2.2. Characterization of the Pd/AC and Pt/AC Composites
To define the surface morphology of the prepared composites, a set of characterization techniques [ICP-MS, Scanning Electron Microscopy (SEM) and Energy Dispersive X-ray Spectroscopy (EDX), Transmission Electron Microscopy (TEM), X-ray Photoelectron Microscopy (XPS) and Brunauer-Emmett-Teller Surface Area Analysis (BET)] has been undertaken.
ICP-MS analysis of the supported Pd and Pt catalysts was carried out to evaluate the actual loading amounts of Pd and Pt on AC. As can be seen from
Table 2, the actual loading amounts of Pd and Pt on AC are 4.13 wt% (for AC-Pd1), 7.63% (for AC-Pd2), 4.47% (for AC-Pt1), and 7.28% (for AC-Pt2), respectively, giving more than 80% of the full deposition.
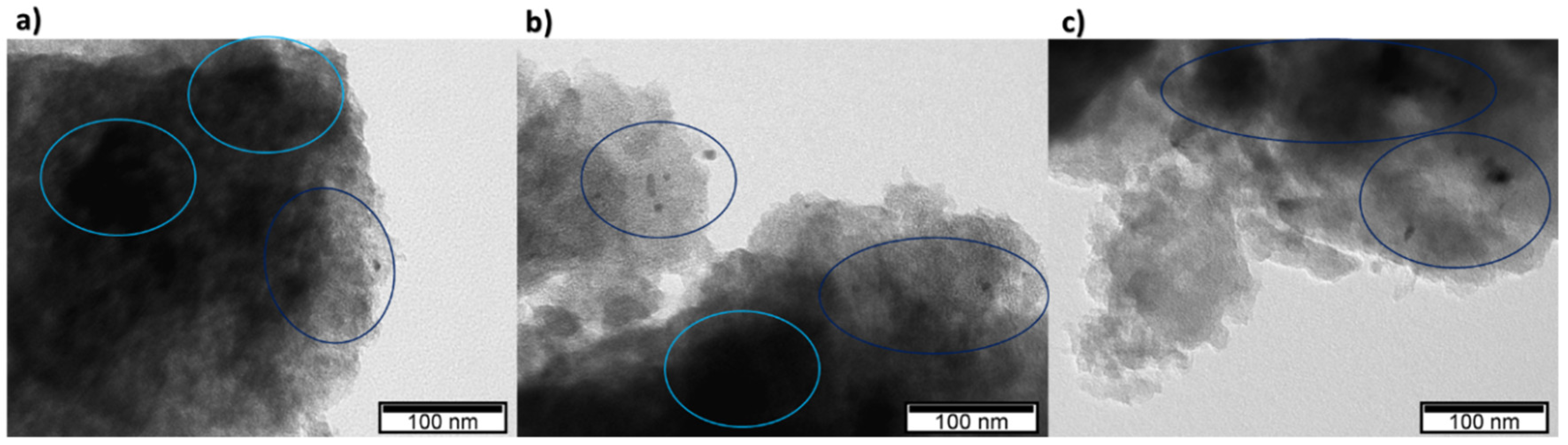
The performed TEM (
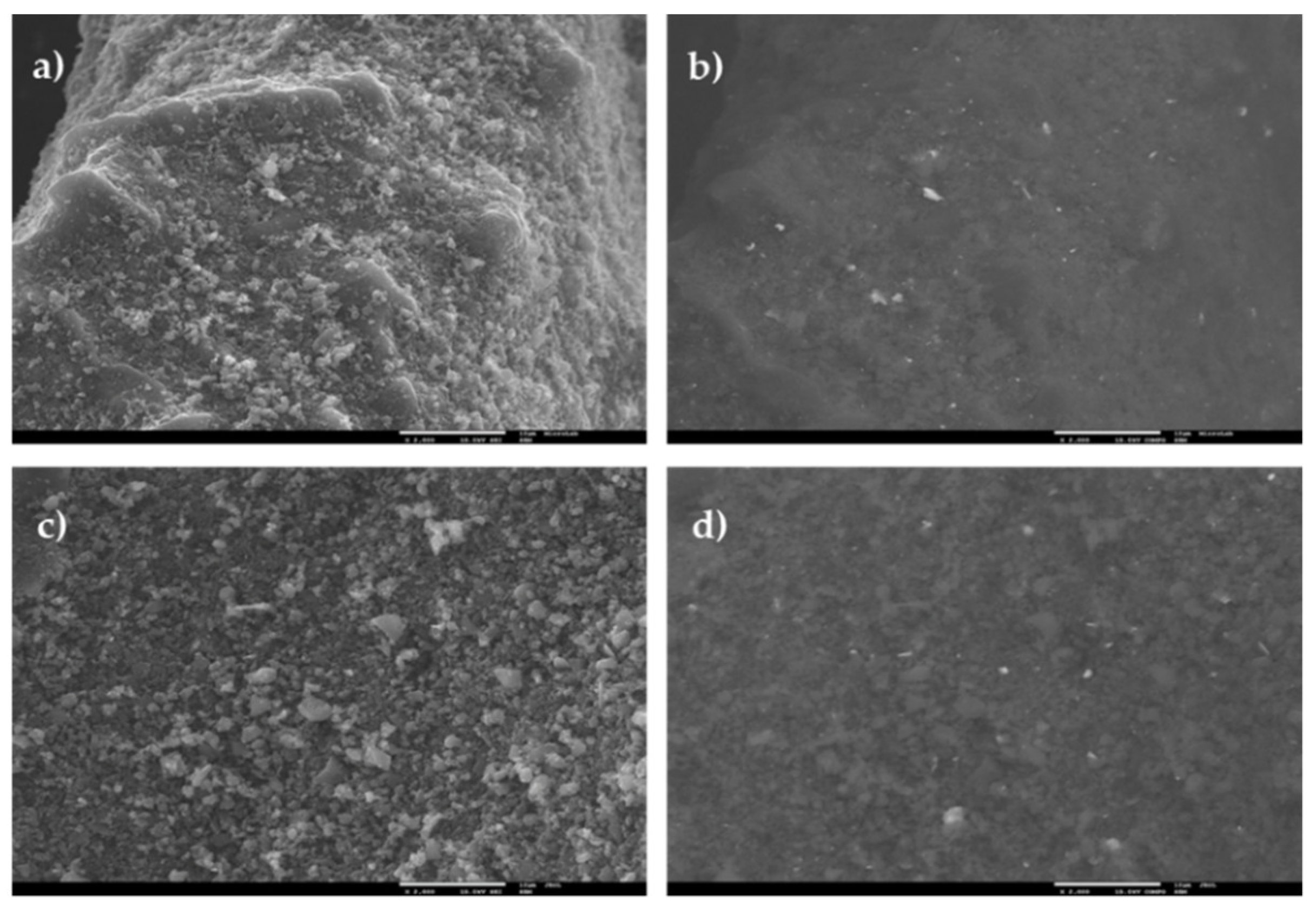
Figure 1) and SEM (
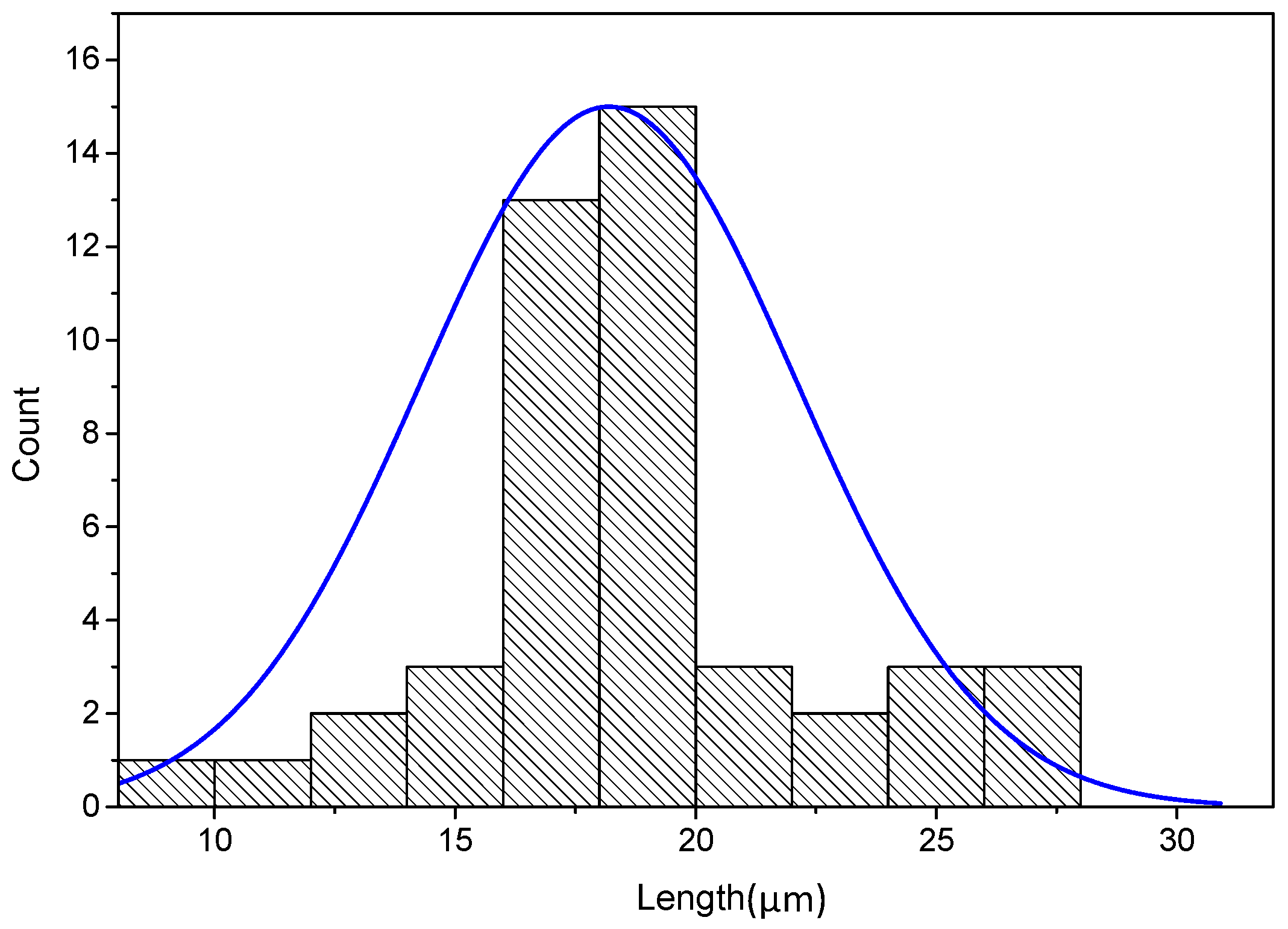
Figure 2) confirmed the presence of Pd and Pt particles supported on the AC surface. The produced dispersed materials consist of non-uniform crystallites with tendency to agglomerate (ovals in
Figure 1); this creates some difficulties to define the particle size and distribution. Nevertheless, the evaluation of the particle sizes and/or agglomerates present in the prepared materials can be performed by the digital microscopy Motic plus image software, giving average particle size around 18 nm for the AC-Pd2 dispersed nanomaterial (
Figure 3).
The SEM images for the AC-Pd1 (
Figure 2a) and AC-Pd2 (
Figure 2c) composites demonstrate micro (below 1 µm) irregularities. In the back-scatter mode, the metal can be differentiated from support; elements of greater atomic mass (e.g., Pd) appear brighter in a back scattered electron image. Both images were collected at magnification 2000× (
Figure 2b,d for AC-Pd1 and AC-Pd2, respectively) and, as expected, the visible amount of dispersed Pd is low, what is in accordance with low Pd loadings. The EDX analysis was performed for AC-Pd1 (
Figure S1a) and AC-Pd2 (
Figure S1b) composites to determine the elemental composition and to confirm that Pd is the only hetero element. The EDX analysis allowed to conclude that possible contamination due to the multiple collisions between medium, reactor, and grinding balls, detected in some mechanochemical reactions [
35,
36,
37,
38,
39], was not observed.
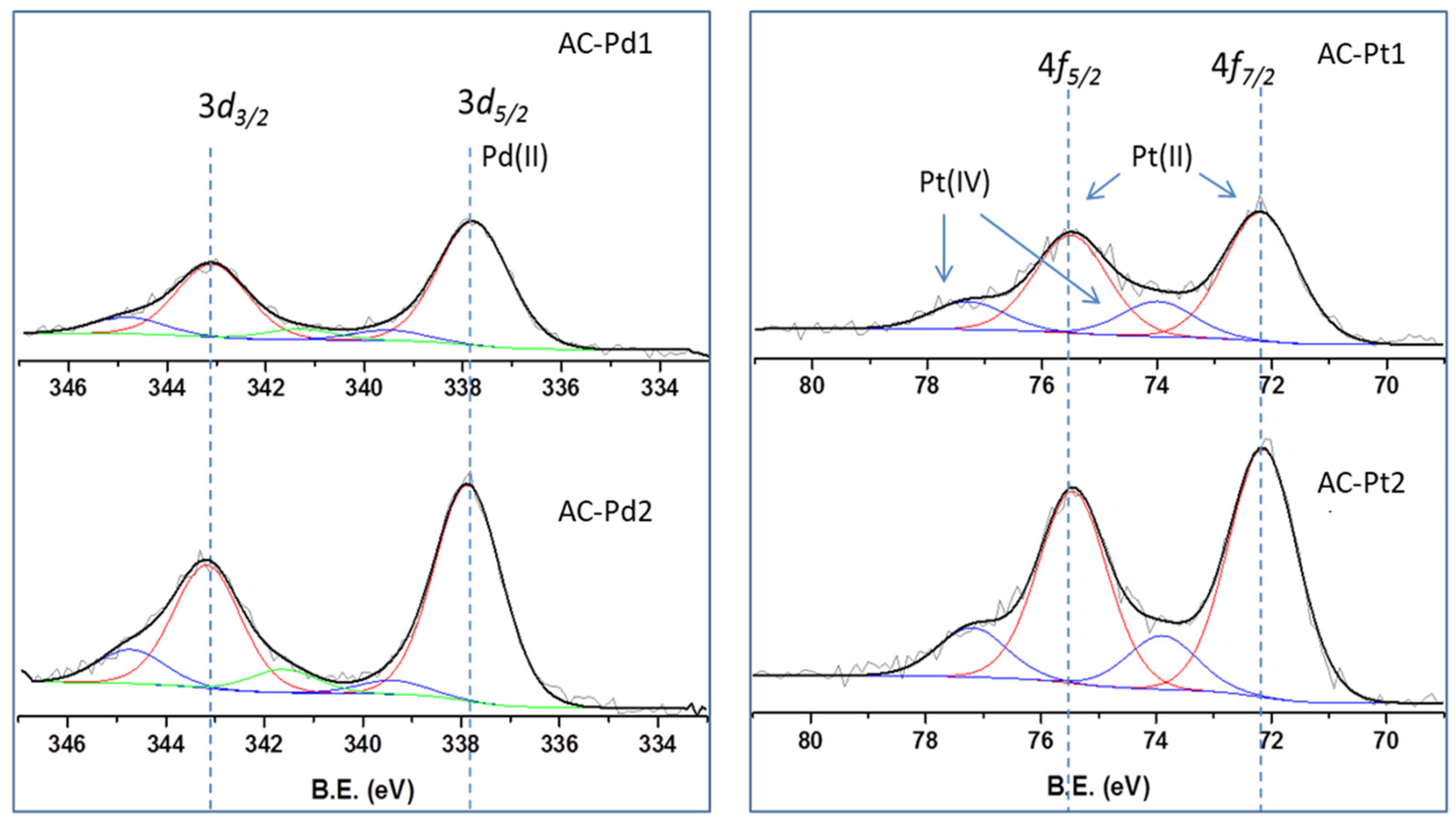
The qualitative and quantitative surface characterization of the Pd/AC and Pt/AC composites were also performed by XPS (
Figure 4,
Figures S2 and S3 and Table S1). No significant changes were observed in the high-resolution spectra of the catalysts prepared with different content of Pt or Pd precursors. High resolution Pd 3d region spectra presents a doublet corresponding to Pd 3d
5/2 and Pd 3d
3/2 at 337.8 and 343.1 eV suggesting the predominant presence of Pd(II) species in the surface of activated carbon (>80%) [
40]. The presence of Pd(0) was not detected on the surface, although previously being identified by other authors in similar systems [
41]. The small peaks observed at 340.0, 341.7 and 345.2 eV could be related to parental species from the Pd precursor [
42]. The deconvolution of high-resolution spectra Pt 4f region (
Figure 4) revealed two bands, each comprised of a pair of doublets: the Pt 4f
7/2 band at low binding energy 72.2 eV and Pt 4f
5/2 band at 75.5 eV assigned to Pt(II). The other two peaks at higher BEs 74.2 (Pt4f
7/2) and 77.5 eV (Pt4f
5/2) correspond to Pt(IV) [
43]. The presence of divalent platinum in this catalyst could be due to decomposition of the platinum precursor during ball milling [
44]. XPS survey analysis also revealed the presence of chlorine species on the carbon surface (
Figure S2) showing an incomplete decomposition of the platinum precursor under the used experimental conditions.
In the carbon spectra a small peak at 290 eV was observed revealing the presence of carboxyl groups, in addition to other typical peaks including the main peak of carbon at 284.6 eV (
Figure S3). Additionally, the high resolution O1s region spectra of the composites (
Figure S3) give additional information about surface oxygen groups, including the peaks at ~531.5 eV attributed to C-O/C=O and M-O functional groups and different peaks at 534.2 eV for Pd/AC and at 533.3 eV for Pt/AC composites attributed to the presence of carboxylic acid and anhydride functional groups, respectively. The contribution of chemisorbed water located at 536 eV was observed in the Pd/AC samples. The ratio of total oxygen to total carbon, O/C (
Table S1,) relates to the surface oxidation [
45]. An increase in the oxygen content for the Pd/AC composites was observed in comparison to the pristine AC, probably as result of the carbon bonds cleavage during ball milling with the respective surface oxidation or due to a decomposition of the metal salt [
41]. The XPS contents of Pd and Pt (
Table S1) are lower to those obtained by ICP (
Table 1) possibly due to the tendency of the Pd and Pt nanoparticles to agglomerate, as supported also by SEM and TEM (see above).
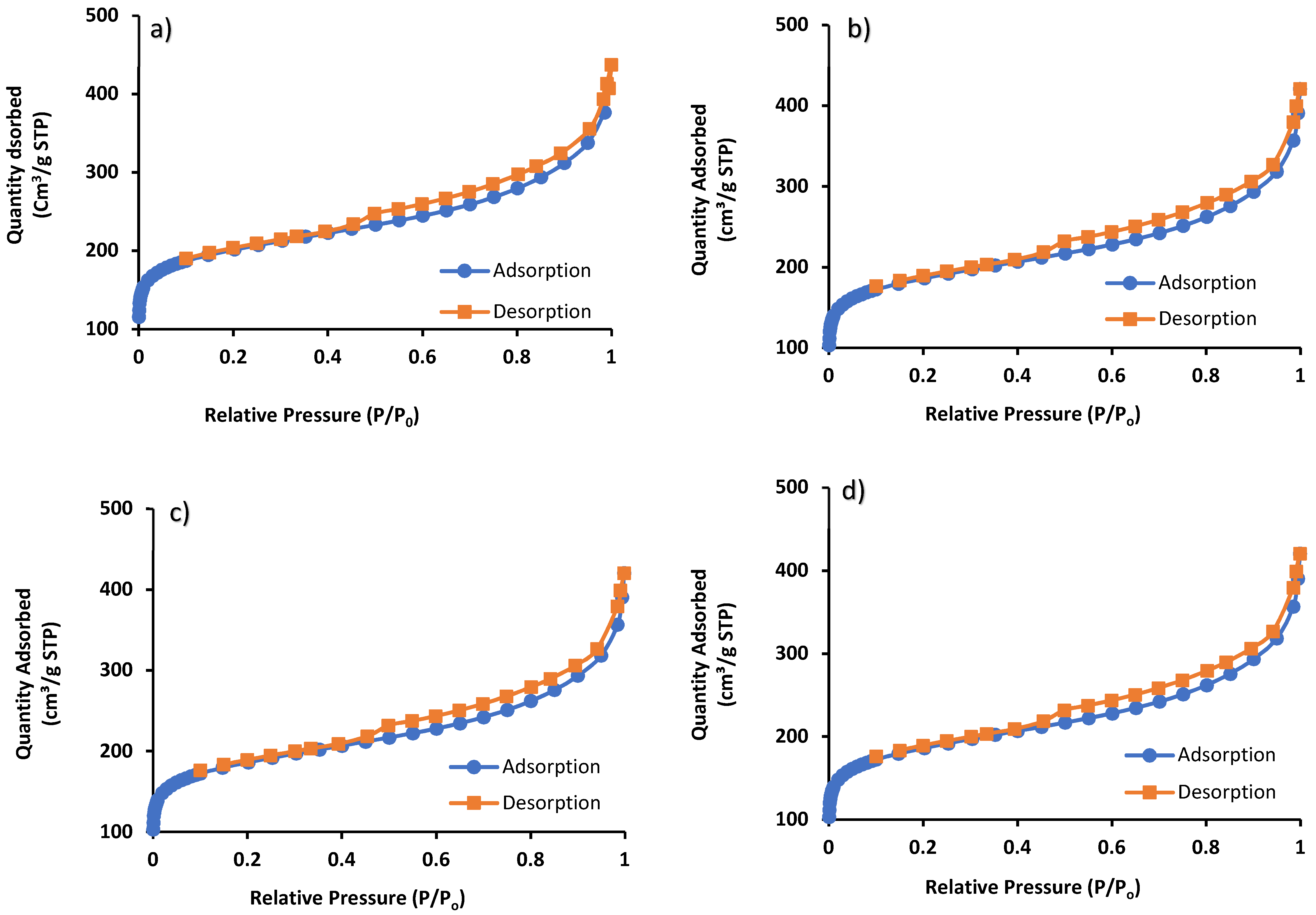
The nitrogen adsorption-desorption isomers for AC (
Figure S7), Pd/AC and Pt/AC composites (
Figure 5) were determined at −196 °C. According to the IUPAC classification [
46,
47,
48], a shape type (IV) isotherms and type IV (H4) hysteresis loops were observed in the relative pressure range from 0.4 to 1.0 indicating the presence of mesopores, the formation of asymmetric, slit-shaped mesopores, attributable to rapid gas evolution and open channels [
46,
47,
48].
Table 3 compares the BET surface areas, pore volume and pore size of the commercial AC with those of the Pd/AC and Pt/AC supported catalysts. The surface area of the commercial AC was found to be 775 m
2/g with a pore volume of 0.39 cm
3/g and BET surface areas for the Pd/AC and Pt/AC composites arrange in the following order: AC-Pd1 (747 m
2/g) > AC-Pt1 (722 m
2/g) > AC-Pd2 (648 m
2/g) > AC-Pt2 (584 m
2/g). The surface area together with the type and percentage of supported metal correlates with the catalytic results (see below). It should also be noted that the micropores volume of the studied materials are close to the commercial AC value of 0.4 cm
3/g, except of the AC-Pt2 composite which exhibits a lower value of 0.35 cm
3/g. As can be seen, no drastic changes in the textural properties of the studied samples were observed, suggesting that the differences in the adsorption capacities are mainly due to their surface properties.
2.3. Catalytic Studies
In order to investigate the effects of various parameters on the SM reaction catalyzed by the prepared composites, a model cross-coupling of bromobenzene and phenylboronic acid has been selected. Additionally, the catalytic activity of the AC-Pd2 composite was compared with Pd catalysts supported on MWCNT, GO, and CaCO
3 (
Table 4). Several reaction parameters (solvent, base, reaction time) were also evaluated to maximize the yield of the coupling reaction. The commercial salts used for the preparation of composites were also tested with the same mass (2.5 mg) giving ca. 75% yield (TON 34) for Pd(OAc)
2 catalyst vs. 49% (TON 136) for the AC-Pd2 material. As can be seen, 1.5 yield drop is well compensated by the saving in Pd content. The use of commercial K
2PtCl
4 resulted in only 3% yield, indicating the importance of the AC support in improving the catalytic activity.
Pt catalysts are not as common as the palladium ones for the SM reactions; however, application of the AC-Pt1 catalyst resulted in 26% yield (TON of 228 and TOF of 1.4 × 10
3 h
−1) of biphenyl after 10 min (
Table 4, entry 16). However, after 30 min there was a drastic reduction in yield (
Table 4, entry 17), probably due to the deactivation of the catalyst. Among the palladium-based materials, the use of the AC-Pd2 composite as a catalyst resulted in the highest yields up to 49% after 30 min and 70% after 180 min (
Table 4, entries 6 and 7). The catalyst with higher metal content showed higher yield (30% for AC-Pd1 relatively to 49% for AC-Pd2 after 30 min,
Table 4, entry 3); however, with some decrease in TONs (155 and 136, for AC-Pd1 and AC-Pd2, respectively, after 30 min). The nanocrystalline structure of the catalysts, the absence of contaminations and the large surface area are possible reasons for the considerable conversion exhibited by this catalyst (
Figure 6).
Considering the above catalyst screening, the AC-Pd2 composite was selected for the more detailed catalytic studies. Thus, several inorganic bases, namely K
2CO
3, NaF, Na
2CO
3, KF, and Cs
2CO
3, were tested for this composite, and application of potassium carbonate resulted in the highest biphenyl yield of 49% (
Table 4, entry 6,
Figure S8). The use of Na
2CO
3, KF and Cs
2CO
3 gave lower and similar yields in the range of 31–35% (
Table 4, entries 8–10), while NaF provided the lowest product yield of 2%. Although water is considered a green solvent, its use is not beneficial as well as application of dichloromethane (DCM), acetonitrile (ACN), and dimethyl sulfoxide (DMSO), while implementation of “green” ethanol significantly improves the yield (
Table 4, entries 6 and 12–15,
Figure S9).
To check if replacement of the AC support by the related carbon materials would influence the catalytic results, GO and MWCNTs were used as supports (
Table 4, entries 20–24). As can be seen, the AC-Pd2 catalyst (yield of 49%,
Table 4, entry 6) is slightly less active than the GO-Pd2 (yield of 53%,
Table 4, entry 20) and CNT-Pd2 (yield of 50%,
Table 4, entry 24) analogs, under the same reaction conditions (
Figure S10), while the inorganic CaCO
3 support provided a low yield of 12%, possibly due to inferior surface area.
The promoting effect of olefins [
31,
32], namely cyclohexene, cyclooctene and 1,5-cyclooctadiene (1,5-COD), was also explored for the so-named liquid-assisted grinding (LAG) process with the AC-Pd2 composite as a catalyst (
Table 5). The presence of cyclooctene improved the yield to 59% with ethanol as a solvent (
Table 5, entry 1), whereas the presence of cyclohexene and 1,5-COD dropped the yield to 19% and 21%, respectively (
Table 5, entries 4 and 5). In solventless conditions, the yield increased from 59 to 80% and from 21 to 39% for the cyclooctene and 1,5-COD additives, respectively (
Table 5, entries 1, 2, 5, and 6). Moreover, the addition of EtOH as an additive (0.4 µL/mg catalyst) resulted in 40% yield (
Table 5, entry 7), while NaCl additive provided yield of only 28% (
Table 5, entry 8).
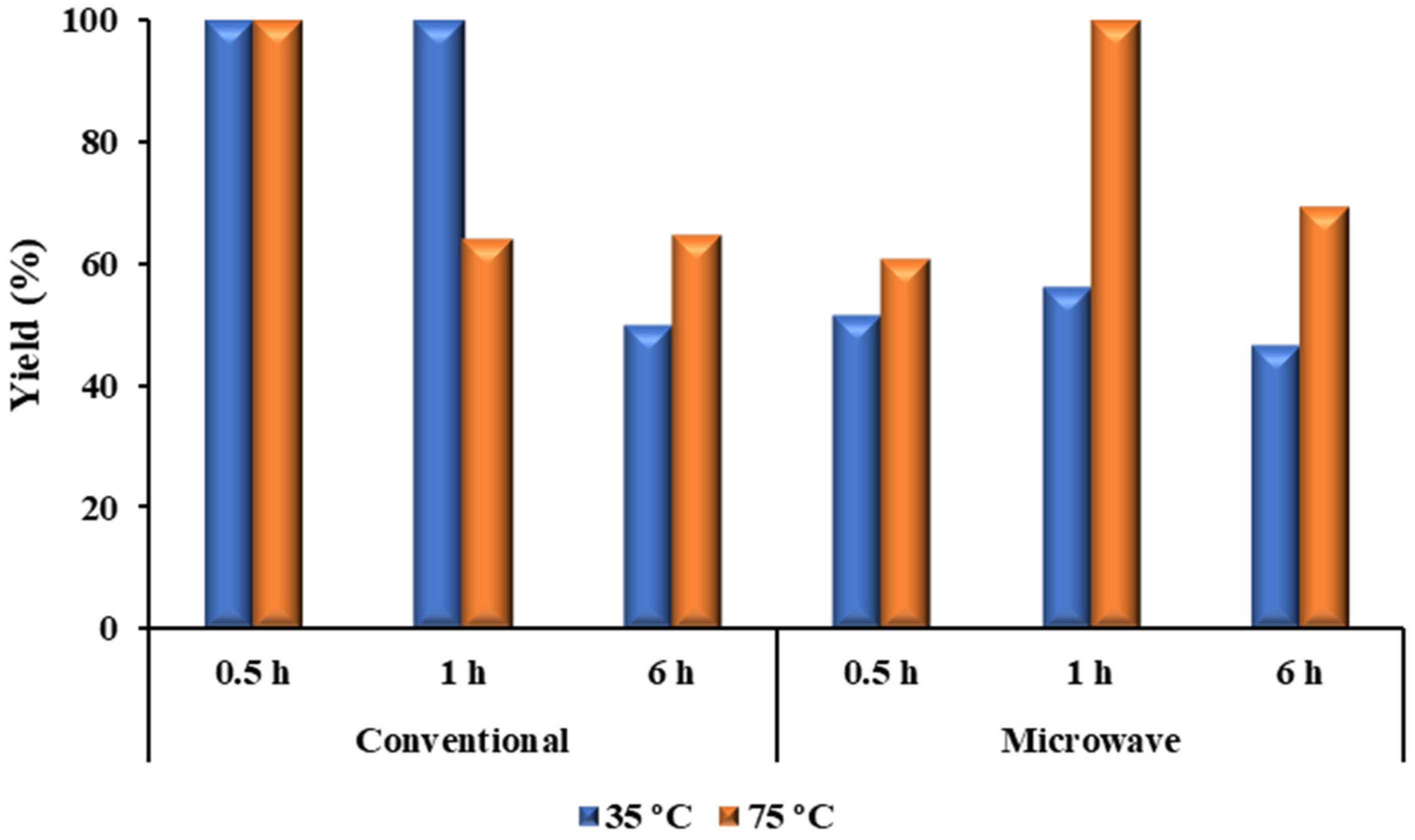
The effect of other than mechanical energy inputs on the catalytic output has been also studied (
Table 6,
Figure 7). As can be seen, in case of convectional heating (CH) for 1 h yield is higher at 35 °C in respect to 75 °C (
Table 6, entry 2 vs. 5), probably due to the to the formation of Pd black with its agglomeration at higher temperatures. The CH after 30 min resulted in the complete conversion to biphenyl product, either at 75 or 35 °C, while MW irradiation has also a promoting effect since 60 min of reaction at 75 °C resulted in total conversion. However, the described above liquid assisted grinding is much more sustainable and environmentally friendly taking in consideration the energy necessary to produce and recover the used solvents.


 ,
, 













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}