1. Introduction
Nowadays, mostly mineral and synthetic lubricants are available in the markets of Poland and Europe. In the last few years, about 75% of the world production of base oils were conventional mineral oils, which are obtained from petroleum [
1]. According to the American Petroleum Institute (API) classification, such oils belong to Group I of base oils and are evaluated as products with low biodegradability. Groups II and III consist of unconventional mineral oils, which are obtained from petroleum but have enhanced composition. Their share in the market amounts to 15% of the yearly world production. Polyalphaolefin oils and the other base oils that belong to Groups IV and V constitute the remaining 10% of production [
2]. Due to the necessity to reduce the harmful impact of lubricants on the environment, there has been a growing demand for ecological, biodegradable oils.
Unmodified vegetable oils are used as base oils only for applications with a low thermal load due to their limited thermal and oxidative stability [
3]. Vegetable oils that are used in lubricating products mostly have modified structures, which are obtained through the genetic modification of crops or through chemical transformations [
4,
5]. The chemical modification that has been already described in the literature may be accomplished using processes, such as selective hydrogenation, transesterification, epoxidation, hydroformylation, alkylation, Friedl–Crafts acylation, or metathesis [
6].
Technology improvements that are related to non-toxic components require the use of vegetable oils as a dispersing phase. Such oils have different viscosity classes that can be obtained through modification processes or by mixing vegetable oil with synthetic oils with a high viscosity class [
7]. The modification of vegetable oil for obtaining oils with different viscosity classes has already been achieved and is the subject of our patent applications [
8,
9]. The modification process involves the oxidation of the vegetable oil under certain conditions.
The high temperature used during the process has several positive effects, such as an increase in stability and viscosity of the oil base. However, this high temperature also causes disadvantageous degradation of vegetable oils. Lowering the process temperature is possible with the use of oxidation reaction catalysts, such as
N-hydroxyphthalimide [
10], and the addition of easily removable solvent, which may be the supercritical carbon dioxide (scCO
2).
For the modification of vegetable oils,
N-hydroxyphtalimide (NHPI) was used as a catalyst for oxidation. The catalytic cycle starts with the creation of the phtalimide-
N-oxyl (PINO) radical in the reaction of NHPI with peroxyl radicals [
11]. The derived radical reacts with hydrocarbon, leading to NHPI regeneration (
Figure 1). According to the reports in the literature, NHPI catalytic activity in the modification of vegetable oils has not yet been tested.
ScCO
2 has many advantages as a solvent: it is easily available, cheap, safe for the environment, non-toxic, and inert in the oxidation processes. Furthermore, it excellently blends with oxygen and other gases, has a high diffusion coefficient and low viscosity, and has a high thermal conductivity. Finally, it can be easily separated from the reaction mixture [
12]. The application of scCO
2 enables us to lower the degeneration grade of vegetable oils to unwanted low molecular compounds.
The object of the present research was to obtain vegetable base oils from
Crambe abyssinica (crambe, Abyssinian kale) oil, which is characterized by a high content of erucic acid and natural antioxidants [
13]. Abyssinian oil is more commonly known as Crambe oil, which is a part of the mustard family of plants. The use of non-edible oils in the lubricants industry is very important because of the immense demand for edible oils as a food source. Mainly for this reason, the Abyssinian oil was selected as a raw material for our research. The vegetable oil was modified to obtain a higher viscosity class oil (VG 150) by blending it with synthetic oil and through the process of chemical modification, which was conducted in diversified conditions in accordance with Taguchi’s experiment plan.
The physicochemical and lubricating properties of obtained oils were evaluated. Based on this evaluation, the effect of modification on determining the rheological and lubricating properties was characterized. These oils can be applied as lubricating agents, including their application as lubricating oils (with the enriching additives) or as the dispersive phase of plastic greases [
7].
2. Results and Discussion
2.1. Abyssinian Oil Modification
Within the framework of the research, the modification of vegetable oil from
Crambe abyssinica involved its oxidation in the presence of the catalyst and was carried out in the presence of supercritical carbon dioxide (as a solvent) in a pressure reactor according to the experimental plan (
Table 1 and
Table 2). The research plan was prepared with the use of the Design of Experiments methodology (DOE, see
Section 3.1).
All modified oils after the experiments were tested to determine kinematic viscosity, peroxide number (LN), iodine number (LJ), saponification number (LZ), and acid number (LK).
2.2. Statistical Analysis of Optimization Experiments
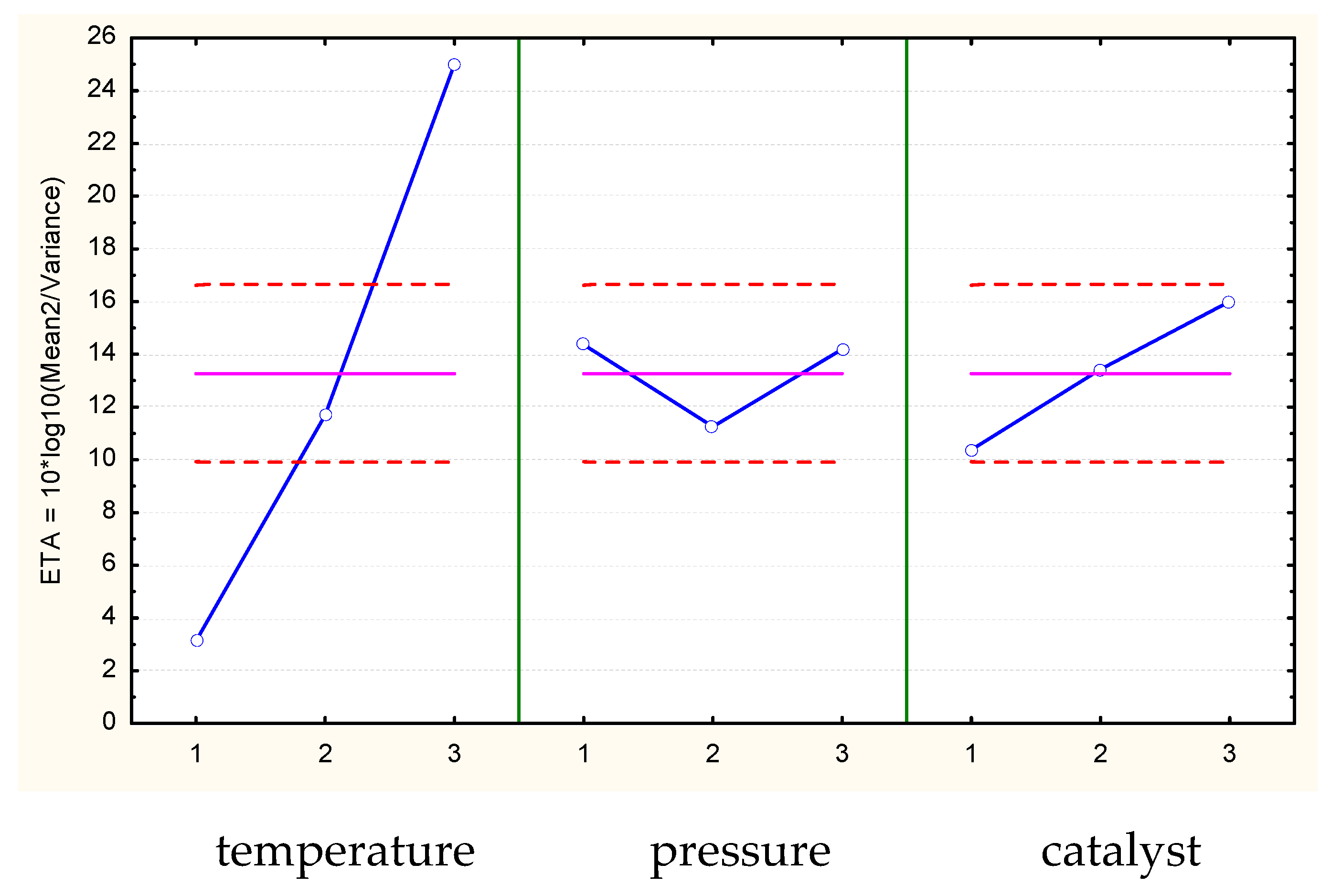
The results of the conducted experiments were analyzed. The Eta function value (meaning the ratio of signal factors to noise factors) for individual values of dependent variables was determined. The maximal values of the Eta function show the best values of process parameters, considering the assumed criteria.
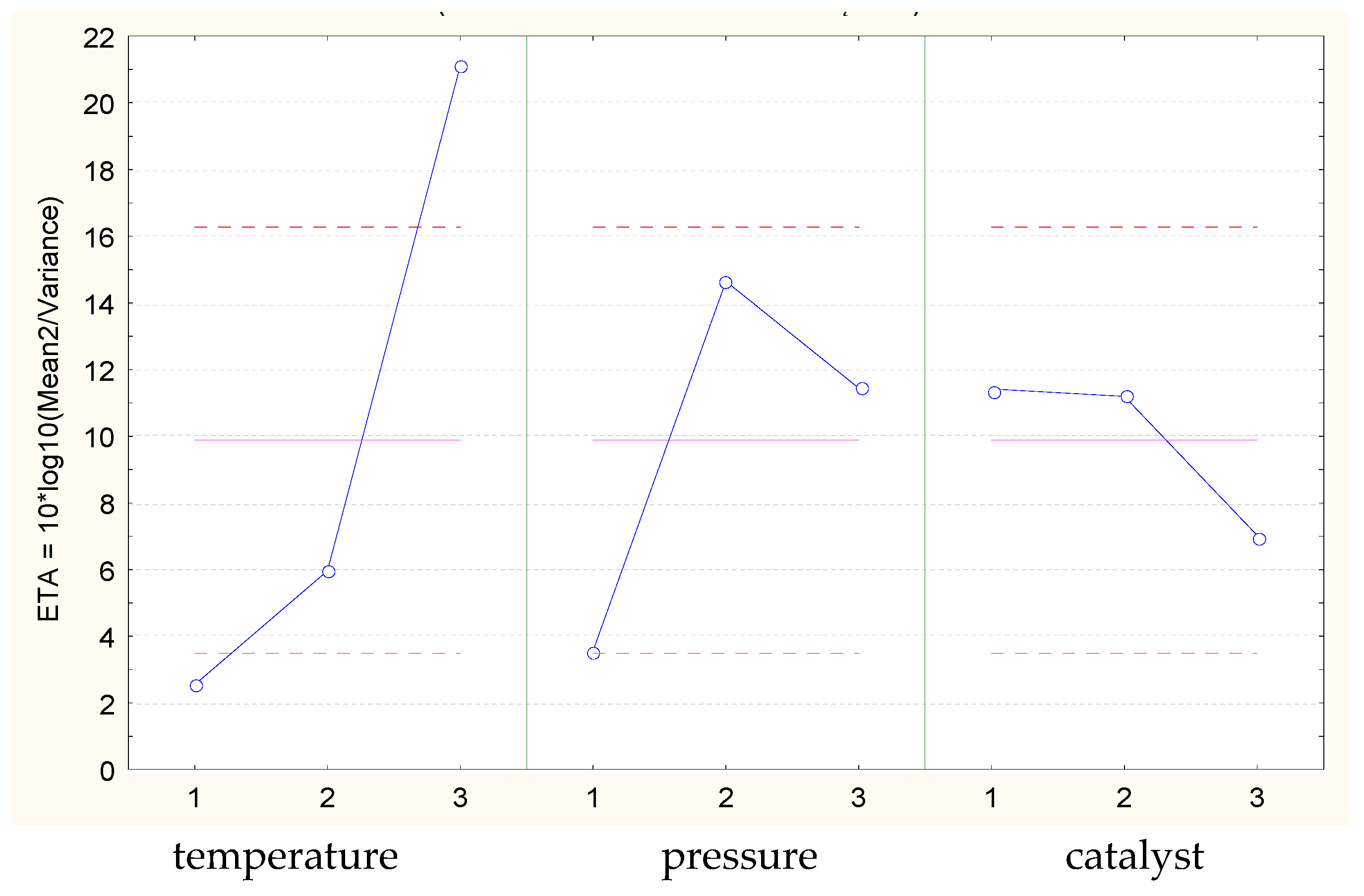
Figure 2 shows the Eta function values for the oil modification processes with use of CO
2, and
Figure 3 shows the values for the processes without CO
2.
In
Table 3, the ANOVA (variation analysis) results of the analyzed oil modification process experiments were presented.
When a catalyst is included in the processes without CO2, the confidence level is significantly lower than the assumed 95% confidence interval. We also did not reach the assumed level of statistical significance in the processes with CO2 pressure parameters, although there was only a small increase above this level.
The shares of the individual parameters in the variance are shown in the table and also shown through the Eta function values in
Figure 2 and
Figure 3. This shows that the process temperature significantly influences the determination of the assumed value of the modified oil viscosity independently of CO
2. The other parameters of the modification process have a smaller influence. However, as the variance analysis implies, even although other parameters have a lower impact than the temperature in the explanation of dependent variable variability, all the process parameters have an impact on obtaining the desired value of oil viscosity. In the case of processes that use CO
2, there is a model error called rest (
Table 3), which represents the unexplained (with use of considered parameters) variation of output quantity that has a lower impact.
2.3. Model Verification
The verification of prognoses was carried out. Due to the statistical analysis of optimization experiments, the optimal parameters for obtaining products with a viscosity class of VG 150 and projected viscosity values were obtained (
Table 4).
The processes of Abyssinian oil oxidation according to obtained parameters were carried out. After this, the acquired A_O
2 and A_CO
2 modified oils were analyzed (
Table 5).
To summarize, the values of projected oil viscosities and experimentally determined values were as follows:
A_CO2 oil (process with the use of solvent): the projected viscosity value was 150.7 ± 14.6 mm2/s. The value obtained in the experiment was 143.4 mm2/s.
A_O2 oil (process without use of solvent): the projected viscosity value was 150.6 ± 13.1 mm2/s. The value obtained in the experiment was 156.9 mm2/s.
Based on the verification tests carried out, the high quality of prognoses was confirmed. The prognosis error, which was specified as the absolute error calculated on the basis of the quotient of the prognosis difference and the experimental value compared with the experimental value, was calculated for the processes without the use of solvent as 5% and for the processes with the use of solvent as 4%.
The values of modified oil viscosity, which were obtained in the process with the parameters that were assumed on the basis of the prognosis ensuring the acquisition of the assumed accuracy class, had satisfactory precision in the range of prognosis tolerance and in the range of viscosity determined by the assumed VG 150 class.
2.4. Properties Evaluation
The characteristics of the rheological properties of the oils obtained as a result of the blending (Abyssinian oil A with synthetic oil S in S/A 1:1.5 ratio and S/A 1:1.7 ratio,
w/
w) and the modification in comparison to the initial oil A are displayed in
Table 6.
Based on the obtained results, we stated that the oils after the modification were characterized by the diversified viscosity–temperature properties.
2.4.1. Characteristics of Lubricating and Rheological Properties
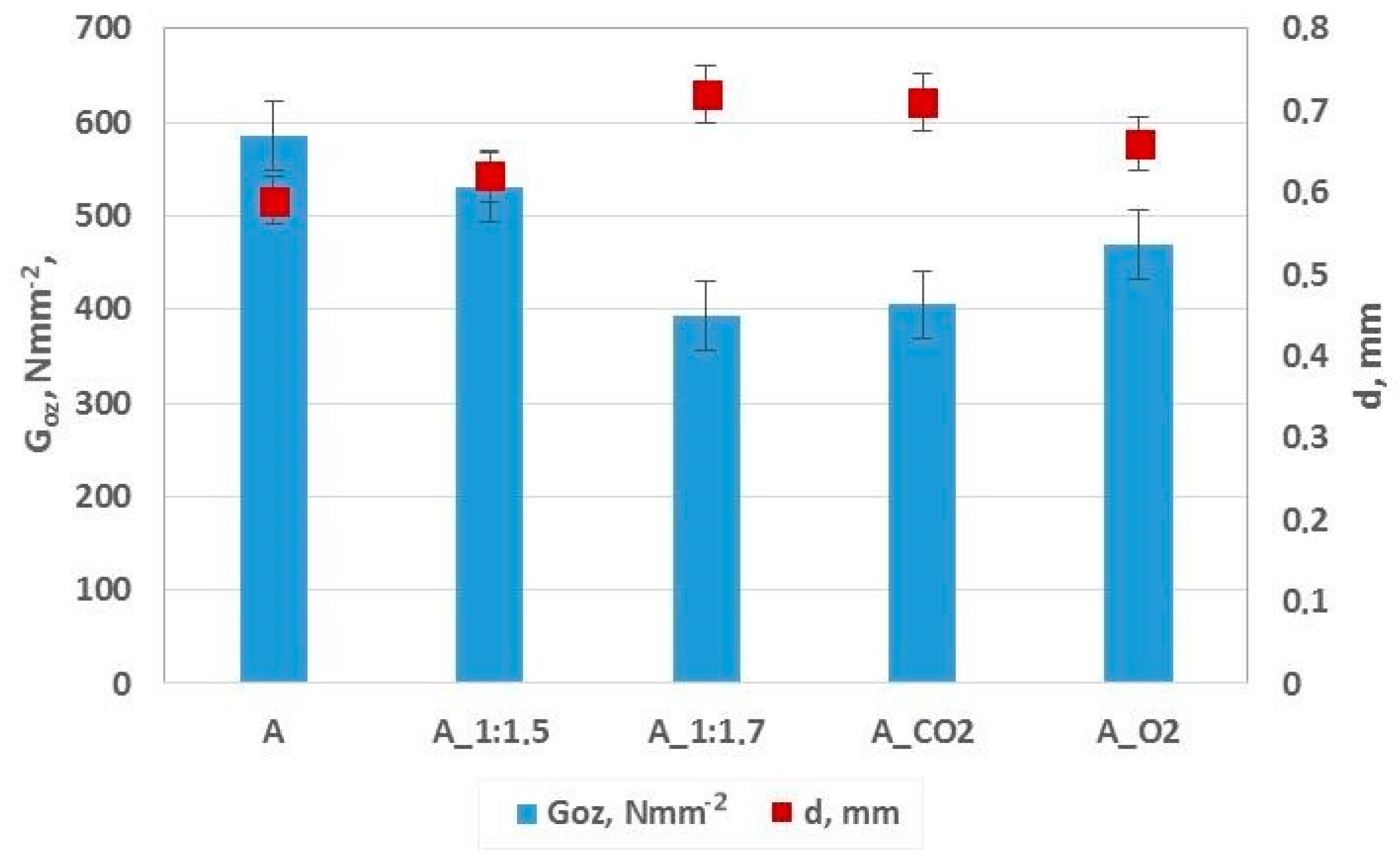
The anti-wear properties of the base oils were determined based on the 1-h test with a node load of 392 N and a spindle rotation of 500 ± 20 turn/min in the temperature of 20 ± 5 °C. After the 1-h wear test, the traces of wear on the surface of the immobile balls were evaluated. The measurements of the diameter of the ball wear traces were conducted with the use of an optical microscope. The size of the wear traces in the directions that are parallel and perpendicular to the direction of friction were measured. G
OZ/40 value was calculated from the correlation, in which the average diameter of the wear trace and load of the friction node was taken into account (
Figure 4).
The oils obtained through modification (A_CO2 and A_O2) were characterized by anti-wear properties that are comparable with the oils of the same viscosity class obtained through the blending with synthetic oil. A_1:1.7 was similar to A_CO2 and A_1:1.5 was similar to A_O2.
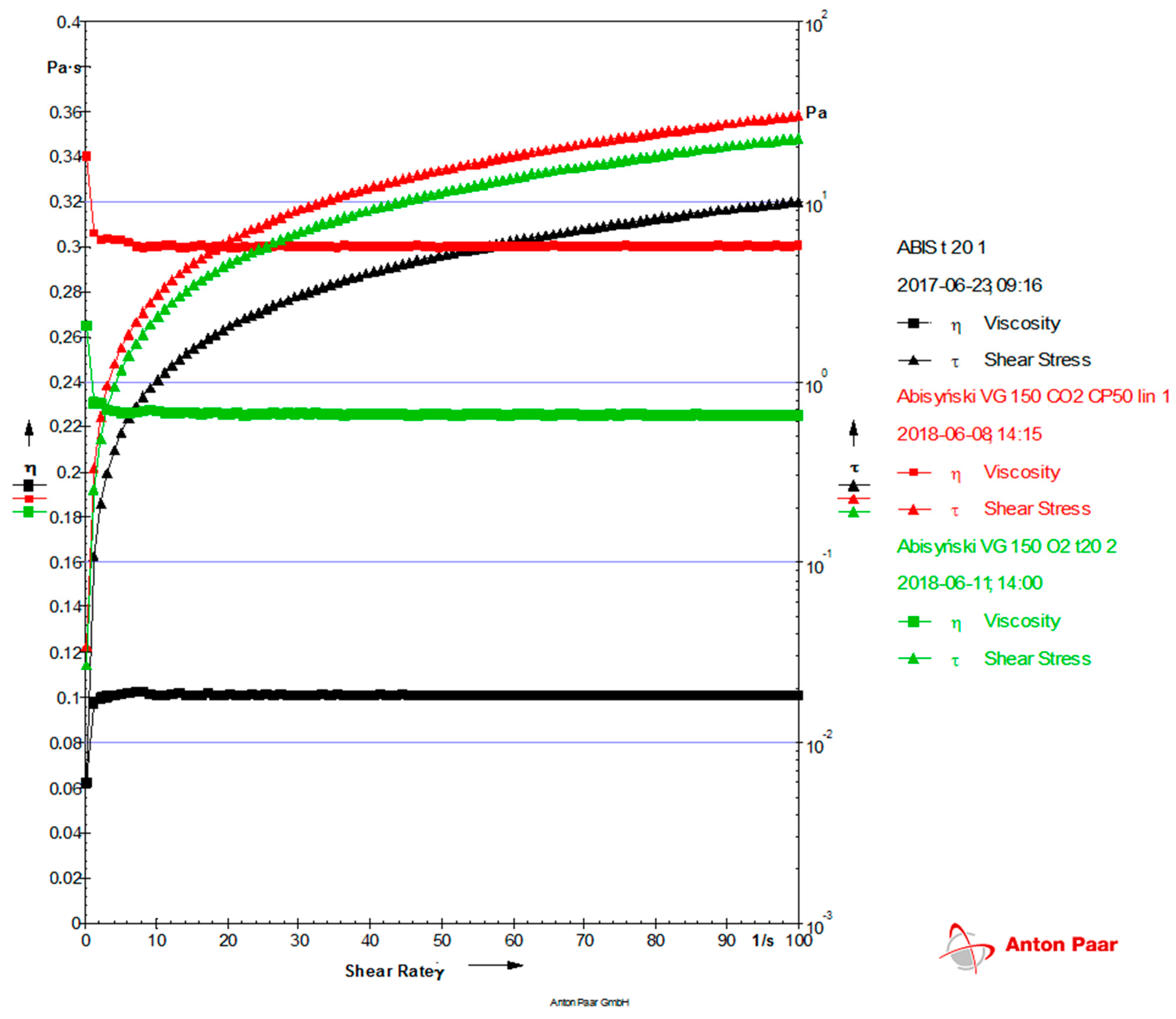
For the determination of the rheological properties of the base oils obtained through modification, a MCR-101 classic rotary rheometer with air bearing was used. The flow and viscosity curves were determined at 20 °C. The measurements were implemented in the range of shear velocity of 0.1–100 s
−1 with a constant temperature. The viscosity and flow curves for A_O
2 and A_CO
2 modified oils were additionally compared with an initial vegetable oil A (
Figure 5). Comparing the properties of the evaluated oils in the range of shear velocity, we found that oil A is characterized by significantly lower viscosity values in comparison with the A_O
2 and A_CO
2 oils.
The flow curves show the dependence of viscosity on shear velocity and are constant in the case of Newtonian fluids for a particular medium in a particular temperature. The viscosity curves are equivalent to the flow curves (
Figure 5).
As a result of the modification, oil bases with a higher viscosity were obtained, which were classified to the VG 150 viscosity class. This is positive considering the planned application, as it is compatible with the project assumptions [
7].
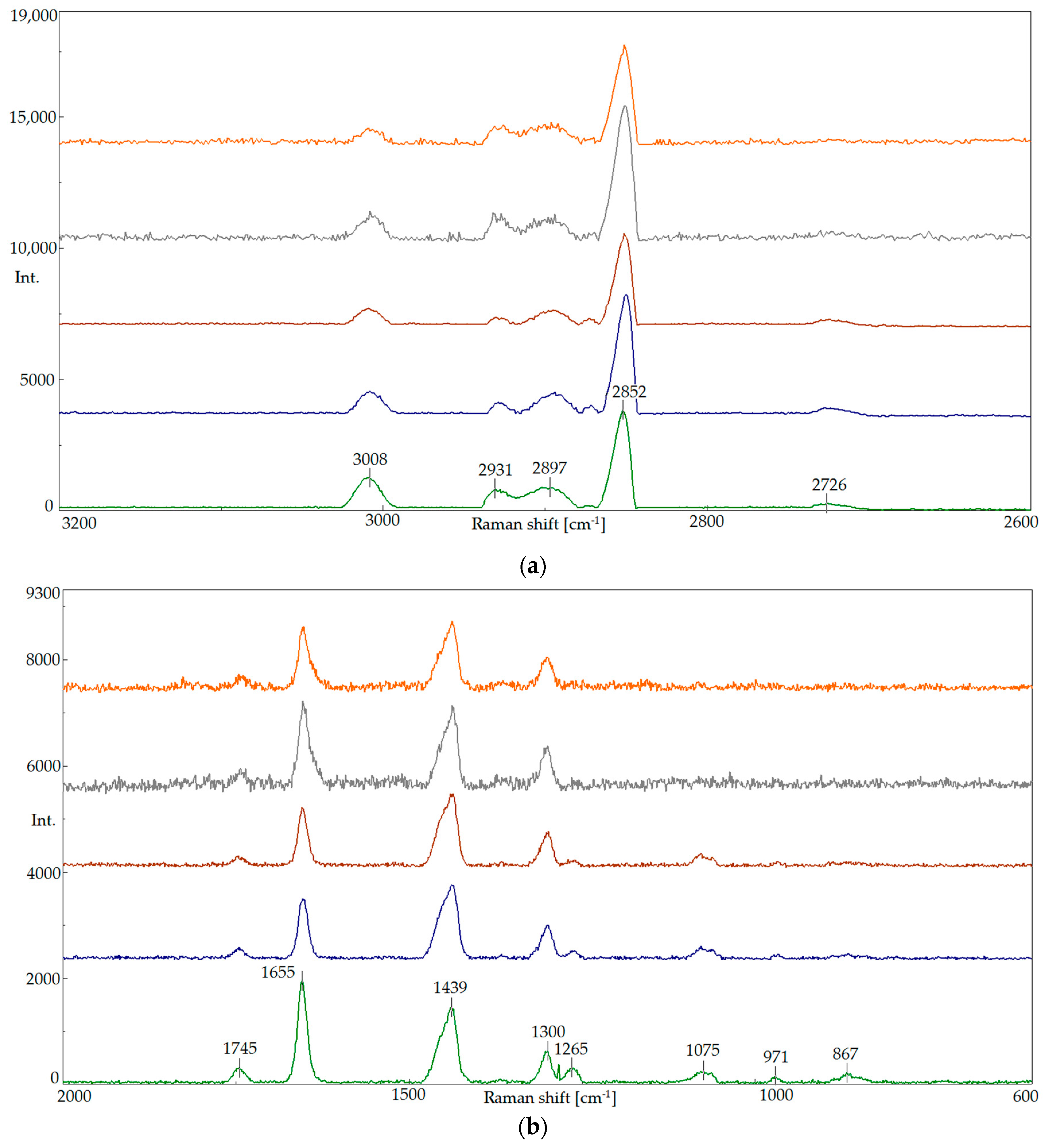
2.4.2. Raman Spectroscopy
The chemical structure of oils was evaluated with the use of Raman spectroscopy, which was applied to identify the changes in the vegetable oil quality that are caused by the modification process. Raman spectroscopy allows us to determine the unsaturated ratio of polyunsaturated fatty acids and the presence of C=C bond trans and cis isomers. For this reason, it was used to evaluate the effect of the modification process on the change in the chemical structure of oils. Spectra were obtained for the initial Abyssinian oil, the oils obtained through blending (A_1:1.5 and A_1:1.7), and oils after the modification process (A_CO
2 and A_O
2) (
Figure 6).
The spectra of A/S oil mixtures had the same bands as the vegetable oil A spectra, but the intensity of those bands was changed. The intensity of the band at 1654 cm−1 band was generally reduced. For the A_1:1.5 mixed oil, there was a growth of the band at 2850 cm−1 that could be observed in the comparison with vegetable oil A. For the A_1:1.7 mixture, the bands at the frequency of 3100–2800 cm−1 shrunk. The unsaturated ratio of fatty acids that was determined on the basis of the I1263/I1300 intensity ratio was lower compared with vegetable oil A, which was the lowest for the A_1:1.7 oil.
In the spectra of oils obtained through modification (A_CO2 and A_O2), we observed that the use of carbon dioxide caused an increase in the intensity of the bands at 2850 and 2931 cm−1 in the A_CO2 spectrum, while there was a decrease in the band intensity at 3008 cm−1. On the other hand, under the influence of oxygen, the intensity of the bands in the A_O2 oil was lowered at 3008 and 1655 cm−1. Furthermore, both processes caused lowering in the unsaturated ratio of fatty acids. In the spectra of the modified oil, the band at 1263 cm−1 almost disappeared. The band at 1670 cm−1 that is typical for undesired trans isomers was not present in the spectra. This information is rather advantageous because it confirms that the modification process does not cause the formation of harmful oxidation products.
4. Conclusions
The method for the preparation of modified vegetable oils is the result of research that will enable the use of the obtained oils as a base in environmentally friendly lubricants.
During the creation of specialized lubricating agents, particular attention was paid to choosing components, taking into consideration both their functional properties and their ecological properties.
The effect of the modification and blending with synthetic oil is a product with different properties compared with the properties of the crude Abyssinian oil. The choice of components and the modification process conditions ensured that during the modification process, high-quality oil bases with complex viscosity–temperature properties and advantageous lubricating properties would be obtained.
In the Raman spectra of the oils, no undesired isomers were detected.

 ,
, 






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}