Influence of Tool Shape on Surface Quality of Monocrystalline Nickel Nanofabrication

Abstract
:
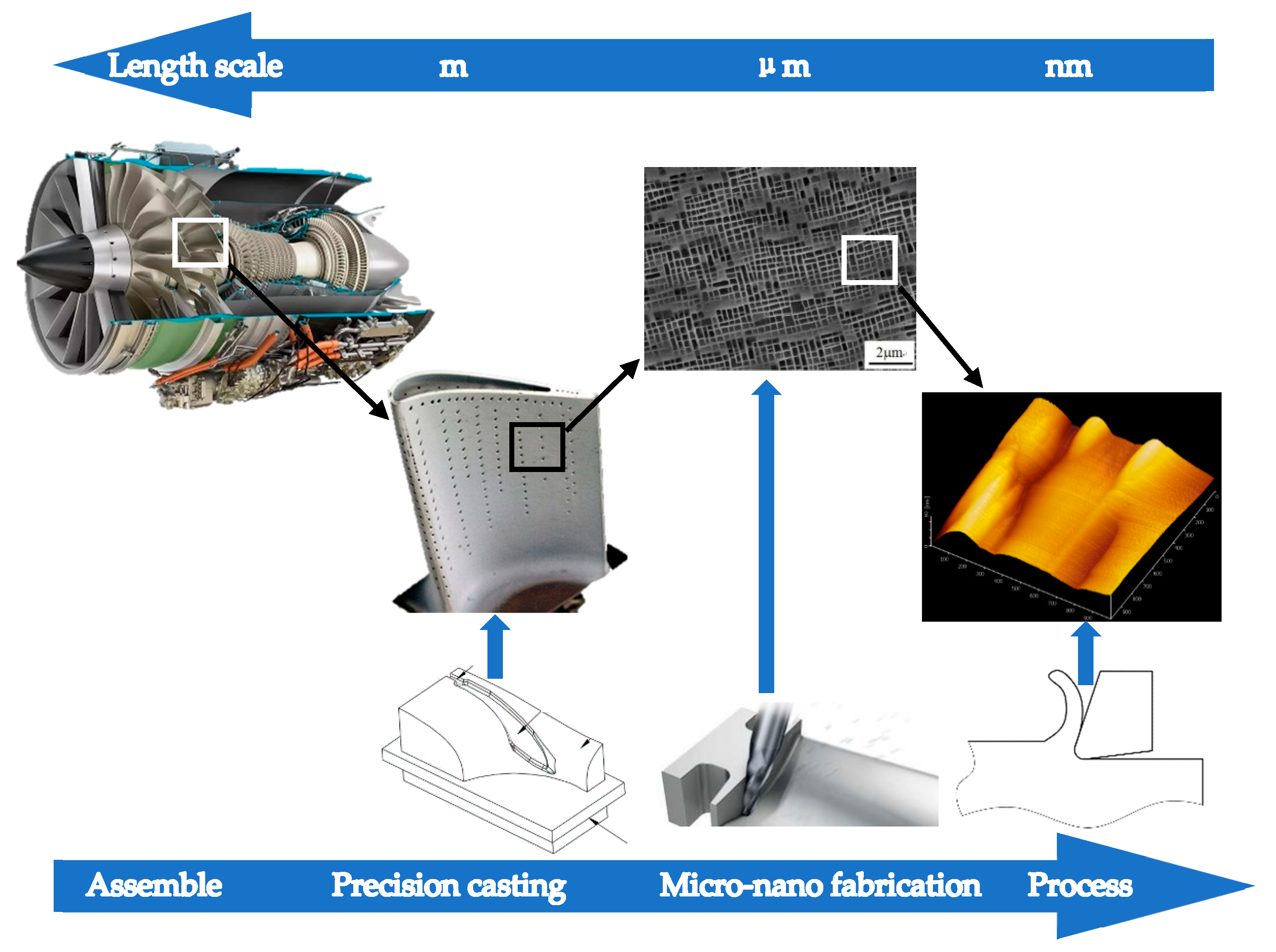
1. Introduction
2. Simulation Model
3. Simulation Result and Analysis
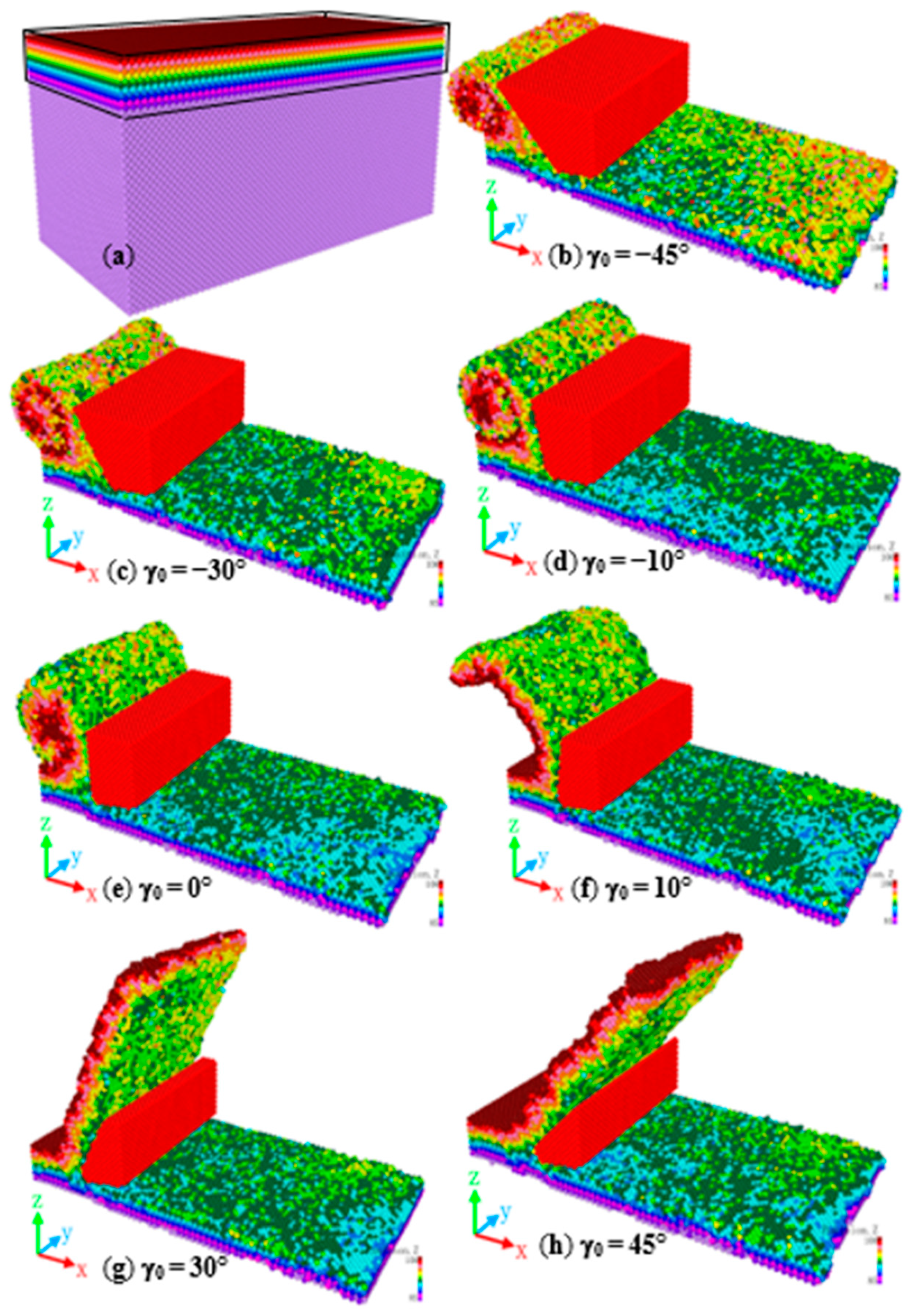
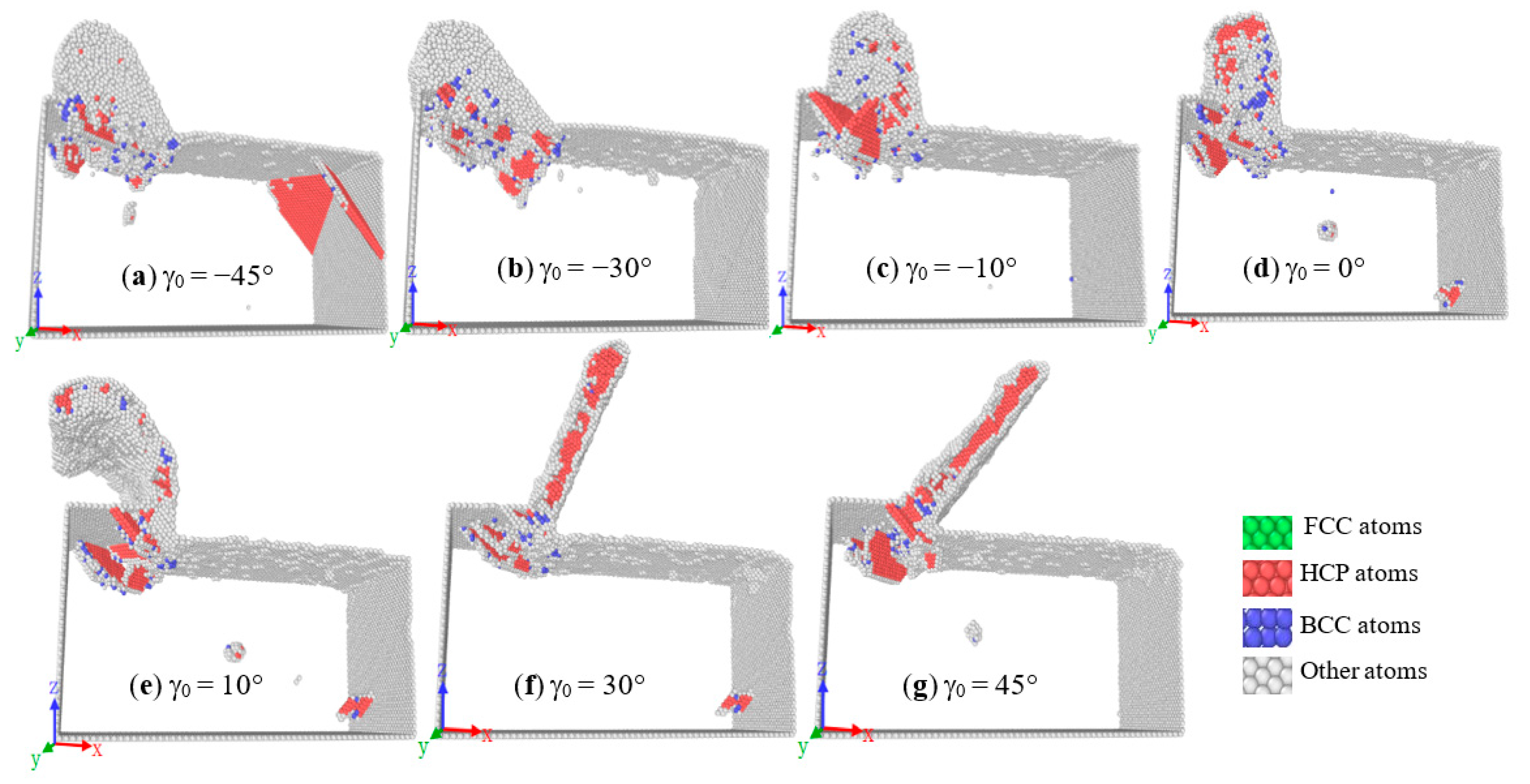
3.1. Influence of Rake Angle on Chip Morphology
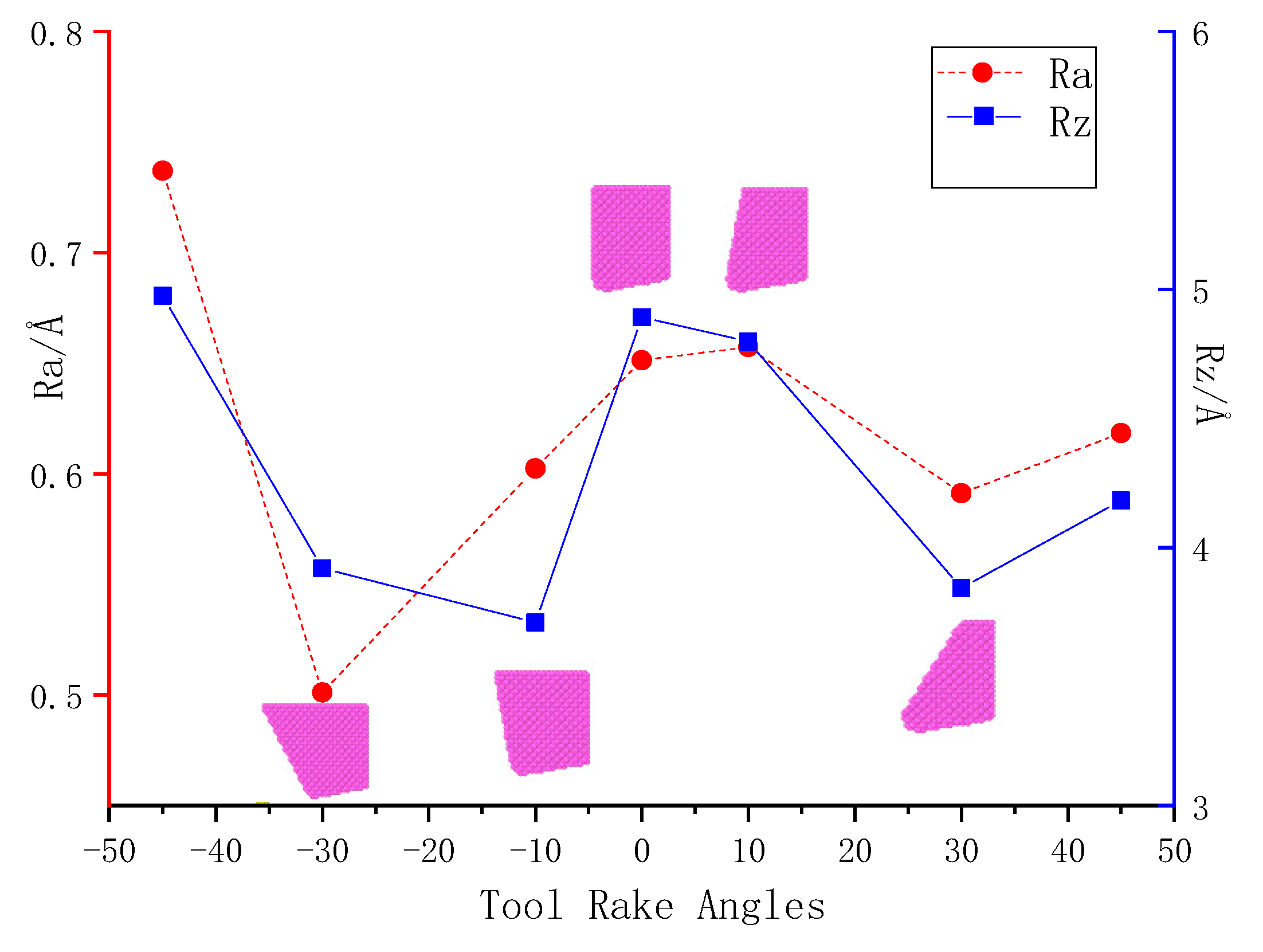
3.2. Effect of Rake Angle on Ra and Rz
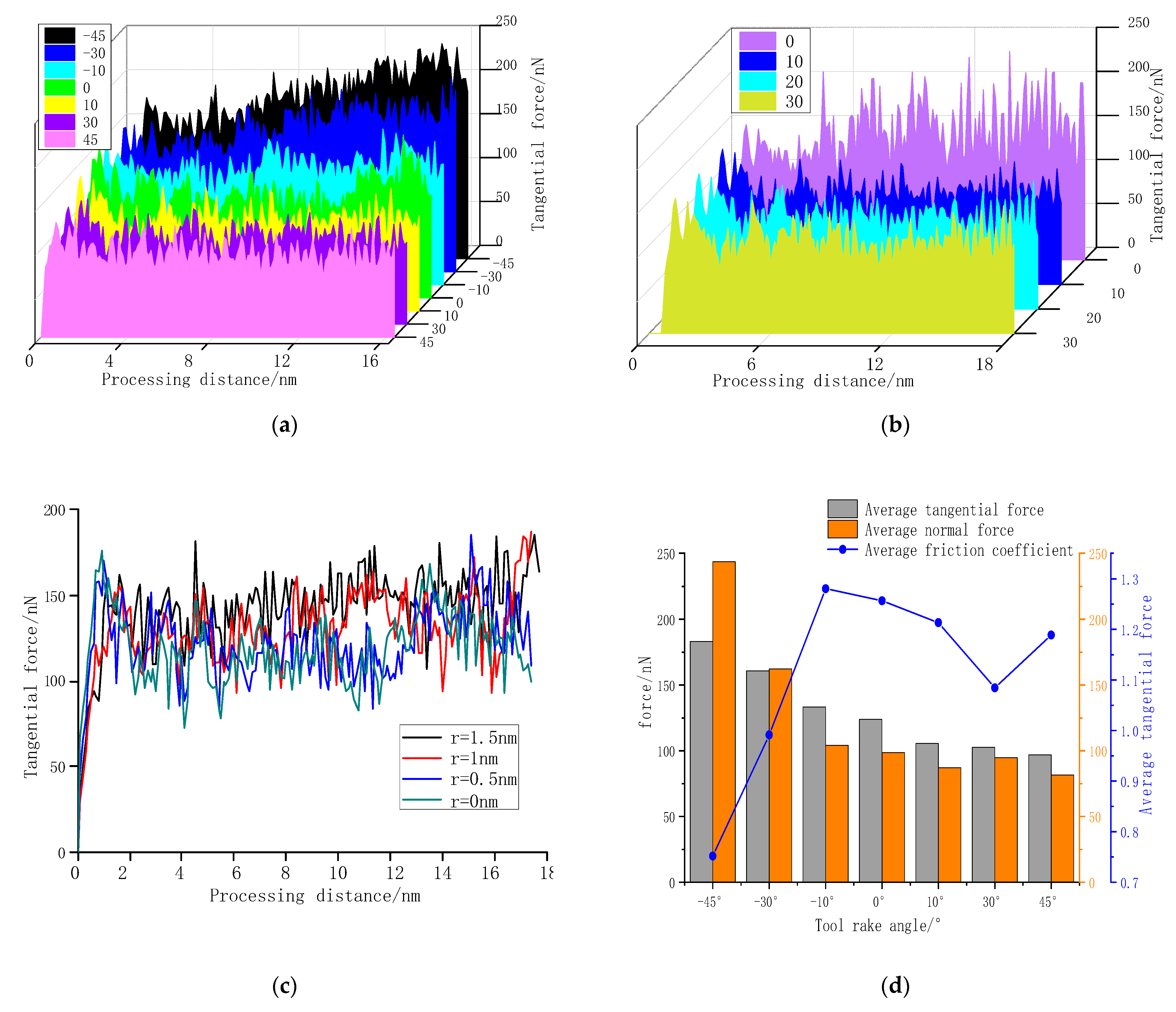
3.3. Influence of Tool Shape on Cutting Force
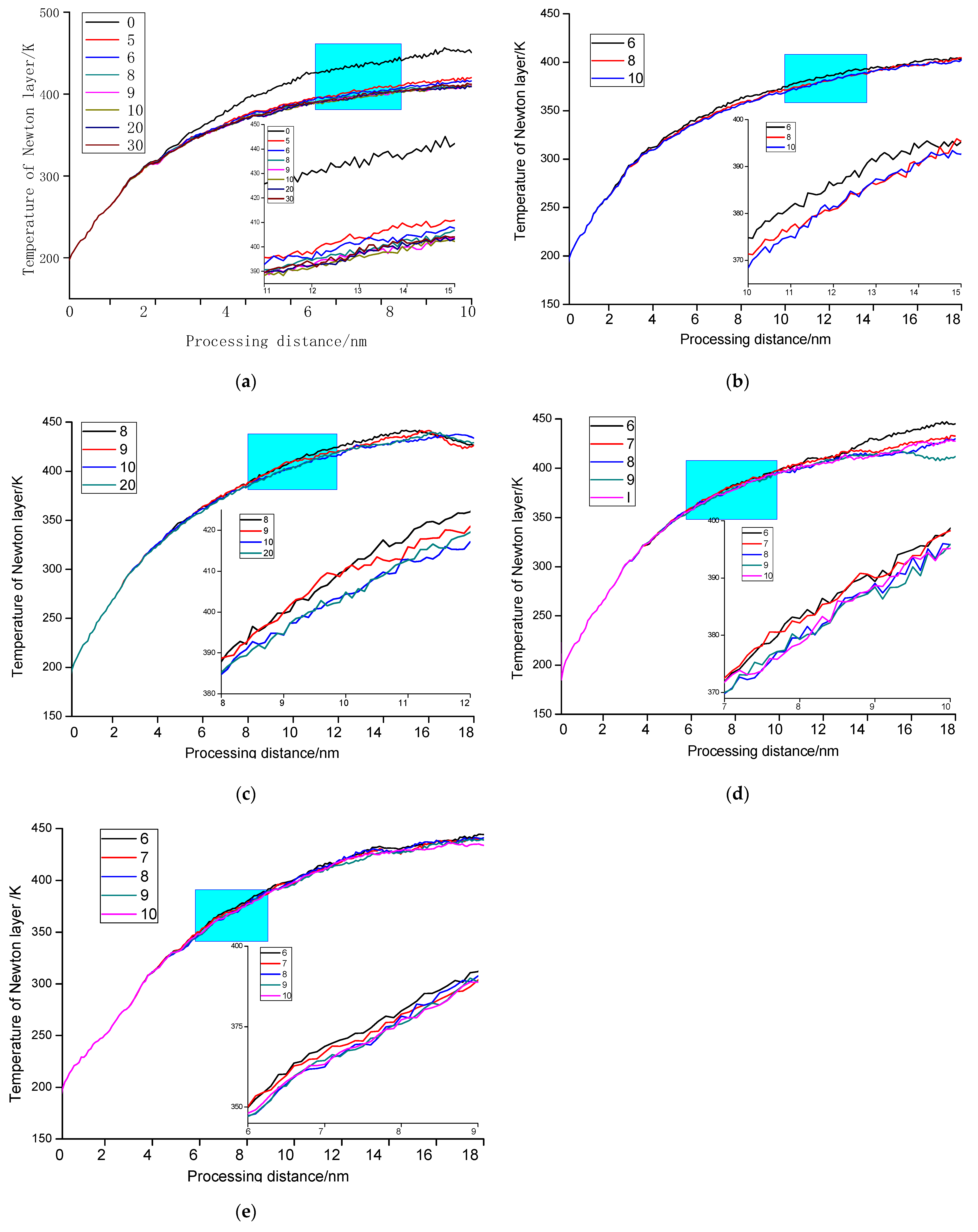
3.4. Influence of Tool Shape on Temperature
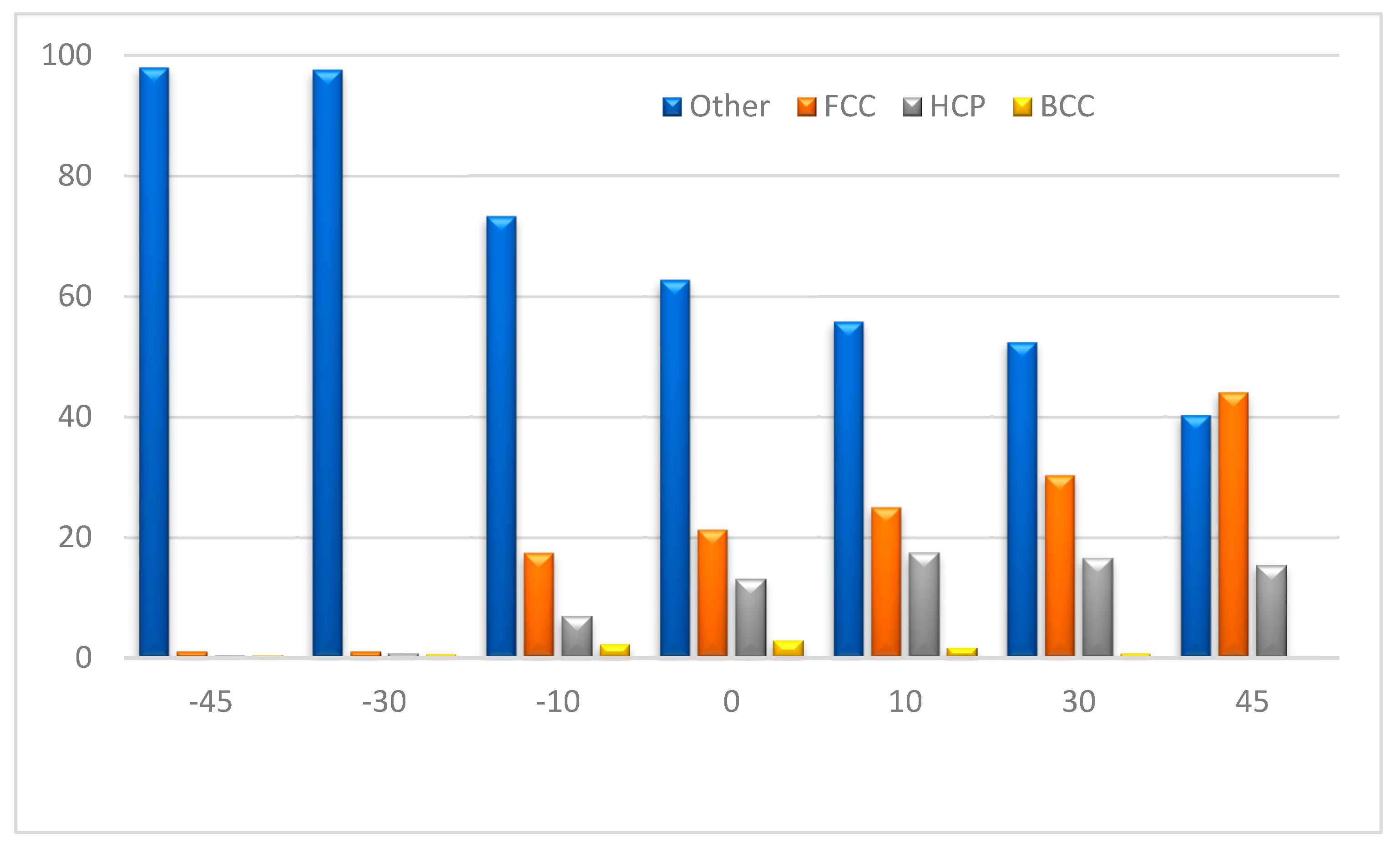
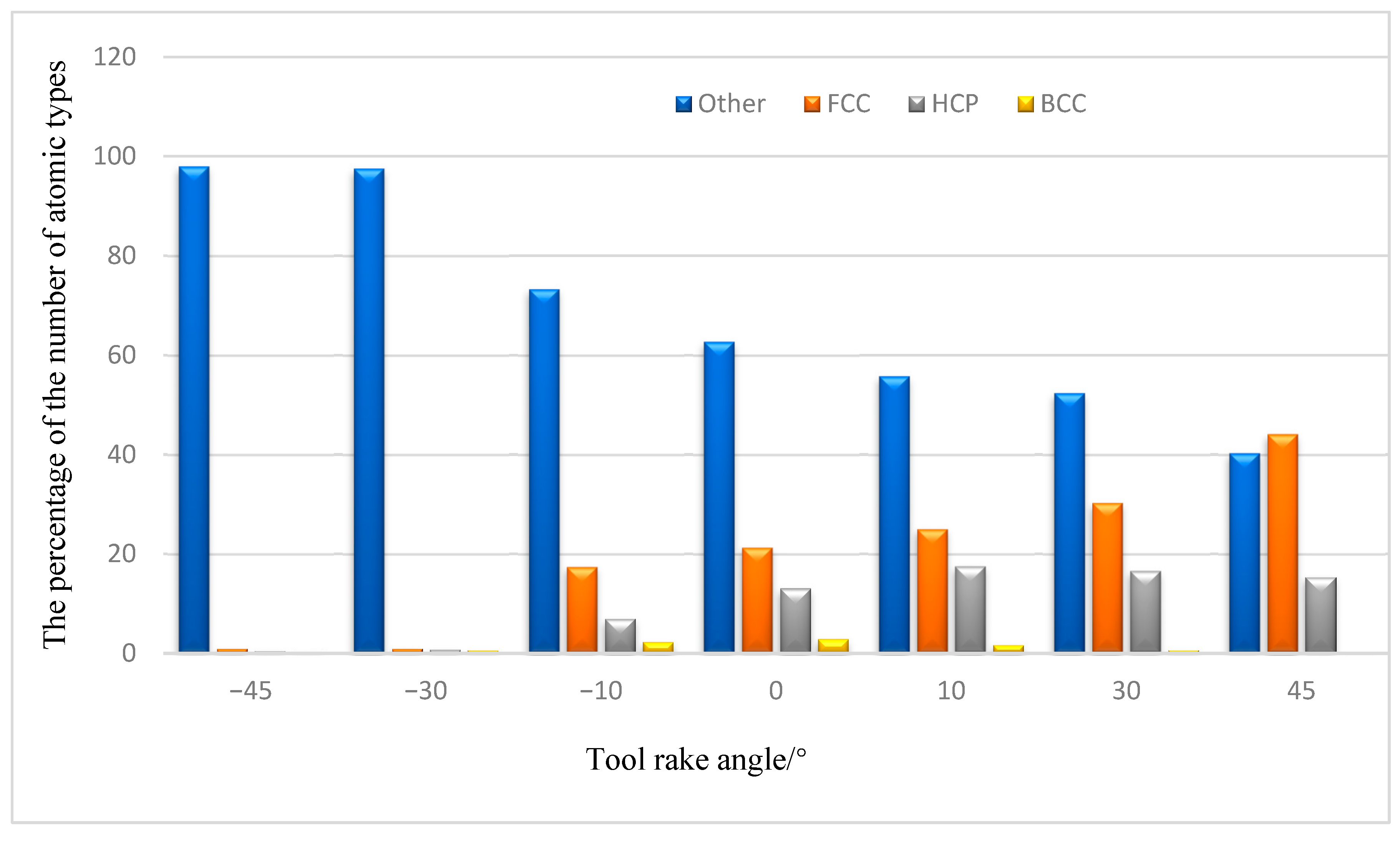
3.5. Influence of the Rake Angle on the Chip Lattice
4. Conclusions
- When the rest of the machining conditions remain unchanged and the rake angle of the tool changes between −45° and +45°, the surface roughness value of the processed workpiece fluctuates in a ‘W’ curve through statistical calculation. The better range of surface roughness appears around the tool rake angles of +30° and −30°.
- Cutting force and temperature is more sensitive to the change of the tool rake angle, while the edge radius of the tool has little effect on both.
- In the case of a fixed tool rake angle and edge radius of the tool, the value of the tool clearance angle is changed by one degree. Through a large number of simulation comparisons, it is concluded that there is a critical area in the tool clearance angle, and the tool clearance angle does not work on the machined surface after it exceeds the critical area. Furthermore, it is concluded that when the single crystal nickel nano-processing depth is 1 nm, the critical clearance angle area is 8–10°.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Sample Availability
References
- Goel, S.; Luo, X.; Agrawal, A.; Reuben, R.L. Diamond machining of silicon: A review of advances in molecular dynamics simulation. Int. J. Mach. Tools Manuf. 2015, 88, 131–164. [Google Scholar] [CrossRef] [Green Version]
- Abdulkadir, L.N.; Abou-El-Hossein, K.; Jumare, A.I.; Liman, M.M.; Olaniyan, T.A.; Odedeyi, P.B. Review of molecular dynamics/experimental study of diamond-silicon behavior in nanoscale machining. Int. J. Adv. Manuf. Technol. 2018, 98, 317–371. [Google Scholar] [CrossRef]
- Komanduri, R.; Raff, L.M. A review on the molecular dynamics simulation of machining at the atomic scale. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 215, 1639–1672. [Google Scholar] [CrossRef]
- Eder, S.J.; Cihak-Bayr, U.; Bianchi, D.; Feldbauer, G.; Betz, G. Thermostat Influence on the Structural Development and Material Removal during Abrasion of Nanocrystalline Ferrite. ACS Appl. Mater. Interfaces 2017, 9, 13713–13725. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Komanduri, R.C.N.; Raff, L.M. Molecular dynamics simulation of atomic-scale friction. Phys. Rev. B 2000, 61, 14007–14019. [Google Scholar] [CrossRef]
- Goel, S.; Haque Faisal, N.; Luo, X.; Yan, J.; Agrawal, A. Nanoindentation of polysilicon and single crystal silicon: Molecular dynamics simulation and experimental validation. J. Phys. D Appl. Phys. 2014, 47, 275304. [Google Scholar] [CrossRef]
- Markopoulos, A.P.; Savvopoulos, I.K.; Karkalos, N.E.; Manolakos, D.E. Molecular dynamics modeling of a single diamond abrasive grain in grinding. Front. Mech. Eng. 2015, 10, 168–175. [Google Scholar] [CrossRef]
- Papanikolaou, M.; Salonitis, K. Grain size effects on nanocutting behaviour modelling based on molecular dynamics simulations. Appl. Surf. Sci. 2021, 540, 148291. [Google Scholar] [CrossRef]
- Liu, C.; He, W.; Chu, J.; Zhang, J.; Chen, X.; Xiao, J.; Xu, J. Molecular Dynamics Simulation on Cutting Mechanism in the Hybrid Machining Process of Single-Crystal Silicon. Nanoscale Res. Lett. 2021, 16, 66. [Google Scholar] [CrossRef] [PubMed]
- Zhou, K.; Liu, J.; Xiao, G.; Huang, Y.; Song, K.; Xu, J.; Chen, B. Probing residual stress evolution of titanium alloy due to belt grinding based on molecular dynamics method. J. Manuf. Processes 2021, 66, 446–459. [Google Scholar] [CrossRef]
- Dai, H.; Chen, G.; Fang, Q.; Yin, J. The effect of tool geometry on subsurface damage and material removal in nanometric cutting single-crystal silicon by a molecular dynamics simulation. Appl. Phys. A 2016, 122, 804. [Google Scholar] [CrossRef]
- Fang, F.; Xu, F.; Lai, M. Size effect in material removal by cutting at nano scale. Int. J. Adv. Manuf. Technol. 2015, 80, 591–598. [Google Scholar] [CrossRef]
- Xu, F.; Wang, J.; Fang, F.; Zhang, X. A study on the tool edge geometry effect on nano-cutting. Int. J. Adv. Manuf. Technol. 2017, 91, 2787–2797. [Google Scholar] [CrossRef]
- Liu, X.; Liu, Z.; Wei, Y. Ploughing friction and nanohardness dependent on the tip tilt in nano-scratch test for single crystal gold. Comput. Mater. Sci. 2015, 110, 54–61. [Google Scholar] [CrossRef] [Green Version]
- Lai, M.; Zhang, X.D.; Fang, F.Z. Study on critical rake angle in nanometric cutting. Appl. Phys. A 2012, 108, 809–818. [Google Scholar] [CrossRef]
- Steve, P. Fast Parallel Algorithms for Short-range Molecular Dynamics. J. Comput. Phys. 1995, 117, 1–19. [Google Scholar]
- Stukowski, A. Visualization and analysis of atomistic simulation data with OVITO–the Open Visualization Tool. Model. Simul. Mater. Sci. Eng. 2010, 18, 015012. [Google Scholar] [CrossRef]
- Foiles, S.M.; Baskes, M.I.; Daw, M.S. Embedded-atom-method functions for the fcc metals Cu, Ag, Au, Ni, Pd, Pt, and their alloys. Phys. Rev. B Condens. Matter. 1986, 33, 7983–7991. [Google Scholar] [CrossRef]
- Lin, Z.-C.; Huang, J.-C.; Jeng, Y.-R. 3D nano-scale cutting model for nickel material. J. Mater. Processing Technol. 2007, 192–193, 27–36. [Google Scholar] [CrossRef]
- Zhu, Z.; Gong, Y.; Zhou, Y.; Gao, Q. Molecular dynamics simulation of single crystal Nickel nanometric machining. Sci. China Technol. Sci. 2016, 59, 867–875. [Google Scholar] [CrossRef]
- Aamir, M.; Giasin, K.; Tolouei-Rad, M.; Vafadar, A. A review: Drilling performance and hole quality of aluminium alloys for aerospace applications. J. Mater. Res. Technol. 2020, 9, 12484–12500. [Google Scholar] [CrossRef]
- Aamir, M.; Tolouei-Rad, M.; Giasin, K.; Vafadar, A. Feasibility of tool configuration and the effect of tool material, and tool geometry in multi-hole simultaneous drilling of Al2024. Int. J. Adv. Manuf. Technol. 2020, 111, 861–879. [Google Scholar] [CrossRef]
- Aamir, M.; Tolouei-Rad, M.; Giasin, K.; Vafadar, A. Machinability of Al2024, Al6061, and Al5083 alloys using multi-hole simultaneous drilling approach. J. Mater. Res. Technol. 2020, 9, 10991–11002. [Google Scholar] [CrossRef]
- Tong, Z.; Liang, Y.; Yang, X.; Luo, X. Investigation on the thermal effects during nanometric cutting process while using nanoscale diamond tools. Int. J. Adv. Manuf. Technol. 2014, 74, 1709–1718. [Google Scholar] [CrossRef] [Green Version]
- Rentsch, R.; Inasaki, I. Molecular dynamics simulation of the nanometer scale cutting process. Int. J. Manuf. Res. 2006, 1, 83–100. [Google Scholar] [CrossRef]
- Kapoor, R.; Nemat-Nasser, S. Determination of temperature rise during high strain rate deformation. Mech. Mater. 1998, 27, 1–12. [Google Scholar] [CrossRef]
- Chavoshi, S.Z.; Goel, S.; Luo, X. Influence of temperature on the anisotropic cutting behaviour of single crystal silicon: A molecular dynamics simulation investigation. J. Manuf. Processes 2016, 23, 201–210. [Google Scholar] [CrossRef] [Green Version]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor | Workpiece | Grinding Grain |
|---|---|---|
| Material type Potential used Dimension | Monocrystalline nickel Ni-Ni: EAM [18], Ni-C: Morse [19] 21.2 × 10.6 × 10.6 nm | Diamond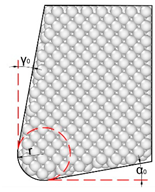 |
| Atom number | 225121 | |
| Initial temperature Crystal orientation Grinding speed Depth of grind | 293 K x-[100], y-[10], z-[1] 200 m/s 1 nm | |
| Grinding length Timestep | 0~18 nm 1 fs | |
| Tool rake angle | −45°/−30°/−10°/0°/10°/30°/45° The average α0 = 0° | |
| Tool clearance angle | 0°/10°/20°/30° The average γ0 = 15° | |
| Tool edge radius | 0/0.5/1/1.5 nm | |
| Tool Rake Angle γ0 | Tool Edge Radius r | Critical Value of Clearance Angles α0 |
|---|---|---|
| 10° | 0.5 nm | 9° |
| 10° | 0 nm | 9° |
| 10° | 1.5 nm | 10° |
| 0° | 0.5 nm | 8° |
| −10° | 0.5 nm | 8° |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ren, J.; Yue, H.; Liang, G.; Lv, M. Influence of Tool Shape on Surface Quality of Monocrystalline Nickel Nanofabrication. Molecules 2022, 27, 603. https://doi.org/10.3390/molecules27030603
Ren J, Yue H, Liang G, Lv M. Influence of Tool Shape on Surface Quality of Monocrystalline Nickel Nanofabrication. Molecules. 2022; 27(3):603. https://doi.org/10.3390/molecules27030603
Chicago/Turabian StyleRen, Jie, Haibao Yue, Guoxing Liang, and Ming Lv. 2022. "Influence of Tool Shape on Surface Quality of Monocrystalline Nickel Nanofabrication" Molecules 27, no. 3: 603. https://doi.org/10.3390/molecules27030603