
Experimental Investigation of the Rheological Behavior of an Oil-Based Drilling Fluid with Rheology Modifier and Oil Wetter Additives

 , ,
, ,  ,
, 

Abstract
:1. Introduction
2. Materials and Method
2.1. Materials
2.1.1. Oil-Based Drilling Fluid Preparation
2.1.2. Oil-Based Drilling Fluid Additives
2.2. Methodology
2.2.1. Density and Oil/Water Contents Measurement
2.2.2. Rheology Test
2.2.3. Fluid Loss Test
2.2.4. Electrical Stability Test
2.2.5. Zeta Potential Test
3. Results and Discussion
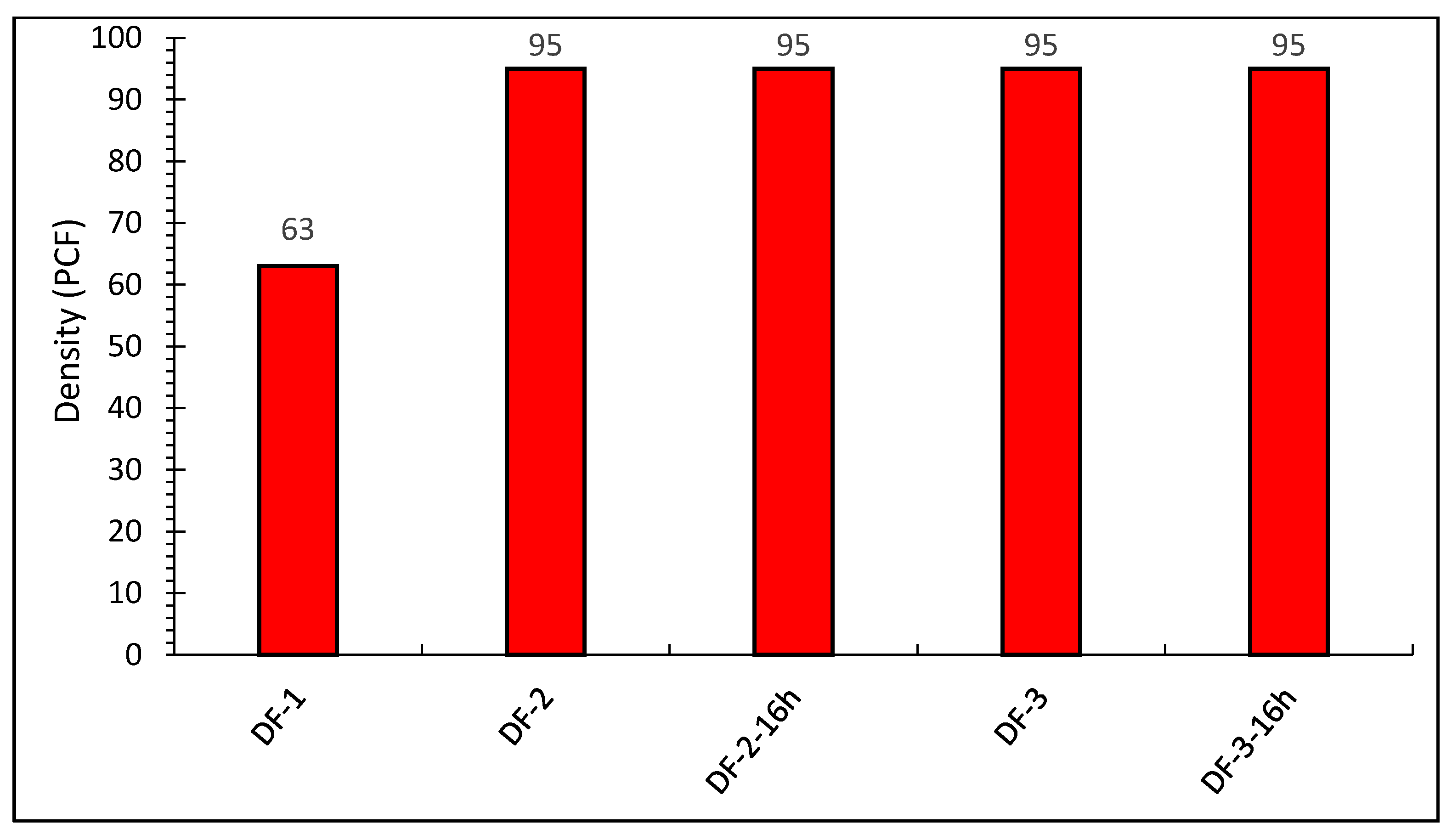
3.1. Density and Oil/Water Contents
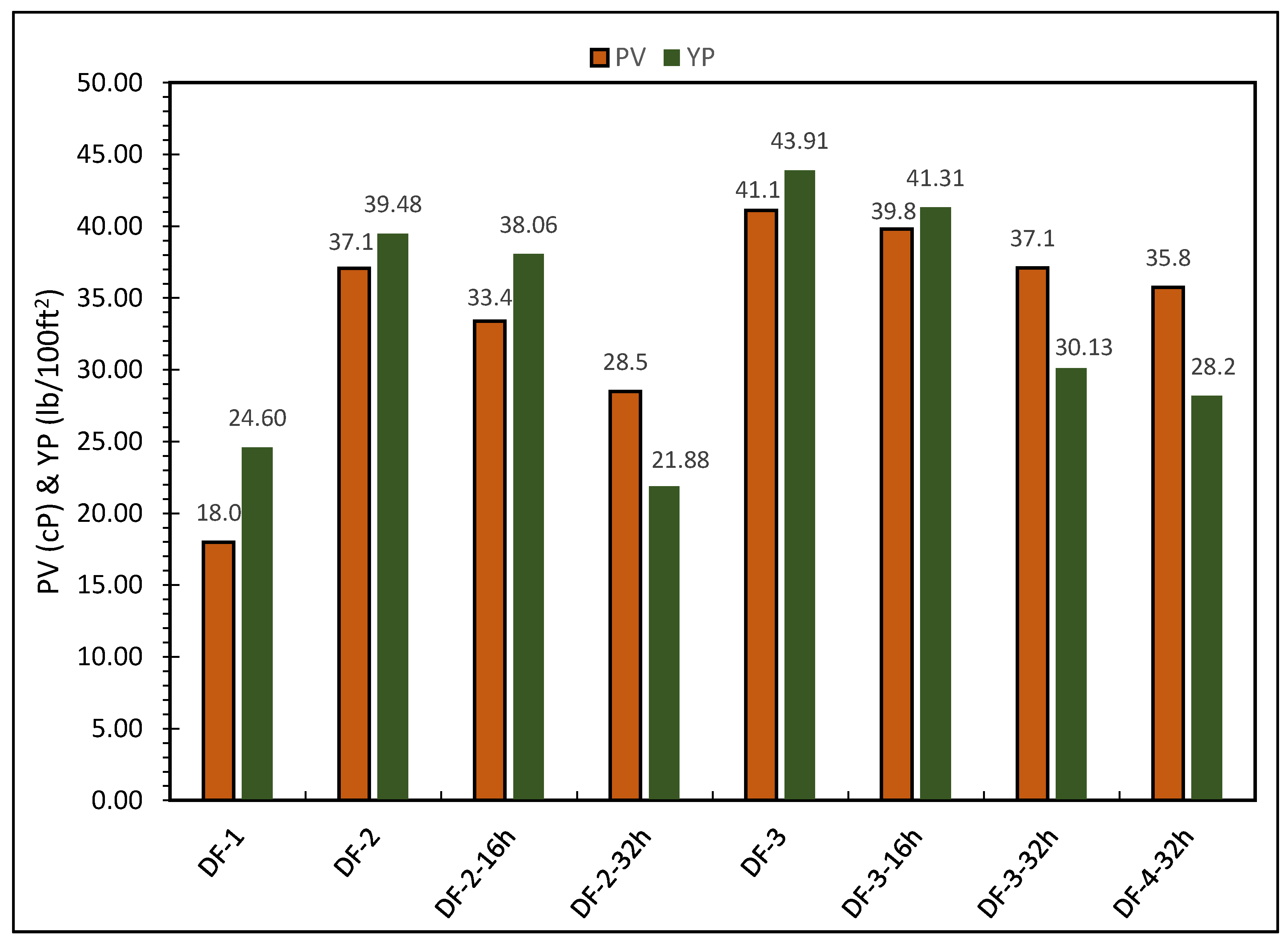
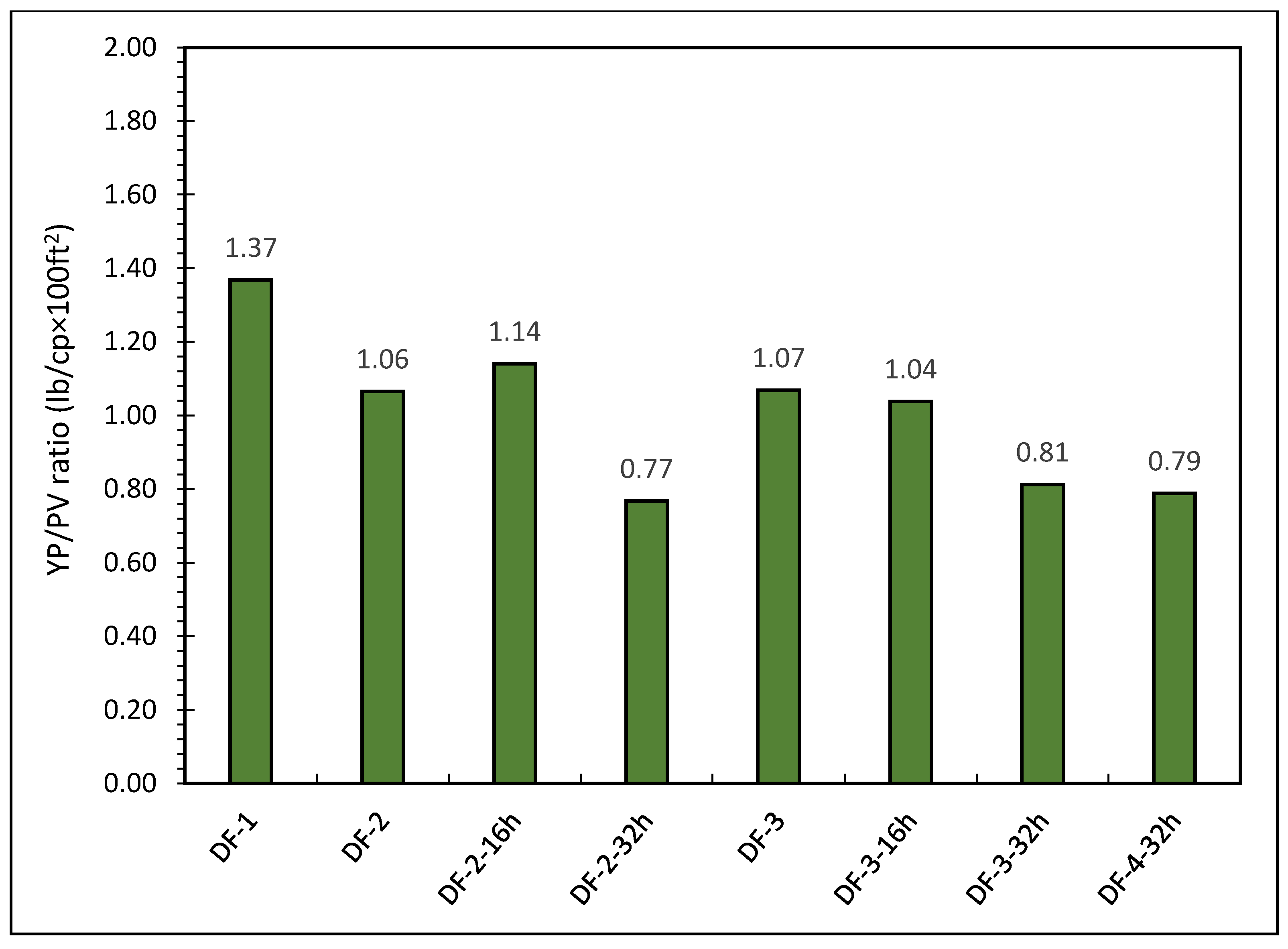
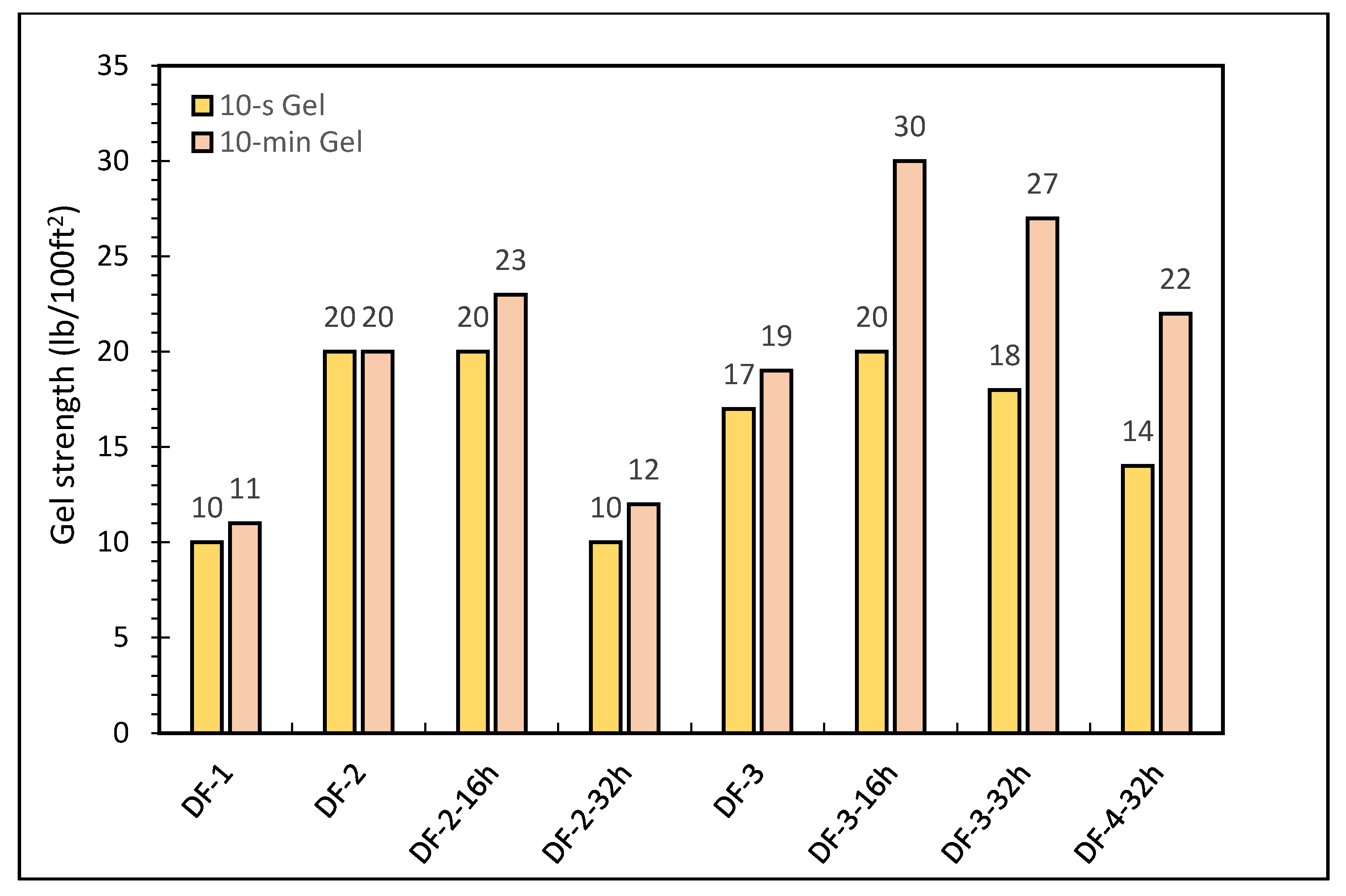
3.2. Rheology
3.3. HPHT Fluid Loss
3.4. Electrical Stability
3.5. Zeta Potential
3.6. Environmental Impact
4. Conclusions
- (1)
- The rheology of the drilling fluids was changed by hot rolling at HPHT conditions. After 16 h of hot rolling, the rheology profiles of DF-2 and DF-3 were flat. After 32 h of hot rolling, the formulations lost their rheological character, having a greater impact on DF-2 than DF-3 and DF-4. The oil wetter and rheology modifier positively impacted drilling fluid performance and provided flat rheology of drilling fluids.
- (2)
- The fluid loss increased with the hot rolling duration, indicating that the fluid loss additive’s performance was compromised at high temperatures. Nevertheless, an increase in the concentration of the fluid loss controller assisted in maintaining the fluid loss as observed with DF-4 performance after 32 h of hot rolling.
- (3)
- The formulation of additives used in DF-4 prevented the sag of the solids (barite and calcite) after an extended period of hot rolling and reduced the filtration (fluid loss is 2.5 mL only).
- (4)
- The filter cake thickness was increased with respect to fluid loss volume. After an extended period of hot rolling, DF-4 still resulted in thin filter cake with respect to its fluid loss at high temperature conditions. Having a thin impermeable filter cake will help maintain the hole and allow subsequent operations to run smoothly.
- (5)
- The oil wetter changed the barite particles’ wettability from hydrophilic to hydrophobic by interacting and adsorbing on barite particles which played a significant role in their suspension in OBDFs preventing the common barite sag problem.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Sample Availability
Abbreviations
| PV | Plastic Viscosity/ cP |
| ∅ | Viscometer dial reading at different speeds, dimensionless |
| YP | Yield Point: lb/100 ft2 |
| ζ | Zeta Potential: mV |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Oilfield Units | SI Units | Conversion Factor |
|---|---|---|---|
| Shear rate | RPM | 1/s | 1/s = 1.703 × RPM |
| Plastic viscosity | cP | mPa⋅s | 1 mPa⋅s = 1 cP |
| Yield point | lb/100 ft2 or dynes/cm2 | Pa | 1 Pa = 10 dynes/cm2 |
| Density | PCF | kg m−3 | 1 kg m−3 = 0.062 PCF |
| Fluid loss | mL | m3 | m3 = 100,000 mL |
| Filter cake thickness | 1/32 inch | mm | 1 mm = 0.0393 inch |
References
- Abdo, J.; Haneef, M. Nano-Enhanced Drilling Fluids: Pioneering Approach to Overcome Uncompromising Drilling Problems. J. Energy Resour. Technol. 2012, 134, 1–6. [Google Scholar] [CrossRef]
- Abdelgawad, K.; Elkatatny, S.; Moussa, T.; Mahmoud, M.; Patil, S. Real-time determination of rheological properties of spud drilling fluids using a hybrid artificial intelligence technique. J. Energy Resour. Technol. Trans ASME 2019, 141, 1–9. [Google Scholar] [CrossRef]
- David Ytrehus, J.; Taghipour, A.; Golchin, A.; Saasen, A.; Prakash, B. The Effect of Different Drilling Fluids on Mechanical Friction. J. Energy Resour. Technol. Trans ASME 2017, 139, 1–6. [Google Scholar] [CrossRef]
- Ahmad, H.; Kamal, M.; Mahmoud, M.; Shakil Hussain, S.; Abouelresh, M.; Al-Harthi, M. Organophilic Clay-Based Drilling Fluids for Mitigation of Unconventional Shale Reservoirs Instability and Formation Damage. J. Energy Resour. Technol. 2019, 141, 093102. [Google Scholar] [CrossRef]
- Al-Hameedi, A.; Alkinani, H.; Dunn-Norman, S.; Al-Alwani, M.; Al-Bazzaz, W.; Alshammari, A.; Albazzaz, H.; Mutar, R. Experimental investigation of bio-enhancer drilling fluid additive: Can palm tree leaves be utilized as a supportive eco-friendly additive in water-based drilling fluid system? J. Pet. Explor. Prod. Technol. 2019, 10, 595–603. [Google Scholar] [CrossRef] [Green Version]
- May, P.; Deville, J.; Miller, J.; Burrows, K. Environmentally acceptable shale inhibitors for high performance water-based muds. In Proceedings of the International Petroleum Technology Conference, IPTC 2020, Dhahran, Saudi Arabia, 13–15 January 2020. [Google Scholar]
- Patel, H.; Santra, A.; Thaemlitz, C. Functionalized layered nanomaterials: A next-generation shale inhibitor. In Proceedings of the International Petroleum Technology Conference, IPTC 2020, Dhahran, Saudi Arabia, 13–15 January 2020. [Google Scholar]
- Al-Hameedi, A.; Alkinani, H.; Albazzaz, H.; Dunn-Norman, S.; Alkhamis, M. Insights into the applications of waste materials in the oil and gas industry: State of the art review, availability, cost analysis, and classification. J. Pet. Explor. Prod. Technol. 2020, 10, 2137–2151. [Google Scholar] [CrossRef] [Green Version]
- Sharma, S.; Elbatran, A.; Labib, A.; Megally, F. High-performance water-based drilling fluid proved an environmentally-friendly alternative for time-sensitive shales in Saudi Arabia. In Proceedings of the International Petroleum Technology Conference, IPTC 2020, Dhahran, Saudi Arabia, 13–15 January 2020. [Google Scholar]
- Okoro, E.; Ochonma, C.; Omeje, M.; Sanni, S.; Emetere, M.; Orodu, K.; Igwilo, K. Radiological and toxicity risk exposures of oil based mud: Health implication on drilling crew in Niger Delta. Environ. Sci. Pollut. Res. 2020, 27, 5387–5397. [Google Scholar] [CrossRef] [PubMed]
- Singh, Y.; Farooq, A.; Raza, A.; Mahmood, M.; Jain, S. Sustainability of a non-edible vegetable oil based bio-lubricant for automotive applications: A review. Process Saf. Environ. Prot. 2017, 111, 701–713. [Google Scholar] [CrossRef]
- Hossain, E.; Al-Majed, A.; Adebayo, A.; Apaleke, A.; Rahman, S. A critical review of drilling waste management towards sustainable solutions. Environ. Eng. Manag. J. 2017, 16, 1435–1450. [Google Scholar] [CrossRef]
- Murtaza, M.; Ahmad, H.M.; Kamal, M.S.; Hussain, S.M.; Mahmoud, M.; Patil, S. Evaluation of Clay Hydration and Swelling Inhibition Using Quaternary Ammonium Dicationic Surfactant with Phenyl Linker. Molecules 2020, 25, 4333. [Google Scholar] [CrossRef]
- Hossain, E.; Al-Majed, A. Fundamentals of Sustainable Drilling Engineering; John Wiley & Sons: Hoboken, NJ, USA, 2015; ISBN 9781119100300. [Google Scholar]
- Patel, A.; Stamatakis, S.; Young, S.; Friedheim, J. Advances in Inhibitive Water-Based Drilling Fluids—Can They Replace Oil-Based Muds? In Proceedings of the International Symposium on Oilfield Chemistry, Society of Petroleum Engineers, Houston, TX, USA, 28 February–2 March 2007. [Google Scholar]
- Ahmed, H.; Kamal, M.; Al-Harthi, M. Polymeric and low molecular weight shale inhibitors: A review. Fuel 2019, 251, 187–217. [Google Scholar] [CrossRef]
- API. Recommended Practice for Field Testing Oil-Based Drilling Fluids. In Standard API 13B-2; American Petroleum Institute: Washington, DC, USA, 2014. [Google Scholar]
- Zamora, M.; Bell, R. Improved Wellsite Test for Monitoring Barite Sag. In Proceedings of the AADE 2004 Drilling Fluids Conference, Houston, TX, USA, 6–7 April 2004. [Google Scholar]
- Mohamed, A.; Basfar, S.; Elkatatny, S.; Al-Majed, A. Prevention of Barite Sag in Oil-Based Drilling Fluids Using a Mixture of Barite and Ilmenite as Weighting Material. Sustainability 2019, 11, 5617. [Google Scholar] [CrossRef] [Green Version]
- Boyou, N.; Ismail, I.; Wan Sulaiman, W.; Sharifi Haddad, A.; Husein, N.; Hui, H.; Nadaraja, K. Experimental investigation of hole cleaning in directional drilling by using nano-enhanced water-based drilling fluids. J. Pet. Sci. Eng. 2019, 176, 220–231. [Google Scholar] [CrossRef] [Green Version]
- Tehrani, A.; Zamora, M.; Power, D. Role of Rheology in Barite Sag in SBM and OBM. In Proceedings of the AADE 2004 Drilling Fluids Conference, Houston, TX, USA, 6–7 April 2004. [Google Scholar]
- Temple, C.; Paterson, F.; Leith, D. Method for Reducing Sag in Drilling, Completion, and Workover Fluids. Patent WO 2004/113467 A1, 29 December 2004. [Google Scholar]
- Davis, L.; Lfvanec, W.; Shumway, W. Additive to Enhance Sag Stability of Drilling Fluid. Patent WO 2017/188946 Al, 2 November 2017. [Google Scholar]
- Elkatatny, S. Enhancing the Stability of Invert Emulsion Drilling Fluid for Drilling in High-Pressure High-Temperature Conditions. Energies 2018, 11, 2393. [Google Scholar] [CrossRef] [Green Version]
- Growcock, F.; Patel, A. The Revolution in Non-Aqueous Drilling Fluids, AADE-11-NTCE-33. In Proceedings of the 2011 AADE National Technical Conference and Exhibition, Houston, TX, USA, 12–14 April 2011; pp. 1–8. [Google Scholar]
- Wagle, V.; Maghrabi, S.; Kulkarni, D. Formulating Sag-Resistant, Low-Gravity Solids-Free Invert Emulsion Fluids. In Proceedings of the SPE Middle East Oil and Gas Show and Conference, Manama, Bahrain, 10 March 2013. [Google Scholar] [CrossRef]
- Anawe, P.; Efeovbokhan, V.; Ayoola, A.; Akpanobong, O. Investigating alternatives to diesel in oil based drilling mud formulations used in the oil industry. J. Environ. Earth Sci. 2014, 4, 70–78. [Google Scholar]
- Amani, M. The Rheological Properties of Oil-Based Mud under High Pressure and High Temperature Conditions. Adv. Pet. Explor. Dev. 2012, 3, 21–30. [Google Scholar] [CrossRef]
- Dardir, M.; Ibrahime, S.; Soliman, M.; Desouky, S.; Hafiz, A. Preparation and evaluation of some esteramides as synthetic based drilling fluids. Egypt J. Pet. 2014, 23, 35–43. [Google Scholar] [CrossRef] [Green Version]
- Katende, A.; Boyou, N.; Ismail, I.; Chung, D.; Sagala, F.; Hussein, N.; Ismail, M. Improving the performance of oil based mud and water based mud in a high temperature hole using nanosilica nanoparticles. Colloids Surf. A Physicochem. Eng. Asp. 2019, 577, 645–673. [Google Scholar] [CrossRef]
- Amanullah, M.; AlArfaj, M.; Al-abdullatif, Z. Preliminary Test Results of Nano-based Drilling Fluids for Oil and Gas Field Application, Society of Petroleum Engineers. In Proceedings of the SPE/IADC Drilling Conference and Exhibition, Amsterdam, The Netherlands, 1–3 March 2013. [Google Scholar] [CrossRef]
- Amanullah, M.; Al-Tahini, A. Nano-Technology–Its Significance in Smart Fluid Development for Oil and Gas Field Application, Society of Petroleum Engineers. In Proceedings of the SPE Saudi Arabia Section Technical Symposium, Al-Khobar, Saudi Arabia, 9–11 May 2009. [Google Scholar] [CrossRef]
- Akpan, E.; Enyi, G.; Nasr, G.; Yahaya, A.; Ahmadu, A.; Saidu, B. Water-based drilling fluids for high-temperature applications and water-sensitive and dispersible shale formations. J. Pet. Sci. Eng. 2019, 175, 1028–1038. [Google Scholar] [CrossRef] [Green Version]
- Riisoen, S.; Iversen, F.; Brasileiro, R.; Saasen, A.; Khalifeh, M. Drilling Fluid Power-Law Viscosity Model–Impact of Model Parameters on Frictional Pressure Loss Uncertainty, Society of Petroleum Engineers. In Proceedings of the SPE Norway One Day Seminar, Bergen, Norway, 14 May 2019. [Google Scholar] [CrossRef]
- Aftab, A.; Ismail, A.; Ibupoto, Z.; Akeiber, H.; Malghani, M. Nanoparticles based drilling muds a solution to drill elevated temperature wells: A review. Renew. Sustain. Energy Rev. 2017, 76, 1301–1313. [Google Scholar] [CrossRef]
- Aftab, A.; Ismail, A.; Ibupoto, Z. Enhancing the rheological properties and shale inhibition behavior of water-based mud using nanosilica, multi-walled carbon nanotube, and graphene nanoplatelet. Egypt. J. Pet. 2017, 26, 291–299. [Google Scholar] [CrossRef] [Green Version]
- Oltedal, V.; Werner, B.; Lund, B.; Saasen, A.; Ytrehus, J. Rheological properties of oil based drilling fluids and base oils. Am. Soc. Mech. Eng. 2015, 1–8. [Google Scholar] [CrossRef]
- Gautam, S.; Guria, C. Optimal Synthesis, Characterization, and Performance Evaluation of High-Pressure High-Temperature Polymer-Based Drilling Fluid: The Effect of Viscoelasticity on Cutting Transport, Filtration Loss, and Lubricity. SPE J. 2020, 25, 1333–1350. [Google Scholar] [CrossRef]
- Li, W.; Zhao, X.; Ji, Y.; Peng, H.; Chen, B.; Liu, L.; Han, X. Investigation of Biodiesel-Based Drilling Fluid, Part 1: Biodiesel Evaluation, Invert-Emulsion Properties, and Development of a Novel Emulsifier Package. SPE J. 2016, 21, 1755–1766. [Google Scholar] [CrossRef]
- Akpan, E.; Enyi, G.; Nasr, G. Enhancing the performance of xanthan gum in water-based mud systems using an environmentally friendly biopolymer. J. Pet. Explor. Prod. Technol. 2020, 10, 1933–1948. [Google Scholar] [CrossRef] [Green Version]
- Quintero, L. An Overview of Surfactant Applications in Drilling Fluids for the Petroleum Industry. J. Dispers. Sci. Technol. 2002, 23, 393–404. [Google Scholar] [CrossRef]
- Luheng, Q. The Application of Polymer Mud System in Drilling Engineering. Procedia Eng. 2014, 73, 230–236. [Google Scholar] [CrossRef] [Green Version]
- Antonov, K. Polymer mud improves drilling efficiencies in Bashkortostan. Oil Gas J. 2001, 99, 52–55. [Google Scholar]
- Ma, C.; Li, L.; Yang, Y.; Hao, W.; Zhang, Q.; Lv, J. Study on the effect of polymeric rheology modifier on the rheological properties of oil-based drilling fluids. IOP Conf. Ser. Mater. Sci. Eng. 2018, 292, 012106. [Google Scholar] [CrossRef]
- API. Recommended Practice for Laboratory Testing of Drilling Fluids. In Standard API RP 13I; American Petroleum Institute: Washington, DC, USA, 2009. [Google Scholar]
- Murtaza, M.; Tariq, Z.; Zhou, X.; Al-Shehri, D.; Mahmoud, M.; Kamal, M. Okra as an Environment-Friendly Fluid Loss Control Additive for Drilling Fluids: Experimental & Modeling Studies. J. Pet. Sci. Eng. 2021, 204, 108743. [Google Scholar] [CrossRef]
- Ali, A.; Schmidt, D.; Harvey, J., III. Investigation of the Electrical Stability Test for Oil Muds. In Proceedings of the SPE/IADC Drilling Conference, New Orleans, LA, USA, 15 March 1987. [Google Scholar] [CrossRef]
- Mohammed, I.; AlShehri, D.; Mahmoud, M.; Kamal, M.; Alade, O. Surface Charge Investigation of Reservoir Rock Minerals. Energy Fuels 2021, 35, 6003–6021. [Google Scholar] [CrossRef]
- Massam, J.; Popplestone, A.; Burn, A. A Unique Technical Solution to Barite Sag in Drilling Fluids. In Proceedings of the AADE 2004 Drilling Fluids Conference, Houston, TX, USA, 6–7 April 2004. [Google Scholar]
- Nasralla, R.; Nasr-El-Din, H. Double-Layer Expansion: Is It a Primary Mechanism of Improved Oil Recovery by Low-Salinity Waterflooding? SPE Reserv. Eval. Eng. 2014, 17, 49–59. [Google Scholar] [CrossRef]
- Alarifi, S.; Mahmoud, M.; Kamal, M. Interactions of DTPA Chelating Agent with Sandstone Rocks during EOR: Rock Surface Charge Study. Fuel 2018, 232, 684–692. [Google Scholar] [CrossRef]


| Property | Range |
|---|---|
| Electrical stability, V | ≥400 V |
| PV, cP | 10–60 cP, preferably 15–40 cP |
| YP, lb/100 ft2 | 2.5–20, preferably 5–12.5 |
| YP/PV ratio | 0.75–1.50 |
| Gels 10 s, lb/100 ft2 | 4–10 |
| Gels 10 min, lb/100 ft2 | 4–15 |
| HPHT Fluid loss °F, mL/30 min | <10 |
| Filter cake thickness, 1/32 inch | 2/32 |
| Additives in Order of Mixing | Functions | Mixing Time (Minutes) | DF-1 | DF-2 | DF-3 | DF-4 |
|---|---|---|---|---|---|---|
| Diesel, mL | Continuous fluid | 0 | 200 | 200 | 200 | 200 |
| Primary emulsifier, g | Generates emulsion | 5 | 8 | 8 | 8 | 8 |
| Secondary emulsifier, g | Emulsion stability and wettbility | 2 | 4 | 4 | 4 | 4 |
| Lime, g | pH enhancer | 10 | 6 | 6 | 6 | 8 |
| Water, mL | Dispersed fluid | 5 | 50 | 50 | 50 | 45 |
| CaCl2, g | Shale stabilizer | 32 | 32 | 32 | 32 | |
| Viscosifier, g | Impart viscsoty | 10 | 10 | 10 | 10 | 10 |
| Fluid loss controller, g | Fluid loss reduction | 5 | 7 | 7 | 7 | 11 |
| CaCO3, g | Bridging agent | 10 | 30 | 30 | 30 | 30 |
| Barite, g | Weighting material | 10 | - | 200 | 200 | 200 |
| Rheology modifier, g | Improve rheology | 5 | - | - | 2 | 2 |
| Oil wetter, g | Wettability alteration | 5 | - | - | 0.5 | 1 |
| Solutions | Zeta Potential | Standard Deviation |
|---|---|---|
| mV | mV | |
| Barite + water | −12.156 | 1.052 |
| Barite + water + oil wetter | 28.72 | 0.604 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Murtaza, M.; Alarifi, S.A.; Kamal, M.S.; Onaizi, S.A.; Al-Ajmi, M.; Mahmoud, M. Experimental Investigation of the Rheological Behavior of an Oil-Based Drilling Fluid with Rheology Modifier and Oil Wetter Additives. Molecules 2021, 26, 4877. https://doi.org/10.3390/molecules26164877
Murtaza M, Alarifi SA, Kamal MS, Onaizi SA, Al-Ajmi M, Mahmoud M. Experimental Investigation of the Rheological Behavior of an Oil-Based Drilling Fluid with Rheology Modifier and Oil Wetter Additives. Molecules. 2021; 26(16):4877. https://doi.org/10.3390/molecules26164877
Chicago/Turabian StyleMurtaza, Mobeen, Sulaiman A. Alarifi, Muhammad Shahzad Kamal, Sagheer A. Onaizi, Mohammed Al-Ajmi, and Mohamed Mahmoud. 2021. "Experimental Investigation of the Rheological Behavior of an Oil-Based Drilling Fluid with Rheology Modifier and Oil Wetter Additives" Molecules 26, no. 16: 4877. https://doi.org/10.3390/molecules26164877
APA StyleMurtaza, M., Alarifi, S. A., Kamal, M. S., Onaizi, S. A., Al-Ajmi, M., & Mahmoud, M. (2021). Experimental Investigation of the Rheological Behavior of an Oil-Based Drilling Fluid with Rheology Modifier and Oil Wetter Additives. Molecules, 26(16), 4877. https://doi.org/10.3390/molecules26164877