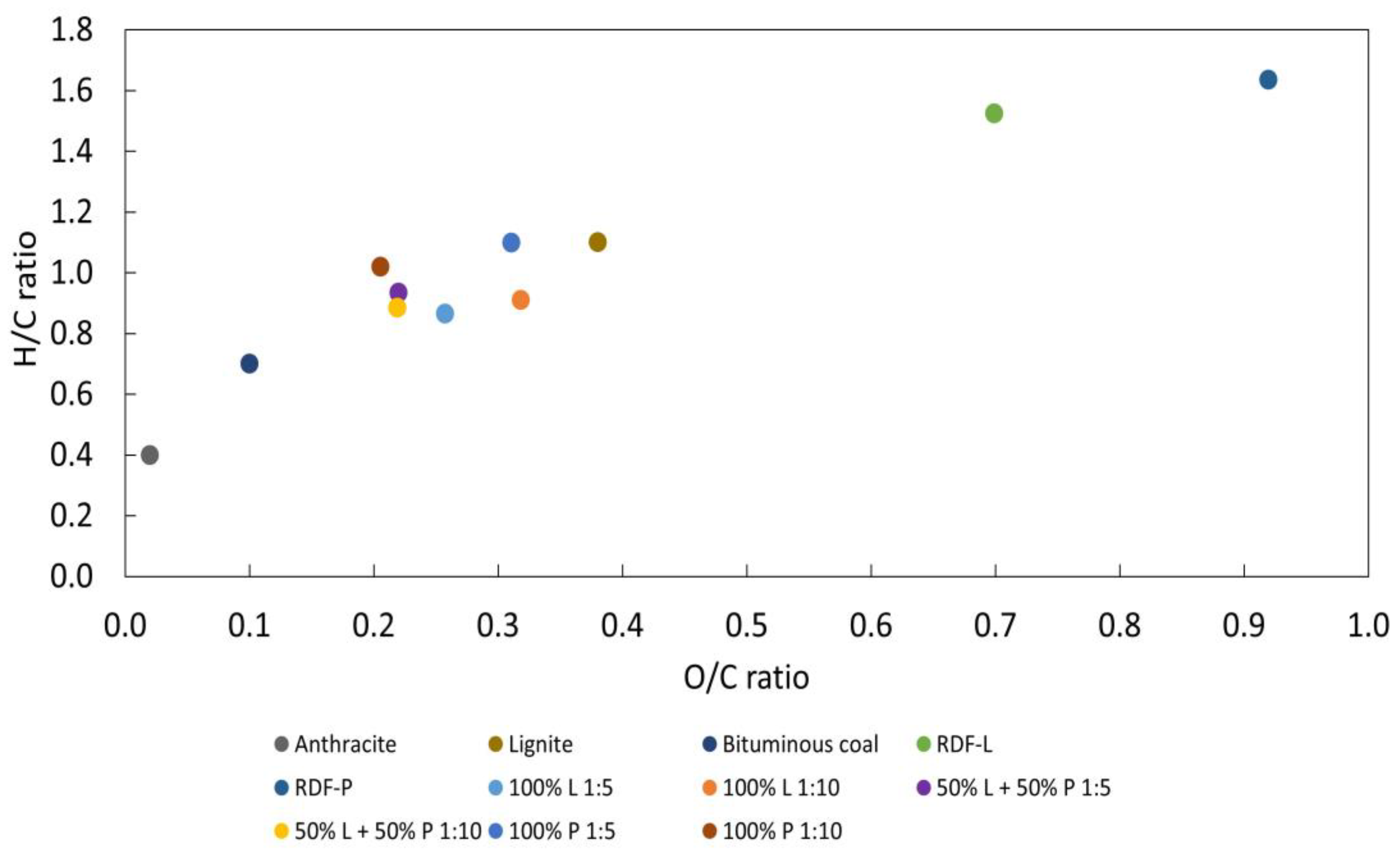
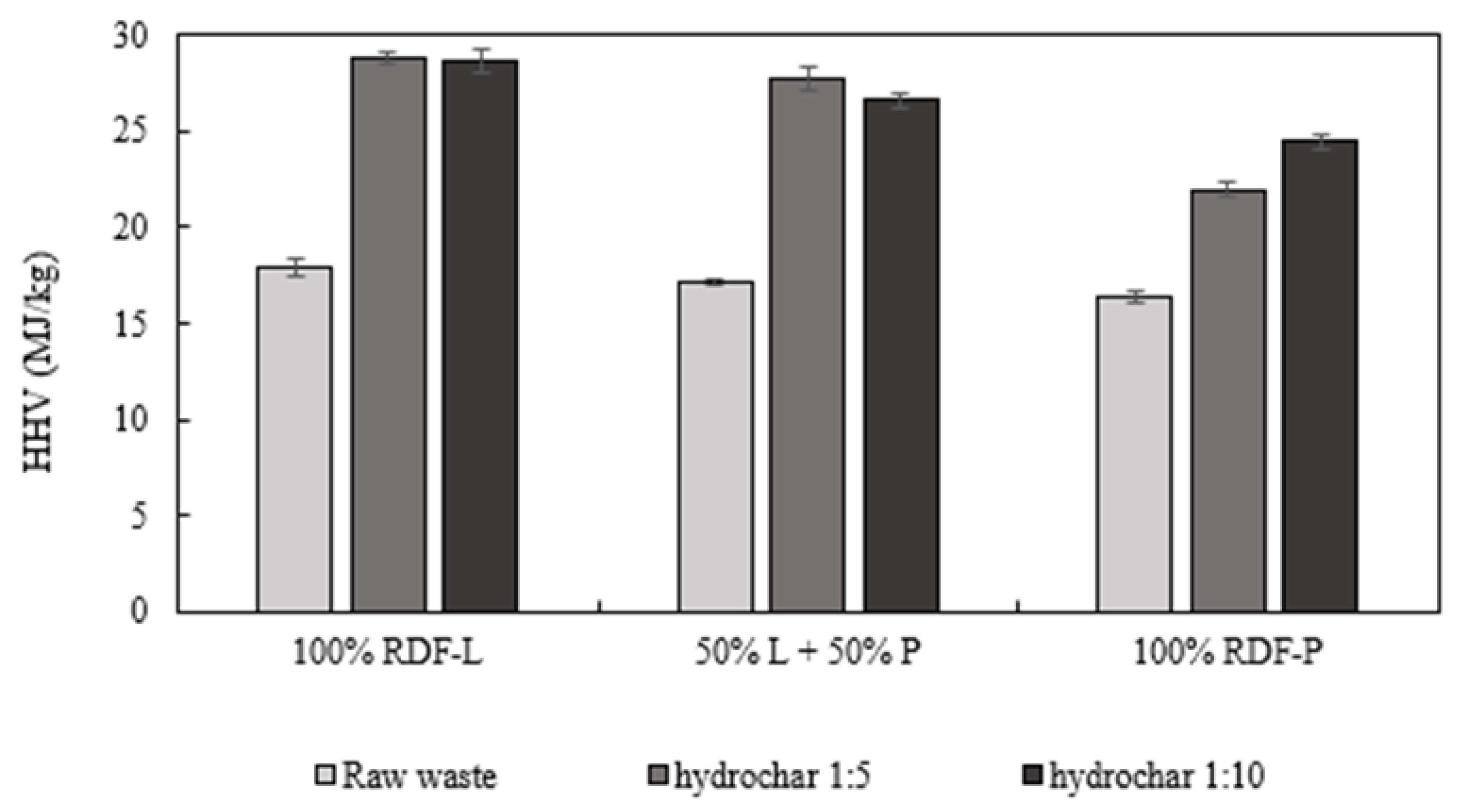
3.3.1. Hydrochars Characterization
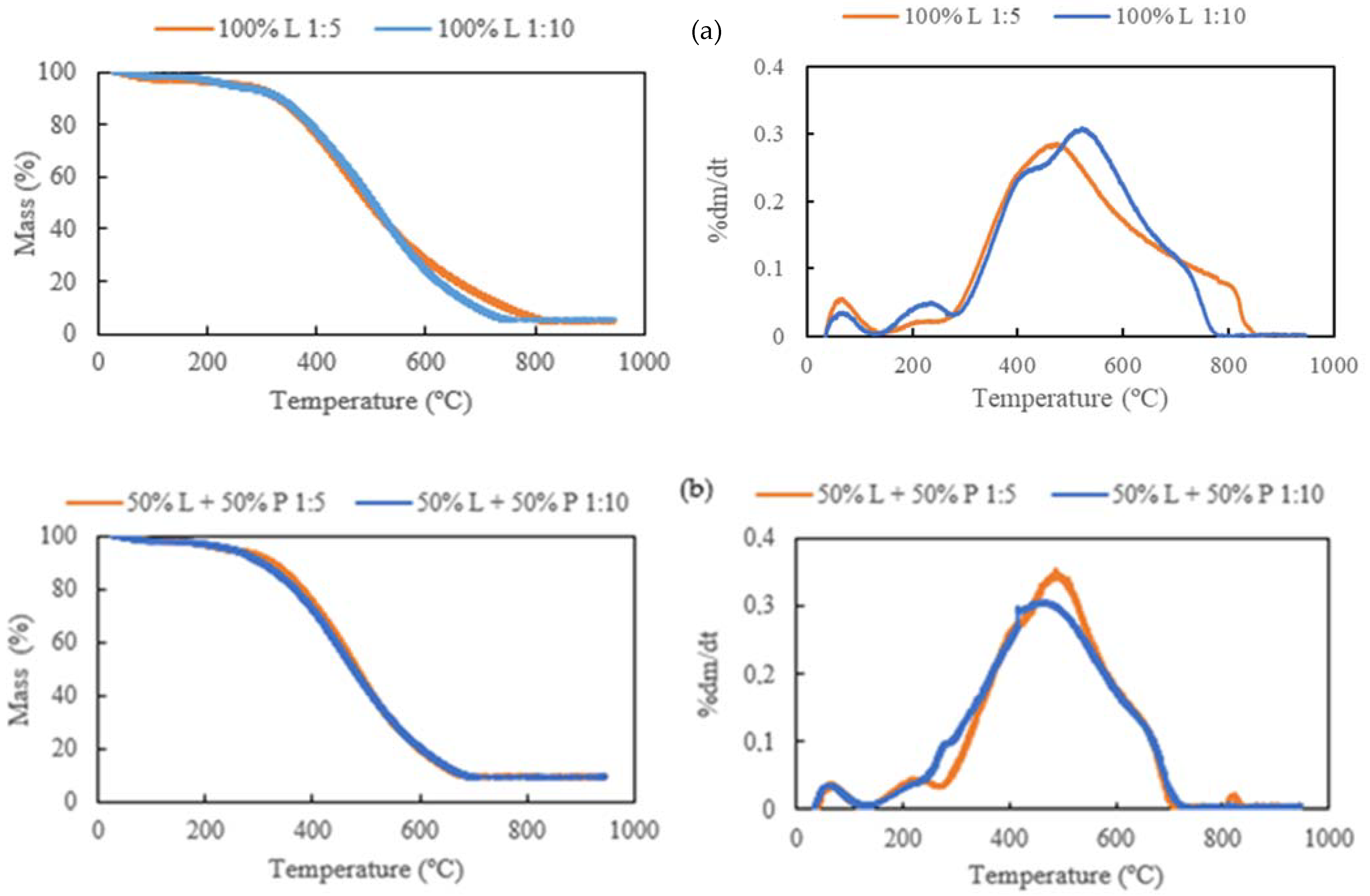
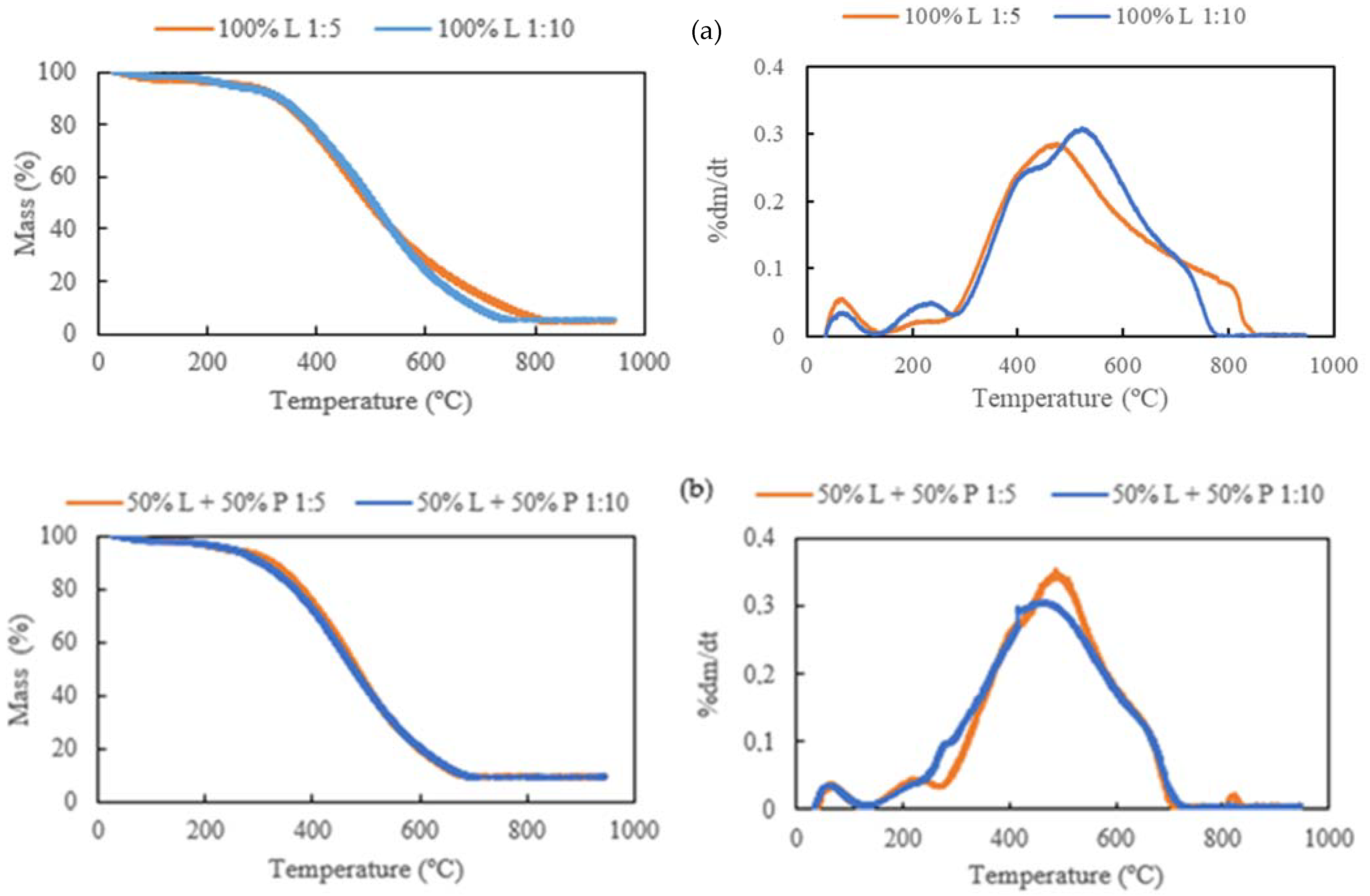
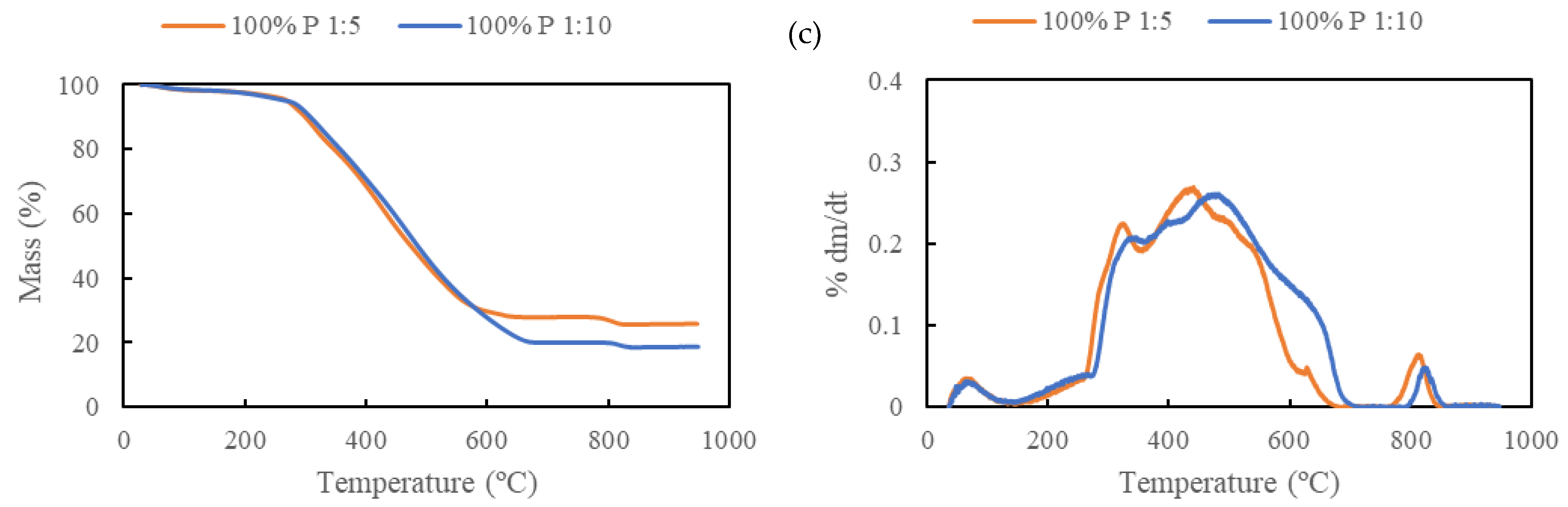
3.3.2. Thermal Degradation Behavior
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chavando, J.A.M.; Silva, V.B.; Tarelho, L.A.C.; Cardoso, J.S.; Eusébio, D. Snapshot review of refuse-derived fuels. Util. Policy 2022, 74, 101316. [Google Scholar] [CrossRef]
- Shehata, N.; Obaideen, K.; Sayed, E.T.; Abdelkareem, M.A.; Mahmoud, M.S.; El-Salamony, A.-H.R.; Mahmoud, H.M.; Olabi, H.M. Role of refuse-derived fuel in circular economy and sustainable development goals. Process. Saf. Environ. Prot. 2022, 163, 558–573. [Google Scholar] [CrossRef]
- Yu, J.; Guo, Q.; Gong, Y.; Ding, L.; Wang, J.; Yu, G. A review of the effects of alkali and alkaline earth metal species on biomass gasification. Fuel Process. Technol. 2021, 214, 106723. [Google Scholar] [CrossRef]
- Białowiec, A.; Pulka, J.; Stępień, P.; Manczarski, P.; Gołaszewski, J. The RDF/SRF torrefaction: An effect of temperature on characterization of the product—Carbonized Refuse Derived Fuel. Waste Manag. 2017, 70, 91–100. [Google Scholar] [CrossRef]
- Recari, J.; Berrueco, C.; Puy, N.; Alier, S.; Bartrolí, J.; Farriol, X. Torrefaction of a solid recovered fuel (SRF) to improve the fuel properties for gasification processes. Appl. Energy 2017, 203, 177–188. [Google Scholar] [CrossRef]
- Han, J.; Huang, Z.; Qin, L.; Chen, W.; Zhao, B.; Xing, F. Refused derived fuel from municipal solid waste used as an alternative fuel during the iron ore sinter process. J. Clean. Prod. 2021, 278, 123594. [Google Scholar] [CrossRef]
- Chen, W.H.; Lin, B.J.; Lin, Y.Y.; Chu, Y.-S.; Ubando, A.T.; Show, P.L.; Ong, H.C.; Chang, J.-S.; Ho, S.-H.; Culaba, A.B.; et al. Progress in biomass torrefaction: Principles, applications and challenges. Prog. Energy Combust. Sci. 2021, 82, 100887. [Google Scholar] [CrossRef]
- Barskov, S.; Zappi, M.; Buchireddy, P.; Dufreche, S.; Guillory, J.; Gang, D.; Hernandez, R.; Bajpai, R.; Baudier, J.; Cooper, R.; et al. Torrefaction of biomass: A review of production methods for biocoal from cultured and waste lignocellulosic feedstocks. Renew. Energy 2019, 142, 624–642. [Google Scholar] [CrossRef]
- Niu, Y.; Lv, Y.; Lei, Y.; Liu, S.; Liang, Y.; Wang, D.; Hui, S. Biomass torrefaction: Properties, applications, challenges, and economy. Renew. Sustain. Energy Rev. 2019, 115, 109395. [Google Scholar] [CrossRef]
- Mamvura, T.A.; Danha, G. Biomass torrefaction as an emerging technology to aid in energy production. Heliyon 2020, 6, e03531. [Google Scholar] [CrossRef] [PubMed]
- Cahyanti, M.N.; Doddapaneni, T.R.K.C.; Kikas, T. Biomass torrefaction: An overview on process parameters, economic and environmental aspects and recent advancements. Bioresour. Technol. 2020, 301, 122737. [Google Scholar] [CrossRef]
- Rago, Y.P.; Collard, F.X.; Görgens, J.F.; Surroop, D.; Mohee, R. Torrefaction of biomass and plastic from municipal solid waste streams and their blends: Evaluation of interactive effects. Fuel 2020, 277, 118089. [Google Scholar] [CrossRef]
- Chen, S.; Liu, Z.; Jiang, S.; Hou, H. Carbonization: A feasible route for reutilization of plastic wastes. Sci. Total Environ. 2020, 710, 136250. [Google Scholar] [CrossRef]
- Umeda, K.; Nakamura, S.; Lu, D.; Yoshikawa, K. Biomass gasification employing low-temperature carbonization pretreatment for tar reduction. Biomass Bioenergy 2019, 126, 142–149. [Google Scholar] [CrossRef]
- Alves, O.; Nobre, C.; Durão, L.; Monteiro, E.; Brito, P.; Gonçalves, M. Effects of dry and hydrothermal carbonisation on the properties of solid recovered fuels from construction and municipal solid wastes. Energy Convers. Manag. 2021, 237, 114101. [Google Scholar] [CrossRef]
- Xu, Z.; Qi, R.; Zhang, D.; Gao, Y.; Xiong, M.; Chen, W. Co-hydrothermal carbonization of cotton textile waste and polyvinyl chloride waste for the production of solid fuel: Interaction mechanisms and combustion behaviors. J. Clean. Prod. 2021, 316, 128306. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, L.; Li, A. Co-hydrothermal carbonization of lignocellulosic biomass and waste polyvinyl chloride for high-quality solid fuel production: Hydrochar properties and its combustion and pyrolysis behaviors. Bioresour. Technol. 2019, 294, 122113. [Google Scholar] [CrossRef]
- Wang, T.; Zhai, Y.; Zhu, Y.; Li, C.; Zeng, G. A review of the hydrothermal carbonization of biomass waste for hydrochar formation: Process conditions, fundamentals, and physicochemical properties. Renew. Sustain. Energy Rev. 2018, 90, 223–247. [Google Scholar] [CrossRef]
- Yao, Z.; Ma, X. Characteristics of co-hydrothermal carbonization on polyvinyl chloride wastes with bamboo. Bioresour. Technol. 2018, 247, 302–309. [Google Scholar] [CrossRef]
- Wei, Y.; Fakudze, S.; Zhang, Y.; Ma, R.; Shang, Q.; Chen, J.; Liu, C.; Chu, Q. Co-hydrothermal carbonization of pomelo peel and PVC for production of hydrochar pellets with enhanced fuel properties and dechlorination. Energy 2022, 239, 122350. [Google Scholar] [CrossRef]
- Shen, Y. Dechlorination of Poly(vinyl chloride) Wastes via Hydrothermal Carbonization with Lignin for Clean Solid Fuel Production. Ind. Eng. Chem. Res. 2016, 55, 11638–11644. [Google Scholar] [CrossRef]
- Huang, N.; Zhao, P.; Ghosh, S.; Fedyukhin, A. Co-hydrothermal carbonization of polyvinyl chloride and moist biomass to remove chlorine and inorganics for clean fuel production. Appl. Energy 2019, 240, 882–892. [Google Scholar] [CrossRef]
- Bardhan, M.; Novera, T.M.; Tabassum, M.; Islam, M.A.; Islam, M.A.; Hameed, B.H. Co-hydrothermal carbonization of different feedstocks to hydrochar as potential energy for the future world: A review. J. Clean. Prod. 2021, 298, 126734. [Google Scholar] [CrossRef]
- Yang, P.; Jia, D.; Lin, B.; Zhuang, X.; Bi, X. Microwave-assisted catalytic pyrolysis of refuse-derived fuel (RDF) to improve pyrolysis performance and biochar properties. Fuel Process. Technol. 2022, 227, 107129. [Google Scholar] [CrossRef]
- Kuspangaliyeva, B.; Suleimenova, B.; Shah, D.; Sarbassov, Y. Thermogravimetric study of refuse derived fuel produced from municipal solid waste of Kazakhstan. Appl. Sci. 2021, 11, 1219. [Google Scholar] [CrossRef]
- Tripathi, P.; Rao, L. Single particle and packed bed combustion characteristics of high ash and high plastic content refuse derived fuel. Fuel 2022, 308, 121983. [Google Scholar] [CrossRef]
- Özkan, M.; Özkan, K.; Bekgöz, B.O.; Yorulmaz, Ö.; Günkaya, Z.; Özkan, A.; Banar, M. Implementation of an early warning system with hyperspectral imaging combined with deep learning model for chlorine in refuse derived fuels. Waste Manag. 2022, 142, 111–119. [Google Scholar] [CrossRef]
- Teixeira, P.; Lopes, H.; Gulyurtlu, I.; Lapa, N.; Abelha, P. Evaluation of slagging and fouling tendency during biomass co-firing with coal in a fluidized bed. Biomass Bioenergy 2012, 39, 192–203. [Google Scholar] [CrossRef]
- Porshnov, D.; Ozols, V.; Ansone-Bertina, L.; Burlakovs, J.; Klavins, M. Thermal decomposition study of major refuse derived fuel components. In Energy Procedia; Elsevier Ltd.: Amsterdam, The Netherlands, 2018; pp. 48–53. [Google Scholar] [CrossRef]
- Nobre, C.; Alves, O.; Longo, A.; Vilarinho, C.; Gonçalves, M. Torrefaction and carbonization of refuse derived fuel: Char characterization and evaluation of gaseous and liquid emissions. Bioresour. Technol. 2019, 285, 121325. [Google Scholar] [CrossRef]
- Nobre, C.; Vilarinho, C.; Alves, O.; Mendes, B.; Gonçalves, M. Upgrading of refuse derived fuel through torrefaction and carbonization: Evaluation of RDF char fuel properties. Energy 2019, 181, 66–76. [Google Scholar] [CrossRef]
- Kukreja, K.; Soni, M.K.; Nainegali, M.S.; Mohapatra, B. Development of transfer chute design through Discrete Element Modelling for using Refused Derived fuel in Indian cement plants. Sustain. Energy Technol. Assess. 2022, 53, 102567. [Google Scholar] [CrossRef]
- Yang, Y.; Sun, M.; Zhang, M.; Zhang, K.; Wang, D.; Lei, C. A fundamental research on synchronized torrefaction and pelleting of biomass. Renew Energy 2019, 142, 668–676. [Google Scholar] [CrossRef]
- Vanapalli, K.R.; Bhattacharya, J.; Samal, B.; Chandra, S.; Medha, I.; Dubey, B.K. Inhibitory and synergistic effects on thermal behaviour and char characteristics during the co-pyrolysis of biomass and single-use plastics. Energy 2021, 235, 121369. [Google Scholar] [CrossRef]
- Medic, D.; Darr, M.; Shah, A.; Potter, B.; Zimmerman, J. Effects of torrefaction process parameters on biomass feedstock upgrading. Fuel 2012, 91, 147–154. [Google Scholar] [CrossRef]
- Nobre, C.; Longo, A.; Vilarinho, C.; Gonçalves, M. Gasification of pellets produced from blends of biomass wastes and refuse derived fuel chars. Renew Energy 2020, 154, 1294–1303. [Google Scholar] [CrossRef]
- Chen, W.H.; Lu, K.M.; Tsai, C.M. An experimental analysis on property and structure variations of agricultural wastes undergoing torrefaction. Appl. Energy 2012, 100, 318–325. [Google Scholar] [CrossRef]
- Prins, M.J.; Ptasinski, K.J.; Janssen, F.J.J.G. More efficient biomass gasification via torrefaction. Energy 2006, 31, 3458–3470. [Google Scholar] [CrossRef]
- Vassilev, S.V.; Baxter, D.; Andersen, L.K.; Vassileva, C.G. An overview of the chemical composition of biomass. Fuel 2010, 89, 913–933. [Google Scholar] [CrossRef]
- Lachman, J.; Baláš, M.; Lisý, M.; Lisá, H.; Milcák, P.; Elbl, P. An overview of slagging and fouling indicators and their applicability to biomass fuels. Fuel Process. Technol. 2021, 217, 106804. [Google Scholar] [CrossRef]
- Reza, M.T.; Andert, J.; Wirth, B.; Busch, D.; Pielert, J.; Lynam, J.G.; Mumme, J. Hydrothermal Carbonization of Biomass for Energy and Crop Production. Appl. Bioenergy 2014, 1, 11–29. [Google Scholar] [CrossRef]
- Zhao, X.; Zhan, L.; Xie, B.; Gao, B. Products derived from waste plastics (PC, HIPS, ABS, PP and PA6) via hydrothermal treatment: Characterization and potential applications. Chemosphere 2018, 207, 742–752. [Google Scholar] [CrossRef]
- Sun, Y.; He, Z.; Tu, R.; Wu, Y.-J.; Jiang, E.-C.; Xu, X.-W. The mechanism of wet/dry torrefaction pretreatment on the pyrolysis performance of tobacco stalk. Bioresour. Technol. 2019, 286, 121390. [Google Scholar] [CrossRef]
- Nobre, C.; Alves, O.; Durão, L.; Şen, A.; Vilarinho, C.; Gonçalves, M. Characterization of hydrochar and process water from the hydrothermal carbonization of Refuse Derived Fuel. Waste Manag. 2021, 120, 303–313. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | RDF-L | RDF-P |
|---|---|---|
| Proximate (wt.%) | ||
| Moisture | 11.0 ± 0.2 | 5.2 ± 1.0 |
| Volatile matter a | 84.5 ± 0.9 | 87.4 ± 1.3 |
| Ash a | 2.1 ± 0.5 | 11.0 ± 1.1 |
| Fixed carbon a | 13.4 ± 1.1 | 1.6 ± 0.7 |
| Ultimate (wt.%, db) | ||
| C | 47.2 ± 0.5 | 41.1 ± 1.4 |
| H | 6.0 ± 0.1 | 5.6 ± 0.3 |
| N | 0.7 ± 0.1 | 2.5 ± 0.0 |
| S | 0.0 ± 0.0 | 0.4 ± 0.0 |
| O b | 46.1 ± 1.4 | 50.4 ± 1.1 |
| Mineral (mg/g, db) | ||
| Ca | 27.7 | 69.8 |
| K | 3.6 | 6.1 |
| Fe | 4.5 | 12.7 |
| Ti | 0.9 | 6.9 |
| Si | 5.2 | 10.1 |
| Zn | 0.4 | 3.2 |
| Cu | 0.1 | 0.5 |
| Cl (%) | 0.3 | 1.0 |
| Fuel properties | ||
| HHV (MJ kg−1) | 17.9 ± 0.5 | 16.4 ± 0.4 |
| Process Conditions | 100% RDF-L | 75% L + 25% P | 50% L + 50% P | 25% L + 75% P | 100% RDF-P | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| T (°C) | t (min) | M.Y (%) | E.D (%) | A.D (g/cm3) | M.Y (%) | E.D (%) | A.D (g/cm3) | M.Y (%) | E.D (%) | A.D (g/cm3) | M.Y (%) | E.D (%) | A.D (g/cm3) | M.Y (%) | E.D (%) | A.D (g/cm3) |
| Raw | - | 100 | 100 | 0.227 | 100 | 100 | 0.188 | 100 | 100 | 0.154 | 100 | 100 | 0.147 | 100 | 100 | 0.130 |
| 250 | 15 | 90.6 | 104.0 | 0.213 | 90.7 | 103.3 | 0.218 | 91.2 | 103.5 | 0.200 | 90.9 | 95.9 | 0.208 | 91.1 | 97.3 | 0.193 |
| 30 | 87.9 | 102.6 | 0.228 | 88.6 | 100.5 | 0.228 | 88.7 | 102.5 | 0.215 | 85.7 | 104.5 | 0.257 | 87.7 | 95.1 | 0.250 | |
| 60 | 80.9 | 109.8 | 0.251 | 82.3 | 107.0 | 0.286 | 77.7 | 112.0 | 0.313 | 80.1 | 113.9 | 0.286 | 79.5 | 103.7 | 0.295 | |
| 300 | 15 | 86.9 | 103.2 | 0.227 | 87.3 | 107.0 | 0.253 | 87.3 | 105.5 | 0.274 | 85.9 | 107.0 | 0.267 | 83.8 | 107.5 | 0.328 |
| 30 | 76.5 | 108.9 | 0.244 | 74.4 | 116.5 | 0.278 | 72.1 | 117.9 | 0.308 | 71.6 | 122.8 | 0.308 | 73.4 | 109.1 | 0.351 | |
| 60 | 65.1 | 118.4 | 0.260 | 66.2 | 118.1 | 0.299 | 65.2 | 123.0 | 0.303 | 67.0 | 118.5 | 0.290 | 69.3 | 110.2 | 0.357 | |
| 350 | 15 | 68.1 | 115.6 | 0.271 | 70.7 | 107.0 | 0.340 | 67.4 | 85.8 | 0.358 | 74.5 | 80.9 | 0.378 | 76.3 | 83.8 | 0.417 |
| 30 | 49.1 | 123.6 | 0.257 | 54.6 | 117.2 | 0.294 | 57.2 | 124.5 | 0.345 | 64.8 | 104.8 | 0.351 | 67.9 | 105.8 | 0.339 | |
| 60 | 43.7 | 130.5 | 0.264 | 47.6 | 133.3 | 0.278 | 51.6 | 120.6 | 0.334 | 61.7 | 120.2 | 0.334 | 64.4 | 113.3 | 0.370 | |
| Composition | 100% RDF-L | 75% L + 25% P | 50% L + 50% P | 25% L + 75% P | 100% RDF-P |
|---|---|---|---|---|---|
| Ultimate (wt.%, db) | |||||
| C | 51.1 ± 1.7 | 52.1 ± 1.1 | 56.1 ± 2.4 | 54.9 ± 0.9 | 56.5 ± 2.1 |
| H | 5.5 ± 0.3 | 5.1 ± 0.2 | 5.3 ± 0.4 | 5.4 ± 0.1 | 5.6 ± 0.3 |
| N | 0.5 ± 0.1 | 0.9 ± 0.1 | 0.7 ± 0.1 | 0.9 ± 0.0 | 1.0 ± 0.2 |
| S | 0.0 ± 0.0 | 0.0 ± 0.0 | 0.1 ± 0.0 | 0.2 ± 0.0 | 0.2 ± 0.1 |
| O | 38.1 ± 2.6 | 33.3 ± 2.4 | 24.2 ± 2.6 | 22.8 ± 1.2 | 13.3 ± 1.7 |
| Mineral (mg/g, db) | |||||
| Ca | 177.1 | 211.4 | 210.4 | 175.8 | 171.1 |
| K | 27.2 | 24.1 | 14.8 | 17.1 | 14.1 |
| Fe | 38.0 | 40.9 | 27.5 | 31.8 | 25.1 |
| Ti | 7.7 | 7.6 | 15.1 | 12.9 | 11.8 |
| Si | 71.3 | 71.1 | 65.9 | 59.7 | 59.1 |
| Zn | 2.4 | 5.2 | 5.5 | 4.5 | 6.1 |
| Cu | 1.3 | 1.3 | 0.9 | 2.3 | 1.1 |
| Al | 9.5 | 21.6 | 17.0 | 11.8 | 14.8 |
| Cl (%) | 1.1 | 3.5 | 3.3 | 4.1 | 4.4 |
| Fuel properties | |||||
| HHV (MJ/kg−1) | 19.5 ± 0.3 | 20.4 ± 0.3 | 20.2 ± 0.4 | 21.1 ± 0.7 | 18.7 ± 0.5 |
| Composition | 100% RDF-L | 50% L + 50% P | 100% RDF-P | |||
|---|---|---|---|---|---|---|
| Proximate (wt.%) | 1:5 | 1:10 | 1:5 | 1:10 | 1:5 | 1:10 |
| Moisture | 3.9 ± 0.2 | 2.5 ± 0.1 | 2.4 ± 0.0 | 2.7 ± 0.1 | 1.3 ± 0.0 | 1.6 ± 0.1 |
| Volatile matter a | 49.9 ± 0.7 | 50.6 ± 0.4 | 60.9 ± 1.8 | 60.2 ± 2.5 | 74.1 ± 1.3 | 67.8 ± 3.5 |
| Ash a | 2.8 ± 0.1 | 2.3 ± 0.4 | 8.7 ± 0.4 | 7.7 ± 0.3 | 18.7 ± 0.6 | 18.0 ± 2.5 |
| Fixed carbon a | 47.3 ± 0.7 | 47.0 ± 0.8 | 30.4 ± 2.2 | 32.1 ± 2.0 | 7.1 ± 1.1 | 14.2 ± 2.7 |
| Ultimate (wt.%, db) | ||||||
| C | 67.9 ± 1.8 | 64.6 ± 1.6 | 65.5 ± 3.0 | 66.5 ± 2.3 | 52.4 ± 1.6 | 58.8 ± 1.1 |
| H | 4.9 ± 0.2 | 4.9 ± 0.2 | 5.1 ± 0.4 | 4.9 ± 0.3 | 4.8 ± 0.2 | 5.0 ± 0.1 |
| N | 1.1 ± 0.1 | 0.7 ± 0.1 | 1.3 ± 0.3 | 1.4 ± 0.2 | 2.0 ± 0.2 | 1.9 ± 0.1 |
| S | 0.0 ± 0.0 | 0.0 ± 0.0 | 0.1 ± 0.0 | 0.0 ± 0.0 | 0.3 ± 0.1 | 0.2 0.0 |
| O b | 23.3 ± 2.1 | 27.4 ± 2.2 | 19.2 ± 2.1 | 19.4 ± 2.3 | 21.7 ± 2.2 | 16.1 ± 1.0 |
| Mineral (mg/g, db) | ||||||
| Ca | 12.6 | 5.6 | 23.1 | 14.6 | 45.5 | 42.3 |
| K | 1.2 | 0.9 | 0.9 | 1.4 | 1.9 | 0.8 |
| Fe | 2.6 | 3.3 | 8.5 | 8.1 | 29.1 | 17.4 |
| Ti | 1.1 | 3.1 | 3.4 | 6.1 | 9.3 | 5.7 |
| Si | 2.2 | 4.9 | 4.7 | 4.9 | 12.2 | 9.0 |
| Zn | 0.3 | 0.1 | 1.1 | 0.5 | 2.9 | 1.6 |
| Cu | 0.2 | 0.3 | 0.5 | 0.6 | 1.1 | 1.6 |
| Cl (%) | 0.1 | 0.1 | 0.1 | 0.2 | 0.2 | 0.1 |
| Fuel properties | ||||||
| H/C | 0.87 | 0.91 | 0.94 | 0.89 | 1.11 | 1.03 |
| O/C | 0.26 | 0.32 | 0.22 | 0.22 | 0.31 | 0.21 |
| E.D (%) | 159.5 | 160.2 | 161.4 | 155.3 | 134.0 | 149.2 |
| HHV (MJ/kg) | 28.6 ± 0.4 | 28.7 ± 0.6 | 27.7 ± 0.6 | 26.6 ± 0.4 | 22.0 ± 0.4 | 24.5 ± 0.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Longo, A.; Alves, O.; Sen, A.U.; Nobre, C.; Brito, P.; Gonçalves, M. Dry and Hydrothermal Co-Carbonization of Mixed Refuse-Derived Fuel (RDF) for Solid Fuel Production. Reactions 2024, 5, 77-97. https://doi.org/10.3390/reactions5010003
Longo A, Alves O, Sen AU, Nobre C, Brito P, Gonçalves M. Dry and Hydrothermal Co-Carbonization of Mixed Refuse-Derived Fuel (RDF) for Solid Fuel Production. Reactions. 2024; 5(1):77-97. https://doi.org/10.3390/reactions5010003
Chicago/Turabian StyleLongo, Andrei, Octávio Alves, Ali Umut Sen, Catarina Nobre, Paulo Brito, and Margarida Gonçalves. 2024. "Dry and Hydrothermal Co-Carbonization of Mixed Refuse-Derived Fuel (RDF) for Solid Fuel Production" Reactions 5, no. 1: 77-97. https://doi.org/10.3390/reactions5010003
APA StyleLongo, A., Alves, O., Sen, A. U., Nobre, C., Brito, P., & Gonçalves, M. (2024). Dry and Hydrothermal Co-Carbonization of Mixed Refuse-Derived Fuel (RDF) for Solid Fuel Production. Reactions, 5(1), 77-97. https://doi.org/10.3390/reactions5010003