
Envisioning a BHET Economy: Adding Value to PET Waste

1
School for the Engineering of Matter, Transport, and Energy and Biodesign Center for Sustainable Macromolecular Materials and Manufacturing (SM3), Arizona State University, Tempe, AZ 85287, USA
2
School of Molecular Sciences and Biodesign Center for Sustainable Macromolecular Materials and Manufacturing (SM3), Arizona State University, Tempe, AZ 85287, USA
*
Author to whom correspondence should be addressed.
Sustain. Chem. 2023, 4(4), 363-393; https://doi.org/10.3390/suschem4040025
Submission received: 27 October 2023
/
Revised: 4 December 2023
/
Accepted: 15 December 2023
/
Published: 18 December 2023
(This article belongs to the Topic Green and Sustainable Chemistry)
Abstract
:Poly(ethylene terephthalate), the fifth most produced polymer, generates significant waste annually. This increased waste production has spurred interest in chemical and mechanical pathways for recycling. The shift from laboratory settings to larger-scale implementation creates opportunities to explore the value and recovery of recycling products. Derived from the glycolysis of PET, bis(2-hydroxyethyl) terephthalate (BHET) exhibits versatility as a depolymerization product and valuable monomer. BHET exhibits versatility and finds application across diverse industries such as resins, coatings, foams, and tissue scaffolds. Incorporating BHET, which is a chemical recycling product, supports higher recycling rates and contributes to a more sustainable approach to generating materials. This review illuminates the opportunities for BHET as a valuable feedstock for a more circular polymer materials economy.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
Poly(ethylene terephthalate) (PET) plays a significant role in the single-use packaging industry, comprising diverse materials such as disposable bottles and textiles. As the fifth most widely produced polymer globally, the PET market reached an estimated value of USD 35.47 billion in 2021, and it is expected to continue growing [1]. Additionally, PET accounted for 44.7% of single-use bottles in the United States in 2021 [2]. Although disposable bottles and packaging are encompassed in traditional recycling collection, the recycling rate of PET was only 33.9% within North America and 26.6% worldwide in 2020 [3]. However, the rate of recycling increases yearly, and the 2022 market, valued at USD 9.99 billion, is projected to increase to USD 14.46 billion by 2030 [3]. As the demand for PET and the market for recycled PET (rPET) continues to rise, the importance of sustainable practices and the uses for recycled materials will grow accordingly. Exploring effective recycling strategies and opportunities for PET waste holds significant potential for achieving a more sustainable circular economy and promoting the recycling of PET.
The recycling of PET can be divided into two primary categories: mechanical recycling and chemical (molecular) recycling [4,5,6,7,8]. Mechanical recycling involves physically reshaping PET into new products through a thermal process that involves grinding, heating, and reforming. However, this process often leads to thermo-oxidative and thermo-mechanical degradation, resulting in lower molecular weights, higher degrees of branching, impurities from previous use, and discoloration. These factors limit the potential for high-value applications of recycled materials [9,10]. On the other hand, chemical recycling intentionally depolymerizes PET into monomers or oligomers using solvents, heat, catalysts, or other selective stimuli. The resulting product has higher purity, enabling use in high-value applications and supporting a circular economy. Solvent-based depolymerization methods leverage a reactive solvent to break down PET into a wide array of products. Depolymerization methods include hydrolysis, alcoholysis, glycolysis, aminolysis, and ammonolysis (Figure 1) [4].
Numerous life-cycle and economic analyses highlight increasing interest in the sustainability of PET and PET bottles [11,12,13,14,15,16,17,18,19,20,21]. Researchers are exploring ways to promote sustainability by incorporating waste PET into new applications [22,23]. These areas encompass reinforced concrete and asphalt substances [24,25,26,27,28,29,30], energy devices [31,32,33], vitrimers [34,35], and materials for filtration and adsorption [31,36,37,38,39,40]. Recent reviews have focused on the chemical recycling of PET to promote sustainability [41,42,43,44,45,46,47,48,49,50]. These reviews pay particular attention to glycolysis, optimizing catalyst systems, reaction conditions, and feedstock to achieve controlled depolymerization to monomeric and oligomeric products [10,51,52,53,54]. The literature explores the PET glycolysis products propylene glycol, PEG400, and diethylene glycol [55,56,57,58,59,60,61,62,63,64,65,66,67,68,69,70,71,72,73,74,75,76,77,78,79,80,81,82,83]. Several polymer formulations incorporate these depolymerization products in the form of unsaturated polyester resins, epoxy resins, and oligomeric polyesters [55,56,57,58,59,60,61,62,63,65,67,68,69,70,71,72,73,75,76,77,78,79,81,82,83]. Among these applications, bis(2-hydroxyethyl) terephthalate (BHET), the monomeric glycolysis product of PET by ethylene glycol, plays a prominent role.
This review aims to examine the contemporary PET literature by highlighting products and processes that incorporate BHET derived from recycled PET as a valuable feedstock. This review additionally seeks to promote BHET’s integration into industrial processes and contribute to the advancement of sustainable practices in the polymer field. The comprehensive analysis will explore opportunities and challenges associated with the utilization of BHET, providing insight into its application in a more sustainable and circular economy.
2. Life-Cycle and Economic Analyses
Mechanical recycling is the most industrially relevant form of recycling today; however, the literature focuses heavily on chemical recycling, with over 70% of papers on recycling focused on advanced recycling methods [17]. Life-cycle and technoeconomic analyses (LCA and TEA, respectively) compare the two regarding cost, global warming impact, and circularity. All forms of recycling are heavily dependent on feedstock purity, and mechanical recycling has more stringent standards than chemical recycling. Some forms of chemical recycling (methanolysis and enzymatic recycling) are particularly tolerant to contamination [15,20,21,84]. Contamination and degradation during mechanical recycling traditionally limit the mechanically recycled content in PET to 35%, although some sources report up to or above 50% recycled content [17]. Mechanical recycling has lower energy usage, greenhouse gas emissions, and economic cost than chemical recycling methods [12,18,20]. However, mechanical recycling’s circularity is limited due to the low incorporation of recycled content and the high need for virgin material, necessitating some chemical recycling to achieve greater circularity [18,21,84,85]. In contrast to mechanical recycling, chemically recycled monomers act as a direct substitute for virgin monomers in PET synthesis [18,86,87]. LCA displays that a combination of mechanical and chemical recycling is ideal [12,18,21,88].
The combination of mechanical recycling and chemical recycling reduced virgin material use by up to 56% and reduced waste by 64% in one analysis [12]. In a study estimating plastic consumption and recycling from 2020 to 2049, glycolysis outperformed mechanical recycling. In conjunction with improved collection, glycolysis displayed an estimated cost reduction of 40% from mechanical recycling and 50% of the global warming potential in 2049. Even with technological improvements in mechanical recycling, it has failed to reach the same level of circularity and impact of glycolysis [85]. This limited viability of mechanical recycling is often attributed to the loss of molecular weight and chemical degradation during each extrusion cycle.
The current PET bottle economy, with 27% mechanically recycled PET and the rest being landfilled or incinerated, produces 4.507 kg of CO2-eq/kg of PET. This state has a limited circularity score of 0.22. The circularity score relates the losses during processing and disposal to the total flows of PET. A mechanically recycled economy, with 35% recycled content and 65% virgin material, lowers greenhouse gas (GHG) emissions to 4.120 kg of CO2-eq/kg of PET and raises circularity to 0.34. An entirely chemically recycled bottle economy reduces GHGs further to 3.942 kg of CO2-eq/kg of PET and improves circularity to an estimated 0.9. The best scenario for high circularity and low GHG uses 35% mechanically recycled content, chemically recycled materials, and virgin material to replace the material lost during processing. This state leads to a GHG of 3.640 kg of CO2-eq/kg of PET and a 0.88 circularity index [18].
Chemical recycling takes many forms, as shown above in Figure 1, with different benefits and drawbacks. Glycolysis and methanolysis are the most developed recycling pathways with market capability [15]. Methanolysis and enzymatic hydrolysis produce high-quality recyclate materials and demonstrate a greater tolerance to contamination than glycolysis [15,21]. Glycolysis allows for greater versatility in reaction conditions and displays superior robustness and simpler recovery steps [11,21]. It can produce undesirable side products, as ethylene glycol can dimerize to diethylene glycol [11]. Despite this, glycolysis outperforms other methods of chemical recycling and displays lower GHG, energy usage, and toxicity [21].
Mechanically recycled PET currently displays the best economic performance and lowest GHG emission, but both mechanical recycling and glycolysis outperform virgin PET economically, environmentally, and in terms of resource consumption. A mixture of mechanical recycling and PET glycolysis leads to the best economic and environmental performances, with improvements of 9–73% and 7–88%, respectively [21]. Glycolysis additionally shows potential for economic profitability. A potential glycolysis plant in England led to greater profits than hydrolysis or methanolysis and led to an estimated USD 13.24 M/year of profit [86]. Additionally, the microwave-assisted glycolysis of PET leads to high-quality BHET with lower cost and lower GHG emissions than the transesterification of dimethyl terephthalate. A large-scale plant using this method could reduce the selling price by 44% [87].
The chemical recycling of PET, in conjunction with mechanical recycling, is necessary to achieve a circular economy, reduce waste, and lower resource consumption. Current research suggests the economic viability of glycolysis to BHET [21,86,87]. As the BHET economy develops, the economic driving force will increase and glycolysis will continue to grow in importance. While resynthesis into PET is a primary driving force in glycolysis, BHET shows potential as a versatile monomer in a wide array of polymers.
3. BHET as a Feedstock
3.1. Resynthesis into PET
The potential of resynthesizing BHET into PET highlights one avenue of circularity for this versatile difunctional monomer. Scheme 1 highlights the potential reversibility and circularity of this process. Through explorations of diverse catalyst systems, purification processes, reaction conditions, and comonomers, researchers have successfully synthesized recycled PET with properties comparable to virgin PET using BHET from PET glycolysis. While purification significantly influences the mechanical and chemical properties of rPET, continual advancements are contributing to sustainability by simplifying processes and promoting greener alternatives. The resynthesis of BHET into PET offers a promising pathway for utilizing BHET and encourages circularity within the polymer industry.
Researchers have extensively investigated BHET obtained from the glycolysis of PET, including exploration into catalytic systems [89,90,91,92,93,94,95]. To expand on the depolymerization process, many researchers are utilizing both virgin BHET and BHET from glycolysis to polymerize new PET. Bhatty et al. conducted tests on the polycondensation of BHET into PET, examining different metallic catalysts, polymerization temperatures, and reaction times. Traditional transesterification catalysts commonly used for PET depolymerization, such as lead, zinc, and manganese acetates, proved ineffective for the polymerization. However, metallic catalysts containing titanium, antimony, and tin effectively catalyzed the system, strongly depending on catalyst and reaction conditions. These catalysts activated either the polymerization site (end groups) or chain scission sites (ester groups), with excess catalyst-activating chain scission locations, thereby reducing the molecular weight. Increasing time and temperature resulted in higher-molecular-weight polymers, achieving similar molecular weights at elevated temperatures or longer reaction times [96]. In a different study, Lin and Baliga investigated the kinetics of BHET polycondensation reactions using Sb2O3 catalysts and observed the linear increase in molecular weight over time [97].
After understanding the system kinetics, researchers focused on enhancing the properties of rPET. Lu and Zhao investigated the influence of BHET purity on rPET properties. To remove the glycolytic zinc acetate ion, the authors implemented ion exchange by utilizing activated carbon and sulfonic acid resins. These materials provided binding sites for the chemisorption of the zinc ions. The presence of a residual catalyst and its activity impacted both the color of the rPET and weakened its physical properties. The purified BHET produced an rPET of comparable quality to PET obtained from ultra-pure BHET [98]. In an effort to improve the color of rPET, Li et al. utilized nitric acid-modified activated carbon. The oxygen-containing functional groups induced on the carbon surface facilitated the adsorption of a common disperse dye (DR60), significantly improving the relative whiteness from 40.3% to 98.3% [99].
To investigate the impact of BHET on the final properties of rPET, Koo et al. compared the chemical and mechanical properties of virgin PET with mechanically recycled PET and chemically recycled PET. The authors employed a metal catalyst for glycolysis and conducted several pressurized melt filtrations to purify the BHET. The highest purity of BHET led to an rPET with mechanical and chemical properties and resistance comparable to virgin PET. In comparison, lower-purity BHET resulted in a decrease in properties, underscoring the significance of the purification process for chemical recycling. Figure 2 illustrates the reduction in tensile strain and melting transition temperature of rPET as compared to the virgin product [100].
Ruipérez and Sardon et al. employed a unique catalyst system to achieve an rPET with desirable properties. The authors prepared a protic ionic salt derived from two common organic acids and bases (triazabicyclodecene and methanesulfonic acid) as a catalyst for both the depolymerization and repolymerization of PET. The optimized glycolysis process with this catalyst system and ethylene glycol achieved a 90% conversion of PET to BHET. Notably, the catalyst system demonstrated sustainability, as it depolymerized four additional batches of PET without any loss in efficiency. The same catalyst facilitated the self-polycondensation of BHET, achieving a product with an Mn (number-average molecular weight) of 12 kDa and exhibiting a similar Tg (glass transition temperature), Tm (melting temperature), and Tc (crystallization temperature) as virgin PET, as demonstrated via differential scanning calorimetry (DSC) [101].
Hu et al. conducted a similar polycondensation reaction to compare the synthesis of PET from virgin monomers, BHET, and mixed glycolysis wastes. All three systems achieved similar intrinsic viscosities, indicating comparable molecular weights, suggesting that the reaction proceeded independently of the monomer source. PET derived from virgin monomers and PET synthesized from mixed waste products (defined as PET(b)) both utilized a similar incorporation of diethylene glycol (DEG) for enhanced flexibility and achieved similar melting temperatures. In contrast, the PET obtained from BHET (defined as PET(a)) incorporated less DEG and demonstrated a slightly higher Tm. Despite these slight variations, all the PET samples exhibited similar thermal stabilities. PET(b) had the highest yellowness, while PET(a) exhibited a yellowness index comparable to the virgin material [102].
Other researchers aimed to modify PET for easier depolymerization. Olewnik et al. developed biodegradable PET by copolymerizing BHET with L-lactic acid oligomers (OLLA). PET-PLLA copolymerization reacted in the melt at various BHET to OLLA ratios (80/20 to 50/50 by wt.). Interestingly, the 50/50 ratio exhibited characteristics of a segmented copolymer. Polymers with a higher PET content were random copolymers with a single Tg and a Tm that was 50 °C lower than virgin PET. Additional crystallinity improved the mechanical properties but reduced the biodegradability, necessitating careful tuning based on the desired application [103].
The resynthesis of PET is the primary driving force for PET glycolysis and BHET production. In a truly circular economy, 65% of PET would glycolyze to BHET for PET production [18]. While a catalyst is necessary for the reaction to proceed at an effective rate, catalyst removal poses a challenge [11,18,21]. Future research should emphasize effective catalyst separation, minimizing energy input, and avoiding colorization during depolymerization. Chemically recycled rPET will be a major output of a BHET economy.
3.2. Resins and Paints
The history of glycolyzed PET for use in unsaturated polyester resins (UPRs) dates back to the 1980s [59,104]. BHET now incorporates unsaturated polyester resins and, more recently, into epoxy and alkyd resins. While propylene glycol or diethylene glycol are common depolymerization glycols, ethylene glycol glycolysis to BHET is a major practice and diverse material in this space [55,59,60,61,62,63,71,73,77,79,81,83]. The extensive range of applications for BHET in resins and paints is continually expanding, with researchers developing copolymers and composites. These resins have achieved desirable properties, including hardness, tensile strength, chemical resistance, and thermal stability. The versatility of materials synthesized with BHET highlights its potential as a value-added monomer, displaying the ability to enhance and diversify the performance of unsaturated polyester resins.
3.2.1. Polyester and Alkyd Resins
Polyester resins are a key area of exploration in the use of BHET from the glycolysis of PET. Tong et al. introduced poly(propylene glycol) and other flexible glycols into a BHET–maleic anhydride–ethylene glycol system to enhance compatibility with styrene as a standard crosslinker. The resulting BHET-based unsaturated polyester resins (UPRs) exhibited good hardness [104]. In subsequent research, Pimpan, Sirisook, and Chuayjuljit used BHET monomers and dimers in a maleic anhydride–styrene system crosslinked with a methyl ethyl ketone peroxide initiator and cobalt octoate crosslinker in a heated process, yielding an opaque, brittle, and high-modulus molded product [105].
Rafizadeh et al. and Duque-Ingunza et al. conducted fundamental studies to determine the reaction conditions necessary to achieve high molecular weights [106,107]. Rafizadeh et al. successfully achieved an Mn of over 1640 g/mol over 8 h by reacting BHET with maleic anhydride [106]. Duque-Ingunza et al. observed a higher Mn over longer reaction times and higher temperatures, as shown in Figure 3. The authors mixed BHET with maleic anhydride and styrene and poured the resin into a mold with an added curing catalyst and initiator. Shorter curing times and lower curing temperatures led to lower-molecular-weight species over a variety of curing temperatures and times. These cured resins exhibited lower Tgs and higher flexibility. Higher-molecular-weight samples exhibited increased viscosities and superior thermal stability. Despite these variations, all samples showed similar thermal degradation onset temperatures. The authors found that reacting materials at 180 °C for longer than 4 h resulted in high-molecular-weight samples with viscosities too high for practical use [107].
Güçlü et al. conducted a comparative study between the unsaturated polyester resins derived from BHET and those derived from the monomeric and dimeric products of PET glycolysis with propylene glycol, diethylene glycol, and triethylene glycol. Reacting BHET with propylene glycol, maleic anhydride, and 30 wt. % styrene, Güçlü et al. successfully addressed the incompatibility of ethylene glycol in an unsaturated polyester resin with styrene, as describe earlier by Tong et al. [104]. BHET UPR and bis(hydroxy propyl) terephthalate-based UPR featured a higher hardness, tensile strength, and elastic modulus but lower elongation at break. In contrast, UPRs derived from diethylene and triethylene glycol-based glycolysis products featured an ether linkage that increased the flexibility while lowering other mechanical properties [108]. In another work, Güçlü et al. synthesized alkyd resins from BHET and BHET dimers through a reaction with phthalic anhydride, pentaerythritol, and fatty acid. These alkyd resins exhibited good hydrolytic and alkaline resistance and displayed higher thermal stability, with a Td-5%s between 200 and 250 °C, compared to a reference resin prepared with ethylene glycol. The PET glycolysis resins, particularly the BHET-based resin, demonstrated suitability for alkyd resin formulation [109].
Mahdi et al. utilized a UPR as a binder for mortar composites by subjecting BHET to melt polyesterification with maleic and phthalic anhydride. Following the inhibition with hydroquinone and the addition of styrene, the authors added an initiator, promoter, and inorganic aggregates to prepare composites for casting into cubes. The composite cubes failed testing at the binding interface between the resin and the additive under both compression and tension testing. However, the product demonstrated suitability for usage in pavement, median barrier, and sewer pipe applications [110].
Nevrekar, Naik, and Joshi compared a polyester hot-melt adhesive derived from BHET to resins from ethylene glycol and terephthalic acid. Initially, the authors reacted BHET with isophthalic acid, followed by sebacic acid. By decreasing the amount of sebacic acid, an increase in shear tensile strength occurred. All synthesized adhesives adhered to metals, surpassing the adhesion behavior of comparable resins. Due to the high melting temperature of the adhesive, above 110 °C, limiting potential applications, the authors attempted to replace sebacic acid with succinic or adipic acid to lower the Tm. However, those adhesives failed to adhere to metal [111].
In another work, Malek et al. employed BHET as the diol for PET depolymerization, reacting PET, BHET, and zinc acetate for 2 h at 250 °C under nitrogen. This reaction yielded hydroxy-functional telechelic oligomers of PET with an Mn of 1360 g/mol, exhibiting the expected thermal properties for PET oligomers. The authors subsequently utilized these oligomers in a reaction with carboxytelechelic poly(ε-caprolactone) oligomers to produce a copolyester [112]. Abid et al. synthesized copolyesters with BHET and ε-caprolactone (CL) in a ring-opening polymerization. Ratios of 30/70 to 60/40 BHET-to-ε-CL by mass achieved random copolymers [113].
Pitet et al. synthesized thermoplastic copolyesters (TPCs) from a mixture of BHET and a bioderived dimer fatty acid (DFA), Pripol 1009, through melt polycondensation. The research compared the product to another TPC derived from Pripol 1009 and rPET. Both TPCs contained semicrystalline hard segments (i.e., PET) and soft segments (i.e., DFA), achieved through the transesterification and polycondensation of the BHET and DFAs. While the system with rPET mandated dissolution and reprecipitation to obtain a high-surface-area microporous solid prior to reaction, a custom reactor allowed for the bypassing of this step and the streamlining of the process. Both syntheses with BHET and rPET achieved a statistical random copolyester, suggesting that the process was independent of the monomer selection. The authors observed that increasing the soft-segment content reduced the Tg and Tm, hindering crystallization and leading to smaller crystals. Despite the lower crystallinity, the polymer demonstrated favorable properties. Although the properties were acceptable, the presence of additives and dyes in rPET feedstock may inhibit crystallinity and compromise physical properties. The presence of impurities necessitates a purification step for the rPET. Additionally, the slow crystallization process limits the suitability for injection molding as a processing method [114].
Radenkov et al. sought to improve a glass-fiber-reinforced composite by incorporating PET depolymerization products into a commercial unsaturated orthophthalic polyester resin. The authors mixed BHET, ethylene glycol, and higher-molecular-weight depolymerization products into the resin, together with a catalyst and promoter. The addition of toluene diisocyanate (TDI) subsequently led to crosslinking. The higher reactivity of the para isocyanate of the primarily 2,4-toluene diisocyanate led to a rapid reaction at that position. In contrast, the ortho position required additional reaction time, allowing the product to maintain a sufficiently low viscosity for glass fiber impregnation. The slower crosslinking reaction enabled impregnation, but still limited the production of large objects. Despite this limitation, the modified resin outperformed the unmodified resin, with a 5 wt. % incorporation increasing the tensile and bending properties from 23.2 and 11.6 MPa, respectively, to 255.8 and 278 MPa. However, the impact strength decreased from 174.3 to 168.8 MPa. The authors attributed the improvement in most properties to increased wetting and improved interlayer adhesion upon modification [115].
In a recent work, Huang et al. addressed the issue of mixed textile waste by determining the effect of chinlon (CL), polypropylene (PP), and polyurethane (PU) fibers mixed with PET fibers during glycolysis. The primary glycolysis product was BHET, with CL and PU improving the glycolysis to BHET, while PP promoted the production of more oligomers. CL and PP did not participate in the glycolysis, but PU did depolymerize to additional polyols. The authors explored the application of the products by directly reacting them with maleic anhydride, an antioxidant and inhibitor, along with styrene to form an unsaturated polyester resin. The resins incorporating CL and PP exhibited higher viscosity than the PET/PU resin due to the long chains not having been affected by depolymerization. The PU oligomers led to a lower viscosity and higher crosslink density of the resin. Increasing the maleic anhydride content improved the tensile strength, and all resins, despite some variation, demonstrated favorable mechanical properties [116].
3.2.2. Epoxy Resins
Czub et al. conducted the glycolysis of PET with a variety of glycols and subsequently synthesized epoxy resins with the depolymerization products, comparing them to resin with BHET. The reaction dissolved the glycolysis product or BHET in toluene, followed by a reaction with sulfuric acid and epichlorohydrin. To neutralize the reaction, the authors added calcium carbonate and NaOH and subsequently washed and collected the product. Due to the resins’ high viscosity, Czub et al. incorporated low-molecular-weight commercial bisphenol-A-based resins, Araldite GY 793 BD and Epidian 5, varying the incorporation of BHET or glycolyzed resin from 5 to 20%. The diethylene glycol (DEG)-based resin had the best properties of the depolymerization-based resins. The 5% incorporation had the highest mechanical properties but lowest relative elongation at break for the BHET resin, DEG product resin, and pure Araldite GY 793 BD resin. The tensile strength, flexural strength, and hardness increased for the BHET and DEG-modified resins, with a corresponding decrease in impact strength. Overall, BHET as an epoxy resin modifier in a low-molecular-weight epoxy resin enhanced the properties of the cured resin [117].
Ҫam, Bal, and Güçlü modified epoxy ester resins into epoxy ester–amino resins using a mixture of depolymerization products that primarily included BHET. The authors reacted the ester resin with epichlorohydrin to prepare epoxy ester resins with 40% and 50% oil. The 40% oil epoxy ester resin reacted with urea–formaldehyde and melamine–formaldehyde to form an epoxy ester–amino resin. All three resins demonstrated high adhesion and exhibited resistance to water and salt-water. While the epoxy ester resins swelled and showed pore formation in an acidic environment and dissolved in alkaline environment, the modified epoxy ester–amino resins displayed resistance to both acidic and alkaline environments during the 24 h test [118].
Bal, Ünlü, Acar, and Güçlü incorporated BHET into epoxy-based paints by dissolving a BHET depolymerization product in toluene, mixing it with bisphenol-A and sulfuric acid, and reacting it with epichlorohydrin. After neutralization and dehydrohalogenation with calcium carbonate and NaOH, the collected epoxy paint was blended with commercial epoxy paint and other additives. The BHET-based epoxy demonstrated greater viscosity despite similar densities and particle sizes. Both paints exhibited comparable hardness, gloss, abrasion resistance, and excellent adhesive properties. Air-drying the samples increased the hardness and lowered the abrasion resistance, while oven-drying improved the immersion resistance to common materials including detergent, soap, NaOH, H2SO2, and water. Both paints demonstrated resistance to ethyl alcohol, tea, coffee, and cola, and lacked resistance to acetic acid. The inclusion of BHET in the epoxy paint did not adversely affect its properties and demonstrated suitability for epoxy paint use [119].
Resins are a large area of exploration for BHET and showcase the diversity and compatibility of BHET. Researchers have incorporated it into composite binders, adhesives, thermoplastic copolyesters, epoxy resins, and paints. BHET often leads to resins with suitable or superior properties. Due to its nature as a diester and rigid aromatic component, BHET incorporates well into polyester resins while adding strength to the material. Future work should investigate the depolymerizability of unsaturated polyester resins with BHET. Recent works suggest that unsaturated polyesters are depolymerizable, even in a crosslinked form, due to the ester bonds [120,121]. The recovery of BHET and other polyesters would add sustainability to resin production.
3.3. Textile Industry Applications
Poly(ethylene terephthalate), in addition to single-use packaging, plays a significant role in the textile industry, and researchers have explored the application of BHET in this area. This section explores the uses of the monomer in the industry, from fabric softeners to dyes to sizing. BHET adds circularity to the textile industry as a derivative of PET-based fabrics for incorporation into the next generation of textile materials.
Shukla et al. transformed BHET into cotton fabric softeners for textiles. The authors designed a cationic quaternary ammonium surfactant by chlorinating BHET with thionyl chloride, leveraging the negative potential of cotton fabric in water to increase softener effectiveness. The resulting compound, bis(2-chloro ethyl) terephthalate, underwent quaternization with the product of a fatty acid and an amine using dimethyl sulfate. Utilizing a variety of fatty acids and amines, Shukla et al. dipped cotton strips into an aqueous bath with synthesized softeners, passed the fabric through a pneumatic padding mangle, and allowed the softened fabric dry before performing tests. The synthesized softeners showed similar performance to a commercial softener based on the percent decrease in bending length and tensile strength, common methods of evaluating the efficiency of a softener. Additionally, the washing fastness and absorbency were satisfactory. Although the compounds caused greater degrees of yellowing than the commercial faster; the authors addressed this with an optical brightener. Overall, BHET-based softeners demonstrated efficiency in softening fabrics [122].
Shukla et al. also explored the conversion of BHET into hydrophobic dispersible dyes for synthetic fabrics. The authors first reacted BHET with 4-nitrobenzoyl chloride, followed by reduction and coupling with N,N-diethylaniline to produce orange-colored Dye B. Dye A was formed through the reaction of the reduced product with bromine potassium thiocyanate and sodium nitrite to form a diazonium salt. Dye A exhibited a bright-yellow color and was five times stronger than Dye B. While both dyes featured good wash fastness, only Dye A demonstrated good light fastness. Overall, the dyes were satisfactory for polyester textile dying [123].
Continuing with diazonium salt dyes, Li and Ju delved into the synthesis of azo dispersive dyestuffs using BHET and terephthalic acid (TPA) extracted from post-consumer PET textile fibers. The two monomers underwent a series of reactions, including nitration, reduction, and azotization to form diazonium salts. The authors coupled the salts with N,N-dimethylaniline to create two azo-dispersive dyestuffs. When integrated into nylon and polyester fabrics at different pH levels, the dyes exhibited varying efficacies. Nylon filaments absorbed both dyes better, with the effectiveness of dying being more pronounced at pH levels below 5.5. As the pH lowered, Li and Ju also observed color variation from yellow to red tones with the BHET dye and orange to red with the TPA dye. This is visually depicted in Figure 4 [124].
Li and Ge et al. further utilized BHET-based diazonium salts and coupled them with 1-(4-sulfophenyl)-3-methyl5-pyrazolone, resulting in the formation of a novel azo dyestuff. The dye exhibited enhanced color uptake in nylon fabrics at lower pH levels and maintained consistent washing and light fastness despite application from pH 4.14 to 5.88. The washing and light-fastness properties were good and moderate, respectively, demonstrating suitability as nylon fabric dyes [125].
Zhang et al. synthesized 1,4-,4-cyclohexanedimethanol (CHDM), a polymer fiber modifier, through a two-step selective hydrogenation of BHET. The first step employed a Pd/C catalyst to hydrogenate the phenyl ring, and the second, a copper-based catalyst to selectively hydrogenate the ester group. In both steps, the authors carefully controlled the reaction temperature, time, and pressure to optimize production and minimize byproducts. Figure 5 illustrates the formation of side products during the process. Increasing pressure to an optimal point improved selectivity towards the desired product in both steps. Similarly, temperature and time enhanced CHDM production, but excessive values negatively impacted the yield. Zhang et al. discovered that the optimized process steps were comparable to the standard method of hydrogenating dimethyl terephthalate (DMT) or terephthalic acid (TPA) to CHDM [126]. In another work, Hou also employed BHET to synthesize CHDM. In this case, the authors used various monometallic, bimetallic, and trimetallic catalysts to optimize the process for competition with the standard methods of CHDM synthesis from DMT or TPA [127].
Li and Ge continued their work with derived BHET from the glycolysis of PET-based fabrics, primarily utilizing ethylene glycol and zinc acetate. The BHET reacted with sodium dihydrogen 5-sulfoisophthalate, diethylene glycol, Sb2O3, and zinc acetate through transesterification, esterification, and polycondensation to produce a water-soluble polyester for polyester fabric sizing. The authors found that adding DEG improved the flexibility and the properties of the sizing. In comparison to a pure starch sizing, Li and Ge found that the water-soluble product (WSP) and starch mixture had lower surface tension and better adhesion to the polyester fibers. The BHET/starch sizing improved the breaking elongation, demonstrating the suitability of BHET-based water-soluble-polyester sizing [128].
Chen and Zuo et al. aimed to close the loop in the textile industry by focusing on the purity of BHET obtained from polyester textile glycolysis. The authors treated various textile samples with boiling ethylene glycol to decolorize the fabrics. The resulting BHET, after glycolysis, exhibited high purity and suitability for polycondensation to rPET. Despite variations in the original textiles, the synthesized rPET demonstrated consistency across the textile samples and similarity to PET made from virgin BHET. The versatile process applies to a wide array of polyester textiles for circularity [129].
PET is common in the textile industry, and BHET comes full circle in that industry as new PET fibers, dyes, softeners, and sizing. Modified dyes, softeners, and sizing from BHET show compatibility with synthetic fibers and good properties. Future research should focus on the circularity of dyes, including the collection and reuse of BHET-sourced dyes when recycling PET fabrics.
3.4. Uses in Polyurethanes
In recent years, interest in the versatile applications of BHET in polyurethanes (PUs) has grown. Applications include diverse areas such as oligomers, chain extenders, flame retardants, biodegradable polymers, and shape-memory polymers. Researchers have incorporated BHET in both one-pot and prepolymer method syntheses and in varied types of PUs, including elastomers, foams, and waterborne polyurethanes (WPUs). In formulations, BHET improves mechanical strength and increases the Tg. BHET shows promise for enhancing the performance and sustainability of PUs.
3.4.1. Oligomers for Polyurethanes
BHET, as a monomeric glycolysis product of PET, holds significance not only for its direct applications, but also as a model compound system for PET glycolysis products. Jung et al. conducted a study where BHET transesterified with DEG produced similar oligomers to the DEG glycolysis of PET. The addition of ethylenediaminetetraacetic acid (EDTA) aided in the removal of the Zn2+ ion, resulting in improved PU synthesis. DEG provided additional flexibility to the polyol, allowing the successful synthesis of a PU with good mechanical properties using 4,4′-methylene diphenyl diisocyanate (MDI) and 1,4-butane diol (BDO) [130].
Lin et al. incorporated BHET into the polyol soft segment of rigid and flexible PU foams (PUFs). The author synthesized the polyol by reacting BHET or a mixture of BHET and ethylene glycol (EG) with adipic acid, subsequently reacting the resulting polyol with TDI and NaCN to form a polyisocyanurate foam. Foams with an increased isocyanate index demonstrated higher rigidity and lower strain at break. BHET additionally enhanced the foam rigidity, leading to foams with the highest tensile stresses and lower strains. Additionally, the aromatic BHET unit hindered the crystallinity in the soft segment while maintaining segmental mobility, lowering the exhibited Tg. The foam with pure EG demonstrated transitions above room temperature and greater plastic-like behavior [131]. Nadkarini et al. also derived polyols from BHET and adipic acid and investigated the kinetics of this polycondensation reaction. The BHET-derived polyols reacted with polymeric 4,4′-methylene diphenyl diisocyanate (PMDI) or MDI to form both elastomeric and rigid foams [132,133].
Marcos-Fernández et al. investigated the synthesis of oligomers for PU soft segments using PET and BHET. The authors initially reacted BHET with ethylene carbonate (EC) to yield oligomeric PET. However, upon adding KOH, the reaction continued, leading to the hydrolysis of the PET and further reactions, achieving a polyester oligomer with carbonate, ester, ether, and terephthalate moieties. The author produced similar oligomers by hydrolyzing PET with EC and KOH. The synthesized oligomers, depicted in Figure 6, had Mn values in the range of 1000–2000 g/mol, which are suitable for PU synthesis [134].
Sinha et al. incorporated BHET glycolyzed from textile waste into flame-retardant polyols for PU coatings. The polyol derived from the reaction of BHET with phosphorous oxychloride and further condensation with phthalic anhydride and a glycol (ethylene glycol, poly(ethylene glycol) (PEG), or 1,3-propane diol). The author formed the PU coating by reacting the polyols with either TDI or hexamethylene diisocyanate. All coatings demonstrated excellent adhesion and displayed good chemical resistance. Among the three diols used, the propane diol PUs exhibited the highest scratch hardness, whereas poly(ethylene glycol) PUs had the lowest, attributed to its higher flexibility. Additionally, TDI-based PUs expressed higher hardness due to the aromatic moiety and demonstrated greater flame resistance with higher limiting oxygen indexes. Notably, all the coatings exhibited good flame retardance due to the scavenging phosphorus groups in the polyols [135].
Sabnis et al. developed ecofriendly polyols for PU coatings by esterifying BHET with a linseed oil fatty acid, with a subsequent epoxidation with formic acid and hydrogen peroxide. The final hydrolysis yielded a multifunctional ecofriendly polyol for PUs. The authors crosslinked the PUs with either N-75 (a commercial aliphatic isocyanate) or MDI and compared the coatings to ones synthesized from a conventional acrylic polyol. The highly crosslinked coatings demonstrated suitable resistance to HCl, NaOH, and water environments, as well as resistance to MEK and Xylene solvents in rub tests. All synthesized PUs exhibited good thermal resistance and had Tgs around 54 °C. The MDI-based PUs demonstrated higher hardness and lower flexibility than the aliphatic N-75 PUs. The PUs with the BHET-based ecofriendly polyol demonstrated similar properties to the ones with the conventional polyol and are suitable for comparable applications [136].
3.4.2. Chain Extenders
Chiu, Chen, and Lee explored BHET as a chain extender in elastomeric PUs. The PU formulation consisted of hydroxyl-terminated polybutadiene as the soft segment and MDI as the diisocyanate. The authors carried out the polymerization using one-shot and prepolymer methods while varying the ratios of BHET to soft segment. These BHET-based PUs demonstrated distinct phase separation with a soft-segment Tg of −60 °C and a hard-segment Tg close to 100 °C, regardless of the concentration or polymerization method. The one-shot method exhibited less efficient phase separation. In contrast, PUs with 1,4-butanediol (BDO) displayed broader and higher soft-segment Tgs, indicating less efficient phase separation. The authors attributed this difference to the greater solubility of BDO in the soft segment and the increased hydrogen bond capability of BHET. An increase in the BHET weight ratio led to higher hardness and tensile strength but reduced the elongation at break. Additionally, a greater hard-segment content resulted in larger domain sizes, increasing from 60 Å to 100 Å [137].
An additional study on PU elastomers used a liquid mixture composed primarily of BHET obtained from PET alcoholysis. Zhou et al. reacted poly (tetramethylene ether) glycol (PTMG), isophorone diisocyanate (IPDI), and the BHET mixture to form a versatile elastomer. The PU proved to be crystallizable with PTMG 2000 soft segments at an isocyanate index of 1.5. The PU exhibited tunable properties, with a Tg ranging from 76 to 37 °C, and elongation up to 670% with complete recovery to its original dimensions [138].
Maafi, Malek, and Tighzert employed BHET as a chain extender in a composite instead of an elastomer. Using both one-shot and prepolymer synthesis methods, the authors reacted MDI, polycaprolactone, and BHET in tetrahydrofuran (THF) and a solvent cast in chloroform. The Tg increased with the BHET content, while the hydrophilicity decreased due to BHET’s hydrophobic aromatic rings. The mechanical properties showed improvement with higher incorporations of hard segments due to physical crosslinking within the hard segment [139]. The researchers added cellulose nanofibers purified from alfa plants to the films at levels varying from 0 to 30%. Films with a higher incorporation of cellulose had lower Tgs and higher Tms, suggesting that cellulose induced PCL phase separation while breaking up hydrogen bonding in the hard segment. The addition of cellulose decreased the thermal stability but increased the mechanical properties. At 30% cellulose incorporation, the Young’s modulus increased from 40 MPa to 267 MPa. While the yield point increased, cellulose reduced the elongation at break and formed a more brittle PU. The authors concluded that composites require higher adhesion at the fiber/matrix interface and proposed adding a fiber treatment step to improve properties [140].
Li and He et al. developed a crosslinked WPU with BHET as a chain extender for comparison with BDO. The authors varied the BHET from 1 to 100 parts by weight per hundred (phr) of poly adipate-1,4-butanediol ester (PBA) and IPDI. 2,2-dimethylol propionic acid acted as a secondary chain extender, with trimethylolpropane as a crosslinking agent and triethylamine as a neutralizing agent; see Figure 7. The emulsions remained stable for two months, maintaining an even size distribution for BHET weights under 7 phr, while agglomeration occurred above that ratio. BHET increased the tensile strength up to three times compared to the BDO alternative, with the elongation at break maximizing at 8 phr. The authors hypothesized that BHET agglomerates and causes cracking at higher concentrations. Increased BHET contents led to higher degrees of crosslinking and hard segments, leading to a more hydrophobic network [141].
Eceiza et al. developed segmented thermoplastic polyurethanes (TPUs) with BHET as a chain extender, HDI, and a renewable macrodiol. The authors depolymerized marine waste into BHET and found no difference in the behavior of PUs synthesized with marine-waste BHET and commercial BHET. The TPUs exhibited phase-separated behavior, with distinct Tgs in DSC and dynamic mechanical analysis (DMA). Atomic force microscopy further confirmed the separation. Both phases demonstrated crystallizability, and higher contents of hard segments significantly increased the tensile modulus (up to 250%), yield stress, and stress at break. The crystalline regions acted as stress concentration points, leading to a reduction in the strain at break [142]. Eceiza et al. also synthesized a crosslinked PU with BHET, castor oil, and PMDI, while varying the ratio of BHET to castor oil. Increasing the BHET content reduced the crosslink density and decreased the material strength. This resulted in a higher flexural modulus and lower flexural strain. The mechanical properties were suitable for some applications as composite matrices in structural applications. Glycolysis of the PU achieved a BHET-rich phase and a polyol-rich phase, as determined via gel permeation chromatography (GPC). The liquid depolymerization mixture exhibited a broad molecular weight distribution. Despite the broad distribution, the two phases resembled the original polyol and BHET, indicating successful depolymerization [143].
3.4.3. Foams
Li and Ge expanded on their previous work, making BHET from PET textiles and synthesized BHET-containing flame-retardant PUFs for thermal insulation or packing. The foams featured PMDI, water as the blowing agent, tin (II) bis(s-ethyl hexanoate) as the catalyst, a silicone oil surfactant, and dimethyl methyl phosphonate (DMMP) as a flame-retardant dopant. The free-rise foam displayed cell diameters ranging from 200 to 440 µm, with an average wall thickness of 20 µm, as shown in Figure 8. The authors investigated the impact of DMMP, and observed that DMMP decreased the compressive strength due to cell rupture. However, DMMP increased the flame retardancy, increasing the limiting oxygen index (concentration of oxygen that sustains a burning specimen of polymer) and reducing the flame time. While traditional PUFs have limiting oxygen indexes (LOIs) of 16 to 18%, the BHET foam had an LOI of 23%, a significant improvement, and the DMMP-modified BHET foam had an LOI of 27% [144].
Kim and Hoang synthesized a BHET-modified high-performance PUF with MDI, water, a silicone surfactant, and an array of flame retardants (FRs) to improve flame resistance. The BHET foam displayed superior flame resistance and higher thermal stability, attributed to the increased stability of the aromatic moiety in BHET in both FR-treated and untreated cases. The BHET foam exhibited a higher density and corresponding higher compressive strength than comparable foams with commercial polyol. Sorption testing demonstrated the effective hysteresis and stability of the BHET foam in high-humidity environments, indicating the suitability of these foams in building construction [145].
Lee and Jung et al. conducted the depolymerization of PET using several deep eutectic solvents. The researchers reacted both filtered (f-BHET) and as-is (a-BHET) samples with MDI, a flame retardant, a catalyst, a blowing agent, and a surfactant to produce a flame-retardant foam. All foams exhibited uniform porosity, with pores measuring around 200 microns in size. The a-BHET contained oligomeric segments, which positively influenced the thermal stability and flame retardancy. Despite this slight increase, none of the foams demonstrated significantly enhanced flame retardancy and required additional flame retardants to be flame-retardant PUFs [146].
The authors subsequently introduced BHET as a thermal stabilizer in PUFs through the reaction of BHET, 1,4-cyclohexanedimethanol (CHDM), polycaprolactone diol (PCLD), and a traditional polyol. Additional flame retardants, expandable graphite (EG) and tris(1-chloro-2-isopropyl) phosphate (TCPP), acted as a standard of comparison in other foams. Lee and Jung observed that BHET and its hydrogenated form (CHDM) improved the thermal resistance, with the aromatic BHET having a greater effect than the cyclic CHDM. BHET improved the flame retardance of the PUFs and formed stacking layers of char to aid in the flame retardance process [147].
3.4.4. Biocompatible and Biodegradable Polyurethanes
Bhattacharyya, Mukhopadhyay, and Kundu developed biodegradable BHET PUs for intestinal protein delivery. BHET reacted with hexamethylene diisocyanate and poly(ethylene glycol) 400 (PEG400) or PEG600 to create a linear PU. The authors added sodium alginate (a pH-responsive material) and bovine serum albumin (a model protein) and dropped the mixture into CaCl2 to form beads with a semi-interpenetrating network. The increased alginate ratio enhanced the crosslinking, encapsulation efficiency, circularity, regularity, smoothness, and bead size. Figure 9 illustrates the ratio’s effect on the encapsulation efficiency of the protein. High-alginate-content beads achieved pH-dependent swelling, with minimal swelling and protein release at pH 1.2 (representative of the stomach) and significant swelling and release at pH 7.4 (representative of the intestines). The authors tuned the protein release by varying the PU-to-alginate ratio. A 7:3 ratio of PU to alginate reached a 68% protein release after 5 h and 84% after 7 h, and a 9:1 ratio achieved a 99% release. This biodegradable PU also demonstrated fungal degradability and suitability for protein release functionality [148]. In a later work, the authors encapsulated insulin for intestinal track delivery, adding chitosan into the PU/alginate blend to increase the encapsulation efficiency [149].
Further research in biocompatible PUs explored BHET-based PU scaffolds with a graphene oxide (GO) filler for bone tissue regrowth. The pores formed under solvent casting/particle leaching conditions using sodium chloride crystals. Figure 10 shows the general scheme for this work. Kundu et al. modified GO with hydroxyapatite (HAP) to mimic calcium hydroxyapatite in bones. Increasing amounts of the GO/HAP filler in the hexamethylene diisocyanate (HMDI), BHET, and PEG600 PU altered its mechanical and bioactive properties. A low incorporation (1–2%) improved the tensile strength and Young’s modulus, with hydroxyl and carboxyl groups on the GO surface acting as covalent and non-covalent bonding points for the network. Higher incorporations (5–10%), caused GO/HAP agglomeration, detrimentally affecting the mechanical properties, porosity, and pore size. While the density and hardness increased linearly, the impact resistance peaked at 5% incorporation due to interfacial tension at the agglomeration sites, causing embrittlement. The increased GO content led to a smaller pore size and lower overall porosity, as the GO agglomerated and clogged the pores. The 1 and 2% GO content scaffolds demonstrated the highest rate of cell growth, with 82 and 93% cell viability. The 2% GO content scaffolds performed the best for bone tissue regrowth due to their antimicrobial potential after 24 h, as well as their porosity and cell viability. Additionally, the GO increased the antimicrobial activity, water contact angle, scaffold wettability, and overall hydrophilic nature, and lead to faster degradation [150].
A starch-based PU incorporating magnetic nanoparticles (MNPs) and silver nanoparticles used BHET as a biocompatible diol for the creation of antibacterial nanocomposites. Kamali et al. prepared the nanoparticles (MNPs@Starch-Ag) by coating magnetic nanoparticles with starch and embedding the coated nanoparticles with silver. The nanoparticles reacted with diisocyanate 1,2-bis(4-isocyanatophenoxy) ethane and BHET to create a PU. The resulting nanocomposite exhibited superior mechanical and thermal properties compared to a PU without nanoparticles. Additionally, the nanocomposite demonstrated antibacterial properties against Escherichia coli and Staphylococcus aureus in disk diffusion tests. Combined magnetic and silver nanoparticles displayed synergetic behavior, leading to the high inhibition of bacterial growth as magnetic particles facilitated the release of the Ag+ ion. However, silver nanoparticles agglomerated at higher concentrations, lowering interactions with bacteria and the total antibacterial behavior. The MNPs@Starch-Ag nanoparticles exhibited the best behavior at 0.01 mol L−1, killing bacteria while still allowing the passage of an extracellular enzyme, lactate dehydrogenate (LDH) [151].
Molla et al. used BHET from glycolysis as an aid in designing nanocapsules for drug delivery. In water, BHET-containing amphiphilic nanocapsules self-assembled into a micelle to encapsulate hydrophobic moieties. BHET added π–π stacking and hydrogen bonding to the micelle, strengthening the nanostructure significantly. A backbone tertiary amine (for tunable surface charge), pendant triethylene glycol monomethyl ether (for water solubility), and disulfide bond (for redox responsiveness) added a self-immolative behavior for drug release in response to the acidity of a tumor (pH~6.5) [152,153].
3.4.5. Other Polyurethane Work
Chung et al. improved shape-memory and cold-flexibility properties by grafting BHET onto PUs. The authors added an extra 2.5 to 15 mmol of MDI and BHET for grafting to a segmented PU prepared with poly(tetramethylene oxide), MDI, and 1,4-BDO. A polymer mixed with free BHET served as the standard for comparison. The FTIR-determined degree of phase separation for the free-BHET films stayed consistent at around 70–72%. The grafted BHET increased the phase separation to 92%, raised the Tg, and enabled greater degrees of crosslinking while not preventing solvent casting into a film. Films grafted with BHET exhibited increased tensile stress and strain at break, with each of these properties peaking and decreasing with BHET. The free-BHET films had a lower effect on the final properties than the grafted films. The grafted BHET additionally improved the shape recovery and cold flexibility, as shown in Figure 11. The shape-recovery properties dramatically increased from 24% to above 10 °C for the base polymer and at 0 °C for the highest BHET-modified polymer [154].
Sürdem et al. developed PU adhesives with MDI and PET depolymerization products. The authors compared PUs with BHET to those with bis(2-hydroxyethyl) terephthalamide (BHETA). Initially, the BHET-based adhesives had a higher shear strength than the BHETA adhesives for beech wood testing. The authors attributed this difference to the higher hydrogen bonding within the BHETA matrix preventing good adhesion to the wood. Subsequently, the authors added 30 to 50% castor oil into the adhesive to promote crosslinking. As shown in Figure 12, the BHET PU adhesive increased in shear strength with the castor oil content, but the BHETA adhesives achieved a greater incorporation of the castor oil and a higher final adhesive shear strength [155]. In another adhesive work, Gayathri and Samanata benzoylated BHET from the glycolysis of PET to bis(2-([4-Butoxy benzoyl]oxy)ethyl) terephthalate (BBET) using 4-butoxybenzoyl chloride. The addition of 1% BBET in a commercial PU adhesive quickly nucleated the crystallization. Higher incorporations failed to nucleate as rapidly, making 1% the best nucleating ratio [156].
He et al. modified graphene oxide (GO) with BHET to act as a functional crosslinker in composite WPUs with high conductivity. The authors synthesized two fillers, GO modified with BHET (BHET-GO) and reduced GO modified with BHET (BHET-rGO). These fillers combined with a PU synthesized with PBA, IPDI, and dimethylolpropionic acid (DMPA). The GO/BHET fillers reacted with trimethylolpropane (TMP) to crosslink the PU. After neutralization with TEA, the authors added water to form an emulsion, freeze-dried the PU, and pressed it into a composite. The BHET-modified GO crosslinkers demonstrated improved interfacial adhesion and dispersed better in the WPU than the pure GO fillers, leading to a reduction in agglomeration and superior mechanical, thermal, and electrical properties. The BHET-rGO WPU demonstrated enhanced mechanical properties, which the authors attributed to greater the carbon-to-oxygen ratio formed during the reduction. The functionalized crosslinker formed a WPU composite with higher mechanical, thermal, and electrical properties, good resistance under deformation, and suitable recovery [157].
In another study, the authors synthesized flame-retardant WPUs with BHET and tris(hydroxymethyl)phosphine (THPO). The THPO was derived from the reaction of BHET with tetrakis(hydroxymethyl)phosphonium sulfate. The incorporation of 1.5 wt. % THPO improved the flame retardancy, as tested in the LOI, vertical burning test, and cone calorimeter test. Increasing the THPO to 2.5 wt. % slightly decreased the final adhesive properties of the film, as the film cracked and the architecture weakened. Increased THPO improved the thermal properties by increasing the degradation temperature [158]. Later, the researchers used BHET as a coupling agent to develop rGO/Ti3C2Tx nanohybrids. This functional nanofiller enhanced the mechanical performance of the WPU, increasing the tensile strength while also imparting conductivity to the network. The BHET-coupled nanofiller increased the conductivity and durability of the conductive network, allowing for conductivity at higher strains comparative to similar composites without BHET. The incorporation of filler additionally increased the thermal stability of the WPU when compared to the unfilled WPU [159].
In the realm of optoelectronic coatings, Galliano et al. focused on synthesizing a bio-derived PU. The researchers conducted a comparison between a standard commercial formulation and one derived from BHET, a prepolymerized polyisocyanate, Sovermol780 (a bio-based polyol), and LCR40RT (a fossil fuel polyol). A polyol solution of 10% BHET, 70% Sovermol780, and 20% LCR540RT led to the film with the optimal properties. While BHET tended to crystallize and lower the optical properties, higher mixing temperatures mitigated the issue. The resulting formulation exhibited a comparable Td-5% and higher Tg, and the transmittance at 555 nm matched the standard formulation. The water uptake compared positively to other PU coatings in the market. The BHET and bio-derived PU coatings contained 24.4% w/w recycled and bio-derived materials, demonstrating good aging behavior over 50 days and overall favorable behavior as an optoelectronic coating [160].
BHET use in polyurethanes is highly promising and diverse. BHET is suitable as a chain extender, in the soft segment, in waterborne polyurethanes, in foams, and in adhesives. It demonstrates biocompatibility and thermal stability. Polyurethanes clearly demonstrate the versatility of BHET as a monomer. Circularity within the polyurethane industry is low, with most material landfilled [161]. As the BHET unit is depolymerizable within PET, researchers should investigate its effect on PU depolymerization and recycling. BHET adds circularity as a feedstock and as a potential linkage for depolymerization.
3.5. Biocompatible and Biodegradable Materials
In biocompatible materials, Chatterjee et al. reacted BHET with biocompatible monomers from renewable resources to explore polymers for regenerative medicine. The authors synthesized a biocompatible and biodegradable polyester through the melt polycondensation of citric acid, sebacic acid, D-mannitol, and BHET, plus varying post-polymerization steps. Solvent casting from dioxane and particle leaching with NaCl crystals created porous scaffolds. The length of post-polymerization significantly increased crosslinking. The higher crosslinking increased the Young’s modulus 11.5 times and the ultimate tensile strength 5.5 times, and decreased the elongation at break 2 times. A higher BHET content decreased the crystallinity and mechanical properties. Despite the reduction, the mechanical properties fell within or above the range of similar polyesters. The wettability decreased with the crosslinking/post-polymerization time and BHET content due to the decrease in free hydroxyls and increase in hydrophobic aromatic rings. These factors led to a higher water contact angle and slowed hydrolytic degradation. The authors found that varying the BHET content and post-polymerization time allowed for the control of degradation timescales. Cell viability and biocompatibility tests demonstrated the effectiveness of the film, with mouse osteoblasts cultured on the polymer increasing in number and cell growth on a porous scaffold proliferating, as shown in Figure 13. These viability tests clarify the cytocompatibility. Additionally, a subcutaneous implantation in a rat did not cause atypical inflammation of the liver or kidney toxicity, affirming the polymer’s suitability for bone regeneration. The polymer films exhibited potential for tissue growth applications in conjunction with the porous scaffold [162].
Marcos-Fernández et al. modified starch-based polymer films with BHET to create easy-to-recycle polymers. The authors reacted starch, a biodegradable material, with BHET in the presence of potassium hydroxide and ethylene carbonate to produce a modified starch film. The modified film (made from a mixture of modified starch and native starch) exhibited depressed crystallinity, lower thermal stability, and reduced mechanical properties. The authors attributed this to the lack of homogeneity between the native starch and modified components. The addition of BHET increased the electrical conductivity of the films, demonstrating potential applicability in the realm of semi-conductive materials. Despite the modifications, the modified film experienced only a slight reduction in biodegradability. Further efforts are needed to address the inhomogeneity to improve mechanical properties [163].
Cabrera-Munguia et al. employed BHET as an organic ligand to synthesize a biocompatible metal–organic framework (MOF) of aluminum nitrate out of water. For comparison, the authors created a traditional MOF with terephthalic acid as the ligand. Figure 14 depicts the synthesis for both MOFs. The BHET-Al MOF presented smaller crystals and a lower crystalline order than the MIL53-AL MOF due to the ethyl groups of BHET disrupting the crystallinity. The MIL53-Al MOF, with a nanoporous network, demonstrated 10x the surface area of the BHET-Al MOF, which had micron-scale pores. The BHET-Al MOF demonstrated a greater thermal stability despite its lower surface area. Neither MOF showed cytotoxicity to the fibroblasts introduced to the framework, but the BHET-Al MOF did enhance the respiratory capacity of the fibroblasts and demonstrated potential as an MOF [164].
A later work placed the two MOFs as fillers in collagen crosslinked with either hexamethylene diisocyanate (HDI) or IPDI. The MOF, at a 1.6% incorporation rate, contributed to crosslinking while allowing for some crystallinity. All MOFs demonstrated hemocompatibility and cell viability, but the HDI MOFs showed superior dispersion, resulting in improved properties, including the inhibition of E. coli growth [165].
3.6. Other Applications
Almeida et al. synthesized a composite comprising magnetic microspheres with a polymer matrix formed from the reaction of BHET with glycidyl methacrylate (GMA) in DMSO and catalyzed by N,N,N′,N′-tetramethylethylenediamine (TEMED). As demonstrated in Figure 15, the reaction involved both the transesterification of the methacrylate and the ring opening of the epoxy, with the ring opening as the primary reaction. The authors synthesized microspheres through suspension polymerization. Additional microspheres of Fe3O4 (magnetite), coated in oleic acid for compatibilization, formed the other phase of the composite. The size of the magnetite nanoparticles ranged from 15.69 to 24.36 nm, below the superparamagnetic diameter threshold, rendering the composite superparamagnetic. Despite minor irregularities, the composite was evenly distributed and demonstrated good adhesion [166].
Almeida et al. also synthesized a precursor for an organophosphorus surfactant by reacting BHET with triethyl phosphate to form bis(2-((triethoxy(hydroxy)-l5-phosphaneyl)oxy)ethyl) terephthalate (BHETEO). The resulting bolaform surfactant exhibited hydrophilic heads and a hydrophobic chain. Surfactant characterization determined that the particle size was temperature-independent and consistently near 66 nm. The aggregates demonstrated UV stability and a zeta potential of −21.7 mW, indicating stability in an aqueous solution. The BHETEO surfactant demonstrated good solubility in hexane, dichloromethane, ethyl acetate, and ethanol; however, the non-polar nature of the surfactant precluded its solubility in water. The surfactant demonstrated moderate thermal resistance, with degradation beginning at around 150 °C and not completing until above 300 °C [167].
Another study created cementitious composites to harness BHET’s hydrophilic nature for enhanced material hydration. Highly hydrated cementitious composites exhibit superior properties, preventing the agglomeration of cement particles and decreasing water absorption. Hydroxyl groups additionally promote self-healing and promote homogeneity. Şimşek et al. investigated these composites with BHET as an additive, revealing increased density and improved compressive strength compared to a reference cement. Increasing the BHET content lowered the compressive strength slightly, while remaining above that of the reference cement, indicating a solubility limit for BHET in cementitious composites [168].
Coreño et al. applied BHET to synthesize acrylic and allylic crosslinking monomers through two different reactions. The reaction of BHET with acryloyl chloride produced the acrylic monomer bis(2-(acryloyloxy)ethyl) terephthalate (BAOET), and the further reaction of BAOET with either benzoyl peroxide (BPO) or azobisisobutyronitrile (AIBN) achieved a high degree of conversion (over 90%) to the acrylate. Both mono- and difunctional allylic monomers form from BHET’s reaction with allyl chloroformate, with allylic monomers exhibiting lower reactivity due to the resonance stability of the allylic radical. The BPO initiator achieved 80% conversion in 6 h, but AIBN only achieved 2% due to AIBN’s shorter half-life. While the allylic monomers need further development, the acrylic crosslinkers with BHET demonstrated potential as an effective crosslinking agent [169].
Buasri et al. developed an innovative, green electrochemical (EC) device by polymerizing BHET with L-lactic acid into a random amorphous copolymer with a Tg between that of PET and PLA. The authors deposited graphene ink on the polymer film to create the EC device, which consisted of a liquid monomer electrolyte between two coated polymer films, as shown in Figure 16. Upon the first cycle, the electrolyte pyrrole (C4H5N) crosslinked into polypyrrole (PPy). Buasri et al. found that the reduction and oxidation of the PPy switched the color of the device from yellow to clear to black. Despite exhibiting higher resistance and lower transmittance when compared to an ITO-coated glass slide, the new EC offered enhanced flexibility and biodegradability and potential as a new EC device [170].
Goujon et al. explored another potential approach for the upcycling of BHET, focusing on its use in energy storage as a redox-active nanoparticle for anodes, as depicted in Figure 17. First, the authors modified BHET to a methacrylic monomer through reacting with methacrylic anhydride. Through subsequent emulsion polymerization with sodium dodecyl sulfate (SDS) and ethylene glycol dimethacrylate (a crosslinking agent), the authors formed crosslinked sub-100 nm nanoparticles, with the small size enhancing the redox reaction activity. The electrode was formed from a slurry of nanoparticles, conductive carbon, and a commercial binder in N-methylpyrrolidone. The small-molecule BHET and the nanoparticles demonstrated reversible redox activity in a tetrabutylammonium hexafluorophosphate (TBAPF6) system, but were not suitable in the traditional lithium bis(trifluoromethane)sulfonimide (LiTFSI) system. This limits their use to organic batteries rather than lithium-ion batteries. At low C-rates, the system exhibited an irreversible capacity loss, which the authors hypothesized was due to degradation or difficulty in oxidizing the system. At high C-rates and voltage limits of −2.4 V and −1.8 V vs. Fc/Fc+, the device demonstrated good retention of 94% over 100 cycles. At lower potentials, however, the capacity faded to 49% [171].
Rwei et al. developed a thermoplastic copolyamide (TPCPA) that served as both a foam and a hot-melt adhesive using a BHET precursor. The author aminolyzed the BHET with hexamethylenediamine (HMDA) to obtain N1,N4-bis(6-aminohexyl)terephthalamide (BAHT). The aromatic BAHT incorporated up to 5 mol % with HMDA and a renewable dimer fatty acid in melt polycondensation. The resulting TPCPAs had Tgs at or above room temperature and melting points in the range of 57 to 87 °C. The authors foamed the TPCPA through loading with supercritical CO2 and rapidly depressurizing the system. The foam control depended heavily on the foaming conditions, with elevated temperatures leading to foam collapse and low temperatures resulting in small cells with thick walls. In extreme cases, successful foaming only occurred in the amorphous region of the semicrystalline polymer. The authors investigated the recyclability of this solvent and catalyst-free foam by crushing, reprocessing, and refoaming, which proved successful through multiple cycles with only a slight increase in pore size and decrease in creep recovery. The TPCPA also demonstrated suitability as a hot-melt adhesive [172].
Through the melt polycondensation of BHET with 4′-acetoxybiphenyl-4-carboxylic acid (ABCA), Kulichikhin et al. produced a random copolyester of PET and 4′-hydroxybiphenyl-4-carboxylic acid (HBCA). The resulting PET/HBCA demonstrated variable properties depending on the incorporation of HBCA, which varied from 20 to 80 mol %. Increasing amounts of HBCA raised the Tg up to 100 °C and lowered the Tm. The HBCA broke up the PET crystallinity, with 60 and 80 mol % of HBCA not displaying a Tm. The highly aromatic polymer displayed liquid crystalline characteristics, with a mesophase forming in the 60 and 80 mol % copolyesters at 270 °C. These compositions had increased tensile strength, and proved comparable to other semi- and fully aromatic LC polymers [173].
4. Conclusions
Bis(2-hydroxyethyl) terephthalate is an emerging monomer with significant potential in various products, including resynthesized PET, unsaturated polyesters, polyurethanes, and composites in wide applications areas, including the textile industry, electrochemical devices, and biocompatible material space. As applications continue to grow, so does the diversity of uses for BHET. The exploration of BHET throughout this paper showcases its value as a depolymerization product to support a circular system.
In the synthesis of new PET from BHET, the process closes the circular loop and reproduces PET with properties akin to the virgin material. BHET serves as an eco-friendly option in polyester resins, supporting the principles of green chemistry. The textile industry loop closes as BHET from the glycolysis of PET-based fabrics returns as dyes, sizing agents, and fibers. BHET in polyurethanes is extensive, incorporating into both the hard and soft segments of elastomers and foams. BHET intregates into biodegradable and biocompatible polyurethanes and other materials, reinforcing sustainability efforts. The future directions for BHET are as numerous and diverse as the current research. A BHET economy requires circularity in multiple streams, not just PET. This demands investigation into chemical recycling and the recovery of monomers from polymers, including unsaturated polyesters and polyurethanes. The cleavable ester linkage has the opportunity to add circularity to the economy in many polymer formulations.
Overall, BHET has evolved its application into a broad spectrum of use and an ever-expanding array of applications, demonstrating the diversity of this monomer. As the glycolysis processes of PET continues to develop and commercialize, BHET will find further applications in diverse materials, diverting waste streams into new value-added products and driving continuous progress toward a more circular future.
Author Contributions
Conceptualization, C.C.W. and T.E.L.; writing—original draft preparation, C.C.W.; writing—review and editing, C.C.W. and T.E.L.; visualization, C.C.W. and T.E.L.; supervision, T.E.L.; project administration, T.E.L.; funding acquisition, T.E.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Science Foundation, grant number E3P-2132183.
Data Availability Statement
No new data were created in this paper. Data sharing is not applicable to this paper.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript; or in the decision to publish the results.
References
- Polyethylene Terephthalate Global Market Report 2022; The Business Research Company: London, UK, 2022.
- Benyathiar, P.; Kumar, P.; Carpenter, G.; Brace, J.; Mishra, D.K. Polyethylene Terephthalate (PET) Bottle-to-Bottle Recycling for the Beverage Industry: A Review. Polymers 2022, 14, 2366. [Google Scholar] [CrossRef]
- 2021 Global Recycled PET Market Report; Market and Markets: Pune, India, 2021.
- Suhaimi, N.A.S.; Muhamad, F.; Abd Razak, N.A.; Zeimaran, E. Recycling of polyethylene terephthalate wastes: A review of technologies, routes, and applications. Polym. Eng. Sci. 2022, 62, 2355–2375. [Google Scholar] [CrossRef]
- Ragaert, K.; Delva, L.; Van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef]
- Achilias, D.S.; Karayannidis, G.P. The Chemical Recycling of PET in the Framework of Sustainable Development. Water Air Soil Pollut. Focus 2004, 4, 385–396. [Google Scholar] [CrossRef]
- Hopewell, J.; Dvorak, R.; Kosior, E. Plastics recycling: Challenges and opportunities. Philos. Trans. R. Soc. B 2009, 364, 2115–2126. [Google Scholar] [CrossRef]
- Allen, R.D.; James, M.I. Chemical Recycling of PET. In ACS Symposium Series; Collias, D.I., James, M.I., Layman, J.M., Eds.; American Chemical Society: Washington, DC, USA, 2021; Volume 1391, pp. 61–80. [Google Scholar] [CrossRef]
- Schyns, Z.O.G.; Shaver, M.P. Mechanical Recycling of Packaging Plastics: A Review. Macromol. Rapid Commun. 2021, 42, 2000415. [Google Scholar] [CrossRef]
- Dios Caputto, M.D.; Navarro, R.; Valentín, J.L.; Marcos-Fernández, Á. Chemical upcycling of poly(ethylene terephthalate) waste: Moving to a circular model. J. Polym. Sci. 2022, 60, 3269–3283. [Google Scholar] [CrossRef]
- Shojaei, B.; Abtahi, M.; Najafi, M. Chemical recycling of PET: A stepping-stone toward sustainability. Polym. Adv. Technol. 2020, 31, 2912–2938. [Google Scholar] [CrossRef]
- Gracida-Alvarez, U.R.; Xu, H.; Benavides, P.T.; Wang, M.; Hawkins, T.R. Circular Economy Sustainability Analysis Framework for Plastics: Application for Poly(ethylene Terephthalate) (PET). ACS Sustain. Chem. Eng. 2023, 11, 514–524. [Google Scholar] [CrossRef]
- Kim, N.-K.; Lee, S.-H.; Park, H.-D. Current biotechnologies on depolymerization of polyethylene terephthalate (PET) and repolymerization of reclaimed monomers from PET for bio-upcycling: A critical review. Bioresour. Technol. 2022, 363, 127931. [Google Scholar] [CrossRef]
- Jafari, H. Investigating environmental and economic aspects of sustainability by recycling PET plastic bottles: A game-theoretic approach. Clean Technol. Environ. Policy 2022, 24, 829–842. [Google Scholar] [CrossRef]
- Ghasemi, M.H.; Neekzad, N.; Ajdari, F.B.; Kowsari, E.; Ramakrishna, S. Mechanistic aspects of poly(ethylene terephthalate) recycling–toward enabling high quality sustainability decisions in waste management. Environ. Sci. Pollut. Res. 2021, 28, 43074–43101. [Google Scholar] [CrossRef]
- Sarioğlu, E.; Kaynak, H.K. PET Bottle Recycling for Sustainable Textiles. In Polyester—Production, Characterization and Innovative Applications; Camlibel, N.O., Ed.; InTech: London, UK, 2018. [Google Scholar] [CrossRef]
- Sarda, P.; Hanan, J.C.; Lawrence, J.G.; Allahkarami, M. Sustainability performance of polyethylene terephthalate, clarifying challenges and opportunities. J. Polym. Sci. 2022, 60, 7–31. [Google Scholar] [CrossRef]
- Chaudhari, U.S.; Lin, Y.; Thompson, V.S.; Handler, R.M.; Pearce, J.M.; Caneba, G.; Muhuri, P.; Watkins, D.; Shonnard, D.R. Systems Analysis Approach to Polyethylene Terephthalate and Olefin Plastics Supply Chains in the Circular Economy: A Review of Data Sets and Models. ACS Sustain. Chem. Eng. 2021, 9, 7403–7421. [Google Scholar] [CrossRef]
- Tsironi, T.N.; Chatzidakis, S.M.; Stoforos, N.G. The future of polyethylene terephthalate bottles: Challenges and sustainability. Packag. Technol. Sci. 2022, 35, 317–325. [Google Scholar] [CrossRef]
- Singh, A.; Rorrer, N.A.; Nicholson, S.R.; Erickson, E.; DesVeaux, J.S.; Avelino, A.F.T.; Lamers, P.; Bhatt, A.; Zhang, Y.; Avery, G.; et al. Techno-economic, life-cycle, and socioeconomic impact analysis of enzymatic recycling of poly(ethylene terephthalate). Joule 2021, 5, 2479–2503. [Google Scholar] [CrossRef]
- Uekert, T.; Singh, A.; DesVeaux, J.S.; Ghosh, T.; Bhatt, A.; Yadav, G.; Afzal, S.; Walzberg, J.; Knauer, K.M.; Nicholson, S.R.; et al. Technical, Economic, and Environmental Comparison of Closed-Loop Recycling Technologies for Common Plastics. ACS Sustain. Chem. Eng. 2023, 11, 965–978. [Google Scholar] [CrossRef]
- Cao, F.; Wang, L.; Zheng, R.; Guo, L.; Chen, Y.; Qian, X. Research and progress of chemical depolymerization of waste PET and high-value application of its depolymerization products. RSC Adv. 2022, 12, 31564–31576. [Google Scholar] [CrossRef]
- Bhanderi, K.K.; Joshi, J.R.; Patel, J.V. Recycling of polyethylene terephthalate (PET Or PETE) plastics—An alternative to obtain value added products: A review. J. Indian Chem. Soc. 2023, 100, 100843. [Google Scholar] [CrossRef]
- Foti, D. Recycled waste PET for sustainable fiber-reinforced concrete. In Use of Recycled Plastics in Eco-Efficient Concrete; Elsevier: Amsterdam, The Netherlands, 2019; pp. 387–410. [Google Scholar] [CrossRef]
- Ferreira, J.W.d.S.; Marroquin, J.F.R.; Felix, J.F.; Farias, M.M.; Casagrande, M.D.T. The feasibility of recycled micro polyethylene terephthalate (PET) replacing natural sand in hot-mix asphalt. Constr. Build. Mater. 2022, 330, 127276. [Google Scholar] [CrossRef]
- Mohd Nasir, N.H.; Usman, F.; Saggaf, A.; Saloma. Development of composite material from Recycled Polyethylene Terephthalate and fly ash: Four decades progress review. Curr. Res. Green Sustain. Chem. 2022, 5, 100280. [Google Scholar] [CrossRef]
- Khan, T.; Acar, V.; Aydin, M.R.; Hülagü, B.; Akbulut, H.; Seydibeyoğlu, M.Ö. A review on recent advances in sandwich structures based on polyurethane foam cores. Polym. Compos. 2020, 41, 2355–2400. [Google Scholar] [CrossRef]
- Nikbin, I.M.; Rahimi, R.S.; Allahyari, H.; Fallah, F. Feasibility study of waste Poly Ethylene Terephthalate (PET) particles as aggregate replacement for acid erosion of sustainable structural normal and lightweight concrete. J. Clean. Prod. 2016, 126, 108–117. [Google Scholar] [CrossRef]
- Leng, Z.; Padhan, R.K.; Sreeram, A. Production of a sustainable paving material through chemical recycling of waste PET into crumb rubber modified asphalt. J. Clean. Prod. 2018, 180, 682–688. [Google Scholar] [CrossRef]
- Rahimi, R.S.; Nikbin, I.M.; Allahyari, H.; Habibi, T.S. Sustainable approach for recycling waste tire rubber and polyethylene terephthalate (PET) to produce green concrete with resistance against sulfuric acid attack. J. Clean. Prod. 2016, 126, 166–177. [Google Scholar] [CrossRef]
- Mirjalili, A.; Dong, B.; Pena, P.; Ozkan, C.S.; Ozkan, M. Upcycling of polyethylene terephthalate plastic waste to microporous carbon structure for energy storage. Energy Storage 2020, 2, e201. [Google Scholar] [CrossRef]
- Roy, S.; Maji, P.K.; Goh, K.-L. Sustainable design of flexible 3D aerogel from waste PET bottle for wastewater treatment to energy harvesting device. Chem. Eng. J. 2021, 413, 127409. [Google Scholar] [CrossRef]
- Tan, M.Y.; Goh, L.; Safanama, D.; Loh, W.W.; Ding, N.; Chien, S.W.; Goh, S.S.; Thitsartarn, W.; Lim, J.Y.C.; Fam, D.W.H. Upcycling waste poly(ethylene terephthalate) into polymer electrolytes. J. Mater. Chem. A 2022, 10, 24468–24474. [Google Scholar] [CrossRef]
- Qiu, J.; Ma, S.; Wang, S.; Tang, Z.; Li, Q.; Tian, A.; Xu, X.; Wang, B.; Lu, N.; Zhu, J. Upcycling of Polyethylene Terephthalate to Continuously Reprocessable Vitrimers through Reactive Extrusion. Macromolecules 2021, 54, 703–712. [Google Scholar] [CrossRef]
- Wu, S.-S.; Li, Y.-D.; Hu, Z.; Zeng, J.-B. Fast Upcycling of Poly(ethylene terephthalate) into Catalyst-Free Vitrimers. ACS Sustain. Chem. Eng. 2023, 11, 1974–1984. [Google Scholar] [CrossRef]
- Yuan, X.; Cho, M.-K.; Lee, J.G.; Choi, S.W.; Lee, K.B. Upcycling of waste polyethylene terephthalate plastic bottles into porous carbon for CF4 adsorption. Environ. Pollut. 2020, 265, 114868. [Google Scholar] [CrossRef] [PubMed]
- Chen, B.; Ren, J.; Song, Y.; He, P.; Bai, H.; Fan, Z.; Niu, R.; Gong, J. Upcycling Waste Poly(ethylene terephthalate) into a Porous Carbon Cuboid through a MOF-Derived Carbonization Strategy for Interfacial Solar-Driven Water–Thermoelectricity Cogeneration. ACS Sustain. Chem. Eng. 2022, 10, 16427–16439. [Google Scholar] [CrossRef]
- Bonfim, D.P.F.; Cruz, F.G.S.; Bretas, R.E.S.; Guerra, V.G.; Aguiar, M.L. A Sustainable Recycling Alternative: Electrospun PET-Membranes for Air Nanofiltration. Polymers 2021, 13, 1166. [Google Scholar] [CrossRef] [PubMed]
- Hussain, S.; Wadgama, M.H.; Khan, A.L.; Yasin, M.; Akhtar, F.H. Upcycling Poly(ethylene terephthalate) by Fabricating Membranes for Desalination. ACS Sustain. Chem. Eng. 2023, 11, 726–732. [Google Scholar] [CrossRef]
- Topuz, F.; Oldal, D.G.; Szekely, G. Valorization of Polyethylene Terephthalate (PET) Plastic Wastes as Nanofibrous Membranes for Oil Removal: Sustainable Solution for Plastic Waste and Oil Pollution. Ind. Eng. Chem. Res. 2022, 61, 9077–9086. [Google Scholar] [CrossRef]
- Park, S.H.; Kim, S.H. Poly (ethylene terephthalate) recycling for high value added textiles. Fash. Text. 2014, 1, 1. [Google Scholar] [CrossRef]
- Paszun, D.; Spychaj, T. Chemical Recycling of Poly(ethylene terephthalate). Ind. Eng. Chem. Res. 1997, 36, 1373–1383. [Google Scholar] [CrossRef]
- Raheem, A.B.; Noor, Z.Z.; Hassan, A.; Abd Hamid, M.K.; Samsudin, S.A.; Sabeen, A.H. Current developments in chemical recycling of post-consumer polyethylene terephthalate wastes for new materials production: A review. J. Clean. Prod. 2019, 225, 1052–1064. [Google Scholar] [CrossRef]
- Sheel, A.; Pant, D. Chemical Depolymerization of PET Bottles via Glycolysis. In Recycling of Polyethylene Terephthalate Bottles; William Andrew Publishing: Norwich, NY, USA, 2019; pp. 61–84. [Google Scholar] [CrossRef]
- Payne, J.; Jones, M.D. The Chemical Recycling of Polyesters for a Circular Plastics Economy: Challenges and Emerging Opportunities. ChemSusChem 2021, 14, 4041–4070. [Google Scholar] [CrossRef]
- Damayanti; Wu, H.-S. Strategic Possibility Routes of Recycled PET. Polymers 2021, 13, 1475. [Google Scholar] [CrossRef]
- Barnard, E.; Rubio Arias, J.J.; Thielemans, W. Chemolytic depolymerisation of PET: A review. Green Chem. 2021, 23, 3765–3789. [Google Scholar] [CrossRef]
- Al-Sabagh, A.M.; Yehia, F.Z.; Eshaq, G.; Rabie, A.M.; ElMetwally, A.E. Greener routes for recycling of polyethylene terephthalate. Egypt. J. Pet. 2016, 25, 53–64. [Google Scholar] [CrossRef]
- Sinha, V.; Patel, M.R.; Patel, J.V. Pet Waste Management by Chemical Recycling: A Review. J. Polym. Environ. 2010, 18, 8–25. [Google Scholar] [CrossRef]
- Ellis, L.D.; Rorrer, N.A.; Sullivan, K.P.; Otto, M.; McGeehan, J.E.; Román-Leshkov, Y.; Wierckx, N.; Beckham, G.T. Chemical and biological catalysis for plastics recycling and upcycling. Nat. Catal. 2021, 4, 539–556. [Google Scholar] [CrossRef]
- Karayannidis, G.P.; Achilias, D.S. Chemical Recycling of Poly(ethylene terephthalate). Macromol. Mater. Eng. 2007, 292, 128–146. [Google Scholar] [CrossRef]
- George, N.; Kurian, T. Recent Developments in the Chemical Recycling of Postconsumer Poly(ethylene terephthalate) Waste. Ind. Eng. Chem. Res. 2014, 53, 14185–14198. [Google Scholar] [CrossRef]
- Xin, J.; Zhang, Q.; Huang, J.; Huang, R.; Jaffery, Q.Z.; Yan, D.; Zhou, Q.; Xu, J.; Lu, X. Progress in the catalytic glycolysis of polyethylene terephthalate. J. Environ. Manag. 2021, 296, 113267. [Google Scholar] [CrossRef]
- Jeya, G.; Dhanalakshmi, R.; Anbarasu, M.; Vinitha, V.; Sivamurugan, V. A short review on latest developments in catalytic depolymerization of Poly (ethylene terephathalate) wastes. J. Indian Chem. Soc. 2022, 99, 100291. [Google Scholar] [CrossRef]
- Tawfik, M.E.; Eskander, S.B. Polymer Concrete from Marble Wastes and Recycled Poly(ethylene terephthalate). J. Elastomers Plast. 2006, 38, 65–79. [Google Scholar] [CrossRef]
- Macijauskas, G.; Jankauskaitė, V. Epoxy Resin and Polyurethane Compositions from Glycolized Poly(ethylene terephthalate) Wastes. Mater. Sci. 2013, 19, 283–290. [Google Scholar] [CrossRef]
- Ghaderian, A.; Haghighi, A.H.; Taromi, F.A.; Abdeen, Z.; Boroomand, A.; Taheri, S.M.-R. Characterization of Rigid Polyurethane Foam Prepared from Recycling of PET Waste. Period. Polytech. Chem. Eng. 2015, 59, 296–305. [Google Scholar] [CrossRef]
- Cakić, S.M.; Ristić, I.S.; M-Cincović, M.; Nikolić, N.Č.; Ilić, O.Z.; Stojiljković, D.T.; B-Simendić, J.K. Glycolyzed products from PET waste and their application in synthesis of polyurethane dispersions. Prog. Org. Coat. 2012, 74, 115–124. [Google Scholar] [CrossRef]
- Vaidya, U.R.; Nadkarni, V.M. Unsaturated polyester resins from poly(ethylene terephthalate) waste. 1. Synthesis and characterization. Ind. Eng. Chem. Res. 1987, 26, 194–198. [Google Scholar] [CrossRef]
- Suh, D.J.; Park, O.O.; Yoon, K.H. The properties of unsaturated polyester based on the glycolyzed poly(ethylene terephthalate) with various glycol compositions. Polymer 2000, 41, 461–466. [Google Scholar] [CrossRef]
- Lu, M.; Kim, S. Unsaturated polyester resins based on recycled PET: Preparation and curing behavior. J. Appl. Polym. Sci. 2001, 80, 1052–1057. [Google Scholar] [CrossRef]
- Abdel-Azim, A.-A.A.; Atta, A.M. Recycled Flexible Resins in Concrete. Polym. J. 1997, 29, 21–24. [Google Scholar] [CrossRef]
- Abdel-Azim, A.; Attia, I.A. Making polymer concrete and polymer mortar using synthesized unsaturated polyester resins from poly(ethylene terephthalate) waste. Polym. Adv. Technol. 1995, 6, 688–692. [Google Scholar] [CrossRef]
- Katoch, S.; Sharma, V.; Kundu, P.P. Water sorption and diffusion through saturated polyester and their nanocomposites synthesized from glycolyzed PET waste with varied composition. Chem. Eng. Sci. 2010, 65, 4378–4387. [Google Scholar] [CrossRef]
- Saravari, O.; Vessabutr, B.; Pimpan, V. Synthesis of urethane oils from waste poly(ethylene terephthalate) bottles. J. Appl. Polym. Sci. 2004, 92, 3040–3045. [Google Scholar] [CrossRef]
- Essawy, H.A.; Tawfik, M.E.; Elsayed, N.H. Effect of addition of glycolysis products of poly(ethyleneterephthalate) wastes to urea-formaldehyde resin on its adhesion performance to wood substrates and formaldehyde emission. J. Appl. Polym. Sci. 2012, 123, 2377–2383. [Google Scholar] [CrossRef]
- Phuangngamphan, P.; Thongpin, C. Synthesize of Polydiacetylene Containing Copolyurethane Using Polyol Product Derived from Chemical Recycling of PET Bottles. Energy Procedia 2014, 56, 326–333. [Google Scholar] [CrossRef]
- Luo, X.; Li, Y. Synthesis and Characterization of Polyols and Polyurethane Foams from PET Waste and Crude Glycerol. J. Polym. Environ. 2014, 22, 318–328. [Google Scholar] [CrossRef]
- Kirpluks, M.; Cabulis, U.; Ivdre, A.; Kuranska, M.; Zieleniewska, M.; Auguscik, M. Mechanical and Thermal Properties of High-Density Rigid Polyurethane Foams from Renewable Resources. J. Renew. Mater. 2016, 4, 86–100. [Google Scholar] [CrossRef]
- Mecit, O.; Akar, A. Synthesis of Urethane Oil Varnishes from Waste Poly(ethylene terephthalate). Macromol. Mater. Eng. 2001, 286, 513–515. [Google Scholar] [CrossRef]
- Karayannidis, G.P.; Achilias, D.S.; Sideridou, I.D.; Bikiaris, D.N. Alkyd resins derived from glycolized waste poly(ethylene terephthalate). Eur. Polym. J. 2005, 41, 201–210. [Google Scholar] [CrossRef]
- Billiau-Loreau, M.; Durand, G.; Tersac, G. Structural effects of diacidic and glycolic moieties on physicochemical properties of aromatic polyesterdiols from glycolysis/esterification of poly(ethylene terephthalate) wastes. Polymer 2002, 43, 21–28. [Google Scholar] [CrossRef]
- Abdelaal, M.Y.; Sobahi, T.R.; Makki, M.S.I. Chemical transformation of pet waste through glycolysis. Constr. Build. Mater. 2011, 25, 3267–3271. [Google Scholar] [CrossRef]
- Torlakoğlu, A.; Güçlü, G. Alkyd–amino resins based on waste PET for coating applications. Waste Manag. 2009, 29, 350–354. [Google Scholar] [CrossRef]
- Scremin, D.M.; Miyazaki, D.Y.; Lunelli, C.E.; Silva, S.A.; Zawadzki, S.F. PET Recycling by Alcoholysis Using a New Heterogeneous Catalyst: Study and its Use in Polyurethane Adhesives Preparation. Macromol. Symp. 2019, 383, 1800027. [Google Scholar] [CrossRef]
- Atta, A.M.; El-Kafrawy, A.F.; Aly, M.H.; Abdel-Azim, A.-A.A. New epoxy resins based on recycled poly(ethylene terephthalate) as organic coatings. Prog. Org. Coat. 2007, 58, 13–22. [Google Scholar] [CrossRef]
- Kim, J.; Jeong, D.; Son, C.; Lee, Y.; Kim, E.; Moon, I. Synthesis and applications of unsaturated polyester resins based on PET waste. Korean J. Chem. Eng. 2007, 24, 1076–1083. [Google Scholar] [CrossRef]
- Halacheva, N.; Novakov, P. Preparation of oligoester diols by alcoholytic destruction of poly(ethylene terephthalate). Polymer 1995, 36, 867–874. [Google Scholar] [CrossRef]
- Farahat, M.S. Mechanical characteristics of modified unsaturated polyester resins derived from poly(ethylene terephthalate) waste. Polym. Int. 2002, 51, 183–189. [Google Scholar] [CrossRef]
- Farahat, M.S.; Nikles, D.E. On the UV Curability and Mechanical Properties of Novel Binder Systems Derived from Poly(ethylene terephthalate) (PET) Waste for Solventless Magnetic Tape Manufacturing, 1. Acrylated Oligoesters. Macromol. Mater. Eng. 2001, 286, 695–704. [Google Scholar] [CrossRef]
- Mahdi, F.; Abbas, H.; Khan, A.A. Strength characteristics of polymer mortar and concrete using different compositions of resins derived from post-consumer PET bottles. Constr. Build. Mater. 2010, 24, 25–36. [Google Scholar] [CrossRef]
- Hoang, C.N.; Pham, C.T.; Dang, T.M.; Hoang, D.; Lee, P.-C.; Kang, S.-J.; Kim, J. Novel Oligo-Ester-Ether-Diol Prepared by Waste Poly(ethylene terephthalate) Glycolysis and Its Use in Preparing Thermally Stable and Flame Retardant Polyurethane Foam. Polymers 2019, 11, 236. [Google Scholar] [CrossRef] [PubMed]
- Aslan, S.; Immirzi, B.; Laurienzo, P.; Malinconico, M.; Martuscelli, E.; Volpe, M.G.; Pelino, M.; Savini, L. Unsaturated polyester resins from glycolysed waste polyethyleneterephthalate: Synthesis and comparison of properties and performance with virgin resin. J. Mater. Sci. 1997, 32, 2329–2336. [Google Scholar] [CrossRef]
- Iturrondobeitia, M.; Alonso, L.; Lizundia, E. Prospective life cycle assessment of poly(ethylene terephthalate) upcycling via chemoselective depolymerization. Resour. Conserv. Recycl. 2023, 198, 107182. [Google Scholar] [CrossRef]
- Lang, W.T.; Mehta, S.A.; Thomas, M.M.; Openshaw, D.; Westgate, E.; Bagnato, G. Chemical recycling of polyethylene terephthalate, an industrial and sustainable opportunity for Northwest of England. J. Environ. Chem. Eng. 2023, 11, 110585. [Google Scholar] [CrossRef]
- Luo, Y.; Selvam, E.; Vlachos, D.G.; Ierapetritou, M. Economic and Environmental Benefits of Modular Microwave-Assisted Polyethylene Terephthalate Depolymerization. ACS Sustain. Chem. Eng. 2023, 11, 4209–4218. [Google Scholar] [CrossRef]
- Ghosh, T.; Avery, G.; Bhatt, A.; Uekert, T.; Walzberg, J.; Carpenter, A. Towards a circular economy for PET bottle resin using a system dynamics inspired material flow model. J. Clean. Prod. 2023, 383, 135208. [Google Scholar] [CrossRef]
- Davidson, M.G.; Furlong, R.A.; McManus, M.C. Developments in the life cycle assessment of chemical recycling of plastic waste—A review. J. Clean. Prod. 2021, 293, 126163. [Google Scholar] [CrossRef]
- Xi, G.; Lu, M.; Sun, C. Study on depolymerization of waste polyethylene terephthalate into monomer of bis(2-hydroxyethyl terephthalate). Polym. Degrad. Stab. 2005, 87, 117–120. [Google Scholar] [CrossRef]
- Aguado, A.; Martínez, L.; Becerra, L.; Arieta-araunabeña, M.; Arnaiz, S.; Asueta, A.; Robertson, I. Chemical depolymerisation of PET complex waste: Hydrolysis vs. glycolysis. J. Mater. Cycles Waste Manag. 2014, 16, 201–210. [Google Scholar] [CrossRef]
- Capeletti, M.R.; Passamonti, F.J. Optimization of reaction parameters in the conversion of PET to produce BHET. Polym. Eng. Sci. 2018, 58, 1500–1507. [Google Scholar] [CrossRef]
- Chen, C.-H.; Chen, C.-Y.; Lo, Y.-W.; Mao, C.-F.; Liao, W.-T. Studies of glycolysis of poly(ethylene terephthalate) recycled from postconsumer soft-drink bottles. I. Influences of glycolysis conditions. J. Appl. Polym. Sci. 2001, 80, 943–948. [Google Scholar] [CrossRef]
- Wang, Q.; Geng, Y.; Lu, X.; Zhang, S. First-Row Transition Metal-Containing Ionic Liquids as Highly Active Catalysts for the Glycolysis of Poly(ethylene terephthalate) (PET). ACS Sustain. Chem. Eng. 2015, 3, 340–348. [Google Scholar] [CrossRef]
- Pingale, N.D.; Palekar, V.S.; Shukla, S.R. Glycolysis of postconsumer polyethylene terephthalate waste. J. Appl. Polym. Sci. 2010, 115, 249–254. [Google Scholar] [CrossRef]
- Guo, Z.; Lindqvist, K.; de la Motte, H. An efficient recycling process of glycolysis of PET in the presence of a sustainable nanocatalyst. J. Appl. Polym. Sci. 2018, 135, 46285. [Google Scholar] [CrossRef]
- Shah, T.H.; Bhatty, J.I.; Gamlen, G.A.; Dollimore, D. Aspects of the chemistry of poly(ethylene terephthalate): 5. Polymerization of bis(hydroxyethyl)terephthalate by various metallic catalysts. Polymer 1984, 25, 1333–1336. [Google Scholar] [CrossRef]
- Lin, C.-C.; Baliga, S. A study on the polycondensation of bis-hydroxyethyl terephthalate. J. Appl. Polym. Sci. 1986, 31, 2483–2489. [Google Scholar] [CrossRef]
- Huang, J.; Yan, D.; Dong, H.; Li, F.; Lu, X.; Xin, J. Removal of trace amount impurities in glycolytic monomer of polyethylene terephthalate by recrystallization. J. Environ. Chem. Eng. 2021, 9, 106277. [Google Scholar] [CrossRef]
- Li, M.; Lu, J.; Li, X.; Ge, M.; Li, Y. Removal of disperse dye from alcoholysis products of waste PET fabrics by nitric acid-modified activated carbon as an adsorbent: Kinetic and thermodynamic studies. Text. Res. J. 2020, 90, 2058–2069. [Google Scholar] [CrossRef]
- Koo, H.J.; Chang, G.S.; Kim, S.H.; Hahm, W.G.; Park, S.Y. Effects of recycling processes on physical, mechanical and degradation properties of PET yarns. Fibers Polym. 2013, 14, 2083–2087. [Google Scholar] [CrossRef]
- Jehanno, C.; Flores, I.; Dove, A.P.; Müller, A.J.; Ruipérez, F.; Sardon, H. Organocatalysed depolymerisation of PET in a fully sustainable cycle using thermally stable protic ionic salt. Green Chem. 2018, 20, 1205–1212. [Google Scholar] [CrossRef]
- Hu, Y.; Wang, Y.; Zhang, X.; Qian, J.; Xing, X.; Wang, X. Synthesis of poly(ethylene terephthalate) based on glycolysis of waste PET fiber. J. Macromol. Sci. Part A 2020, 57, 430–438. [Google Scholar] [CrossRef]
- Olewnik, E.; Czerwiński, W.; Nowaczyk, J.; Sepulchre, M.-O.; Tessier, M.; Salhi, S.; Fradet, A. Synthesis and structural study of copolymers of l-lactic acid and bis(2-hydroxyethyl terephthalate). Eur. Polym. J. 2007, 43, 1009–1019. [Google Scholar] [CrossRef]
- Tong, S.N.; Chen, D.S.; Chen, C.C.; Chung, L.Z. Unsaturated polyesters based on bis(2-hydroxyethyl)terephthalate. Polymer 1983, 24, 469–472. [Google Scholar] [CrossRef]
- Pimpan, V.; Sirisook, R.; Chuayjuljit, S. Synthesis of unsaturated polyester resin from postconsumer PET bottles: Effect of type of glycol on characteristics of unsaturated polyester resin. J. Appl. Polym. Sci. 2003, 88, 788–792. [Google Scholar] [CrossRef]
- Zahedi, A.R.; Rafizadeh, M.; Ghafarian, S.R. Unsaturated polyester resin via chemical recycling of off-grade poly(ethylene terephthalate). Polym. Int. 2009, 58, 1084–1091. [Google Scholar] [CrossRef]
- Duque-Ingunza, I.; López-Fonseca, R.; de Rivas, B.; Gutiérrez-Ortiz, J.I. Synthesis of unsaturated polyester resin from glycolysed postconsumer PET wastes. J. Mater. Cycles Waste Manag. 2013, 15, 256–263. [Google Scholar] [CrossRef]
- Öztürk, Y.; Güçlü, G. Unsaturated Polyester Resins Obtained from Glycolysis Products of Waste PET. Polym.-Plast. Technol. Eng. 2005, 43, 1539–1552. [Google Scholar] [CrossRef]
- Ertas, K.; Güçlü, G. Alkyd Resins Synthesized from Glycolysis Products of Waste PET. Polym.-Plast. Technol. Eng. 2005, 44, 783–794. [Google Scholar] [CrossRef]
- Mahdi, F.; Khan, A.A.; Abbas, H. Physiochemical properties of polymer mortar composites using resins derived from post-consumer PET bottles. Cem. Concr. Compos. 2007, 29, 241–248. [Google Scholar] [CrossRef]
- Nevrekar, N.B.; Naik, G.A.; Joshi, K.A. A hot melt adhesive from polyester waste. J. Adhes. Sci. Technol. 1987, 1, 201–207. [Google Scholar] [CrossRef]
- El Mejjatti, A.; Harit, T.; Riahi, A.; Khiari, R.; Bouabdallah, I.; Malek, F. Chemical recycling of poly(ethylene terephthalate). Application to the synthesis of multiblock copolyesters. Express Polym. Lett. 2014, 8, 544–553. [Google Scholar] [CrossRef]
- Gara, M.B.; Kammoun, W.; Delaite, C.; Abid, S.; Gharbi, R.E. Synthesis and Characterization of Aliphatic-Aromatic Copolyesters From Pet Waste and e-Caprolactone. J. Macromol. Sci. Part A 2015, 52, ebi. [Google Scholar] [CrossRef]
- Karanastasis, A.A.; Safin, V.; Pitet, L.M. Bio-Based Upcycling of Poly(ethylene terephthalate) Waste for the Preparation of High-Performance Thermoplastic Copolyesters. Macromolecules 2022, 55, 1042–1049. [Google Scholar] [CrossRef]
- Radenkov, P.; Radenkov, M.; Grancharov, G.; Troev, K. Direct usage of products of poly(ethylene terephthalate) glycolysis for manufacturing of glass-fibre-reinforced plastics. Eur. Polym. J. 2003, 39, 1223–1228. [Google Scholar] [CrossRef]
- Ou, J.; Yang, R.; Dai, Z.; Kong, Z.; Shu, H.; Huang, X. Synthesis, Characterization, Application of PET Waste Blended with Hybrid Fibers and Preparation of Fiber Derived Unsaturated Resin. Polym. Sci. Ser. A 2022, 64, 818–833. [Google Scholar] [CrossRef]
- Czub, P. Synthesis and modification of epoxy resins using recycled poly(ethylene terephthalate). Polym. Adv. Technol. 2009, 20, 183–193. [Google Scholar] [CrossRef]
- Çam, Ç.; Bal, A.; Güçlü, G. Synthesis and film properties of epoxy esters modified with amino resins from glycolysis products of postconsumer PET bottles: Synthesis and Film Properties of Epoxy Esters Modified with Amino Resins. Polym. Eng. Sci. 2015, 55, 2519–2525. [Google Scholar] [CrossRef]
- Bal, K.; Ünlü, K.C.; Acar, I.; Güçlü, G. Epoxy-based paints from glycolysis products of postconsumer PET bottles: Synthesis, wet paint properties and film properties. J. Coat. Technol. Res. 2017, 14, 747–753. [Google Scholar] [CrossRef]
- An, W.; Wang, X.-L.; Liu, X.; Wu, G.; Xu, S.; Wang, Y.-Z. Chemical recovery of thermosetting unsaturated polyester resins. Green Chem. 2022, 24, 701–712. [Google Scholar] [CrossRef]
- Barker, C.M.; Nayyar, G.; Chase, T.P.; Long, T.E. Solvent-free vat photopolymerization of unsaturated polyesters: Structure-property relationships for depolymerization. MRS Commun. 2023, 13, 841–847. [Google Scholar] [CrossRef]
- Shukla, S.R.; Harad, A.M.; Jawale, L.S. Recycling of waste PET into useful textile auxiliaries. Waste Manag. 2008, 28, 51–56. [Google Scholar] [CrossRef]
- Shukla, S.R.; Harad, A.M.; Jawale, L.S. Chemical recycling of PET waste into hydrophobic textile dyestuffs. Polym. Degrad. Stab. 2009, 94, 604–609. [Google Scholar] [CrossRef]
- Li, M.; Huang, Y.; Yu, T.; Chen, S.; Ju, A.; Ge, M. Chemical recycling of waste poly(ethylene terephthalate) fibers into azo disperse dyestuffs. RSC Adv. 2014, 4, 46476–46480. [Google Scholar] [CrossRef]
- Li, M.-J.; Huang, Y.-H.; Ju, A.-Q.; Yu, T.-S.; Ge, M.-Q. Synthesis and characterization of azo dyestuff based on bis(2-hydroxyethyl) terephthalate derived from depolymerized waste poly(ethylene terephthalate) fibers. Chin. Chem. Lett. 2014, 25, 1550–1554. [Google Scholar] [CrossRef]
- Guo, X.; Xin, J.; Lu, X.; Ren, B.; Zhang, S. Preparation of 1,4-cyclohexanedimethanol by selective hydrogenation of a waste PET monomer bis(2-hydroxyethylene terephthalate). RSC Adv. 2015, 5, 485–492. [Google Scholar] [CrossRef]
- Hou, D.; Xin, J.; Lu, X.; Guo, X.; Dong, H.; Ren, B.; Zhang, S. Conversion of bis(2-hydroxyethylene terephthalate) into 1,4-cyclohexanedimethanol by selective hydrogenation using RuPtSn/Al2O3. RSC Adv. 2016, 6, 48737–48744. [Google Scholar] [CrossRef]
- Lu, J.; Li, M.; Li, Y.; Li, X.; Gao, Q.; Ge, M. Synthesis and sizing performances of water-soluble polyester based on bis(2-hydroxyethyl) terephthalate derived from depolymerized waste poly(ethylene terephthalate) fabrics. Text. Res. J. 2019, 89, 572–579. [Google Scholar] [CrossRef]
- Chen, Z.; Sun, H.; Kong, W.; Chen, L.; Zuo, W. Closed-loop utilization of polyester in the textile industry. Green Chem. 2023, 25, 4429–4437. [Google Scholar] [CrossRef]
- Ngo, D.M.; Lee, K.; Ho, L.N.T.; Lee, J.; Jung, H.M. Direct conversion of waste polyesters to low molecular weight polyols for polyurethane production. Polym. Degrad. Stab. 2022, 205, 110147. [Google Scholar] [CrossRef]
- Lin, C.-C.; Yang, B.-Z. Rheological and mechanical properties of polyurethane modified by BHET. J. Appl. Polym. Sci. 1980, 25, 1875–1882. [Google Scholar] [CrossRef]
- Vaidya, U.R.; Nadkarni, V.M. Polyester polyols from glycolyzed PET waste: Effect of glycol type on kinetics of polyesterification. J. Appl. Polym. Sci. 1989, 38, 1179–1190. [Google Scholar] [CrossRef]
- Vaidya, U.R.; Nadkarni, V.M. Polyester polyols for polyurethanes from pet waste: Kinetics of polycondensation. J. Appl. Polym. Sci. 1988, 35, 775–785. [Google Scholar] [CrossRef]
- Espinoza García, K.; Navarro, R.; Ramírez-Hernández, A.; Marcos-Fernández, Á. New routes to difunctional macroglycols using ethylene carbonate: Reaction with bis-(2-hydroxyethyl) terephthalate and degradation of poly(ethylene terephthalate). Polym. Degrad. Stab. 2017, 144, 195–206. [Google Scholar] [CrossRef]
- Barot, A.A.; Patel, C.M.; Sinha, V.K. Synthesis of Flame Retardant Polyurethane Coating Using Bis(2-hydroxyethyl) terephthalate Derived from Chemical Scavenging of Waste Clothes. Arch. Appl. Sci. Res. 2016, 8, 12–22. [Google Scholar]
- Jamdar, V.; Kathalewar, M.; Dubey, K.A.; Sabnis, A. Recycling of PET wastes using Electron beam radiations and preparation of polyurethane coatings using recycled material. Prog. Org. Coat. 2017, 107, 54–63. [Google Scholar] [CrossRef]
- Chiu, W.-Y.; Chen, L.-W.; Lee, S.-H. Structural and Mechanical Properties of Polybutadiene-Urethane Elastomer. J. Chin. Chem. Soc. 1987, 34, 63–69. [Google Scholar] [CrossRef]
- Pu, M.; Zhou, X.; Liu, X.; Fang, C.; Wang, D. A facile, alternative and sustainable feedstock for transparent polyurethane elastomers from chemical recycling waste PET in high-efficient way. Waste Manag. 2023, 155, 137–145. [Google Scholar] [CrossRef] [PubMed]
- Maafi, E.M.; Malek, F.; Tighzert, L. Synthesis and characterization of new polyurethane based on polycaprolactone. J. Appl. Polym. Sci. 2010, 115, 3651–3658. [Google Scholar] [CrossRef]
- Maafi, E.M.; Malek, F.; Tighzert, L.; Dony, P. Synthesis of Polyurethane and Characterization of its Composites Based on Alfa Cellulose Fibers. J. Polym. Environ. 2010, 18, 638–646. [Google Scholar] [CrossRef]
- Li, Q.; He, H.; Zhang, C.; Liang, X.; Shen, Y. Research on synthesis of polyurethane based on a new chain extender obtained from waste polyethylene terephthalate. J. Appl. Polym. Sci. 2022, 139, e52402. [Google Scholar] [CrossRef]
- Mendiburu-Valor, E.; Calvo-Correas, T.; Martin, L.; Harismendy, I.; Peña-Rodriguez, C.; Eceiza, A. Synthesis and characterization of sustainable polyurethanes from renewable and recycled feedstocks. J. Clean. Prod. 2023, 400, 136749. [Google Scholar] [CrossRef]
- Mendiburu-Valor, E.; Larraza, I.; Echeverria-Altuna, O.; Harismendy, I.; Peña-Rodriguez, C.; Eceiza, A. Thermoset polyurethanes from biobased and recycled components. J. Polym. Environ. 2023, 31, 4946–4959. [Google Scholar] [CrossRef]
- Li, M.; Luo, J.; Huang, Y.; Li, X.; Yu, T.; Ge, M. Recycling of Waste Poly(ethylene terephthalate) into Flame-Retardant Rigid Polyurethane Foams. J. Appl. Polym. Sci. 2014, 131, 40857. [Google Scholar] [CrossRef]
- Pham, C.T.; Nguyen, B.T.; Nguyen, M.T.; Nguyen, T.H.; Hoang, C.N.; Ngan Nguyen, N.; Lee, P.-C.; Kim, J.; Hoang, D. The advancement of bis(2-hydroxyethyl)terephthalate recovered from post-consumer poly(ethylene terephthalate) bottles compared to commercial polyol for preparation of high performance polyurethane. J. Ind. Eng. Chem. 2021, 93, 196–209. [Google Scholar] [CrossRef]
- Lee, P.S.; Kim, S.-C.; Tikue, E.T.; Jung, S.M. One-Pot Reaction of Waste PET to Flame Retardant Polyurethane Foam, via Deep Eutectic Solvents-Based Conversion Technology. J. Polym. Environ. 2022, 30, 333–343. [Google Scholar] [CrossRef]
- Lee, P.S.; Jung, S.M. Flame retardancy of polyurethane foams prepared from green polyols with flame retardants. J. Appl. Polym. Sci. 2022, 139, 52010. [Google Scholar] [CrossRef]
- Bhattacharyya, A.; Mukhopadhyay, P.; Kundu, P.P. Synthesis of a novel pH-sensitive polyurethane-alginate blend with poly(ethylene terephthalate) waste for the oral delivery of protein: Article. J. Appl. Polym. Sci. 2014, 131, 40650. [Google Scholar] [CrossRef]
- Bhattacharyya, A.; Mukherjee, D.; Mishra, R.; Kundu, P.P. Preparation of polyurethane–alginate/chitosan core shell nanoparticles for the purpose of oral insulin delivery. Eur. Polym. J. 2017, 92, 294–313. [Google Scholar] [CrossRef]
- Singh, A.; Banerjee, S.L.; Dhiman, V.; Bhadada, S.K.; Sarkar, P.; Khamrai, M.; Kumari, K.; Kundu, P.P. Fabrication of calcium hydroxyapatite incorporated polyurethane-graphene oxide nanocomposite porous scaffolds from poly(ethylene terephthalate) waste: A green route toward bone tissue engineering. Polymer 2020, 195, 122436. [Google Scholar] [CrossRef]
- Kamali, F.; Faghihi, K.; Mirhoseini, F. High antibacterial activity of new eco-friendly and biocompatible polyurethane nanocomposites based on Fe3O4/Ag and starch moieties. Polym. Eng. Sci. 2022, 62, 1444–1462. [Google Scholar] [CrossRef]
- Santra, S.; Ghosh, A.; Mondal, A.; Ali, S.M.; Das, D.; Sarkar, K.; Roy, L.; Molla, M.R. Stabilizing Entropically Driven Self-Assembly of Self-Immolative Polyurethanes in Water: A Strategy for Tunable Encapsulation Stability and Controlled Cargo Release. ACS Appl. Polym. Mater. 2022, 4, 7614–7625. [Google Scholar] [CrossRef]
- Santra, S.; Kolay, S.; Sk, S.; Ghosh, D.; Mishra, A.; Roy, L.; Sarkar, K.; Molla, M.R. Supramolecularly cross-linked nanoassemblies of self-immolative polyurethane from recycled plastic waste: High encapsulation stability and the triggered release of guest molecules. Polym. Chem. 2022, 13, 3294–3303. [Google Scholar] [CrossRef]
- Chung, Y.-C.; Kim, S.H.; Choi, J.W.; Chun, B.C. Characterization of Polyurethane Grafted with Bis(2-hydroxyethyl) Terephthalate. Polym.-Plast. Technol. Eng. 2018, 57, 1474–1484. [Google Scholar] [CrossRef]
- Cevher, D.; Sürdem, S. Polyurethane adhesive based on polyol monomers BHET and BHETA depolymerised from PET waste. Int. J. Adhes. Adhes. 2021, 105, 102799. [Google Scholar] [CrossRef]
- Gayathri, V.; Sheyara, R.T.B.; Devassy, N.; Samanta, D. Investigating the degradation of PET utilizing NHC-based catalysts and effective reuse of the degradation product as an additive with polyurethane adhesive material. J. Appl. Polym. Sci. 2022, 139, e52474. [Google Scholar] [CrossRef]
- He, Q.L.H.; Wang, S.; Shen, Y.; Zhang, C.; Liang, X. Bis(2-hydroxyethyl) terephthalate from depolymerized waste polyester modified graphene as a novel functional crosslinker for electrical and thermal conductive polyurethane composites. Compos. Commun. 2022, 35, 101343. [Google Scholar] [CrossRef]
- Zhang, C.; He, H.; Li, Q.; Liang, X. Synthesis and characterization of flame-retardant polyurethane based on new chain extenders. Polym. Int. 2022, 71, 1193–1200. [Google Scholar] [CrossRef]
- Li, Q.; He, H.; Wang, S.; Zhai, H.; Shen, Y.; Li, A.; Guan, F. Bis(2-hydroxyethyl) Terephthalate-Modified Ti3C2Tx/Graphene Nanohybrids as Three-Dimensional Functional Chain Extenders for Polyurethane Composite Films with Strain-Sensing and Conductive Properties. ACS Appl. Mater. Interfaces 2023, 15, 12403–12413. [Google Scholar] [CrossRef] [PubMed]
- Mariotti, N.; Viada, G.; Galliano, S.; Menozzi, A.; Tammaro, F.; Gianelli, W.; Bonomo, M.; Barolo, C. Increasing circular and bio-based content of a thermosetting polyurethane for encapsulation of optoelectronic devices: A multivariate investigation. J. Clean. Prod. 2023, 408, 137161. [Google Scholar] [CrossRef]
- Kemona, A.; Piotrowska, M. Polyurethane Recycling and Disposal: Methods and Prospects. Polymers 2020, 12, 1752. [Google Scholar] [CrossRef]
- Sarkar, K.; Krishna Meka, S.R.; Bagchi, A.; Krishna, N.S.; Ramachandra, S.G.; Madras, G.; Chatterjee, K. Polyester derived from recycled poly(ethylene terephthalate) waste for regenerative medicine. RSC Adv. 2014, 4, 58805–58815. [Google Scholar] [CrossRef]
- Ramírez-Centeno, S.; Marcos-Fernández, A.; Aparicio-Saguilán, A.; Navarro-Crespo, R.; Báez-García, J.E.; Páramo-Calderón, D.E.; Ramírez-Hernández, A. Modified starch with bis(2-hydroxyethyl) terephthalate: Synthesis, characterization and elaboration of films. J. Polym. Res. 2020, 27, 270. [Google Scholar] [CrossRef]
- Cabrera-Munguia, D.A.; León-Campos, M.I.; Claudio-Rizo, J.A.; Solís-Casados, D.A.; Flores-Guia, T.E.; Cano Salazar, L.F. Potential biomedical application of a new MOF based on a derived PET: Synthesis and characterization. Bull. Mater. Sci. 2021, 44, 245. [Google Scholar] [CrossRef]
- Cabrera-Munguia, D.A.; Claudio-Rizo, J.A.; Becerra-Rodríguez, J.J.; Flores-Guia, T.E.; Rico, J.L.; Vásquez-García, S.R. Enhanced biocompatibility and bactericidal properties of hydrogels based on collagen–polyurethane–aluminium MOFs for biomedical applications. Bull. Mater. Sci. 2023, 46, 100. [Google Scholar] [CrossRef]
- Viante, M.F.; Zanela, T.M.P.; Stoski, A.; Muniz, E.C.; Almeida, C.A.P. Magnetic microspheres composite from poly(ethylene terephthalate) (PET) waste: Synthesis and characterization. J. Clean. Prod. 2018, 198, 979–986. [Google Scholar] [CrossRef]
- Palhano Zanela, T.M.; Latczuk, I.F.; Muniz, E.C.; Almeida, C.A.P. Synthesis of bolaform surfactants from recycled poly(ethylene terephthalate) waste. J. Clean. Prod. 2021, 320, 128762. [Google Scholar] [CrossRef]
- Şimşek, B. Bis-hydroxyethyl terephthalate cementitious composites properties: A comparative study including hydrogen bonding mechanism with the dioctyl terephthalate. Constr. Build. Mater. 2020, 258, 119691. [Google Scholar] [CrossRef]
- Cruz-Aguilar, A.; Herrera-González, A.M.; Vázquez-García, R.A.; Navarro-Rodríguez, D.; Coreño, J. Synthesis of acrylic and allylic bifunctional cross-linking monomers derived from PET waste. IOP Conf. Ser. Mater. Sci. Eng. 2013, 45, 012007. [Google Scholar] [CrossRef]
- Buasri, A.; Ongmali, D.; Sriboonpeng, P.; Prompanut, S.; Loryuenyong, V. Synthesis of PET-PLA copolymer from recycle plastic bottle and study of its applications in the electrochromic devices with graphene conductive ink. Mater. Today Proc. 2018, 5, 11060–11067. [Google Scholar] [CrossRef]
- Goujon, N.; Demarteau, J.; Lopez de Pariza, X.; Casado, N.; Sardon, H.; Mecerreyes, D. Chemical Upcycling of PET Waste towards Terephthalate Redox Nanoparticles for Energy Storage. Sustain. Chem. 2021, 2, 610–621. [Google Scholar] [CrossRef]
- Ranganathan, P.; Chen, Y.-H.; Rwei, S.-P.; Lee, Y.-H. Biomass upcycling of waste rPET to higher-value new-easy-recyclable microcellular thermoplastic (co)polyamide foams and hot-melt adhesives. Mater. Today Chem. 2022, 26, 101101. [Google Scholar] [CrossRef]
- Mikhaylov, P.A.; Zuev, K.V.; Filatova, M.P.; Strelets, B.K.; Kulichikhin, V.G. Synthesis and Properties of Thermotropic Copolyesters Based on Poly(ethylene terephthalate) and 4′-Acetoxy-4-biphenyl-carboxylic Acid. Polymers 2021, 13, 1720. [Google Scholar] [CrossRef]
Figure 1.
Chemical recycling solvolysis achieves a wide array of products depending on the solvent system. Reprinted with permission from [4].
Figure 1.
Chemical recycling solvolysis achieves a wide array of products depending on the solvent system. Reprinted with permission from [4].

Scheme 1.
The glycolysis process of PET using ethylene glycol yields bis(2-hydroxyethyl) terephthalate.
Scheme 1.
The glycolysis process of PET using ethylene glycol yields bis(2-hydroxyethyl) terephthalate.

Figure 2.
The purity of BHET affected the (a) melting temperature and (b) tensile strain of rPET. Mechanically recycled rPET (MR-PET) had lower tensile strain than chemically recycled rPET with lower purification (CR-PET-P), greater purification (CR-PET-F), and virgin PET. Adapted from [100].
Figure 2.
The purity of BHET affected the (a) melting temperature and (b) tensile strain of rPET. Mechanically recycled rPET (MR-PET) had lower tensile strain than chemically recycled rPET with lower purification (CR-PET-P), greater purification (CR-PET-F), and virgin PET. Adapted from [100].
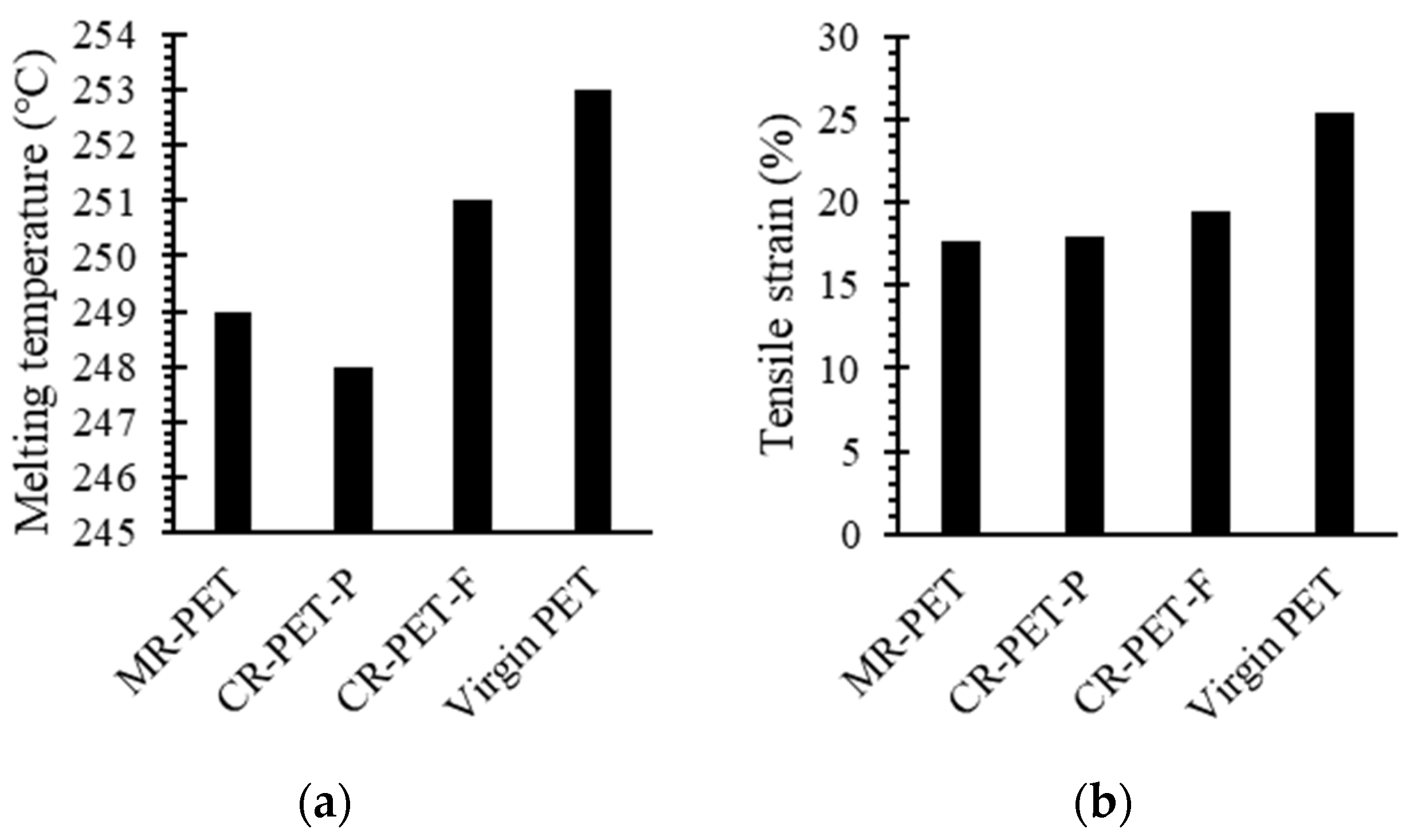
Figure 3.
Higher polyesterification temperatures and longer times achieved higher molecular weight polymers. Reprinted with permission from [107].
Figure 3.
Higher polyesterification temperatures and longer times achieved higher molecular weight polymers. Reprinted with permission from [107].
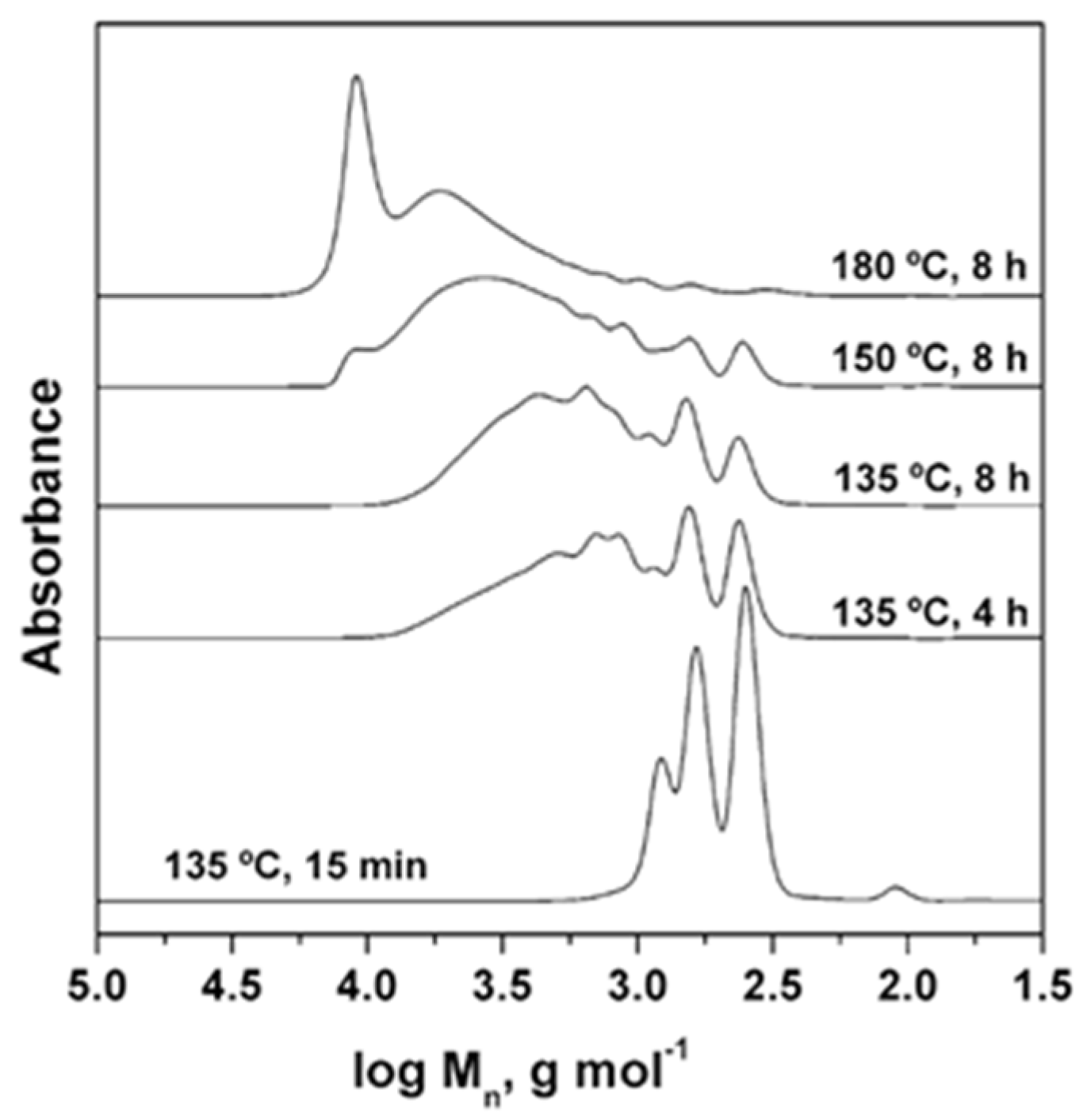
Figure 4.
Applying BHET-based dye on nylon (top) and polyester (bottom) fibers at pH (a) 3.6, (b) 4.0, (c) 4.5 (d) 5.0, (e) 5.5 and (f) 5.8 (left to right). Reprinted with permission from [124].
Figure 4.
Applying BHET-based dye on nylon (top) and polyester (bottom) fibers at pH (a) 3.6, (b) 4.0, (c) 4.5 (d) 5.0, (e) 5.5 and (f) 5.8 (left to right). Reprinted with permission from [124].
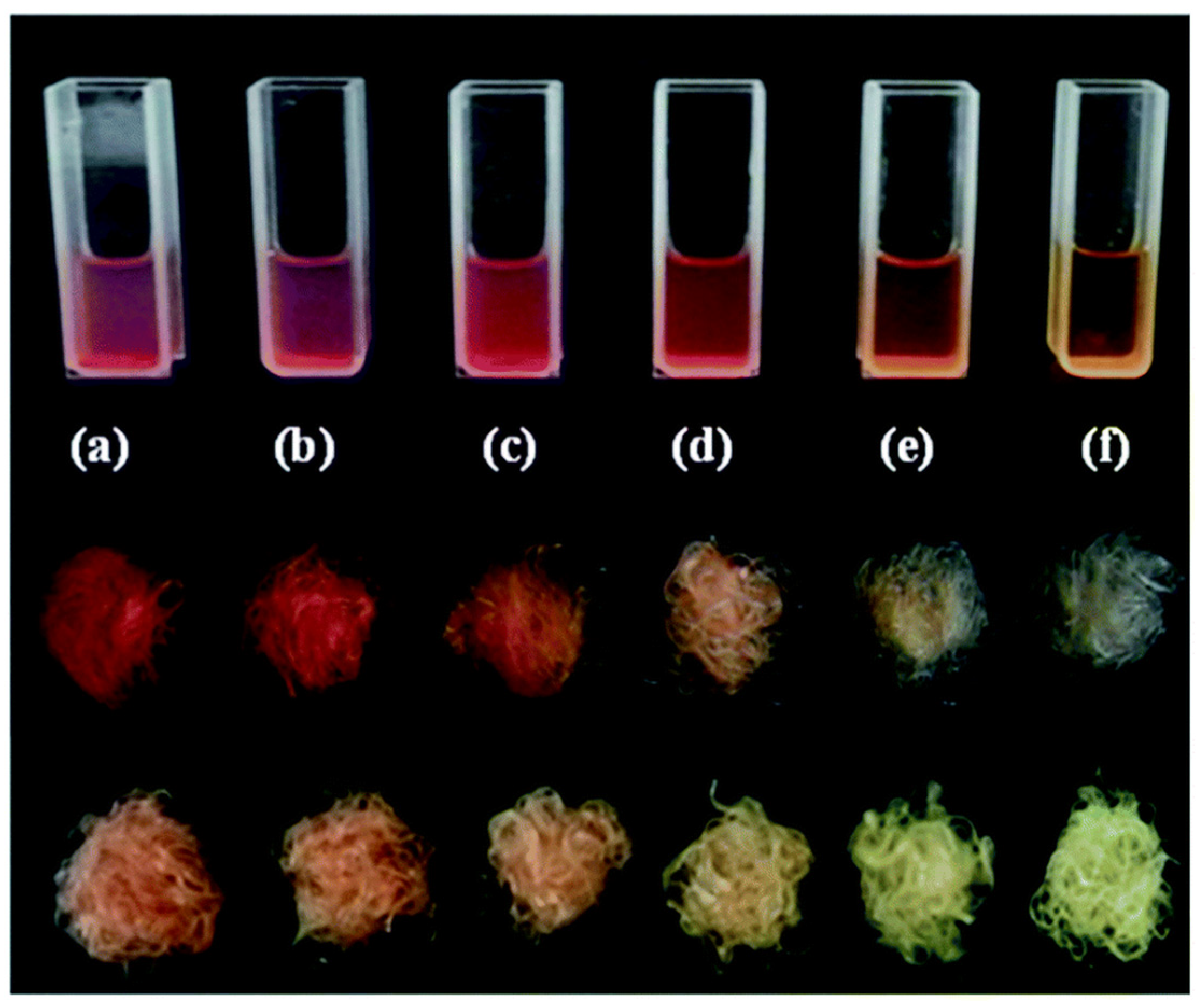
Figure 5.
The reaction time affected the conversion of BHET, with 3 h being the best time to achieve the desired product in the highest yield. Reprinted with permission from [127].
Figure 5.
The reaction time affected the conversion of BHET, with 3 h being the best time to achieve the desired product in the highest yield. Reprinted with permission from [127].

Figure 6.
Potential representative chemical structure of BHET/EC/KOH polymer. Reprinted with permission from [134].
Figure 6.
Potential representative chemical structure of BHET/EC/KOH polymer. Reprinted with permission from [134].
Figure 7.
The reaction mechanism for the crosslinked WPU with BHET. Reprinted with permission from [141].
Figure 7.
The reaction mechanism for the crosslinked WPU with BHET. Reprinted with permission from [141].
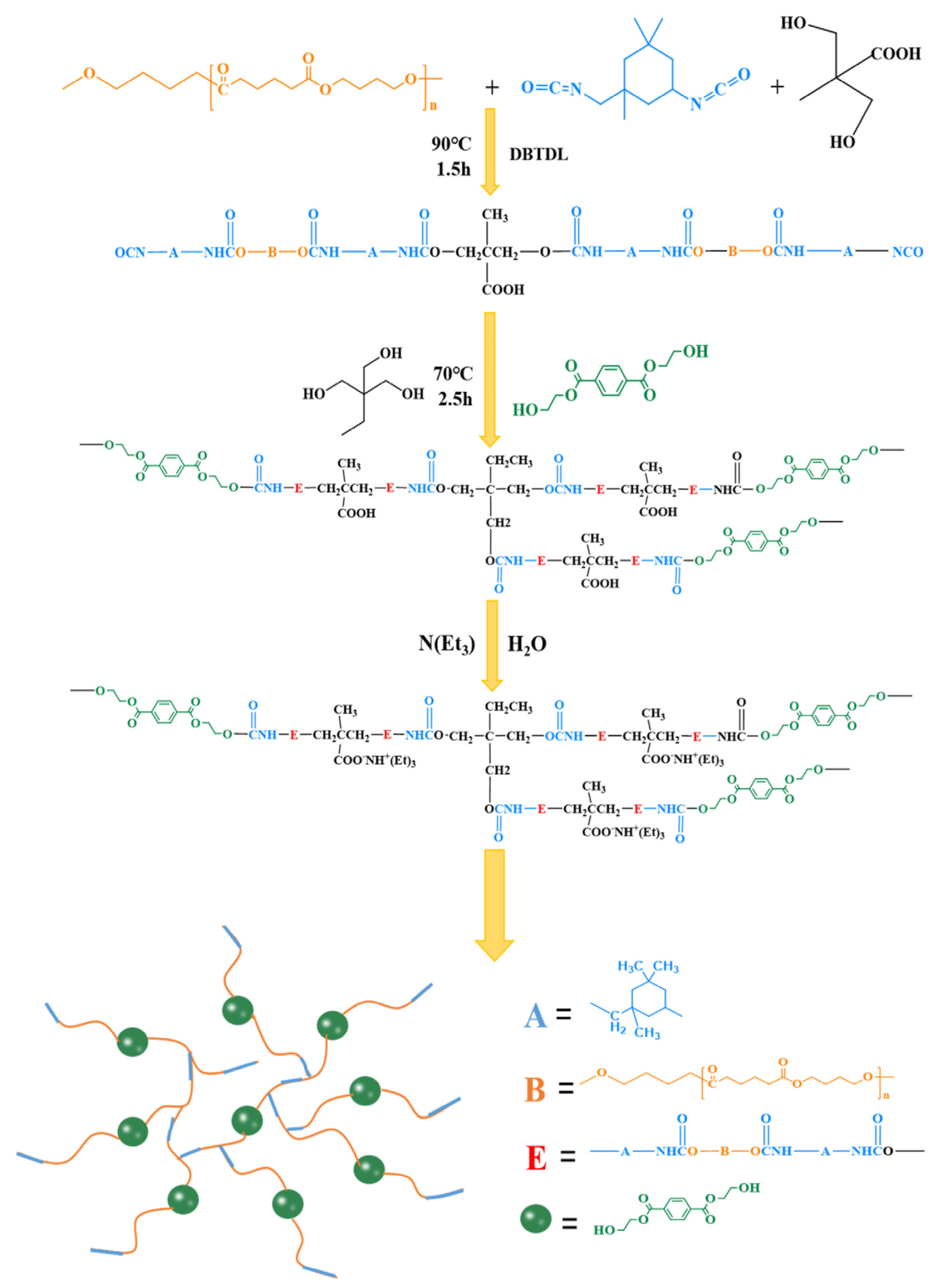
Figure 8.
Foam morphology using an optical microscope. Reprinted with permission from [144].
Figure 8.
Foam morphology using an optical microscope. Reprinted with permission from [144].
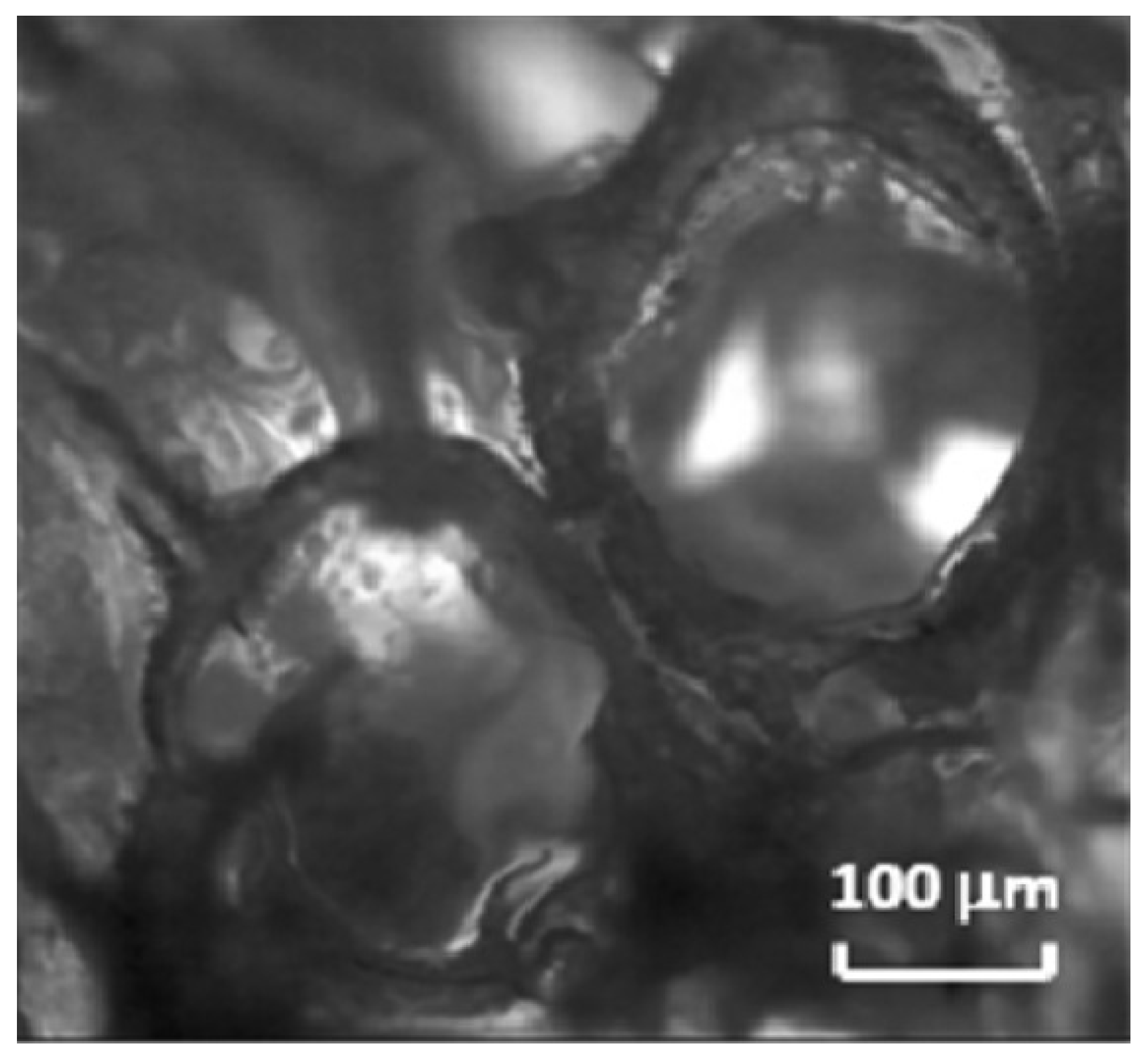
Figure 9.
Higher ratios of PU/alginate led to higher encapsulation efficiency. The asterisk denotes a statistically significant change from the control. Reprinted with permission from [148].
Figure 9.
Higher ratios of PU/alginate led to higher encapsulation efficiency. The asterisk denotes a statistically significant change from the control. Reprinted with permission from [148].
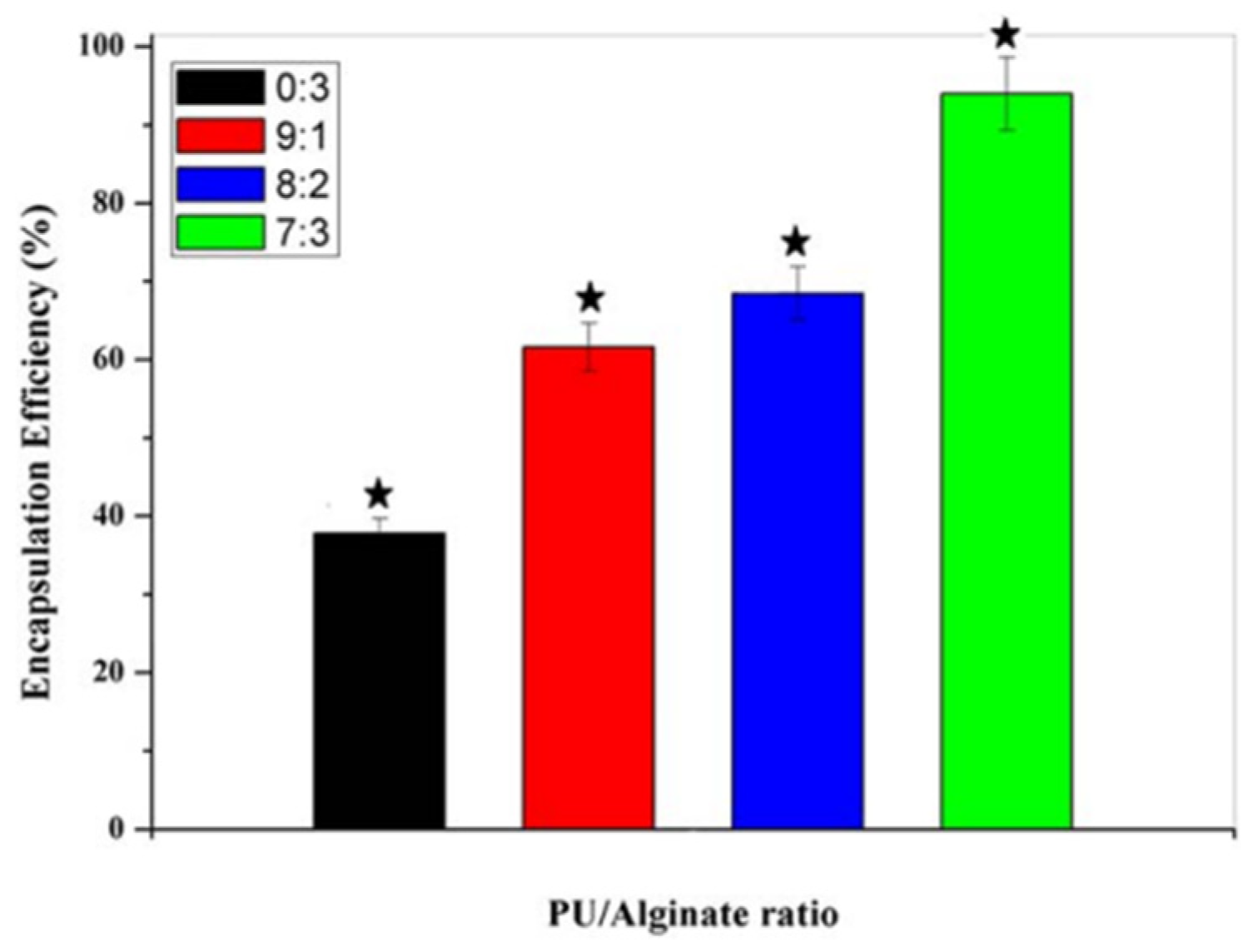
Figure 10.
Synthesis of the PU casted film and porous scaffold. Reprinted with permission from [150].
Figure 10.
Synthesis of the PU casted film and porous scaffold. Reprinted with permission from [150].

Figure 11.
Shape recovery of the BHET PU. Reprinted with permission from [154].
Figure 11.
Shape recovery of the BHET PU. Reprinted with permission from [154].

Figure 12.
Effect of castor oil content on the tensile strength of BHET and BHETA adhesives. Adapted from [155].
Figure 12.
Effect of castor oil content on the tensile strength of BHET and BHETA adhesives. Adapted from [155].

Figure 13.
Cell attachment and proliferation after (a) 1 day, (b) 3 days, and (c) 7 days. Reprinted with permission from [162].
Figure 13.
Cell attachment and proliferation after (a) 1 day, (b) 3 days, and (c) 7 days. Reprinted with permission from [162].
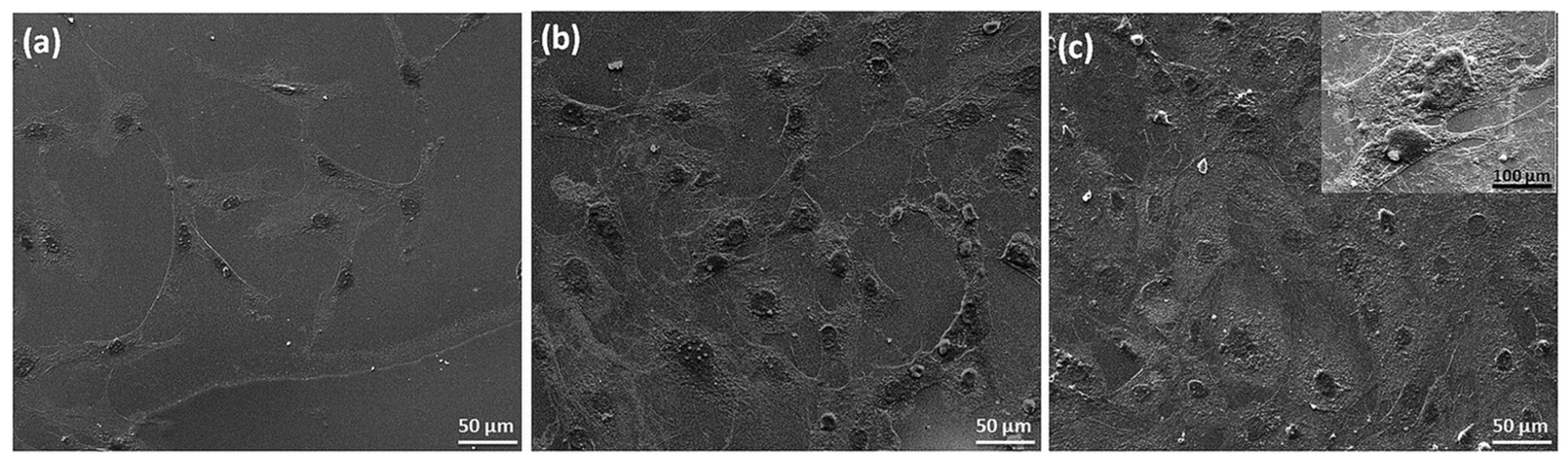
Figure 14.
Synthesis of the (a) MIL53-Al MOF and (b) BHET-Al MOF. Reprinted with permission from [164].
Figure 14.
Synthesis of the (a) MIL53-Al MOF and (b) BHET-Al MOF. Reprinted with permission from [164].
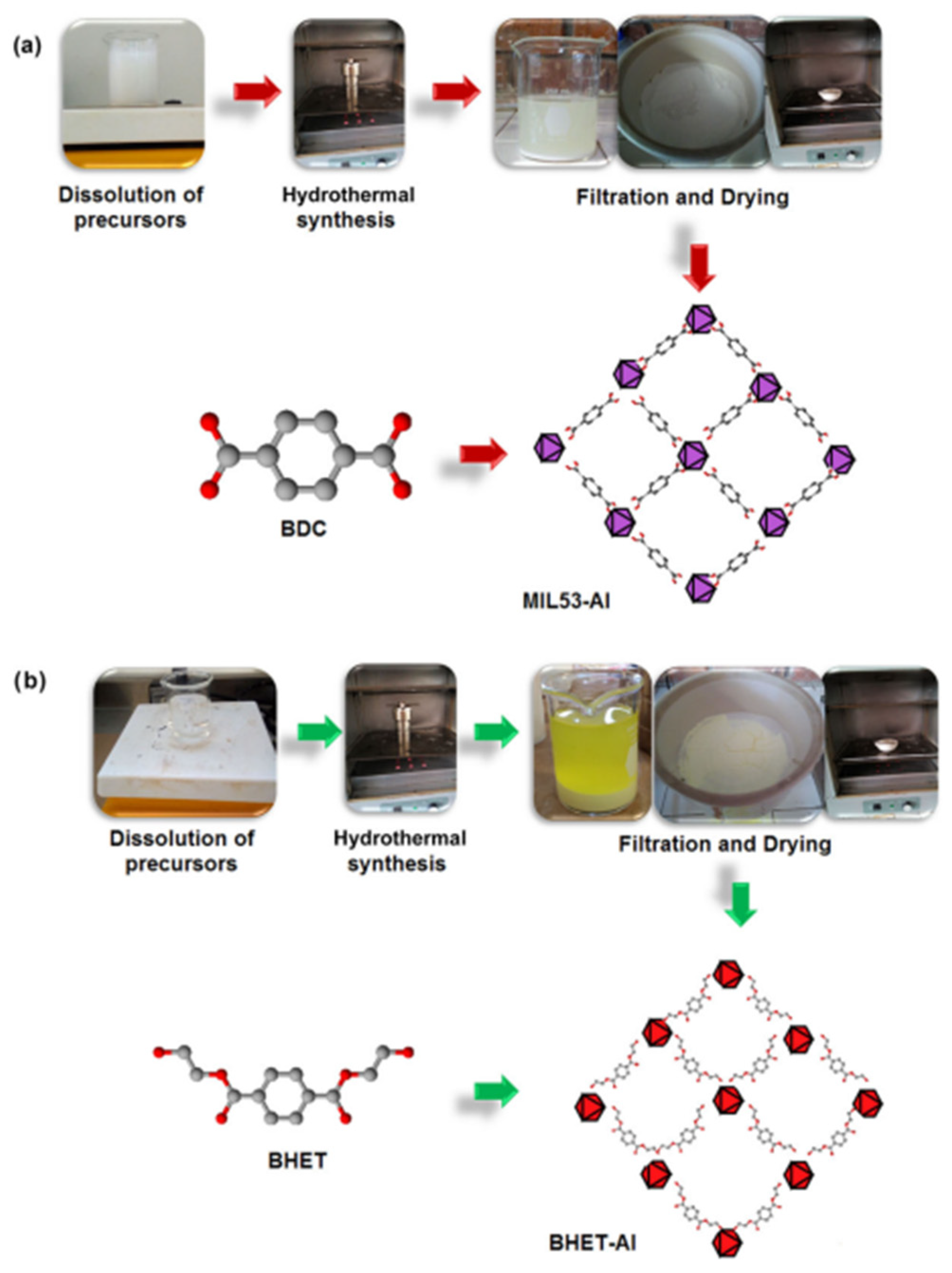
Figure 15.
Reaction of BHET and GMA through (a) reversible transesterification or irreversible epoxide ring-opening at position 1 or 2. (b) via ring-opening reaction of epoxy groups. Reprinted with permission from [166].
Figure 15.
Reaction of BHET and GMA through (a) reversible transesterification or irreversible epoxide ring-opening at position 1 or 2. (b) via ring-opening reaction of epoxy groups. Reprinted with permission from [166].

Figure 16.
Electrochemical device schematic. Reprinted with permission from [170].
Figure 16.
Electrochemical device schematic. Reprinted with permission from [170].
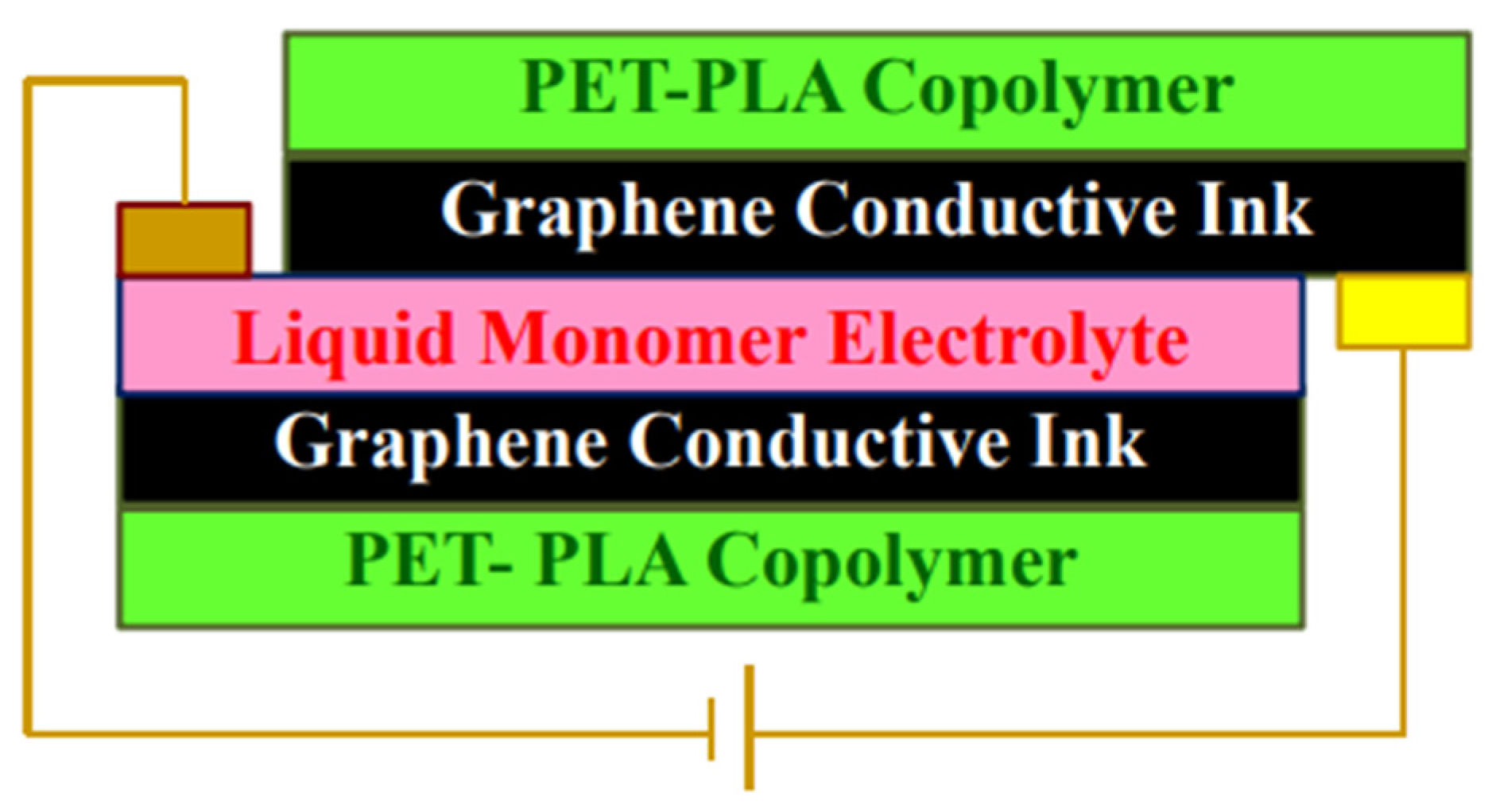
Figure 17.
Schematic of redox-active nanoparticle synthesis. Reprinted with permission from [171].
Figure 17.
Schematic of redox-active nanoparticle synthesis. Reprinted with permission from [171].

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Westover, C.C.; Long, T.E. Envisioning a BHET Economy: Adding Value to PET Waste. Sustain. Chem. 2023, 4, 363-393. https://doi.org/10.3390/suschem4040025
AMA Style
Westover CC, Long TE. Envisioning a BHET Economy: Adding Value to PET Waste. Sustainable Chemistry. 2023; 4(4):363-393. https://doi.org/10.3390/suschem4040025
Chicago/Turabian StyleWestover, Clarissa C., and Timothy E. Long. 2023. "Envisioning a BHET Economy: Adding Value to PET Waste" Sustainable Chemistry 4, no. 4: 363-393. https://doi.org/10.3390/suschem4040025