
Continuous Flow Synthesis of Anticancer Drugs



Abstract
:1. Introduction
2. Discussion
3. Syntheses of Anticancer Drugs in Flow Mode
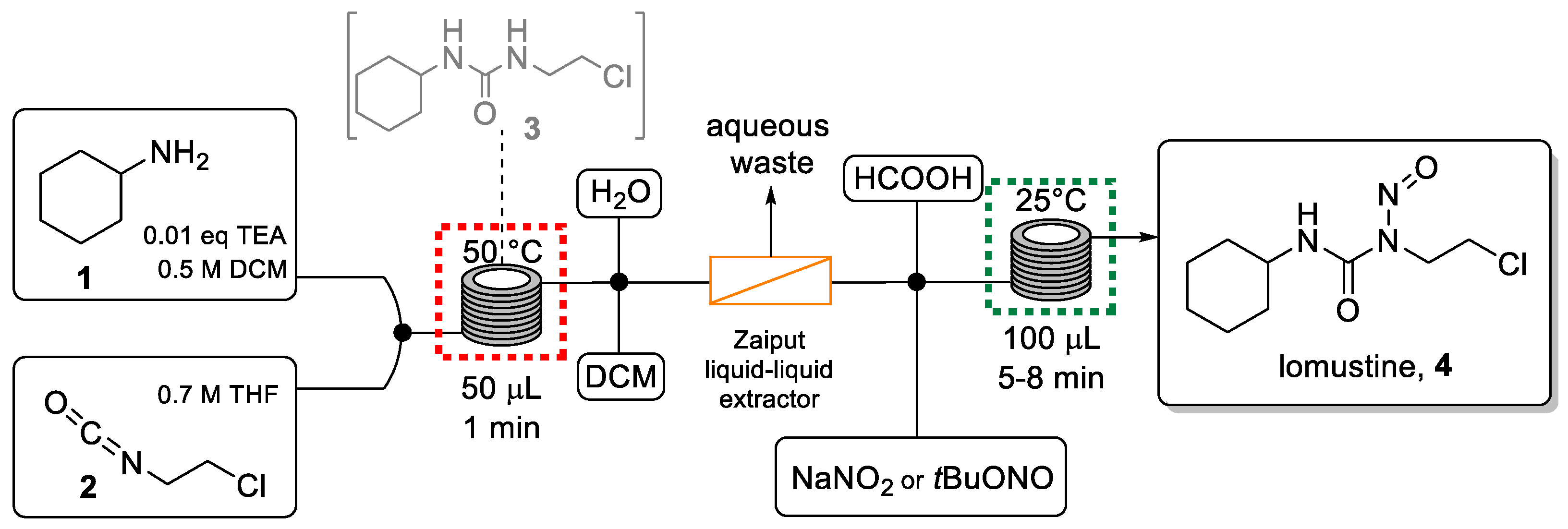
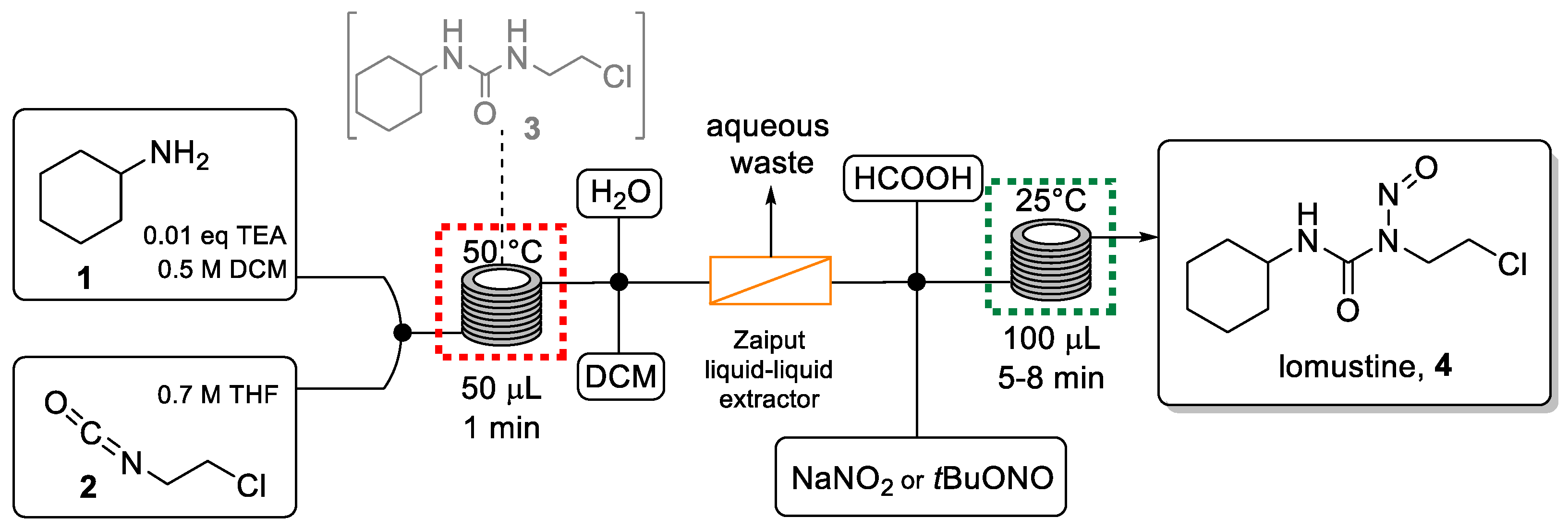
3.1. Lomustine
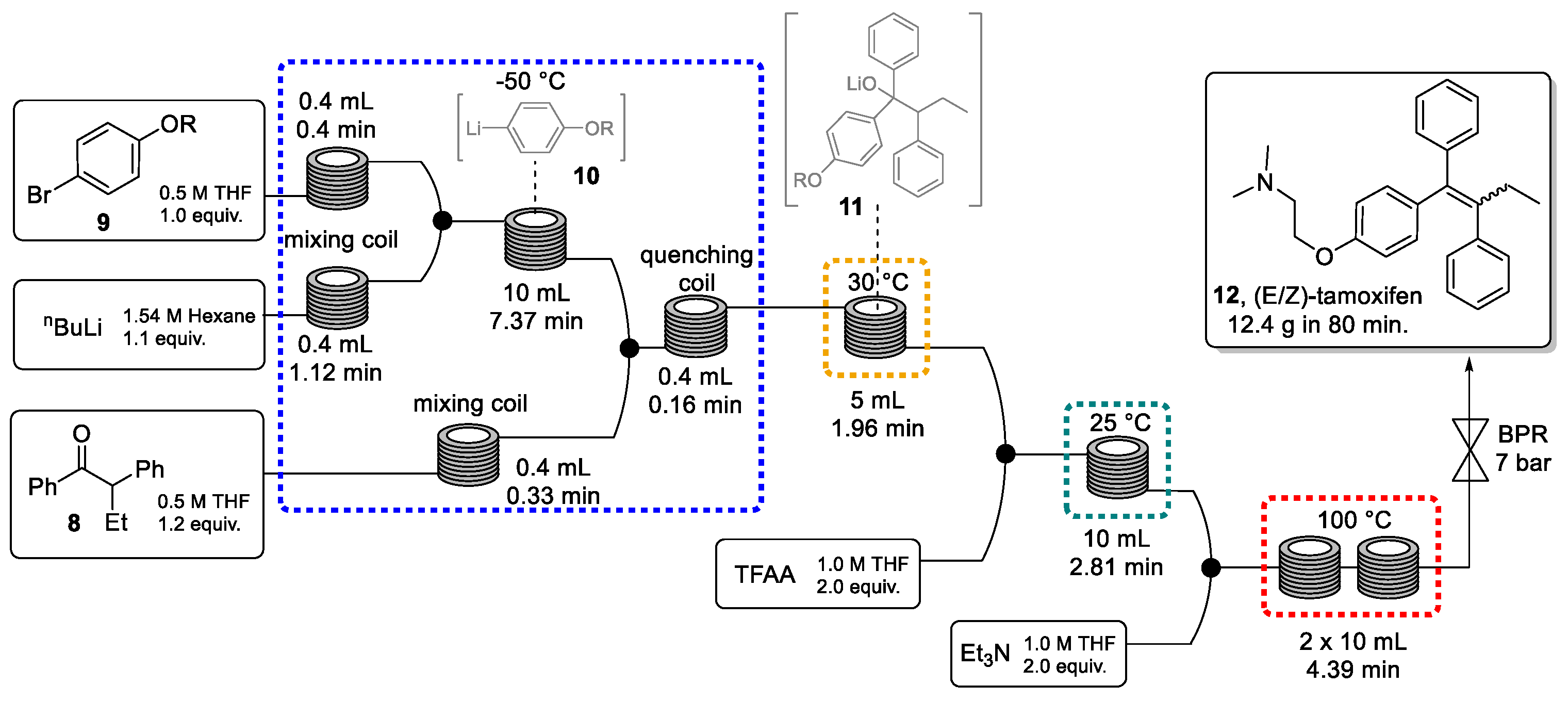
3.2. Tamoxifen
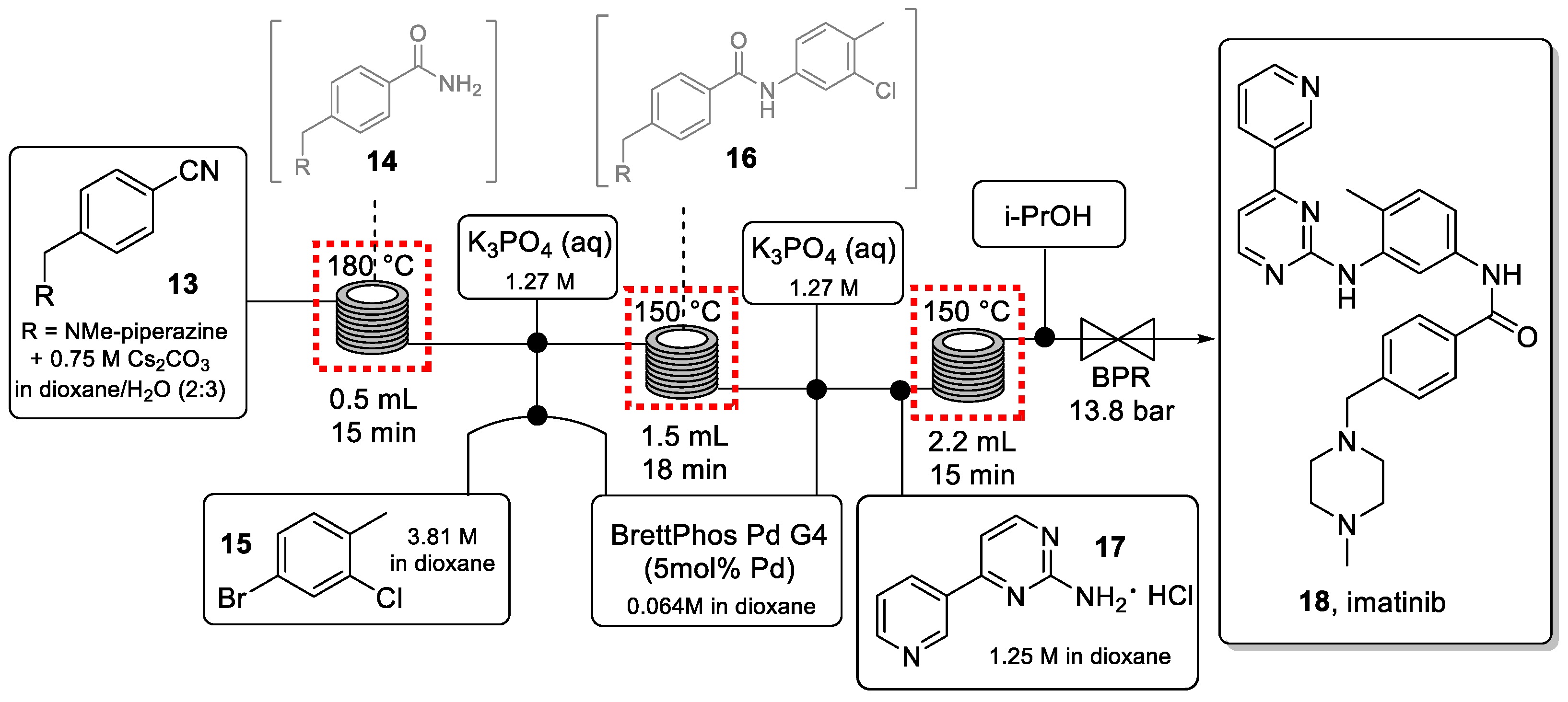
3.3. Imatinib
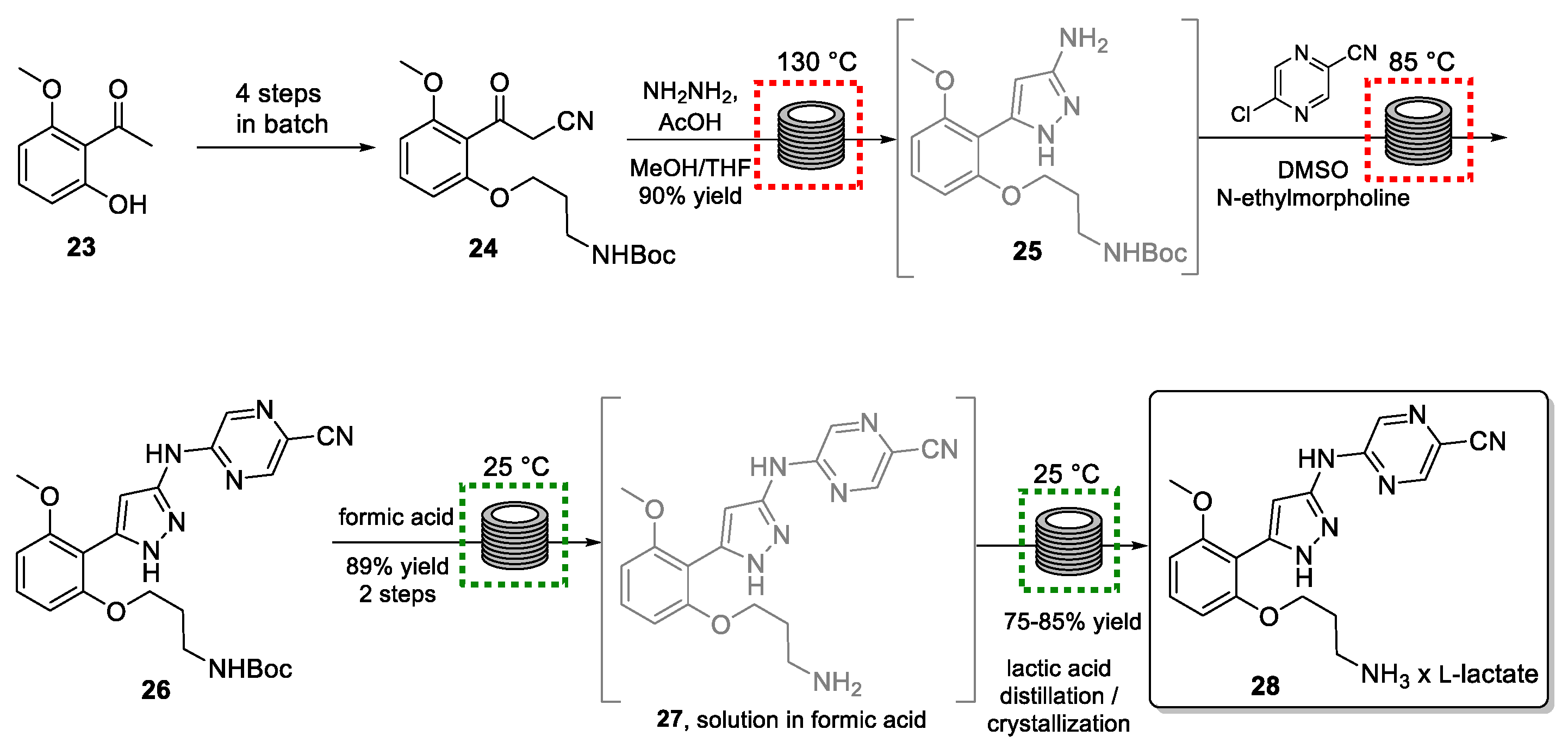
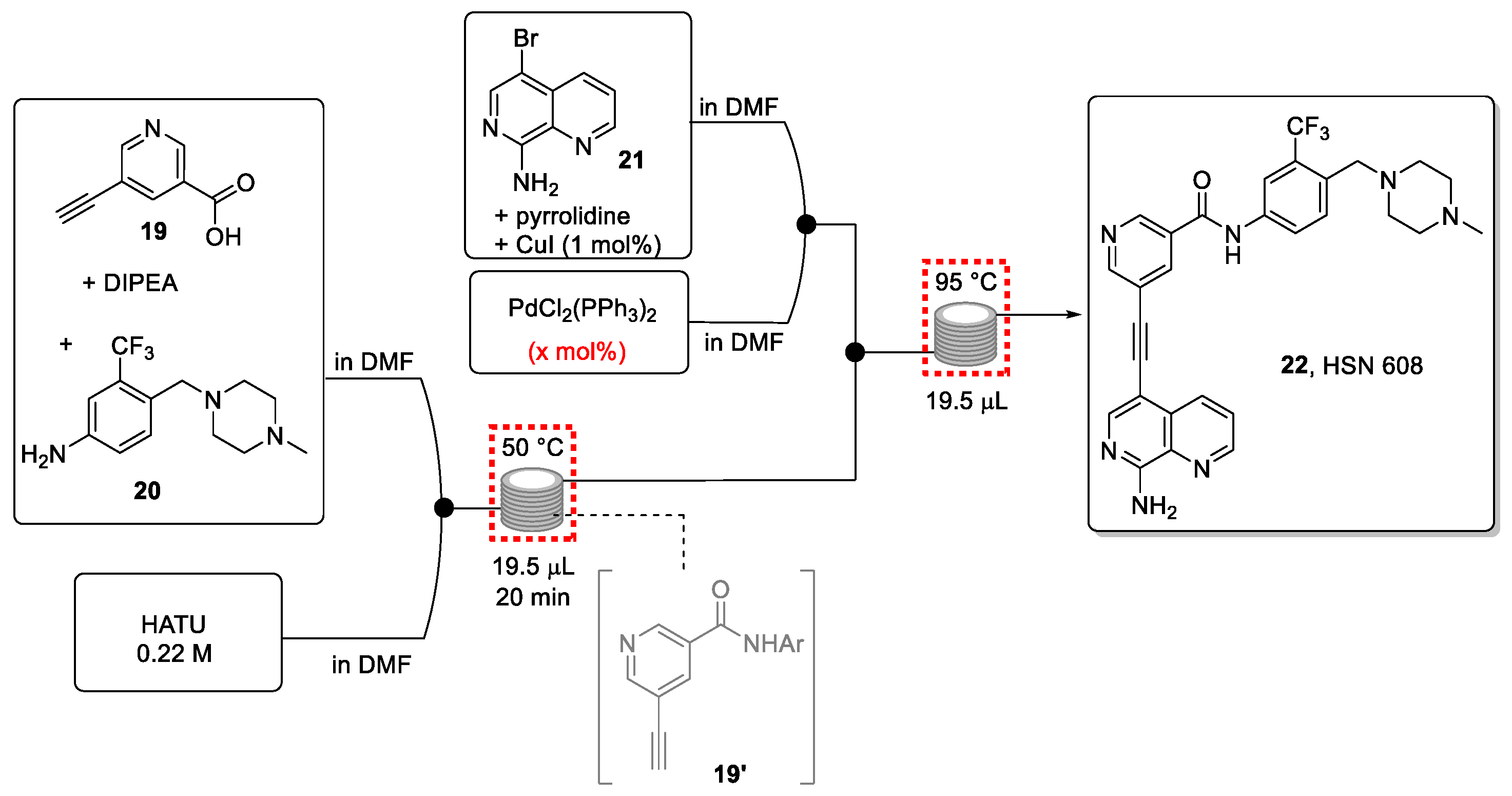
3.4. HSN608
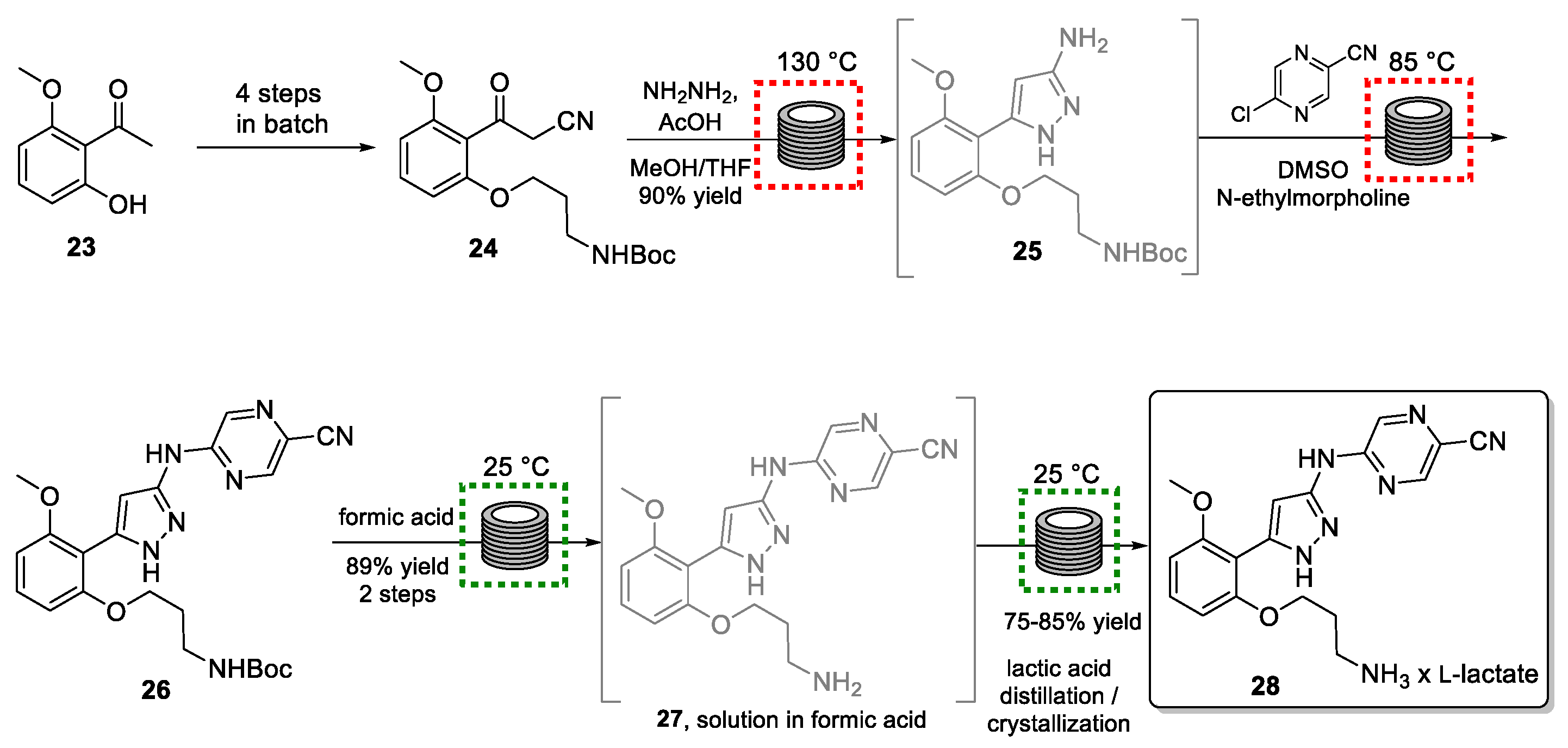
3.5. Prexasertib
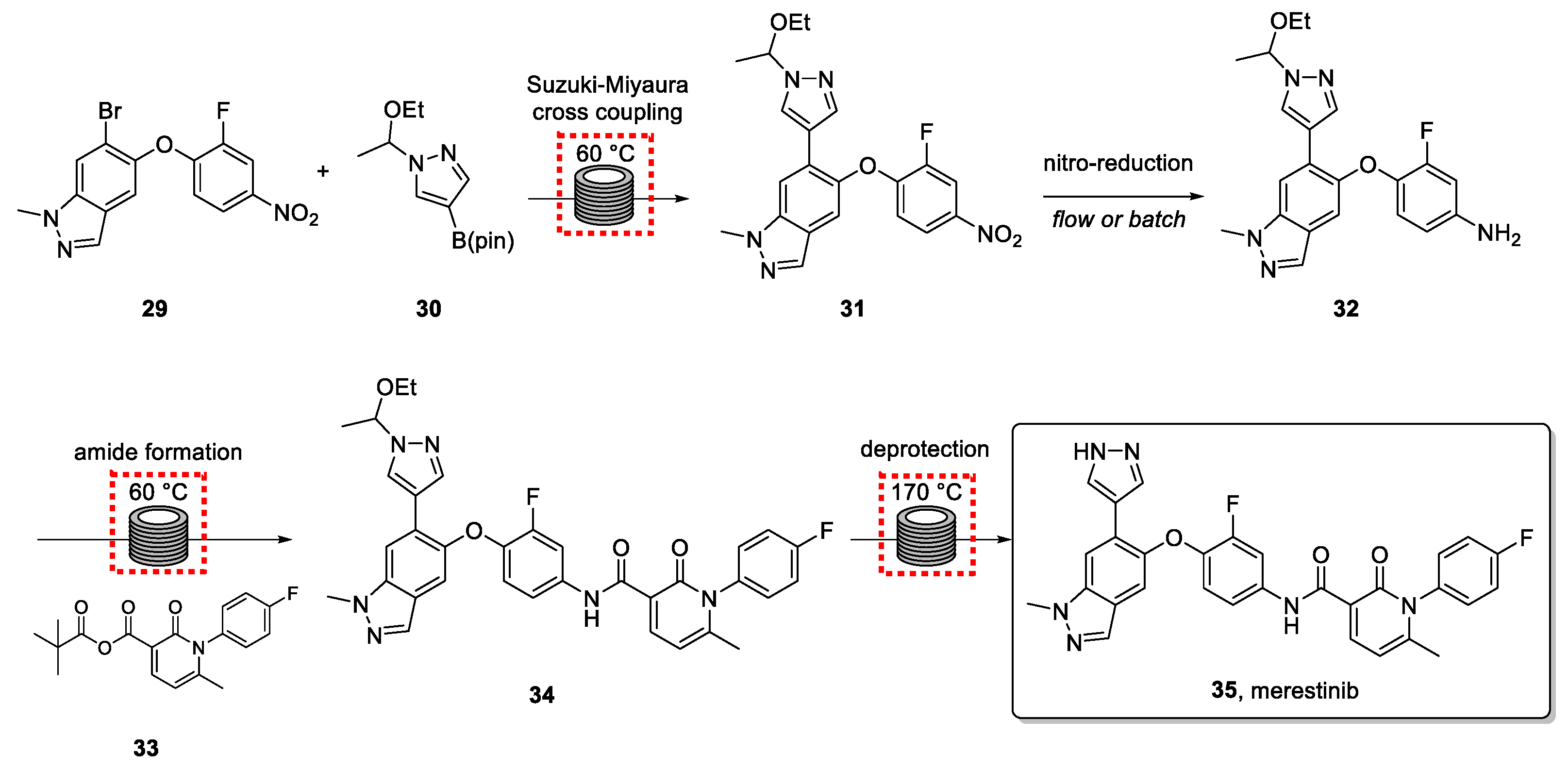
3.6. Merestinib
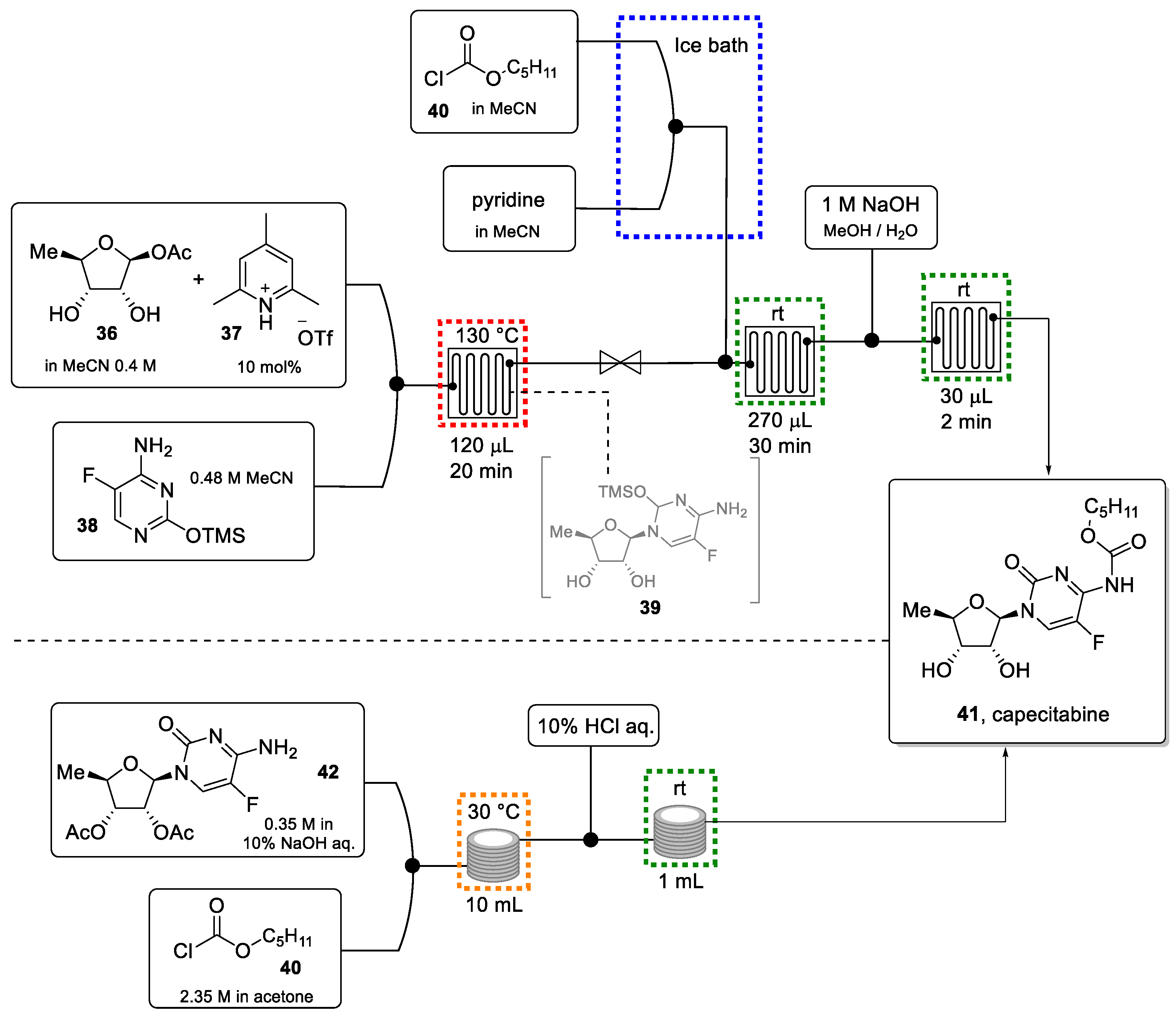
3.7. Capecitabine
4. Essential Building Blocks
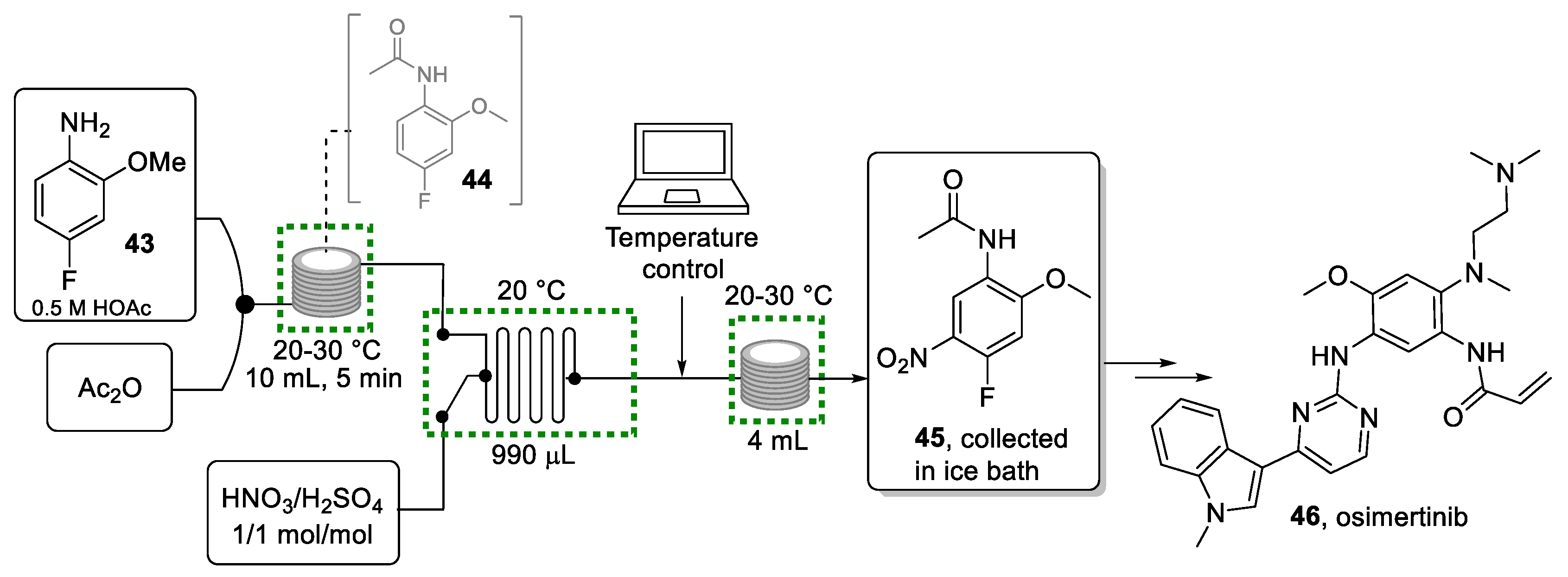
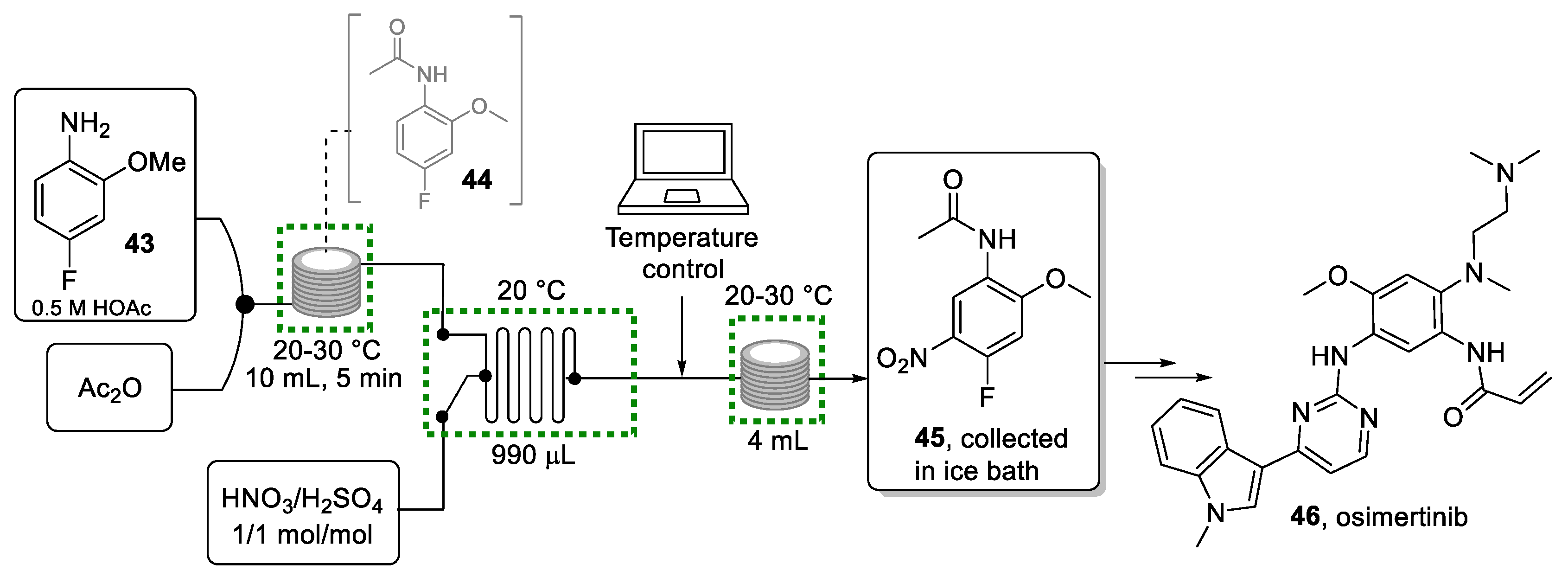
4.1. 4-Fluoro-2-methoxy-5-nitroaniline as a Building Block for Osimertinib
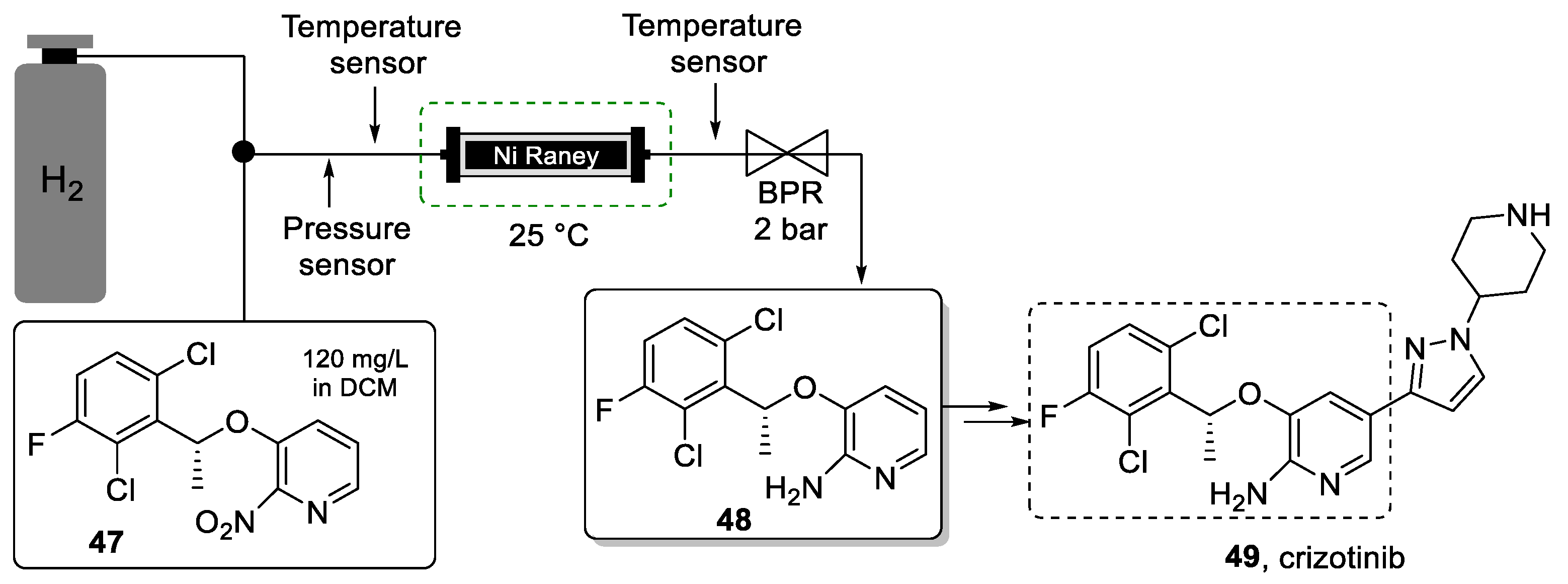
4.2. (R)-3-[1-(2,6-Dichloro-3-fluorophenyl)ethoxy]-pyridin-2-amine as a Building Block towards Crizotinib
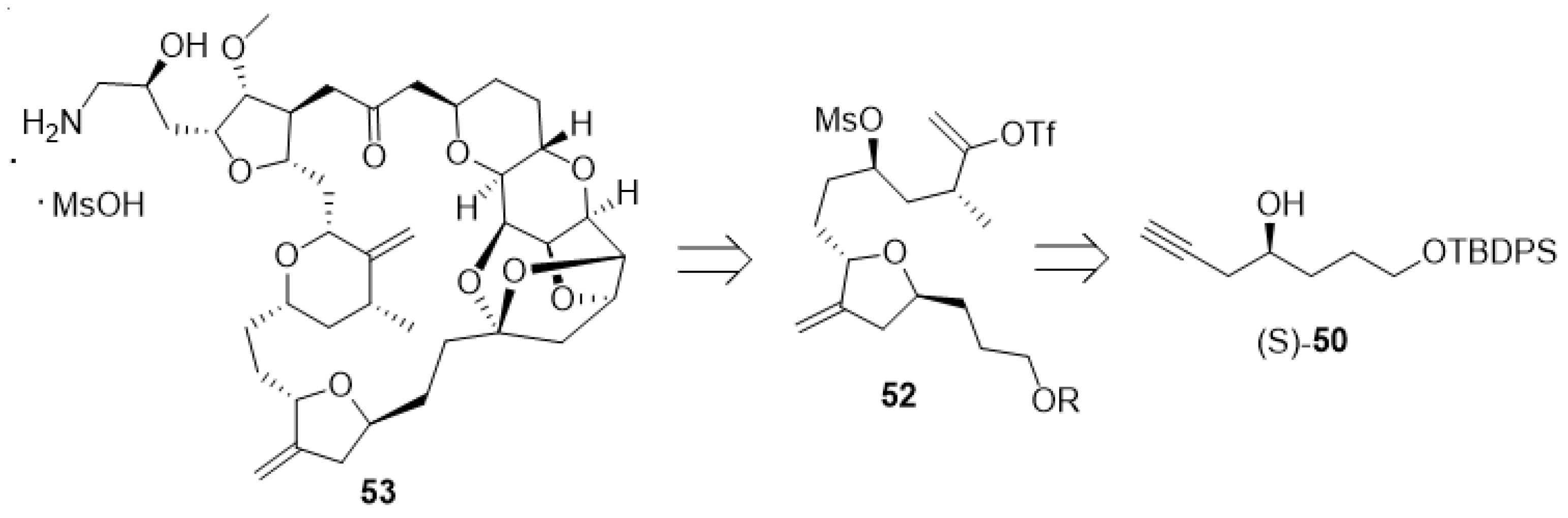
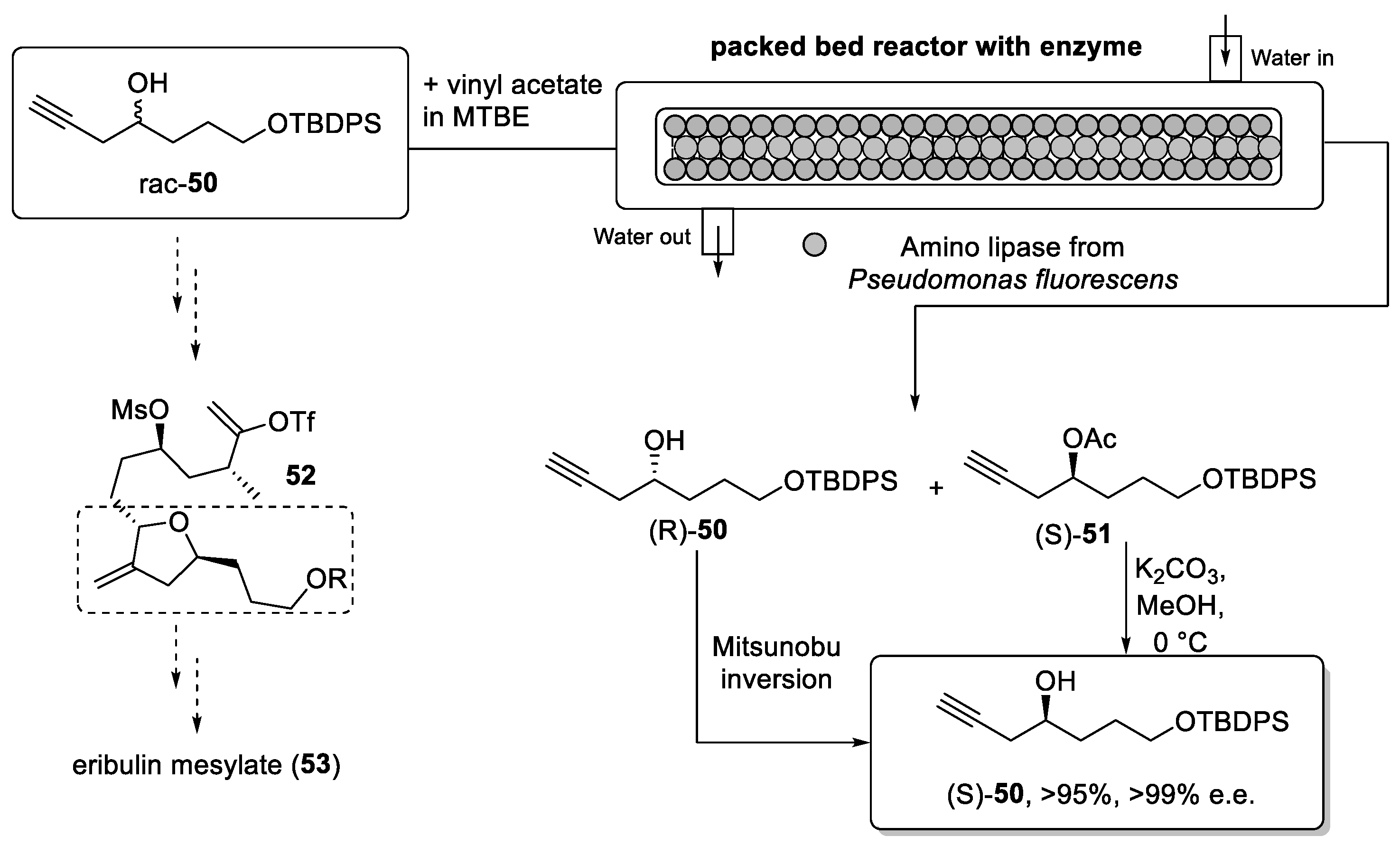
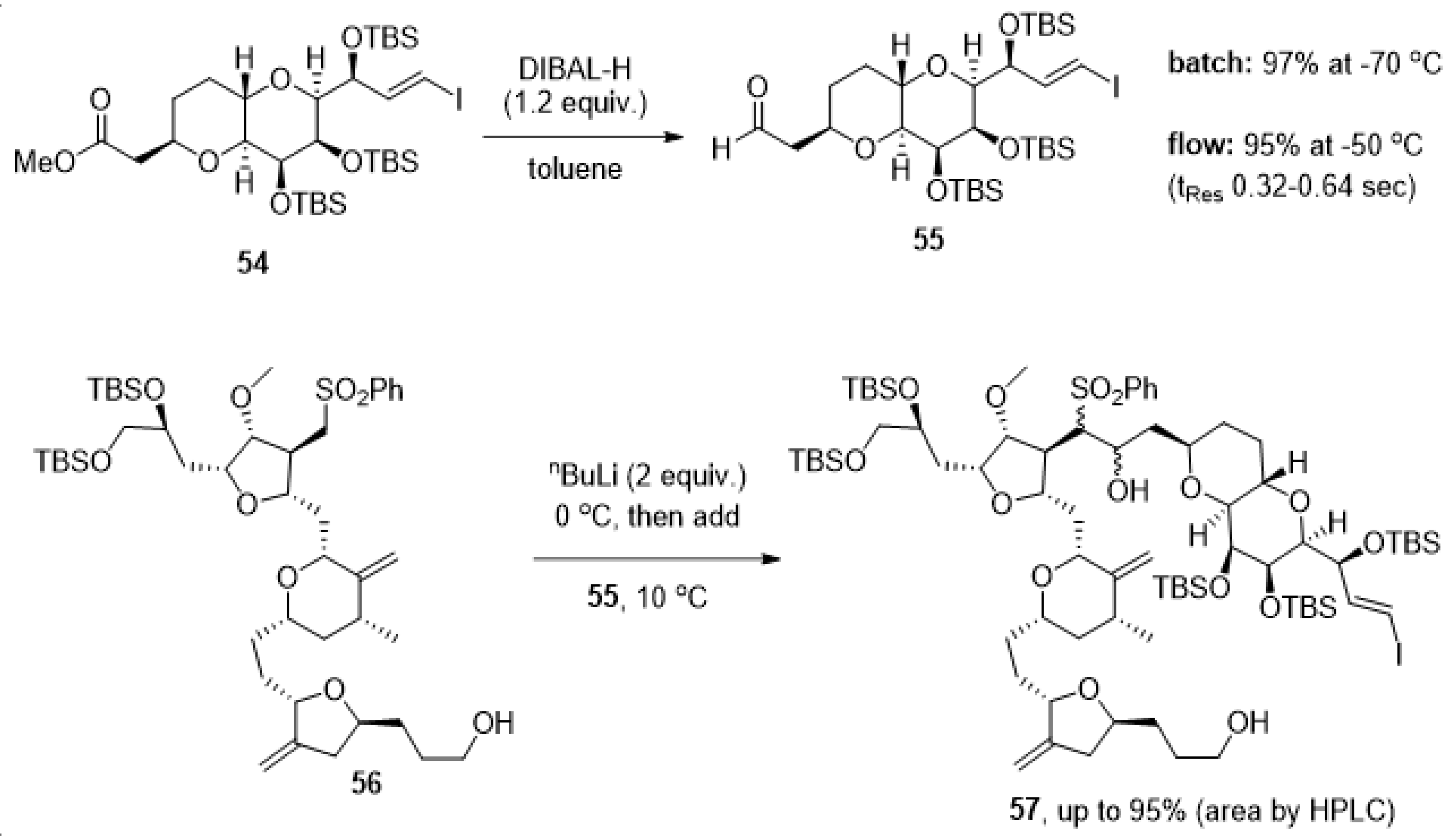
4.3. (S)-7-((Tert-butyldiphenylsilyl)oxy)hept-1-yn-4-ol as an Intermediate towards Eribulin
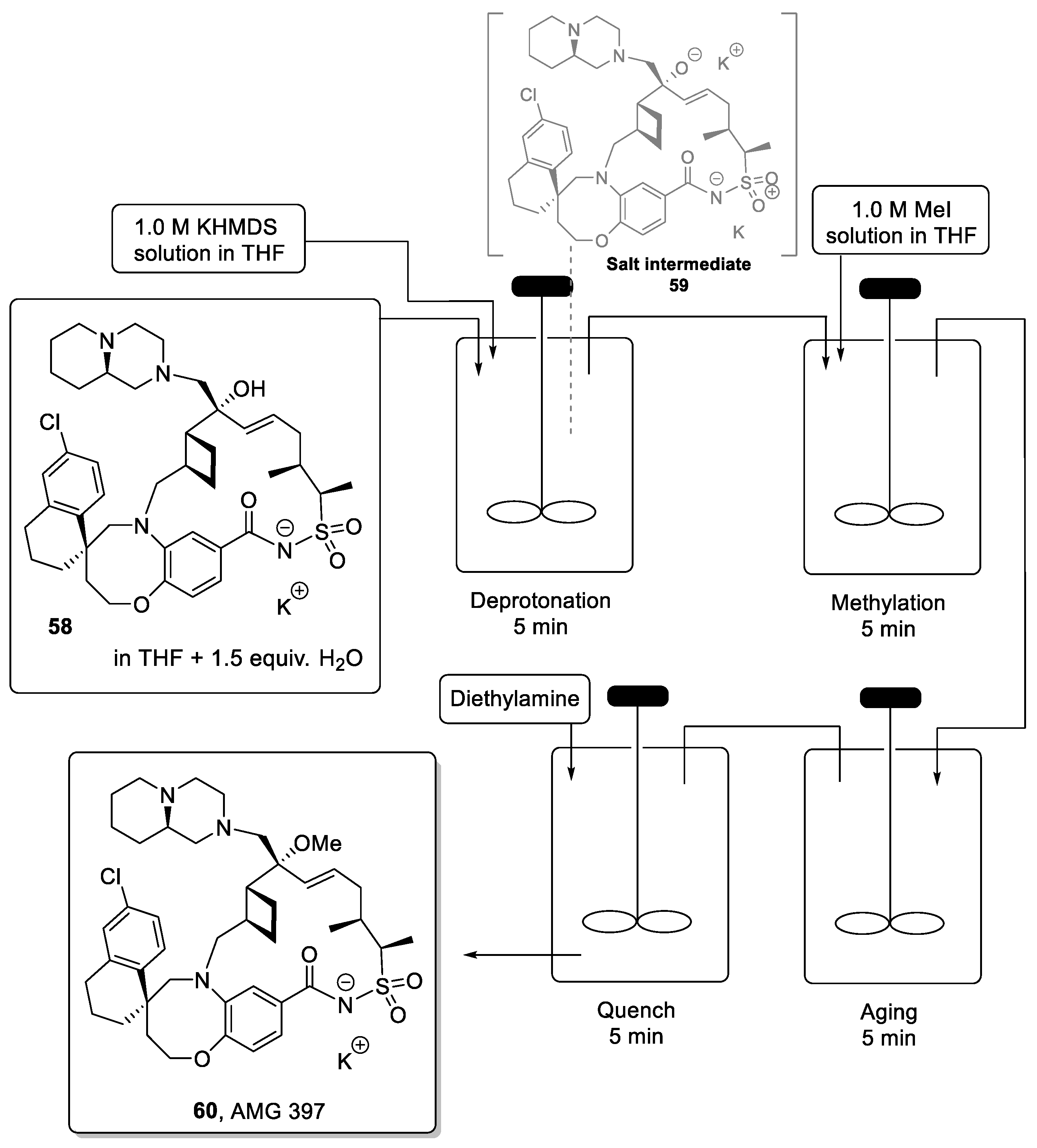
4.4. Late Stage Methylation for the Synthesis of AMG 39
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Shukar, S.; Zahoor, F.; Hayat, K.; Saeed, A.; Gillani, A.H.; Omer, S.; Hu, S.; Babar, Z.-U.-D.; Fang, Y.; Yang, C. Drug Shortage: Causes, Impact, and Mitigation Strategies. Front. Pharmacol. 2021, 12, 1–18. [Google Scholar] [CrossRef]
- Boshnakova, A.; Karnad, A.; Pannelay, A.; Singh, D. Cancer Medicines Shortages in Europe—Policy Recommendations to Prevent and Manage Shortages. Econ. Intell. Unit Eur. Soc. Med. Oncol. 2017, 1–32. [Google Scholar]
- Cherny, N.I.; Sullivan, R.; Torode, J.; Saar, M.; Eniu, A. ESMO European Consortium Study on the Availability, out-of-Pocket Costs and Accessibility of Antineoplastic Medicines in Europe. Ann. Oncol. 2016, 27, 1423–1443. [Google Scholar] [CrossRef]
- Food and Drug Administration (FDA). Report on Drug Shortages for Calendar Year 2019. Section 506C-1 of the Federal Food, Drug, and Cosmetic Act; U.S. Food and Drug Administration: Silver Spring, MD, USA, 2020; Volume 2020, pp. 1–19.
- Medicines Shortage Catalogue. Available online: https://www.ema.europa.eu/en/human-regulatory/post-authorisation/availability-medicines/shortages-catalogue (accessed on 15 August 2021).
- Availability of Medicines during COVID-19 Pandemic. Available online: https://www.ema.europa.eu/en/human-regulatory/overview/public-health-threats/coronavirus-disease-covid-19/availability-medicines-during-covid-19-pandemic (accessed on 2 November 2021).
- Socal, M.P.; Sharfstein, J.M.; Greene, J.A. The Pandemic and the Supply Chain: Gaps in Pharmaceutical Production and Distribution. Am. J. Public Health. 2021, 111, 635–639. [Google Scholar] [CrossRef]
- Lee, S.L.; O’Connor, T.F.; Yang, X.; Cruz, C.N.; Chatterjee, S.; Madurawe, R.D.; Moore, C.M.V.; Yu, L.X.; Woodcock, J. Modernizing Pharmaceutical Manufacturing: From Batch to Continuous Production. J. Pharm. Innov. 2015, 10, 191–199. [Google Scholar] [CrossRef] [Green Version]
- Plutschack, M.B.; Pieber, B.; Gilmore, K.; Seeberger, P.H. The Hitchhiker’s Guide to Flow Chemistry. Chem. Rev. 2017, 117, 11796–11893. [Google Scholar] [CrossRef]
- Baumann, M.; Moody, T.S.; Smyth, M.; Wharry, S. Overcoming the Hurdles and Challenges Associated with Developing Continuous Industrial Processes. Eur. J. Org. Chem. 2020, 7398–7406. [Google Scholar] [CrossRef]
- Fülöp, Z.; Szemesi, P.; Bana, P.; Éles, J.; Greiner, I. Evolution of Flow-Oriented Design Strategies in the Continuous Preparation of Pharmaceuticals. React. Chem. Eng. 2020, 5, 1527–1555. [Google Scholar] [CrossRef]
- Baumann, M.; Moody, T.S.; Smyth, M.; Wharry, S. A Perspective on Continuous Flow Chemistry in the Pharmaceutical Industry. Org. Process Res. Dev. 2020, 24, 1802–1813. [Google Scholar] [CrossRef]
- Bogdan, A.R.; Dombrowski, A.W. Emerging Trends in Flow Chemistry and Applications to the Pharmaceutical Industry. J. Med. Chem. 2019, 62, 6422–6468. [Google Scholar] [CrossRef]
- Bana, P.; Örkényi, R.; Lövei, K.; Lakó, Á.; Túrós, G.I.; Éles, J.; Faigl, F.; Greiner, I. The Route from Problem to Solution in Multistep Continuous Flow Synthesis of Pharmaceutical Compounds. Bioorg. Med. Chem. 2017, 25, 6180–6189. [Google Scholar] [CrossRef] [Green Version]
- U.S. Food and Drug Administration (FDA). Quality Considerations for Continuous Manufacturing Guidance for Industry Draft Guidance; U.S. Food and Drug Administration: Silver Spring, MD, USA, 2019; pp. 1–27.
- Blanco-Ania, D.; Rutjes, F.P.J.T. Continuous-Flow Chemistry in Chemical Education. J. Flow Chem. 2017, 7, 157–158. [Google Scholar] [CrossRef]
- Leibfarth, F.A.; Russell, M.G.; Langley, D.M.; Seo, H.; Kelly, L.P.; Carney, D.W.; Sello, J.K.; Jamison, T.F. Continuous-Flow Chemistry in Undergraduate Education: Sustainable Conversion of Reclaimed Vegetable Oil into Biodiesel. J. Chem. Educ. 2018, 95, 1371–1375. [Google Scholar] [CrossRef]
- Britton, J.; Jamison, T.F. The Assembly and Use of Continuous Flow Systems for Chemical Synthesis. Nat. Protoc. 2017, 12, 2423–2446. [Google Scholar] [CrossRef]
- End-to-End: Can Pharma Finally Make the Dream of Continuous Manufacturing a Reality? Available online: https://www.fiercepharma.com/manufacturing/end-to-end-how-pharma-making-dream-continuous-manufacturing-a-reality (accessed on 26 August 2021).
- Bonner, A.; Loftus, A.; Padgham, A.C.; Baumann, M. Forgotten and Forbidden Chemical Reactions Revitalised through Continuous Flow Technology. Org. Biomol. Chem. 2021, 19, 7737–7753. [Google Scholar] [CrossRef]
- Razzaq, T.; Kappe, C.O. Continuous Flow Organic Synthesis under High-Temperature/Pressure Conditions. Chem. Asian J. 2010, 5, 1274–1289. [Google Scholar] [CrossRef]
- Bogdan, A.R.; Charaschanya, M.; Dombrowski, A.W.; Wang, Y.; Djuric, S.W. High-temperature boc deprotection in flow and its application in multistep reaction sequences. Org. Lett. 2016, 18, 1732–1735. [Google Scholar] [CrossRef]
- Newby, J.A.; Blaylock, D.W.; Witt, P.M.; Pastre, J.C.; Zacharova, M.K.; Ley, S.V.; Browne, D.L. Design and Application of a Low-Temperature Continuous Flow Chemistry Platform. Org. Process Res. Dev. 2014, 18, 1211–1220. [Google Scholar] [CrossRef]
- Donnelly, K.; Baumann, M. A Continuous Flow Synthesis of [1.1.1]Propellane and Bicyclo[1.1.1]Pentane Derivatives. Chem. Commun. 2021, 57, 2871–2874. [Google Scholar] [CrossRef]
- Tsoung, J.; Bogdan, A.R.; Kantor, S.; Wang, Y.; Charaschanya, M.; Djuric, S.W. Synthesis of Fused Pyrimidinone and Quinolone Derivatives in an Automated High-Temperature and High-Pressure Flow Reactor. J. Org. Chem. 2017, 82, 1073–1084. [Google Scholar] [CrossRef]
- Gutmann, B. The Development of High-Temperature/High-Pressure Flow Chemistry-a Tribute to the Pioneering Studies of Jürgen O. Metzger. J. Flow Chem. 2017, 7, 1–3. [Google Scholar] [CrossRef]
- Tsoung, J.; Wang, Y.; Djuric, S.W. Expedient Diels−Alder cycloadditions with ortho-quinodimethanes in a high temperature/ pressure flow reactor. React. Chem. Eng. 2017, 2, 458–461. [Google Scholar] [CrossRef]
- Movsisyan, M.; Delbeke, E.I.P.; Berton, J.K.E.T.; Battilocchio, C.; Ley, S.V.; Stevens, C.V. Taming Hazardous Chemistry by Continuous Flow Technology. Chem. Soc. Rev. 2016, 45, 4892–4928. [Google Scholar] [CrossRef] [PubMed]
- Di Filippo, M.; Bracken, C.; Baumann, M. Continuous Flow Photochemistry for the Preparation of Bioactive Molecules. Molecules 2020, 25, 356. [Google Scholar] [CrossRef] [Green Version]
- Donnelly, K.; Baumann, M. Scalability of Photochemical Reactions in Continuous Flow Mode. J. Flow Chem. 2021, 11, 223–241. [Google Scholar] [CrossRef]
- Atobe, M.; Tateno, H.; Matsumura, Y. Applications of Flow Microreactors in Electrosynthetic Processes. Chem. Rev. 2018, 118, 4541–4572. [Google Scholar] [CrossRef]
- Pletcher, D.; Green, R.A.; Brown, R.C.D. Flow Electrolysis Cells for the Synthetic Organic Chemistry Laboratory. Chem. Rev. 2018, 118, 4573–4591. [Google Scholar] [CrossRef]
- Buglioni, L.; Raymenants, F.; Slattery, A.; Zondag, S.D.A.; Noël, T. Technological Innovations in Photochemistry for Organic Synthesis: Flow Chemistry, High-Throughput Experimentation, Scale-up, and Photoelectrochemistry. Chem. Rev. 2021. [Google Scholar] [CrossRef]
- Dallinger, D.; Kappe, C.O. Why Flow Means Green—Evaluating the Merits of Continuous Processing in the Context of Sustainability. Curr. Opin. Green Sustain. Chem. 2017, 7, 6–12. [Google Scholar] [CrossRef]
- Kockmann, N.; Thenée, P.; Fleischer-Trebes, C.; Laudadio, G.; Noël, T. Safety Assessment in Development and Operation of Modular Continuous-Flow Processes. React. Chem. Eng. 2017, 2, 258–280. [Google Scholar] [CrossRef]
- Bezerra, M.A.; Lemos, V.A.; de Oliveira, D.M.; Novaes, C.G.; Barreto, J.A.; Alves, J.P.S.; da Mata Cerqueira, U.M.F.; dos Santos, Q.O.; Araújo, S.A. Automation of Continuous Flow Analysis Systems—A Review. Microchem. J. 2020, 155, 104731. [Google Scholar] [CrossRef]
- Ley, S.V.; Fitzpatrick, D.E.; Myers, R.M.; Battilocchio, C.; Ingham, R.J. Machine-Assisted Organic Synthesis. Angew. Chem. Int. Ed. 2015, 54, 10122–10136. [Google Scholar] [CrossRef] [PubMed]
- Weeranoppanant, N.; Adamo, A. In-Line Purification: A Key Component to Facilitate Drug Synthesis and Process Development in Medicinal Chemistry. ACS Med. Chem. Lett. 2020, 11, 9–15. [Google Scholar] [CrossRef] [PubMed]
- Gioiello, A.; Piccinno, A.; Lozza, A.M.; Cerra, B. The Medicinal Chemistry in the Era of Machines and Automation: Recent Advances in Continuous Flow Technology. J. Med. Chem. 2020, 63, 6624–6647. [Google Scholar] [CrossRef] [PubMed]
- Baumann, M.; Moody, T.S.; Smyth, M.; Wharry, S. Evaluating the Green Credentials of Flow Chemistry towards Industrial Applications. Synthesis 2021, 53, 3963–3976. [Google Scholar] [CrossRef]
- Ley, S.V. On Being Green: Can Flow Chemistry Help? Chem. Rec. 2012, 12, 378–390. [Google Scholar] [CrossRef]
- Mitchell, E.P.; Schein, P.S. Contributions of nitrosoureas to cancer treatment. Cancer Treat. Rep. 1986, 70, 31–41. [Google Scholar]
- Lee, F.Y.F.; Workman, P.; Roberts, J.T.; Bleehen, N.M. Clinical Pharmacokinetics of Oral CCNU (Lomustine). Cancer Chemother. Pharmacol. 1985, 14, 125–131. [Google Scholar] [CrossRef]
- Weiss, R.B.; Issell, B.F. The nitrosoureas: Carmustine (BCNU) and lomustine (CCNU). Cancer Treat. Rev. 1982, 9, 313–330. [Google Scholar] [CrossRef]
- Chakkath, T.; Lavergne, S.; Fan, T.M.; Bunick, D.; Dirikolu, L. Alkylation and carbamylation effects of lomustine and its major metabolites and MGMT expression in canine cells. Vet. Sci. 2015, 5, 52–68. [Google Scholar] [CrossRef] [Green Version]
- Kaina, B.; Christmann, M.; Naumann, S.; Roos, W.P. MGMT: Key node in the battle against genotoxicity, carcinogenicity and apoptosis induced by alkylating agents. DNA Repair 2007, 6, 1079–1099. [Google Scholar] [CrossRef] [PubMed]
- Taylor, J.W.; Armstrong, T.; Kim, A.H.; Venere, M.; Acquaye, A.; Schrag, D.; Wen, P.Y. The lomustine crisis: Awareness and impact of the 1500% price hike. Neuro Oncol. 2019, 21, 1–3. [Google Scholar] [CrossRef] [PubMed]
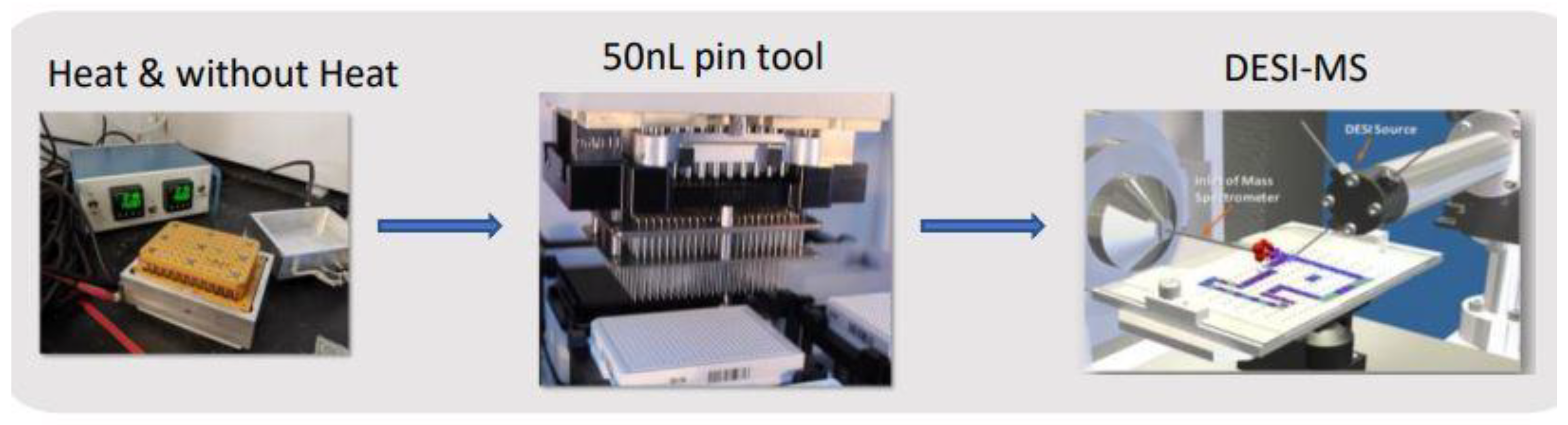
- Jaman, Z.; Sobreira, T.J.P.; Mufti, A.; Ferreira, C.R.; Cooks, R.G.; Thompson, D.H. Rapid On-Demand Synthesis of Lomustine under Continuous Flow Conditions. Org. Process Res. Dev. 2019, 23, 334–341. [Google Scholar] [CrossRef]
- Johnston, T.P.; McCaleb, G.S.; Montgomery, J.A. Synthesis of chlorozotocin, the 2-chloroethyl analogue of the anticancer antibiotic streptozotocin. J. Med. Chem. 1975, 18, 104–106. [Google Scholar] [CrossRef] [PubMed]
- Diab, S.; Raiyat, M.; Gerogiorgis, D.I. Flow synthesis kinetics for lomustine, an anti-cancer active pharmaceutical ingredient. React. Chem. Eng. 2021, 6, 1819–1828. [Google Scholar] [CrossRef]
- Ingle, J.N.; Ahmann, D.L.; Green, S.J.; Edmonson, J.H.; Bisel, H.F.; Kvols, L.K.; Nichols, W.C.; Creagan, E.T.; Hahn, R.G.; Rubin, J.; et al. Randomized clinical trial of diethylstilbestrol versus tamoxifen in postmenopausal women with advanced breast cancer. N. Engl. J. Med. 1981, 304, 16–21. [Google Scholar] [CrossRef]
- Ward, H.W.C. Anti-Oestrogen Therapy for Breast Cancer: A Trial of Tamoxifen at Two Dose Levels. Br. Med. J. 1973, 1, 13. [Google Scholar] [CrossRef] [Green Version]
- Cole, M.P.; Jones, C.T.A.; Todd, I.D.H. A New Anti-Oestrogenic Agent in Late Breast Cancer an Early Clinical Appraisal of ICI46474. Br. J. Cancer 1971, 25, 270–275. [Google Scholar] [CrossRef] [Green Version]
- Jordan, V.C. Tamoxifen: A most unlikely pioneering medicine. Nat. Rev. Drug Discov. 2003, 2, 205–213. [Google Scholar] [CrossRef]
- Murray, P.R.D.; Browne, D.L.; Pastre, J.C.; Butters, C.; Guthrie, D.; Ley, S.V. Continuous Flow-Processing of Organometallic Reagents Using an Advanced Peristaltic Pumping System and the Telescoped Flow Synthesis of (E/Z)-Tamoxifen. Org. Process Res. Dev. 2013, 17, 1192–1208. [Google Scholar] [CrossRef]
- Zimmermann, J.; Buchdunger, E.; Mett, H.; Meyer, T.; Lydon, N.B.; Traxler, P. Phenylamino-Pyrimidine (PAP)—Derivatives: A New Class of Potent and Highly Selective PDGF-Receptor Autophosphorylation Inhibitors. Bioorg. Med. Chem. Lett. 1996, 6, 1221–1226. [Google Scholar] [CrossRef]
- Zimmermann, J.; Buchdunger, E.; Mett, H.; Meyer, T.; Lydon, N.B. Potent and Selective Inhibitors of the Abl-Kinase: Phenylaminopyrimidine (PAP) Derivatives. Bioorg. Med. Chem. Lett. 1997, 7, 187–192. [Google Scholar] [CrossRef]
- Capdeville, R.; Buchdunger, E.; Zimmermann, J.; Matter, A. Glivec (ST1571, Imatinib), a Rationally Developed, Targeted Anticancer Drug. Nat. Rev. Drug Discov. 2002, 1, 493–502. [Google Scholar] [CrossRef]
- Deadman, B.J.; Hopkin, M.D.; Baxendale, I.R.; Ley, S.V. The synthesis of Bcr-Abl inhibiting anticancer pharmaceutical agents imatinib, nilotinib and dasatinib. Org. Biomol. Chem. 2013, 11, 1766. [Google Scholar] [CrossRef]
- Fu, W.C.; Jamison, T.F. Modular Continuous Flow Synthesis of Imatinib and Analogues. Org. Lett. 2019, 21, 6112–6116. [Google Scholar] [CrossRef] [PubMed]
- Hopkin, M.D.; Baxendale, I.R.; Ley, S.V. A Flow-Based Synthesis of Imatinib: The API of Gleevec. Chem. Commun. 2010, 46, 2450–2452. [Google Scholar] [CrossRef]
- Antar, A.I.; Otrock, Z.K.; Jabbour, E.; Mohty, M.; Bazarbachi, A. Flt3 Inhibitors in Acute Myeloid Leukemia: Ten Frequently Asked Questions. Leukemia 2020, 34, 682–696. [Google Scholar] [CrossRef]
- Naganna, N.; Opoku-Temeng, C.; Choi, E.Y.; Larocque, E.; Chang, E.T.; Carter-Cooper, B.A.; Wang, M.; Torregrosa-Allen, S.E.; Elzey, B.D.; Lapidus, R.G.; et al. Amino Alkynylisoquino- line and Alkynylnaphthyridine Compounds Potently Inhibit Acute Myeloid Leukemia Proliferation in Mice. EBioMedicine 2019, 40, 231–239. [Google Scholar] [CrossRef] [Green Version]
- Sperry, J.B.; Minteer, C.J.; Tao, J.; Johnson, R.; Duzguner, R.; Hawksworth, M.; Oke, S.; Richardson, P.F.; Barnhart, R.; Bill, D.R.; et al. Thermal Stability Assessment of Peptide Coupling Reagents Commonly Used in Pharmaceutical Manufacturing. Org. Process Res. Dev. 2018, 22, 1262–1275. [Google Scholar] [CrossRef]
- Larocque, E.A.; Naganna, N.; Opoku-Temeng, C.; Lambrecht, A.M.; Sintim, H.O. Alkynylnicotinamide-Based Compounds as Abl1 Inhibitors with Potent Activities against Drug-Resistant Cml Harboring Abl1(T315i) Mutant Kinase. ChemMedChem 2018, 13, 1172–1180. [Google Scholar] [CrossRef]
- Biyani, S.A.; Qi, Q.; Wu, J.; Moriuchi, Y.; Larocque, E.A.; Sintim, H.O.; Thompson, D.H. Use of High-Throughput Tools for Telescoped Continuous Flow Synthesis of an Alkynylnaphthyridine Anticancer Agent, HSN608. Org. Process Res. Dev. 2020, 24, 2240–2251. [Google Scholar] [CrossRef]
- King, C.; Diaz, H.B.; McNeely, S.; Barnard, D.; Dempsey, J.; Blosser, W.; Beckmann, R.; Barda, D.; Marshall, M.S. LY2606368 Causes Replication Catastrophe and Antitumor Effects through CHK1-Dependent Mechanisms. Mol. Cancer Ther. 2015, 14, 2004–2013. [Google Scholar] [CrossRef] [Green Version]
- Hong, D.; Infante, J.; Janku, F.; Jones, S.; Nguyen, L.M.; Burris, H.; Naing, A.; Bauer, T.M.; Piha-Paul, S.; Johnson, F.M.; et al. Phase I Study of LY2606368, a Checkpoint Kinase 1 Inhibitor, in Patients with Advanced Cancer. J. Clin. Oncol. 2016, 34, 1764–1771. [Google Scholar] [CrossRef] [PubMed]
- Lee, J.M.; Nair, J.; Zimmer, A.; Lipkowitz, S.; Annunziata, C.M.; Merino, M.J.; Swisher, E.M.; Harrell, M.I.; Trepel, J.B.; Lee, M.J.; et al. Prexasertib, a Cell Cycle Checkpoint Kinase 1 and 2 Inhibitor, in BRCA Wild-Type Recurrent High-Grade Serous Ovarian Cancer: A First-in-Class Proof-of-Concept Phase 2 Study. Lancet Oncol. 2018, 19, 207–215. [Google Scholar] [CrossRef]
- Cole, K.P.; Groh, J.M.C.; Johnson, M.D.; Burcham, C.L.; Campbell, B.M.; Diseroad, W.D.; Heller, M.R.; Howell, J.R.; Kallman, N.J.; Koenig, T.M.; et al. Kilogram-Scale Prexasertib Monolactate Monohydrate Synthesis under Continuous-Flow CGMP Conditions. Science 2017, 356, 1144–1151. [Google Scholar] [CrossRef] [Green Version]
- Sagmeister, P.; Williams, J.D.; Hone, C.A.; Kappe, C.O. Laboratory of the Future: A Modular Flow Platform with Multiple Integrated PAT Tools for Multistep Reactions. React. Chem. Eng. 2019, 4, 1571–1578. [Google Scholar] [CrossRef] [Green Version]
- Darvas, F.; Dormán, G.; Hessel, V.; Ley, S.V. Flow Chemistry—Fundamentals; De Gruyter: Berlin, Germany; Boston, MA, USA, 2021. [Google Scholar] [CrossRef]
- Breen, C.P.; Nambiar, A.M.K.; Jamison, T.F.; Jensen, K.F. Ready, Set, Flow! Automated Continuous Synthesis and Optimization. Trends Chem. 2021, 3, 373–386. [Google Scholar] [CrossRef]
- Liu, C.; Xie, J.; Wu, W.; Wang, W.; Wang, M.; Chen, W.; Idres, S.B.; Rong, J.; Deng, L.-W.; Khan, S.A.; et al. Automated synthesis of prexasertib and derivatives enabled by continuous-flow solid-phase synthesis. Nat. Chem. 2021, 13, 451–457. [Google Scholar] [CrossRef]
- Yan, S.B.; Peek, V.L.; Ajamie, R.; Buchanan, S.G.; Graff, J.R.; Heidler, S.A.; Hui, Y.H.; Huss, K.L.; Konicek, B.W.; Manro, J.R.; et al. LY2801653 Is an Orally Bioavailable Multi-Kinase Inhibitor with Potent Activity against MET, MST1R, and Other Oncoproteins, and Displays Anti-Tumor Activities in Mouse Xenograft Models. Investig. New Drugs 2013, 31, 833–844. [Google Scholar] [CrossRef] [Green Version]
- Konicek, B.W.; Capen, A.R.; Credille, K.M.; Ebert, P.J.; Falcon, B.L.; Heady, G.L.; Patel, B.K.R.; Peek, V.L.; Stephens, J.R.; Stewart, J.A.; et al. Merestinib (LY2801653) Inhibits Neurotrophic Receptor Kinase (NTRK) and Suppresses Growth of NTRK Fusion Bearing Tumors. Oncotarget 2018, 9, 13796–13806. [Google Scholar] [CrossRef] [Green Version]
- Cole, K.P.; Reizman, B.J.; Hess, M.; Groh, J.M.; Laurila, M.E.; Cope, R.F.; Campbell, B.M.; Forst, M.B.; Burt, J.L.; Maloney, T.D.; et al. Small-Volume Continuous Manufacturing of Merestinib. Part 1. Process Development and Demonstration. Org. Process Res. Dev. 2019, 23, 858–869. [Google Scholar] [CrossRef]
- Reizman, B.J.; Cole, K.P.; Hess, M.; Burt, J.L.; Maloney, T.D.; Johnson, M.D.; Laurila, M.E.; Cope, R.F.; Luciani, C.V.; Buser, J.Y.; et al. Small-Volume Continuous Manufacturing of Merestinib. Part 2. Technology Transfer and CGMP Manufacturing. Org. Process Res. Dev. 2019, 23, 870–881. [Google Scholar] [CrossRef] [Green Version]
- Frederick, M.O.; Calvin, J.R.; Cope, R.F.; LeTourneau, M.E.; Lorenz, K.T.; Johnson, M.D.; Maloney, T.D.; Pu, Y.J.; Miller, R.D.; Cziesla, L.E. Development of an NH4Cl-Catalyzed Ethoxy Ethyl Deprotection in Flow for the Synthesis of Merestinib. Org. Process Res. Dev. 2015, 19, 1411–1417. [Google Scholar] [CrossRef]
- Schüller, J.; Cassidy, J.; Dumont, E.; Roos, B.; Durston, S.; Banken, L.; Utoh, M.; Mori, K.; Weidekamm, E.; Reigner, B. Preferential activation of capecitabine in tumor following oral administration to colorectal cancer patients. Cancer Chemother. Pharmacol. 2000, 45, 291–297. [Google Scholar] [CrossRef] [PubMed]
- Venturini, M. Rational development of capecitabine. Eur. J. Cancer 2002, 38, 3–9. [Google Scholar] [CrossRef]
- Koukourakis, G.V.; Kouloulias, V.; Koukourakis, M.J.; Zacharias, G.A.; Zabatis, H.; Kouvaris, J. Efficacy of the Oral Fluorouracil Pro-Drug Capecitabine in Cancer Treatment: A Review. Molecules 2008, 13, 1897–1922. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shimma, N.; Umeda, I.; Arasaki, M.; Murasaki, C.; Masubuchi, K.; Kohchi, Y.; Miwa, M.; Ura, M. The Design and Synthesis of a New Tumor-Selective. Bioorg. Med. Chem. 2000, 8, 1697–1706. [Google Scholar] [CrossRef]
- Shen, B.; Jamison, T.F. Rapid Continuous Synthesis of 5′-Deoxyribonucleosides in Flow via Brønsted Acid Catalyzed Glycosylation. Org. Lett. 2012, 14, 3348–3351. [Google Scholar] [CrossRef]
- Miranda, L.S.D.M.; De Souza, R.O.M.A.; Leaõ, R.A.C.; Carneiro, P.F.; Pedraza, S.F.; De Carvalho, O.V.; De Souza, S.P.; Neves, R.V. Continuous-Flow Sequential Schotten-Baumann Carbamoylation and Acetate Hydrolysis in the Synthesis of Capecitabine. Org. Process Res. Dev. 2019, 23, 2516–2520. [Google Scholar] [CrossRef]
- Finlay, M.R.V.; Anderton, M.; Ashton, S.; Ballard, P.; Bethel, P.A.; Box, M.R.; Bradbury, R.H.; Brown, S.J.; Butterworth, S.; Campbell, A.; et al. Discovery of a Potent and Selective EGFR Inhibitor (AZD9291) of Both Sensitizing and T790M Resistance Mutations That Spares the Wild Type Form of the Receptor. J. Med. Chem. 2014, 57, 8249–8267. [Google Scholar] [CrossRef]
- Tan, C.-S.; Gilligan, D.; Pacey, S. Treatment Approaches for EGFR-Inhibitor-Resistant Patients with Non-Small-Cell Lung Cancer. Lancet Oncol. 2015, 16, e447–e459. [Google Scholar] [CrossRef]
- Ramalingam, S.S.; Vansteenkiste, J.; Planchard, D.; Cho, B.C.; Gray, J.E.; Ohe, Y.; Zhou, C.; Reungwetwattana, T.; Cheng, Y.; Chewaskulyong, B.; et al. Overall Survival with Osimertinib in Untreated, EGFR -Mutated Advanced NSCLC. N. Engl. J. Med. 2020, 382, 41–50. [Google Scholar] [CrossRef]
- Brocklehurst, C.E.; Lehmann, H.; La Vecchia, L. Nitration Chemistry in Continuous Flow Using Fuming Nitric Acid in a Commercially Available Flow Reactor. Org. Process Res. Dev. 2011, 15, 1447–1453. [Google Scholar] [CrossRef]
- Ko, M.; Wyler, B.; Aellig, C.; Roberge, D.M.; Hone, C.A.; Kappe, C.O. Optimization and Scale-Up of the Continuous Flow Acetylation and Nitration of 4-Fluoro-2-Methoxyaniline to Prepare a Key Building Block of Osimertinib. Org. Process Res. Dev. 2020, 24, 2217–2227. [Google Scholar] [CrossRef]
- de Koning, P.D.; McAndrew, D.; Moore, R.; Moses, I.B. Fit-for-purpose development of the enabling route to Crizotinib (PF- 02341066). Org. Process Res. Dev. 2011, 15, 1018–1026. [Google Scholar] [CrossRef]
- Hallberg, B.; Palmer, R.H. Crizotinib—Latest Champion in the Cancer Wars? N. Eng. J. Med. 2010, 363, 1760–1763. [Google Scholar] [CrossRef] [PubMed]
- Xu, F.; Chen, J.; Xie, X.; Cheng, P.; Yu, Z.; Su, W. Synthesis of a Crizotinib Intermediate via Highly Efficient Catalytic Hydrogenation in Continuous Flow. Org. Process Res. Dev. 2020, 24, 2252–2259. [Google Scholar] [CrossRef]
- Huyck, T.K.; Gradishar, W.; Manuguid, F.; Kirkpatrick, P. Eribulin Mesylate. Nat. Rev. Drug Discov. 2011, 10, 173–174. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Murthy, A.S.; Mahipal, B.; Chandrasekhar, S. Asymmetric Synthesis of the C14-C26 Building Block of Eribulin Mesylate. Eur. J. Org. Chem. 2012, 35, 6959–6966. [Google Scholar] [CrossRef]
- Yu, M.J.; Zheng, W.; Seletsky, B.M. From Micrograms to Grams: Scale-up Synthesis of Eribulin Mesylate. Nat. Prod. Rep. 2013, 30, 1158–1164. [Google Scholar] [CrossRef] [PubMed]
- Chavan, L.N.; Chegondi, R.; Chandrasekhar, S. Tandem Organocatalytic Approach to C28-C35 Fragment of Eribulin Mesylate. Tetrahedron Lett. 2015, 56, 4286–4288. [Google Scholar] [CrossRef]
- Darvas, F.; Dormán, G.; Hessel, V.; Ley, S.V. Flow Chemistry—Applications; De Gruyter: Berlin, Germany; Boston, MA, USA, 2021. [Google Scholar] [CrossRef]
- Santi, M.; Sancineto, L.; Nascimento, V.; Azeredo, J.B.; Orozco, E.V.M.; Andrade, L.H.; Gröger, H.; Santi, C. Flow Biocatalysis: A Challenging Alternative for the Synthesis of APIs and Natural Compounds. Int. J. Mol. Sci. 2021, 22, 990. [Google Scholar] [CrossRef]
- Britton, J.; Majumdar, S.; Weiss, G.A. Continuous Flow Biocatalysis. Chem. Soc. Rev. 2018, 47, 5891–5918. [Google Scholar] [CrossRef]
- Krishna, A.S.; Basetty, S.; Nasam, R.; Ralte, S.L.; Reddy, C.R.; Sudhakar, G.; Pabbaraja, S.; Chandrasekhar, S.; Mainkar, P.S.; Kumaraguru, T.; et al. Chemoenzymatic Process for the Preparation of (S)-7-((Tert-Butyldiphenylsilyl)Oxy)Hept-1-Yn-4-Ol in a Continuous Packed-Bed Reactor, a Key Intermediate for Eribulin Synthesis. Org. Process Res. Dev. 2020, 24, 2657–2664. [Google Scholar] [CrossRef]
- Fukuyama, T.; Chiba, H.; Kuroda, H.; Takigawa, T.; Kayano, A.; Tagami, K. Application of Continuous Flow for DIBAL-H Reduction and n-BuLi Mediated Coupling Reaction in the Synthesis of Eribulin Mesylate. Org. Process Res. Dev. 2016, 20, 503–509. [Google Scholar] [CrossRef]
- Xiang, W.; Yang, C.Y.; Bai, L. MCL-1 Inhibition in Cancer Treatment. OncoTargets Ther. 2018, 11, 7301–7314. [Google Scholar] [CrossRef] [Green Version]
- Hird, A.W.; Tron, A.E. Recent Advances in the Development of Mcl-1 Inhibitors for Cancer Therapy. Pharmacol. Ther. 2019, 198, 59–67. [Google Scholar] [CrossRef] [PubMed]
- Wei, A.H.; Roberts, A.W.; Spencer, A.; Rosenberg, A.S.; Siegel, D.; Walter, R.B.; Caenepeel, S.; Hughes, P.; McIver, Z.; Mezzi, K.; et al. Targeting MCL-1 in Hematologic Malignancies: Rationale and Progress. Blood Rev. 2020, 44. [Google Scholar] [CrossRef]
- Tom, J.K.; Achmatowicz, M.M.; Beaver, M.G.; Colyer, J.; Ericson, A.; Hwang, T.; Jiao, N.; Langille, N.F.; Liu, M.; Lovette, M.A.; et al. Implementing Continuous Manufacturing for the Final Methylation Step in the AMG 397 Process to Deliver Key Quality Attributes. Org. Process Res. Dev. 2021, 25, 486–499. [Google Scholar] [CrossRef]
- Krasutsky, S.G.; Jacobo, S.H.; Tweedie, S.R.; Krishnamoorthy, R.; Filatov, A.S. Route Optimization and Synthesis of Taxadi-enone. Org. Process Res. Dev. 2015, 19, 284–289. [Google Scholar] [CrossRef]
- Bloemendal, V.R.L.J.; Spierenburg, B.; Boltje, T.J.; van Hest, J.C.M.; Rutjes, F.P.J.T. One-flow synthesis of tetrahydrocannabinol and cannabidiol using homo- and heterogeneous Lewis acids. J. Flow Chem. 2021, 11, 99–105. [Google Scholar] [CrossRef]
- Truex, N.L.; Holden, R.L.; Wang, B.-Y.; Chen, P.-G.; Hanna, S.; Hu, Z.; Shetty, K.; Olive, O.; Neuberg, D.; Hacohen, N.; et al. Automated Flow Synthesis of Tumor Neoantigen Peptides for Personalized Immunotherapy. Sci. Rep. 2020, 10, 723. [Google Scholar] [CrossRef] [PubMed] [Green Version]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| API Name | API Structure | Cancer Type | Scheme | Ref. |
|---|---|---|---|---|
| Final API is prepared in flow | ||||
| lomustine |  | Central nervous system tumors | 1 | Thompson, D.H., et al. 2019 |
| tamoxifen |  | Breast cancer | 3 | Ley, S.V., et al. 2013 |
| imatinib |  | Chronic myelogenous leukemia, gastro-intestinal stromal tumor | 4 | Jamison, T.F., et al. 2019 |
| HSN 608 |  | Acute myeloid leukemia | 5 | Thompso, D.H., et al. 2020 |
| prexasertib |  | Acute myeloid leukemia (AML), myelodysplastic syndrome, rhabdomyosarcoma, and medulloblastoma | 6 | Cole, K.P., et al. 2017 |
| merestinib |  | Biliary tract cancer, non-small cell lung cancer and solid tumors | 7 | Frederick, M.O., et al. 2015 |
| capecitabine |  | Metastatic colorectal cancer and breast cancer | 8 | Jamison, T.F., et al. 2012 Miranda, L.S.D.M., et al. 2019 |
| Key precursor to named API is prepared in flow | ||||
| osimertinib |  | Non-small cell lung carcinoma | 9 | Hone, C.A., et al. 2020 |
| crizotinib |  | Advanced anaplastic lymphoma kinase (ALK)-positive non-small cell lung cancer (NSCLC) | 10 | Yu, Z., et al. 2020 |
| Eribulin building blocks |  | Metastatic breast cancer | 11, 12 | Kumaraguru, T., et al. 2020 Fukuyama, T., et al. 2016 |
| AMG397 |  | multiple myeloma (MM) and acute myeloid leukemia (AML) | 13 | Tom, J.K., et al. 2021 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Di Filippo, M.; Baumann, M. Continuous Flow Synthesis of Anticancer Drugs. Molecules 2021, 26, 6992. https://doi.org/10.3390/molecules26226992
Di Filippo M, Baumann M. Continuous Flow Synthesis of Anticancer Drugs. Molecules. 2021; 26(22):6992. https://doi.org/10.3390/molecules26226992
Chicago/Turabian StyleDi Filippo, Mara, and Marcus Baumann. 2021. "Continuous Flow Synthesis of Anticancer Drugs" Molecules 26, no. 22: 6992. https://doi.org/10.3390/molecules26226992
APA StyleDi Filippo, M., & Baumann, M. (2021). Continuous Flow Synthesis of Anticancer Drugs. Molecules, 26(22), 6992. https://doi.org/10.3390/molecules26226992