
Polyurethane Composites Reinforced with Walnut Shell Filler Treated with Perlite, Montmorillonite and Halloysite


Abstract
:1. Introduction
2. Results and Discussion
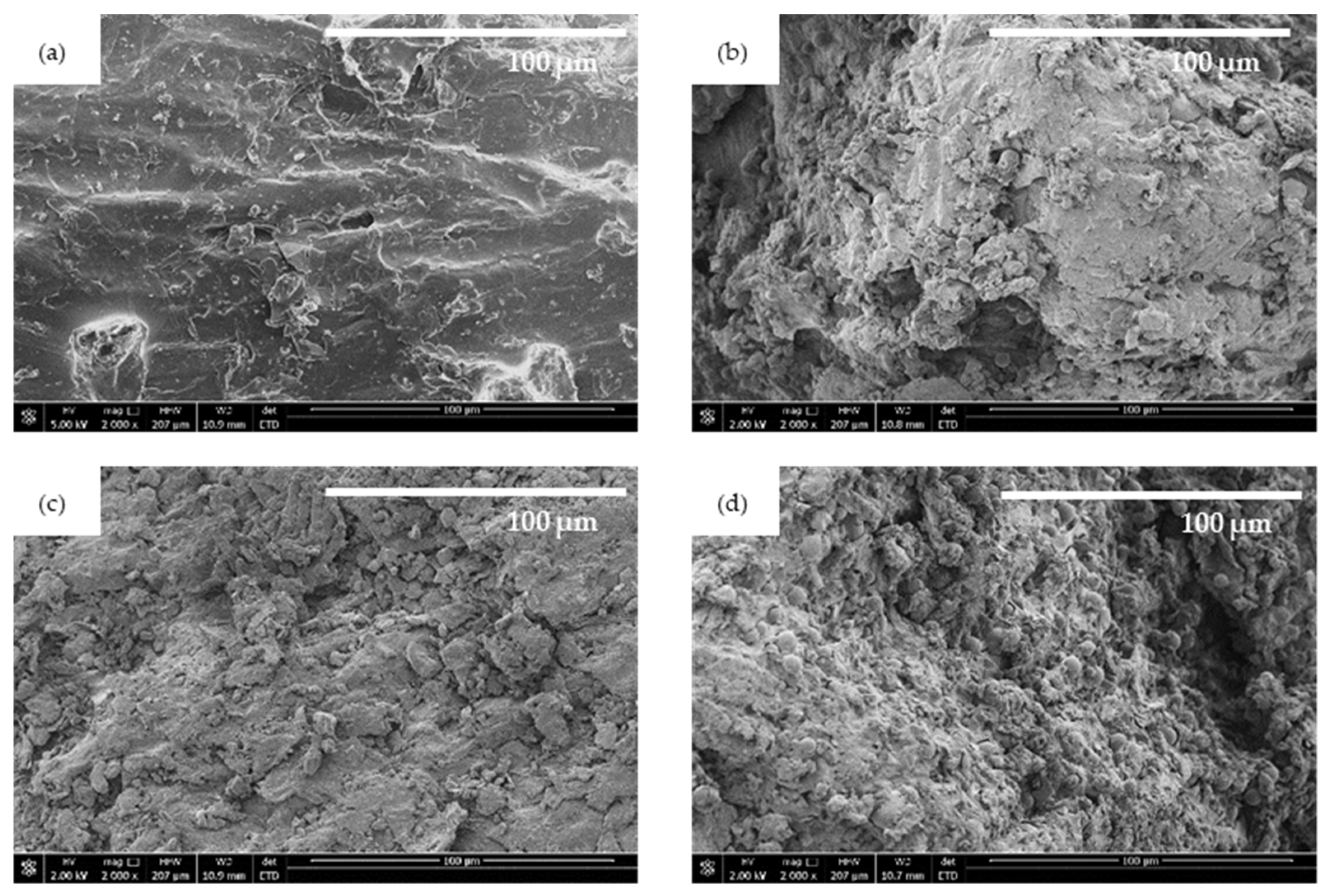
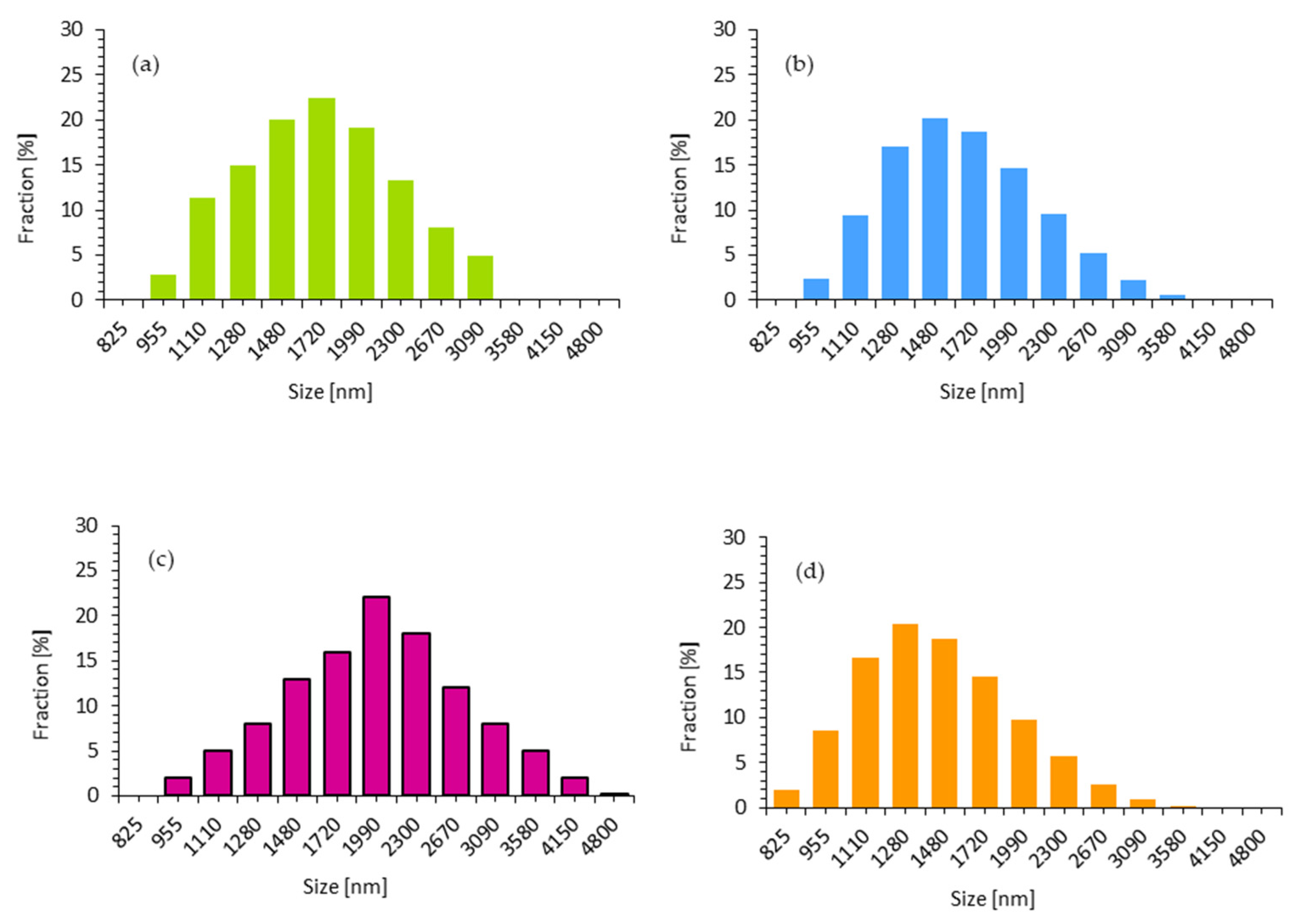
2.1. Filler Characterization
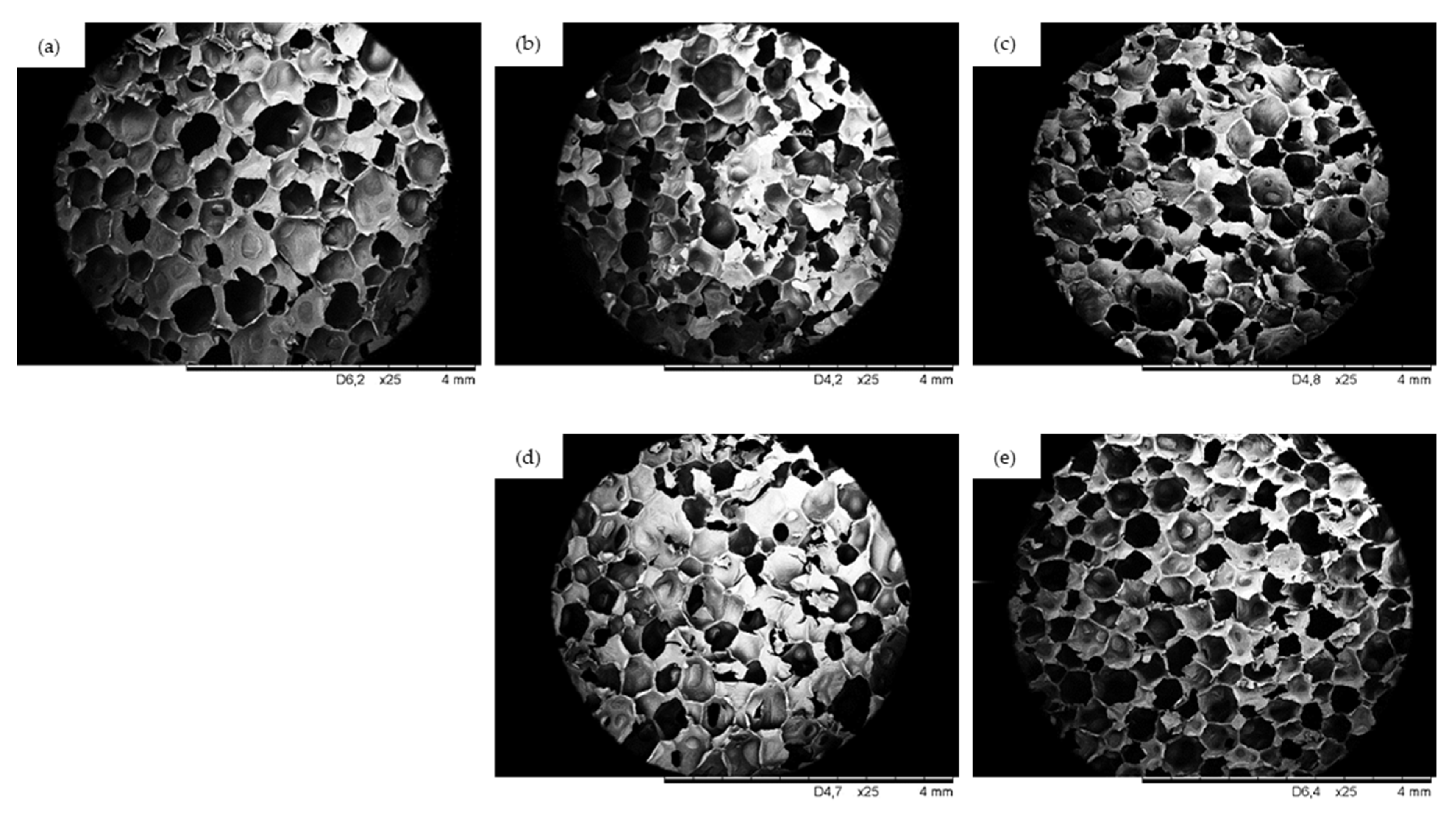
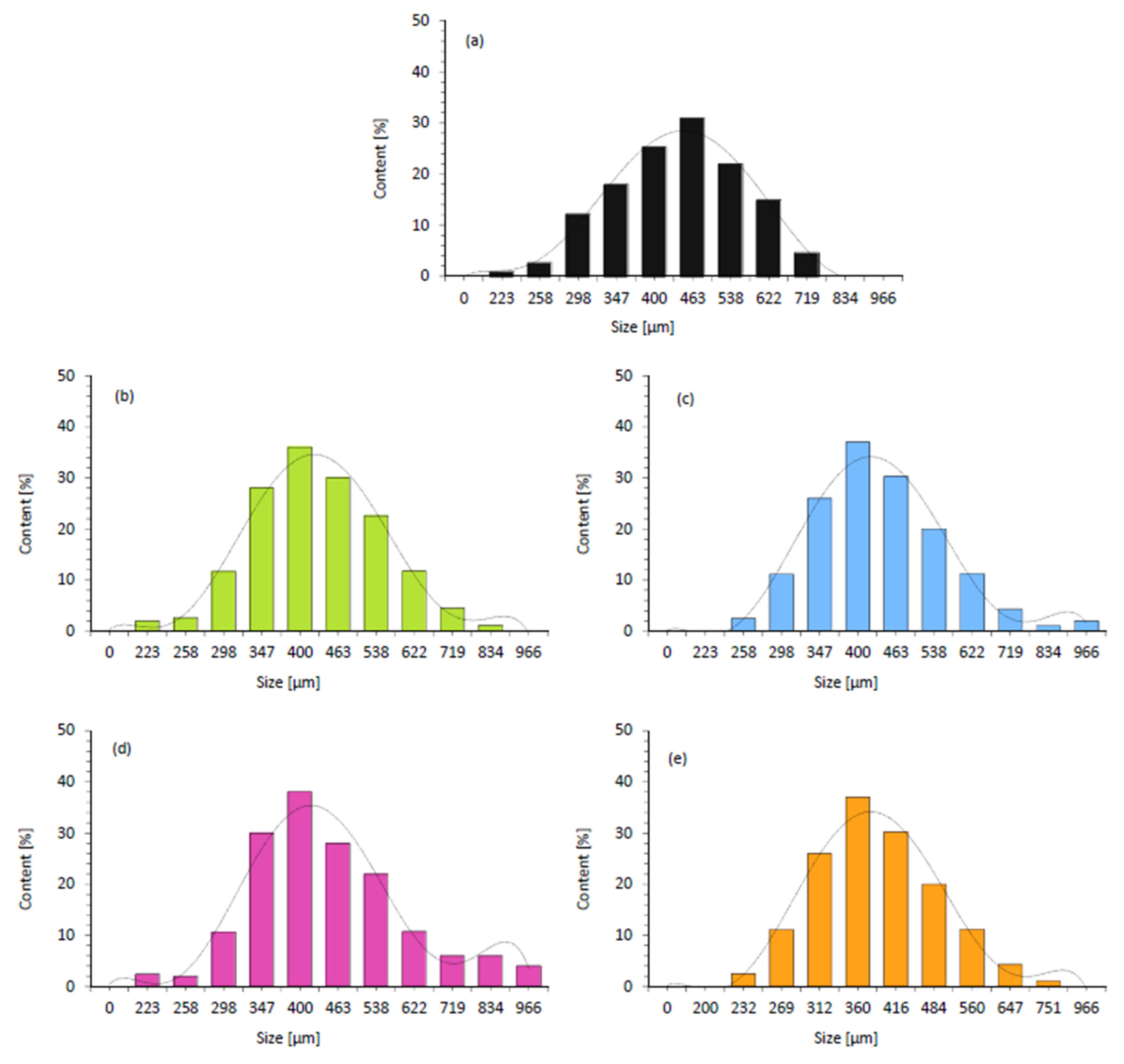
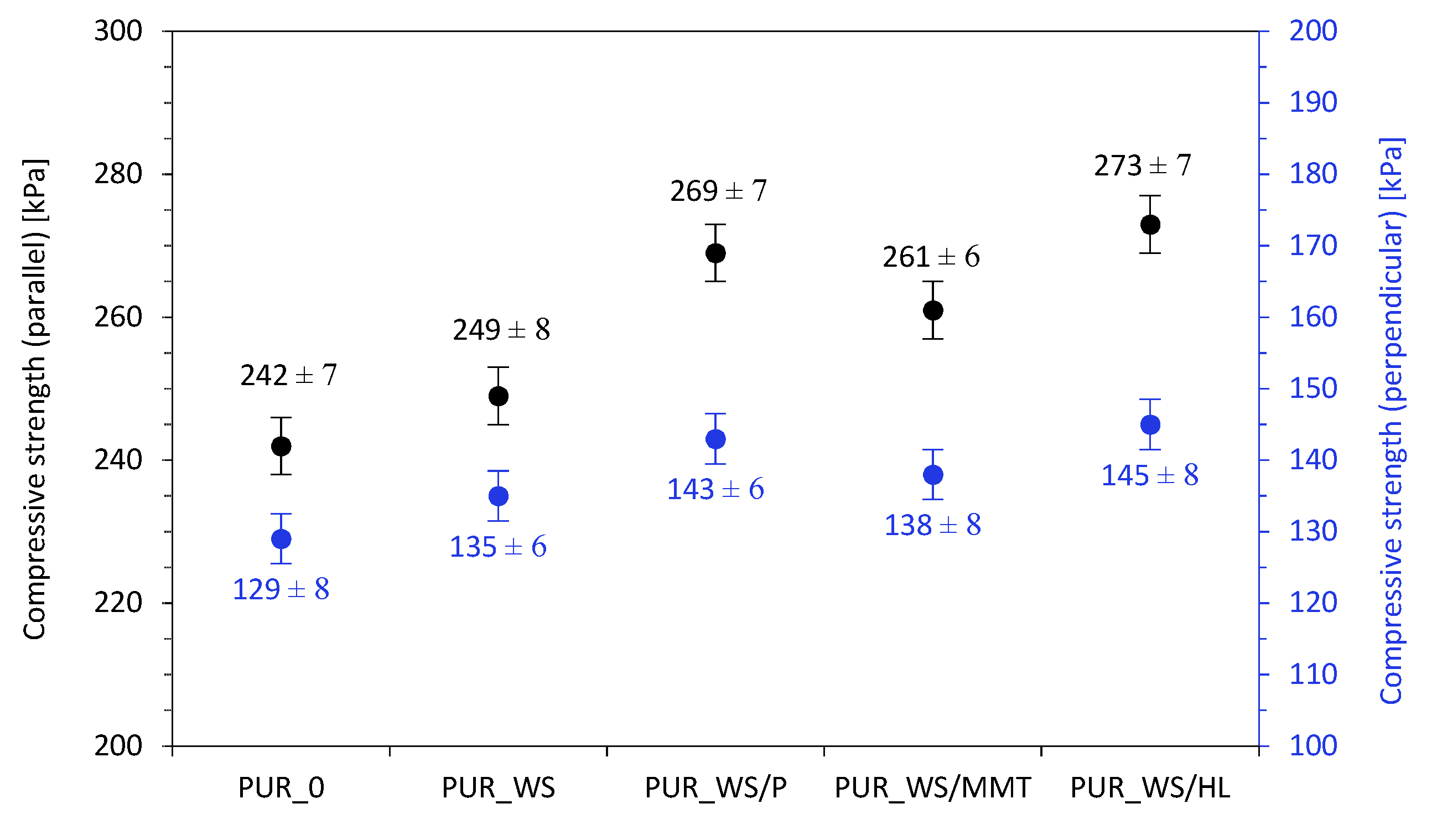
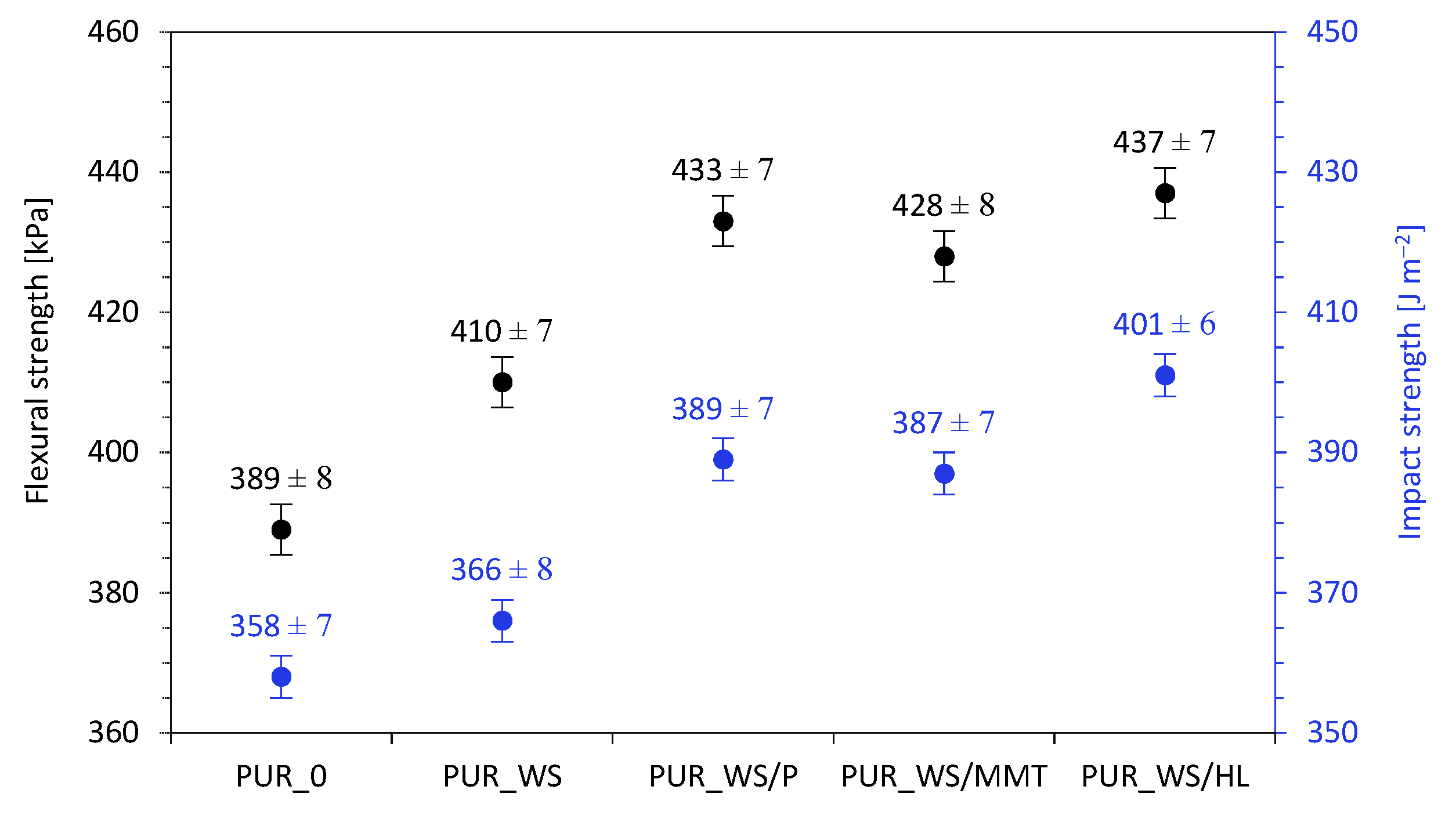
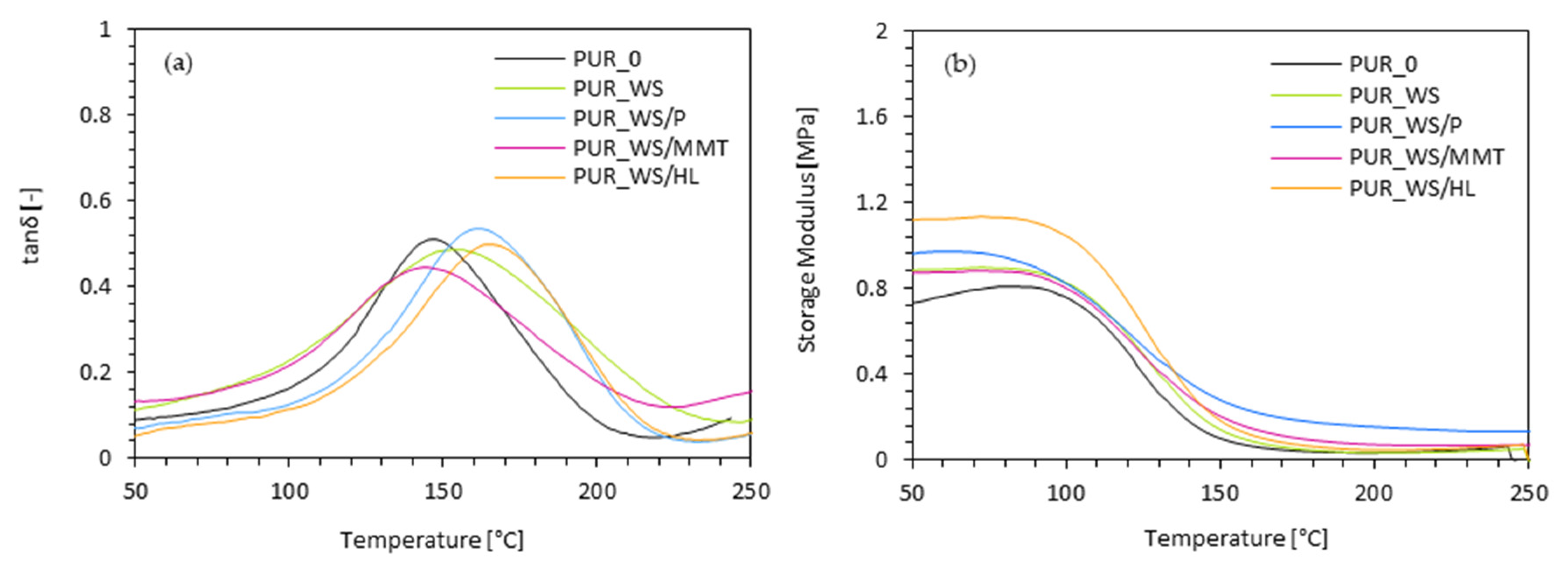
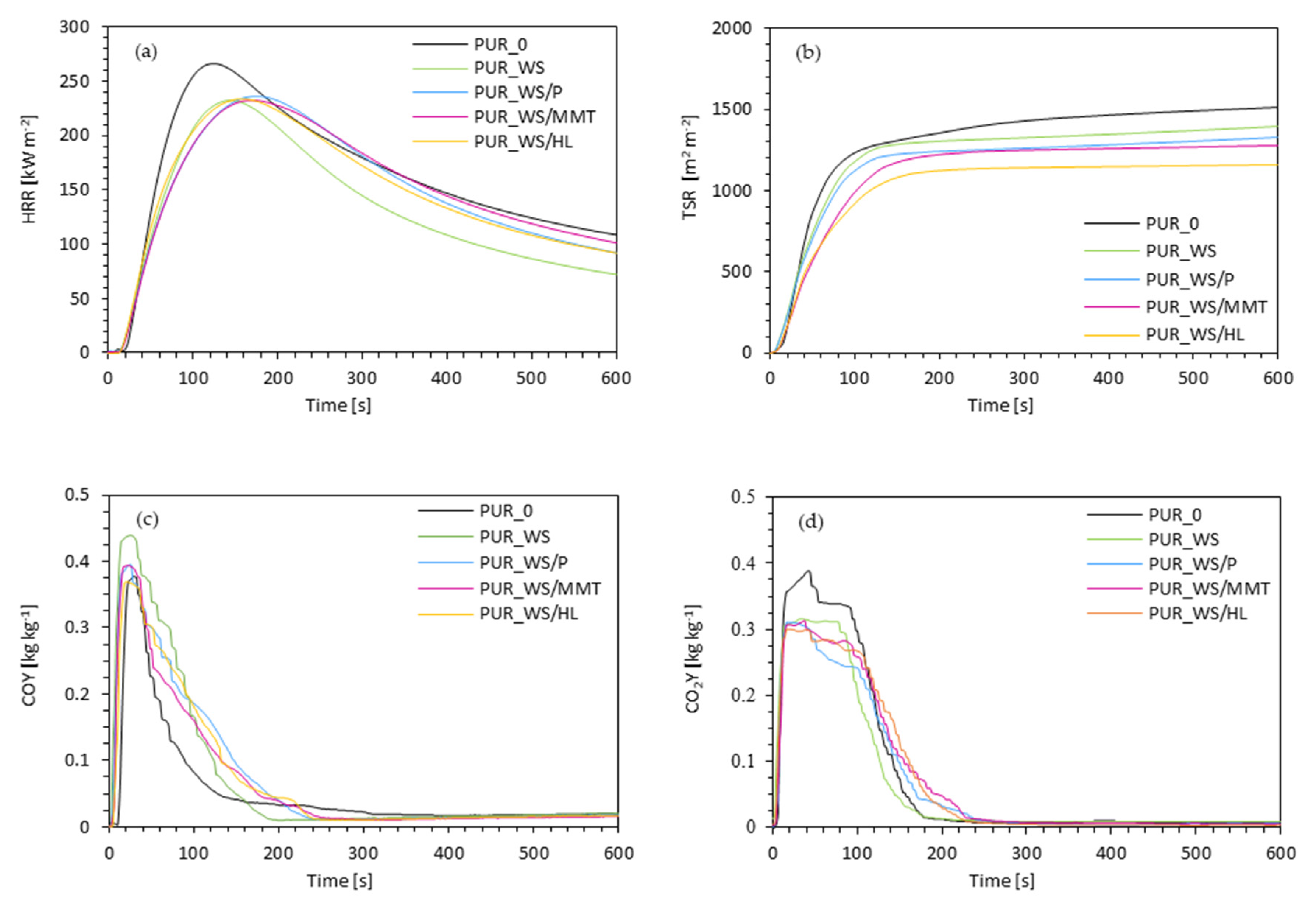
2.2. Characterization of PUR Composites Reinforced with Walnut Shell Fillers
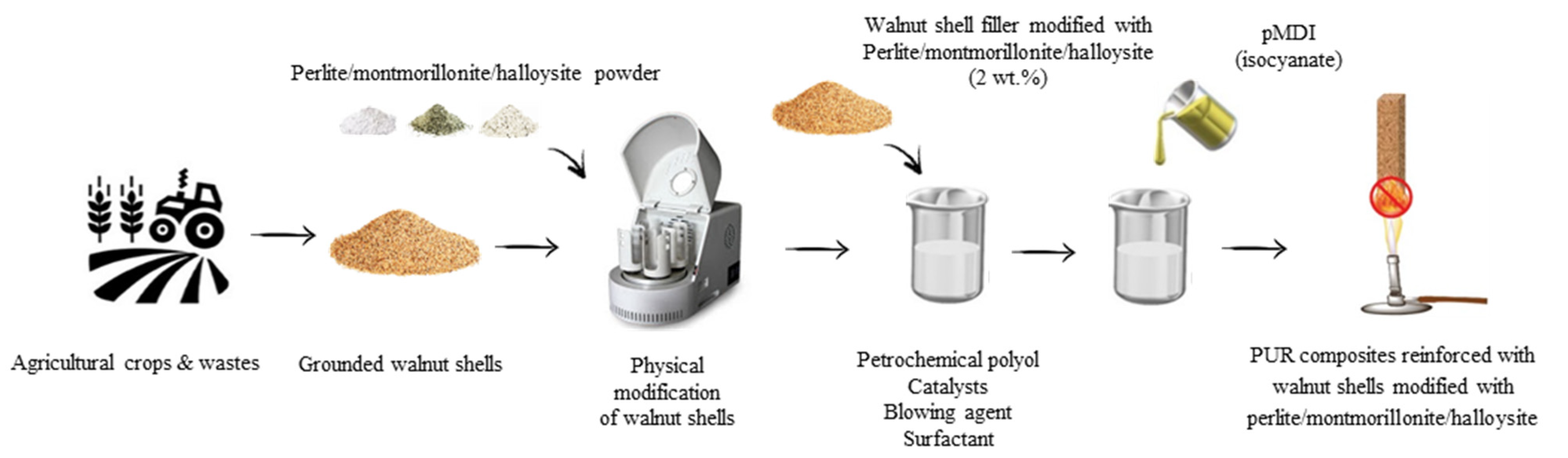
3. Materials and Methods
3.1. Materials
3.2. Synthesis of PUR Composites
3.3. Methods and Instruments
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Arévalo-Alquichire, S.; Valero, M. Castor Oil Polyurethanes as Biomaterials. Intech 2017, 137–157. [Google Scholar]
- Paciorek-Sadowska, J.; Borowicz, M.; Isbrandt, M.; Czupryński, B.; Apiecionek, Ł. The Use of Waste from the Production of Rapeseed Oil for Obtaining of New Polyurethane Composites. Polymers 2019, 11, 1431. [Google Scholar] [CrossRef] [Green Version]
- Borowicz, M.; Paciorek-Sadowska, J.; Lubczak, J.; Czupryński, B. Biodegradable, flame-retardant, and bio-based rigid polyurethane/polyisocyanurate foams for thermal insulation application. Polymers 2019, 11, 1816. [Google Scholar] [CrossRef] [Green Version]
- Sałasińska, K.; Leszczyńska, M.; Celiński, M.; Kozikowski, P.; Kowiorski, K.; Lipińska, L. Burning behaviour of rigid polyurethane foams with histidine and modified graphene oxide. Materials 2021, 14, 1184. [Google Scholar] [CrossRef]
- Engels, H.W.; Pirkl, H.G.; Albers, R.; Albach, R.W.; Krause, J.; Hoffmann, A.; Casselmann, H.; Dormish, J. Polyurethanes: Versatile materials and sustainable problem solvers for today’s challenges. Angew. Chemie Int. Ed. 2013, 52, 9422–9441. [Google Scholar] [CrossRef] [PubMed]
- Ionescu, M. Chemistry and Technology of Polyols for Polyurethanes; Rapra Technology; iSmithers Rapra Publishing: Shropshire, UK, 2005; ISBN 9781847350350. [Google Scholar]
- Joshi, M.; Adak, B.; Butola, B.S. Polyurethane nanocomposite based gas barrier films, membranes and coatings: A review on synthesis, characterization and potential applications. Prog. Mater. Sci. 2018, 97, 230–282. [Google Scholar] [CrossRef]
- Członka, S.; Kairytė, A.; Miedzińska, K.; Strąkowska, A. Polyurethane Hybrid Composites Reinforced with Lavender Residue Functionalized with Kaolinite and Hydroxyapatite. Materials 2021, 14, 415. [Google Scholar] [CrossRef] [PubMed]
- Paciorek-Sadowska, J.; Borowicz, M.; Czuprynski, B.; Liszkowska, J. Composites of rigid polyurethane-polyisocyanurate foams with oak bark. Polimery 2017, 62, 666–672. [Google Scholar] [CrossRef]
- Członka, S.; Bertino, M.F.; Strzelec, K.; Strąkowska, A.; Masłowski, M. Rigid polyurethane foams reinforced with solid waste generated in leather industry. Polym. Test. 2018, 69, 225–237. [Google Scholar] [CrossRef]
- Jiao, L.; Xiao, H.; Wang, Q.; Sun, J. Thermal degradation characteristics of rigid polyurethane foam and the volatile products analysis with TG-FTIR-MS. Polym. Degrad. Stab. 2013, 98, 2687–2696. [Google Scholar] [CrossRef]
- Kaur, R.; Kumar, M. Addition of anti-flaming agents in castor oil based rigid polyurethane foams: Studies on mechanical and flammable behaviour. Mater. Res. Express 2020, 7, 015333. [Google Scholar] [CrossRef]
- Ding, H.; Huang, K.; Li, S.; Xu, L.; Xia, J.; Li, M. Flame retardancy and thermal degradation of halogen-free flame-retardant biobased polyurethane composites based on ammonium polyphosphate and aluminium hypophosphite. Polym. Test. 2017, 62, 325–334. [Google Scholar] [CrossRef]
- Visakh, P.M.; Semkin, A.O.; Rezaev, I.A.; Fateev, A.V. Review on soft polyurethane flame retardant. Constr. Build. Mater. 2019, 227, 116673. [Google Scholar] [CrossRef]
- Das, B.; Konwar, U.; Mandal, M.; Karak, N. Sunflower oil based biodegradable hyperbranched polyurethane as a thin film material. Ind. Crops Prod. 2013, 44, 396–404. [Google Scholar] [CrossRef]
- Strąkowska, A.; Członka, S.; Miedzińska, K.; Strzelec, K. Rigid polyurethane foams with antibacterial properties modified with pine oil. Polimery/Polymers 2020, 65, 691–697. [Google Scholar]
- Mosiewicki, M.A.; Casado, U.; Marcovich, N.E.; Aranguren, M.I. Vegetable oil based-polymers reinforced with wood flour. Mol. Cryst. Liq. Cryst. 2008, 484, 509–516. [Google Scholar] [CrossRef]
- Marson, A.; Masiero, M.; Modesti, M.; Scipioni, A.; Manzardo, A. Life Cycle Assessment of Polyurethane Foams from Polyols Obtained through Chemical Recycling. ACS Omega 2021, 6, 1718–1724. [Google Scholar] [CrossRef]
- Odalanowska, M.; Woźniak, M.; Ratajczak, I.; Zielińska, D.; Cofta, G.; Borysiak, S. Propolis and organosilanes as innovative hybrid modifiers in wood-based polymer composites. Materials 2021, 14, 464. [Google Scholar] [CrossRef]
- Khalili, P.; Liu, X.; Zhao, Z.; Blinzler, B. Fully biodegradable composites: Thermal, flammability, moisture absorption and mechanical properties of Natural fibre-reinforced composites with nano-hydroxyapatite. Materials 2019, 12, 1145. [Google Scholar] [CrossRef] [Green Version]
- Papa, E.; Medri, V.; Natali Murri, A.; Laghi, L.; De Aloysio, G.; Bandini, S.; Landi, E. Characterization of alkali bonded expanded perlite. Constr. Build. Mater. 2018, 191, 1139–1147. [Google Scholar] [CrossRef]
- US Geological Survey. Mineral Commodity Summaries 2020; US Geological Survey: Reston, VA, USA, 2020; ISBN 9781411343627.
- Karaipekli, A.; Biçer, A.; Sarı, A.; Tyagi, V.V. Thermal characteristics of expanded perlite/paraffin composite phase change material with enhanced thermal conductivity using carbon nanotubes. Energy Convers. Manag. 2017, 134, 373–381. [Google Scholar] [CrossRef]
- Demirbaş, O.; Alkan, M.; Doğan, M. The removal of victoria blue from aqueous solution by adsorption on a low-cost material. Adsorption 2002, 8, 341–349. [Google Scholar] [CrossRef]
- Tekin, N.; Kadinci, E.; Demirbaş, Ö.; Alkan, M.; Kara, A.; Doǧan, M. Surface properties of poly(vinylimidazole)-adsorbed expanded perlite. Microporous Mesoporous Mater. 2006, 93, 125–133. [Google Scholar] [CrossRef]
- Fan, Q.; Han, G.; Cheng, W.; Tian, H.; Wang, D.; Xuan, L. Effect of intercalation structure of organo-modified montmorillonite/polylactic acid on wheat straw fiber/polylactic acid composites. Polymers 2018, 10, 896. [Google Scholar] [CrossRef] [Green Version]
- Członka, S.; Kairytė, A.; Miedzińska, K.; Strąkowska, A.; Adamus-Włodarczyk, A. Mechanically Strong Polyurethane Composites Reinforced with Montmorillonite-Modified Sage Filler (Salvia officinalis L.). Int. J. Mol. Sci. 2021, 22, 3744. [Google Scholar] [CrossRef]
- Gou, J.; Zhang, L.; Li, C. A new method combining modification of montmorillonite and crystal regulation to enhance the mechanical properties of polypropylene. Polym. Test. 2020, 82, 106236. [Google Scholar] [CrossRef]
- Xu, F.; Zhong, L.; Zhang, C.; Wang, P.; Zhang, F.; Zhang, G. Novel High-Efficiency Casein-Based P-N-Containing Flame Retardants with Multiple Reactive Groups for Cotton Fabrics. ACS Sustain. Chem. Eng. 2019, 7, 13999–14008. [Google Scholar] [CrossRef]
- Zahedi, Y.; Fathi-Achachlouei, B.; Yousefi, A.R. Physical and mechanical properties of hybrid montmorillonite/zinc oxide reinforced carboxymethyl cellulose nanocomposites. Int. J. Biol. Macromol. 2018, 108, 863–873. [Google Scholar] [CrossRef]
- Levis, S.R.; Deasy, P.B. Characterisation of halloysite for use as a microtubular drug delivery system. Int. J. Pharm. 2002, 243, 125–134. [Google Scholar] [CrossRef]
- Makaremi, M.; Pasbakhsh, P.; Cavallaro, G.; Lazzara, G.; Aw, Y.K.; Lee, S.M.; Milioto, S. Effect of Morphology and Size of Halloysite Nanotubes on Functional Pectin Bionanocomposites for Food Packaging Applications. ACS Appl. Mater. Interfaces 2017, 9, 17476–17488. [Google Scholar] [CrossRef]
- Cavallaro, G.; Chiappisi, L.; Pasbakhsh, P.; Gradzielski, M.; Lazzara, G. A structural comparison of halloysite nanotubes of different origin by Small-Angle Neutron Scattering (SANS) and Electric Birefringence. Appl. Clay Sci. 2018, 160, 71–80. [Google Scholar] [CrossRef]
- Bertolino, V.; Cavallaro, G.; Lazzara, G.; Milioto, S.; Parisi, F. Halloysite nanotubes sandwiched between chitosan layers: Novel bionanocomposites with multilayer structures. New J. Chem. 2018, 42, 8384–8390. [Google Scholar] [CrossRef]
- Smith, R.J.; Holder, K.M.; Ruiz, S.; Hahn, W.; Song, Y.; Lvov, Y.M.; Grunlan, J.C. Environmentally Benign Halloysite Nanotube Multilayer Assembly Significantly Reduces Polyurethane Flammability. Adv. Funct. Mater. 2018, 28, 1703289. [Google Scholar] [CrossRef]
- Goda, E.S.; Yoon, K.R.; El-sayed, S.H.; Hong, S.E. Halloysite nanotubes as smart flame retardant and economic reinforcing materials: A review. Thermochim. Acta 2018, 669, 173–184. [Google Scholar] [CrossRef]
- Członka, S.; Strakowska, A.; Kairyte, A. Application of walnut shells-derived biopolyol in the synthesis of rigid polyurethane foams. Materials 2020, 13, 2687. [Google Scholar] [CrossRef]
- Członka, S.; Strąkowska, A.; Kairytė, A. Effect of walnut shells and silanized walnut shells on the mechanical and thermal properties of rigid polyurethane foams. Polym. Test. 2020, 87, 106534. [Google Scholar] [CrossRef]
- Członka, S.; Strąkowska, A. Rigid Polyurethane Foams Based on Bio-Polyol and Additionally Reinforced with Silanized and Acetylated Walnut Shells for the Synthesis of Environmentally Friendly Insulating Materials. Materials 2020, 13, 3245. [Google Scholar] [CrossRef] [PubMed]
- Kairytė, A.; Vaitkus, S.; Vėjelis, S.; Girskas, G.; Balčiūnas, G. Rapeseed-based polyols and paper production waste sludge in polyurethane foam: Physical properties and their prediction models. Ind. Crops Prod. 2018, 112, 119–129. [Google Scholar] [CrossRef]
- Lehmhus, D.; Vesenjak, M.; Schampheleire, S.; Fiedler, T. From Stochastic Foam to Designed Structure: Balancing Cost and Performance of Cellular Metals. Materials 2017, 10, 922. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Amin, M.; Najwa, K. Cellulose Nanocrystals Reinforced Thermoplastic Polyurethane Nanocomposites. Master’s Thesis, The University of Queensland, Brisbane, Australia, 2016. [Google Scholar]
- Kuranska, M.; Prociak, A.; Michalowski, S.; Cabulis, U.; Kirpluks, M. Microcellulose as a natural filler in polyurethane foams based on the biopolyol from rapeseed oil. Polimery/Polymers 2016, 61, 625–632. [Google Scholar] [CrossRef]
- Yan, D.; Xu, L.; Chen, C.; Tang, J.; Ji, X.; Li, Z. Enhanced mechanical and thermal properties of rigid polyurethane foam composites containing graphene nanosheets and carbon nanotubes. Polym. Int. 2012, 61, 1107–1114. [Google Scholar] [CrossRef]
- Formela, K.; Hejna, A.; Zedler, Ł.; Przybysz, M.; Ryl, J.; Saeb, M.R.; Piszczyk, Ł. Structural, thermal and physico-mechanical properties of polyurethane/brewers’ spent grain composite foams modified with ground tire rubber. Ind. Crops Prod. 2017, 108, 844–852. [Google Scholar] [CrossRef]
- Silva, M.C.; Takahashi, J.A.; Chaussy, D.; Belgacem, M.N.; Silva, G.G. Composites of Rigid Polyurethane Foam and Cellulose Fiber Residue. J. Appl. Polym. Sci. 2010, 117, 3665–3672. [Google Scholar] [CrossRef]
- Song, Z.L.; Ma, L.Q.; Wu, Z.J.; He, D.P. Effects of viscosity on cellular structure of foamed aluminum in foaming process. J. Mater. Sci. 2000, 35, 15–20. [Google Scholar] [CrossRef]
- Dolomanova, V.; Jens, C.M.R.; Jensen, L.R.; Pyrz, R.; Timmons, A.B. Mechanical properties and morphology of nano-reinforced rigid PU foam. J. Cell. Plast. 2011, 47, 81–93. [Google Scholar] [CrossRef]
- Septevani, A.A.; Evans, D.A.C.; Annamalai, P.K.; Martin, D.J. The use of cellulose nanocrystals to enhance the thermal insulation properties and sustainability of rigid polyurethane foam. Ind. Crops Prod. 2017, 107, 114–121. [Google Scholar] [CrossRef]
- Sung, G.; Kim, J.H. Influence of filler surface characteristics on morphological, physical, acoustic properties of polyurethane composite foams filled with inorganic fillers. Compos. Sci. Technol. 2017, 146, 147–154. [Google Scholar] [CrossRef]
- Luo, X.; Mohanty, A.; Misra, M. Lignin as a reactive reinforcing filler for water-blown rigid biofoam composites from soy oil-based polyurethane. Ind. Crops Prod. 2013, 47, 13–19. [Google Scholar] [CrossRef]
- Wolska, A.; Goździkiewicz, M.; Ryszkowska, J. Thermal and mechanical behaviour of flexible polyurethane foams modified with graphite and phosphorous fillers. J. Mater. Sci. 2012, 47, 5627–5634. [Google Scholar] [CrossRef] [Green Version]
- Adnan, S.; Tuan Ismail, T.N.M.; Mohd Noor, N.; Nek Mat Din, N.S.M.; Hanzah, N.; Shoot Kian, Y.; Abu Hassan, H. Development of Flexible Polyurethane Nanostructured Biocomposite Foams Derived from Palm Olein-Based Polyol. Adv. Mater. Sci. Eng. 2016, 2016. [Google Scholar] [CrossRef] [Green Version]
- Guo, C.; Zhou, L.; Lv, J. Effects of expandable graphite and modified ammonium polyphosphate on the flame-retardant and mechanical properties of wood flour-polypropylene composites. Polym. Polym. Compos. 2013, 21, 449–456. [Google Scholar] [CrossRef]
- Kim, J.M.; Han, M.S.; Kim, Y.H.; Kim, W.N. Thermal, morphological and rheological properties of rigid polyurethane foams as thermal insulating materials. AIP Conf. Proc. 2008, 1027, 905–907. [Google Scholar]
- Chang, L. Improving the Mechanical Performance of Wood Fiber Reinforced Bio-based Polyurethane Foam. Master Appl. Sci. 2014, 101, 1572052. [Google Scholar]
- Kuranska, M.; Prociak, A. Porous polyurethane composites with natural fibres. Compos. Sci. Technol. 2012, 72, 299–304. [Google Scholar] [CrossRef]
- Kurańska, M.; Aleksander, P.; Mikelis, K.; Ugis, C. Porous polyurethane composites based on bio-components. Compos. Sci. Technol. 2013, 75, 70–76. [Google Scholar] [CrossRef]
- Hamilton, A.R.; Thomsen, O.T.; Madaleno, L.A.O.; Jensen, L.R.; Rauhe, J.C.M.; Pyrz, R. Evaluation of the anisotropic mechanical properties of reinforced polyurethane foams. Compos. Sci. Technol. 2013, 87, 210–217. [Google Scholar] [CrossRef] [Green Version]
- Ciecierska, E.; Jurczyk-Kowalska, M.; Bazarnik, P.; Gloc, M.; Kulesza, M.; Kowalski, M.; Krauze, S.; Lewandowska, M. Flammability, mechanical properties and structure of rigid polyurethane foams with different types of carbon reinforcing materials. Compos. Struct. 2016, 140, 67–76. [Google Scholar] [CrossRef]
- Madaleno, L.; Pyrz, R.; Crosky, A.; Jensen, L.R.; Rauhe, J.C.M.; Dolomanova, V.; De Barros Timmons, A.M.M.V.; Cruz Pinto, J.J.; Norman, J. Processing and characterization of polyurethane nanocomposite foam reinforced with montmorillonite-carbon nanotube hybrids. Compos. Part A Appl. Sci. Manuf. 2013, 44, 1–7. [Google Scholar] [CrossRef]
- Benhamou, K.; Kaddami, H.; Magnin, A.; Dufresne, A.; Ahmad, A. Bio-based polyurethane reinforced with cellulose nanofibers: A comprehensive investigation on the effect of interface. Carbohydr. Polym. 2015, 122, 202–211. [Google Scholar] [CrossRef]
- Afzaluddin, A.; Jawaid, M.; Salit, M.S.; Ishak, M.R. Physical and mechanical properties of sugar palm/glass fiber reinforced thermoplastic polyurethane hybrid composites. J. Mater. Res. Technol. 2019, 8, 950–959. [Google Scholar] [CrossRef]
- Cichosz; Masek Cellulose Fibers Hydrophobization via a Hybrid Chemical Modification. Polymers 2019, 11, 1174. [CrossRef] [Green Version]
- Cichosz, S.; Masek, A.; Rylski, A. Cellulose Modification for Improved Compatibility with the Polymer Matrix: Mechanical Characterization of the Composite Material. Materials 2020, 13, 5519. [Google Scholar] [CrossRef]
- Cichosz, S.; Masek, A. Superiority of cellulose non-solvent chemical modification over solvent-involving treatment: Application in polymer composite (part II). Materials 2020, 13, 2901. [Google Scholar] [CrossRef]
- Cichosz, S.; Masek, A. Thermal Behavior of Green Cellulose-Filled Thermoplastic Elastomer Polymer Blends. Molecules 2020, 25, 1279. [Google Scholar] [CrossRef] [Green Version]
- Zhang, S.; Jin, X.; Gu, X.; Chen, C.; Li, H.; Zhang, Z.; Sun, J. The preparation of fully bio-based flame retardant poly(lactic acid) composites containing casein. J. Appl. Polym. Sci. 2018, 135, 46599. [Google Scholar] [CrossRef]
- Tian, H.; Wu, J.; Xiang, A. Polyether polyol-based rigid polyurethane foams reinforced with soy protein fillers. J. Vinyl Addit. Technol. 2018, 24, E105–E111. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Processing Times [s] | ||
|---|---|---|---|
| Start Time | Growth Time | Tack-Free Time | |
| PUR_0 | 40 ± 2 | 295 ± 6 | 358 ± 8 |
| PUR_WS | 57 ± 3 | 358 ± 5 | 346 ± 9 |
| PUR_WS/P | 55 ± 2 | 340 ± 7 | 348 ± 7 |
| PUR_WS/MMT | 62 ± 3 | 370 ± 8 | 340 ± 8 |
| PUR_WS/HL | 51 ± 3 | 325 ± 6 | 355 ± 7 |
| Sample | Dimensional Stability at 70 °C [%] | Dimensional Stability at −20 °C [%] | ||||
|---|---|---|---|---|---|---|
| Width | Length | Thickness | Width | Length | Thickness | |
| PUR_0 | 1.82 ± 0.01 | 1.70 ± 0.01 | 1.85 ± 0.01 | 1.93 ± 0.01 | 1.79 ± 0.01 | 1.77 ± 0.01 |
| PUR_WS | 1.72 ± 0.01 | 1.64 ± 0.01 | 1.77 ± 0.01 | 1.84 ± 0.01 | 1.77 ± 0.01 | 1.73 ± 0.01 |
| PUR_WS/P | 1.68 ± 0.01 | 1.53 ± 0.01 | 1.73 ± 0.01 | 1.76 ± 0.01 | 1.69 ± 0.01 | 1.65 ± 0.01 |
| PUR_WS/MMT | 1.66 ± 0.01 | 1.42 ± 0.01 | 1.67 ± 0.01 | 1.73 ± 0.01 | 1.74 ± 0.01 | 1.71 ± 0.01 |
| PUR_WS/HL | 1.65 ± 0.01 | 1.49 ± 0.01 | 1.71 ± 0.01 | 1.77 ± 0.01 | 1.77 ± 0.01 | 1.68 ± 0.01 |
| Sample | IT (s) | pHRR (kW m−2) | THR (MJ m−2) | TSR (m2 m−2) | COY (kg kg−1) | CO2Y (kg kg−1) | LOI (%) |
|---|---|---|---|---|---|---|---|
| PUR_0 | 4 | 265 | 21.9 | 1516 | 0.375 | 0.388 | 20.2 |
| PUR_WS | 6 | 232 | 23.8 | 1394 | 0.439 | 0.315 | 19.9 |
| PUR_WS/P | 8 | 236 | 20.7 | 1329 | 0.393 | 0.311 | 21.0 |
| PUR_WS/MMT | 7 | 233 | 21.3 | 1274 | 0.394 | 0.312 | 20.8 |
| PUR_WS/HL | 8 | 234 | 20.1 | 1160 | 0.368 | 0.299 | 21.5 |
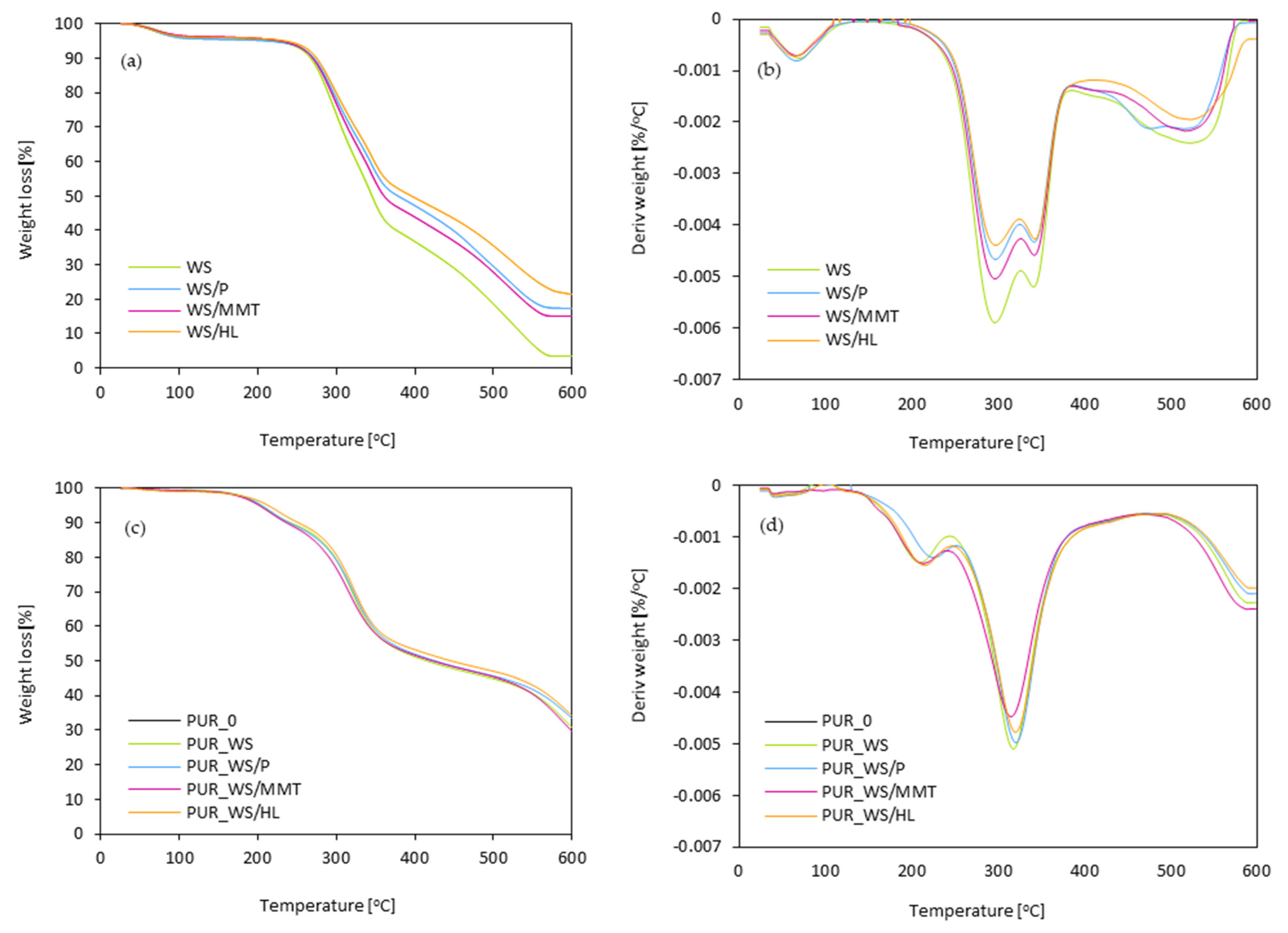
| Sample | Tmax (°C) | Char Residue (wt. %) at 600 °C | ||
|---|---|---|---|---|
| 1st Stage | 2nd Stage | 3rd Stage | ||
| PUR_0 | 209 ± 4 | 306 ± 4 | 571 ± 4 | 22.6 ± 0.2 |
| PUR_WS | 203 ± 5 | 319 ± 5 | 583 ± 5 | 31.8 ± 0.1 |
| PUR_WS/P | 221 ± 2 | 321 ± 4 | 595 ± 5 | 35.0 ± 0.2 |
| PUR_WS/MMT | 209 ± 2 | 313 ± 2 | 590 ± 2 | 31.3 ± 0.2 |
| PUR_WS/HL | 211 ± 5 | 325 ± 4 | 599 ± 6 | 35.8 ± 0.2 |
| Component | PUR_0 | PUR_WS | PUR_WS/P | PUR_WS/MMT | PUR_WS/HL |
|---|---|---|---|---|---|
| Parts by Weight (wt.%) | |||||
| Stepanpol PS-2352 | 100 | ||||
| Purocyn B | 160 | ||||
| Kosmos 75 | 6 | ||||
| Kosmos 33 | 0.8 | ||||
| Tegostab B8513 | 2.5 | ||||
| Water | 0.5 | ||||
| Pentane/cyclopentane | 11 | ||||
| Walnut shells | 0 | 2 | 0 | 0 | 0 |
| Walnut shells modified with perlite | 0 | 0 | 2 | 0 | 0 |
| Walnut shells modified with montmorillonite | 0 | 0 | 0 | 2 | 0 |
| Walnut shells modified with halloysite | 0 | 0 | 0 | 0 | 2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Członka, S.; Kairytė, A.; Miedzińska, K.; Strąkowska, A. Polyurethane Composites Reinforced with Walnut Shell Filler Treated with Perlite, Montmorillonite and Halloysite. Int. J. Mol. Sci. 2021, 22, 7304. https://doi.org/10.3390/ijms22147304
Członka S, Kairytė A, Miedzińska K, Strąkowska A. Polyurethane Composites Reinforced with Walnut Shell Filler Treated with Perlite, Montmorillonite and Halloysite. International Journal of Molecular Sciences. 2021; 22(14):7304. https://doi.org/10.3390/ijms22147304
Chicago/Turabian StyleCzłonka, Sylwia, Agnė Kairytė, Karolina Miedzińska, and Anna Strąkowska. 2021. "Polyurethane Composites Reinforced with Walnut Shell Filler Treated with Perlite, Montmorillonite and Halloysite" International Journal of Molecular Sciences 22, no. 14: 7304. https://doi.org/10.3390/ijms22147304