Optimisation of Product Recovery Options in End-of-Life Product Disassembly by Robots




Abstract
:1. Introduction
2. Relevant Work
3. Methods
3.1. Sustainability Model for RDLBSD
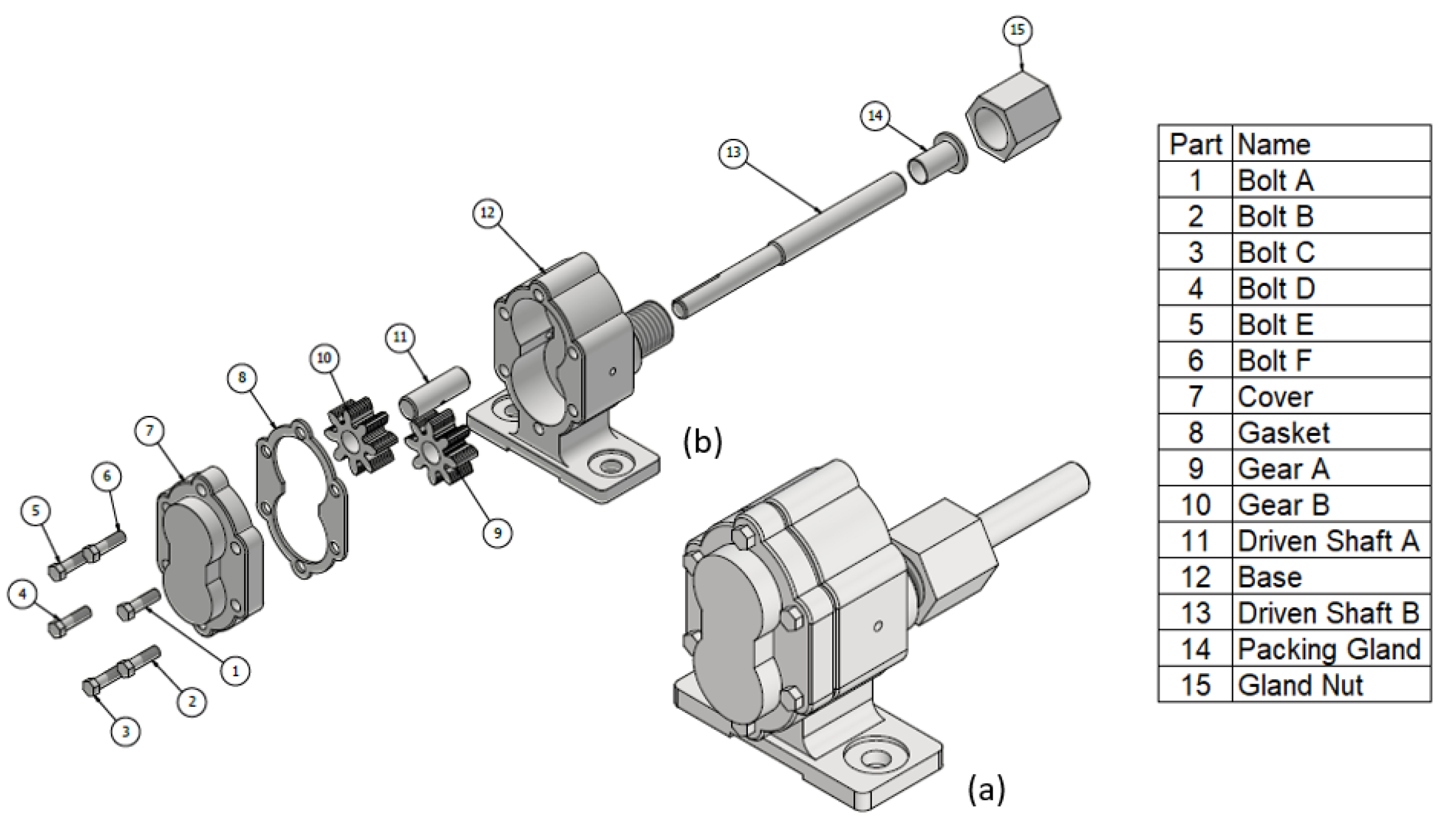
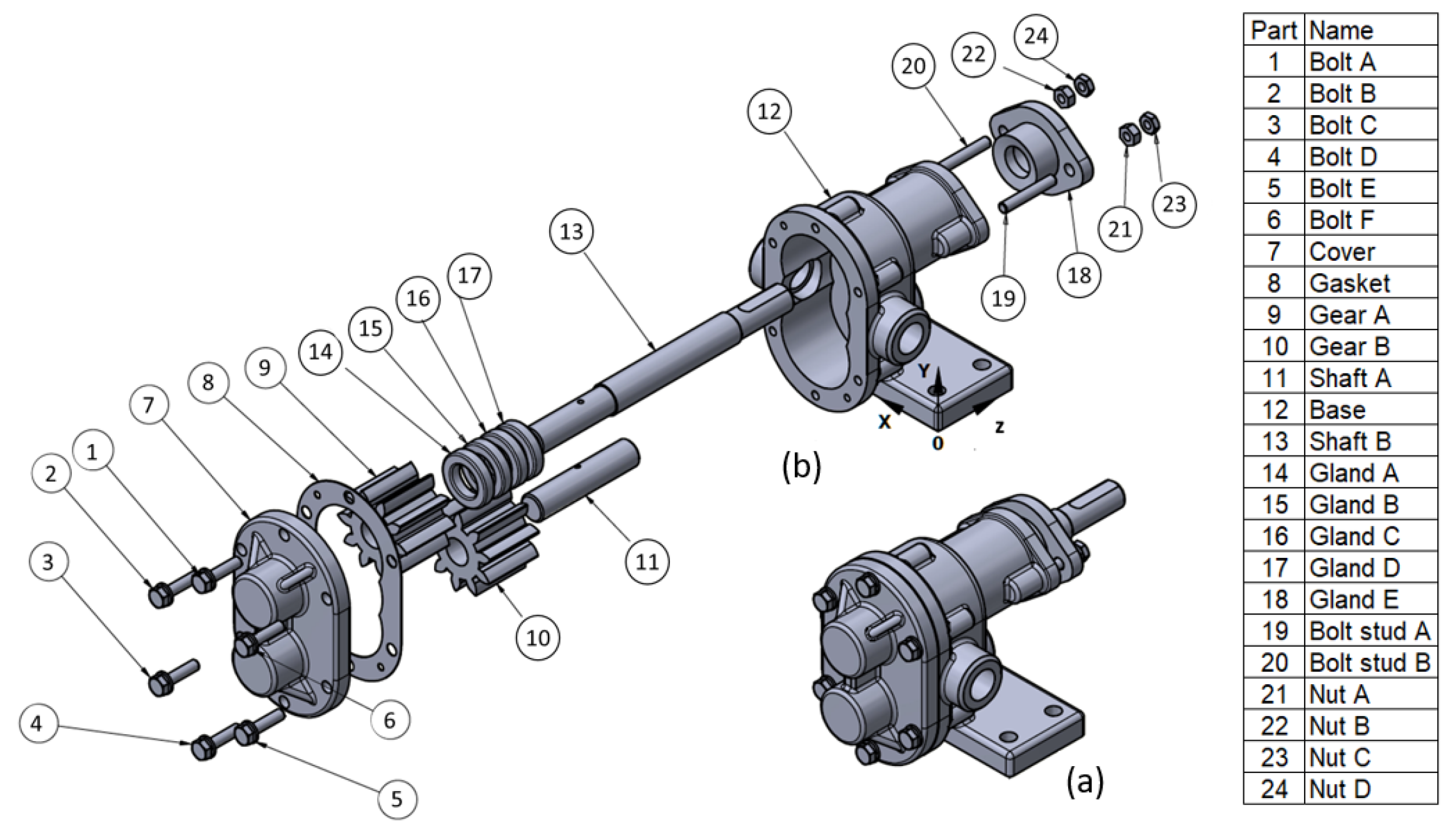
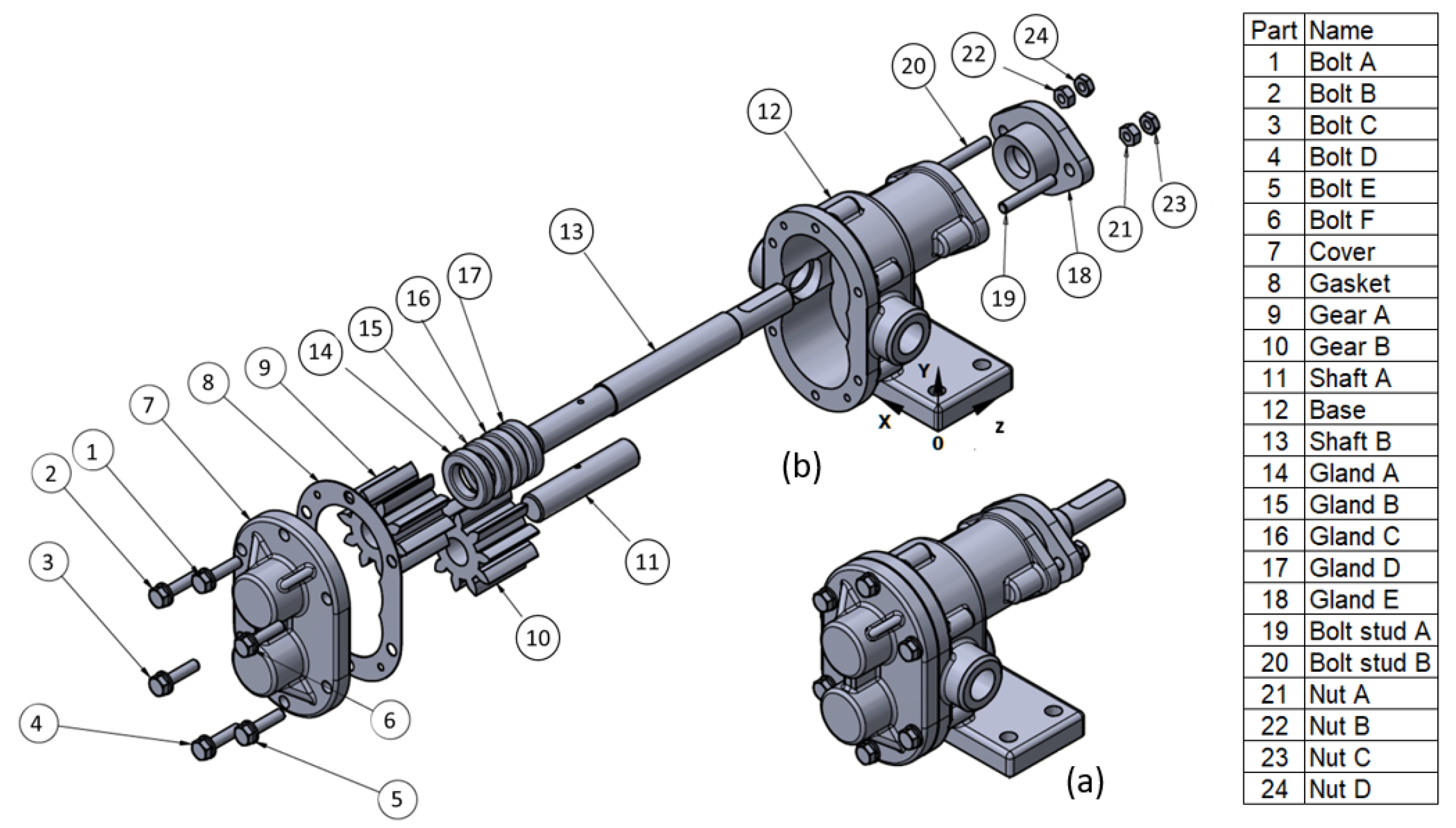
3.2. Case Study
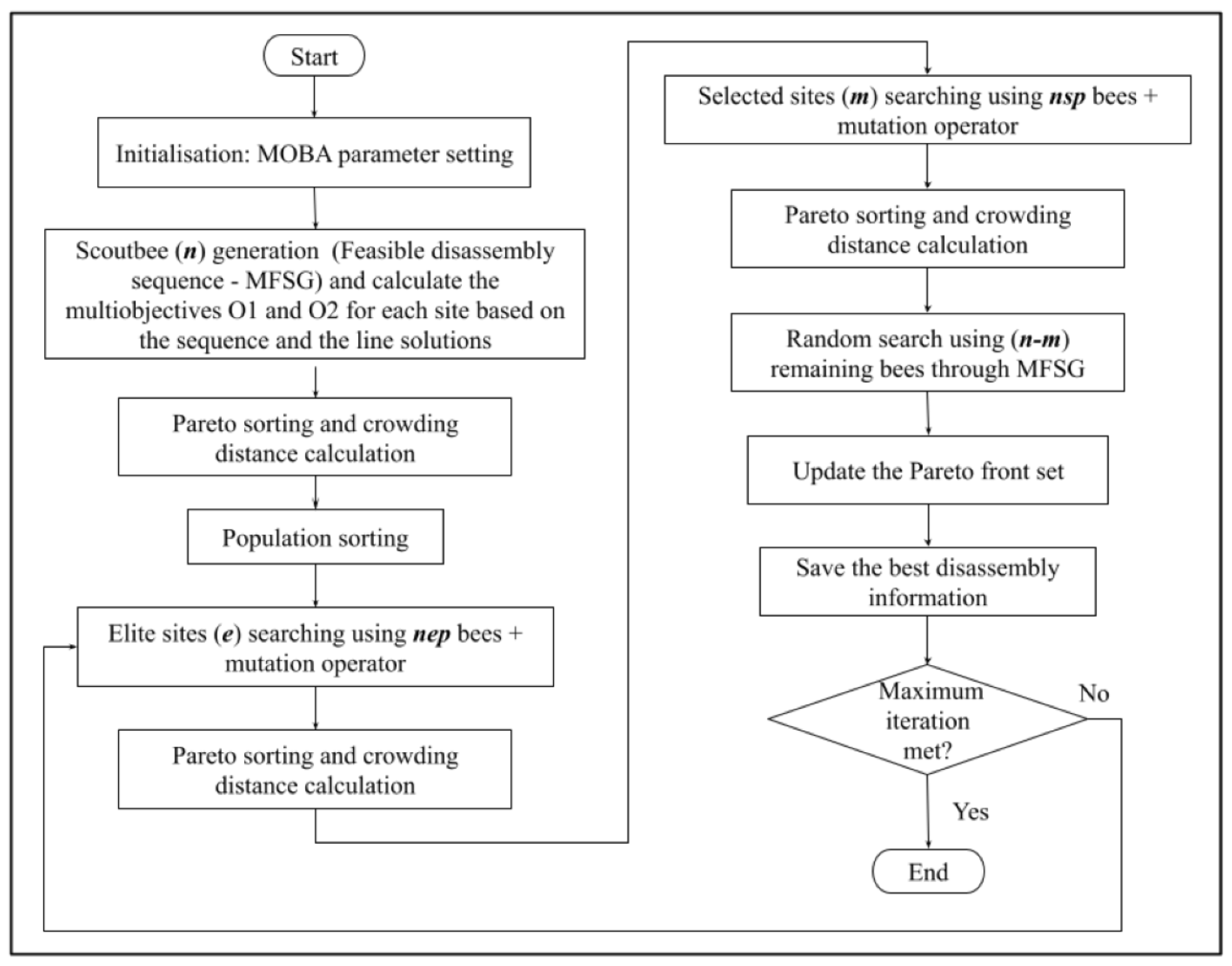
3.3. Multiobjective Bees Algorithm
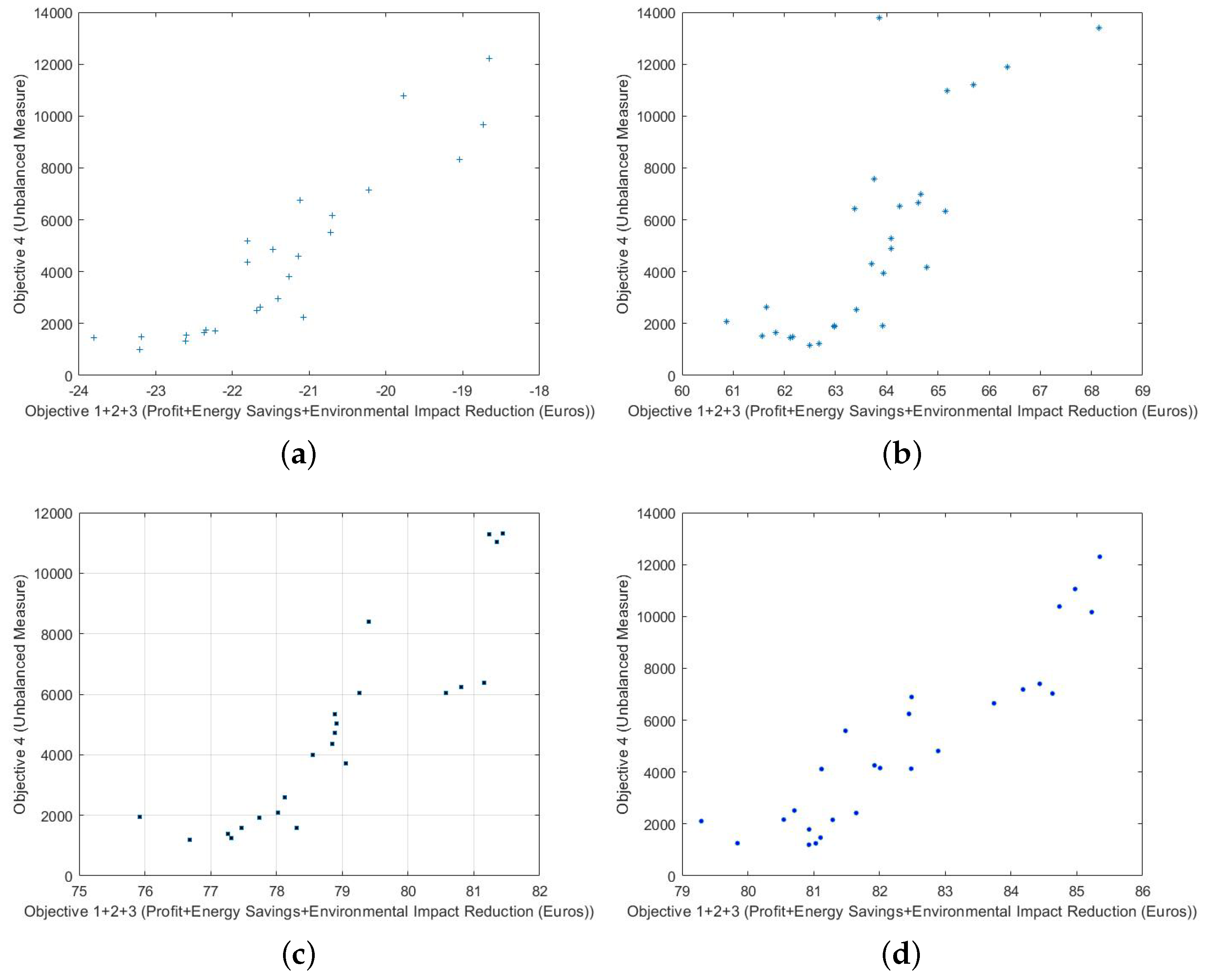
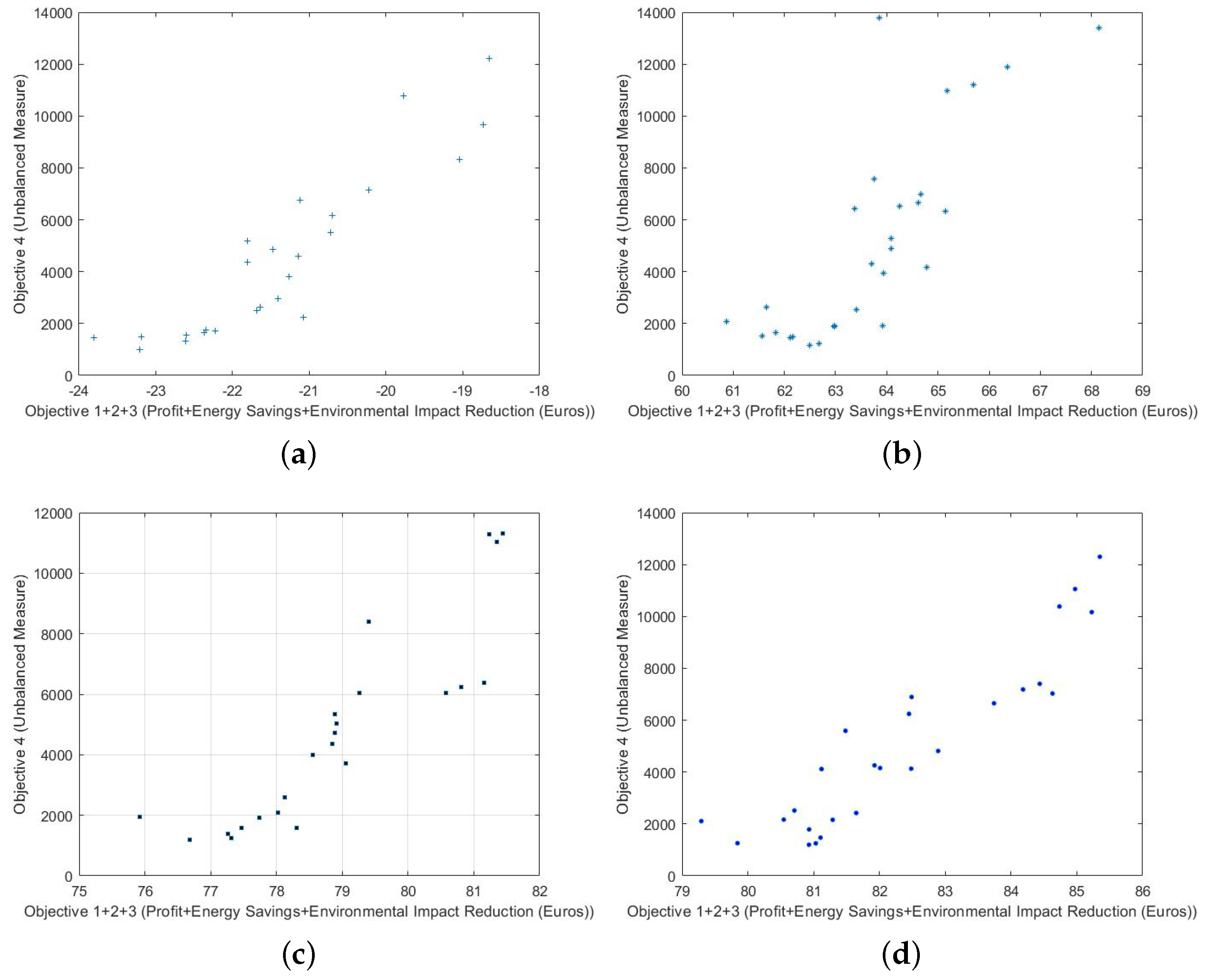
4. Results
5. Discussion
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| BA | Bees Algorithm |
| CAD | Computer-Aided Design |
| EoL | End-of-Life |
| HI | Hypervolume Indicator |
| MFSG | Modified Feasible Solution Generation |
| MO | Multi-objective |
| MOBA | Multi-Objective Bees Algorithm |
| MCDM | Multiple-criteria Decision-making |
| NP | Non-Deterministic Polynomial |
| OPT | Optimal |
| POSs | Pareto Optimal Solutions |
| REC | Recycling |
| REM | Remanufacturing |
| REU | Reuse |
| RDLBSD | Sequence-Dependent Robotic Disassembly Line Balancing |
References
- Goal 12 Ensure Sustainable Consumption and Production Patterns. Available online: https://sdgs.un.org/goals/goal12 (accessed on 2 February 2023).
- Circular Economy Introduction. Available online: https://ellenmacarthurfoundation.org/topics/circular-economy-introduction/overview (accessed on 2 February 2023).
- Anil Kumar, G.; Bahubalendruni, M.; Prasad, V.; Sankaranarayanasamy, K. A multi-layered disassembly sequence planning method to support decision making in de-manufacturing. Sādhanā 2021, 46, 102. [Google Scholar] [CrossRef]
- King, A.; Burgess, S.; Ijomah, W.; McMahon, C. Reducing waste: Repair, recondition, remanufacture or recycle? Sustain. Dev. 2006, 14, 257–267. [Google Scholar] [CrossRef]
- Ijomah, W. The application of remanufacturing in sustainable manufacture. Proc. Inst. Civ. Eng. Waste Resour. Manag. 2006, 163, 157–163. [Google Scholar] [CrossRef]
- The European Remanufacturing Network. Available online: https://www.remanufacturing.eu/ (accessed on 2 February 2023).
- Supporting Remanufacturing—The Backbone of the Circular Economy. Available online: https://www.remancouncil.eu/ (accessed on 2 February 2023).
- Kurilova-Palisaitiene, J.; Sundin, E.; Poksinska, B. Remanufacturing challenges and possible lean improvements. J. Clean. Prod. 2018, 172, 3225–3236. [Google Scholar] [CrossRef]
- Jensen, J.; Prendeville, S.; Bocken, N.; Peck, D. Creating sustainable value through remanufacturing: Three industry cases. J. Clean. Prod. 2019, 218, 304–314. [Google Scholar] [CrossRef]
- BS 8887-220; Design for Manufacture, Assembly, Disassembly and End-of-Life Processing (MADE). The Process of Remanufacture. Specification. British Standard Institution: London, UK, 2010. [CrossRef]
- Steinhilper, R. Recent trends and benefits of remanufacturing: From closed loop businesses to synergetic networks. In Proceedings of the Second International Symposium on Environmentally Conscious Design and Inverse Manufacturing, Tokyo, Japan, 11–15 December 2001; pp. 481–488. [Google Scholar]
- Matsumoto, M.; Ijomah, W. Remanufacturing. In Handbook of Sustainable Engineering; Kauffman, J., Ed.; Springer: Dordrech, The Netherlands, 2013. [Google Scholar] [CrossRef]
- What Is Remanufacturing? Available online: https://www.remancouncil.org/educate/remanufacturing-information/what-is-remanufacturing (accessed on 1 September 2023).
- Hamzaoui-Essoussi, L.; Linton, J. Offering branded remanufactured/recycled products: At what price? J. Remanuf. 2014, 4, 1–15. [Google Scholar] [CrossRef]
- Hormozi, A. Parts remanufacturing in the automotive industry. Prod. Inventory Manag. J. 1997, 38, 26. [Google Scholar]
- Singhal, D.; Tripathy, S.; Jena, S. Remanufacturing for the circular economy: Study and evaluation of critical factors. Resour. Conserv. Recycl. 2020, 156, 104681. [Google Scholar] [CrossRef]
- Ciptomulyono, U.; Mustajib, M.; Karningsih, P.; Anggrahini, D.; Basuki, S. A new multi-criteria method based on DEMATEL, ANP and grey clustering for quality sorting of incoming cores in remanufacturing systems under epistemic uncertainty: A case study of heavy-duty equipment. Cogent Eng. 2022, 9, 2099056. [Google Scholar] [CrossRef]
- Sutherland, J.; Adler, D.; Haapala, K.; Kumar, V. A comparison of manufacturing and remanufacturing energy intensities with application to diesel engine production. CIRP Ann. 2008, 57, 5–8. [Google Scholar] [CrossRef]
- Chiodo, J.D.; Ijomah, W.L. Use of active disassembly technology to improve remanufacturing productivity: Automotive application. Int. J. Comput. Integr. Manuf. 2014, 27, 361–371. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, M.; Zhang, H.; Jiang, Z.; Liu, C.; Cai, W. A review on energy, environment and economic assessment in remanufacturing based on life cycle assessment method. J. Clean. Prod. 2020, 255, 120160. [Google Scholar] [CrossRef]
- Zhuang, X.; Song, X.; Yang, H.; Zhao, D.; Wu, W.; Zhao, J. The energy saving and GHG mitigation benefits assessment of product remanufacturing from a multi-life cycle perspective: A case study of spark plug. Environ. Impact Assess. Rev. 2023, 99, 107018. [Google Scholar] [CrossRef]
- Li, K.; Zhang, L.; Fu, H.; Liu, B. The effect of intelligent manufacturing on remanufacturing decisions. Comput. Ind. Eng. 2023, 178, 109114. [Google Scholar] [CrossRef]
- Xia, X.; Lu, M.; Wang, W. Emission reduction and outsourcing remanufacturing: A comparative study under carbon trading. Expert Syst. Appl. 2023, 227, 120317. [Google Scholar] [CrossRef]
- Liao, H.; Deng, Q.; Wang, Y.; Guo, S.; Ren, Q. An environmental benefits and costs assessment model for remanufacturing process under quality uncertainty. J. Clean. Prod. 2018, 178, 45–58. [Google Scholar] [CrossRef]
- Jiang, Z.; Ding, Z.; Zhang, H.; Cai, W.; Liu, Y. Data-driven ecological performance evaluation for remanufacturing process. Energy Convers. Manag. 2019, 198, 111844. [Google Scholar] [CrossRef]
- Peng, S.; Ping, J.; Li, T.; Wang, F.; Zhang, H.; Liu, C. Environmental benefits of remanufacturing mechanical products: A harmonized meta-analysis of comparative life cycle assessment studies. J. Environ. Manag. 2022, 306, 114479. [Google Scholar] [CrossRef] [PubMed]
- Diener, D.; Tillman, A. Component end-of-life management: Exploring opportunities and related benefits of remanufacturing and functional recycling. Resour. Conserv. Recycl. 2015, 102, 80–93. [Google Scholar] [CrossRef]
- Wang, K.; Gao, L.; Li, X.; Li, P. Energy-efficient robotic parallel disassembly sequence planning for end-of-life products. IEEE Trans. Autom. Sci. Eng. 2021, 19, 1277–1285. [Google Scholar] [CrossRef]
- Liu, J.; Wang, S. Balancing disassembly line in product recovery to promote the coordinated development of economy and environment. Sustainability 2017, 9, 309. [Google Scholar] [CrossRef]
- Ma, Y.; Jun, H.; Kim, H.; Lee, D. Disassembly process planning algorithms for end-of-life product recovery and environmentally conscious disposal. Int. J. Prod. Res. 2011, 49, 7007–7027. [Google Scholar] [CrossRef]
- Vongbunyong, S.; Kara, S.; Pagnucco, M. Learning and revision in cognitive robotics disassembly automation. Robot. Comput. Integr. Manuf. 2015, 34, 79–94. [Google Scholar] [CrossRef]
- Vongbunyong, S.; Vongseela, P.; Sreerattana-aporn, J. A process demonstration platform for product disassembly skills transfer. Procedia CIRP 2017, 61, 281–286. [Google Scholar] [CrossRef]
- McGovern, S.; Gupta, S. Disassembly Line: Balancing and Modeling; McGraw-Hill Education: New York, NY, USA, 2011. [Google Scholar]
- Seidi, M.; Saghari, S. The balancing of disassembly line of automobile engine using genetic algorithm (GA) in fuzzy environment. Ind. Eng. Manag. Syst. 2016, 15, 364–373. [Google Scholar] [CrossRef]
- Kose, Y.; Cevikcan, E.; Ertemel, S.; Murat, M. Game theory-oriented approach for disassembly line worker assignment and balancing problem with multi-manned workstations. Comput. Ind. Eng. 2023, 181, 109294. [Google Scholar] [CrossRef]
- Priyono, A.; Ijomah, W.; Bititci, U. Disassembly for remanufacturing: A systematic literature review, new model development and future research needs. J. Ind. Eng. Manag. (JIEM) 2016, 9, 899–932. [Google Scholar] [CrossRef]
- Priyono, A.; Ijomah, W.; Bititci, U. Strategic operations framework for disassembly in remanufacturing. J. Remanuf. 2015, 5, 1–16. [Google Scholar] [CrossRef]
- Wang, G.; Wu, H.; Xiao, J. A Genetic Algorithm-Based Optimization Approach for Disassembly Tool Selections toward Electric Vehicle Battery Disassembly. In Proceedings of the 2023 9th International Conference On Mechatronics And Robotics Engineering (ICMRE), Shenzhen, China, 10–12 February 2023; pp. 192–196. [Google Scholar]
- Liu, J.; Zhou, Z.; Pham, D.T.; Xu, W.; Ji, C.; Liu, Q. Collaborative optimization of robotic disassembly sequence planning and robotic disassembly line balancing problem using improved discrete Bees algorithm in remanufacturing. Robot. Comput. Integr. Manuf. 2020, 61, 101829. [Google Scholar] [CrossRef]
- Harper, G.; Kendrick, E.; Anderson, P.; Mrozik, W.; Christensen, P.; Lambert, S.; Greenwood, D.; Das, P.; Ahmeid, M.; Milojevic, Z. Others Roadmap for a sustainable circular economy in lithium-ion and future battery technologies. J. Physics: Energy 2023, 5, 021501. [Google Scholar]
- Poschmann, H.; Brueggemann, H.; Goldmann, D. Disassembly 4.0: A review on using robotics in disassembly tasks as a way of automation. Chem. Ing. Tech. 2020, 92, 341–359. [Google Scholar] [CrossRef]
- Liu, J.; Zhou, Z.; Pham, D.T.; Xu, W.; Yan, J.; Liu, A.; Ji, C.; Liu, Q. An improved multi-objective discrete bees algorithm for robotic disassembly line balancing problem in remanufacturing. Int. J. Adv. Manuf. Technol. 2018, 97, 3937–3962. [Google Scholar] [CrossRef]
- Gao, Y.; Wang, Q.; Feng, Y.; Zheng, H.; Zheng, B.; Tan, J. An energy-saving optimization method of dynamic scheduling for disassembly line. Energies 2018, 11, 1261. [Google Scholar] [CrossRef]
- Chen, Q.; Yao, B.; Pham, D.T. Sequence-dependent robotic disassembly line balancing problem considering disassembly path. Int. Manuf. Sci. Eng. Conf. 2020, 84263, V002T07A019. [Google Scholar]
- Cevikcan, E.; Aslan, D.; Yeni, F.B. Disassembly line design with multi-manned workstations: A novel heuristic optimisation approach. Int. J. Prod. Res. 2020, 58, 649–670. [Google Scholar] [CrossRef]
- Guo, J.; Pu, Z.; Du, B.; Li, Y. Multi-objective optimisation of stochastic hybrid production line balancing including assembly and disassembly tasks. Int. J. Prod. Res. 2022, 60, 2884–2900. [Google Scholar] [CrossRef]
- Fang, Y.; Liu, Q.; Li, M.; Laili, Y.; Pham, D.T. Evolutionary many-objective optimization for mixed-model disassembly line balancing with multi-robotic workstations. Eur. J. Oper. Res. 2019, 1, 160–174. [Google Scholar] [CrossRef]
- Fang, Y.; Wei, H.; Liu, Q.; Li, Y.; Zhou, Z.; Pham, D.T. Minimizing energy consumption and line length of mixed-model multirobotic disassembly line systems using multi-objective evolutionary optimization. In Proceedings of the ASME 2019 14th International Manufacturing Science and Engineering Conference, Erie, PA, USA, 10–14 June 2019. [Google Scholar]
- Fang, Y.; Ming, H.; Li, M.; Liu, Q.; Pham, D.T. Multi-objective evolutionary simulated annealing optimisation for mixed-model multi-robotic disassembly line balancing with interval processing time. Int. J. Prod. Res. 2020, 58, 846–862. [Google Scholar] [CrossRef]
- Fang, Y.; Xu, H. Constraint Handling Methods for Resource-Constrained Robotic Disassembly Line Balancing Problem. J. Phys. Conf. Ser. 2020, 1576, 012039. [Google Scholar] [CrossRef]
- Liu, Q.; Li, Y.; Fang, Y.; Laili, Y.; Luo, P.; Pham, D.T. Many-objective best-order-sort genetic algorithm for mixed-model multi-robotic disassembly line balancing. Procedia CIRP 2019, 83, 14–21. [Google Scholar] [CrossRef]
- Dong, C.; Liu, P.; Guo, X.W.; Qi, L.; Qin, S.; Xu, G. Multi-objective ant lion optimizer for stochastic robotic disassembly line balancing problem subject to resource constraints. J. Phys. Conf. Ser. 2021, 2024, 012014. [Google Scholar] [CrossRef]
- Zhang, S.; Guo, L.; Guo, X.; Liu, S.; Qi, L.; Qin, S.; Tang, Y.; Zhao, Z. Multi-objective multi-verse optimizer for multi-product partial U-shaped disassembly line balancing problem. In Proceedings of the 2021 IEEE International Conference on Networking, Sensing and Control (ICNSC), Xiamen, China, 3–5 December 2021. [Google Scholar]
- Zhou, B.; Bian, J. Multi-mechanism-based modified bi-objective Harris Hawks optimization for sustainable robotic disassembly line balancing problems. Eng. Appl. Artif. Intell. 2022, 116, 105479. [Google Scholar] [CrossRef]
- Yin, T.; Zhang, Z.; Zhang, Y.; Wu, T.; Liang, W. Mixed-integer programming model and hybrid driving algorithm for multi-product partial disassembly line balancing problem with multi-robot workstations. Robot. Comput. Integr. Manuf. 2022, 73, 102251. [Google Scholar] [CrossRef]
- Laili, Y.; Wang, Y.; Fang, Y.; Pham, D.T. Robotic disassembly sequence re-planning. In Optimisation of Robotic Disassembly for Remanufacturing; Pham, D.T., Ed.; Springer Series in Advanced Manufacturing; Springer: Cham, Switzerland, 2022; pp. 131–142. [Google Scholar]
- Hartono, N.; Ramírez, F.J.; Pham, D.T. Optimisation of robotic disassembly sequence plans for sustainability using the multi-objective Bees Algorithm. In Intelligent Production and Manufacturing Optimisation—The Bees Algorithm Approach; Pham, D.T., Hartono, N., Eds.; Springer Series in Advanced Manufacturing; Springer: Cham, Switzerland, 2022; pp. 337–363. [Google Scholar]
- Ren, Y.; Yu, D.; Zhang, C.; Tian, G.; Meng, L.; Zhou, X. An improved gravitational search algorithm for profit-oriented partial disassembly line balancing problem. Int. J. Prod. Res. 2017, 55, 7302–7316. [Google Scholar] [CrossRef]
- Singh, R.; Singh, A.; Yadav, R. A balanced-quantum inspired evolutionary algorithm for solving disassembly line balancing problem. Appl. Soft Comput. 2023, 132, 109840. [Google Scholar] [CrossRef]
- Xi, G.; Wang, J.; Guo, X.; Liu, S.; Qin, S.; Qi, L. Hybrid Disassembly Line Optimization with Reinforcement Learning. In Proceedings of the 2023 32nd Wireless And Optical Communications Conference (WOCC), Newark, NJ, USA, 5–6 May 2023; pp. 1–5. [Google Scholar]
- Bentaha, M.; Battaïa, O.; Dolgui, A. Chance constrained programming model for stochastic profit-oriented disassembly line balancing in the presence of hazardous parts. In Proceedings of the Advances In Production Management Systems. Sustainable Production And Service Supply Chains: IFIP WG 5.7 International Conference, APMS 2013, State College, PA, USA, 9–12 September 2013; Proceedings, Part I. pp. 103–110. [Google Scholar]
- Bentaha, M.; Battala, O.; Dolgui, A. A decomposition method for stochastic partial disassembly line balancing with profit maximization. In Proceedings of the 2013 IEEE International Conference On Automation Science And Engineering (CASE), Madison, WI, USA, 17–20 August 2013; pp. 404–409. [Google Scholar]
- Altekin, F.; Kandiller, L.; Ozdemirel, N. Profit-oriented disassembly-line balancing. Int. J. Prod. Res. 2008, 46, 2675–2693. [Google Scholar] [CrossRef]
- Sustainability. Available online: https://www.un.org/en/academic-impact/sustainability (accessed on 7 January 2023).
- Purvis, B.; Mao, Y.; Robinson, D. Three pillars of sustainability: In search of conceptual origins. Sustain. Sci. 2019, 14, 681–695. [Google Scholar] [CrossRef]
- Ming, H.; Liu, Q.; Pham, D.T. Multi-robotic disassembly line balancing with uncertain processing time. Procedia CIRP 2019, 83, 71–76. [Google Scholar] [CrossRef]
- Mei, K.; Fang, Y. Multi-robotic disassembly line balancing using deep reinforment learning. In Proceedings of the ASME 2021 16th International Manufacturing Science and Engineering Conference, MSEC 2021, Virtual, Online, 21–25 June 2021; Volume 2. [Google Scholar]
- Kalayci, C.; Gupta, S. A particle swarm optimization algorithm with neighborhood-based mutation for sequence-dependent disassembly line balancing problem. Int. J. Adv. Manuf. Technol. 2013, 69, 197–209. [Google Scholar] [CrossRef]
- Kalayci, C.; Gupta, S. Ant colony optimization for sequence-dependent disassembly line balancing problem. J. Manuf. Technol. Manag. 2013, 24, 413–427. [Google Scholar] [CrossRef]
- Kalayci, C.; Gupta, S. Artificial bee colony algorithm for solving sequence-dependent disassembly line balancing problem. Expert Syst. Appl. 2013, 40, 7231–7241. [Google Scholar] [CrossRef]
- Kalayci, C.; Gupta, S. Balancing a sequence-dependent disassembly line using simulated annealing algorithm. Appl. Manag. Sci. 2013, 16, 81–103. [Google Scholar]
- Kalayci, C.; Gupta, S. River formation dynamics approach for sequence-dependent disassembly line balancing problem. In Reverse Supply Chains; CRC Press: Boca Raton, FL, USA, 2013; pp. 289–312. [Google Scholar] [CrossRef]
- Kalayci, C.; Gupta, S. Simulated annealing algorithm for solving sequence-dependent disassembly line balancing problem. IFAC Proc. Vol. 2013, 46, 93–98. [Google Scholar] [CrossRef]
- Kalayci, C.; Gupta, S. A tabu search algorithm for balancing a sequence-dependent disassembly line. Prod. Plan. Control. 2014, 25, 149–160. [Google Scholar] [CrossRef]
- Kalayci, C.; Polat, O.; Gupta, S. A hybrid genetic algorithm for sequence-dependent disassembly line balancing problem. Ann. Oper. Res. 2016, 242, 321–335. [Google Scholar] [CrossRef]
- Jia, L.; Shuwei, W. A proposed multi-objective optimization model for sequence-dependent disassembly line balancing problem. In Proceedings of the 2017 3rd International Conference on Information Management (ICIM), Chengdu, China, 21–23 April 2017; pp. 421–425. [Google Scholar]
- Radaschin, A.; Filipescu, A.; Minzu, V.; Minca, E. Adaptive disassembly sequence control by using mobile robots and system information. In Proceedings of the 15th International Conference on System Theory, Control and Computing, Sinaia, Romania, 14–16 October 2011; pp. 1–6. [Google Scholar]
- Minca, E.; Filipescu, A.; Voda, A. Modelling and control of an assembly/disassembly mechatronics line served by mobile robot with manipulator. Control. Eng. Pract. 2014, 31, 50–62. [Google Scholar] [CrossRef]
- Minca, E.; Coanda, H.; Dragomir, F.; Dragomir, O.; Filipescu, A. Cycle time optimization of a reversible A/DML served by a mobile robotic system. In Proceedings of the 2015 19th International Conference on System Theory, Control and Computing (ICSTCC), Cheile Gradistei, Romania, 14–16 October 2015; pp. 99–104. [Google Scholar]
- Filipescu, A.; Filipescu, A.; Voda, A.; Minca, E. Hybrid modeling, balancing and control of a mechatronics line served by two mobile robots. In Proceedings of the 2016 20th International Conference on System Theory, Control and Computing, ICSTCC 2016—Joint Conference of SINTES 20, SACCS 16, SIMSIS 20—Proceedings, Sinaia, Romania, 13–15 October 2016; pp. 234–239. [Google Scholar]
- Alshibli, M.; ElSayed, A.; Kongar, E.; Sobh, T.; Gupta, S. A Robust Robotic Disassembly Sequence Design using Orthogonal arrays and Task Allocation. Robotics 2019, 8, 20. [Google Scholar] [CrossRef]
- Octavian, D.; Gurgu, V.; Minca, E.; Filipescu, A.; Dragomir, F.; Dragomir, O. Optimal control of the complete assembly/disassembly cycle for a mechatronics line prototype. In Proceedings of the 2019 23rd International Conference On System Theory, Control And Computing, ICSTCC 2019—Proceedings, Sinaia, Romania, 9–11 October 2019; pp. 620–625. [Google Scholar]
- Çil, Z.; Mete, S.; Serin, F. Robotic Disassembly Line Balancing Problem: A Mathematical model and Ant Colony Optimization Approach. Appl. Math. Model. 2020, 86, 335–348. [Google Scholar] [CrossRef]
- Fang, Y.; Xu, H.; Liu, Q.; Pham, D. Evolutionary optimization using epsilon method for resource-constrained multi-robotic disassembly line balancing. J. Manuf. Syst. 2020, 56, 392–413. [Google Scholar] [CrossRef]
- Fang, Y.; Zhang, H.; Liu, Q.; Zhou, Z.; Yao, B.; Pham, D. Interval multi-objective evolutionary optimization for disassembly line balancing with uncertain task time. In Proceedings of the ASME 2020 15th International Manufacturing Science And Engineering Conference, MSEC 2020, Virtual, Online, 3 September 2020; Volume 2. [Google Scholar]
- Lei, S.; Guo, X.; Zhou, M.; Wang, J.; Qi, L.; Qin, S. A Constrained Decomposition Grid Approach to Disassembly Line Balancing Problems. In Proceedings of the 2021 International Conference on Advanced Mechatronic Systems (ICAMechS), Tokyo, Japan, 9–12 December 2021; pp. 162–167. [Google Scholar]
- Tseng, H.; Chang, C.; Chung, T. Applying Improved Particle Swarm Optimization to Asynchronous Parallel Disassembly Planning. IEEE Access 2022, 10, 80555–80564. [Google Scholar] [CrossRef]
- Zeng, Y.; Zhang, Z.; Yin, T.; Zheng, H. Robotic disassembly line balancing and sequencing problem considering energy-saving and high-profit for waste household appliances. J. Clean. Prod. 2022, 381, 135209. [Google Scholar] [CrossRef]
- Laili, Y.; Wang, Y.; Fang, Y.; Pham, D.; Laili, Y.; Wang, Y.; Fang, Y.; Pham, D. Solutions for Mixed-Model Disassembly Line Balancing with Multi-robot Workstations. In Optimisation Of Robotic Disassembly For Remanufacturing; Springer: Cham, Switzerland, 2022; pp. 153–180. [Google Scholar]
- Zhang, S.; Liu, P.; Guo, X.; Wang, J.; Qin, S.; Tang, Y. An Improved Tabu Search Algorithm for Multi-robot Hybrid Disassembly Line Balancing Problems. In Proceedings of the 2022 International Conference On Cyber-Physical Social Intelligence (ICCSI), Nanjing, China, 18–21 November 2022; pp. 315–320. [Google Scholar]
- Zhang, S.; Guo, X.; Wang, J.; Liu, S.; Qin, S.; Zhao, Z. An Improved Multi-objective Multi-verse Optimization Algorithm for Multifunctional Robotic Parallel Disassembly Line Balancing Problems. In Proceedings of the 2022 IEEE International Conference On Systems, Man, And Cybernetics (SMC), Prague, Czech Republic, 9–12 October 2022; pp. 562–567. [Google Scholar]
- Laili, Y.; Wang, Y.; Fang, Y.; Pham, D.; Laili, Y.; Wang, Y.; Fang, Y.; Pham, D. Solutions for Robotic Disassembly Line Balancing. In Optimisation Of Robotic Disassembly For Remanufacturing; Springer: Cham, Switzerland, 2022; pp. 143–151. [Google Scholar]
- Xu, G.; Zhang, Z.; Li, Z.; Guo, X.; Qi, L.; Liu, X. Multi-Objective Discrete Brainstorming Optimizer to Solve the Stochastic Multiple-Product Robotic Disassembly Line Balancing Problem Subject to Disassembly Failures. Mathematics 2023, 11, 1557. [Google Scholar] [CrossRef]
- Qin, S.; Zhang, S.; Wang, J.; Liu, S.; Guo, X.; Qi, L. Multi-objective Multi-verse Optimizer for Multi-robotic U-shaped Disassembly Line Balancing Problems. IEEE Trans. Artif. Intell. 2023. [Google Scholar] [CrossRef]
- Liu, J.; Liu, Q.; Zhou, Z.; Pham, D.; Xu, W.; Fang, Y. Collaborative Optimisation of Robotic Disassembly Planning Problems using the Bees Algorithm. In Intelligent Production And Manufacturing Optimisation—The Bees Algorithm Approach; Springer: Cham, Switzerland, 2023; pp. 305–335. [Google Scholar]
- Talbi, E. Metaheuristics: From Design to Implementation; John Wiley & Sons: Hoboken, NJ, USA, 2009. [Google Scholar]
- McGovern, S.; Gupta, S.M. Greedy algorithm for disassembly line scheduling. In Proceedings of the 2003 IEEE International Conference on Systems, Man and Cybernetics, Washington, DC, USA, 8 October 2003. [Google Scholar]
- Ramírez, F.J.; Aledo, J.A.; Gamez, J.A.; Pham, D.T. Economic modelling of robotic disassembly in end-of-life product recovery for remanufacturing. Comput. Ind. Eng. 2020, 142, 106339. [Google Scholar] [CrossRef]
- Pham, D.T.; Ghanbarzadeh, A.; Koç, E.; Otri, S.; Rahim, S.; Zaidi, M. The Bees Algorithm—A novel tool for complex optimisation problems. In Intelligent Production Machines and Systems; Elsevier: Oxford, UK, 2006. [Google Scholar]
- Kerin, M.; Hartono, N.; Pham, D.T. Optimising remanufacturing decision-making using the bees algorithm in product digital twins. Sci. Rep. 2023, 13, 701. [Google Scholar] [CrossRef] [PubMed]
- Zitzler, E.; Knowles, J.; Thiele, L. Quality Assessment of Pareto Set Approximations. In Multiobjective Optimization: Interactive and Evolutionary Approaches; Branke, J., Deb, K., Miettinen, K., Słowiński, R., Eds.; Springer: Berlin/Heidelberg, Germany, 2008; pp. 373–404. [Google Scholar]
- Halim, A.H.; Ismail, I.; Das, S. Performance assessment of the metaheuristic optimization algorithms: An exhaustive review. Artif. Intell. Rev. 2020, 54, 2323–2409. [Google Scholar] [CrossRef]
- Cao, Y.; Smucker, B.; Robinson, T.J. On using the hypervolume indicator to compare Pareto fronts: Applications to multi-criteria optimal experimental design. J. Stat. Plan. Inference 2015, 160, 60–74. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| References | Metaheuristic | Sustainability Related Objective(s) | MO-ND | Sequence-Dependent |
|---|---|---|---|---|
| [77] | ||||
| [78] | ||||
| [79] | ||||
| [80] | ||||
| [42] | ✓ | ✓ | ✓ | |
| [43] | ✓ | ✓ | ✓ | |
| [81] | ✓ | |||
| [82] | ||||
| [47] | ✓ | ✓ | ✓ | ✓ |
| [48] | ✓ | ✓ | ✓ | ✓ |
| [66] | ||||
| [51] | ✓ | ✓ | ✓ | |
| [83] | ✓ | |||
| [50] | ✓ | ✓ | ✓ | |
| [84] | ✓ | ✓ | ✓ | |
| [39] | ✓ | ✓ | ||
| [49] | ✓ | ✓ | ✓ | ✓ |
| [85] | ✓ | ✓ | ✓ | ✓ |
| [44] | ✓ | ✓ | ✓ | |
| [52] | ✓ | ✓ | ✓ | |
| [53] | ✓ | ✓ | ✓ | |
| [86] | ✓ | ✓ | ||
| [28] | ✓ | ✓ | ✓ | |
| [67] | ✓ | ✓ | ||
| [87] | ✓ | |||
| [88] | ✓ | ✓ | ✓ | |
| [54] | ✓ | ✓ | ✓ | |
| [55] | ✓ | ✓ | ✓ | |
| [89] | ✓ | ✓ | ✓ | |
| [90] | ✓ | |||
| [91] | ✓ | ✓ | ✓ | |
| [92] | ✓ | ✓ | ✓ | |
| [93] | ✓ | ✓ | ✓ | |
| [94] | ✓ | ✓ | ✓ | |
| [95] | ✓ | ✓ | ||
| This work | ✓ | energy savings, environmental benefits | ✓ | ✓ |
| Variable | Description |
|---|---|
| an indicator that takes the value of 1 if component i is to be disassembled and 0 otherwise | |
| disposal cost of component i | |
| cost per unit of time | |
| depreciation cost assigned to component i to be disassembled | |
| indicator taking the value 1 if operation requires changing the tool used in previous operation | |
| i | index for each component and varies from 0 to N |
| j | indicator for part recovery. It is 1 if the component is reused, 2 if remanufactured, 3 if recycled, and 4 if it is disposed of |
| overhead cost assigned to component i to be disassembled | |
| length between the position of the tool magazine (M) and the point of the disassembly operation | |
| distance between the point of the disassembly operation and the position of the tool magazine (M) | |
| distance between the point of the disassembly operation and the point of disassembly operation | |
| revenue obtained from component i being recycled | |
| recovery cost of component i being reused or remanufactured | |
| indicator of the recovery mode: 1 if mode j is assigned to component i | |
| the revenue obtained due to the component i being reused or remanufactured not having been manufactured again for a new product | |
| basic time to perform disassembly operation | |
| tool change time and depends on the tool type | |
| penalty time for process direction changes along the path between and the tool magazine (M), given 0 if the direction is not changed, if the direction is changed by 90°, if the direction is changed by 180° | |
| penalty time for process direction changes along the path between the tool magazine (M) and , which is formulated as | |
| penalty time for process direction changes along the path between and , which is formulated as | |
| line velocity of the industrial robot’s end effector |
| Variable | Description |
|---|---|
| conversion factor from to monetary units | |
| energy consumption involved in recovering component i with mode j | |
| energy consumption of the robot in the disassembly operation of component i | |
| energy consumption of the robot in the movement between the position and M | |
| energy consumption of the robot in the tool change | |
| energy consumption of the robot in the movement between M and | |
| energy consumption of the robot in the movement between and | |
| energy reclaimed from component i being reused or remanufactured | |
| power of the robot used in the disassembly operation | |
| power of the robot used in the movements between the disassembly points |
| Variable | Description |
|---|---|
| environmental impact in the recovering process of component i with mode j | |
| environmental impact in disassembly operation | |
| environmental impact produced by the movement of the robot between disassembly operations and , considering that the robot must change the tool in M if operation requires using a tool different from the one used in the previous operation | |
| reclaimed environmental impact from component i being reused or remanufactured |
| Variable | Description |
|---|---|
| cycle time | |
| number of workstations | |
| station time |
| Part Number | Part Name | Weight (g) | Material |
|---|---|---|---|
| 1 | Bolt A | 7.90 | Steel |
| 2 | Bolt B | 7.90 | Steel |
| 3 | Bolt C | 7.90 | Steel |
| 4 | Bolt D | 7.90 | Steel |
| 5 | Bolt E | 7.90 | Steel |
| 6 | Bolt F | 7.90 | Steel |
| 7 | Cover | 538.14 | Steel |
| 8 | Gasket | 4.23 | Rubber |
| 9 | Gear A | 119.44 | Steel |
| 10 | Gear B | 119.44 | Steel |
| 11 | Driven Shaft A | 40.88 | Steel |
| 12 | Base | 1534.98 | Steel |
| 13 | Driven Shaft B | 143.40 | Steel |
| 14 | Packing Gland | 21.27 | Steel |
| 15 | Gland Nut | 94.57 | Steel |
| Part Number | Part Name | Weight (g) | Material |
|---|---|---|---|
| 1 | Bolt A | 9.76 | Steel |
| 2 | Bolt B | 9.76 | Steel |
| 3 | Bolt C | 9.76 | Steel |
| 4 | Bolt D | 9.76 | Steel |
| 5 | Bolt E | 9.76 | Steel |
| 6 | Bolt F | 9.76 | Steel |
| 7 | Cover | 753.39 | Steel |
| 8 | Gasket | 5.22 | Rubber |
| 9 | Gear A | 167.22 | Steel |
| 10 | Gear B | 167.22 | Steel |
| 11 | Shaft A | 50.48 | Steel |
| 12 | Base | 2148.98 | Steel |
| 13 | Shaft B | 177.10 | Steel |
| 14 | Gland A | 7.14 | PTFE |
| 15 | Gland B | 7.14 | PTFE |
| 16 | Gland C | 7.14 | PTFE |
| 17 | Gland D | 7.14 | PTFE |
| 18 | Gland E | 113.48 | Steel |
| 19 | Bolt stud A | 7.83 | Steel |
| 20 | Bolt stud B | 7.83 | Steel |
| 21 | Nut A | 2.27 | Steel |
| 22 | Nut B | 2.27 | Steel |
| 23 | Nut C | 2.27 | Steel |
| 24 | Nut D | 2.27 | Steel |
| Component No | REC Scenario | REM Scenario | REU Scenario | OPT Scenario |
|---|---|---|---|---|
| 1 | Recycle | Recycle | Recycle | Recycle/Remanufacture/Reuse * |
| 2 | Recycle | Recycle | Recycle | Recycle/Remanufacture/Reuse * |
| 3 | Recycle | Recycle | Recycle | Recycle/Remanufacture/Reuse * |
| 4 | Recycle | Recycle | Recycle | Recycle/Remanufacture/Reuse * |
| 5 | Recycle | Recycle | Recycle | Recycle/Remanufacture/Reuse * |
| 6 | Recycle | Recycle | Recycle | Recycle/Remanufacture/Reuse * |
| 7 | Recycle | Remanufacture | Reuse | Recycle/Remanufacture/Reuse * |
| 8 | Disposal | Disposal | Disposal | Disposal |
| 9 | Recycle | Remanufacture | Reuse | Recycle/Remanufacture/Reuse * |
| 10 | Recycle | Remanufacture | Reuse | Recycle/Remanufacture/Reuse * |
| 11 | Recycle | Remanufacture | Reuse | Recycle/Remanufacture/Reuse * |
| 12 | Recycle | Remanufacture | Reuse | Recycle/Remanufacture/Reuse * |
| 13 | Recycle | Remanufacture | Reuse | Recycle/Remanufacture/Reuse * |
| 14 | Recycle | Remanufacture | Reuse | Recycle/Remanufacture/Reuse * |
| 15 | Recycle | Remanufacture | Reuse | Recycle/Remanufacture/Reuse * |
| Component No | REC Scenario | REM Scenario | REU Scenario | OPT Scenario |
|---|---|---|---|---|
| 1 | Recycle | Recycle | Recycle | Recycle/Remanufacture/Reuse * |
| 2 | Recycle | Recycle | Recycle | Recycle/Remanufacture/Reuse * |
| 3 | Recycle | Recycle | Recycle | Recycle/Remanufacture/Reuse * |
| 4 | Recycle | Recycle | Recycle | Recycle/Remanufacture/Reuse * |
| 5 | Recycle | Recycle | Recycle | Recycle/Remanufacture/Reuse * |
| 6 | Recycle | Recycle | Recycle | Recycle/Remanufacture/Reuse * |
| 7 | Recycle | Remanufacture | Reuse | Recycle/Remanufacture/Reuse * |
| 8 | Disposal | Disposal | Disposal | Disposal |
| 9 | Recycle | Remanufacture | Reuse | Recycle/Remanufacture/Reuse * |
| 10 | Recycle | Remanufacture | Reuse | Recycle/Remanufacture/Reuse * |
| 11 | Recycle | Remanufacture | Reuse | Recycle/Remanufacture/Reuse * |
| 12 | Recycle | Remanufacture | Reuse | Recycle/Remanufacture/Reuse * |
| 13 | Recycle | Remanufacture | Reuse | Recycle/Remanufacture/Reuse * |
| 14 | Disposal | Disposal | Disposal | Disposal |
| 15 | Disposal | Disposal | Disposal | Disposal |
| 16 | Disposal | Disposal | Disposal | Disposal |
| 17 | Disposal | Disposal | Disposal | Disposal |
| 18 | Recycle | Remanufacture | Reuse | Recycle/Remanufacture/Reuse * |
| 19 | Recycle | Remanufacture | Reuse | Recycle/Remanufacture/Reuse * |
| 20 | Recycle | Remanufacture | Reuse | Recycle/Remanufacture/Reuse * |
| 21 | Recycle | Recycle | Recycle | Recycle/Remanufacture/Reuse * |
| 22 | Recycle | Recycle | Recycle | Recycle/Remanufacture/Reuse * |
| 23 | Recycle | Recycle | Recycle | Recycle/Remanufacture/Reuse * |
| 24 | Recycle | Recycle | Recycle | Recycle/Remanufacture/Reuse * |
| Output | REC Scenario | REM scenario |
| Disassembly sequence | 15-6-2-1-3-4-5-7-11-9-13-8-10-14-12 | 15-3-1-2-5-4-6-7-9-11-10-14-13-8-12 |
| Disassembly direction | 1-2-2-2-2-2-2-2-2-2-2-2-2-1-1 | 1-2-2-2-2-2-2-2-2-2-2-1-2-2-2 |
| Component recovery | 3-3-3-3-3-3-3-3-3-3-3-4-3-3-3 | 2-3-3-3-3-3-3-2-2-2-2-2-2-4-2 |
| Disassembly tools | 2-1-1-1-1-1-1-4-3-3-3-3-3-3-4 | 2-1-1-1-1-1-1-4-3-3-3-3-3-3-4 |
| Robotic workstation | 1-1-1-1-1-1-2-2-2-2-2-2-3-3-3 | 1-1-1-1-1-2-2-2-2-2-2-3-3-3-3 |
| O1 (Euros) | −13.52 | 36.15 |
| O2 | 31,140.35 | 22,514.56 |
| Output | REU scenario | OPT scenario |
| Disassembly sequence | 3-4-5-2-1-6-15-7-10-11-9-14-13-8-12 | 3-2-5-6-1-4-15-7-10-9-11-14-13-8-12 |
| Disassembly direction | 2-2-2-2-2-2-1-2-2-2-2-1-2-2-1 | 2-2-2-2-2-2-1-2-2-2-2-1-2-2-2 |
| Component recovery | 3-3-3-3-3-3-1-1-1-1-1-1-1-4-1 | 1-1-1-1-1-1-1-1-1-1-1-1-1-4-1 |
| Disassembly tools | 1-1-1-1-1-1-2-4-3-3-3-3-3-3-4 | 1-1-1-1-1-1-2-4-3-3-3-3-3-3-4 |
| Robotic workstations | 1-1-1-1-1-1-2-2-2-2-2-3-3-3-3 | 1-1-1-1-1-1-2-2-2-2-2-3-3-3-3 |
| O1 (Euros) | 64.82 | 66.40 |
| O2 | 30,795.94 | 31,530.36 |
| Output | REC Scenario |
| Disassembly sequence | 2-3-5-4-1-24-23-22-21-19-20-6-18-7-13-11-17-16-9-10-8-12-14-15 |
| Disassembly direction | 2-2-2-2-2-1-1-1-1-1-1-2-1-2-1-2-1-1-2-2-2-2-2-2 |
| Component recovery | 3-3-3-3-3-3-3-3-3-3-3-3-3-3-3-3-4-4-3-3-4-3-4-4 |
| Disassembly tools | 1-1-1-1-1-3-3-3-3-2-2-1-4-5-4-4-4-4-4-4-4-5-4-4 |
| Robotic workstation | 1-1-1-1-1-1-1-1-1-2-2-2-2-3-3-3-3-3-3-3-3-3-3-3 |
| O1 (Euros) | −22.6 |
| O2 | 1310.7 |
| Output | REM scenario |
| Disassembly sequence | 4-5-6-3-2-1-24-23-21-22-20-7-8-19-9-18-11-13-10-17-12-14-15-16 |
| Disassembly direction | 2-2-2-2-2-2-1-1-1-1-1-2-2-1-2-1-2-1-2-1-2-2-2-2 |
| Component recovery | 3-3-3-3-3-3-3-3-3-3-2-2-4-2-2-2-2-2-2-4-2-4-4-4 |
| Disassembly tools | 1-1-1-1-1-1-3-3-3-3-2-5-4-2-4-4-4-4-4-4-5-4-4-4 |
| Robotic workstation | 1-1-1-1-1-1-1-1-1-1-2-2-2-2-3-3-3-3-3-3-3-3-3-3 |
| O1 (Euros) | 63.94 |
| O2 | 3946 |
| Output | REU scenario |
| Disassembly sequence | 3-5-4-1-2-6-7-8-10-9-11-23-24-22-21-19-20-18-17-13-12-16-15-14 |
| Disassembly direction | 2-2-2-2-2-2-2-2-2-2-2-1-1-1-1-1-1-1-1-1-2-1-1-2 |
| Component recovery | 3-3-3-3-3-3-1-4-1-1-1-3-3-3-3-1-1-1-4-1-1-4-4-4 |
| Disassembly tools | 1-1-1-1-1-1-5-4-4-4-4-3-3-3-3-2-2-4-4-4-5-4-4-4 |
| Robotic workstations | 1-1-1-1-1-1-1-2-2-2-2-2-2-2-2-3-3-3-3-3-3-3-3-3 |
| O1 (Euros) | 78.88 |
| O2 | 4712.87 |
| Output | OPT scenario |
| Disassembly sequence | 4-1-3-2-5-6-7-24-9-10-11-8-22-23-21-20-19-18-13-12-14-17-16-15 |
| Disassembly direction | 2-2-2-2-2-2-2-1-2-2-2-2-1-1-1-1-1-1-1-2-2-1-1-2 |
| Component recovery | 1-1-1-1-1-1-1-1-1-1-1-4-1-1-1-1-1-1-1-1-4-4-4-4 |
| Disassembly tools | 1-1-1-1-1-1-5-3-4-4-4-4-3-3-3-2-2-4-4-5-4-4-4-4 |
| Robotic workstations | 1-1-1-1-1-1-1-2-2-2-2-2-2-2-2-3-3-3-3-3-3-3-3-3 |
| O1 (Euros) | 82 |
| O2 | 4155 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hartono, N.; Ramírez, F.J.; Pham, D.T. Optimisation of Product Recovery Options in End-of-Life Product Disassembly by Robots. Automation 2023, 4, 359-377. https://doi.org/10.3390/automation4040021
Hartono N, Ramírez FJ, Pham DT. Optimisation of Product Recovery Options in End-of-Life Product Disassembly by Robots. Automation. 2023; 4(4):359-377. https://doi.org/10.3390/automation4040021
Chicago/Turabian StyleHartono, Natalia, F. Javier Ramírez, and Duc Truong Pham. 2023. "Optimisation of Product Recovery Options in End-of-Life Product Disassembly by Robots" Automation 4, no. 4: 359-377. https://doi.org/10.3390/automation4040021