1. Introduction
Aluminum alloys remain the basic structural materials for various industries, such as aerospace, oil and gas, construction, and others [
1,
2,
3,
4] due to their low density, complex performance characteristics, high manufacturability, and weldability. Their composition, structure, and manufacturing methods, including thermomechanical processing, continue to be constantly improved in accordance with the increasing requirements for the structures using these alloys [
5,
6,
7]. Among the various aluminum alloys, the composition of AMg3 alloy has the most optimal magnesium content, which provides excellent deformability in hot and cold conditions and a lower specific gravity value than pure aluminum. However, the natural oxide film on the surface of the material is not sufficiently protective in aggressive corrosive environments. The main method for protecting metals, including aluminum, is the formation of coatings on the surface of a part or product. One of the promising ways to form such protective coatings is plasma electrolytic oxidation (PEO) [
8,
9,
10,
11]. The coatings obtained using PEO have highly protective and wear-resistant properties, high adhesion to the metal substrate, as well as a developed surface with pores; this makes it possible to modify such coatings (by incorporating the various components into the pores) with different materials, depending on the purpose of future use [
10,
11,
12]. The purpose of this work is to modify such coatings previously formed on AMg3 alloy by introducing superdispersed polytetrafluoroethylene (SPTFE) into their structure using a spray-coating method. This modification was carried out in order to improve the surface properties of the samples, increase their wear resistance, and also impart hydrophobic properties to the surface. To the best of the authors’ knowledge, the approach of spraying SPTFE onto the PEO coatings formed on aluminum alloys has never been used before. By changing the speed and time of spraying, and the flow rate and pressure of the compressor, this method forms composite layers directionally. Such coatings are able to increase the protective characteristics compared with the original PEO layers. The composite fluoropolymer-containing coatings obtained in the course of this study can be used in a number of industries. The corrosion resistance of the coatings may be required not only in the case of direct contact between the materials in an aggressive environment but also when it is used in regions with a humid marine climate. Given the insufficient wear resistance of aluminum and its alloys, the formed coatings can be used in any moving parts made of aluminum materials. In turn, this will help to increase the service life of such parts without loss of functional quality, and, consequently, reduce the economic costs associated with replacement, repair, and equipment downtime. Thus, the developed method for forming multifunctional surfaces can significantly increase the economic efficiency in aerospace, chemical, and automotive industries, as well as in shipbuilding and ship repair, etc.
3. Materials and Methods
Alloy plates of AMg3, with a size of 20 × 30 × 1.5 mm
3, were used as samples. The specimens were ground with SiC papers, with a reduction in the grain size of the abrasive to 15 μm, and were additionally polished with aluminum oxide paper with a grain size of 3 μm. After polishing, the samples were washed with deionized water, degreased with alcohol using an ultrasonic bath RK31 (Bandelin Electronic, Berlin, Germany), and air-dried. Then, the samples were coated with the PEO method using a bipolar potentiodynamic mode (
Table 6) and electrolytic systems of complex composition (NaF + Na
2B
4O
7 × 10H
2O + C
4H
4O
6K
2·0.5H
2O + Na
2SiO
3·5H
2O) [
17,
18]. To create composite layers as the polymer component in this work, superdispersed polytetrafluoroethylene of the Forum
® trademark (Institute of Chemistry FEB RAS, Vladivostok, Russia) was used, obtained by A.K. Tsvetnikov and A.A. Uminsky using the method of the thermogradient synthesis of F4 fluoroplast. In order to increase the manufacturability of the composite layer application, a 15% suspension of SPTFE powder in isopropyl alcohol was used in this work [
13,
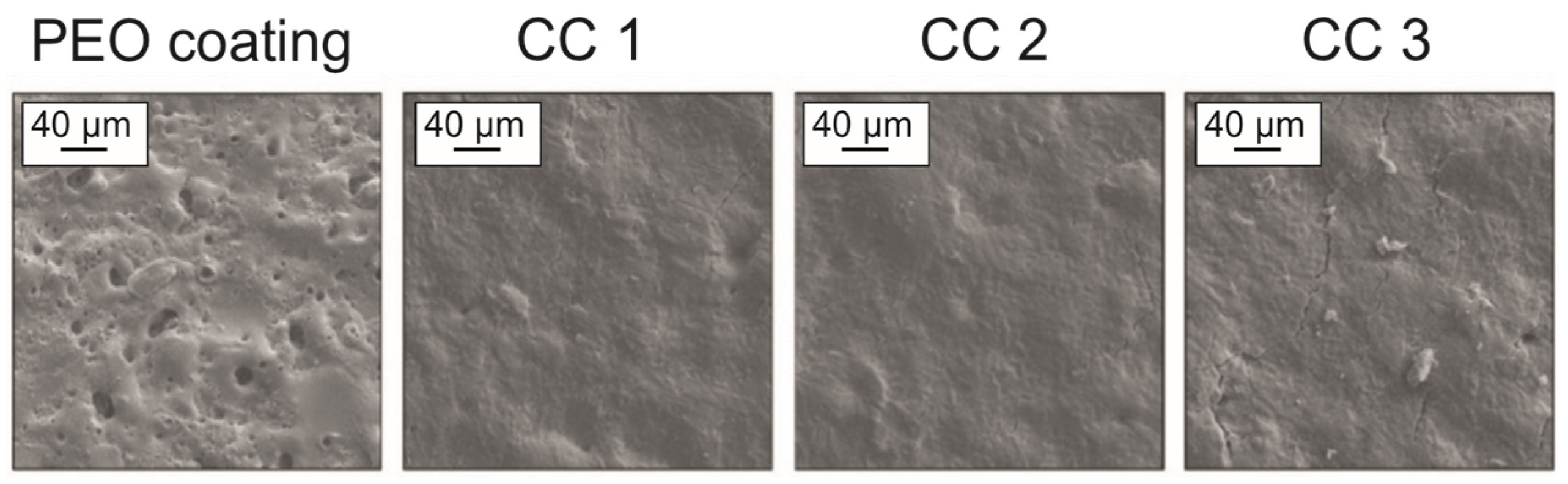
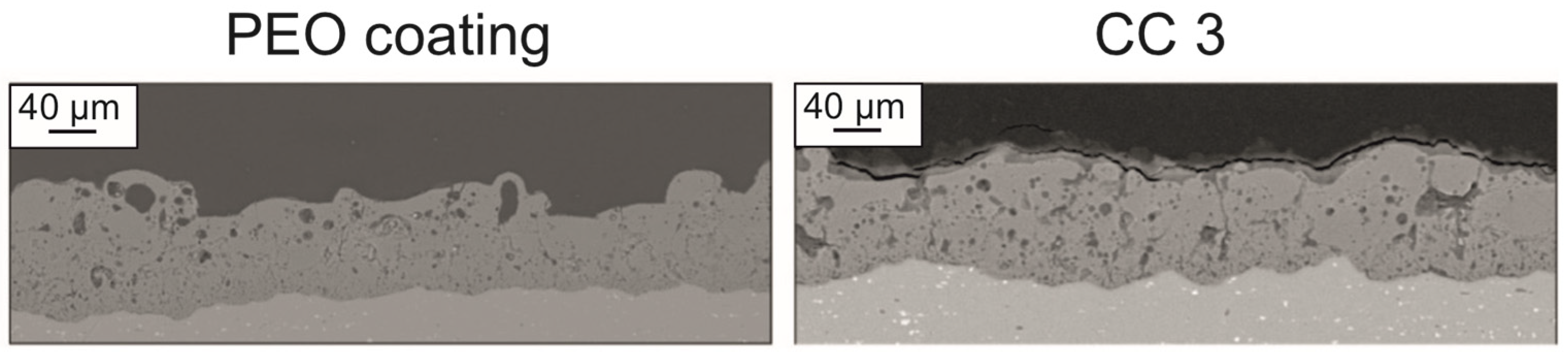
19]. The polymer was sprayed, and subsequently, the sample was heat-treated at 350 °C for 15 min. We studied the influence of the number of polymer deposits on the properties of the coatings, depositing the polymer one, two, and three times on the base PEO layer. These samples are further designated in the text as CC 1, CC 2, and CC 3, respectively.
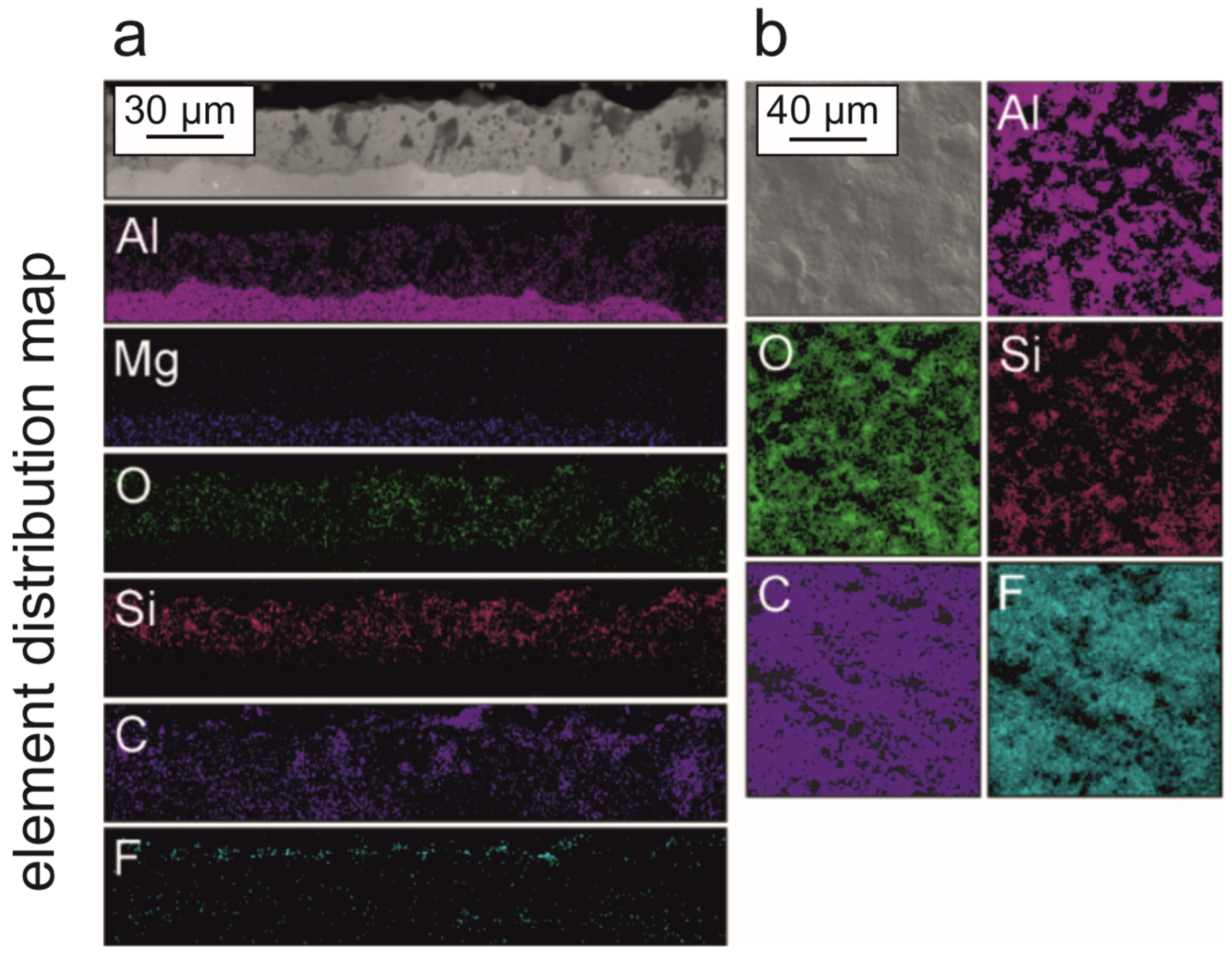
For surface morphology, a Sigma (Carl Zeiss, Jena, Germany) scanning electron microscope (SEM) was used. To evaluate the porosity of the coatings, the SEM images were processed using the ImageJ software (National Institutes of Health, Rockville Pike, Bethesda, MD, USA). The porosity P of the coatings was calculated as the percentage of the area occupied by the pores to the total area. For processing the SEM images with ImageJ, the sensitivity threshold was chosen so that all the pores in the coating were visibly marked.
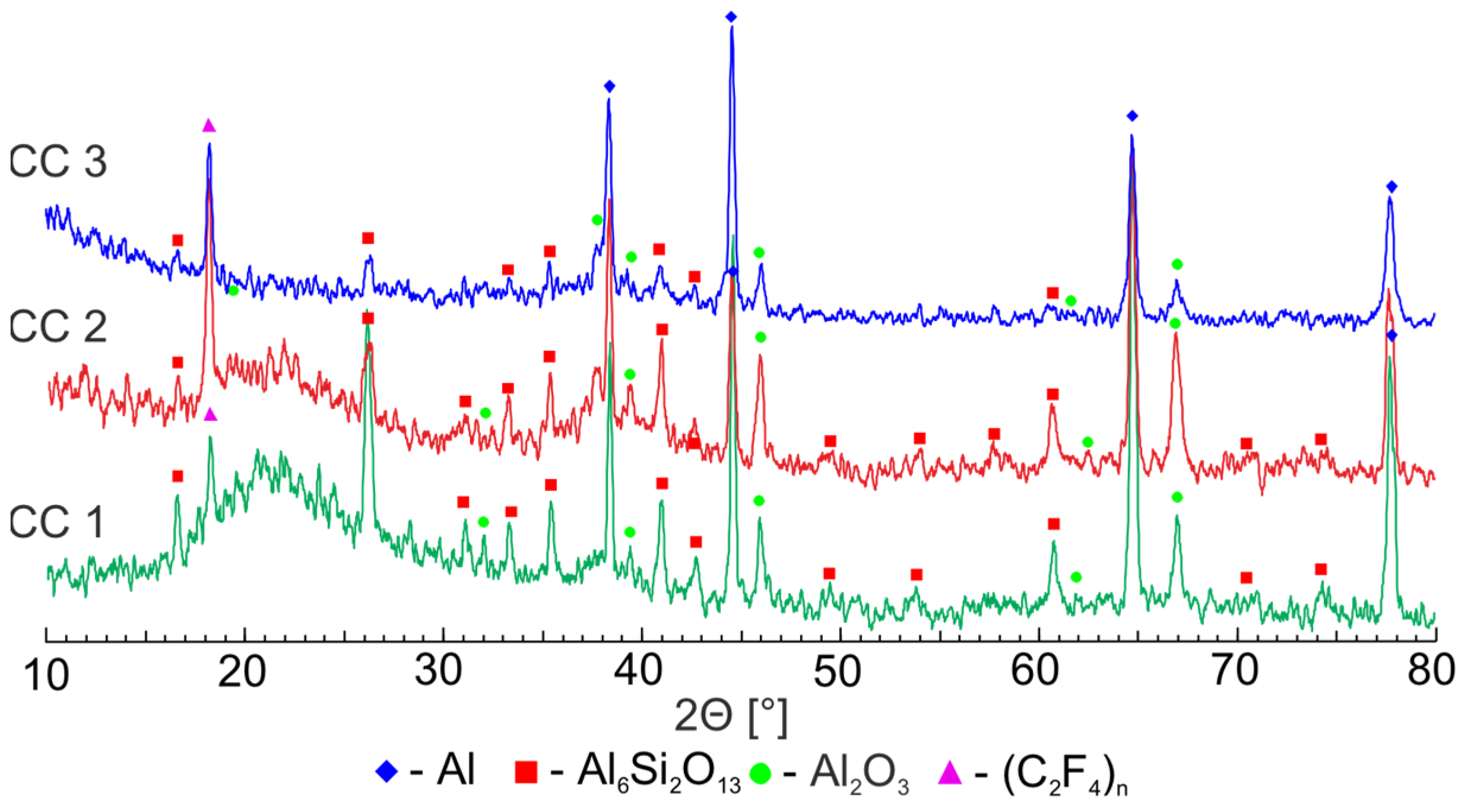
For the qualitative assessment of the presence of organofluorine polymer in the composition of coatings, the samples were examined using X-ray diffraction (XRD). X-ray diffraction was performed using an automatic X-ray diffractometer D8 Advance (Bruker, Karlsruhe, Germany) with CuKα radiation. The Bragg–Brentano geometry focusing was used in the range of 2θ angles from 10° to 80°, with a scanning step of 0.02° and an exposure time of 1 s at each point. For the analysis of the obtained XRD patterns, the search program “EVA” with the data bank “PDF-2” was used.
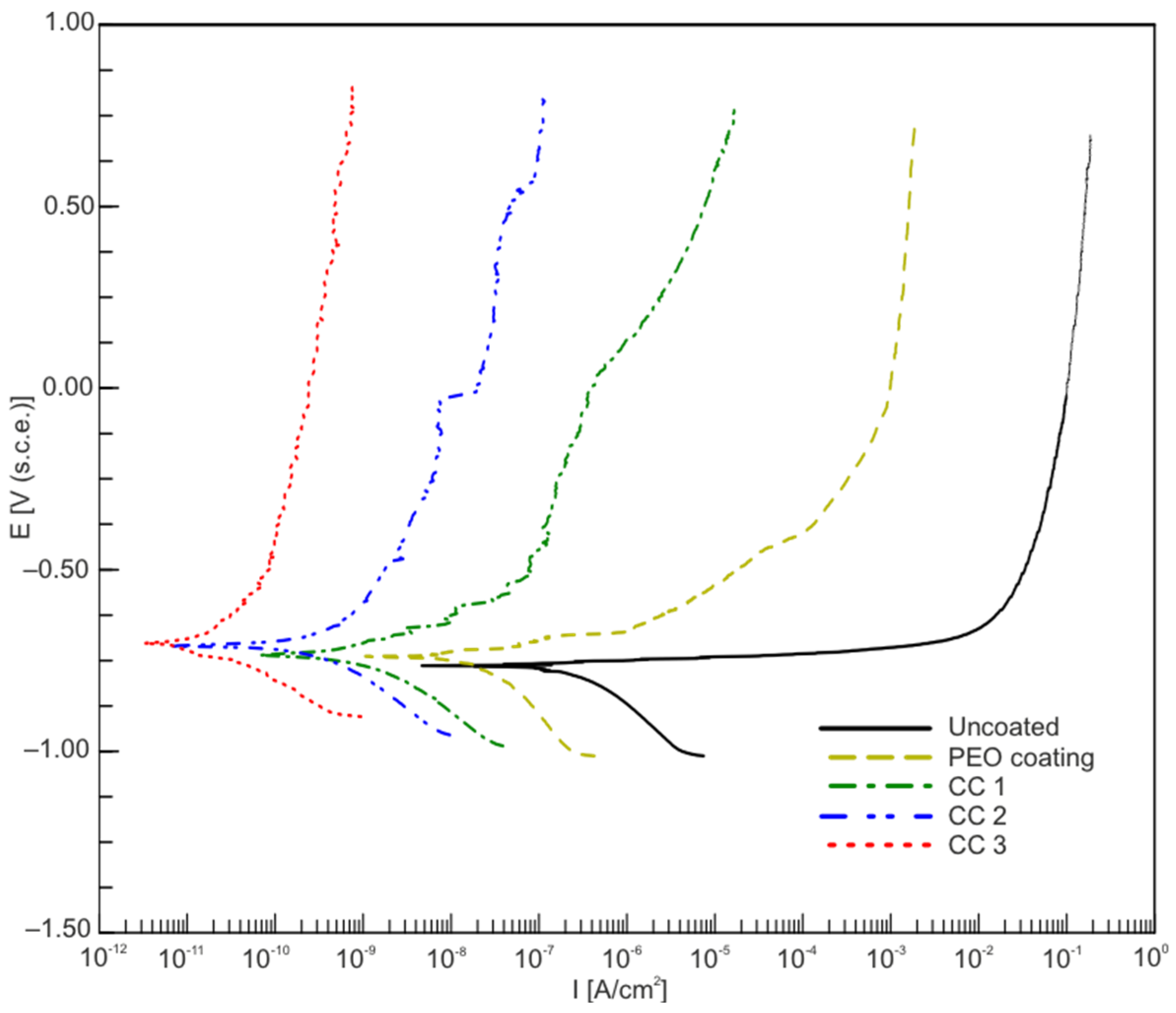
The electrochemical properties of the samples were studied using the VersaSTAT MC electrochemical system (Princeton Applied Research, Princeton, NJ, USA). The measurements were carried out in a three-electrode cell at room temperature in a 3.5% NaCl solution. The platinized niobium mesh was used as a counter electrode. The saturated calomel electrode (SCE) was used as a reference electrode. The exposed surface area of the samples was 1 cm
2. Before the start of electrochemical measurements, in order to achieve steady-state conditions, the samples were kept in the solution for 900 s [
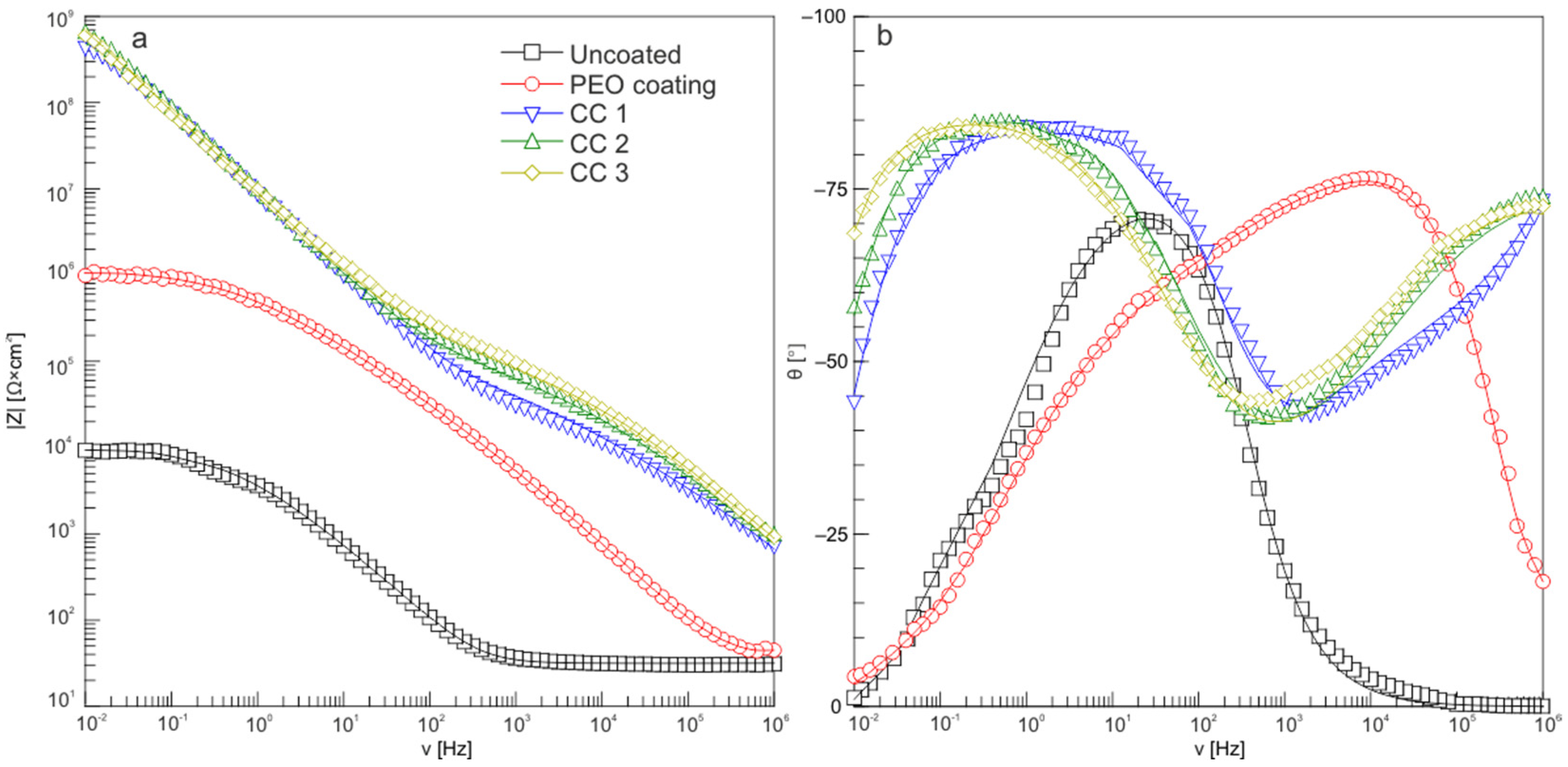
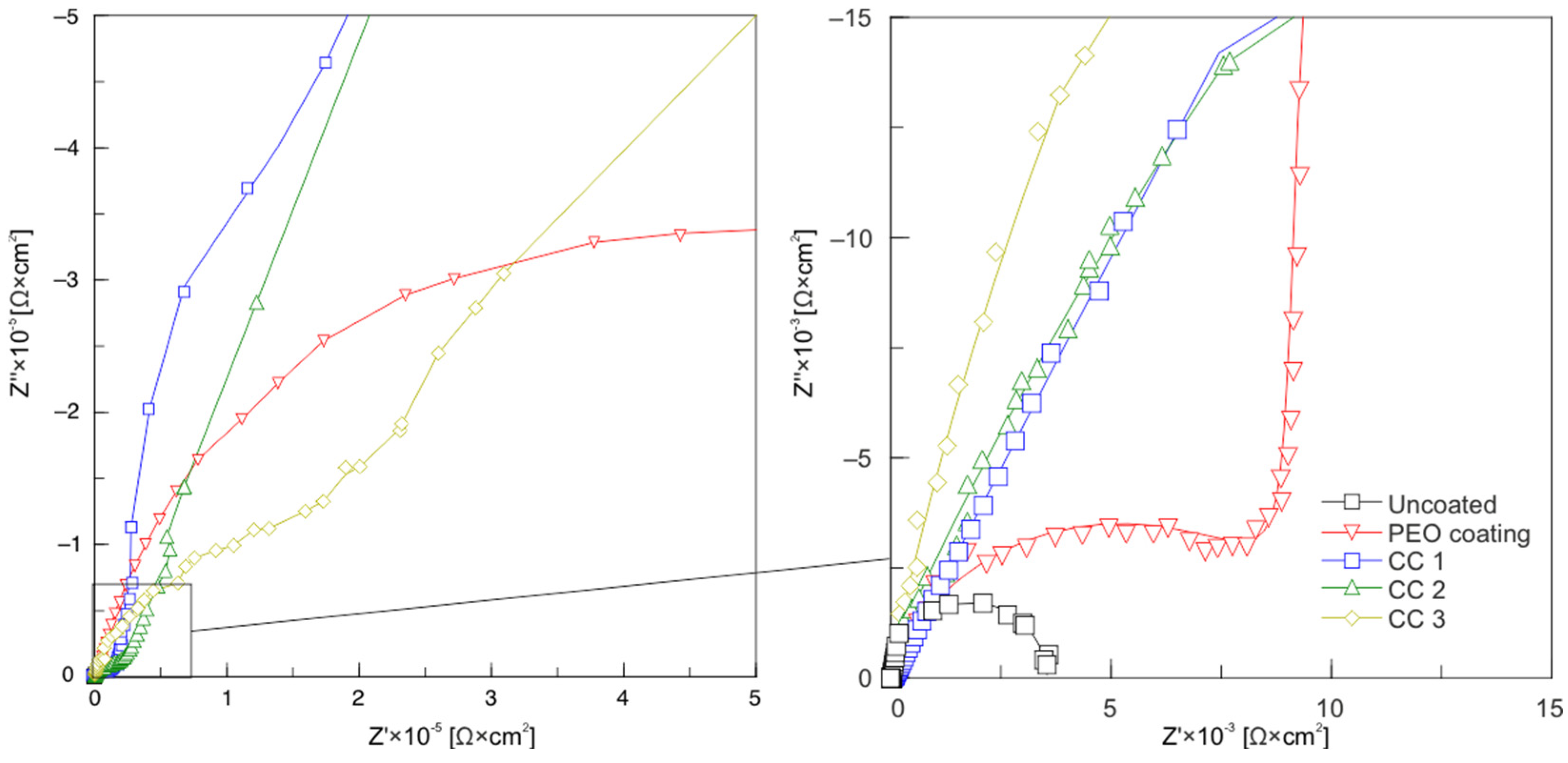
20,
21]. For impedance measurements, a sinusoidal signal with 10 mV (rms) amplitude was used. The spectra were recorded from 1 MHz to 0.01 Hz with a scan rate of 7 points/decade. A potentiodynamic polarization test was performed at a sweep rate of 1 mV/s. The potential was changed in the range from
EC − 0.25 V to
EC + 1.5 V. The Levenberg–Marquardt approach [
22] was used to calculate the corrosion parameters of the studied samples by fitting the experimental data (i.e., current density
I vs. potential
E) using Equation (1):
This method makes it possible to obtain the best fit values of corrosion potential, EC, corrosion current density, IC, and the cathodic and anodic Tafel slopes, βc and βa.
The polarization resistance, RP, was determined in a separate experiment using a linear polarization resistance test via potentiodynamic polarization at a sweep rate of 0.167 mV/s in the potential region ΔE = ЕC ± 20 mV, in which the linear dependence I = f(E) was observed.
Calculation of
RP values was carried out according to Equation (2):
The wearproof ability of the formed coatings was investigated using a TRB-S-DE Tribometer (CSM Instruments, Peseux, Switzerland). The test was carried out at room temperature in a dry friction mode at a sliding speed of 50 mm/s and a load of 10 N. A corundum ball (α-Al
2O
3) was used as a counterbody. The tests were continued until the corundum ball reached the metal. The profile of the coating wear track was measured using a Surtronic 25 Profilometer (Taylor Hobson Ltd., Leicester, UK). The wear rate was calculated using Equation (3):
where
P is the value of the wear rate ((m
3 10
−9)/(N m)), Δ
V is the volume loss of the sample during testing (m
3 10
−9),
N is the wear track length (m), and
F is the applied load (N).
The volume loss of the samples was calculated according to Equation (4):
where
L is the circumference of the abrasion track (m), and
S is the cross-sectional area of the wear track (m
2 10
−6).
The adhesive characteristics of the coatings were evaluated using a Revetest Scratch Tester (CSM Instruments, Peseux, Switzerland). The study of adhesion via scratching was carried out by measuring the critical load at which the destruction of the coating was observed. The indenter was a conical diamond tip (Rockwell type) with an angle at the top of 120° and a radius of 200 microns. The path of the movement of the indenter along the surface of the sample was 5 mm, and the maximum applied load was 20 N.
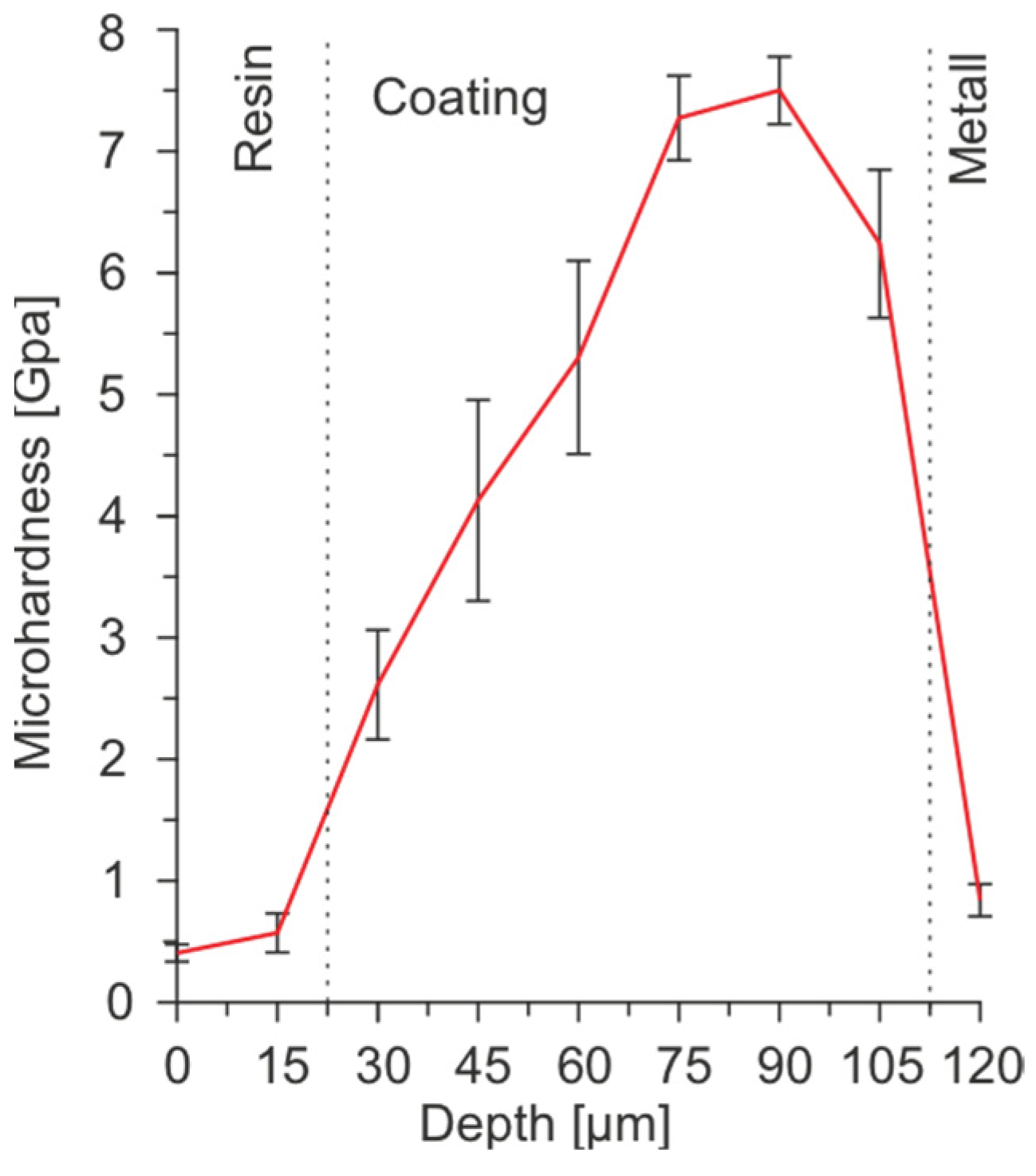
The microhardness of the coatings was measured using a dynamic ultramicrohardometer DUH–W201 (Shimadzu, Kyoto, Japan). The universal microhardness Hµ was measured on the transverse section of the sample using a Vickers indenter at a load of 100 mN.
The wettability of the studied materials was evaluated with the sessile drop method [
23] on a DSA100 device (KRÜSS, Hamburg, Germany). During the test, the contact angle (CA—
θ) was measured as the angle between the baseline and tangent to the droplet’s outline at a three-phase point [
24,
25]. To calculate the CA, the Young–Laplace method was used, considering the gravitational distortion of the liquid droplet formed under its own weight [
25].
The contact angle hysteresis (CAH—
θCAH) was calculated in accordance with Equation (5) [
25], where
θa and
θr are the advancing and receding contact angles, respectively, measured in accordance with the procedure described in [
26]. The volume of the initial drop was equal to 10 µL. Deionized water was gradually dosed into the drop (at a rate of 0.05 µL/s). The angle
θa was measured when the shape of the drop did not change, and the contact line began to increase. After the measurement of
θa, aspiration was performed at a rate of 0.05 µL/s. The measurement of
θr was performed when the shape of the droplet did not change during aspiration, and the contact line decreased.

 ,
, 








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}