Effect of High Pressure Treatment on Poly(lactic acid)/Nano–TiO2 Composite Films

 , ,
, ,  and
and
Abstract
:1. Introduction
2. Results and Discussion
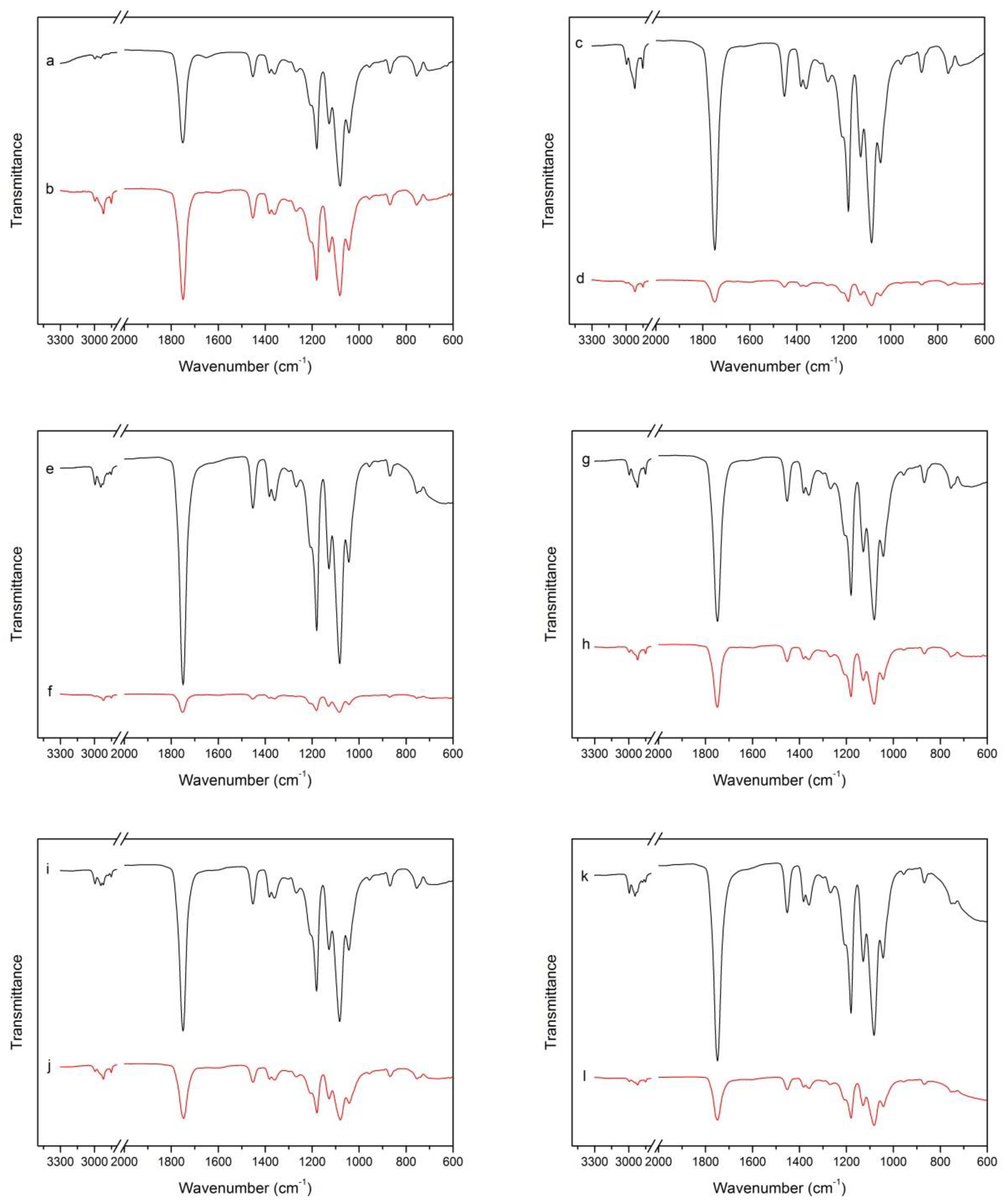
2.1. FTIR
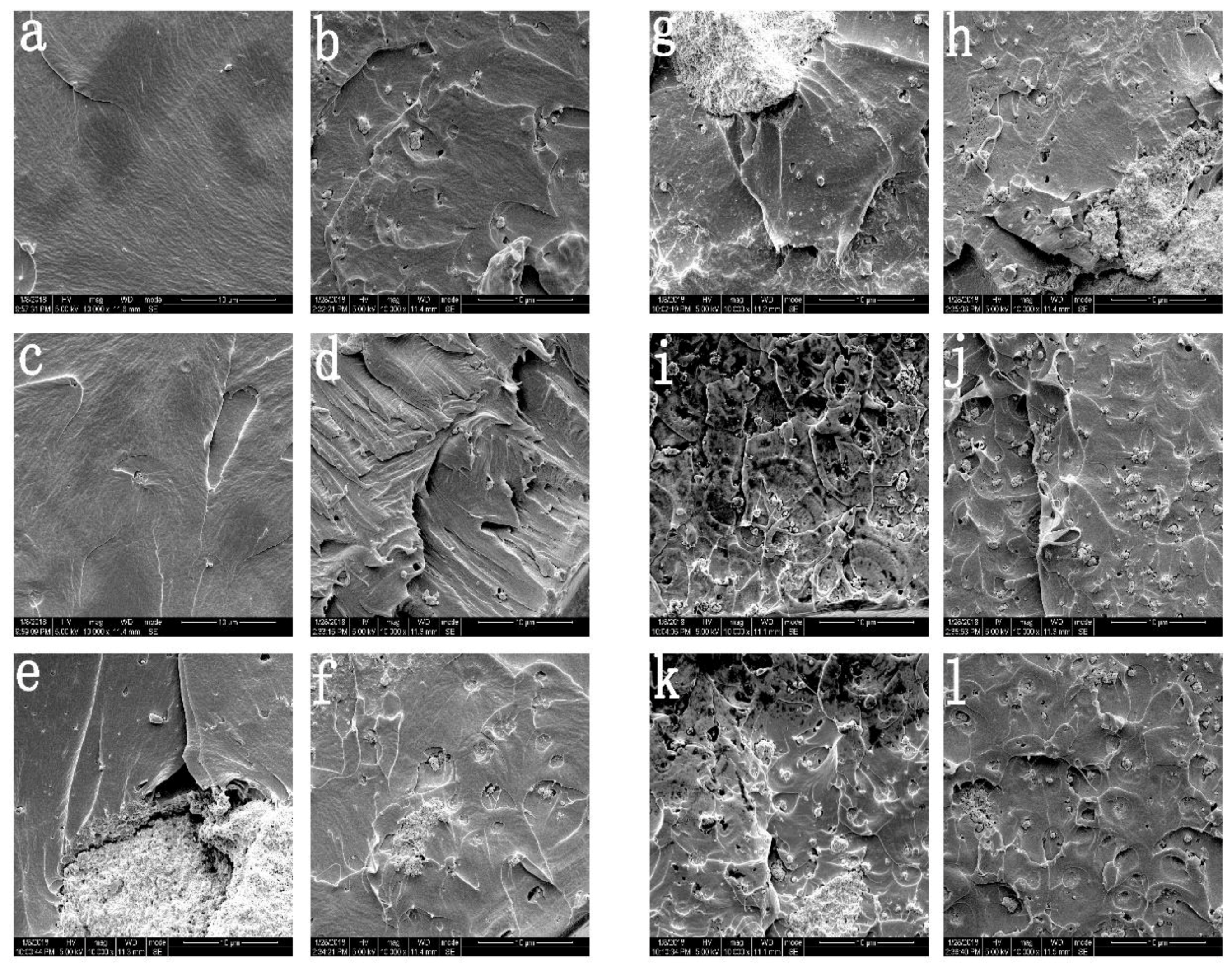
2.2. SEM
2.3. Mechanical Performances
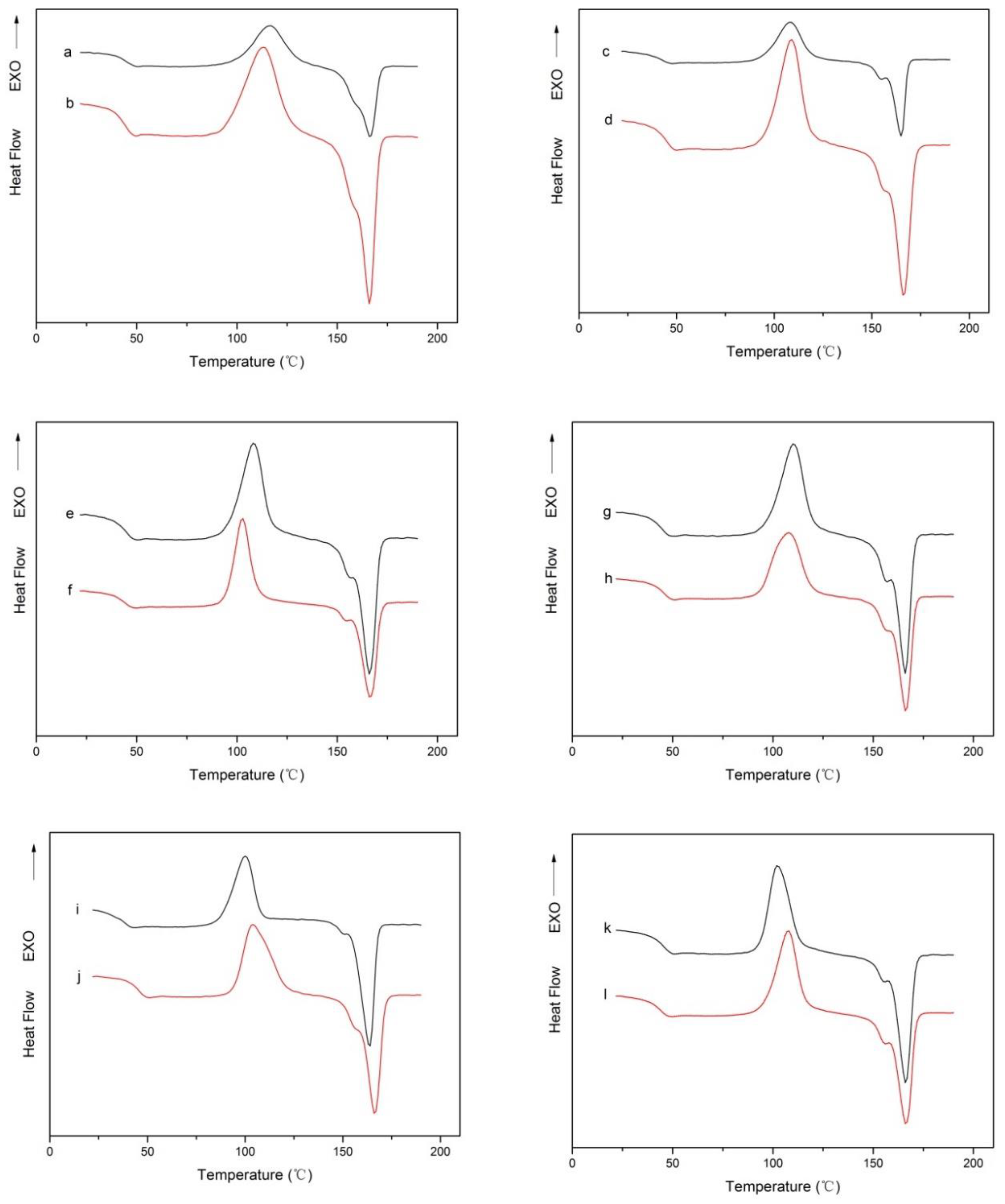
2.4. DSC
2.5. Water Vapor Permeability (WVP)
2.6. Oxygen Transmission Rate (OTR)
3. Materials and Methods
3.1. Materials
3.2. Preparation of Nanocomposites
3.3. Fourier Transform Infrared
3.4. Scanning Electron Microscopy
3.5. Mechanical Performances
3.6. Differential Scanning Calorimetry
3.7. Water Vapor Permeability
3.8. Oxygen Transmission Rate
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Shah, A.A.; Hasan, F.; Hameed, A.; Ahmed, S. Biological degradation of plastics: A comprehensive review. Biotechnol. Adv. 2008, 26, 246–265. [Google Scholar] [CrossRef] [PubMed]
- Matuana, L.M.; Faruk, O.; Diaz, C.A. Cell morphology of extrusion foamed poly(lactic acid) using endothermic chemical foaming agent. Bioresour. Technol. 2009, 100, 5947–5954. [Google Scholar] [CrossRef] [PubMed]
- Piorkowska, E.; Kulinski, Z.; Galeski, A.; Masirek, R. Plasticization of semicrystalline poly(l-lactide) with poly(propylene glycol). Biomacromolecules 2006, 47, 7178–7188. [Google Scholar] [CrossRef]
- Conn, R.E.; Kolstad, J.J.; Borzelleca, J.F.; Dixler, D.S., Jr.; Pariza, M.W. Safety assessment of polylactide (pla) for use as a food-contact polymer. Food Chem. Toxicol. 1995, 33, 273–283. [Google Scholar] [CrossRef]
- Jin, T.; Zhang, H. Biodegradable polylactic acid polymer with nisin for use in antimicrobial food packaging. J. Food Sci. 2008, 73, M127–M134. [Google Scholar] [CrossRef] [PubMed]
- Fortunati, E.; Rinaldi, S.; Peltzer, M.; Bloise, N.; Visai, L.; Armentano, I.; Jiménez, A.; Latterini, L.; Kenny, J.M. Nano-biocomposite films with modified cellulose nanocrystals and synthesized silver nanoparticles. Carbohydr. Polym. 2014, 101, 1122–1133. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jimenez, A.; Armentano, I.; Fortunati, E.; Burgos, N.; Dominici, F.; Luzi, F.; Fiori, S.; Yoon, K.; Ahn, J.; Kang, S. Processing and characterization of plasticized pla/phb blends for biodegradable multiphase systems. Express Polym. Lett. 2015, 9, 583–596. [Google Scholar]
- Navarro-Baena, I.; Arrieta, M.P.; Sonseca, A.; Torre, L.; López, D.; Giménez, E.; Kenny, J.M.; Peponi, L. Biodegradable nanocomposites based on poly(ester-urethane) and nanosized hydroxyapatite: Plastificant and reinforcement effects. Polym. Degrad. Stab. 2015, 121, 171–179. [Google Scholar] [CrossRef] [Green Version]
- Venkatachalam, N.; Palanichamy, M.; Murugesan, V. Sol–gel preparation and characterization of nanosize tio 2: Its photocatalytic performance. Mater. Chem. Phys. 2007, 104, 454–459. [Google Scholar] [CrossRef]
- Venkatachalam, N.; Palanichamy, M.; Murugesan, V. Sol–gel preparation and characterization of alkaline earth metal doped nano tio 2: Efficient photocatalytic degradation of 4-chlorophenol. J. Mol. Cata. A Chem. 2007, 273, 177–185. [Google Scholar] [CrossRef]
- Mofokeng, J.P.; Luyt, A.S. Morphology and thermal degradation studies of melt-mixed poly(hydroxybutyrate-co-valerate) (phbv)/poly(ε-caprolactone) (pcl) biodegradable polymer blend nanocomposites with tio 2 as filler. J. Appl. Polym. Sci. 2015, 50, 3812–3824. [Google Scholar] [CrossRef]
- Xing, Y.; Li, X.; Zhang, L.; Xu, Q.; Che, Z.; Li, W.; Bai, Y.; Li, K. Effect of tio2 nanoparticles on the antibacterial and physical properties of polyethylene-based film. Prog. Org. Coat. 2012, 73, 219–224. [Google Scholar] [CrossRef]
- Bodaghi, H.; Mostofi, Y.; Oromiehie, A.; Zamani, Z.; Ghanbarzadeh, B.; Costa, C.; Conte, A.; Nobile, M.A.D. Evaluation of the photocatalytic antimicrobial effects of a tio 2 nanocomposite food packaging film by invitro and invivo tests. LWT Food Sci. Technol. 2013, 50, 702–706. [Google Scholar] [CrossRef]
- Fairclough, J.P.A.; Conti, M. Influence of ultra–high pressure sterilization on the structure of polymer films. Packag. Technol. Sci. 2009, 22, 303–310. [Google Scholar] [CrossRef]
- Poliseli-Scopel, F.H.; Hernández-Herrero, M.; Guamis, B.; Ferragut, V. Sterilization and aseptic packaging of soymilk treated by ultra high pressure homogenization. Innov. Food Sci. Emerg. Technol. 2014, 22, 81–88. [Google Scholar] [CrossRef]
- Gong, X.; Chang, J.; Li, D.T. Research on the development of ultra high pressure fresh-keeping packaging technology. Appl. Mech. Mater. 2015, 731, 351–354. [Google Scholar] [CrossRef]
- Niu, Y.Q.; Chen, S.S.; Gao, Y.P.; Ma, Z.S. The properties of ultra-high pressure treated chitosan edible films. Adv. Mater. Res. 2012, 573–574, 131–134. [Google Scholar] [CrossRef]
- Junior, O.D.R.A.; Antônio, E.; Mainardes, R.M.; Khalil, N.M. Preparation, physicochemical characterization and antioxidant activity of diphenyl diselenide-loaded poly(lactic acid) nanoparticles. J. Trace Elem. Med. Biol. 2017, 39, 176–185. [Google Scholar] [CrossRef] [PubMed]
- Auras, R.; Harte, B.; Selke, S. An overview of polylactides as packaging materials. Macromol. Biosci. 2004, 4, 835–864. [Google Scholar] [CrossRef] [PubMed]
- Siracusa, V.; Blanco, I.; Romani, S.; Tylewicz, U.; Rocculi, P.; Rosa, M.D. Poly(lactic acid)–modified films for food packaging application: Physical, mechanical, and barrier behavior. J. Appl. Polym. Sci. 2012, 125, E390–E401. [Google Scholar] [CrossRef]
- Garlotta, D. A literature review of poly(lactic acid). J. Polym. Environ. 2001, 9, 63–84. [Google Scholar] [CrossRef]
- Li, W.; Li, L.; Cao, Y.; Lan, T.; Chen, H.; Qin, Y. Effects of pla film incorporated with zno nanoparticle on the quality attributes of fresh-cut apple. Nanomaterials 2017, 7, 207. [Google Scholar] [CrossRef] [PubMed]
- Li, W.; Zhang, C.; Chi, H.; Li, L.; Lan, T.; Han, P.; Chen, H.; Qin, Y. Development of antimicrobial packaging film made from poly(lactic acid) incorporating titanium dioxide and silver nanoparticles. Molecules 2017, 22, 1170. [Google Scholar] [CrossRef] [PubMed]
- Li, W.; Li, L.; Zhang, H.; Yuan, M.; Qin, Y. Evaluation of pla nanocomposite films on physicochemical and microbiological properties of refrigerated cottage cheese. J. Food Process. Preserv. 2018, 42, e13362. [Google Scholar] [CrossRef]
- Molinaro, S.; Cruz-Romero, M.; Sensidoni, A.; Morris, M.; Lagazio, C.; Kerry, J.P. Combination of high-pressure treatment, mild heating and holding time effects as a means of improving the barrier properties of gelatin-based packaging films using response surface modeling. Innov. Food Sci. Emerg. Technol. 2015, 30, 15–23. [Google Scholar] [CrossRef]
- Chi, H.; Xue, J.; Zhang, C.; Chen, H.; Li, L.; Qin, Y. High pressure treatment for improving water vapour barrier properties of poly(lactic acid)/ag nanocomposite films. Polymers 2018, 10, 1011. [Google Scholar] [CrossRef]
- Astm, S.E. Standard Test Methods for Water Vapor Transmission of Materials–ASTM e96-95. 2004. Available online: https://www.google.com.tw/url?sa=t&rct=j&q=&esrc=s&source=web&cd=2&ved=2ahUKEwjOqL_Y3v_dAhXF7GEKHW9oDAoQFjABegQICBAC&url=http%3A%2F%2Fgost-snip.su%2Fdownload%2Fastm_e_96_e_96m_10_standard_test_methods_for_water_vapor_tra&usg=AOvVaw1DKN784nrW3dF4leHpz240, (accessed on 12 October 2018).
- Fu, Z.Q.; Wang, L.J.; Li, D.; Wei, Q.; Adhikari, B. Effects of high-pressure homogenization on the properties of starch-plasticizer dispersions and their films. Carbohydr. Polym. 2011, 86, 202–207. [Google Scholar] [CrossRef]
- Yoo, S.; Kim, S.W.; Ho, C.K. The effect of high pressure processing on the morphology of polyethylene films tested by differential scanning calorimetry and X-ray diffraction and its influence on the permeability of the polymer. J. Appl. Polym. Sci. 2010, 112, 107–113. [Google Scholar] [CrossRef]
- Caner, C.; Hernandez, R.J.; Pascall, M.A.; Riemer, J. The use of mechanical analyses, scanning electron microscopy and ultrasonic imaging to study the effects of high-pressure processing on multilayer films. J. Sci. Food Agric. 2003, 83, 1095–1103. [Google Scholar] [CrossRef]
- Choudalakis, G.A.; Gotsis, A.D. Permeability of polymer/clay nanocomposites. Eur. Polym. J. 2009, 45, 967–984. [Google Scholar] [CrossRef]
- Marra, A.; Silvestre, C.; Duraccio, D.; Cimmino, S. Polylactic acid/zinc oxide biocomposite films for food packaging application. Int. J. Biol. Macromol. 2016, 88, 254–262. [Google Scholar] [CrossRef] [PubMed]
- Díezpascual, A.M.; Díezvicente, A.L. Zno-reinforced poly(3-hydroxybutyrate-co-3-hydroxyvalerate) bionanocomposites with antimicrobial function for food packaging. Acs Appl. Mater. Interfaces 2014, 6, 9822–9834. [Google Scholar] [CrossRef] [PubMed]
- Simões, C.L.; Viana, J.C.; Cunha, A.M. Mechanical properties of poly(ε-caprolactone) and poly(lactic acid) blends. J. Appl. Polym. Sci. 2010, 112, 345–352. [Google Scholar] [CrossRef]
- Luzi, F.; Fortunati, E.; Jimenez, A.; Puglia, D.; Pezzolla, D.; Gigliotti, G.; Kenny, J.M.; Chiralt, A.; Torre, L. Production and characterization of pla_pbs biodegradable blends reinforced with cellulose nanocrystals extracted from hemp fibres. Ind. Crops Prod. 2016, 93, 276–289. [Google Scholar] [CrossRef]
Sample Availability: Samples of the compounds are not available from the authors. |




{kind=link}
{kind=link}
{kind=link}
| AgNPs (wt%) | Pressure (MPa) | TS (MPa) | EM (MPa) | ε (%) |
|---|---|---|---|---|
| 0 | 0 | 30.71 ± 1.18 b | 1265.4 ± 71.3 e | 83.7 ± 5.21 a |
| 0 | 300 | 31.32 ±0.94a,b | 1327.3 ± 82.2 d,e | 79.1 ± 5.86 a,b |
| 1 | 0 | 32.71 ± 1.47 a,b | 1455.5 ± 56.3 c,d,e | 78.2 ± 6.51 a,b |
| 1 | 300 | 33.85 ± 2.41 a,b | 1515.3 ± 96.9 b,c,d,e | 70.6 ± 7.32 a,b,c |
| 5 | 0 | 33.50 ± 1.16 a,b | 1669.9 ± 87.7 a,b,c | 75.9 ± 5.58 a,b,c |
| 5 | 300 | 34.74 ± 1.47 a,b | 1841.5 ± 72.6 a | 67.9 ± 6.59 b,c |
| 10 | 0 | 34.89 ± 1.19 a,b | 1723.5 ± 85.3 a,b,c | 72.1 ± 6.81 a,b,c |
| 10 | 300 | 36.08 ± 1.25 a,b | 1874.2 ± 90.2 a | 64.2 ± 4.62 c |
| 15 | 0 | 33.95 ± 1.75 a,b | 1692.1 ± 102.4 a,b,c | 73.3 ± 5.02 a,b,c |
| 15 | 300 | 36.17 ± 1.96 a | 1783.3 ± 103.3 a,b | 67.8 ± 4.88 b,c |
| 20 | 0 | 32.45 ± 1.42 a,b | 1596.2 ± 96.8 a,b,c,d | 75.2 ± 5.12 a,b,c |
| 20 | 300 | 33.72 ± 1.78 a,b | 1687.1 ± 88.2 a,b,c | 72.1 ± 5.67 a,b,c |
| Samples (wt%) | Pressure (MPa) | Tg (°C) | Tc (°C) | Tm (°C) | Xc (%) |
|---|---|---|---|---|---|
| 0 | 0 | 45.2 | 112.2 | 168.2 | 14.5 |
| 0 | 300 | 45.8 | 108.3 | 172.1 | 18.3 |
| 1 | 0 | 47.8 | 109.5 | 165.1 | 15.3 |
| 1 | 300 | 49.3 | 108.8 | 166.4 | 17.9 |
| 5 | 0 | 48.5 | 116.2 | 168.4 | 15.8 |
| 5 | 300 | 49.8 | 109.6 | 168.3 | 19.2 |
| 10 | 0 | 49.7 | 105.2 | 168.4 | 18.7 |
| 10 | 300 | 48.8 | 102.5 | 168.5 | 22.4 |
| 15 | 0 | 48.7 | 100.1 | 165.6 | 18.1 |
| 15 | 300 | 51.2 | 103.9 | 166.4 | 22.2 |
| 20 | 0 | 50.0 | 101.3 | 166.2 | 17.6 |
| 20 | 300 | 48.8 | 107.1 | 166.6 | 23.6 |
| TiO2 Content % | WVP (g·m)/(m2·s·Pa) | |
|---|---|---|
| Before High Pressure Treatment | After High Pressure Treatment | |
| 0 | 5.28 ± 0.08 b | 4.81 + 0.17 a |
| 1 | 4.86 ± 0.14 b | 3.69 + 0.10 a |
| 5 | 4.22 ± 0.16 b | 3.46 + 0.32 a |
| 10 | 4.78 ± 0.26 b | 4.12 + 0.15 a |
| 15 | 5.13 ± 0.10 b | 4.40 + 0.12 a |
| 20 | 5.33 ± 0.17 b | 4.97 + 0.18 a |
| TiO2 Content % | OTR [(cm3/(24 h × m2)] × (cm/bar) | |
|---|---|---|
| Before High Pressure Treatment | After High Pressure Treatment | |
| 0 | 4.39 ± 0.06 b | 4.02 +0.18 a |
| 1 | 3.82 ± 0.11 b | 3.53 + 0.12 a |
| 5 | 3.27 ± 0.14 b | 2.92 + 0.13 a |
| 10 | 3.56 ± 0.11 b | 3.28 + 0.09 a |
| 15 | 3.99 ± 0.14 b | 3.67 + 0.15 a |
| 20 | 4.30 ± 0.08 b | 3.98 + 0.21 a |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chi, H.; Li, W.; Fan, C.; Zhang, C.; Li, L.; Qin, Y.; Yuan, M. Effect of High Pressure Treatment on Poly(lactic acid)/Nano–TiO2 Composite Films. Molecules 2018, 23, 2621. https://doi.org/10.3390/molecules23102621
Chi H, Li W, Fan C, Zhang C, Li L, Qin Y, Yuan M. Effect of High Pressure Treatment on Poly(lactic acid)/Nano–TiO2 Composite Films. Molecules. 2018; 23(10):2621. https://doi.org/10.3390/molecules23102621
Chicago/Turabian StyleChi, Hai, Wenhui Li, Chunli Fan, Cheng Zhang, Lin Li, Yuyue Qin, and Minglong Yuan. 2018. "Effect of High Pressure Treatment on Poly(lactic acid)/Nano–TiO2 Composite Films" Molecules 23, no. 10: 2621. https://doi.org/10.3390/molecules23102621
APA StyleChi, H., Li, W., Fan, C., Zhang, C., Li, L., Qin, Y., & Yuan, M. (2018). Effect of High Pressure Treatment on Poly(lactic acid)/Nano–TiO2 Composite Films. Molecules, 23(10), 2621. https://doi.org/10.3390/molecules23102621