
Microfiber/Nanofiber/Attapulgite Multilayer Separator with a Pore-Size Gradient for High-Performance and Safe Lithium-Ion Batteries


 and
and 
Abstract

1. Introduction
2. Results and Discussion
2.1. Morphological and Structural Analysis
2.2. Wettability and Mechanical and Thermal Properties
2.3. Ion Transport Capacity
2.4. Electrochemical and Battery Performance
3. Experimental Section
3.1. Materials
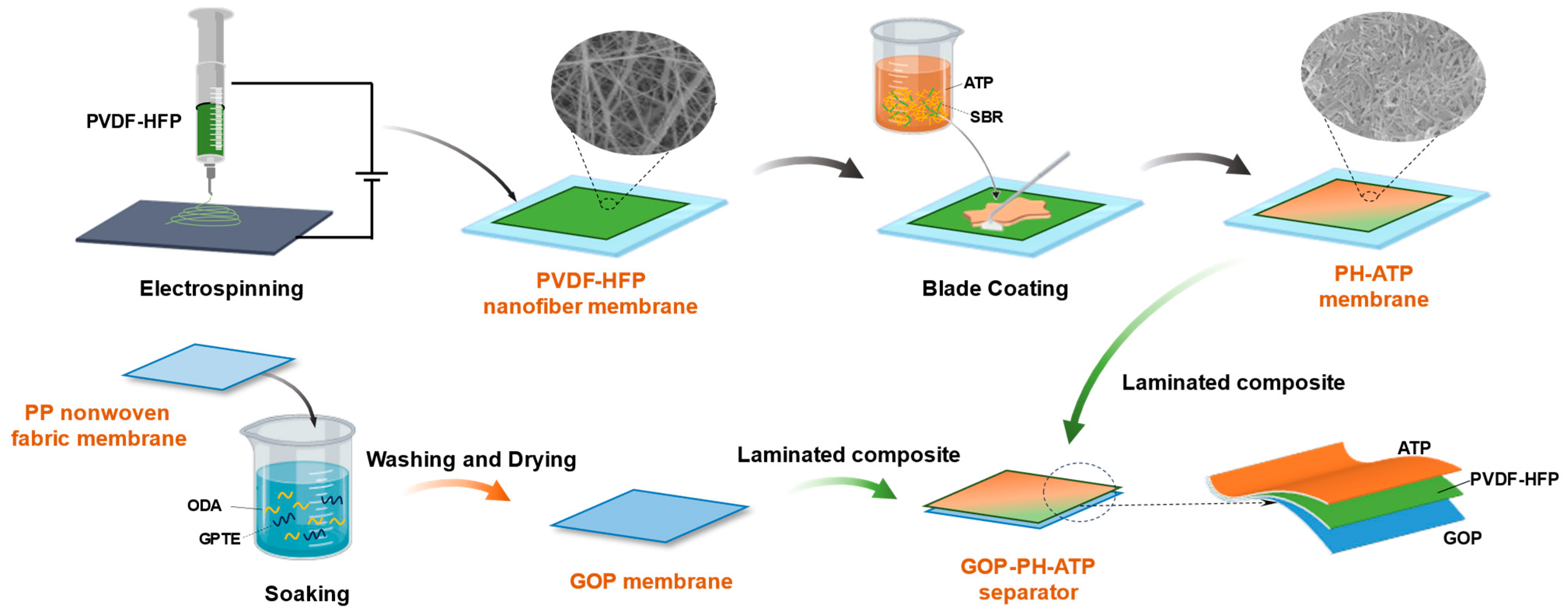
3.2. Preparation of GOP-PH-ATP Composite Separator
3.3. Characterizations
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Scrosati, B.; Hassoun, J.; Sun, Y.-K. Lithium-ion batteries. A look into the future. Energy Environ. Sci. 2011, 4, 3287. [Google Scholar] [CrossRef]
- Poorshakoor, E.; Darab, M. Advancements in the development of nanomaterials for lithium-ion batteries: A scientometric review. J. Energy Storage 2024, 75, 109638. [Google Scholar] [CrossRef]
- Yang, Q.; Huang, Y.; Wu, Y.; Wu, S. Improving lithium-ion battery performance with attapulgite nanoparticle-modified polypropylene separator. Int. J. Electrochem. Sci. 2023, 18, 100324. [Google Scholar] [CrossRef]
- Huang, X.; Hitt, J. Lithium ion battery separators: Development and performance characterization of a composite membrane. J. Membr. Sci. 2013, 425–426, 163–168. [Google Scholar] [CrossRef]
- Hao, J.; Lei, G.; Li, Z.; Wu, L.; Xiao, Q.; Wang, L. A novel polyethylene terephthalate nonwoven separator based on electrospinning technique for lithium ion battery. J. Membr. Sci. 2013, 428, 11–16. [Google Scholar] [CrossRef]
- Dai, X.; Zhang, X.; Wen, J.; Wang, C.; Ma, X.; Yang, Y.; Huang, G.; Ye, H.-M.; Xu, S. Research progress on high-temperature resistant polymer separators for lithium-ion batteries. Energy Storage Mater. 2022, 51, 638–659. [Google Scholar] [CrossRef]
- Fu, D.; Luan, B.; Argue, S.; Bureau, M.N.; Davidson, I.J. Nano SiO2 particle formation and deposition on polypropylene separators for lithium-ion batteries. J. Power Sources 2012, 206, 325–333. [Google Scholar] [CrossRef]
- Zhu, X.; Jiang, X.; Ai, X.; Yang, H.; Cao, Y. TiO2 ceramic-grafted polyethylene separators for enhanced thermostability and electrochemical performance of lithium-ion batteries. J. Membr. Sci. 2016, 504, 97–103. [Google Scholar] [CrossRef]
- Zhu, M.; Wang, Q.; Zhou, H.; Qi, L. Binder-Free TiO2-Coated Polypropylene Separators for Advanced Lithium-Ion Batteries. Energy Technol. 2020, 8, 2000228. [Google Scholar] [CrossRef]
- Kim, K.J.; Kwon, H.K.; Park, M.-S.; Yim, T.; Yu, J.-S.; Kim, Y.-J. Ceramic composite separators coated with moisturized ZrO2 nanoparticles for improving the electrochemical performance and thermal stability of lithium ion batteries. Phys. Chem. Chem. Phys. 2014, 16, 9337–9343. [Google Scholar] [CrossRef]
- Shi, C.; Zhang, P.; Chen, L.; Yang, P.; Zhao, J. Effect of a thin ceramic-coating layer on thermal and electrochemical properties of polyethylene separator for lithium-ion batteries. J. Power Sources 2014, 270, 547–553. [Google Scholar] [CrossRef]
- Liu, H.; Xu, J.; Guo, B.; He, X. Effect of Al2O3/SiO2 composite ceramic layers on performance of polypropylene separator for lithium-ion batteries. Ceram. Int. 2014, 40, 14105–14110. [Google Scholar] [CrossRef]
- Xiao, Y.; Fu, A.; Zou, Y.; Huang, L.; Wang, H.; Su, Y.; Zheng, J. High safety lithium-ion battery enabled by a thermal-induced shutdown separator. Chem. Eng. J. 2022, 438, 135550. [Google Scholar] [CrossRef]
- Jeong, H.; Hwang, J.; Kim, J.; Song, W.-J.; Lee, K.J. Syringeless electrospinning of PVDF/SiO2 as separator membrane for high-performance lithium-ion batteries. Mater. Chem. Phys. 2022, 288, 126354. [Google Scholar] [CrossRef]
- Jeong, H.-S.; Lee, S.-Y. Closely packed SiO2 nanoparticles/poly(vinylidene fluoride-hexafluoropropylene) layers-coated polyethylene separators for lithium-ion batteries. J. Power Sources 2011, 196, 6716–6722. [Google Scholar] [CrossRef]
- Bharti, V.K.; Pathak, A.D.; Sharma, C.S.; Khandelwal, M. Flexible and free-standing bacterial cellulose derived cathode host and separator for lithium-sulfur batteries. Carbohydr. Polym. 2022, 293, 119731. [Google Scholar] [CrossRef] [PubMed]
- Song, C.; Gao, C.; Peng, Q.; Gibril, M.E.; Wang, X.; Wang, S.; Kong, F. A novel high-performance electrospun of polyimide/lignin nanofibers with unique electrochemical properties and its application as lithium-ion batteries separators. Int. J. Biol. Macromol. 2023, 246, 125668. [Google Scholar] [CrossRef]
- Yu, J.; Dong, N.; Liu, B.; Tian, G.; Qi, S.; Wu, D. A newly-developed heat-resistance polyimide microsphere coating to enhance the thermal stability of commercial polyolefin separators for advanced lithium-ion battery. Chem. Eng. J. 2022, 442, 136314. [Google Scholar] [CrossRef]
- Wu, D.; Shi, C.; Huang, S.; Qiu, X.; Wang, H.; Zhan, Z.; Zhang, P.; Zhao, J.; Sun, D.; Lin, L. Electrospun Nanofibers for Sandwiched Polyimide/Poly(vinylidene fluoride)/Polyimide Separators with the Thermal Shutdown Function. Electrochim. Acta 2015, 176, 727–734. [Google Scholar] [CrossRef]
- Park, S.; Son, C.W.; Lee, S.; Kim, D.Y.; Park, C.; Eom, K.S.; Fuller, T.F.; Joh, H.I.; Jo, S.M. Multicore-shell nanofiber architecture of polyimide/polyvinylidene fluoride blend for thermal and long-term stability of lithium ion battery separator. Sci. Rep. 2016, 6, 36977. [Google Scholar] [CrossRef]
- Shayapat, J.; Chung, O.H.; Park, J.S. Electrospun polyimide-composite separator for lithium-ion batteries. Electrochim. Acta 2015, 170, 110–121. [Google Scholar] [CrossRef]
- Kim, H.; Mattinen, U.; Guccini, V.; Liu, H.; Salazar-Alvarez, G.; Lindström, R.W.; Lindbergh, G.; Cornell, A. Feasibility of Chemically Modified Cellulose Nanofiber Membranes as Lithium-Ion Battery Separators. ACS Appl. Mater. Interfaces 2020, 12, 41211–41222. [Google Scholar] [CrossRef] [PubMed]
- Xie, W.; Liu, W.; Dang, Y.; Tang, A.; Luo, Y. Unveiling the effect of homogenization degree on electrochemical performance of TEMPO-mediated oxidized cellulose separators for lithium-ion batteries. Eur. Polym. J. 2020, 127, 109587. [Google Scholar] [CrossRef]
- Costa, C.M.; Silva, M.M.; Lanceros-Méndez, S. Battery separators based on vinylidene fluoride (VDF) polymers and copolymers for lithium ion battery applications. RSC Adv. 2013, 3, 11404. [Google Scholar] [CrossRef]
- Zhang, S.S. A review on the separators of liquid electrolyte Li-ion batteries. J. Power Sources 2007, 164, 351–364. [Google Scholar] [CrossRef]
- Yanilmaz, M.; Chen, C.; Zhang, X. Fabrication and characterization of SiO2/PVDF composite nanofiber-coated PP nonwoven separators for lithium-ion batteries. J. Polym. Sci. Part B: Polym. Phys. 2013, 51, 1719–1726. [Google Scholar] [CrossRef]
- Li, W.; Li, X.; Yuan, A.; Xie, X.; Xia, B. Al2O3/poly(ethylene terephthalate) composite separator for high-safety lithium-ion batteries. Ionics 2016, 22, 2143–2149. [Google Scholar] [CrossRef]
- Fu, S.; Zhou, H.; Wang, H.; Niu, H.; Yang, W.; Shao, H.; Lin, T. Amphibious superamphiphilic fabrics with self-healing underwater superoleophilicity. Mater. Horiz. 2019, 6, 122–129. [Google Scholar] [CrossRef]
- Shi, T.; Liu, Y.; Zhang, Y.; Lan, Y.; Zhao, Q.; Zhao, Y.; Wang, H. Calcined Attapulgite Clay as Supplementary Cementing Material: Thermal Treatment, Hydration Activity and Mechanical Properties. Int. J. Concr. Struct. Mater. 2022, 16, 10. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, W.; Zhang, J. A waterborne superLEphilic and thermostable separator based on natural clay nanorods for high-voltage lithium-ion batteries. Mater. Today Energy 2020, 16, 100420. [Google Scholar] [CrossRef]
- Al Soud, A.; Daradkeh, S.I.; Knápek, A.; Holcman, V.; Sobola, D. Electrical characteristics of different concentration of silica nanoparticles embedded in epoxy resin. Phys. Scr. 2023, 98, 125520. [Google Scholar] [CrossRef]
- Kaspar, P.; Sobola, D.; Částková, K.; Dallaev, R.; Šťastná, E.; Sedlák, P.; Knápek, A.; Trčka, T.; Holcman, V. Case Study of Polyvinylidene Fluoride Doping by Carbon Nanotubes. Materials 2021, 14, 1428. [Google Scholar] [CrossRef] [PubMed]
- Lee, Y.M.; Kim, J.-W.; Choi, N.-S.; Lee, J.A.; Seol, W.-H.; Park, J.-K. Novel porous separator based on PVdF and PE non-woven matrix for rechargeable lithium batteries. J. Power Sources 2005, 139, 235–241. [Google Scholar] [CrossRef]
- Cui, J.; Wang, Y.; Lu, T.; Liu, K.; Huang, C. High performance, environmentally friendly and sustainable nanofiber membrane filter for removal of particulate matter 1.0. J. Colloid Interface Sci. 2021, 597, 48–55. [Google Scholar] [CrossRef] [PubMed]
- Lv, D.; Zhu, M.; Jiang, Z.; Jiang, S.; Zhang, Q.; Xiong, R.; Huang, C. Green Electrospun Nanofibers and Their Application in Air Filtration. Macromol. Mater. Eng. 2018, 303, 1800336. [Google Scholar] [CrossRef]
- Peng, K.; Wang, B.; Ji, C. A poly(ethylene terephthalate) nonwoven sandwiched electrospun polysulfonamide fibrous separator for rechargeable lithium ion batteries. J. Appl. Polym. Sci. 2017, 134, 44907. [Google Scholar] [CrossRef]
- Zhou, Y.-G.; Fan, L.; Li, H.-Q.; Cui, Y.-J.; Yu, S.-F.; Wei, Z.-Z.; Zhao, Y. Fibrous Separator with Surface Modification and Micro-Nano Fibers Lamination Enabling Fast Ion Transport for Lithium-Ion Batteries. Chin. J. Polym. Sci. 2022, 41, 222–232. [Google Scholar] [CrossRef]
- Costa, C.M.; Lee, Y.-H.; Kim, J.-H.; Lee, S.-Y.; Lanceros-Méndez, S. Recent advances on separator membranes for lithium-ion battery applications: From porous membranes to solid electrolytes. Energy Storage Mater. 2019, 22, 346–375. [Google Scholar] [CrossRef]
- Yao, S.; Zhang, T.; Ma, C.; Zhang, C.; Zhang, W.; Shang, J.; Zhang, X.; Liu, H.; Sun, H.; Wang, L.; et al. Comparative study of the electrochemical performances of different polyolefin separators in lithium/sulfur batteries. Mater. Res. Bull. 2024, 171, 112604. [Google Scholar] [CrossRef]
- Tianhu, C.; Jian, W.; Chengsong, Q.; Shuchuan, P.; Yinxian, S.; Yan, G. Effect of heat treatment on structure, morphology and surface properties of palygorskite. J. Chin. Ceram. Soc. 2006, 34, 1406–1410. [Google Scholar]
- Hao, Z.; Zhang, Q.; Xu, X.; Zhao, Q.; Wu, C.; Liu, J.; Wang, H. Nanochannels regulating ionic transport for boosting electrochemical energy storage and conversion: A review. Nanoscale 2020, 12, 15923–15943. [Google Scholar] [CrossRef] [PubMed]
- Song, S.; Dong, L.; Chen, S.; Xie, H.; Xiong, C. Stearic–capric acid eutectic/activated-attapulgiate composite as form-stable phase change material for thermal energy storage. Energy Convers. Manag. 2014, 81, 306–311. [Google Scholar] [CrossRef]
- Cho, J.-H.; Park, J.-H.; Kim, J.H.; Lee, S.-Y. Facile fabrication of nanoporous composite separator membranes for lithium-ion batteries: Poly(methyl methacrylate) colloidal particles-embedded nonwoven poly(ethylene terephthalate). J. Mater. Chem. 2011, 21, 8192. [Google Scholar] [CrossRef]
- Liu, X.; Wu, Y.; Yang, F.; Wang, S.; Zhang, B.; Wang, L. An effective dual-channel strategy for preparation of polybenzimidazole separator for advanced-safety and high-performance lithium-ion batteries. J. Membr. Sci. 2021, 626, 119190. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | GOP-PH-9ATP | GOP-PH-12ATP | GOP-PH-15ATP |
|---|---|---|---|
| GOP (wt%) | 26 | 23.3 | 21.8 |
| PVDF-HFP (wt%) | 62.5 | 55.8 | 52.3 |
| ATP (wt%) | 11.5 | 20.7 | 25.9 |
| Thickness (μm) | 55 | 60 | 62.5 |
| Average pore size (μm) | 0.63 ± 0.71 | 0.32 ± 0.38 | 0.96 ± 0.14 |
| Porosity (%) | 87.8 | 94.8 | 84 |
| Electrolyte uptake (%) | 587.4 ± 9.22 | 759.5 ± 5.29 | 588.4 ± 11.89 |
| Ionic conductivity (mS cm−1) | 2.03 | 2.38 | 1.59 |
| Lithium-ion transference number | 0.43 | 0.62 | 0.45 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Ren, H.; Wang, B.; Yang, S.; Wu, B.; Zhou, Y.; Li, H.; Wei, Z.; Zhao, Y. Microfiber/Nanofiber/Attapulgite Multilayer Separator with a Pore-Size Gradient for High-Performance and Safe Lithium-Ion Batteries. Molecules 2024, 29, 3277. https://doi.org/10.3390/molecules29143277
Wang Z, Ren H, Wang B, Yang S, Wu B, Zhou Y, Li H, Wei Z, Zhao Y. Microfiber/Nanofiber/Attapulgite Multilayer Separator with a Pore-Size Gradient for High-Performance and Safe Lithium-Ion Batteries. Molecules. 2024; 29(14):3277. https://doi.org/10.3390/molecules29143277
Chicago/Turabian StyleWang, Zichen, Haipeng Ren, Bo Wang, Sijing Yang, Bin Wu, Yige Zhou, Heqin Li, Zhenzhen Wei, and Yan Zhao. 2024. "Microfiber/Nanofiber/Attapulgite Multilayer Separator with a Pore-Size Gradient for High-Performance and Safe Lithium-Ion Batteries" Molecules 29, no. 14: 3277. https://doi.org/10.3390/molecules29143277
APA StyleWang, Z., Ren, H., Wang, B., Yang, S., Wu, B., Zhou, Y., Li, H., Wei, Z., & Zhao, Y. (2024). Microfiber/Nanofiber/Attapulgite Multilayer Separator with a Pore-Size Gradient for High-Performance and Safe Lithium-Ion Batteries. Molecules, 29(14), 3277. https://doi.org/10.3390/molecules29143277