2.1. Optimization of Culture Conditions by Plackett-Burman Design (PBD)
The importance of the eight variables, namely, peptone (x
1), yeast extract (x
2), beer extract (x
3), glucose (x
4), FePO
4 (x
5), medium volume (x
6), temperature (x
7) and initial pH value (x
8) for macrolactin A production was investigated by PBD. The effects of these components on the response and significant levels are shown in
Table 1 and
Table 2.
According to statistical analysis of the data by the Design Expert software Minitab 16.0 [
22], peptone (x
1), medium volume (x
6) and temperature (x
7) had confidence levels above 95% (
p < 0.05) and were considered to influence macrolactin A production significantly. The others had confidence levels below 95% and hence were deemed insignificant. In addition,
R2 = 0.9889 indicated that 98.89% of the variability in the response could be explained by the model.
Table 1.
The Plackett-Burman design for screening variables in macrolactin A production.
Table 1.
The Plackett-Burman design for screening variables in macrolactin A production.
| Variable | Code | Low level (−) | High level (+) | Coefficient | t-value | p-value |
|---|
| Intercept | | | | 11.696 | 46.10 | 0.000 |
| Peptone (g/L) | x1 | 5 | 10 | 1.328 | 5.17 | 0.014 |
| Yeast extract (g/L) | x2 | 1 | 2 | −0.525 | −2.05 | 0.133 |
| Beer extract (g/L) | x3 | 0 | 1 | −0.872 | −3.05 | 0.056 |
| Glucose (g/L) | x4 | 0 | 10 | 0.592 | 2.31 | 0.104 |
| FePO4 (g/L) | x5 | 0.01 | 0.02 | −0.157 | −0.61 | 0.584 |
| Medium volume (g/L) | x6 | 40% | 60% | 3.068 | 11.95 | 0.001 |
| Temperature (°C) | x7 | 30 | 35 | −2.272 | −8.85 | 0.003 |
| Initial pH value | x8 | 6 | 7 | −0.148 | −0.57 | 0.606 |
Table 2.
The Plackett–Burman design along withmacrolatin A production as response.
Table 2.
The Plackett–Burman design along withmacrolatin A production as response.
| Run | Variable Level | Macrolactin A (mg/L) |
|---|
| x1 | x2 | x3 | x4 | x5 | x6 | x7 | x8 |
|---|
| 1 | −1 | −1 | −1 | 1 | 1 | 1 | −1 | 1 | 17.81 |
| 2 | −1 | 1 | 1 | 1 | −1 | 1 | 1 | −1 | 10.47 |
| 3 | 1 | −1 | 1 | −1 | −1 | −1 | 1 | 1 | 7.35 |
| 4 | −1 | 1 | −1 | −1 | −1 | 1 | 1 | 1 | 11.13 |
| 5 | 1 | −1 | 1 | 1 | −1 | 1 | −1 | −1 | 19.29 |
| 6 | −1 | 1 | 1 | −1 | 1 | −1 | −1 | −1 | 7.79 |
| 7 | 1 | 1 | 1 | -1 | 1 | 1 | −1 | 1 | 16.03 |
| 8 | 1 | 1 | −1 | 1 | −1 | −1 | −1 | 1 | 12.42 |
| 9 | 1 | −1 | −1 | −1 | 1 | 1 | 1 | −1 | 13.87 |
| 10 | −1 | −1 | −1 | −1 | −1 | −1 | −1 | −1 | 10.46 |
| 11 | −1 | −1 | 1 | 1 | 1 | −1 | 1 | 1 | 4.56 |
| 12 | 1 | 1 | −1 | 1 | 1 | −1 | 1 | −1 | 9.19 |
PBD results also indicated that the effect of peptone (x1) and medium volume (x6) were positive, while temperature (x7) exhibited a negative effect on macrolactin A production. Therefore, these three variables were selected for further optimization.
2.2. Optimization by Response Surface Methodology
RSM using Box-Behnken design (BBD) was employed to determine the optimal levels of the three selected variables. The respective levels with the coded levels for the factors are listed in
Table 3. The concentrations of the other factors were set at zero level as shown in
Table 1. Experimental design and results are shown in
Table 4.
Table 3.
The level of variables for the Box-Behnken design.
Table 3.
The level of variables for the Box-Behnken design.
| Variables | Code | Level |
|---|
| −1 | 0 | 1 |
|---|
| Peptone (g/L) | x1 | 5 | 10 | 15 |
| Medium volume (mL) | x6 | 40% | 60% | 80% |
| Temperature (°C) | x7 | 25 | 30 | 35 |
Table 4.
Box-Behnken design along with macrolatin A production as response.
Table 4.
Box-Behnken design along with macrolatin A production as response.
| Run | Variable Level | Macrolactin A (mg/L) |
|---|
| x1 | x6 | x7 |
|---|
| 1 | 0 | 0 | 0 | 19.08 |
| 2 | 0 | −1 | 1 | 6.35 |
| 3 | 0 | 1 | 1 | 6.69 |
| 4 | −1 | 1 | 0 | 11.70 |
| 5 | 1 | 0 | 1 | 12.56 |
| 6 | 0 | −1 | −1 | 6.70 |
| 7 | 1 | 0 | −1 | 20.42 |
| 8 | −1 | −1 | 0 | 9.17 |
| 9 | 1 | −1 | 0 | 8.40 |
| 10 | −1 | 0 | 1 | 7.83 |
| 11 | 0 | 0 | 0 | 19.19 |
| 12 | −1 | 0 | −1 | 14.57 |
| 13 | 1 | 1 | 0 | 18.21 |
| 14 | 0 | 0 | 0 | 19.66 |
| 15 | 0 | 1 | −1 | 19.26 |
The relationships between macrolactin A production (
Y) and the tested variables were obtained by application of RSM. By employing multiple regression analysis on the experimental data, the response variable (
Y) and the tested variables can be related by the following second-order polynomial equation:
where
Y was the predicted macrolactin A production, x
1was peptone, x
6 was medium volume, and x
7 was temperature.
The analysis of variance (ANOVA) data for the selected quadratic polynomial model is listed in
Table 5. The high model
F-value (67.52) and low
p-value (<0.05) implied the model was highly significant. The fitness of the model could be examined by the coefficient of determination R
2 [
23], which was calculated to be 0.9918, indicating that 99.18% of the sample variation was attributed to the variables and only less than 1% of the total variance could not be explained by the model. A regression model, having an R
2-value higher than 0.9, was considered as having a very high correlation. Therefore, the present R
2-value reflected a very good fit between the observed and predicted responses, and implied that the model is reliable for macrolactin A production in the present study. The adjusted determination coefficient (R
2adj = 97.72%) was also able to confirm the significance of the model.
Table 5.
Analysis of variance (ANOVA) for the second-order polynomial model.
Table 5.
Analysis of variance (ANOVA) for the second-order polynomial model.
| Source | SS | DF | MS | F-value | p-value |
|---|
| Model | 426.621 | 9 | 47.402 | 67.52 | 0.000 |
| Residual | 3.510 | 5 | 0.702 | | |
| Lack of Fit | 3.320 | 3 | 1.107 | 11.66 | 0.080 |
| Pure Error | 0.190 | 2 | 0.095 | | |
| Cor Total | 430.131 | 14 | | | |
The coefficient estimates of model equation, along with the corresponding
p-values, are presented in
Table 6. The
p-value was employed as a tool to check the significance of each coefficient, which also indicated the interactions between the variables [
24]. The smaller the
p-value, the more significant the corresponding coefficient was. It was observed from
Table 6 that all regression coefficients were highly significant with
p-values less than 0.05 except for the cross-product coefficient of peptone (x
1) and temperature (x
7).
Table 6.
Regression results of the Box-Behnken design.
Table 6.
Regression results of the Box-Behnken design.
| Variables | Parameter estimate | Standard error | t-value | p-value |
|---|
| Intercept | 19.3100 | 0.4837 | 39.919 | 0.000 |
| x1 | 2.0400 | 0.2962 | 6.887 | 0.001 |
| x6 | 3.1550 | 0.2962 | 10.651 | 0.000 |
| x7 | −3.4400 | 0.2962 | −11.613 | 0.000 |
| x1*x1 | −1.6725 | 0.4360 | −3.836 | 0.012 |
| x6*x6 | −5.7675 | 0.4360 | −13.227 | 0.000 |
| x7*x7 | −3.7925 | 0.4360 | −8.698 | 0.000 |
| x1*x6 | 1.8200 | 0.4189 | 4.334 | 0.007 |
| x1*x7 | −0.2800 | 0.4189 | −0.668 | 0.534 |
| x6*x7 | −3.0550 | 0.4189 | −7.292 | 0.001 |
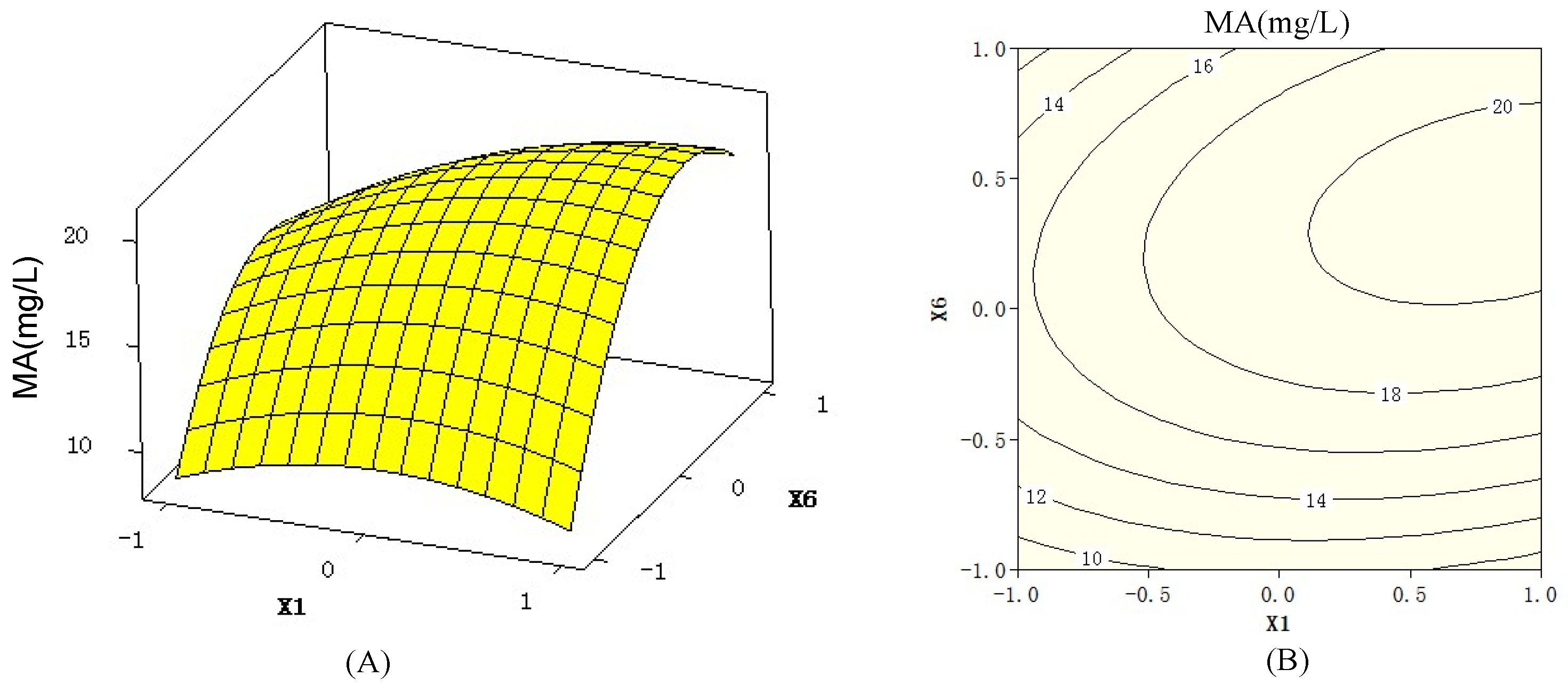
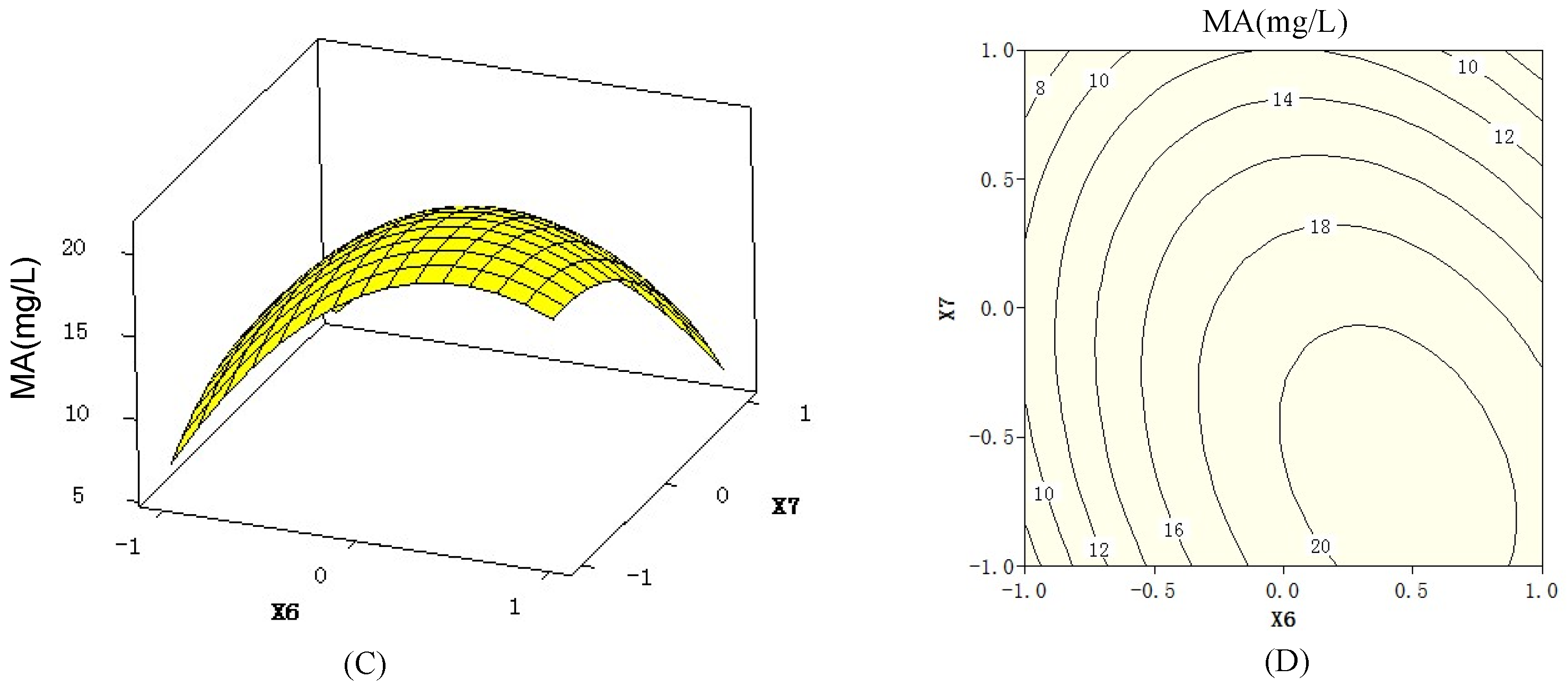
The 3D response surfaces and 2D contour plots (
Figure 2 and
Figure 3) generated by Minitab 16.0 are the graphical representations of the regression equation. They can visualize the relationship between the response and each variable, and the interactions between two tested variables. The 3D response surfaces and their respective 2D contours can also locate the optimum ranges of the variables for the maximum of the response. The maximum predicted response was indicated by the surface confined in the smallest ellipse in the contour diagram. An elliptical contour would be obtained when there was an obvious interaction between two independent variables [
25].
Figure 2.
3D response surfaces (A) and 2D contour plots (B) showing the effects of peptone (x1), medium volume (x6), and their mutual interaction on macrolactin A (MA) production, when temperature (x7) was maintained at 30 °C.
Figure 2.
3D response surfaces (A) and 2D contour plots (B) showing the effects of peptone (x1), medium volume (x6), and their mutual interaction on macrolactin A (MA) production, when temperature (x7) was maintained at 30 °C.
Figure 3.
3D response surfaces (C) and 2D contour plots (D) showing the effects of medium volume (x6), temperature (x7),and their mutual interaction on macrolactin A (MA) production, when peptone (x1) concentration was at 10 g/L.
Figure 3.
3D response surfaces (C) and 2D contour plots (D) showing the effects of medium volume (x6), temperature (x7),and their mutual interaction on macrolactin A (MA) production, when peptone (x1) concentration was at 10 g/L.
2.3. Validation of the Optimized Condition
On the basis of medium optimization, the quadratic model predicted that the maximum production of macrolactin A was 22.42 mg/L, when the x
1 code level was 0.95, x
6 code level was 0.62 and that of x
7 was −0.74, which were peptone 14.8 mg/L, medium volume 72.4%, temperature 26.3 °C, respectively. To verify the predicted results, validation experiments were performed in triplicate. Under the optimized condition, the observed experimental average concentration of macrolactin A was 21.63 mg/L, suggesting that experimental and predicted values (22.42 mg/L) were in good agreement, which was also 17% higher than previous highest report of 18.5 mg/L [
26]. Since ESB-2 could rapidly accumulate macrolactin A in only 2 days, while previous reports required more than 5 days, our result is at least three times higher in terms of daily productivity than previous reports. It is worth noting that the increase of macrolactin A production resulted in the decrease of other macrolactins especially macrolactin B, a glucoside of macrolactin A. The results revealed that glycosylation of macrolactin A was inhibited under the optimized fermentation condition.





{kind=link}
{kind=link}
{kind=link}

