Abstract
In situ formation of intermetallic/ceramic composites composed of molybdenum silicides (Mo5Si3 and Mo3Si) and magnesium aluminate spinel (MgAl2O4) was conducted by combustion synthesis with reducing stages in the mode of self-propagating high-temperature synthesis (SHS). The SHS process combined intermetallic combustion between Mo and Si with metallothermic reduction of MoO3 by Al in the presence of MgO. Experimental evidence showed that combustion velocity and temperature decreased with increasing molar content of Mo5Si3 and Mo3Si, and therefore, the flammability limit determined for the reaction at Mo5Si3 or Mo3Si/MgAl2O4 = 2.0. Based upon combustion wave kinetics, the activation energies, Ea = 68.8 and 63.8 kJ/mol, were deduced for the solid-state SHS reactions producing Mo5Si3– and Mo3Si–MgAl2O4 composites, respectively. Phase conversion was almost complete after combustion, with the exception of trivial unreacted Mo existing in both composites and a minor amount of Mo3Si in the Mo5Si3–MgAl2O4 composite. Both composites display a dense morphology formed by connecting MgAl2O4 crystals, within which micro-sized molybdenum silicide grains were embedded. For equimolar Mo5Si3– and Mo3Si–MgAl2O4 composites, the hardness and fracture toughness are 14.6 GPa and 6.28 MPa m1/2, and 13.9 GPa and 5.98 MPa m1/2, respectively.
1. Introduction
Transition metal silicides are considered as a unique class of intermetallic compounds for ultra-high-temperature applications. In the Mo–Si binary system, there exist three silicides—MoSi2, Mo5Si3, and Mo3Si. Among them, Mo5Si3 with a melting point of 2180 °C is the most refractory and MoSi2 is the most studied phase. MoSi2 has relatively low density, excellent oxidation and corrosion resistance, high thermal and electric conductivities, and good compatibility with many ceramic reinforcements [1,2]. Recently, Mo5Si3 has attracted growing interests not only due to its high melting point, but also because of its large alloying potential, wide homogeneity range, high strength, and creep resistance superior to MoSi2 [3,4]. Mo3Si is an important structural material as well, especially in the development of α-Mo–Mo5SiB2–Mo3Si composites [5,6]. Because silicides and ceramics are two sorts of high-temperature materials highly synergistic with each other, mechanical properties of silicide intermetallics can be effectively improved by the addition of ceramic phases [7,8,9].
Magnesium aluminate spinel (MgAl2O4) possesses many advantageous properties, including high hardness (16.1 GPa), high melting point (2135 °C), relatively low density (3.58 g/cm3), high chemical inertness, low thermal expansion coefficient, high mechanical strength, and good thermal shock resistance [10,11]. However, both conventional solid-state reaction and wet chemical methods require lengthy processing time and complicated synthesis steps to obtain MgAl2O4 with specific characteristics [12,13,14].
Because ceramic-added MoSi2 has been extensively investigated, this study aims to prepare molybdenum silicides (Mo5Si3 and Mo3Si) and MgAl2O4 composites by a facile fabrication route involving solid-phase combustion reaction with metallothermic reduction. The synthesis reaction was formulated with sufficient energy release to proceed in the self-propagating high-temperature synthesis (SHS) mode. The SHS process has the merits of high energy effectiveness, short reaction time, simple operation, and good purification capability [15,16,17]. Aluminothermic reduction of metal oxides is thermally beneficial for combustion synthesis of materials with low formation enthalpies and provides in situ generation of Al2O3 [18,19,20]. The SHS reaction combined with aluminothermic reduction was conducted with green compacts made up of MoO3, SiO2, Al, and MgO for the synthesis of MoSi2– and Mo5Si3–MgAl2O4 composites [21]. According to Zaki et al. [21], it required excess MoO3 to compensate for its volatilization loss and a higher reaction pressure to suppress the vaporization of MoO3. Horvitz and Gotman [22] performed combustion synthesis in both SHS and thermal explosion modes using powder compacts of 2TiO2–Mg–4Al to fabricate Al2O3-rich spinel and two aluminides—TiAl and Ti3Al. Recently, Omran et al. [23] studied reduction of WO3 and B2O3 by Mg in the presence of Al2O3 to prepare MgAl2O4–W and MgAl2O4–W–W2B composites in the SHS manner. As proposed by Omran et al. [23], MgAl2O4 was formed through dissolution of MgO into the Al2O3 melt.
On in situ formation of MgAl2O4 and Mo5Si3 or Mo3Si composites, this study explores the influence of the stoichiometry of reactants on the flammability limit and combustion wave kinetics of the SHS reaction. The phase composition and microstructure of the final products were characterized and the hardness and fracture toughness were examined.
2. Materials and Methods
The starting materials included MoO3 (Acros Organics, 99.5%, Waltham, MA, USA), Mo (Strem Chemicals, <45 µm, 99.9%, Newburyport, MA, USA), Al (Showa Chemical Co., <45 µm, 99.9%, Tokyo, Japan), Si (Strem Chemicals, <45 µm, 99.5%), and MgO (Alfa Aesar, 99%, Ward Hill, MA, USA). Two reaction systems, formulated below, were composed of the Al–MoO3 thermite and Mo, Si, and MgO for the synthesis of Mo5Si3– and Mo3Si–MgAl2O4 composites.
where stoichiometric coefficients, x and y, in Reactions (1) and (2) signify Mo5Si3 and Mo3Si produced per unit mole of MgAl2O4 in the composites.
Within two thermite-containing SHS systems, the MoO3 + 2Al reaction is extremely energetic with the reaction heat of ΔH = −930.7 kJ and an adiabatic temperature of Tad = 4280 K [24]. However, formation enthalpies of Mo5Si3 and Mo3Si (i.e., ΔHf = −310.6 and −118.4 kJ/mol [25]) are much lower than the heat released from the MoO3 + 2Al thermite. The addition of Mo, Si, and MgO has a dilution effect on the combustion reaction. Moreover, the adiabatic temperatures of intermetallic reactions between Mo and Si to form Mo5Si3 and Mo3Si are lower than the criterion temperature (1800 K) required for self-sustaining combustion [15]. Therefore, it is believed that in the reaction mechanisms, aluminothermic reduction of MoO3 is the initiation step.
The adiabatic combustion temperatures (Tad) associated with Reactions (1) and (2) under different stoichiometric coefficients were calculated according to the following equation [21,26] with thermochemical data taken from [25]:
where ΔHr is the reaction enthalpy at 298 K, nj is the stoichiometric constant, Cp and L are the heat capacity and latent heat, and Pj refers to the product.
The SHS experiments were conducted in a combustion chamber equipped with quartz viewing windows and filled with high-purity (99.99%) argon. The reactant powders were mixed in a ball mill. Then, the powder mixture was uniaxially compressed in a stainless-steel mold at a pressure of 60–70 MPa to form cylindrical test specimens 7 mm in diameter, 12 mm in height, and with a relative density of 60%. The propagation velocity of combustion wave (Vf) was determined from the time series of recorded combustion images. The reaction temperature was measured by a bare wire Pt/Pt–13%Rh thermocouple with a bead diameter of 125 µm. In this study, a two-hole ceramic protection tube was used to accommodate the fine wire thermocouple. The junction was exposed outside the protection tube and the length of the wire protruding from the tube was only about 3 mm. Because the ceramic tube was well mounted and the protruding length was short, the whole setup was rigid and the thermocouple bead had good contact with the sample. Details of the experimental scheme were described elsewhere [27].
According to Bradley and Matthews [28], the conduction loss from the thermocouple depends on the length of wire between the junction and the support. The thermocouple used in this study was 40 mm in length and 62.5 µm in wire diameter. This dimension justifies the measurement practically unaffected by the conduction cooling [28]. However, the radiation loss from the thermocouple bead is another source of error in the thermocouple measurement. An estimate of the radiation correction can be obtained by assuming that a steady state exists between convective heat transfer to and radiation loss from the thermocouple bead [29].
where σ is the Stefan–Boltzmann constant, ε the thermocouple emissivity, D the thermocouple bead diameter, Nu the Nusselt number, and k the gas thermal conductivity.
Product constituents were analyzed by an X-ray diffractometer (Bruker D2, Billerica, MA, USA) using CuKα radiation. Examination of the microstructure and elemental proportion of the composite was performed by a scanning electron microscope (Hitachi S3000H, Tokyo, Japan) and energy dispersive spectroscopy (EDS). Moreover, Vickers hardness (H) and fracture toughness (KIC) of the final products were measured [30,31]. For the hardness and fracture toughness measurement, the selected experiments of Reaction (1) with x = 1.0 and Reaction (2) with y = 1.0 were conducted by placing the powder compact in a steel mold. Densification of the product was accomplished by a hydraulic press machine. Upon completion of the self-sustaining combustion reaction, the burned sample was quickly pressed when the product was still hot and plastic, which was held for about 15 s. The density of the pressed products reached about 98% of theoretical density. The surface of the specimens was then polished for the measurement.
3. Results and Discussion
3.1. Combustion Wave Kinetics and Activation Energy
Figure 1a,b presents typical sequences of combustion pictures recorded from Reactions (1) and (2), respectively, and shows that upon ignition, self-sustaining combustion is established. With the progression of combustion wave, as illustrated in Figure 1, the reacted samples are partially molten and shrunk. Sample shrinkage during the SHS process was due perhaps to the low melting points of thermite reagents (795 °C for MoO3 and 660 °C for Al). The presence of liquid melt contributed to self-densification of the final product. As mentioned above, reaction exothermicity tends to weaken with increasing molar content of molybdenum silicides. Based on experimental evidence, the flammability limits of Reactions (1) and (2) in terms of their stoichiometric coefficients exist at x = 2.0 and y = 2.0, respectively. That is, combustion ceased to propagate and quenched as long as the stoichiometric coefficient of the reaction exceeded its flammability limit. Nevertheless, for the powder compacts with Mo and Si lesser than a critical amount (e.g., x < 1.0 and y < 1.0), combustion was violent and occurred almost in a manner of thermal explosion. This caused massive sample melting and difficulty in characterization of the combustion wave. Therefore, the scope of experimental variables conducted by this study was set stoichiometric coefficients (x and y) between 1.0 and 2.0.
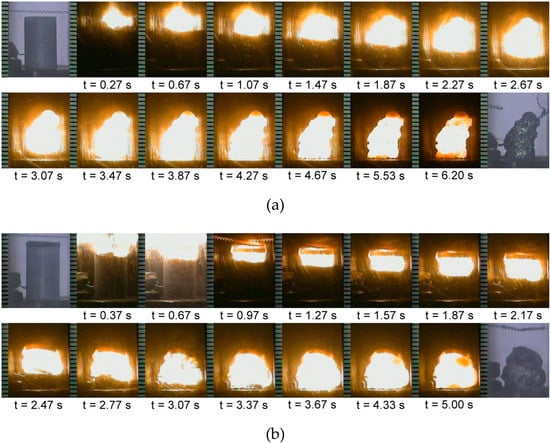
Figure 1.
Self-propagating combustion images recorded from (a) Reaction (1) with x = 1.5 and (b) Reaction (2) with y = 1.75.
Figure 2 shows a decrease in the combustion wave velocity with increasing silicide content for both reaction systems. The combustion wave velocity roughly ranges between 2.5 and 5.4 mm/s. As stated earlier, the increase of Si and Mo powders in the samples has a cooling effect on combustion. Formation of Mo5Si3 in Reaction (1) requires larger amounts of Mo and Si than the synthesis of Mo3Si in Reaction (2). Consequently, at equal stoichiometric coefficients, Reaction (2) shows a higher combustion front velocity than Reaction (1).
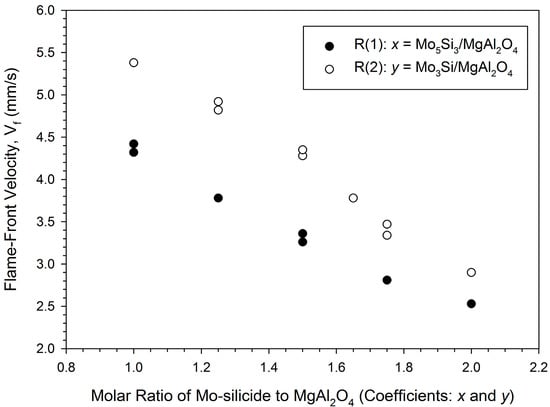
Figure 2.
Effect of molar ratio of Mo-silicide to MgAl2O4 on flame-front velocities of Reactions (1) and (2).
Typical combustion temperature profiles presenting the reaction exothermicity of different powder compacts are plotted in Figure 3a. The temperature profiles feature a sudden rise, signifying a rapid arrival of the combustion wave, and the pinnacle representing the combustion front temperature (Tc). A substantial temperature decline after the passage of combustion wave is a result of heat loss to the surroundings. Based on the estimation of Equation (4), the radiation correction for the measured combustion front temperatures is in the range of 23–28 °C, which is more significant in the regions of higher temperatures. Figure 3b shows the variation of combustion front temperature with stoichiometric coefficients of Reactions (1) and (2). As indicated in Figure 3b, for Reaction (1), the increase of x from 1.0 to 2.0 lowers the measured combustion front temperature from 1520 to 1255 °C, which confirms the dilution effect on combustion by increasing Si and Mo. Similar decline of the reaction zone temperature was observed for Reaction (2), which shows a decrease of Tc from 1577 to 1267 °C with an increase of y from 1.0 to 2.0. It should be noted that at equal stoichiometric coefficients, the combustion front temperature of Reaction (2) is higher than that of Reaction (1).
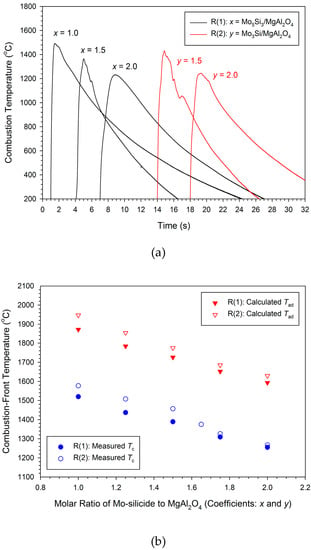
Figure 3.
Effect of molar ratio of Mo-silicide to MgAl2O4 on combustion temperatures of Reactions (1) and (2): (a) Typical temperature profiles and (b) combustion front temperatures.
The calculated adiabatic combustion temperatures are also presented in Figure 3b and signify a decline with increasing stoichiometric coefficients for both reaction systems. The values of Tad decrease from 1872 to 1593 °C for Reaction (1) and 1947 to 1630 °C for Reaction (2). This means that the exothemicity of Reaction (2) is higher than that of Reaction (1). Although the MoO3 + 2Al reaction is highly energetic, the synthesis of Mo5Si3 and Mo3Si from solid-phase combustion is weakly exothermic. According to Merzhanov [32], the adiabatic combustion temperatures associated with formation of Mo5Si3 and Mo3Si are as low as 1457 and 1547 °C, respectively. Moreover, the heat capacity of MgAl2O4 is larger than Al2O3 [25], and pre-added MgO acts as a diluent of combustion. That is, the production of MgAl2O4 and Mo5Si3 or Mo3Si imposed a cooling effect on the MoO3 + 2Al reaction.
When compared with the measured combustion front temperatures reported in Figure 3b, the calculated values are higher by about 350 °C. It is believed that during the SHS process, the burning sample experienced substantial heat losses to the surrounding argon gas by conduction, by convection, or by both, and to the chamber wall by radiation, which resulted in the actual combustion temperature lower than the adiabatic value.
According to combustion wave kinetics [33,34], the activation energy (Ea) of solid-phase combustion can be deduced from the correlation between ln(Vf/Tc)2 and 1/Tc in a form of linear relationship. Based on Arrhenius kinetics of the solid-state reaction, the activation energy is dependent on the reaction mechanism. Figure 4 plots the correlation of two sets of experimental data with their individual best-fitted linear lines. From the slopes of the linear lines, Ea = 68.8 and 63.8 kJ/mol were deduced for Reactions (1) and (2), respectively. It can be seen that two activation energies are close to each other. This implies that both reactions are governed by similar reaction mechanisms, which involve aluminothermic reduction of MoO3 as the initiation step, followed by a combination of Al2O3 and MgO to form MgAl2O4, and intermetallic interactions between Mo and Si to produce silicide compounds. The increase of Si and Mo in the sample reduces the combustion exothermicity, but produces no change in the reaction mechanisms. Compared with Ea = 54 kJ/mol for the Al–MoO3 thermite reaction [35], the synthesis reactions of this study have a higher kinetic barrier. This could most likely be caused by the fact that for Reactions (1) and (2), intermetallic and combination reactions need to continue to form Mo5Si3 or Mo3Si and MgAl2O4 after reduction of MoO3 by Al. It should be noted that the actual reaction mechanism might be more complex than that proposed above, because the proceeding reactions could occur in both a sequential and parallel manner during combustion synthesis.
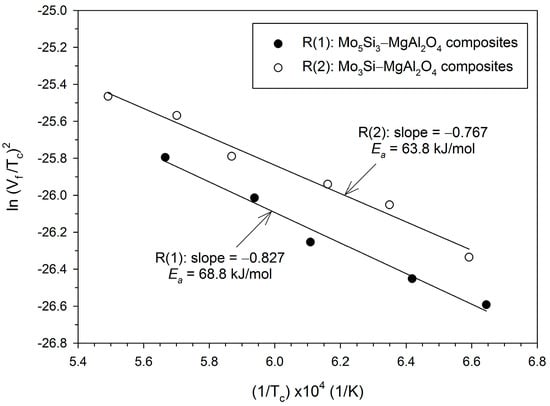
Figure 4.
Correlation for determination of activation energies (Ea) for formation of Mo5Si3– and Mo3Si–MgAl2O4 composites from solid-phase combustion synthesis.
3.2. Microstructure and Composition of SHS-Derived Composites
Phase constituents of the SHS-derived composites from Reaction (1) with x = 1.5 and Reaction (2) with y = 1.5 are unveiled in Figure 5a,b, respectively. As shown in Figure 5a, in addition to Mo5Si3 and MgAl2O4 as major phases, there exist two minor species Mo3Si and Mo. The presence of Mo3Si could be caused by the interaction of Mo with Mo5Si3 via 4Mo + Mo5Si3 → 3Mo3Si [7]. A small amount of remnant Mo is possibly because Mo5Si3 has a homogeneity range from 37.5 to 40% Si [36]. On the other hand, Mo3Si is a line compound. Figure 5b shows near completion of phase conversion for Reaction (2). The as-synthesized product is a Mo3Si–MgAl2O4 composite with a trivial amount of Mo.
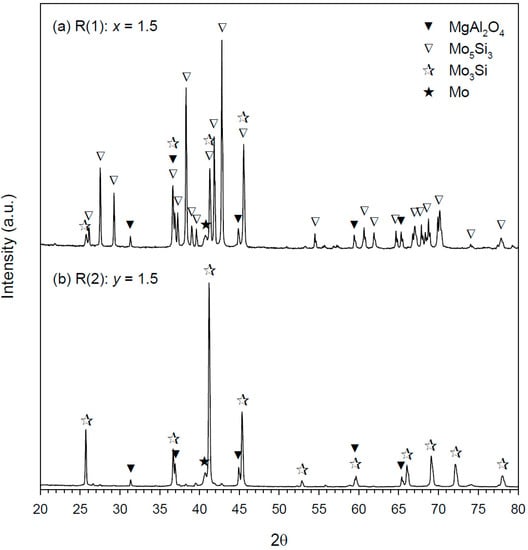
Figure 5.
X-ray diffraction (XRD) patterns of Mo5Si3–MgAl2O4 and Mo3Si–MgAl2O4 composites synthesized from (a) R(1): x = 1.5 and (b) R(2): y = 1.5.
Scanning electron microscopy (SEM) micrographs in Figure 6; Figure 7 illustrate the microstructure of fracture surface of Mo5Si3– and Mo3Si–MgAl2O4 composites obtained from Reactions (1) and (2), respectively. The composites display a dense and connecting morphology with embedded granular silicide particles. It is believed that the presence of liquid melt in the course of the SHS process aided in densification of the final product. As revealed in Figure 6, MgAl2O4 crystals form a dense matrix and Mo5Si3 grains are embedded in MgAl2O4 or distributed over the surface. The particle size of Mo5Si3 ranges from 2 to 10 µm. The minor silicide phase Mo3Si formed from Reaction (1) is not shown in Figure 6. Because most of the silicide grains were embedded in the composite and only a small amount of them were present on the fracture surface of the sample, the minor phase was sometimes difficult to find on a small area of the sample. On the other hand, the X-ray diffraction (XRD) analysis was performed with the whole specimen. Therefore, all components were identified. A similar microstructure is observed in Figure 7, showing that large MgAl2O4 crystals are connected and small Mo3Si grains formed from Reaction (2) have a particle size around 2–5 µm.
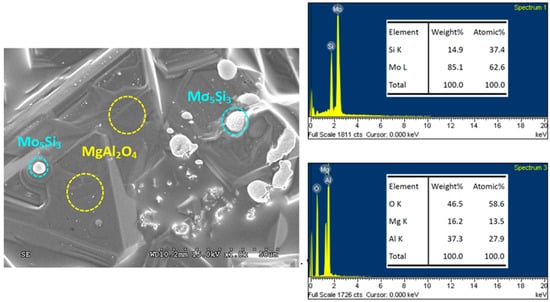
Figure 6.
Scanning electron microscopy (SEM) micrograph and energy dispersive spectroscopy (EDS) spectra of Mo5Si3/MgAl2O4 composite obtained from Reaction (1) with x = 1.5.
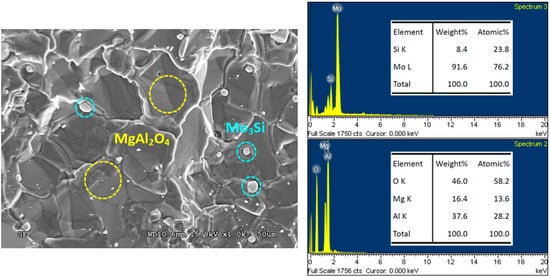
Figure 7.
SEM micrograph and EDS spectra of Mo3Si/MgAl2O4 composite obtained from Reaction (2) with y = 1.5.
EDS spectra and associated element ratios for MgAl2O4, Mo5Si3, and Mo3Si are also presented. In Figure 6, large connecting crystals with Mg:Al:O = 13.5:27.9:58.6 are certainly MgAl2O4 and small grains, and Mo:Si = 62.6:37.4 are Mo5Si3. In Figure 7, MgAl2O4 and Mo3Si phases are determined to have Mg:Al:O = 13.6:28.2:58.2 and Mo:Si = 76.2:23.8, respectively. EDS analysis confirms that atomic ratios of the compounds are very close to their stoichiometries.
On account of sample melting during the SHS process, the relative density of as-synthesized composites measured by the Archimedes method reached up to 90–94%. Vickers hardness of 14.6 GPa and fracture toughness of 6.28 MPa m1/2 were determined for an equimolar Mo5Si3–MgAl2O4 composite. Compared with pure Mo5Si3 (H = 13.1 GPa and KIC = 2.37 MPa m1/2) [7], the mechanical properties of Mo5Si3–MgAl2O4 composite are improved. Similarly, the equimolar Mo3Si–MgAl2O4 composite possesses higher hardness of 13.9 GPa and fracture toughness of 5.98 MPa m1/2, in comparison to single phase Mo3Si (H = 13 GPa and KIC = 2–3 MPa m1/2) [37].
4. Conclusions
In situ formation of Mo5Si3– and Mo3Si–MgAl2O4 composites was investigated by combustion synthesis in the SHS mode. The reaction mechanisms involve metallothermic reduction of MoO3 with Al, followed by intermetallic interactions of Si with Mo and a combination reaction of Al2O3 with MgO. Activation energies of the solid-phase SHS reactions, Ea = 68.8, and 63.8 kJ/mol, were deduced from the correlation of combustion wave velocity with reaction temperature for formation of Mo5Si3– and Mo3Si–MgAl2O4 composites, respectively. The increase of silicide molar content in the composite decreased the reaction exothermicity and led to flammability limits for combustion synthesis of the composites at molar ratios of Mo5Si3/MgAl2O4 = 2.0 and Mo3Si/MgAl2O4 = 2.0. Phase conversion from the reactants to final products was almost complete, except for small quantities of Mo and Mo3Si remaining in the Mo5Si3–MgAl2O4 composite and a negligible amount of Mo in the Mo3Si–MgAl2O4 composite. Dense products with relative density of 90–94% were obtained. Mo5Si3 and Mo3Si grains were embedded in the continuous MgAl2O4 crystals. Vickers hardness of 14.6 and 13.9 GPa and fracture toughness of 6.28 and 5.98 MPa m1/2 were determined for Mo5Si3– and Mo3Si–MgAl2O4 composites, respectively. The addition of MgAl2O4 was shown to improve the mechanical properties of Mo5Si3 and Mo3Si. In practice, this study demonstrated an effective fabrication route for in situ formation of Mo5Si3– and Mo3Si–MgAl2O4 composites.
Author Contributions
Conceptualization, C.-L.Y.; methodology, C.-L.Y. and Y.-C.C.; validation, C.-L.Y. and Y.-C.C.; formal analysis, C.-L.Y. and Y.-C.C.; investigation, C.-L.Y. and Y.-C.C.; resources, C.-L.Y.; data curation, C.-L.Y. and Y.-C.C.; writing—original draft preparation, C.-L.Y. and Y.-C.C.; writing—review and editing, C.-L.Y. and Y.-C.C.; supervision, C.-L.Y.; project administration, C.-L.Y.; funding acquisition, C.-L.Y. All authors have read and agreed to the published version of the manuscript.
Funding
This research work was funded by the Ministry of Science and Technology of Taiwan under the grant of MOST 108-2221-E-035-026.
Acknowledgments
The authors are thankful for Precision Instrument Support Center of Feng Chia University in providing materials analytical facilities.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Petrovic, J.J. Toughening strategies for MoSi2-based high temperature structure silicides. Intermetallics 2000, 8, 1175–1182. [Google Scholar] [CrossRef]
- Zhang, L.; Tong, Z.; He, R.; Xie, C.; Bai, X.; Yang, Y.; Fang, D. Key issues of MoSi2-UHTC ceramics for ultra high temperature heating element applications: Mechanical, electrical, oxidation and thermal shock behaviors. J. Alloys Compd. 2019, 780, 156–163. [Google Scholar] [CrossRef]
- Azim, M.A.; Christ, H.-J.; Gorr, B.; Kowald, T.; Lenchuk, O.; Albe, K.; Heilmaier, M. Effect of Ti addition on the thermal expansion anisotropy of Mo5Si3. Acta Mater. 2017, 132, 25–34. [Google Scholar] [CrossRef]
- Pan, Y.; Wang, P.; Zhang, C.M. Structure, mechanical, electronic and thermodynamic properties of Mo5Si3 from first-principles calculations. Ceram. Int. 2018, 44, 12357–12362. [Google Scholar] [CrossRef]
- Lemberg, J.A.; Ritchie, R.O. Mo–Si–B alloys for ultrahigh-temperature structural applications. Adv. Mater. 2012, 24, 3445–3480. [Google Scholar] [CrossRef] [PubMed]
- Abbasi, A.R.; Shamanian, M. Synthesis of α-Mo–Mo5SiB2–Mo3Si nanocomposite powders by two-step mechanical alloying and subsequent heat treatment. J. Alloys Compd. 2011, 509, 8097–8104. [Google Scholar] [CrossRef]
- Chen, H.; Ma, Q.; Shao, X.; Ma, J.; Wang, C.; Huang, B. Microstructure, mechanical properties and oxidation resistance of Mo5Si3–Al2O3 composites. Mater. Sci. Eng. A 2014, 592, 12–18. [Google Scholar] [CrossRef]
- Wang, L.; Fu, Q.; Zhao, F. Improving oxidation resistance of MoSi2 coating by reinforced with Al2O3 whiskers. Intermetallics 2018, 94, 106–113. [Google Scholar] [CrossRef]
- Chen, H.; Shao, X.; Wang, C.Z.; Pu, X.P.; Zhao, X.C.; Huang, B.X.; Ma, J. Mechanical and wear properties of Mo5Si3–Mo3Si–Al2O3 composites. Intermetallics 2017, 85, 15–25. [Google Scholar] [CrossRef]
- Ganesh, I. A review on magnesium aluminate (MgAl2O4) spinel: Synthesis, processing and applications. Int. Mater. Rev. 2013, 58, 63–112. [Google Scholar] [CrossRef]
- Ma, Y.; Liu, X. Kinetics and thermodynamics of Mg-Al disorder in MgAl2O4-spinel: A review. Molecules 2019, 24, 1704. [Google Scholar] [CrossRef] [PubMed]
- Ganesh, I.; Srinivas, B.; Johnson, R.; Saha, B.P.; Mahajan, Y.R. Microwave assisted solid state reaction synthesis of MgAl2O4 spinel powders. J. Eur. Ceram. Soc. 2004, 24, 201–207. [Google Scholar] [CrossRef]
- Wen, Y.; Liu, X.; Chen, X.; Jia, Q.; Yu, R.; Ma, T. Effect of heat treatment conditions on the growth of MgAl2O4 nanoparticles obtained by sol-gel method. Ceram. Int. 2017, 43, 15246–15253. [Google Scholar] [CrossRef]
- Padmaraj, O.; Venkateswarlu, M.; Satyanarayana, N. Structural, electrical and dielectric properties of spinel type MgAl2O4 nanocrystalline ceramic particles synthesized by the gel-combustion method. Ceram. Int. 2015, 41, 3178–3185. [Google Scholar] [CrossRef]
- Merzhanov, A.G. Combustion processes that synthesize materials. J. Mater. Process. Technol. 1996, 56, 222–241. [Google Scholar] [CrossRef]
- Levashov, E.A.; Mukasyan, A.S.; Rogachev, A.S.; Shtansky, D.V. Self-propagating high-temperature synthesis of advanced materials and coatings. Int. Mater. Rev. 2017, 62, 203–239. [Google Scholar] [CrossRef]
- Liu, G.; Chen, K.; Li, J. Combustion synthesis: An effective tool for preparing inorganic materials. Scr. Mater. 2018, 157, 167–173. [Google Scholar] [CrossRef]
- Sharifitabar, M.; Vahdati Khaki, J.; Haddad Sabzevar, M. Formation mechanism of TiC–Al2O3–Fe3Al composites during self-propagating high-temperature synthesis of TiO2–Al–C–Fe system. Ceram. Int. 2016, 42, 12361–12370. [Google Scholar] [CrossRef]
- Ghorbantabar Omran, J.; Sharifitabar, M.; Shafiee Afarani, M. On the self-propagating high-temperature synthesis of tungsten boride containing composite powders from WO3–B2O3–Mg system. Ceram. Int. 2018, 44, 14355–14362. [Google Scholar] [CrossRef]
- Yeh, C.-L.; Ke, C.-Y. Combustion synthesis of FeAl-based composites from thermitic and intermetallic Reactions. Crystals 2019, 9, 127. [Google Scholar] [CrossRef]
- Zaki, Z.I.; Mostafa, N.Y.; Rashad, M.M. High pressure synthesis of magnesium aluminate composites with MoSi2 and Mo5Si3 in a self-sustaining manner. Ceram. Int. 2012, 38, 5231–5237. [Google Scholar] [CrossRef]
- Horvitz, D.; Gotman, I. Pressure-assisted SHS synthesis of MgAl2O4–TiAl in situ composites with interpenetrating networks. Acta Mater. 2002, 50, 1961–1971. [Google Scholar] [CrossRef]
- Omran, J.G.; Afarani, M.S.; Sharifitabar, M. Fast synthesis of MgAl2O4–W and MgAl2O4–W–W2B composite powders by self-propagating high-temperature synthesis reactions. Ceram. Int. 2018, 44, 6508–6513. [Google Scholar] [CrossRef]
- Yeh, C.L.; Chen, W.L. A combustion route to synthesize Mo5SiB2–Al2O3 composites. Vacuum 2019, 163, 288–291. [Google Scholar] [CrossRef]
- Binnewies, M.; Milke, E. Thermochemical Data of Elements and Compounds; Wiley-VCH Verlag GmbH: Weinheim, Germany, 2002; pp. 692–693. [Google Scholar]
- Liang, Y.H.; Wang, H.Y.; Yang, Y.F.; Zhao, R.Y.; Jiang, Q.C. Effect of Cu content on the reaction behaviors of self-propagating high-temperature synthesis in Cu-Ti-B4C system. J. Alloys Compd. 2008, 462, 113–118. [Google Scholar] [CrossRef]
- Yeh, C.L.; Chen, Y.L. An experimental study on self-propagating high-temperature synthesis in the Ta-B4C system. J. Alloys Compd. 2009, 478, 163–167. [Google Scholar] [CrossRef]
- Bradley, D.; Matthews, K.J. Measurement of high gas temperatures with fine wire thermocouples. J. Mech. Eng. Sci. 1968, 10, 299–305. [Google Scholar] [CrossRef]
- Holman, J.P. The Measurement of Temperature. In Experimental Methods for Engineers, 7th ed.; McGraw-Hill: New York, NY, USA, 2001; pp. 390–399. [Google Scholar]
- Evans, A.G.; Charles, E.A. Fracture toughness determinations by indentation. J. Am. Ceram. Soc. 1976, 59, 371–372. [Google Scholar] [CrossRef]
- Rios, C.T.; Coelho, A.A.; Batista, W.W.; Gonçalves, M.C.; Caram, R. ISE and fracture toughness evaluation by Vickers hardness testing of an Al3Nb-Nb2Al-AlNbNi in situ composite. J. Alloys Compd. 2009, 472, 65–70. [Google Scholar] [CrossRef]
- Merzhanov, A.G. Solid flames: Discoveries, concepts, and horizons of cognition. Combust. Sci. Technol. 1994, 98, 307–336. [Google Scholar] [CrossRef]
- Varma, A.; Rogachev, A.S.; Mukasyan, A.S.; Hwang, S. Combustion synthesis of advanced materials: Principals and applications. Adv. Chem. Eng. 1998, 24, 79–225. [Google Scholar]
- Yeh, C.L.; Wang, H.J. A comparative study on combustion synthesis of Ta-B compounds. Ceram. Int. 2011, 37, 1569–1573. [Google Scholar] [CrossRef]
- Williams, R.A.; Schoenitz, M.; Ermoline, A.; Dreizin, E.L. Low-temperature exothermic reactions in fully-dense Al/MoO3 nanocomposite powders. Thermochim. Acta 2014, 594, 1–10. [Google Scholar] [CrossRef]
- Massalski, T.B.; Okamoto, H.; Subramanian, P.R.; Kacprzak, L. Binary Alloy. Phase Diagrams; ASM International: Materials Park, OH, USA, 1987. [Google Scholar]
- Rosales, I.; Schneibel, J.H. Stoichiometry and mechanical properties of Mo3Si. Intermetallics 2000, 8, 885–889. [Google Scholar] [CrossRef]







© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).