


Study of the Effect of Cedar Sawdust Content on Physical and Mechanical Properties of Cement Boards


Abstract
:
1. Introduction
2. Results and Discussion
2.1. Chemical Constituents of Cedar Sawdust
2.2. Physical Properties
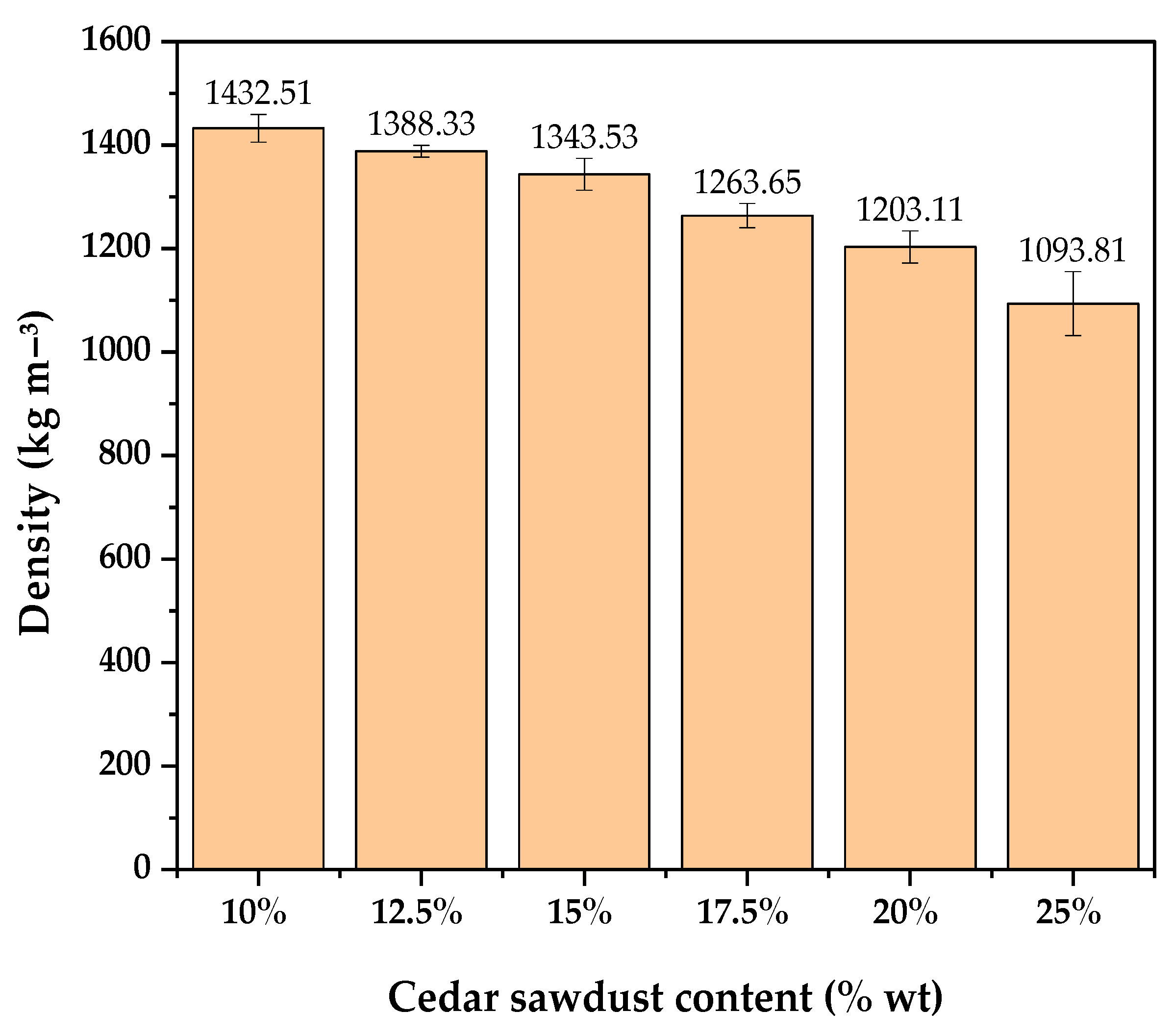
2.2.1. Density

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Board | Density (kg/m3) | WA 2 h (%) | WA 24 h (%) | TS 2 h (%) | TS 24 h (%) | MOR (MPa) | MOE (MPa) |
|---|---|---|---|---|---|---|---|
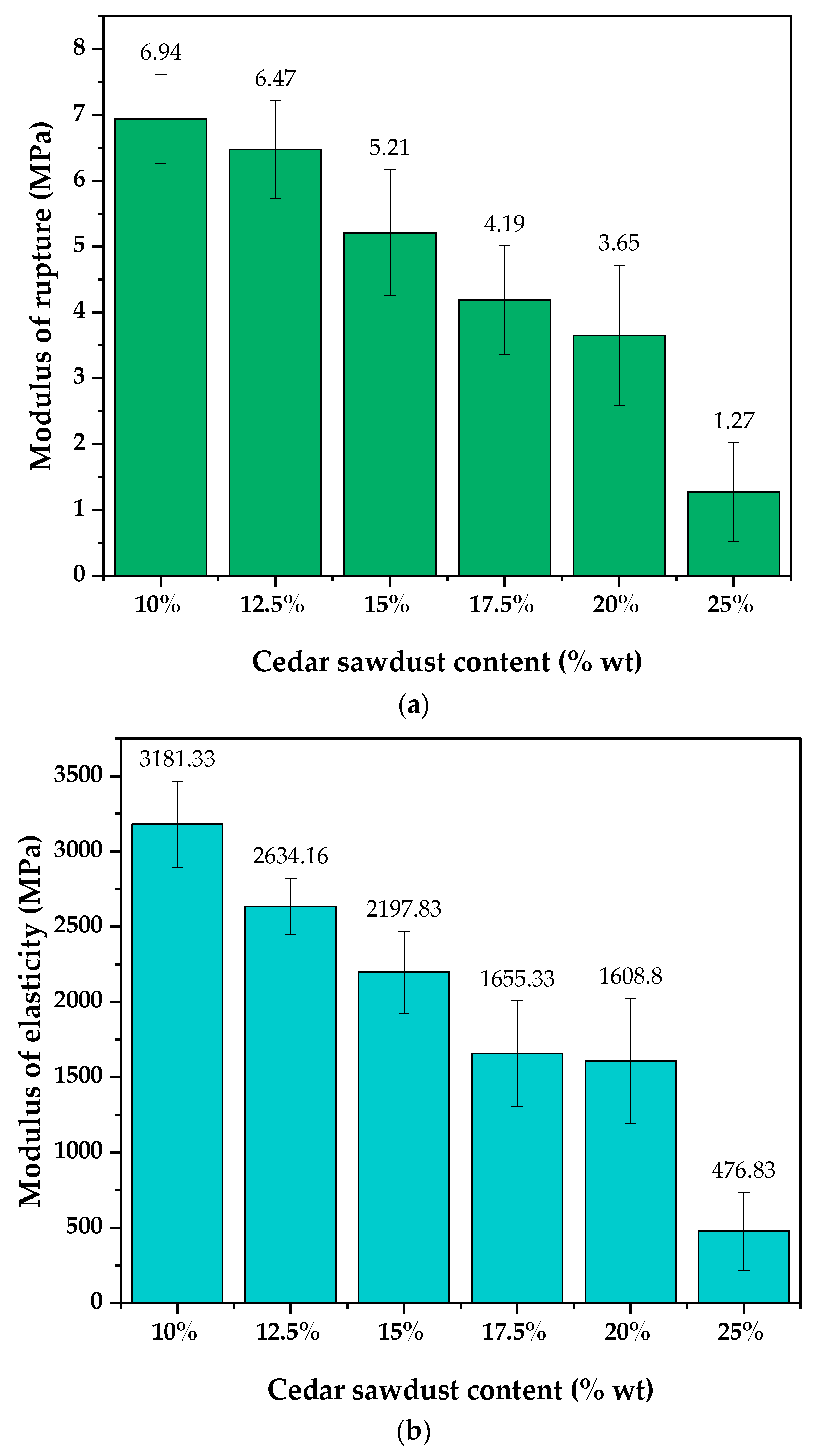
| WCB 1 | 1432.51 (27) a | 11.11 (0.59) a | 12.35 (2.58) a | 0.27 (0.04) a | 0.36 (0.09) a | 6.94 (0.67) a | 3181.33 (286) a |
| WCB 2 | 1388.33 (11) ab | 13.01 (1.79) ab | 13.70 (1.67) ab | 0.39 (0.04) b | 0.49 (0.11) a | 6.47 (0.75) ab | 2634.16 (188) b |
| WCB 3 | 1343.53 (31)b | 13.82 (1.24) b | 16.49 (2.31) b | 0.43 (0.04) bc | 0.65 (0.06) b | 5.21 (0.96) bc | 2197.83 (271) b |
| WCB 4 | 1263.65 (23) c | 14.82 (0.55) b | 16.07 (1.32) b | 0.48 (0.02) c | 0.66 (0.06) b | 4.19 (0.82) cd | 1655.33 (350) c |
| WCB 5 | 1203.11 (31) d | 17.77 (1.44) c | 21.07 (2.12) c | 0.67 (0.04) d | 1.16 (0.12) c | 3.65 (1.06) d | 1608.80 (414) c |
| WCB 6 | 1093.81 (62) e | 23.06 (1.45) d | 27.75 (2.69) d | 0.71 (0.05) d | 1.22 (0.11) c | 1.27 (0.74) e | 476.83 (259) d |
| BISON board type HZ [36] | 1200 | -- | -- | 0.8 | 1.2–1.8 | 9 | 3000 |
| Source | Density | WA 2 h | WA 24 h | TS 2 h | TS 24 h | MOR | MOE |
|---|---|---|---|---|---|---|---|
| Sawdust content | *** | *** | *** | *** | *** | *** | *** |
2.2.2. Water Absorption and Thickness Swelling
2.3. Mechanical Properties
2.4. Microstructural Analysis
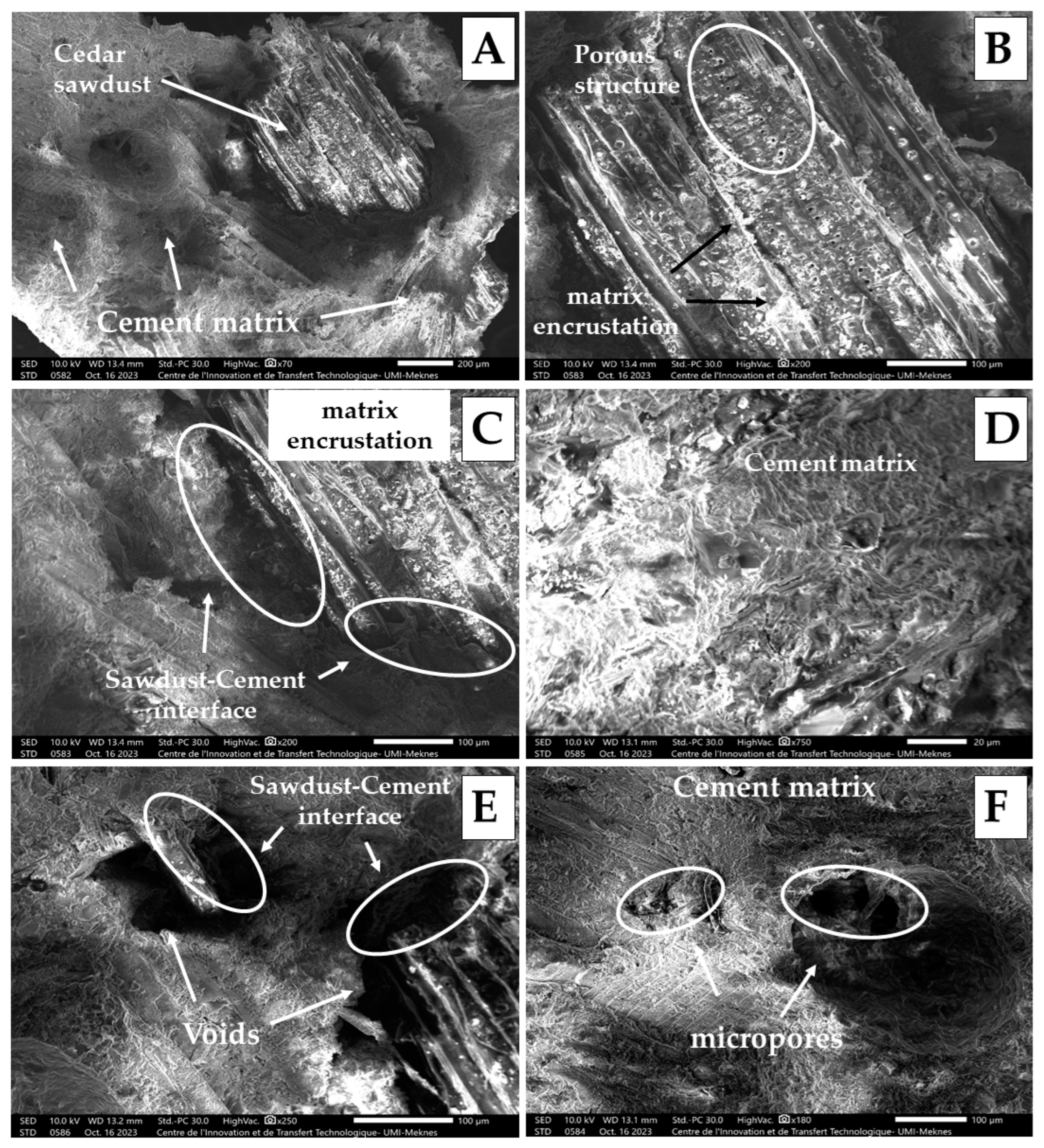
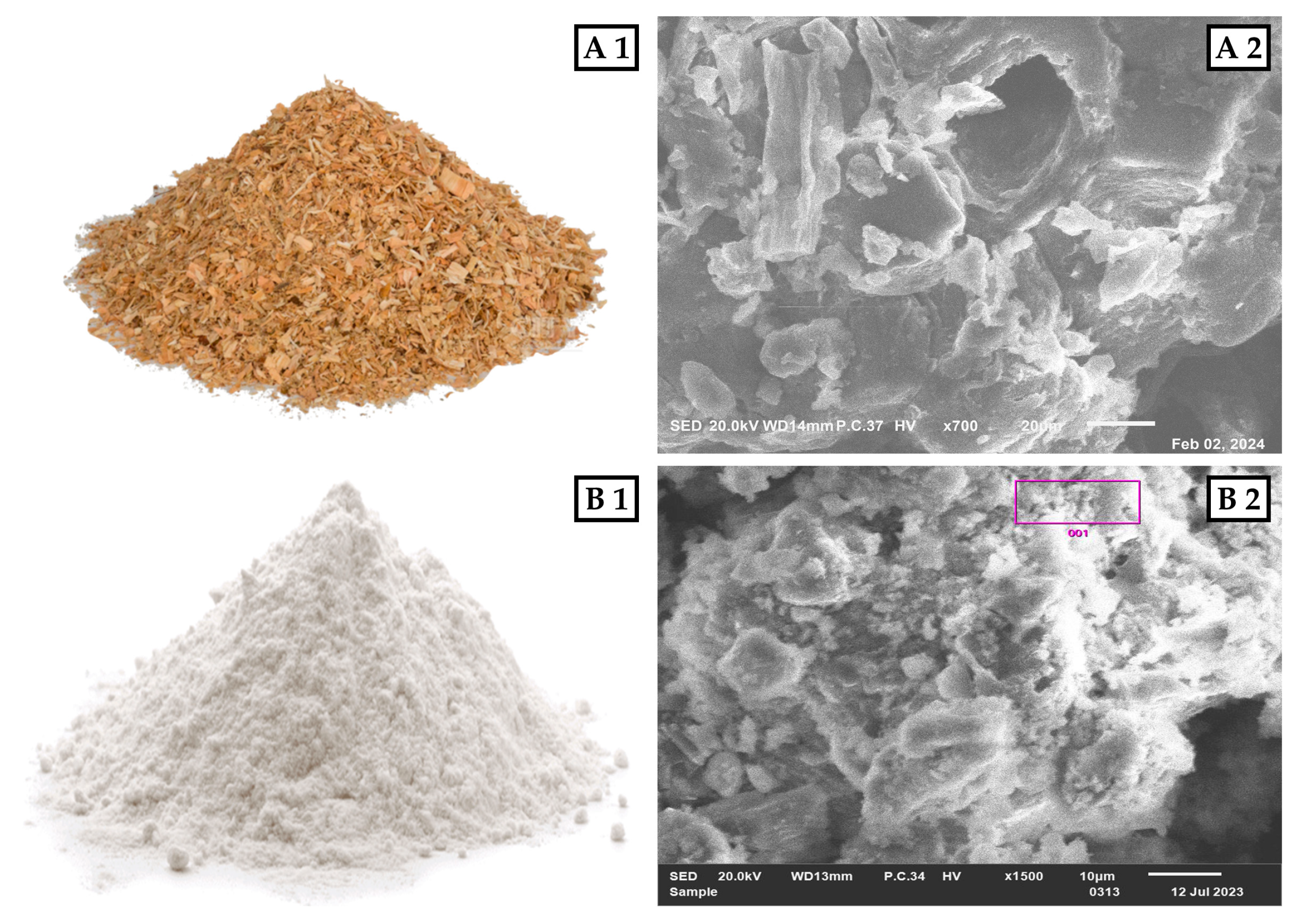
2.4.1. Scanning Electron Microscopy (SEM)
2.4.2. Energy-Dispersive X-ray Spectroscopy (EDS)
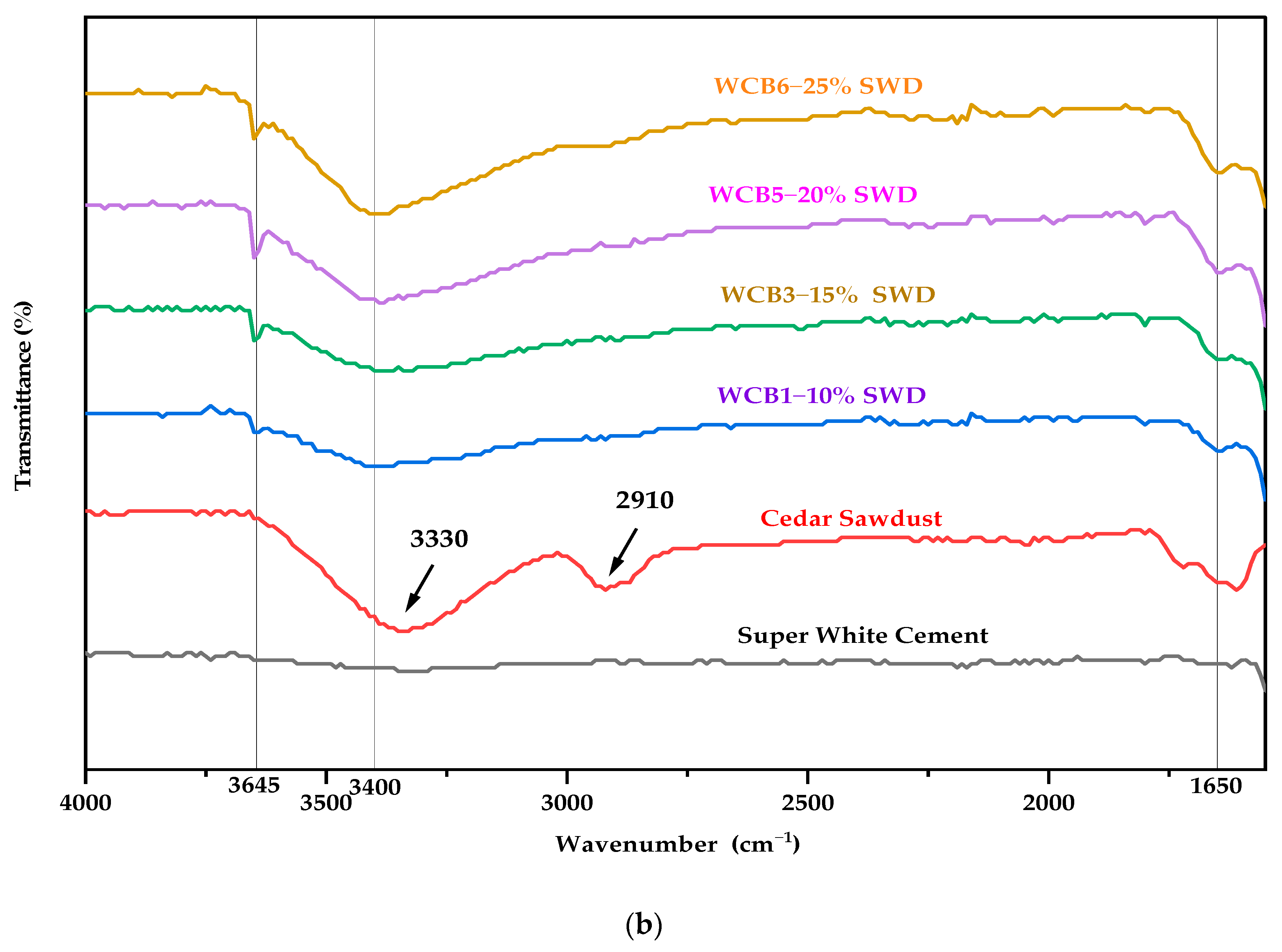
2.5. Fourier Transform Infrared Spectroscopy (FTIR)
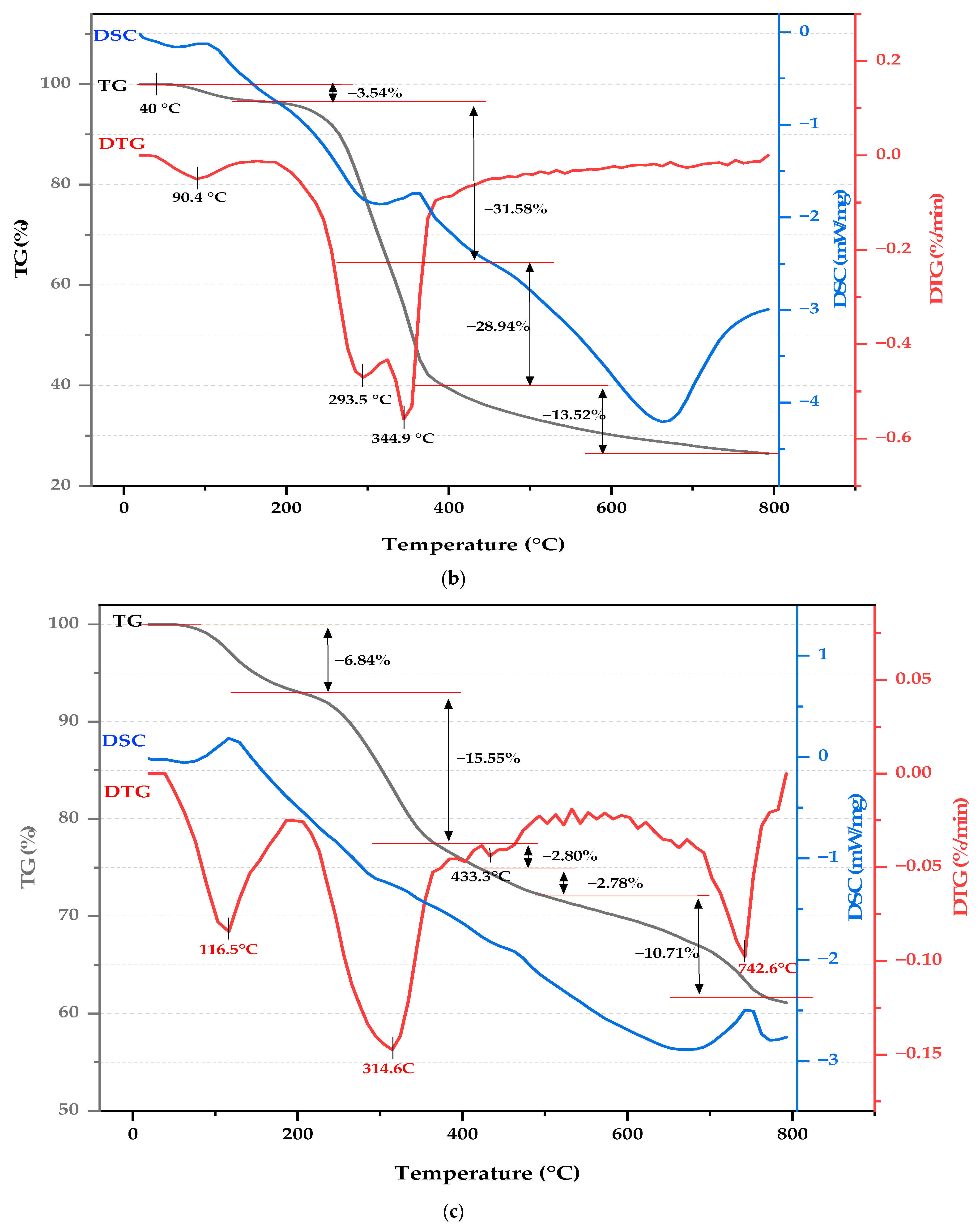
2.6. Thermal Analysis
3. Materials and Methods
3.1. Materials
3.1.1. Cedar Sawdust
3.1.2. Super White Cement (SWC)
3.2. Boards Production
3.3. Physical and Mechanical Characterization of the Boards
3.4. Microstructural Analysis of the Boards
3.5. Fourier Transform Infrared Spectroscopy Analysis
3.6. Thermal Analysis of the Boards
3.7. Statistical Analysis
4. Conclusions
- Atlas cedar sawdust, with lower extractives compared to other species, enhances board properties without significantly affecting the cement setting.
- Physical properties indicate that board density decreases with increasing cedar sawdust content, reaching its lowest at 25% sawdust. Concurrently, water absorption and thickness swelling increase with higher sawdust content due to its hygroscopic nature and resultant porosity.
- Mechanical properties reveal that boards with 10% cedar sawdust content exhibit the highest modulus of rupture (MOR) and modulus of elasticity (MOE). In contrast, increasing the sawdust content beyond this level results in lower mechanical performance due to higher porosity and insufficient cement bonding, making the boards less suitable for structural applications.
- Morphological analysis shows that lower sawdust content (10%) provides better adhesion between the sawdust and the cement matrix, resulting in higher density and improved mechanical properties. In contrast, boards with higher sawdust content (25%) display increased porosity and weaker particle–matrix bonds, contributing to reduced strength and increased water absorption and thickness swelling.
- EDS analysis indicates an increased calcium-to-silicon ratio at the particle–matrix interface, suggesting enhanced bonding for boards with 10% cedar sawdust due to the accumulation of cement hydration products, mainly calcium hydroxide (Ca(OH)2) and calcium silicate hydrate (C-S-H).
- FTIR spectroscopy results show an increase in calcium carbonate and hydroxide formation, with higher sawdust content, indicating improved carbonation and C-S-H gel formation.
- Thermal analysis confirms the consistent formation of well-crystallized calcium carbonate and a lower presence of portlandite crystals, contributing to increased C-S-H phases in the boards.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| WCB | Wood-Cement Board |
| WA | Water Absorption |
| TS | Thickness Swelling |
| SEM | Scanning Electron Microscopy |
| EDS | Energy-Dispersive X-ray Spectroscopy |
| XRF | X-ray Fluorescence |
| TG/DTG—DSC | Thermal analysis |
| FTIR | Fourier Transformed Infrared |
| CBPB | Cement-Bonded Particleboard |
| SWC | Super White Cement |
| WCB 1 | Boards with 10% Cedar sawdust |
| WCB 2 | Boards with 12.5% Cedar sawdust |
| WCB 3 | Boards with 15% Cedar sawdust |
| WCB 4 | Boards with 17.5% Cedar sawdust |
| WCB 5 | Boards with 20% Cedar sawdust |
| WCB 6 | Boards with 25% Cedar sawdust |
| C–S–H | Calcium silicate hydrate |
| SWD | Cedar sawdust |
References
- Haboudane, D. El Mustapha Bahri Deforestation Detection and Monitoring in Cedar Forests of the Moroccan Middle-Atlas Mountains. In Proceedings of the 2007 IEEE International Geoscience and Remote Sensing Symposium, Barcelona, Spain, 23–28 July 2007; IEEE: Barcelona, Spain, 2007; pp. 4327–4330. [Google Scholar]
- Farjon, A. Pinaceae: Drawings and Descriptions of the Genera Abies, Cedrus, Pseudolarix, Keteleeria, Nothotsuga, Tsuga, Cathaya, Pseudotsuga, Larix and Picea; Koeltz: Königstein, Germany, 1990; ISBN 978-3-87429-298-6. [Google Scholar]
- Bouramdane, Y.; Fellak, S.; El Mansouri, F.; Boukir, A. Impact of Natural Degradation on the Aged Lignocellulose Fibers of Moroccan Cedar Softwood: Structural Elucidation by Infrared Spectroscopy (ATR-FTIR) and X-ray Diffraction (XRD). Fermentation 2022, 8, 698. [Google Scholar] [CrossRef]
- Azzouzi, K.E.; Keller, R. Propriétés technologiques du bois de cèdre de l’Atlas (Cedrus atlantica Manetti). Mediterr. For. 1998, 19, 11–33. [Google Scholar]
- Ellatifi, M. L’Economie de la Forêt et des Produits Forestiers au Maroc Bilan et Perspectives; 1. Aufl.; Presses Académiques Francophones: Saarbrücken, Germany, 2014; ISBN 978-3-8381-7547-8. [Google Scholar]
- Adelusi, E.A.; Olaoye, K.O.; Adebawo, F.G. Strength and Dimensional Stability of Cement-Bonded Boards Manufactured from Mixture of Ceiba Pentandra and Gmelina Arborea Sawdust. JERR 2019, 8, 1–10. [Google Scholar] [CrossRef]
- Ajayi, B.; Badejo, S. Effects of Board Density on Bending Strength and Internal Bond of Cement-Bonded Flakeboards. J. Trop. For. Sci. 2005, 17, 228–234. [Google Scholar]
- Rihani, M.; Rihani, M. Design and Application of an Innovative Composting Unit for the Effective Treatment of Sludge and Other Biodegradable Organic Waste in Morocco, Annex 4 2006; University of Chouaib Doukkali: El Jadida, Morocco, 2006; pp. 1–6. [Google Scholar]
- Setter, C.; de Melo, R.R.; do Carmo, J.F.; Stangerlin, D.M.; Pimenta, A.S. Cement Boards Reinforced with Wood Sawdust: An Option for Sustainable Construction. SN Appl. Sci. 2020, 2, 1631. [Google Scholar] [CrossRef]
- Donmez Cavdar, A.; Yel, H.; Boran, S.; Pesman, E. Cement Type Composite Panels Manufactured Using Paper Mill Sludge as Filler. Constr. Build. Mater. 2017, 142, 410–416. [Google Scholar] [CrossRef]
- De Souza, M.J.C.; de Melo, R.R.; Guimarães, J.B.; Carnaval, T.K.B.D.A.; Pimenta, A.S.; Mascarenhas, A.R.P. Wood–Cement Boards with Addition of Coconut Husk. Wood Mater. Sci. Eng. 2022, 17, 617–626. [Google Scholar] [CrossRef]
- Miranda de Lima, A.J.; Iwakiri, S.; Satyanarayana, K.G.; Lomelí-Ramírez, M.G. Studies on the Durability of Wood-Cement Particleboards Produced with Residues of Pinus spp., Silica Fume, and Rice Husk Ash. BioRes 2020, 15, 3064–3086. [Google Scholar] [CrossRef]
- Nasser, R.A.; Al-Mefarrej, H.A.; Abdel-Aal, M.A.; Alshahrani, T.S. Effects of Tree Species and Wood Particle Size on the Properties of Cement-Bonded Particleboard Manufacturing from Tree Prunings. J. Environ. Biol. 2014, 35, 961–971. [Google Scholar]
- Islam, M.R.; Rahman, F.; Islam, M.N.; Rana, M.N.; Nath, S.K.; Ashaduzzaman, M.; Shams, M.I. Cement-Bonded Lignocellulosic Panel (CLP): A Promising Environmental Friendly Construction Material for Conservation of Forest Resources. In Handbook of Ecomaterials; Martínez, L.M.T., Kharissova, O.V., Kharisov, B.I., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 1–13. ISBN 978-3-319-48281-1. [Google Scholar]
- Frybort, S.; Mauritz, R.; Teischinger, A.; Müller, U. Cement Bonded Composites—A Mechanical Review. BioRes 2008, 3, 602–626. [Google Scholar] [CrossRef]
- Wolfe, G. Cement-Bonded Wood Composites as an Engineering Material. In The Use of Recycled Wood and Paper in Building Applications; Forest Products Society: LaGrange, GA, USA, 1996; pp. 84–91. [Google Scholar]
- Moslemi, A.A.; Souza, M.; Geimer, R. Accelerated Ageing of Cement-Bonded Particleboard. In Inorganic Bonded Wood and Fiber Composite Materials; Forest Products Research Society: Madison, WI, USA, 1995; pp. 83–88. [Google Scholar]
- Mendes, R.F.; Vilela, A.P.; Farrapo, C.L.; Mendes, J.F.; Denzin Tonoli, G.H.; Mendes, L.M. Lignocellulosic Residues in Cement-Bonded Panels. In Sustainable and Nonconventional Construction Materials Using Inorganic Bonded Fiber Composites; Elsevier: Amsterdam, The Netherlands, 2017; pp. 3–16. ISBN 978-0-08-102001-2. [Google Scholar]
- Ogunjobi, K.M.; Ajibade, M.A.; Gakenou, O.F.; Gbande, S. Physical and mechanical properties of cement-bonded particle board produced from Anogeissus leiocarpus (DC.) Guill and Perr wood species. Afr. J. Agric. Technol. Environ. 2019, 8, 192–199. [Google Scholar]
- Adedeji, Y. Sustainable Housing in Developing Nations: The Use of Agrowaste Composite Panels for Walls. Built Human Environ. Rev. 2011, 4, 36–47. [Google Scholar]
- Jorge, F.C.; Pereira, C.; Ferreira, J.M.F. Wood-Cement Composites: A Review. Holz Roh Werkst. 2004, 62, 370–377. [Google Scholar] [CrossRef]
- Dotun, A.O.; Olalekan, O.S.; Olugbenga, A.L.; Emmanuel, M.A. Physical and Mechanical Properties Evaluation of Corncob and Sawdust Cement Bonded Ceiling Boards. JERA 2019, 42, 65–75. [Google Scholar] [CrossRef]
- Pirayesh, H.; Saadatnia, M.A. Effects of Accelerating Agent and SiO2 Nano-Powder on the Mechanical and Physical Characteristics of Nut Shell–Cement Based Composites. Mater. Struct. 2016, 49, 3435–3443. [Google Scholar] [CrossRef]
- Dong, Z.; Yu, Y.; Song, P.; Ma, L.; Lu, F. Effects of Two Types of Waste Wood Species on the Hydration Characteristic of Portland Cement. ACT 2016, 14, 13–20. [Google Scholar] [CrossRef]
- Antwi-Boasiako, C.; Ofosuhene, L.; Boadu, K.B. Suitability of Sawdust from Three Tropical Timbers for Wood-Cement Composites. J. Sustain. For. 2018, 37, 414–428. [Google Scholar] [CrossRef]
- Quiquandon, B. Le Bois de Cèdre (Cedrus atlantica) Provenant des Reboisements Français; CTB: Paris, France, 1976; p. 31. Available online: https://infodoc.agroparistech.fr/index.php?lvl=notice_display&id=119406 (accessed on 6 September 2024).
- Sanaev, V.G.; Zaprudnov, V.I.; Gorbacheva, G.A.; Oblivin, A.N. Factors Affecting the Quality of Wood-Cement Composites. Bull. Transilv. Univ. Brasov. Ser. II For. Wood Ind. Agric. Food Eng. 2016, 9, 63–70. [Google Scholar]
- Rowell, R. (Ed.) The Chemistry of Solid Wood; Advances in Chemistry; American Chemical Society: Washington, DC, USA, 1984; Volume 207, ISBN 978-0-8412-0796-7. [Google Scholar]
- Na, B.; Wang, Z.; Wang, H.; Lu, X. Wood-Cement Compatibility Review. Wood Res. 2014, 59, 813–826. [Google Scholar]
- Okino, E.Y.; Souza, M.R.; Santana, M.A.; Alves, M.V.S.; de Sousa, M.E.; E Teixeira, D. Cement-Bonded Wood Particleboard with a Mixture of Eucalypt and Rubberwood. Cem. Concr. Compos. 2004, 26, 729–734. [Google Scholar] [CrossRef]
- Chowdhury, S.; Maniar, A.; Suganya, O.M. Strength Development in Concrete with Wood Ash Blended Cement and Use of Soft Computing Models to Predict Strength Parameters. J. Adv. Res. 2015, 6, 907–913. [Google Scholar] [CrossRef] [PubMed]
- Atoyebi, O.D.; Awolusi, T.F.; Davies, I.E.E. Artificial Neural Network Evaluation of Cement-Bonded Particle Board Produced from Red Iron Wood (Lophira alata) Sawdust and Palm Kernel Shell Residues. Case Stud. Constr. Mater. 2018, 9, e00185. [Google Scholar] [CrossRef]
- He, P.; Hossain, U.; Poon, C.S.; Tsang, D.C. Mechanical, Durability and Environmental Aspects of Magnesium Oxychloride Cement Boards Incorporating Waste Wood. J. Clean. Prod. 2019, 207, 391–399. [Google Scholar] [CrossRef]
- Sotannde, O.A.; Oluwadare, A.O.; Ogedoh, O.; Adeogun, P.F. Evaluation of Cement-Bonded Particle Board Produced Fromafzelia Africanawood Residues. J. Eng. Sci. Technol. 2012, 7, 732–743. [Google Scholar]
- Farag, E.; Alshebani, M.; Elhrari, W.; Klash, A.; Shebani, A. Production of Particleboard Using Olive Stone Waste for Interior Design. J. Build. Eng. 2020, 29, 101119. [Google Scholar] [CrossRef]
- BISON. Wood-Cement Board Report; British Research Establishemen (Bre): Hertfordshire, UK, 1978; p. 10. [Google Scholar]
- Keržič, E.; Humar, M. Studies on the Material Resistance and Moisture Dynamics of Wood after Artificial and Natural Weathering. Wood Mater. Sci. Eng. 2022, 17, 551–557. [Google Scholar] [CrossRef]
- Žlahtič-Zupanc, M.; Lesar, B.; Humar, M. Changes in Moisture Performance of Wood after Weathering. Constr. Build. Mater. 2018, 193, 529–538. [Google Scholar] [CrossRef]
- Mancera, C.; El Mansouri, N.-E.; Pelach, M.A.; Francesc, F.; Salvadó, J. Feasibility of Incorporating Treated Lignins in Fiberboards Made from Agricultural Waste. Waste Manag. 2012, 32, 1962–1967. [Google Scholar] [CrossRef]
- Mahzabin, M.S.; Hamid, R.; Badaruzzaman, W.H.W. Evaluation of Chemicals Incorporated Wood Fibre Cement Matrix Properties. J. Eng. Sci. Technol. 2013, 8, 385–398. [Google Scholar] [CrossRef]
- Ali, I.M.; Nasr, M.S.; Naje, A.S. Enhancement of Cured Cement Using Environmental Waste: Particleboards Incorporating Nano Slag. Open Eng. 2020, 10, 273–281. [Google Scholar] [CrossRef]
- Bilcati, G.K.; Lengowski, E.C.; Jumes, J.J.; Andrade, F.H.; Nervis, I.R.; De Souza, I.D.S.C.; Langaro, E. Light Weight Cementitious Composites Reinforced with Pinus spp. Sawdust. CCT 2021, 38, 26684. [Google Scholar] [CrossRef]
- Bilcati, G.K.; Matoski, A.; Trianoski, R.; Lengowski, E. Uso Potencial de La Fibra de Curauá (Ananas acutifolius) Para La Fabricación de Compuestos Cementicios. Rev. Ing. Constr. 2018, 33, 155–160. [Google Scholar] [CrossRef]
- Olorunnisola, A.O.; Agrawal, S.P. Influences of Particle Size and Cement Content on Properties of Cement-Bonded Composites from Eucalyptus Veneer Waste. In Proceedings of the International Inorganic-Bonded Fiber Composites Conference (IIBCC), Aalborg, Denmark, 21–24 September 2010. [Google Scholar]
- Adelusi, E.A.; Olaoye, K.O.; Adelusi, F.T.; Adedokun, S.A. Physico-Mechanical Properties of Cement-Bonded Boards Produced from Mixture of Corn Cob Particles and Gmelina Arborea Sawdust. J. For. Environ. Sci. 2021, 37, 79–89. [Google Scholar] [CrossRef]
- Amiandamhen, S.O.; Izekor, D.N. Effect of Wood Particle Geometry and Pre-Treatments on the Strength and Sorption Properties of Cement-Bonded Particle Boards. JANS 2013, 5, 318–322. [Google Scholar] [CrossRef]
- Olorunnisola, A.O. Effects of Husk Particle Size and Calcium Chloride on Strength and Sorption Properties of Coconut Husk–Cement Composites. Ind. Crops Prod. 2009, 29, 495–501. [Google Scholar] [CrossRef]
- Cetris. Available online: https://www.cetris.cz/en/downcnt/?file=pagedata_en/download/158_2.pdf?1700133830 (accessed on 6 September 2024).
- Ayrilmis, N.; Hosseinihashemi, S.K.; Karimi, M.; Kargarfard, A.; Ashtiani, H.S. Technological Properties of Cement-Bonded Composite Board Produced with the Main Veins of Oil Palm (Elaeis guineensis) Particles. BioResources 2017, 12, 3583–3600. [Google Scholar] [CrossRef]
- Olorunnisola; Pitman; William, M. Strength Properties and Potential Uses of Rattan–Cement Composites. J. Bamboo Ratt. 2005, 4, 343–352. [Google Scholar] [CrossRef]
- Ashori, A.; Tabarsa, T.; Sepahvand, S. Cement-Bonded Composite Boards Made from Poplar Strands. Constr. Build. Mater. 2012, 26, 131–134. [Google Scholar] [CrossRef]
- Ghofrani, M.; Mokaram, K.N.; Ashori, A.; Torkaman, J. Fiber-Cement Composite Using Rice Stalk Fiber and Rice Husk Ash: Mechanical and Physical Properties. J. Compos. Mater. 2015, 49, 3317–3322. [Google Scholar] [CrossRef]
- Bejó, L.; Takáts, P.; Vass, N. Development of Cement Bonded Composite Beams. Acta Silv. Lign. Hung 2005, 1, 111–119. [Google Scholar] [CrossRef]
- Olorunnisola, A.O. Effects of Particle Geometry and Chemical Accelerator on Strength Properties of Rattan–Cement Composites. Afr. J. Sci. Technol. 2007, 8, 22–27. [Google Scholar]
- Cabral, M.R.; Nakanishi, E.Y.; Santos, S.F.; Christoforo, A.L.; Fiorelli, J. Orientation Effect on the Physical and Mechanical Properties of Strand Cement Boards. Constr. Build. Mater. 2021, 275, 122121. [Google Scholar] [CrossRef]
- Amiandamhen, S.O.; Meincken, M.; Tyhoda, L. Natural Fibre Modification and Its Influence on Fibre-Matrix Interfacial Properties in Biocomposite Materials. Fibers Polym. 2020, 21, 677–689. [Google Scholar] [CrossRef]
- Amiandamhen, S.O.; Adamopoulos, S.; Adl-Zarrabi, B.; Yin, H.; Norén, J. Recycling Sawmilling Wood Chips, Biomass Combustion Residues, and Tyre Fibres into Cement-Bonded Composites: Properties of Composites and Life Cycle Analysis. Constr. Build. Mater. 2021, 297, 123781. [Google Scholar] [CrossRef]
- Savastano, H.; Warden, P.G.; Coutts, R.S.P. Microstructure and Mechanical Properties of Waste Fibre–Cement Composites. Cem. Concr. Compos. 2005, 27, 583–592. [Google Scholar] [CrossRef]
- Brasileiro, G.A.M.; Vieira, J.A.R.; Barreto, L.S. Use of Coir Pith Particles in Composites with Portland Cement. J. Environ. Manag. 2013, 131, 228–238. [Google Scholar] [CrossRef]
- Wei, Y.M.; Fujii, T.; Hiramatsu, Y.; Miyatake, A.; Yoshinaga, S.; Fujii, T.; Tomita, B. A Preliminary Investigation on Microstructural Characteristics of Interfacial Zone between Cement and Exploded Wood Fiber Strand by Using SEM-EDS. J. Wood Sci. 2004, 50, 327–336. [Google Scholar] [CrossRef]
- Aras, U.; Kalaycıoğlu, H.; Yel, H.; Kuştaş, S. Utilization of Olive Mill Solid Waste in the Manufacturing of Cement-Bonded Particleboard. J. Build. Eng. 2022, 49, 104055. [Google Scholar] [CrossRef]
- Tawfik, A.; Mohammed, M.S.; Abd-El-Raoof, F.; Aggor, F.S.; Ahmed, E.M. Heat-Treated Portland Cement Pastes Incorporating Superabsorbent Hydrogels for Precast Applications. Interceram—Int. Ceram. Rev. 2018, 67, 30–37. [Google Scholar] [CrossRef]
- Petkova, V.; Stoyanov, V.; Kostova, B.; Kostov-Kytin, V.; Kalinkin, A.; Zvereva, I.; Tzvetanova, Y. Crystal-Chemical and Thermal Properties of Decorative Cement Composites. Materials 2021, 14, 4793. [Google Scholar] [CrossRef]
- Boukir, A.; Mehyaoui, I.; Fellak, S.; Asia, L.; Doumenq, P. The Effect of the Natural Degradation Process on the Cellulose Structure of Moroccan Hardwood Fiber: A Survey on Spectroscopy and Structural Properties. Mediterr.J.Chem. 2019, 8, 179–190. [Google Scholar] [CrossRef]
- Govin, A. Aspects Physico-Chimiques de L’interaction Bois–Ciment. Modification de L’hydratation du Ciment Par le Bois; Ecole Nationale Supérieure des Mines de Saint-Etienne: Saint-Étienne, France, 2004. [Google Scholar]
- Jain, B.; Sancheti, G.; Jain, V. FTIR Analysis of Silica Fume and Iron Dust Added Concrete. Mater. Today Proc. 2022, 60, 777–781. [Google Scholar] [CrossRef]
- Peschard, A.; Govin, A.; Grosseau, P.; Guilhot, B.; Guyonnet, R. Effect of Polysaccharides on the Hydration of Cement Paste at Early Ages. Cem. Concr. Res. 2004, 34, 2153–2158. [Google Scholar] [CrossRef]
- Bensted, J.; Varma, S.P. Some Applications of Infrared and Raman Spectroscopy in Cement Chemistry. Part 3-Hydration of Portland Cement and Its Constituents. Cem. Technol. 1974, 5, 440–445. [Google Scholar]
- Mollah, M.Y.A.; Yu, W.; Schennach, R.; Cocke, D.L. A Fourier Transform Infrared Spectroscopic Investigation of the Early Hydration of Portland Cement and the Influence of Sodium Lignosulfonate. Cem. Concr. Res. 2000, 30, 267–273. [Google Scholar] [CrossRef]
- Lima, P.R.L.; Santos, D.O.J.; Fontes, C.M.A.; Barros, J.A.O.; Toledo Filho, R.D. Deflection Hardening of Sustainable Fiber–Cement Composites. Green Mater. 2016, 4, 18–30. [Google Scholar] [CrossRef]
- Yel, H.; Cavdar, A.D.; Torun, S.B. Effect of Press Temperature on Some Properties of Cement Bonded Particleboard. Maderas Cienc. Tecnol. 2020, 22, 83–92. [Google Scholar] [CrossRef]
- Eseyin, A.E.; Steele, P.H.; Pittman, C.U.; Ekpenyong, K.I.; Soni, B. TGA Torrefaction Kinetics of Cedar Wood. J. Biofuels 2016, 7, 20. [Google Scholar] [CrossRef]
- Kim, H.-S.; Kim, S.; Kim, H.-J.; Yang, H.-S. Thermal Properties of Bio-Flour-Filled Polyolefin Composites with Different Compatibilizing Agent Type and Content. Thermochim. Acta 2006, 451, 181–188. [Google Scholar] [CrossRef]
- Cabral, M.R.; Nakanishi, E.Y.; Dos Santos, V.; Gauss, C.; Dos Santos, S.F.; Fiorelli, J. Evaluation of Accelerated Carbonation Curing in Cement-Bonded Balsa Particleboard. Mater. Struct. 2018, 51, 52. [Google Scholar] [CrossRef]
- Hasan, K.M.F.; Horváth, P.G.; Alpár, T. Development of Lignocellulosic Fiber Reinforced Cement Composite Panels Using Semi-Dry Technology. Cellulose 2021, 28, 3631–3645. [Google Scholar] [CrossRef]
- NM 10.1.005; Liants Hydrauliques—Techniques Des Essais. SNIMA: Rabat, Morocco, 2008.
- NF EN 196-2; Méthodes d’essais Des Ciments—Partie 2: Analyse Chimique Des Ciments. AFNOR Editions: Saint-Denis, France, 2006.
- NF EN 196-3; Méthodes d’essais Des Ciments—Partie 3: Détermination Du Temps de Prise et de La Stabilité. AFNOR Editions: Saint-Denis, France, 2006.
- NF EN 196-6; Méthodes d’essai Des Ciments—Détermination de La Finesse. AFNOR Editions: Saint-Denis, France, 2006.
- Neville, A.M.; Brooks, J.J. Concrete Technology, 2nd ed.; Prentice Hall: Harlow, UK, 2010; ISBN 978-0-273-73219-8. [Google Scholar]
- Simatupang, M.H. Der Wasserbedarf bei der Herstellung zementgebundener Holzspanplatten. Holz Als Roh-Und Werkst. 1979, 37, 379–382. [Google Scholar] [CrossRef]
- PNM EN 325; Panneaux à Base de Bois-Détermination Des Dimensions Des Éprouvettes. IMANOR Editions: Rabat, Morocco, 2012.
- EN 323; Wood-Based Panels. Determination of Density, European Committee for Standardization: Brussels, Belgium, 1993.
- EN 317; Particleboards and Fiberboards. Determination of Swelling in Thickness after Immersion in Water, European Committee for Standardization: Brussels, Belgium, 1993.
- EN 310; Wood-Based Panels. Determination of Modulus of Elasticity in Bending and of Bending Strength, European Committee for Standardization: Brussels, Belgium, 1993.






| Components | Content (%) |
|---|---|
| Cellulose | 50 |
| Hemicelluloses | 12.10 |
| Lignin | 32 |
| Resin | 1.45 |
| Extractives | 4.24 |
| Ash | 0.31 |
| Chemical Composition | Physical Properties | ||
|---|---|---|---|
| SiO2 (%) | 20.43 | Specific surface Blaine (cm2/g) | 4500 |
| Al2O3 (%) | 4.21 | Initial setting (min) | 100 |
| Fe2O3 (%) | 0.43 | Final setting (min) | 130 |
| CaO (%) | 66.03 | Refusal at 45 µm sieve (%) | 1.69 |
| MgO (%) | 1.40 | Refusal at 90 µm sieve (%) | 0.18 |
| SO3 (%) | 3.35 | Apparent density (g/L) | 3047 |
| K2O (%) | 0.54 | Loss on ignition (%) | 3.45 |
| Na2O (%) | 0.14 | ||
| Bogue’s Compounds | |||
| C3S | 84.59 | C2S | 5.22 |
| C3A | 10.43 | C4AF | 1.30 |
| Detection of Chemical Elements (% by Weight) | Ca/Si | ||||
|---|---|---|---|---|---|
| C | O | Si | Ca | ||
| Cedar sawdust | 52.38 | 47.62 | - | - | - |
| Surface of the cement matrix | 8.28 | 51.12 | 8.97 | 31.63 | 3.52 |
| Surface of reinforcement | 41.18 | 53.57 | 1.04 | 4.21 | 4.05 |
| Board Types | Raw Material | ||
|---|---|---|---|
| Sawdust (wt%) | Cement (wt%) | Water (g) | |
| WCB 1 | 10 | 90 | 313 |
| WCB 2 | 12.5 | 87.5 | 309 |
| WCB 3 | 15 | 85 | 305 |
| WCB 4 | 17.5 | 82.5 | 301 |
| WCB 5 | 20 | 80 | 297 |
| WCB 6 | 25 | 75 | 289 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
El Hamri, A.; Mouhib, Y.; Ourmiche, A.; Chigr, M.; El Mansouri, N.-E. Study of the Effect of Cedar Sawdust Content on Physical and Mechanical Properties of Cement Boards. Molecules 2024, 29, 4399. https://doi.org/10.3390/molecules29184399
El Hamri A, Mouhib Y, Ourmiche A, Chigr M, El Mansouri N-E. Study of the Effect of Cedar Sawdust Content on Physical and Mechanical Properties of Cement Boards. Molecules. 2024; 29(18):4399. https://doi.org/10.3390/molecules29184399
Chicago/Turabian StyleEl Hamri, Anas, Yassine Mouhib, Atmane Ourmiche, Mohammed Chigr, and Nour-Eddine El Mansouri. 2024. "Study of the Effect of Cedar Sawdust Content on Physical and Mechanical Properties of Cement Boards" Molecules 29, no. 18: 4399. https://doi.org/10.3390/molecules29184399
APA StyleEl Hamri, A., Mouhib, Y., Ourmiche, A., Chigr, M., & El Mansouri, N.-E. (2024). Study of the Effect of Cedar Sawdust Content on Physical and Mechanical Properties of Cement Boards. Molecules, 29(18), 4399. https://doi.org/10.3390/molecules29184399