
Anionic Polymerization Using Flow Microreactors

Abstract
:1. Introduction
2. Characteristic Features of Flow Microreactors
3. Living Anionic Polymerization
3.1. Controlled/living Anionic Polymerization of Vinyl Monomers
3.2. Controlled/living Anionic Polymerization of Styrenes in Polar Solvent Using Flow Microreactor Systems
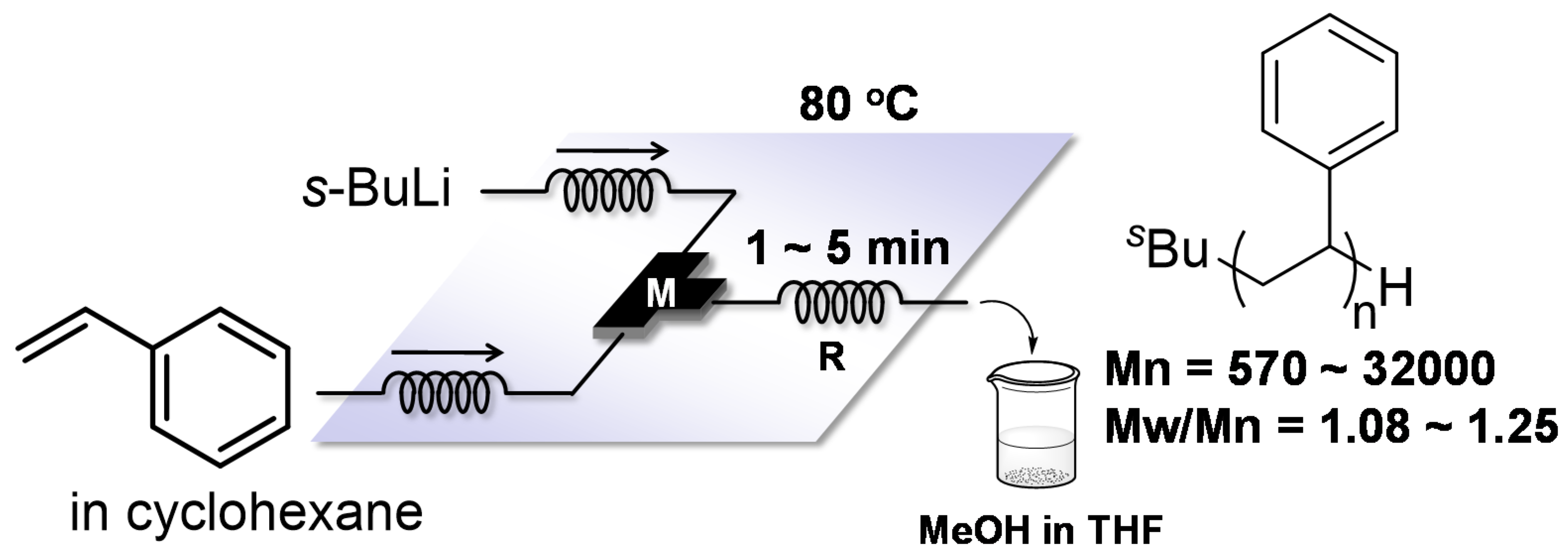
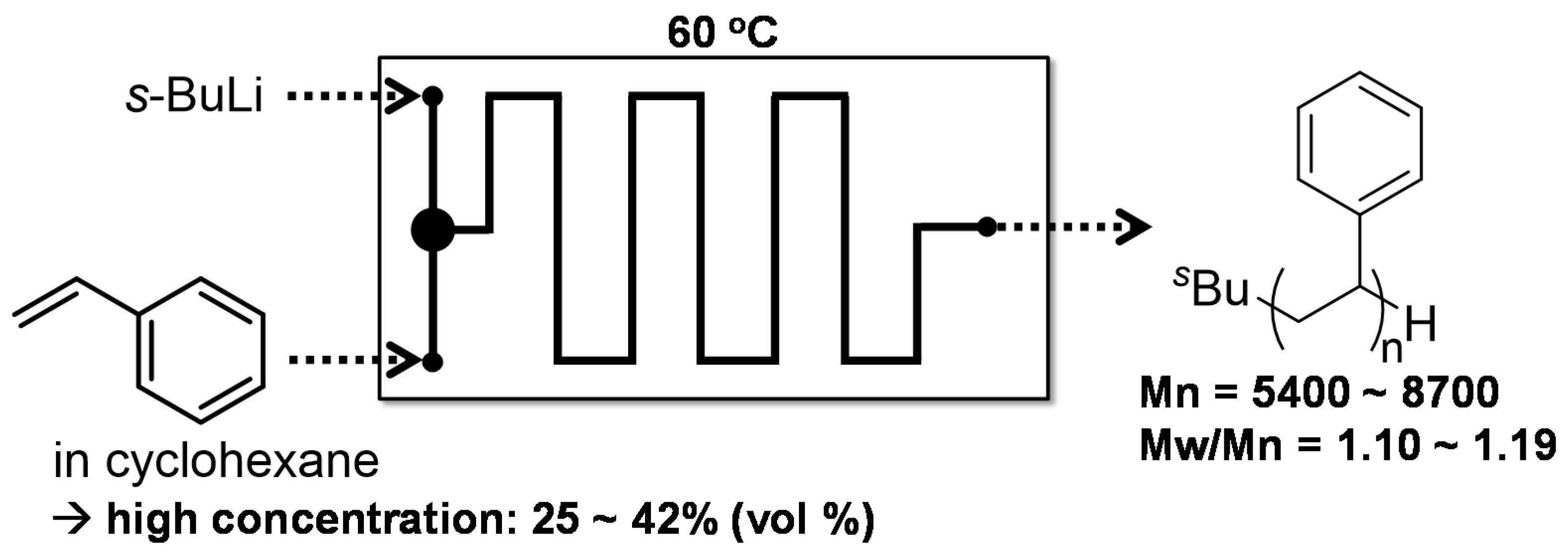
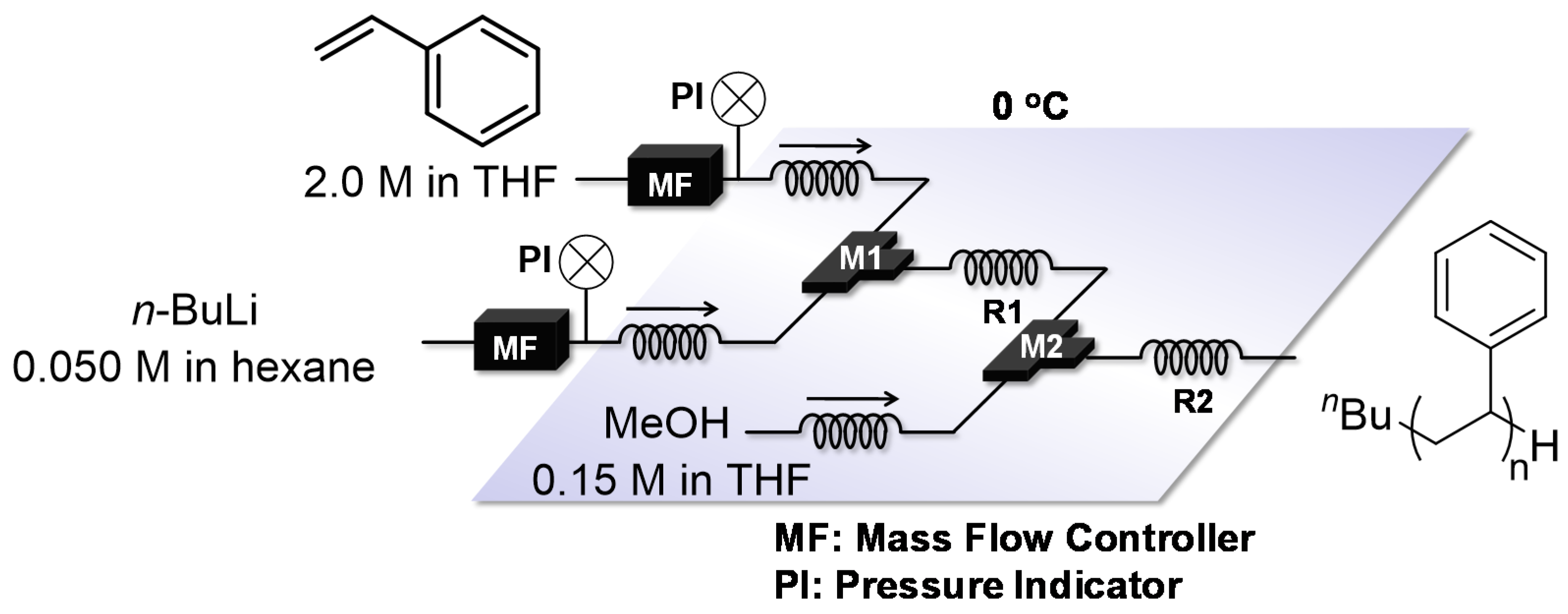
3.3. Controlled/living Anionic Polymerization of Styrenes in Nonpolar Solvent Using Flow Microreactor Systems
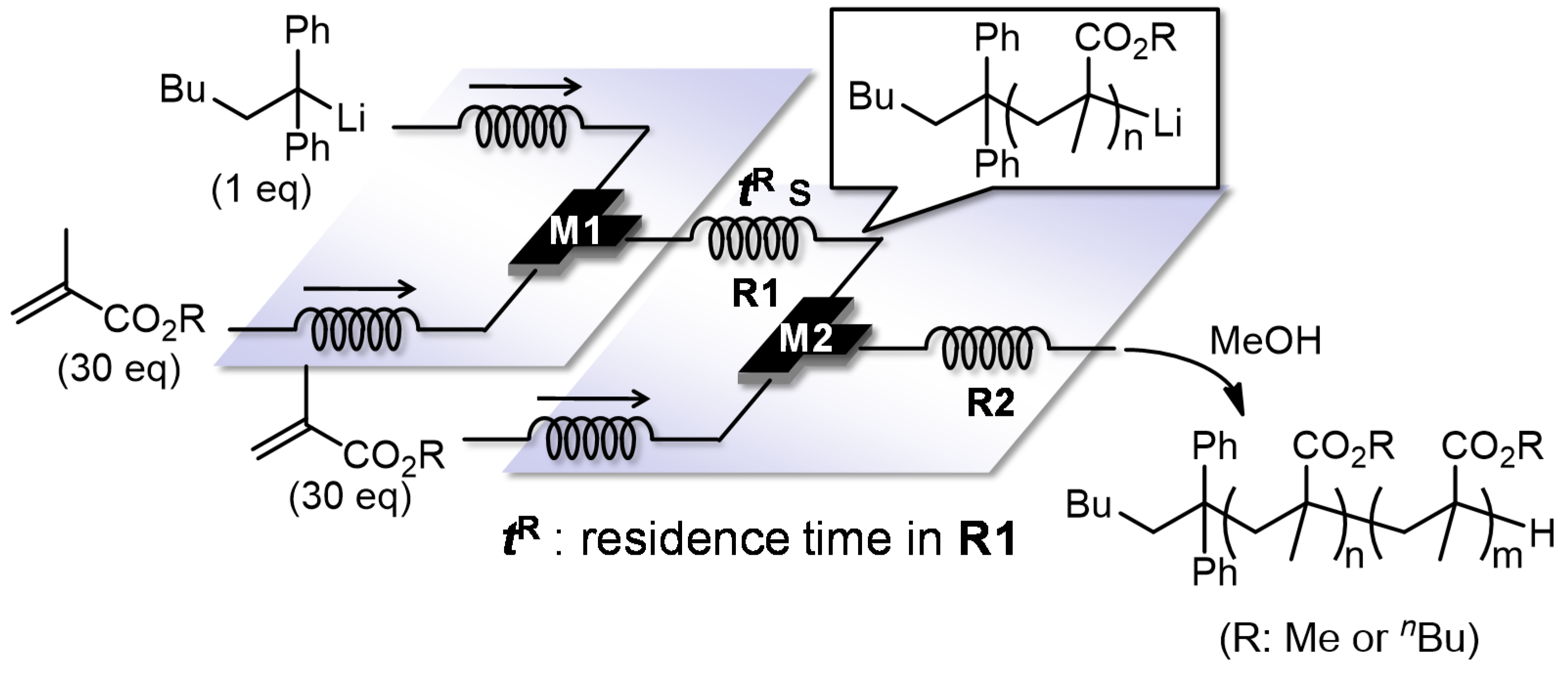
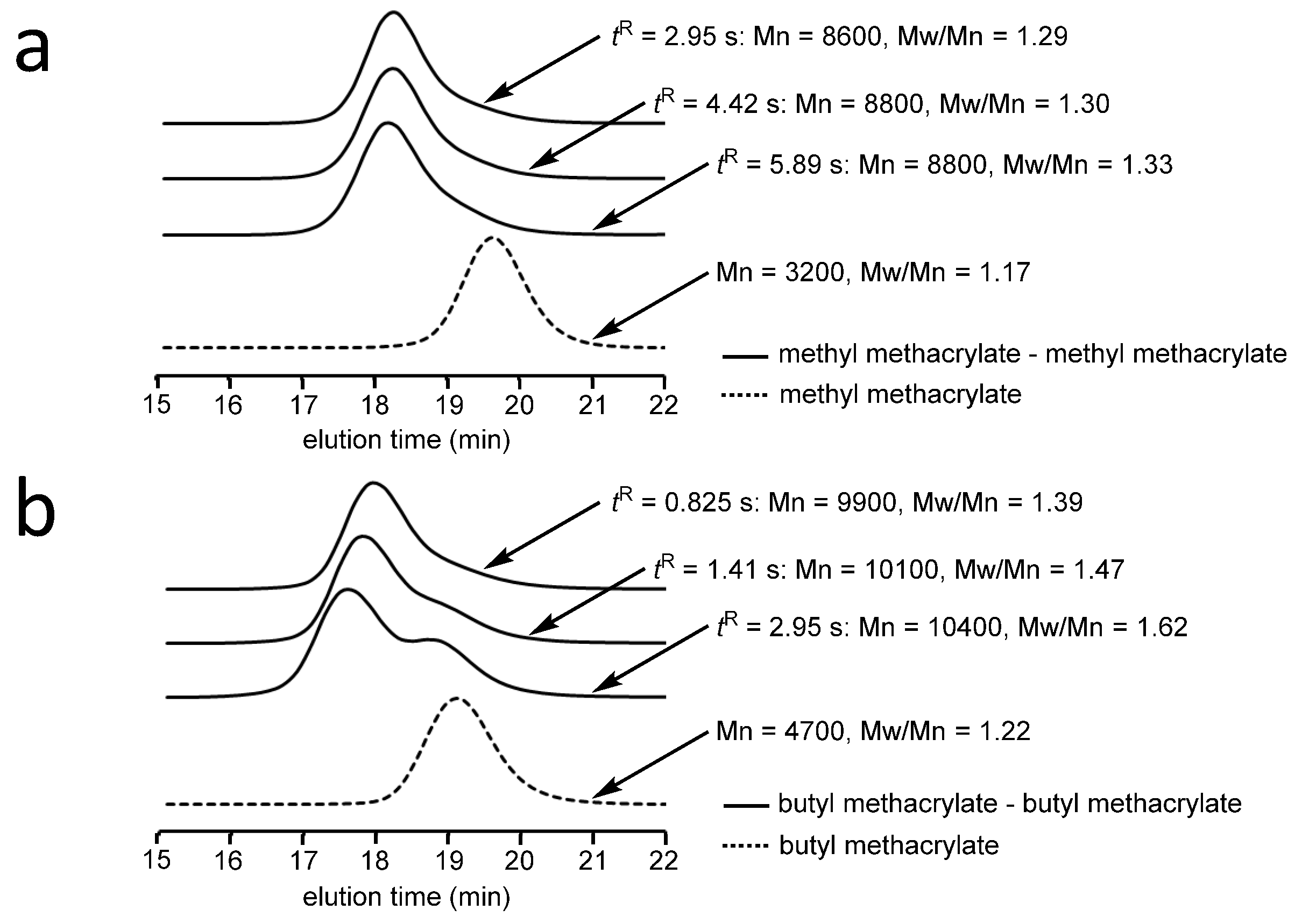
3.4. Controlled/living Anionic Polymerization of Alkyl Methacrylates Using Flow Microreactor Systems
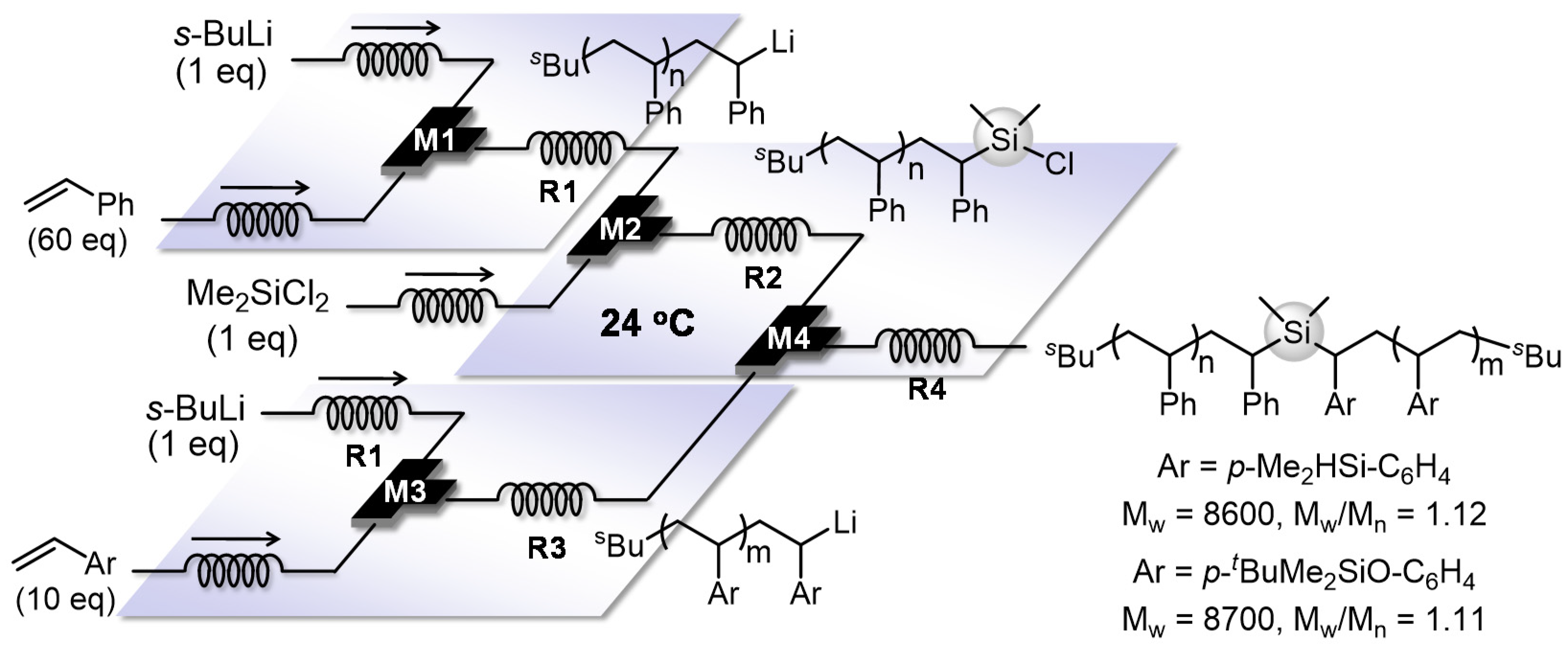
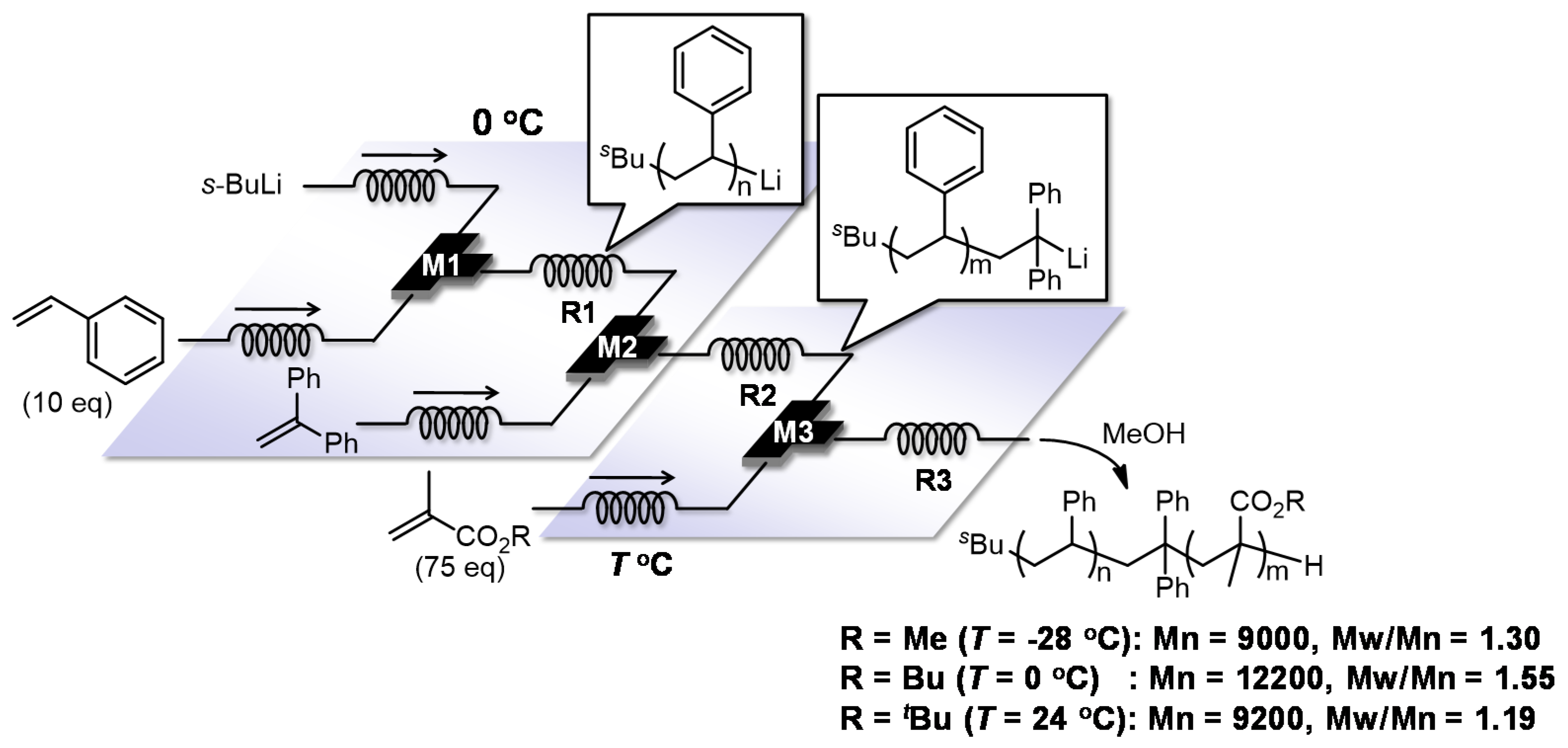
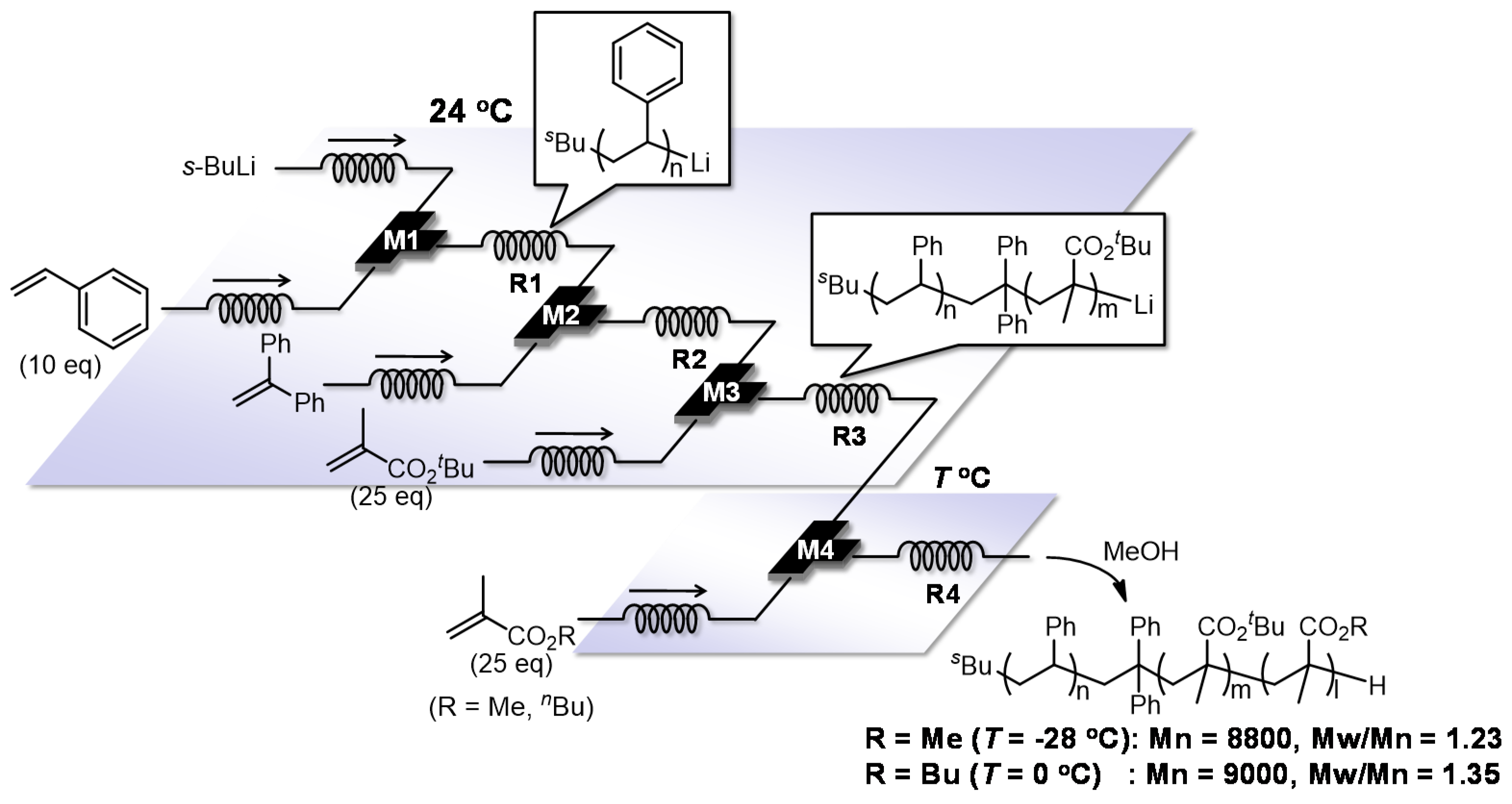
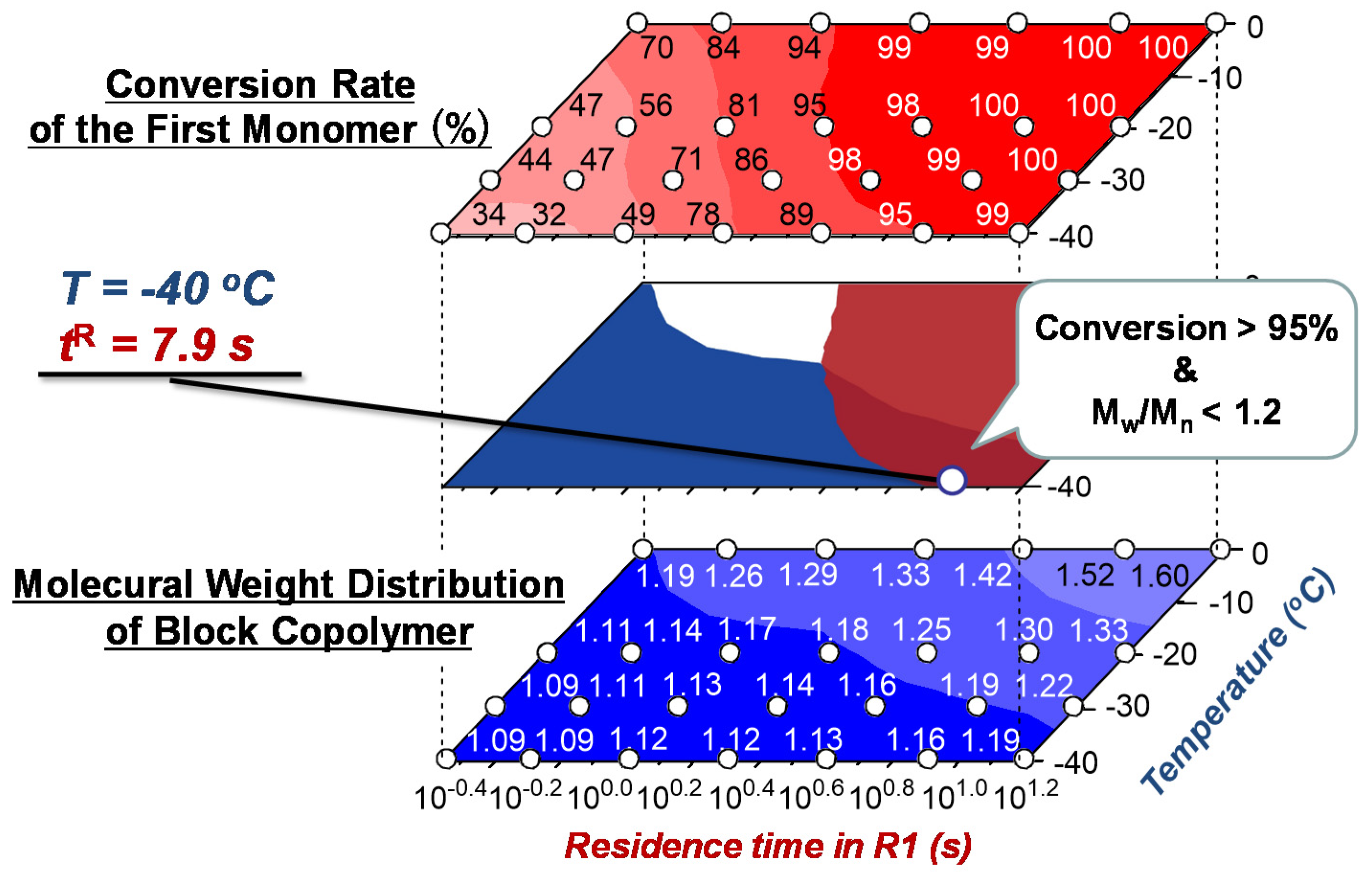
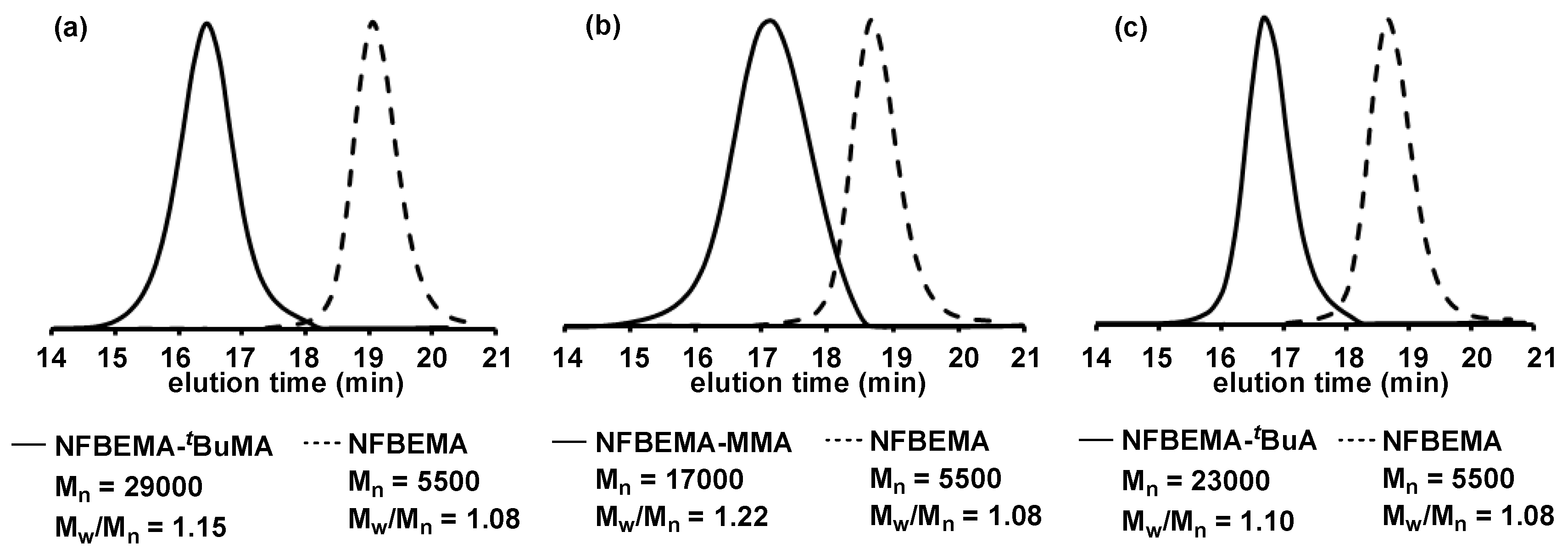
3.5. Controlled/living Anionic Block Copolymerization of Styrenes and Alkyl Methacrylates Using Integrated Flow Microreactor Systems
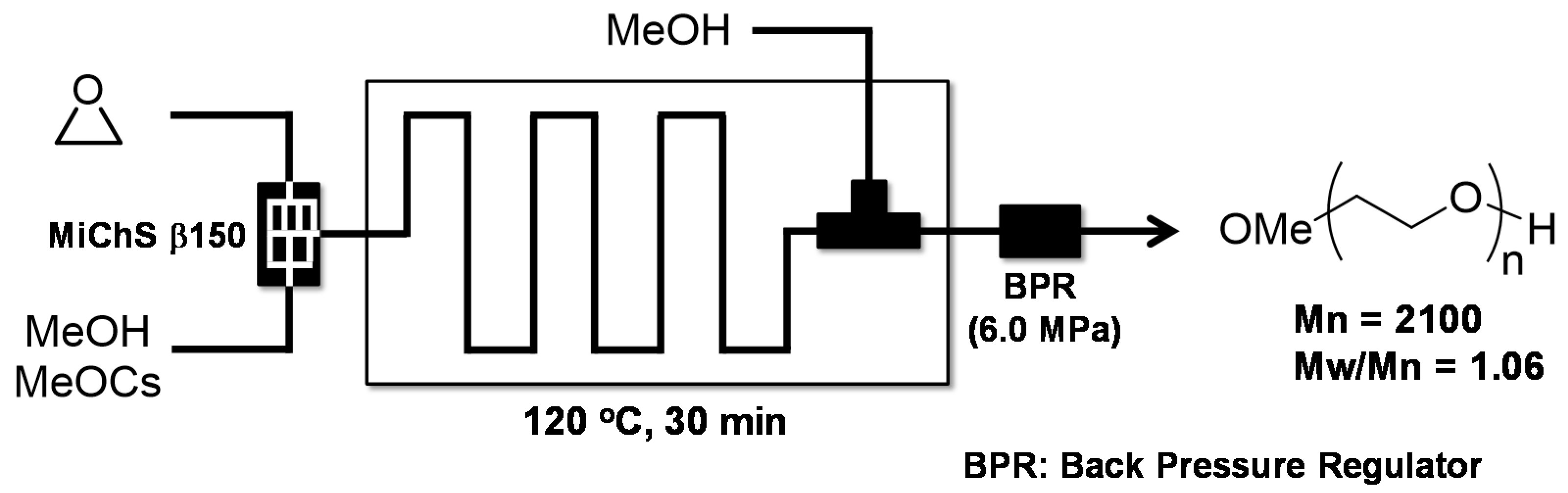
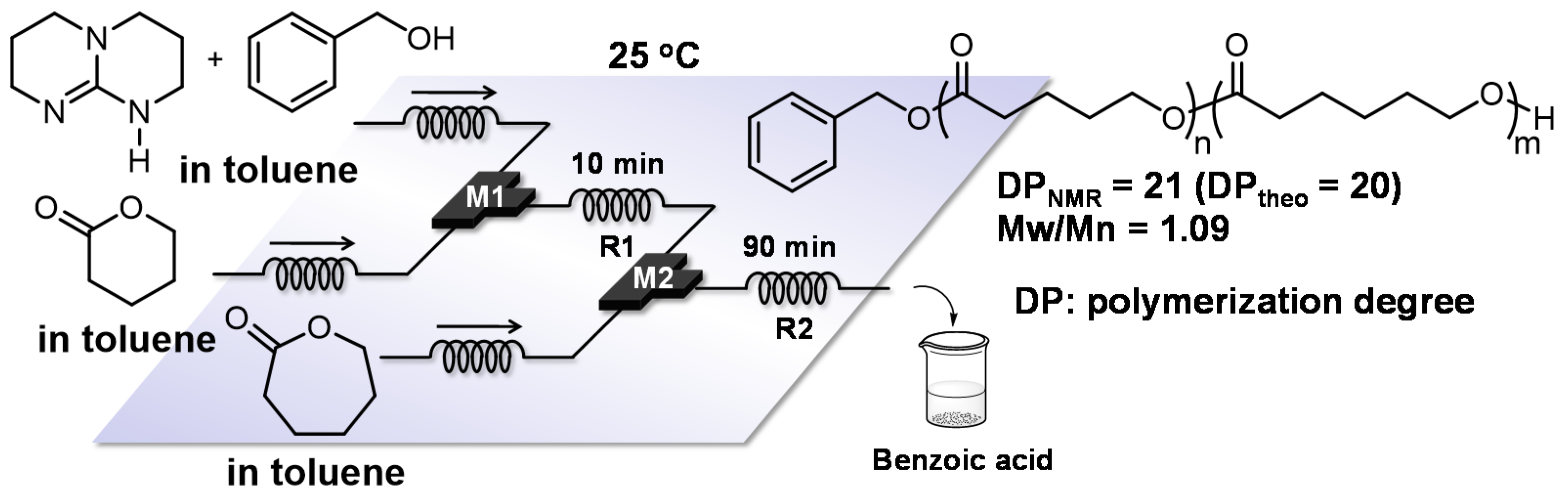
4. Anionic Ring Opening Polymerization Using Flow Microreactor Systems
5. Continuous Production Using Flow Microreactor Systems
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Hessel, V.; Hardt, S.; Löwe, H. Chemical Micro Process Engineering; Wiley-VCH Verlag: Weinheim, Germany, 2004. [Google Scholar]
- Wirth, T. Microreactors in Organic Synthesis and Catalysis; Wiley-VCH Verlag: Weinheim, Germany, 2008. [Google Scholar]
- Hessel, V.; Schouten, J.C.; Renken, A.; Yoshida, J.I. Micro Process Engineering; Wiley-VCH Verlag: Weinheim, Germany, 2009. [Google Scholar]
- Watts, P.; Wiles, C. Micro Reaction Technology in Organic Synthesis; CRC Press: New York, NY, USA, 2011. [Google Scholar]
- Fletcher, P.D.; Haswell, S.J.; Pombo-Villar, E.; Warrington, B.H.; Watts, P.; Wong, S.Y.; Zhang, X. Micro reactors: Principles and applications in organic synthesis. Tetrahedron 2002, 58, 4735–4757. [Google Scholar] [CrossRef]
- Jähnisch, K.; Hessel, V.; Löwe, H.; Baerns, M. Chemistry in microstructured reactors. Angew. Chem. Int. Ed. 2004, 43, 406–446. [Google Scholar] [CrossRef] [PubMed]
- Kiwi-Minsker, L.; Renken, A. Microstructured reactors for catalytic reactions. Catal. Today 2005, 110, 2–14. [Google Scholar] [CrossRef] [Green Version]
- Doku, G.N.; Verboom, W.; Reinhoudt, D.N.; van den Berg, A. On-microchip multiphase chemistry—A review of microreactor design principles and reagent contacting modes. Tetrahedron 2005, 61, 2733–2742. [Google Scholar] [CrossRef]
- Watts, P.; Haswell, S.J. The application of micro reactors for organic synthesis. Chem. Soc. Rev. 2005, 34, 235–246. [Google Scholar] [CrossRef]
- Geyer, K.; Codee, J.D.C.; Seeberger, P.H. Microreactors as tools for synthetic Chemists-the chemists’ round-bottomed flask of the 21st century? Chem. Eur. J. 2006, 12, 8434–8442. [Google Scholar] [CrossRef] [PubMed]
- Whitesides, G. The origins and the future of microfluidics. Nature 2006, 442, 368–373. [Google Scholar] [CrossRef] [PubMed]
- deMello, A.J. Control and detection of chemical reactions in microfluidic systems. Nature 2006, 442, 394–402. [Google Scholar] [CrossRef] [PubMed]
- Song, H.; Chen, D.L.; Ismagilov, R.F. Reactions in droplets in microfluidic channels. Angew. Chem. Int. Ed. 2006, 45, 7336–7356. [Google Scholar] [CrossRef] [PubMed]
- Kobayashi, J.; Mori, Y.; Kobayashi, S. Multiphase organic synthesis in microchannel reactors. Chem. Asian J. 2006, 1, 22–35. [Google Scholar] [CrossRef] [PubMed]
- Brivio, M.; Verboom, W.; Reinhoudt, D.N. Miniaturized continuous flow reaction vessels: Influence on chemical reactions. Lab Chip 2006, 6, 329–344. [Google Scholar] [CrossRef]
- Mason, B.P.; Price, K.E.; Steinbacher, J.L.; Bogdan, A.R.; McQuade, D.T. Greener approaches to organic synthesis using microreactor technology. Chem. Rev. 2007, 107, 2300–2318. [Google Scholar] [CrossRef] [PubMed]
- Ahmed-Omer, B.; Brandtand, J.C.; Wirth, T. Advanced organic synthesis using microreactor technology. Org. Biomol. Chem. 2007, 5, 733–740. [Google Scholar] [CrossRef] [PubMed]
- Watts, P.; Wiles, C. Recent advances in synthetic micro reaction technology. Chem. Commun. 2007, 443–467. [Google Scholar] [CrossRef]
- Fukuyama, T.; Rahman, M.T.; Sato, M.; Ryu, I. Adventures in inner space: Microflow systems for practical organic synthesis. Synlett 2008, 2008, 151–163. [Google Scholar]
- Lin, W.; Wang, Y.; Wang, S.; Tseng, H.-R. Integrated microfluidic reactors. Nano Today 2009, 4, 470–481. [Google Scholar] [CrossRef] [PubMed]
- McMullen, J.P.; Jensen, K.F. Integrated microreactors for reaction automation: New approaches to reaction development. Annu. Rev. Anal. Chem. 2010, 3, 19–42. [Google Scholar] [CrossRef] [PubMed]
- Ley, S.V. The changing face of organic synthesis. Tetrahedron 2010, 66, 6270–6292. [Google Scholar] [CrossRef]
- Webb, D.; Jamison, T.F. Continuous flow multi-step organic synthesis. Chem. Sci. 2010, 1, 675–680. [Google Scholar] [CrossRef] [Green Version]
- Yoshida, J.; Kim, H.; Nagaki, A. Green and sustainable chemical synthesis using flow microreactors. ChemSusChem 2011, 4, 331–340. [Google Scholar] [CrossRef] [PubMed]
- Noël, T.; Su, Y.; Hessel, V. Organometallic Flow Chemistry; Springer International Publishing: Cham, Switzerland, 2016. [Google Scholar]
- Chambers, R.D.; Holling, D.; Spink, R.C.H.; Sandford, G. Elemental fluorine Part 13. Gas-liquid thin film microreactors for selective direct fluorination. Lab Chip 2001, 1, 132–137. [Google Scholar] [CrossRef] [PubMed]
- Jähnisch, K.; Baerns, M.; Hessel, V.; Ehrfeld, W.; Haverkamp, V.; Löwe, H.; Wille, C.; Guber, A. Direct fluorination of toluene using elemental fluorine in gas/liquid microreactors. J. Fluor. Chem. 2000, 105, 117–123. [Google Scholar] [CrossRef]
- Ducry, L.; Roberge, D.M. Controlled autocatalytic nitration of phenol in a microreactor. Angew. Chem. Int. Ed. 2005, 44, 7972–7975. [Google Scholar] [CrossRef] [PubMed]
- Wakami, H.; Yoshida, J. Grignard exchange reaction using a microflow system: From bench to pilot plan. Org. Process Res. Dev. 2005, 9, 787–791. [Google Scholar] [CrossRef]
- Usutani, H.; Tomida, Y.; Nagaki, A.; Okamoto, H.; Nokami, T.; Yoshida, J. Generation and reactions of o-bromophenyllithium without benzyne formation using a microreactor. J. Am. Chem. Soc. 2007, 129, 3046–3047. [Google Scholar] [CrossRef]
- Nagaki, A.; Tomida, Y.; Usutani, H.; Kim, H.; Takabayashi, N.; Nokami, T.; Okamoto, H.; Yoshida, J. Integrated micro flow synthesis based on sequential Br-Li exchange reactions of p-, m- and o-dibromobenzenes. Chem. Asian J. 2007, 2, 1513–1523. [Google Scholar] [CrossRef]
- Nagaki, A.; Kim, H.; Yoshida, J. Aryllithium compounds bearing alkoxycarbonyl groups. Generation and reactions using a microflow system. Angew. Chem. Int. Ed. 2008, 47, 7833–7836. [Google Scholar] [CrossRef] [PubMed]
- Nagaki, A.; Takizawa, E.; Yoshida, J. Oxiranyl anion methodology using microflow systems. J. Am. Chem. Soc. 2009, 131, 1654–1655. [Google Scholar] [CrossRef]
- Nagaki, A.; Kim, H.; Yoshida, J. Nitro-substituted aryl lithium compounds in microreactor synthesis: Switch between kinetic and thermodynamic control. Angew. Chem. Int. Ed. 2009, 48, 8063–8065. [Google Scholar] [CrossRef]
- Tomida, Y.; Nagaki, A.; Yoshida, J. Carbolithiation of conjugated enynes with aryllithiums in microflow system and applications to synthesis of allenylsilanes. Org. Lett. 2009, 11, 3614–3617. [Google Scholar] [CrossRef]
- Nagaki, A.; Takizawa, E.; Yoshida, J. Generation and reactions of α-silyloxiranyllithium in a microreactor. Chem. Lett. 2009, 38, 486–487. [Google Scholar] [CrossRef]
- Nagaki, A.; Takizawa, E.; Yoshida, J. Generations and reactions of N-t-butylsulfonyl-aziridinyllithiums using microreactors. Chem. Lett. 2009, 38, 1060–1061. [Google Scholar] [CrossRef]
- Nagaki, A.; Kim, H.; Usutani, H.; Matsuo, C.; Yoshida, J. Generation and reaction of cyano-substituted aryllithium compounds using microreactors. Org. Biomol. Chem. 2010, 8, 1212–1217. [Google Scholar] [CrossRef]
- Nagaki, A.; Kim, H.; Moriwaki, Y.; Matsuo, C.; Yoshida, J. A flow microreactor system enables organolithium reactions without protecting alkoxycarbonyl groups. Chem. Eur. J. 2010, 16, 11167–11177. [Google Scholar] [CrossRef]
- Nagaki, A.; Takizawa, E.; Yoshida, J. Generation and reactions of oxiranyllithiums by use of a flow microreactor system. Chem. Eur. J. 2010, 16, 14149–14158. [Google Scholar] [CrossRef] [PubMed]
- Tomida, Y.; Nagaki, A.; Yoshida, J. Asymmetric carbolithiation of conjugated enynes: A flow microreactor enables the use of configurationally unstable intermediates before they epimerize. J. Am. Chem. Soc. 2011, 133, 3744–3747. [Google Scholar] [CrossRef] [PubMed]
- Kim, H.; Nagaki, A.; Yoshida, J. A flow-microreactor approach to protecting-group-free synthesis using organolithium compounds. Nat. Commun. 2011, 2, 264. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nagaki, A.; Yamada, S.; Doi, M.; Tomida, Y.; Takabayashi, N.; Yoshida, J. Flow microreactor synthesis of disubstituted pyridines from dibromopyridines via Br/Li exchange without using cryogenic conditions. Green Chem. 2011, 13, 1110–1113. [Google Scholar] [CrossRef]
- Nagaki, A.; Tokuoka, S.; Yamada, S.; Tomida, Y.; Oshiro, K.; Amii, H.; Yoshida, J. Perfluoroalkylation in flow microreactors: Generation of perfluoroalkyllithiums in the presence and absence of electrophiles. Org. Biomol. Chem. 2011, 9, 7559–7563. [Google Scholar] [CrossRef] [PubMed]
- Asai, T.; Takata, A.; Nagaki, A.; Yoshida, J. Practical synthesis of photochromic diarylethenes in integrated flow microreactor. ChemSusChem 2012, 5, 339–350. [Google Scholar] [CrossRef]
- Nagaki, A.; Matsuo, C.; Kim, S.; Saito, K.; Miyazaki, A.; Yoshida, J. Lithiation of 1,2-dichloroethene in flow microreactors: Versatile synthesis of alkenes and alkynes by precise residence-time control. Angew. Chem. Int. Ed. 2012, 51, 3245–3248. [Google Scholar] [CrossRef] [PubMed]
- He, P.; Watts, P.; Marken, F.; Haswell, S.J. Self-supported and clean one-step cathodic coupling of ... Derivatives in a micro flow reactor. Angew. Chem. Int. Ed. 2006, 45, 4146–4149. [Google Scholar] [CrossRef] [PubMed]
- Tanaka, K.; Motomatsu, S.; Koyama, K.; Tanaka, S.; Fukase, K. Large-scale synthesis of immunoactivating natural product, pristane, by continuous microfluidic dehydration as the key step. Org. Lett. 2007, 9, 299–302. [Google Scholar] [CrossRef] [PubMed]
- Sahoo, H.R.; Kralj, J.G.; Jensen, K.F. Multi-step continuous flow microchemical synthesis involving multiple reactions and separations. Angew. Chem. Int. Ed. 2007, 46, 5704–5708. [Google Scholar] [CrossRef] [PubMed]
- Hornung, C.H.; Mackley, M.R.; Baxendale, I.R.; Ley, S.V. A microcapillary flow disc reactor for organic synthesis. Org. Process Res. Dev. 2007, 11, 399–405. [Google Scholar] [CrossRef]
- Fukuyama, T.; Kobayashi, M.; Rahman, M.T.; Kamata, N.; Ryu, I. Spurring radical reactions of organic halides with tin hydride and TTMSS using microreactors. Org. Lett. 2008, 10, 533–536. [Google Scholar] [CrossRef] [PubMed]
- Tricotet, T.; O’Shea, D.F. Automated generation and reactions of 3-hydroxymethylindoles in continuous-flow microreactors. Chem. Eur. J. 2010, 16, 6678–6686. [Google Scholar] [CrossRef]
- Browne, D.L.; Baumann, M.; Harji, B.H.; Baxendale, I.R.; Ley, S.V. A new enabling technology for convenient laboratory scale continuous flow processing at low temperatures. Org. Lett. 2011, 13, 3312–3315. [Google Scholar] [CrossRef]
- Carter, C.F.; Lange, H.; Sakai, D.; Baxendale, I.R.; Ley, S.V. Diastereoselective chain elongation reactions using microreactors for application in complex molecule assembly. Chem. Eur. J. 2011, 17, 3398–3405. [Google Scholar] [CrossRef]
- Zaborenko, N.; Bedore, M.W.; Jamison, T.F.; Jensen, K.F. Kinetic and scale-up investigations of epoxide aminolysis in microreactors at high temperatures and pressures. Org. Process Res. Dev. 2011, 15, 131–139. [Google Scholar] [CrossRef]
- Noël, T.; Kuhn, S.; Musachio, A.J.; Jensen, K.F.; Buchwald, S.L. Suzuki-Miyaura cross-coupling reactions in flow: Multistep synthesis enabled by a microfluidic extraction. Angew. Chem. Int. Ed. 2011, 50, 5943–5946. [Google Scholar] [CrossRef] [PubMed]
- Gutierrez, A.C.; Jamison, T.F. Continuous photochemical generation of catalytically active [CpRu]+ complexes from CpRu(η6-C6H6)PF6. Org. Lett. 2011, 13, 6414–6417. [Google Scholar] [CrossRef]
- Hessel, V.; Löwe, H.; Serra, C.; Hadziioannou, G. Polymerisationen in mikrostrukturierten reaktoren: Ein überblick. Chem. Ing. Tech. 2005, 77, 1693–1714. [Google Scholar] [CrossRef]
- Steinbacher, J.L.; Mcquade, D.T. Polymer chemistry in flow: New polymers, beads, capsules and fibers. J. Polym. Sci. Part A Polym. Chem. 2006, 44, 6505–6533. [Google Scholar] [CrossRef]
- Wilms, D.; Klos, J.; Frey, H. Microstructured reactors for polymer synthesis: A renaissance of continuous flow processes for tailor-made macromolecules? Macromol. Chem. Phys. 2008, 209, 343–356. [Google Scholar] [CrossRef]
- Bally, F.; Serra, C.A.; Hessel, V.; Hadziioannou, G. Homogeneous polymerization: Benefits brought by microprocess technologies to the synthesis and production of polymers. Macromol. React. Eng. 2010, 4, 543–561. [Google Scholar] [CrossRef]
- Bally, F.; Serra, C.A.; Hessel, V.; Hadziioannou, G. Micromixer-assisted polymerization processes. Chem. Eng. Sci. 2011, 66, 1449–1462. [Google Scholar] [CrossRef]
- Serra, C.A.; Chang, Z. Microfluidic-assisted synthesis of polymer particles. Chem. Eng. Technol. 2008, 31, 1099–1115. [Google Scholar] [CrossRef]
- Tonhauser, C.; Natalello, A.; Löwe, H.; Frey, H. Microflow technology in polymer synthesis. Macromolecules 2012, 45, 9551–9570. [Google Scholar] [CrossRef]
- Junkers, T. Precise macromolecular engineering via continuous-flow synthesis techniques. J. Flow Chem. 2017, 7, 106–110. [Google Scholar] [CrossRef]
- Kakuta, M.; Bessoth, F.G.; Manz, A. Microfabricated devices for fluid mixing and their application for chemical synthesis. Chem. Rec. 2001, 1, 395–405. [Google Scholar] [CrossRef] [PubMed]
- Hessel, V.; Löwe, H.; Schönfeld, F. Micromixers—A review on passive and active mixing principles. Chem. Eng. Sci. 2005, 60, 2479–2501. [Google Scholar] [CrossRef]
- Ehrfeld, W.; Golbig, K.; Hessel, V.; Löwe, H.; Richter, T. Characterization of mixing in micromixers by a test reaction: Single mixing unites and mixer arrays. Ind. Eng. Chem. Res. 1999, 38, 1075–1082. [Google Scholar] [CrossRef]
- Yoshida, J. Flash Chemistry. Fast Organic Synthesis in Microsystems; Wiley-Blackwell: Hoboken, NJ, USA, 2008. [Google Scholar]
- Yoshida, J. Flash chemistry: Flow microreactor synthesis based on high-resolution reaction time control. Chem. Rec. 2010, 10, 332–341. [Google Scholar] [CrossRef] [PubMed]
- Yoshida, J.; Nagaki, A.; Yamada, T. Flash chemistry: Fast chemical synthesis by using microreactors. Chem. Eur. J. 2008, 14, 7450–7459. [Google Scholar] [CrossRef] [PubMed]
- Yoshida, J. Flash chemistry using electrochemical method and microsystems. Chem. Commun. 2005, 4509–4516. [Google Scholar] [CrossRef] [PubMed]
- Szwarc, M. Living polymers. Nature 1956, 178, 1168–1169. [Google Scholar] [CrossRef]
- Hsieh, H.L.; Quirk, R.P. Anionic Polymerization: Principles and Practical Applications; Marcel Dekker: New York, NY, USA, 1996. [Google Scholar]
- Jagur-grodzinski, J. Functional polymers by living anionic polymerization. J. Polym. Sci. Part A Polym. Chem. 2002, 40, 2116–2133. [Google Scholar] [CrossRef]
- Hong, K.; Uhrig, D.; Mays, J.W. Living anionic polymerization. Curr. Opin. Solid State Mater. Sci. 1999, 4, 531–538. [Google Scholar] [CrossRef]
- Hirao, A.; Loykulnant, S.; Ishizone, T. Recent advance in living anionic polymerization of functionalized styrene derivatives. Prog. Polym. Sci. 2002, 27, 1399–1471. [Google Scholar] [CrossRef]
- Hadjichristidis, N.; Pitsikalis, M.; Pispas, S.; Iatrou, H. Polymers with complex architecture by living anionic polymerization. Chem. Rev. 2001, 101, 3747–3792. [Google Scholar] [CrossRef] [PubMed]
- Matsuo, Y.; Konno, R.; Ishizone, T.; Goseki, R.; Hirao, A. Precise synthesis of block polymers composed of three or more blocks by specially designed linking methodologies in conjunction with living anionic polymerization system. Polymers 2013, 5, 1012–1040. [Google Scholar] [CrossRef]
- Goseki, R.; Ito, S.; Matsuo, Y.; Higashihara, T.; Hirao, A. Precise synthesis of macromolecular architectures by novel iterative methodology combining living anionic polymerization with specially designed linking chemistry. Polymer 2017, 9, 470. [Google Scholar] [CrossRef] [PubMed]
- Goseki, R.; Tanaka, S.; Ishizone, T.; Hirao, A. Living anionic polymerization of 1,4-divinylbenzene and its derivatives. React. Funct. Polym. 2018, 127, 94–112. [Google Scholar] [CrossRef]
- Frechet, J.M.J. Functional polymers and dendrimers: Reactivity, molecular architecture and interfacial energy. Science 1994, 263, 1710–1715. [Google Scholar] [CrossRef]
- Percec, V. Frontiers in polymer chemistry. Chem. Rev. 2001, 101, 3579–3580. [Google Scholar] [CrossRef]
- Ito, S.; Goseki, R.; Ishizone, T.; Hirao, A. Successive synthesis of well-defined multiarmed miktoarm star polymers by iterative methodology using living anionic polymerization. Eur. Polym. J. 2013, 49, 2545–2566. [Google Scholar] [CrossRef] [Green Version]
- Ito, S.; Goseki, R.; Ishizone, T.; Hirao, A. Synthesis of well-controlled graft polymers by living anionic polymerization towards exact graft polymers. Polym. Chem. 2014, 5, 5523–5534. [Google Scholar] [CrossRef]
- Jagur-Grodzinski, J. Living and Controlled Polymerization: Synthesis, Characterization and Properties of the Respective Polymers and Copolymers; NOVA: New York, NY, USA, 2006. [Google Scholar]
- Bhattacharyya, D.N.; Lee, C.L.; Smid, J.; Szwarc, M. Reactivities and conductivities of ions and ion pairs in polymerization processes. J. Phys. Chem. 1965, 69, 612–623. [Google Scholar] [CrossRef]
- Figini, R.V.; Hostalka, H.; Hurm, K.; Löhr, G.; Schulz, G.V. Zur Kinetik anionischer Polymerisationsvorgänge. Z. Phys. Chem. 1965, 45, 269–285. [Google Scholar] [CrossRef]
- Baskaran, D.; Müller, A.H.E. Kinetic investigation on metal free anionic polymerization of methyl methacrylate using tetraphenylphosphonium as the counterion in tetrahydrofuran. Macromolecules 1997, 30, 1869–1874. [Google Scholar] [CrossRef]
- Hofe, T.; Maurer, A.; Müller, A.H.E. Ein neuer Stroemungsrohrreaktor fuer die Kinetik schneller chemischer Reaktionen. GIT Labor Fachz. 1998, 42, 1127. [Google Scholar]
- Tonhauser, C.; Frey, H. A road less traveled to functional polymers: Epoxide termination in living carbanionic polymer synthesis. Macromol. Rapid Commun. 2010, 31, 1938–1947. [Google Scholar] [CrossRef] [PubMed]
- Nagaki, A.; Tomida, Y.; Yoshida, J. Microflow system controlled anionic polymerization of styrenes. Macromolecules 2008, 41, 6322–6330. [Google Scholar] [CrossRef]
- Wurm, F.; Wilms, D.; Klos, J.; Löwe, H.; Frey, H. Carbanions on tap—Living anionic polymerization in a microstructured reactor. Macromol. Chem. Phys. 2008, 209, 1106–1114. [Google Scholar] [CrossRef]
- Natalello, A.; Morsbach, J.; Friedel, A.; Alkan, A.; Tonhauser, C.; Müller, A.H.E.; Frey, H. Living anionic polymerization in continuous flow: Facilitated synthesis of high-molecular weight poly(2-vinylpyridine) and polystyrene. Org. Process Res. Dev. 2014, 18, 1408–1412. [Google Scholar] [CrossRef]
- Morsbach, J.; Müller, A.H.E.; Berger-Nicoletti, E.; Frey, H. Living polymer chains with predictable molecular weight and dispersity via carbanionic polymerization in continuous flow: Mixing rate as a key parameter. Macromolecules 2016, 49, 5043–5050. [Google Scholar] [CrossRef]
- Tonhauser, C.; Wilms, D.; Wurm, F.; Nicoletti, E.B.; Maskos, M.; Löwe, H.; Frey, H. Multihydroxyl-functional polystyrenes in continuous flow. Macromolecules 2010, 43, 5582–5588. [Google Scholar] [CrossRef]
- Pennisi, R.W.; Fetters, L.J. Preparation of asymmetric three-arm polybutadiene and polystyrene stars. Macromolecules 1988, 21, 1094–1099. [Google Scholar] [CrossRef]
- Iatrou, H.; Hadjichristidis, N. Synthesis of a model 3-miktoarm star terpolymer. Macromolecules 1992, 25, 4649–4651. [Google Scholar] [CrossRef]
- Rózga-Wijas, K.; Chojnowski, J.; Fortuniak, W.; Ścibiorek, M.; Michalska, Z.; Rogalski, Ł. Branched functionalised polysiloxane–silica hybrids for immobilisation of catalysts. J. Mater. Chem. 2003, 13, 2301–2310. [Google Scholar] [CrossRef]
- Yoshida, J.; Nagaki, A.; Iwasaki, T.; Suga, S. Enhancement of chemical selectivity by microreactors. Chem. Eng. Tech. 2005, 3, 259–266. [Google Scholar] [CrossRef]
- Nagaki, A.; Togai, M.; Suga, S.; Aoki, N.; Mae, K.; Yoshida, J. Control of extremely fast competitve consecutive reactions using micromixing. J. Am. Chem. Soc. 2005, 127, 11666–11675. [Google Scholar] [CrossRef] [PubMed]
- Suga, S.; Nagaki, A.; Yoshida, J. Highly selective Friedel–Crafts monoalkylation using micromixing. Chem. Commun. 2003, 354–355. [Google Scholar] [CrossRef]
- Suga, S.; Nagaki, A.; Tsutsui, Y.; Yoshida, J. “N-Acyliminium ion pool” as hetero diene in [4+2] cycloaddition reaction. Org. Lett. 2003, 5, 945–949. [Google Scholar] [CrossRef] [PubMed]
- Suga, S.; Tsutsui, Y.; Nagaki, A.; Yoshida, J. Cycloaddition of “N-acyliminium ion pool” with carbon-carbon multiple bond. Bull. Chem.Soc. Jpn. 2005, 78, 1206–1217. [Google Scholar] [CrossRef]
- Nagaki, A.; Takabayashi, N.; Tomida, Y.; Yoshida, J. Synthesis of unsymmetrical biaryls by means of mono-selective reaction of polyhaloarenes using integrated microflow system. Org. Lett. 2008, 18, 3937–3940. [Google Scholar] [CrossRef] [PubMed]
- Nagaki, A.; Takabayashi, N.; Tomida, Y.; Yoshida, J. Synthesis of unsymmetrically substituted biaryls via sequential lithiation of dibromobiaryls using integrated microflow systems. Beilstein J. Org. Chem. 2009, 5, No16. [Google Scholar] [CrossRef] [PubMed]
- Ishigaki, Y.; Suzuki, T.; Nishida, J.; Nagaki, A.; Takabayashi, N.; Kawai, H.; Fujiwara, K.; Yoshida, J. Hysteretic tricolor electrochromic systems based on the dynamic redox properties of unsymmetrically substituted dihydrophenanthrenes and biphenyl-2,2′-diyl dications: Efficient precursor synthesis by a flow microreactor method. Materials 2011, 4, 1906–1926. [Google Scholar] [CrossRef]
- Suzuki, T.; Uchimura, Y.; Ishigaki, Y.; Takeda, T.; Katoono, R.; Kawai, H.; Fujiwara, K.; Nagaki, A.; Yoshida, J. Non-additive substituent effects on expanding prestrained C-C bond in crystal: X-ray analyses on unsymmetrically substituted tetraarylpyracenes prepared by a flow microreactor method. Chem. Lett. 2012, 41, 541–543. [Google Scholar] [CrossRef]
- Midorikawa, K.; Suga, S.; Yoshida, J. Selective monoiodination of aromatic compounds with electrochemically generated I+ using micromixing. Chem. Commun. 2006, 36, 3794–3796. [Google Scholar] [CrossRef] [PubMed]
- Kataoka, K.; Hagiwara, Y.; Midorikawa, K.; Suga, S.; Yoshida, J. Practical electrochemical iodination of aromatic compounds. Org. Process Res. Dev. 2008, 12, 1130–1136. [Google Scholar] [CrossRef]
- Hessel, V.; Hofmann, C.; Löwe, H.; Meudt, A.; Scherer, S.; Schönfeld, F.; Werner, B. Selectivity gains and energy savings for the industrial phenyl boronic acid process using micromixer/tubular reactors. Org. Process Res. Dev. 2004, 8, 511–523. [Google Scholar] [CrossRef]
- Iida, K.; Chastek, T.Q.; Beers, K.L.; Cavicchi, K.A.; Chun, J.; Fasolka, M.J. Living anionic polymerization using a microfluidic reactor. Lab Chip 2009, 9, 339–345. [Google Scholar] [CrossRef] [PubMed]
- Zune, C.; Jérôme, R. Anionic polymerization of methacrylic monomers: Characterization of the propagating species. Prog. Polym. Sci. 1999, 24, 631–664. [Google Scholar] [CrossRef]
- Baskaran, D. Strategic developments in living anionic polymerization of alkyl (meth)acrylates. Prog. Polym. Sci. 2003, 28, 521–581. [Google Scholar] [CrossRef]
- Nagaki, A.; Tomida, Y.; Miyazaki, A.; Yoshida, J. Microflow system controlled anionic polymerization of MMA. Macromolecules 2009, 42, 4384–4387. [Google Scholar] [CrossRef]
- Nagaki, A.; Miyazaki, A.; Tomida, Y.; Yoshida, J. Anionic polymerization of alkyl methacrylates using flow microreactor systems. Chem. Eng. J. 2011, 167, 548–555. [Google Scholar] [CrossRef]
- Nagaki, A.; Miyazaki, A.; Yoshida, J. Synthesis of polystyrenes-poly(alkyl methacrylates) block copolymers via anionic polymerization using an integrated flow microreactor system. Macromolecules 2010, 43, 8424–8429. [Google Scholar] [CrossRef]
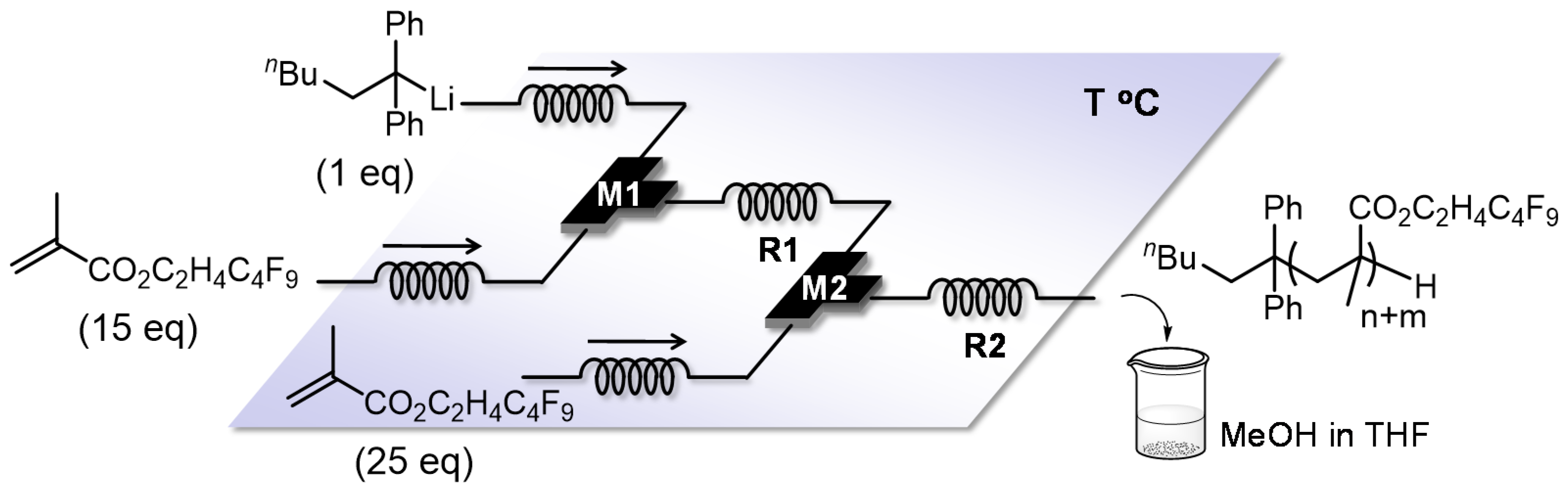
- Nagaki, A.; Akahori, K.; Takahashi, Y.; Yoshida, J. Flow microreactor synthesis of fluorine-containing block copolymers. J. Flow Chem. 2014, 4, 168–172. [Google Scholar] [CrossRef]
- Nuyken, O.; Pask, S.D. Ring-opening polymerization-an introductory review. Polymers 2013, 5, 361–403. [Google Scholar] [CrossRef]
- Brocas, A.-L.; Mantzaridis, C.; Tunc, D.; Carlotti, S. Polyether synthesis: From activated or metal-free anionic ring-opening polymerization of epoxides to functionalization. Prog. Polym. Sci. 2013, 38, 845–873. [Google Scholar] [CrossRef]
- Hu, X.; Zhu, N.; Fang, Z.; Guo, K. Continuous flow ring-opening polymerizations. React. Chem. Eng. 2017, 2, 20–26. [Google Scholar] [CrossRef]
- Furuta, A.; Okada, K.; Fukuyama, T. Efficient anionic ring opening polymerization of ethylene oxide under microfluidic conditions. Bull. Chem. Soc. Jpn. 2017, 90, 838–842. [Google Scholar] [CrossRef]
- Baeten, E.; Vanslambrouck, S.; Jérôme, C.; Lecomte, P.; Junkers, T. Anionic flow polymerizations toward functional polyphosphoesters in microreactors: Polymerization and UV-modification. Eur. Polym. J. 2016, 80, 208–218. [Google Scholar] [CrossRef]
- Vandenberg, S.A.; Zuilhof, H.; Wennekes, T. Clickable polylactic acids by fast organocatalytic ring-opening polymerization in continuous flow. Macromolecules 2016, 49, 2054–2062. [Google Scholar] [CrossRef]
- Zhu, N.; Feng, W.; Hu, X.; Zhang, Z.; Fang, Z.; Zhang, K.; Li, Z.; Guo, K. Organocatalyzed continuous flow ring-opening polymerization to homo- and block-polylactones. Polymer 2016, 84, 391–397. [Google Scholar] [CrossRef]
- Nagaki, A.; Nakahara, Y.; Furusawa, M.; Sawaki, T.; Yamamoto, T.; Toukairin, H.; Tadokoro, S.; Shimazaki, T.; Ito, T.; Otake, M.; et al. Feasibility study on continuous flow controlled/living anionic polymerization process. Org. Process Res. Dev. 2016, 20, 1377–1382. [Google Scholar] [CrossRef]
- Mastan, E.; He, J. Continuous production of multiblock copolymers in a loop reactor: When living polymerization meets flow chemistry. Macromolecules 2017, 50, 9173–9187. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Monomer-1 | Monomer-2 | Mn | Mw/Mn |
|---|---|---|---|
| MMA | - | 3200 | 1.17 |
| MMA | MMA | 8600 | 1.29 |
| BuMA | - | 4700 | 1.22 |
| BuMA | BuMA | 9900 | 1.39 |
| BuMA | tBuMA | 9000 | 1.31 |
| tBuMA | - | 5300 | 1.13 |
| tBuMA | tBuMA | 10000 | 1.13 |
| tBuMA | BuMA | 9500 | 1.16 |
| tBuMA | MMA | 8400 | 1.15 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Takahashi, Y.; Nagaki, A. Anionic Polymerization Using Flow Microreactors. Molecules 2019, 24, 1532. https://doi.org/10.3390/molecules24081532
Takahashi Y, Nagaki A. Anionic Polymerization Using Flow Microreactors. Molecules. 2019; 24(8):1532. https://doi.org/10.3390/molecules24081532
Chicago/Turabian StyleTakahashi, Yusuke, and Aiichiro Nagaki. 2019. "Anionic Polymerization Using Flow Microreactors" Molecules 24, no. 8: 1532. https://doi.org/10.3390/molecules24081532
APA StyleTakahashi, Y., & Nagaki, A. (2019). Anionic Polymerization Using Flow Microreactors. Molecules, 24(8), 1532. https://doi.org/10.3390/molecules24081532